
COMIMSA...V Agradecimientos A Dios por haberme permitido tener una familia la cual me ha apoyado...
129
CORPORACIÓN MEXICANA DE INVESTIGACIÓN EN MATERIALES DIVISIÓN DE ESTUDIOS DE POSGRADO ® COMIMSA SOLDABILIDAD DE ACEROS INOXIDABLES AUSTENÍTICOS SERIE 300 MEDIANTE EL PROCESO DE SOLDADURA MMAW (ELECTRODO REVESTIDO) EN AMBIENTE HÚMEDO POR: DANIEL GÓMEZ JIMÉNEZ TESIS MAESTRÍA EN TECNOLOGÍA DE LA SOLDADURA INDUSTRIAL SALTILLO, COAHUILA A 17 DE DICIEMBRE DEL 2015
Transcript of COMIMSA...V Agradecimientos A Dios por haberme permitido tener una familia la cual me ha apoyado...
CORPORACIÓN MEXICANA DE INVESTIGACIÓN EN MATERIALES
DIVISIÓN DE ESTUDIOS DE POSGRADO
®
COMIMSASOLDABILIDAD DE ACEROS INOXIDABLES AUSTENÍTICOS SERIE 300
MEDIANTE EL PROCESO DE SOLDADURA MMAW (ELECTRODO
REVESTIDO) EN AMBIENTE HÚMEDO
POR:
DANIEL GÓMEZ JIMÉNEZ
TESIS
MAESTRÍA EN TECNOLOGÍA DE LA SOLDADURA INDUSTRIAL
SALTILLO, COAHUILA A 17 DE DICIEMBRE DEL 2015
CORPORACIÓN MEXICANA DE INVESTIGACIÓN EN MATERIALES DIVISIÓN
DE ESTUDIOS DE POSGRADO
SOLDABILIDAD DE ACEROS INOXIDABLES AUSTENÍTICOS SERIE 300
MEDIANTE EL PROCESO DE SOLDADURA MMAW (ELECTRODO
REVESTIDO) EN AMBIENTE HÚMEDO
POR:
DANIEL GÓMEZ JIMÉNEZ
TESIS
MAESTRÍA EN TECNOLOGÍA DE LA SOLDADURA INDUSTRIAL
SALTILLO, COAHUILA A 17 DE DICIEMBRE DEL 2015

Corporación Mexicana de Investigación en Materiales
Gerencia de Desarrollo Humano
División de Estudios de Posgrado
Los miembros del Comité Tutorial recomendamos que la Tesis
SOLDABILIDAD DE ACEROS INOXIDABLES AUSTENÍTICOS SERIE 300
MEDIANTE EL PROCESO DE SOLDADURA MMAW (ELECTRODO
REVESTIDO) EN AMBIENTE HÚMEDO, realizada por el alumno DANIEL
GÓMEZ JIMÉNEZ, con número de matrícula 14-MS035 sea aceptada para su
defensa como Maestro en Tecnología de la Soldadura Industrial.
El Comité Tutorial
M.C. Fernando Macías LópezDirector de Tesis
Dr. David González González
Asesor
Vo.Bo.
Dr. Felipe Arturo Reyes ValdésCoordinador de Posgrado

Corporación Mexicana de Investigación en Materiales
Gerencia de Desarrollo Humano
División de Estudios de Posgrado
IV
Los abajo firmantes, miembros del Jurado del Examen de Grado del alumno
DANIEL GÓMEZ JIMÉNEZ una vez leída y revisada la Tesis titulada
SOLDABILIDAD DE ACEROS INOXIDABLES AUSTENÍTICOS SERIE 300
MEDIANTE EL PROCESO DE SOLDADURA MMAW (ELECTRODO
REVESTIDO) EN AMBIENTE HÚMEDO, aceptamos que la referida tesis revisada
y corregida, sea presentada por el alumno para aspirar al grado de Maestro en
Tecnología de la Soldadura Industrial durante el Examen de Grado
correspondiente.
Y para que así conste, firmamos la presente a los 17 días del mes de
diciembre del 2015.
^¡ündru HfinanAz, K,Dr. Víctor Hucjb López Cortez Dra. Alejandra Hernández Rodríguez
Presidente Secretario
MT. Fernando Macías LópezVocal

V
Agradecimientos
A Dios por haberme permitido tener una familia la cual me ha apoyado para
poder desarrollarme académicamente y dejarme llegar a vivir hasta estos
momentos de mi vida.
Al comité tutorial M.C. Fernando Macías López y al Dr. José Jorge Ruiz
Mondragón y al Dr. David González González por su asesoría y orientación en la
elaboración de la tesis el cual permitió desarrollar mi proyecto de soldadura en su
departamento proporcionándome equipo y material necesario para la elaboración
del proyecto.
Agradezco al Consejo Nacional de Ciencia y Tecnología junto con la
Corporación Mexicana de Investigaciones en Materiales por abrirme las puertas al
conocimiento y al desarrollo profesional. De igual manera por todo el apoyo
financiero para concluir la Maestría en Tecnología de la Soldadura Industrial.
A mis amigos en general y compañeros de la Maestría que me apoyaron
cada día para lograr este objetivo y a todas aquellas personas que de alguna u
otra manera han contribuido con el presente trabajo.

VI
Dedicatoria
A mi padre el Sr. José del Carmen Gómez Perera y mi madre la señora
Hilda Jiménez Ramón gracias por el cariño y por todo el amor y el apoyo brindado
y porque hoy veo llegar a su fin unas de las metas de mi vida, les agradezco la
orientación que siempre me han otorgado.
A mi Esposa Vanesa Narváez García y a mi hija Sofía Gómez Narváez
Gracias por el apoyo y el cariño que siempre me han brindado, por la espera y
esfuerzo de todo este tiempo en el cual no pudimos estar juntos y compartir
momentos agradables. Gracias mi amor.
A mi familia en general por haberme orientado en tomar la decisión correcta
en continuar con mis estudios de nivel posgrado y porque gracias a su apoyo y
consejos he llegado a realizar la más grande de mis metas, la cual constituye la
herencia más valiosa que pudiera recibir, Gracias.

Vil
ÍNDICE
Síntesis 1
CAPÍTULO 1. INTRODUCCIÓN 2
1.1 Antecedentes 2
1.2 Objetivos 3
1.2.1 Objetivo general 3
1.2.2 Objetivo específico 3
1.3 Justificación 4
1.4 Planteamiento del problema 5
1.5 Hipótesis 6
1.6 Alcance 6
CAPÍTULO 2. ESTADO DEL ARTE 7
2.1 Tipos de soldadura bajo el agua 7
2.1.1 Soldadura seca 8
2.1.1.1 Soldadura de habitat seca 8
2.1.1.2 Soldadura de cámara seca 10
2.1.1.3 Soldadura de punto seco 10
2.1.1.4 Soldadura en seco en una atmósfera 11
2.1.1.5 Soldadura automatizada 11
2.1.2 Soldadura húmeda 12
2.1.2.1 Proceso de soldadura 14
2.2 Clasificación de los aceros inoxidables 16
2.2.1 Aceros inoxidables austeníticos (series 200 y 300) 19
2.2.2 Acero inoxidable ferrítico (serie 400) 19
2.2.3 Acero inoxidable martensítico (series 400 y 500) 19
2.2.4 Aceros inoxidables endurecidos por precipitación (PH) 20
2.2.5 Aceros inoxidables estructura dúplex 20
2.3 Aceros inoxidables austeníticos 20
2.3.1 Composición de los aceros austeníticos 21
2.3.2 Diagramas de fase 23
2.3.2.1 Sistema Hierro - Cromo 24
2.3.2.2 Sistema Hierro - Cromo - Carbono 26
2.3.2.3 Sistema Hierro - Cromo - Níquel 29

VIII
2.3.3 Composición química del grado 316 (Austenítico) 33
2.3.4 Elementos de aleación 35
2.3.4.1 Carbono 35
2.3.4.2 Cromo 36
2.3.4.3 Níquel 37
2.3.4.4 Manganeso 38
2.3.4.5 Silicio 39
2.3.4.6 Molibdeno 40
2.3.5 Propiedades mecánicas 41
2.4 Metalurgia de la soldadura en inoxidables austeníticos 48
2.4.1 Evolución de la microestructura en la zona de fusión 49
2.4.1.1 Solidificación Tipo A completamente austenítico 50
2.4.1.2 Solidificación Tipo AF 52
2.4.1.3 Solidificación Tipo FA 54
2.4.1.4 Solidificación Tipo F 57
2.4.2 Zona afectada por el calor 61
2.4.2.1 Crecimiento del grano 61
2.4.2.2 Formación de ferrita 61
2.4.2.3 Precipitación 62
2.4.2.4 Licuación en los límites de grano 63
2.5 Soldabilidad 64
2.5.1 Agrietamiento de solidificación en la soldadura 65
2.5.2 Efectos beneficiosos de la solidificación como ferrita primaria 68
2.5.3 Efecto de elementos de impurezas 70
2.5.4 Prevención del agrietamiento de solidificación en la soldadura 71
2.6 Resistencia a la corrosión 73
2.6.1 Corrosión intergranular 74
2.6.1.1 Prevención de la sensibilización 79
2.6.2 Corrosión bajo esfuerzo 80
2.7 Análisis de los aceros inoxidables 82
2.7.1 Medición de la Dilución 82
2.7.2 Influencia de la porosidad sobre las propiedades mecánicas 83
2.7.3 Precipitados y su efecto en las propiedades mecánicas 84
CAPÍTULO 3 METODOLOGÍA 86
3.1 Descripción de la metodología 86

IX
3.1.1 Materiales 90
3.2 Diseño experimental 91
3.2.1 Determinación de las variables de proceso 92
3.2.2 Diseño de experimento (Minitab® ) 93
CAPÍTULO 4. DISCUSIÓN DE RESULTADOS 95
4.1 Análisis del metal base AISI 304 95
4.2 Análisis en la zona afectada por el calor 97
4.2.1 Recristalización y crecimiento de grano 98
4.3 Uso del diagramas predictivos 100
4.4 Análisis de la soldadura 103
4.5 Microdureza 110
4.5.1 Relación de las fases con microdureza HV 112
4.6 Resultados del diseño de experimentos 114
4.6.1 Análisis de los resultados de pruebas de tensión 114
4.7 Conclusiones 120
Bibliografía 122
Listado de Tabla 125
Listado de Figuras 126
Listado de Ecuaciones 128
Resumen Autobiográfico 129

Síntesis
Existen más de 400 estaciones de fuentes nucleares de las cuales
muchas se encuentran en lagunas, y algunos materiales para la construcción de
estas estaciones son los aceros inoxidables austeníticos, ya que estos
proporcionan una elevada resistencia a la corrosión. En la actualidad hay
registros desde 1980 donde se han reparado plantas de fuentes nucleares bajo
el agua con electrodos para aceros inoxidables, y estas son realizadas por
buzos soldadores, lo cual complica asegurar la calidad en las soldaduras.
Aunque las aleaciones de acero inoxidable austenítico son generalmente
consideradas a ser soldable, estas pueden estar sujetas a un número de
problemas de soldabilidad si las precauciones correctas no son tomadas. La
solidificación en la soldadura y agrietamiento de licuación pueden ocurrir
dependiendo de la composición del metal base, el metal de aporte y el nivel de
impureza, en particular azufre y fósforo. A pesar de la buena resistencia a la
corrosión en general, estos aceros pueden estar sujetos a formas localizadas
de corrosión en los límites de grano y en la zona afectada por el calor (ZAC).
Debido a los factores antes mencionados se ha realizado una
investigación profunda para determinar las causas que originan los problemas
de soldabilidad y establecer estrategias de prevención en la medida posible
cuando se estén realizando soldadura bajo el agua. Para esto, se realizó una
recopilación bibliográfica y se llevó acabo un diseño de experimento donde se
pudiera experimentar la soldadura en un acero inoxidable austenítico en
ambiente húmedo y poder concluir en base a los resultados obtenidos.

CAPÍTULO 1. INTRODUCCIÓN
1.1 Antecedentes
Humphrey Davey en 1802 demostró que un arco eléctrico puede ser
mantenido bajo el agua, pero hasta 1930 los profesores Hibshman y Jensen de
la Universidad de Lehigh, realizaron los primeros experimentos en pequeños
contenedores de vidrio, con el soldador colocado a un lado, y con sus manos
sumergidas, estos experimentos rápidamente mostraron la necesidad de utilizar
corriente continua para producir soldaduras aceptables [1].
El desarrollo de la soldadura bajo el agua se pone en marcha durante la
Segunda Guerra Mundial (1939 y 1945) para la reparación de buques y puertos,
pero su gran evolución se produce en la década de los 60 debido a la industria
petrolífera en alta mar, para estructuras sumergidas tales como tuberías y
plataformas costa fuera.
Sin embargo en aceros inoxidables su aplicación es muy poca en
ambiente húmedo debido al efecto de corrosión que presentan éstos al estar en
contacto directamente con el agua de mar que tienen una concentración de
sales minerales disueltas en un 35% aproximadamente entre las que predomina
el cloruro de sodio. Poca investigación se ha desarrollado sobre éstos aceros
en ambiente húmedo, debido a que su mayor aplicación se encuentra en
ambientes secos tales como la industria química, alimenticia y médica.

1.2 Objetivos
1.2.1 Objetivo general
Estudiar la soldabilidad en ambiente húmedo de los aceros inoxidables
auténtico de la serie 300 mediante el proceso de soldadura manual por arco
metálico "MMAW.
1.2.2 Objetivo específico
> Realizar una revisión acerca del efecto que presenta la manipulación de
las variables esenciales del proceso en la sanidad de soldadura.
> Realizar una revisión literaria y análisis sobre los tipos de
microestructuras presentes en soldaduras aplicados en aceros inoxidable
austenítico en ambiente húmedo.
> Realizar una revisión y análisis sobre las propiedades mecánicas
presentes en soldaduras aplicadas mediante el proceso de soldadura.
> Realizar un diseño de experimento en un acero inoxidable 304 donde se
realicen soldadura con el proceso MMAW con un diseño factorial 2k (22)
donde los factores de entrada en la soldadura Corriente del arco y
velocidad de avance.

1.3 Justificación
La presente tesis tiene la finalidad de reunir información sobre la
soldabilidad de aceros inoxidables austeníticos mediante el proceso de
soldadura húmeda, ya que en la actualidad existe muy poca información
detallada acerca de este proceso con los aceros inoxidables.
Debido a que las aplicaciones en condiciones bajo el agua de los aceros
austeníticos serie 300 se enfocan principalmente en las plantas nucleares, es
importante determinar los aspectos básicos que representa la realización de
una reparación en estos materiales, ya que tienen que ser actividades
especializadas por el alto grado de riesgo que representa.
En agua dulce no surge el efecto ocasionado por agua salada
"agrietamiento por corrosión bajo tensión" (Stress corrosión cracking), y cabe
mencionar su futura aplicación del uso de estos aceros en condiciones
húmedas. Por lo cual se pretende ampliar el campo de información acerca de la
soldabilidad de aceros inoxidables austeníticos en ambiente húmedo.
Señalando que es fundamental conocer la microestructura, las
transformaciones y las fases en este tipo de materiales, así como el
comportamiento mecánico presente que se obtienen al finalizar la soldadura,
para analizar los resultados y tomar decisiones que ayuden a mejorar la calidad
de la soldadura bajo el agua.
•-
1.4 Planteamiento del problema
Aunque las aleaciones de aceros inoxidables austeníticos se consideran
que presentan buena soldabilidad, estos están sujetas a un número de
problemas de soldabilidad si no se tomadas las precauciones correctas.
En la solidificación de la soldadura el agrietamiento por "licuación" puede
ocurrir dependiendo sobre la composición del material base y el material de
aporte y los niveles de impureza, particularmente el S y P.
A pesar de la buena resistencia a la corrosión en general de los aceros
inoxidables austeníticos, las soldaduras húmedas muestran una calidad
deficiente debido a la presencia del hidrógeno en la atmósfera del arco. Las
condiciones de enfriamiento para la soldadura bajo el agua son rápidas y la
velocidad de extracción de calor es alta debido al contacto directo del agua con
el charco de soldadura, lo cual evita la precipitación de carburos y la formación
de la fase sigma, sin embargo la cantidad de entrada de calor en el charco de
soldadura genera mayor dilución de las moléculas de hidrogeno y oxígeno que
se encuentran el agua y con el enfriamiento rápido no deja que escapen los
gases disueltos, quedando atrapados en la soldaduras lo cual disminuye las
propiedades mecánicas.
Debido a esto se desea investiga r las propiedades mecánicas (Tensión)
y la microestructura presente en una soldadura realizada bajo el agua en
función a la entrada de calor.

6
1.5 Hipótesis
Los resultados que se esperan obtener mediante la investigación en la
soldadura realizada bajo el agua es que a medida que se incremente la entrada
de calor a una presión constante, la resistencia a la tensión aumentará debido
que habrá mayor fusión en la soldadura y el número de discontinuidades se
vera disminuida.
Si el calor de entrada en la soldadura disminuye, es decir bajando el
amperaje o aumentando la velocidad de avance entonces la porosidad y el nivel
de discontinuidades en la soldadura a una presión constante aumentará, sin
embargo el exceso de amperaje en la soldadura causará mayor dilución del
oxígeno e hidrógeno en el agua y aumentará la cantidad de estos elemento en
la soldadura, lo cual nos puede llevar a una fragilización o aumento en los
niveles de porosidad. Por lo cual se buscará los niveles óptimos donde se
obtenga mayor resistencia a la tensión por medio del diseño 2k.
1.6 Alcance
El siguiente trabajo se limita a realizar una investigación sobre la
soldabilidad bajo el agua en acero inoxidable 304, y desarrollar un diseño de
experimentos en soldaduras a tope con ranura en V con diferentes entradas de
calor variando el amperaje y velocidad de avance, con la finalidad de reunir toda
la información para la evaluación de la calidad de la soldadura.
Para el análisis se realizarán las siguientes pruebas; tensión,
microdureza, medición de la dilución y análisis metalográfico para determinar la
relación de la sanidad de la soldadura con respecto a los resultados por medido
de un diseño de experimento 22 con tres puntos centrales.

CAPÍTULO 2. ESTADO DEL ARTE
2.1 Tipos de soldadura bajo el agua
Al igual que la soldadura tradicional en superficie, la soldadura bajo el
agua une o fija piezas metálicas mediante calor, proveniente de un arco
eléctrico. La soldadura bajo el agua puede ser clasificada en dos tipos
principales.
1. Soldadura seca
2. Soldadura húmeda
En el proceso de la soldadura seca bajo el agua se requiere que se
elimine el agua que rodea el área de trabajo, usando una cámara hiperbárica
con una presión atmosférica y controlada. El soldador realizar su trabajo
permaneciendo dentro de la cámara. El proceso seco es costoso, pero produce
soldaduras que generalmente son de igual calidad que las que se realizan
sobre la superficie [2]. Mientas que en el proceso de soldadura húmeda esta es
realizada bajo el agua, con una exposición directa en un ambiente húmedo [3].
•

8
2.1.1 Soldadura seca
Con este término se conoce a la aplicación de soldadura que es
realizada dentro de un ambiente que permite que la superficie donde se realice
la unión soldada se encuentre libre de humedad. La soldadura seca bajo el
agua también es conocida como soldadura hiperbárica, que quiere decir a una
presión de oxígeno superior a la presión atmosférica y ésta se puede realizar
por diferentes maneras.
2.1.1.1 Soldadura de habitat seca
Es la soldadura a presión ambiente del agua en una cámara grande a
partir de la cual el agua ha sido desplazado por una atmósfera, tal que el buzo
soldador no trabaja con el equipo de buceo puesto [4].
La soldadura de habitat seca, es sellado sobre la pieza a trabajar y es
evacuada el agua, posteriormente llenado con una mezcla respirable de gas
helio que contiene 0.5 bar de oxígeno a una presión igual o levemente superior
que la presión absoluta donde se llevará a cabo la soldadura, lo que le permite
al buzo especialista encontrarse en un ambiente totalmente seco.
De este modo la soldadura es realizada en seco, pero toda la presión
hidrostática del mar rodea el habitat. Los procesos de soldadura hiperbárica
generalmente usados son los siguientes: Soldadura de arco de tungsteno y gas
"GTAW" (Gas Tungsten Are Welding) también conocido como TIG (Tungsten
Inert Gas) y la soldadura de arco metálico sostenido MMAW (Manual Metal Are
Welding) también llamado "SMAW" (Shielded Metal Are Welding) pero para
soldadura en la superficie. Estos métodos producen alta calidad que satisfacen
los requisitos del código aplicable [2].

Este proceso es extensamente utilizado para unir tuberías que
transportan aceite en plataformas costa fuera y reparaciones subacuáticas en
plataformas, en la Figura 2.1 se muestra la imagen de un habitat cuando está
siendo retirada.
Figura 2.1 Extracción de un habitat de soldadura [5].
Después de que el habitat fue unido a la parte que será soldada, se
cierra y la bomba extrae toda el agua (Figura 2.2). Una vez que la cámara esté
libre de agua de mar, el buzo soldador deja el módulo de presión, se introduce
dentro del habitat para realizar la soldadura en la sección a unir. Una vez que la
soldadura se realiza e inspecciona, la presión del habitat es enviada arriba al
módulo de presión al recipiente, mientras que el buzo soldador está siendo
enviado arriba a usar el recipiente del módulo de presión [5].
Existen otros tipos de formas de llevar a cabo una soldadura seca bajo el
agua, como las que se mencionan a continuación.

Soldadura de cámara seca.
Soldadura de punto seco.
Soldadura en seco en una atmósfera.
Soldadura automatizada.
10
Figura 2.2 Representación de un habitat de soldadura instalada en un ducto en el océano.(National Geography Mega estructuras episodio de "Super Pipeline").
2.1.1.2 Soldadura de cámara seca
Esta se lleva a cabo a presión ambiente del agua de una manera simple,
el buzo soldador coloca la cabeza y hombros dentro de la cámara para realizar
la soldadura, en este caso el buzo mantiene su equipo de buceo completo ya
que parte del cuerpo se encuentra fuera de la cámara en contacto directo con el
agua.
2.1.1.3 Soldadura de punto seco
Esta se lleva a cabo a presión ambiente del agua en un pequeño y
trasparente compartimiento llenado con gas donde el buzo soldador introduce el
brazo para realizar la operación de soldadura.

11
2.1.1.4 Soldadura en seco en una atmósfera
Es la soldadura que se lleva a cabo en un recipiente a presión, en la que
se mantiene una presión aproximadamente de una atmósfera
independientemente de la presión externa del agua [4].
2.1.1.5 Soldadura automatizada
Esta es realizada con dispositivos controlados de forma remota, los
cuales se acoplan a la pieza a ser soldada, desalojando el agua de la superficie
a unir y aplicando el depósito de soldadura sin la participación directa del
personal. Esto en el caso de profundidades mayores a los 400 metros donde la
coordinación y funcionalidad del buzo se ven severamente deterioradas así
como una considerable reducción en el desempeño debido a una acelerada
fatiga [6].
En los procesos de soldadura en seco el tamaño y las configuraciones de
las cámaras son determinados por las dimensiones y geometrías del área de
trabajo y el número de soldaduras en los componentes. El agua es desplazada
desde la cámara por aire o una mezcla de gas deseable, dependiendo sobre la
profundidad del agua y la presión en el sitio de trabajo. La flotabilidad de la
cámara se compensa con lastre, por conexiones mecánicas y sujeto a la
estructura o por combinación de ambas.
La soldadura en seco requiere un contenedor presurizado teniendo
controlada la atmósfera, el metal soldado no está en contacto directo con el
agua. Las ventajas de la soldadura en seco son el mejoramiento en la
estabilidad de operaciones de soldadura, reduciendo el problema del hidrógeno,
menos velocidad de enfriamiento de la soldadura del metal base y la
restauración de la ductilidad y resistencia de la soldadura.

12
La soldadura en seco puede llevarse a cabo bajo alta presión, que
consiste en preparar un contenedor que se llena de gas (helio) a alta presión
(hiperbárica) para empujar el agua hacia afuera, y llevar a cabo la soldadura, el
buzo soldador tiene que estar equipado con máscara de respiración y otros
equipos de protección. Las limitaciones de la soldadura hiperbárica son las
dificultades prácticas en el sellado de la cámara y el aumento en presión en el
incremento de profundidades del mar, conduciendo a un problema que afecta
tanto a la microestructura como a la composición química de la soldadura.
2.1.2 Soldadura húmeda
La soldadura húmeda se realiza bajo el agua, en el cual la presión del
agua actúa sobre el cuerpo del buzo soldador y no existe una barrera física
entre el arco eléctrico y el agua (Figura 2.3), este tipo de soldadura es la de
mayor uso en aplicaciones submarinas por ser la más versátil y económico, sin
embargo, es la que presenta mayores problemas para su aplicación y menor
calidad [2].
Figura 2.3 Soldadura húmeda [2].
El proceso de soldadura utilizado es el denominado "MMAW" se realiza
con corriente continua polaridad directa (electrodo al negativo) (Figura 2.4) y
cuando se emplea corriente continua con polaridad inversa (electrodo al

13
positivo), se lleva a cabo la electrólisis y provoca un rápido deterioro de
componentes metálicos en el soporte del electrodo. Para la soldadura húmeda
la corriente alterna no se utiliza debido a la seguridad eléctrica y la dificultad de
mantener un arco bajo el agua [3].
Un electrodo especial es utilizado y la soldadura se realiza manualmente
similar a como se aplica la soldadura al aire libre. La mayor libertad de
movimiento hace que la soldadura húmeda sea el método más eficaz, eficiente
y económico respecto a los proceso de soldadura seca. El suministro de poder
se encuentra en la superficie y se proporciona al buzo soldador a través de
cables y mangueras (Figura 2.5).
Figura 2.4 Esquema del proceso de soldadura húmeda MMAW [3].

SUMNKiHOOt OXKJMO
ruum « pour
mMOM^S-^T ^j arflfMUftOAOtOKMlLASKlMA
CA8U K TRABAJO O K THM
14
Figura 2.5 Componentes del proceso de soldadura MMAW [7].
2.1.2.1 Proceso de soldadura
Para iniciar el proceso de soldadura bajo el agua se debe contar con una
fuente de poder la cual siempre debe ser una máquina de corriente directa, con
una capacidad de 300 o 400 Amperes. Por lo general se usan máquinas de
soldar de motor generador para trabajos bajo el agua y en ambiente húmedo.
Se debe conectar el bastidor o tierra de la máquina de soldar con el
barco. El circuito de soldadura debe incluir un interruptor positivo, generalmente
un interruptor de cuchillas, que se maneja desde la superficie bajo el mando del
buzón soldador (Figura 2.5). El interruptor de cuchillas en el circuito del
electrodo debe ser capaz de cortar la totalidad de la corriente de soldar. Se
necesita por razones de seguridad. La corriente de soldar debe conectarse al
porta electrodo sólo cuando el soldador esté soldando.
El conductor para soldar y la tierra deben ser por lo menos cables 2/0 y el
aislamiento debe ser perfecto. Si la longitud total del cable rebasa los 100 m,
deben colocarse dos en paralelo. Con los conductores en paralelo hasta el

15
porta electrodo, el último metro puede ser de cable sencillo. Todas las
conexiones deben estar aisladas cuidadosamente para que el agua no pueda
llegar a hacer contacto con las paredes metálicas (Figura 2.6).
Figura 2.6 Cables conductores de diversos diámetros(Cortesía Instituto Tecnológico de Boca del Río).
Si se fuga el aislamiento, el agua de mar hará contacto con el metal
conductor y parte de la corriente se fugará y no estará disponible en el arco.
Además, habrá un rápido deterioro del cable de cobre en la fuga.
P>
Figura 2.7 Porta electrodo para soldadura bajo el agua. ("BR-20 Welding Stinger" Cortesía deBroco® Underwater Cutting & Welding Solutions).
El cable de tierra debe conectarse a la pieza de trabajo que se vaya a
soldar a una distancia menor de 1 m del punto donde se suelda (Figura 2.5), el
porta electrodo está completamente aislado y usa abrazadera para sujetar el
16
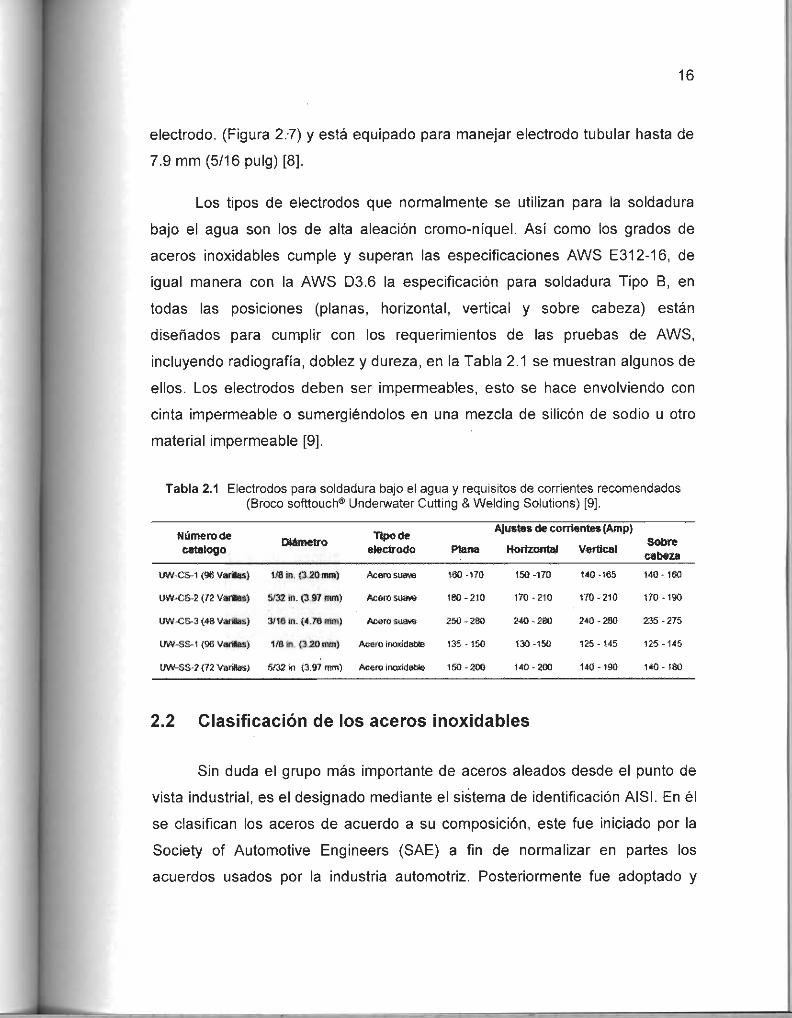
electrodo. (Figura 2.7) y está equipado para manejar electrodo tubular hasta de
7.9mm(5/16pulg)[8].
Los tipos de electrodos que normalmente se utilizan para la soldadura
bajo el agua son los de alta aleación cromo-níquel. Así como los grados de
aceros inoxidables cumple y superan las especificaciones AWS E312-16, de
igual manera con la AWS D3.6 la especificación para soldadura Tipo B, en
todas las posiciones (planas, horizontal, vertical y sobre cabeza) están
diseñados para cumplir con los requerimientos de las pruebas de AWS,
incluyendo radiografía, doblez y dureza, en la Tabla 2.1 se muestran algunos de
ellos. Los electrodos deben ser impermeables, esto se hace envolviendo con
cinta impermeable o sumergiéndolos en una mezcla de silicón de sodio u otro
material impermeable [9].
Tabla 2.1 Electrodos para soldadura bajo el agua y requisitos de corrientes recomendados(Broco softtouch® Underwater Cutting &Welding Solutions) [9].
Numero de
catalogoDiámetro
Tipo de
electrodo Rana
Ajustes de corrientes (Amp)
Horizontal VerticalSobre
cabeza
UW-CS-1 (96 Varias) 1/8 m. (320mm) Acera suave 160 -170 150-170 140-165 140-160
UW-CS-2 (72 Varias) 5/32 m (3.97 mm) Acero suave 180-210 170-210 170-210 170-190
UW-CS-3 (48 Varias) 3/tflm. (4.76 mm) Acaro suave 250-280 240-280 240 - 280 235-275
UWSS-1 (96 Varias) 1/8 m (3.20 mm) Acero inoxidable 135 -150 130-150 125 -145 125-145
UW-SS-2 (72 Vanias) 5/32 »n (3 97mm) Acero inoxidable 150-200 140-200 140 -190 140-180
2.2 Clasificación de los aceros inoxidables
Sin duda el grupo más importante de aceros aleados desde el punto de
vista industrial, es el designado mediante el sistema de identificación AISI. En él
se clasifican los aceros de acuerdo a su composición, este fue iniciado por la
Society of Automotive Engineers (SAE) a fin de normalizar en partes los
acuerdos usados por la industria automotriz. Posteriormente fue adoptado y

17
ampliado por la American Iron and Steel Institute (AISI) y se ha convertido en el
sistema generalmente admitido en Norteamérica [10].
Con el fin de simplificar el panorama de conocimiento de los múltiples
tipos de aceros empleados en la industria, se establece a continuación una
clasificación en grupos, que cubre casi todas las aplicaciones más comerciales
[11].
• Aceros al carbono
• Aceros aleados
• Aceros grado herramienta
• Aceros para usos especiales
• Aceros inoxidables
Los aceros inoxidables se caracterizan principalmente por su resistencia
a la corrosión, elevada resistencia, ductilidad y elevado contenido de cromo. Se
llama inoxidable porque en presencia de oxígeno (aire) forma una película
delgada y dura muy adherente de óxido de cromo, que protege al metal contra
la corrosión (pasivación). Esta película protectora se vuelve a formar en caso
que se ralle la superficie, para que ocurra la pasivación el contenido mínimo de
cromo debe ser de 10 a 12% por peso.
Además del cromo, típicamente otros elementos de aleaciones en los
aceros inoxidables son el níquel, molibdeno, cobre, titanio, silicio, manganeso,
colombio, aluminio, nitrógeno y azufre. Se utiliza la letra L para identificar los
aceros inoxidables de bajo carbono. Mientras más elevado sea el contenido de
carbono, menor será la resistencia a la corrosión de los aceros inoxidables. La
razón es que el carbono se combina con el cromo del acero y forma carburos
de cromo; la menor disponibilidad de cromo reduce la pasividad del acero, y
aún peor, el carburo de cromo introduce una segunda fase, misma que
promueve la corrosión galvánica [12].

18
Los aceros inoxidables fueron desarrollado a principios de 1900, tuvo sus
inicios debido a la adición del cromo al acero y entonces apareció un efecto
benéfico sobre la resistencia a la corrosión y es generalmente atribuido a el
francés Berthier quien en 1821 desarrollo a 1.5% en peso de aleación de cromo
para ser recomendado en aplicaciones de cubiertos [13].
Tabla 2.2 Breve historia de los aceros inoxidables [13].
1821
1897
1904-1909
1913
1916
Frenchman Berthier experimentos con adiciones de cromo al acero.
Alemán Goldschmidt desarrolla una técnica para producir bajas emisionesde carbono, aleaciones de rodamientos de Cr.
En Francia y Alemania se produjeron aleaciones de 13% y 17% en peso deCr.
El Inglés Brearly hace el primer lingote comercial a Thomas Firth y Sons el20 de agosto. El análisis en % en peso: 0.24% C, 0.2% de Si, 0.44% de Mr12.86% de Cr.
La patente en EE.UU. 1.197.256 de 9 a 16% en peso de Cr en aceros conmenos que 0.7% de carbono en peso, el 5 de septiembre.
Los aceros inoxidables se fabrica utilizando hornos eléctricos o procesos
de oxígeno básico, y posteriormente técnicas similares a las utilizadas en otros
tipos de aceros. Se controla en nivel de pureza mediante varias técnicas de
refinación. Los aceros inoxidables están disponibles en una amplia gama de
geometrías. Entre sus aplicación comunes están las cuchillerías, el equipo de
cocina, el equipo médico y quirúrgico, las industrias químicas, las de
procesamiento de alimentos y petroleras [12].
Por lo general los aceros inoxidables se dividen en cinco tipos,
mencionándolos a continuación [12].
• Austeníticos (2.2.1).• Ferrítico (2.2.2).
• Martensítico (2.2.3).• Endurecidos por precipitación (PH) (2.2.4).
• Estructura dúplex (2.2.5).

19
2.2.1 Aceros inoxidables austeníticos (series 200 y 300)
Estos aceros generalmente están compuestos de cromo, níquel y
manganeso en el hierro. No son magnéticos y presenta una excelente
resistencia a la corrosión, pero son susceptibles al agrietamiento por esfuerzos
de corrosión, los aceros inoxidables austeníticos se endurecen mediante el
trabajo en frío, son los más dúctiles de todos los aceros inoxidables, por lo que
pueden ser fácilmente formados, aunque, a mayor trabajo en frío, su
formabilidad se ve reducida.
Estos aceros se utilizan en una amplia variedad de aplicaciones, como
utensilios de cocinas, acoplamientos, construcciones soldadas, equipo de
transporte ligero, piezas para hornos, para intercambiadores de calor y
componentes para ambientes químicos severos [12] "Ver capítulo 2.3".
2.2.2 Acero inoxidable ferrítico (serie 400)
Estos aceros tienen un elevado contenido de cromo de hasta 27% y no
contienen níquel. Son magnéticos y tienen una buena resistencia a la corrosión,
pero su ductilidad es menor a la de los aceros inoxidables austeníticos. Los
aceros inoxidable ferrítico se endurecen mediante el trabajo en frío y no se
pueden someter a tratamientos térmicos. Generalmente se utilizan para
aplicaciones no estructurales como equipo de cocina y decoraciones
automotrices [12].
2.2.3 Acero inoxidable martensítico (series 400 y 500)
La mayor parte de los aceros inoxidables martensítico no contienen
níquel y pueden ser endurecidos por tratamientos térmicos. Su contenido de
cromo puede alcanzar el 18%. Estos aceros son magnéticos y tienen una

20
elevada resistencias, dureza y resistencia a la fatiga, una buena ductilidad y una
resistencia moderada a la corrosión. Los aceros inoxidable martensítico se
utilizan típicamente en cuchillería, herramientas quirúrgicas, instrumentos,
válvulas y resortes [12].
2.2.4 Aceros inoxidables endurecidos por precipitación (PH)
La abreviación PH es por sus siglas en inglés "Precipitation Hardening".
Estos aceros contienen cromo y níquel además del cobre, aluminio, titanio o
molibdeno. Tienen una buena resistencia a la corrosión, buena ductilidad y una
elevada resistencia a temperaturas altas. Su aplicación principal se encuentra
en componentes estructurales de aeronaves y vehículos espaciales [12].
2.2.5 Aceros inoxidables estructura dúplex
Estos aceros tienen una mezcla de austenita y ferrita. Tienen buena
resistencia mecánica y resistencia a la corrosión tanto en la mayor parte de los
ambientes corrosivos, como al agrietamiento por esfuerzo de corrosión, mejor
que los aceros austeníticos de la serie 300. Las aplicaciones típicas se
encuentras en componentes para las plantas de tratamiento de agua y en
intercambiadores de calor [12].
2.3 Aceros inoxidables austeníticos
Los aceros inoxidables austeníticos representan el más grande de los
grupos generales de aceros inoxidables y se producen en mayores toneladas
que cualquier otro grupo. Tienen una buena resistencia a la corrosión en la
mayoría de los entornos, y su resistencia es equivalente a las de los aceros
suaves, aproximadamente 210 MPa (30 ksi) de esfuerzo mínimo a la cedencia a
temperatura ambiente, y no son endurecibles por transformación.
21
Las propiedades de impacto a baja temperatura son buenas para estas
aleaciones, lo cual los hace útiles en aplicaciones criogénicas. Las
temperaturas de uso pueden ser de hasta 760 °C (1400 °F) o incluso más alto,
pero la resistencia mecánica y a la oxidación de la mayoría de estos aceros se
limitan a altas temperaturas. Los aceros inoxidables austeníticos pueden ser
endurecidos significativamente por el trabajo en frío. Son a menudos usados en
aplicaciones donde se requiere una buena resistencia a la corrosión a
temperaturas elevadas, y éstos son generalmente considerados ser soldables,
si las precauciones correctas son seguidas [13].
Los aceros inoxidables austeníticos son ampliamente usados no solo por
sus resistencia a la corrosión, si también porque estos son fácilmente formables
y durables. Algunos grados de aleaciones altamente son usados para servicios
con altas temperaturas superiores a los 1000 °C (1830 °F) para aplicaciones
tales como cestas para tratamientos térmicos. Además de niveles más altos de
cromo, estas aleaciones normalmente contienen niveles más altos de silicio (y a
veces aluminio) y carbono, para mantener la oxidación y resistencia a la
carburación y esfuerzos, respectivamente.
2.3.1 Composición de los aceros austeníticos
Entre los elementos que promueven la formación de la austenita. El
níquel es más notable, se añaden en cantidades superior al 8% en peso. Otros
elementos que promueven la austenita son C, N, y Cu. El carbono y el nitrógeno
son fuertes promotores de la austenita. El carbono se añade para mejorar la
resistencia a la fluencia a temperaturas altas. El nitrógeno se añade a algunas
aleaciones para mejorar la resistencia principalmente a temperatura ambiente y
criogénica.
Los aceros austenítico son aleaciones ricas en nitrógeno, usualmente
designadas con un sufijo N adicionado a su designación de las series AISI 300

23
En la Tabla 2.4 se presenta la composición de los aceros inoxidables
austeníticos y la identificación de cada uno de ellos.
Tabla 2.4 Composición de los aceros inoxidables austeníticos [13].
Tipo No. UNSComposición (% «n peso*"
Mr S Cr Mo
— 0.25201 S20100 0.15 5.5-7.5 0.06 0.03 16.0-18.0 3.5-5.5 —
302 S302O0 0.15 2 0045 0.03 1 17 0-19.0 8.0-10.0 —
304 S30400 0.08 2 0045 0.03 180-20.0 8.0-10.8 —
304L S30403 0.03 2 0046 0.03 180-20,0 8.0-12,0 —
304H S30409 0.04-0.1 2 0.045 0.03 18.0-20.0 8.0-10.5 —
308 S30800 008 2 0045 0.03 190-21.0 10.0-120 -.
309 S309O0 02 2 0.045 0.03 22 0-24.0 120-15.0 —
310 S31000 0.26 2 0045 0.03 240-280 190-220 —
316 S316O0 0.08 2 0045 0.03 16.0-18.0 10.0-14.0 2.0-30
316L S31603 003 2 0.045 0.03 160-180 10.0-140 2.0-30
317 S31700 008 2 0.045 0.03 18.0-200 11.0-15.0 3.0-40
321 S32100 008 2 0045 0.03 170-190 9.0-12,0 —
330 S330O0 0.1 2 0.045 0 03 0.75-1.5 17 0-20 0 34 0-370—
347 S34700 008 2 0.045 0.03 17.0-190 9.0-13.0 —
•Uto «oto v«tor •• un méwmo
2.3.2 Diagramas de fase
QtoM
Ti: 5XO0 70
Nb:10XC-
1.00
Los diagramas fases en equilibrio se puede utilizar para describir las
transformaciones de fase y la estabilidad de fase de los aceros inoxidables. Sin
embargo, solo pueden aproximarse a la microestructura real ya que los metales
base de aceros inoxidables y los metales de aporte que contienen a partir de 4
elementos aleantes resultan complicado plasmarlo en un diagrama de fase.
Sin embargo, alguna de las limitaciones de los diagramas de fase ha sido
superada por programas de computadoras que usan información termodinámica
para construir los diagramas de fase con sistemas de aleaciones comunes, pero
estos programas y diagramas serán tan buenos como los datos de entradas
[13].

24
2.3.2.1 Sistema Hierro - Cromo
El diagrama de fase hiero - cromo se muestra en la Figura 2.8 es el
punto inicial para describir la estabilidad de las fases de los acero inoxidable, ya
que el cromo es el elemento de aleación primario. Se puede observar que hay
una completa solubilidad del cromo en el hierro a temperaturas elevadas, y la
solidificación de todas las aleaciones de Fe-Cr ocurre como ferrita. El rango de
solidificación para aleaciones de Fe-Cr es muy estrecho [13].
A bajas concentraciones menos del 12% en peso de cromo, una "Curva"
de austenita existe en el rango de temperaturas de 912 a 1394 °C (1670 a 2540
°F). Esto es comúnmente referido a la curva gama, siendo completamente
austenítico a temperaturas dentro de la curva, la cual la fase austenita es
estable, teniendo una estructura cristalina cubica centrada en las caras (FCC).
Aleaciones con mayores del 12.7% en peso de cromo será
completamente ferrita con una estructura cristalina cubica centrada en el cuerpo
(BCC) "fase alfa o delta" siendo estable desde la temperatura ambiente hasta el
punto de fusión de la aleación es decir a temperaturas elevadas. Por analogía
con hierro y aceros ordinarios, la ferrita que se forma sobre la solidificación se
conoce como "ferrita delta", mientras que la ferrita resultante de la
transformación de austenita durante el enfriamiento es denominada "ferrita alfa",
como se muestra en la Figura 2.9.
Una porción entre las dos curvas donde coexisten ambas fases ferrita y
austenita, sus respectivas proporciones son dependientes sobre las leyes
usuales de los diagramas en equilibrio [14].

Porcentaje atómico del cromo
10 . ?0 40 C0 SO 60 fO 801865*
Fe 10 20 30 40 50 60 70 80 90 Cr)/. V. fíoo Porcentaje en peso del cromo
Figura 2.8 Diagrama de fase en equilibrio del Fe-Cr. [15]
1600
1400
25
Figura 2.9 Diagrama en equilibrio de aleaciones de hierro-cromo: A) aleaciones martensítico;B) Aleaciones semi-ferrítica; C) Aleaciones ferrítica [14].

26
Una fase en equilibrio a bajas temperaturas, llamada fase sigma se
presenta en el sistema de Fe-Cr. Esta fase tiene una estequiometria (Fe, Cr) y
una estructura cristal tetragonal. La fase sigma se forma más fácilmente en las
aleaciones superiores al 20% en peso de Cr y se forma a bajas temperaturas, la
cinética de formación es bastante lento y la precipitación requiere de tiempo
suficiente en un rango de temperatura entre 600 a 800 °C (1110 a 1470 ° F). La
fase Sigma es dura y frágil y su presencia en los aceros inoxidables es
usualmente indeseable.
El diagrama también contiene una línea punteada horizontal dentro del
campo de fases "a + a" a 475 °C (885 °F). Un fenómeno conocido como
fragilización, que resulta de la formación coherente de precipitados rico en Cr
dentro de la matriz alfa. Estos precipitados son llamado alfa prima (a'), y
actualmente se forman dentro del rango de temperatura de 400 a 540 °C (750 a
1000 °F), se ha demostrado que tienen un efecto de fragilización severo en
aleaciones con mayor contenido de Cr 14% en peso. La formación de a' es
también bastante lenta en aleaciones de Fe-Cr, pero su velocidad de formación
puede ser acelerado por la adición de elementos aleantes [13].
2.3.2.2 Sistema Hierro - Cromo - Carbono
La adición del carbono al sistema Fe-Cr altera significativamente y
complica el equilibrio de las fases. Ya que el carbono es un promotor de la
austenita y esto expandirá la curva gama. Haciendo que la misma sea
trasladada hacia la derecha a medida que aumenta el contenido de carbono
[16]. Permitiendo que la austenita sea estable a temperaturas elevada con
mucho mayor contenido de cromo. El efecto del carbono sobre la expansión del
campo de fase austenita se muestra en la Figura 2.10. Incluso contenidos
pequeños de carbono resulta en una expansión dramática de la curva gamma.
Esto es importante para el desarrollo de los aceros inoxidables martensíticos,

27
ya que para formar martensita durante el enfriamiento, estos aceros deben ser
austenítico a temperaturas elevadas [13].
o«
2 1200
i
0.11% c0.02% H
10 15 20
Cromo (%)
0.19*»C
0.02% N
2732
-2552
h2372
-2192
-2012
- 1832
1652
1472
30
2
¿L*-
Figura 2.10 Efecto del carbono sobre la expansión del campo de fase austenita [13].
En la Figura 2.11 está representado el diagrama de equilibrio del sistema
hierro - cromo con un contenido fijo de 0.1% de carbono. Se puede observar
que al calentar una aleación que contiene 11.5% en cromo y 0.1% de carbono,
la estructura ferrítica de la aleación sufre un cambio de fase al llegar al límite
Ferrita más Austenita. Durante este cambio hay un principio de formación de
estructura austenita y siguiendo con el calentamiento, toda la aleación pasa a
ser austenita
•

ww
1500
14ffl
m1200
1100
4fíiiñ
f^MjjMdoI L-*—--
***0~tjqukl0+Fe/rifa
ükm^<^^Austmita,♦S^N^ferrita. 5C•Y '3-£
lUOO
900
800
TOO
600
5004W
, ..... MM
Austenita y ñrrn&ta^^00ttt*^^
ú 3 %\ tf X
28
Figura 2.11 Diagrama de equilibrio del Hierro-Cromo-Carbono con 0.1% de carbono [16].
En el caso de esta aleación (11.5% de cromo y 0.1% de carbono) es
recomendable mantener una temperatura del 1000 °C antes de proceder a
templar; el enfriamiento rápido permitirá a la austenita transformarse en
martensita. En el caso de una aleación con un contenido de cromo de
aproximadamente 18%, al calentar dicha aleación se conserva la estructura
ferrita sin que sea posible templarla. Si se disminuye el contenido de cromo a
un 15% a una temperatura de 1000 °C, en el campo austenita mas ferrita y al
ser enfriado rápidamente, la austenita se trasformará en martensita,
permaneciendo la ferrita sin sufrir modificación. También hay que tener en
cuenta que la adición del carbono provee la aparición de dos diferentes
carburos (Cr, Fe)23C6 y (Cr, Fe)7C3. Normalmente esto se presenta en los
aceros inoxidable ferrítico y martensítico.
i

29
2.3.2.3 Sistema Hierro - Cromo - Níquel
El incremento del contenido de níquel en el sistema de hierro - cromo
tiene un efecto de ampliar el campo de fase austenita, y permitir a la austenita
ser una fase estable a temperatura ambiente. Este se ilustra en la Figura 2.12 la
cual muestra esquemáticamente la influencia del contenido de níquel sobre las
aleaciones de hierro - cromo, cuando el contenido de cromo es demasiado la
aleación será ferrita sin la adición del ñique (por ejemplo al 18% de Cr).
Figura 2.12 Estructura de un acero de bajo carbono y 18% de Cr con respecto al contenido deníquel y la temperatura. Debajo del 5-6% de níquel, la austenita que se forma puede
transformar a martensita [14].
Con una pequeña adición de níquel, el contenido de acero se comporta
como una aleación de hierro - cromo. Si el contenido del níquel incrementa aún
más, y se mantiene por debajo del valor de Ci, la aleación todavía consiste de
ferrita delta justo debajo del sólidus, sin embargo a temperaturas bajas este
entra a dos fases, austenita y ferrita, y entonces cambia completamente a
austenita si el contenido de níquel es lo suficientemente alto. Finalmente, con
un contenido de níquel suprior a C2, la aleación se convierte completamente
austenita justo por debajo del sólidus.

30
A una temperatura establecida, siempre que esta sea lo suficientemente
alta, el contenido de níquel requerido para obtener una estructura
completamente austenita aumenta con el incremento del contenido de cromo
del acero. Para una composición dada en el cual el contenido de níquel es
inferior a C2, hay una cierta temperatura en la cual algo de ferrita delta aparece
durante el calentamiento, y sobre la cual la proporción de éste incremento de
ferrita se eleva con la temperatura [14].
Tomando una sección constante-Fe a través del diagrama de fase
ternario de la temperatura ambiente a liquidus, se puede generar un diagrama
de fases pseudobinario Fe-Cr-Ni. En la Figura 2.13 se muestran dos diagramas
a 70% y 60% en peso de Fe basados sobre la sección ternaria isotérmicas.
ContanMee* fltqutf f%i
28 20 15 10 5 I
s 10 is ao as
Contenido Él cromo (%)
I z'*»
w
1S 10
25 30 35 40
ConUmido o> cromo <%J
Figura 2.13 Sección pseudobinaha del sistema ternario Fe-Cr-Ni. (a) 70% en peso de Fe y (b)60% en peso de Fe [13].
Note el pequeño triangulo entre la región de la línea sólidus y liquidus.
Este es una región de tres fases, austenita + ferrita + líquido que separan las
aleaciones que solidifican como austenita (a la izquierda) de aquellas que
solidifican como ferrita. En el estado sólido, la ferrita es estable a temperatura
ambiente en contenidos de cromo mayores que el 20% en peso.

31
Como la temperatura disminuye, esta ferrita transformará parcialmente a
austenita en el rango de 20 a 25% en peso. Aleaciones que solidifican como
austenita (a la izquierda del triángulo de tres fases) permanece como austenita
sobre el enfriamiento a temperatura ambiente.
Las aleaciones que se solidifican como ferrita en composiciones justo a
la derecha del triángulo de tres fases, deben enfriar a través de la de dos fases,
Región austenita mas ferrita. Esto da como resultado la transformación de algo
de ferrita en la austenita. En composiciones más a la derecha del triángulo
(proporciones mayores de Cr/Ni) la ferrita se convertirá cada vez más estable,
hasta que en última instancia va a existir una estructura totalmente ferrítica
hacia el extremo derecho de cada diagrama [13].
Una de las formas más convenientes de representar el efecto de varios
elementos sobre la estructura básica de los aceros inoxidables al cromo-níquel
es el diagrama de Schaeffier, a menudo utilizado en la soldadura. Este traza los
límites de composición a temperatura ambiente de la austenita, ferrita y
martensita, en términos de equivalentes de cromo y níquel (Figura 2.14). En su
nivel más simple, el diagrama muestra las regiones de la existencia de las tres
fases para las aleaciones de hierro - cromo - níquel. Sin embargo, el diagrama
se convierte de mucha más amplia aplicación cuando los equivalentes de cromo
y de níquel se utilizan para los otros elementos de aleación.
El cromo equivalente se ha determinado empíricamente utilizando los
elementos de formación de ferrita más comunes:
Crequivalente = (Cr) + 2(Si) + 1.5 (Mo) + 5(1/) + 5.5(i4Z) + 1.75 (Nb)+ 1.5 (Ti) + 0.75 (W)
Mientras que el equivalente de níquel ha sido igualmente determinado
con la familia de los elementos formadores de austenita:
7V¿ equivalente = (Ni) + (Co) + 0.5 (Mn) -I- 0.3 (Cu) + 25(N) + 30(C)

..
Todas las concentraciones se expresan en porcentajes en peso.
?
>
Itu
32
Cromo equivalente (%)
Figura 2.14 Diagrama de Schaeffier. Efecto de elementos de aleación sobre la estructurabásica de los aceros inoxidables Cr-Ni [17].
La gran influencia de C y N con respecto a la de los elementos metálicos
debe tenerse en cuenta en particular. El diagrama es muy útil para determinar si
es probable que sea totalmente austenítico a temperatura ambiente un acero en
particular. Esto es relevante para aceros a granel, en particular para la
soldadura de metal en los que con frecuencia es importante predecir la
estructura con el fin de evitar defectos de soldadura y excesivo ataque corrosivo
localizado [171.
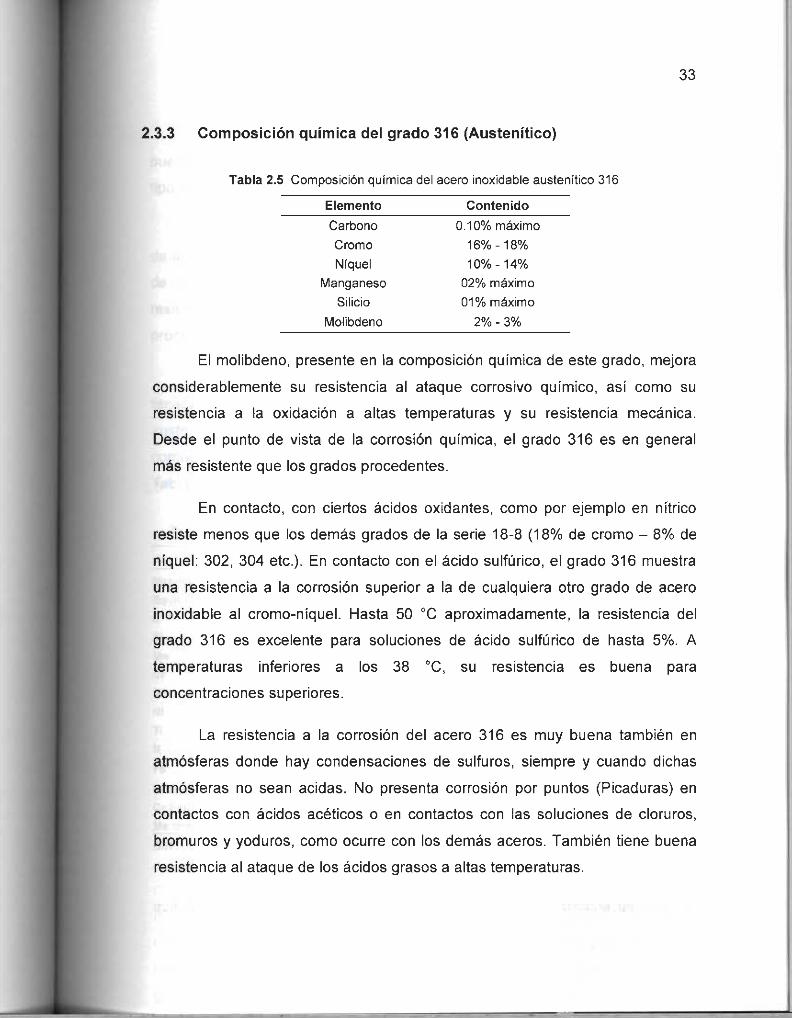
2.3.3 Composición química del grado 316 (Austenítico)
Tabla 2.5 Composición química del acero inoxidable austenítico 316
Elemento Contenido
Carbono 0.10% máximo
Cromo 16%-18%
Níquel 10%-14%
Manganeso 02% máximo
Silicio 01% máximo
Molibdeno 2% - 3%
33
El molibdeno, presente en la composición química de este grado, mejora
considerablemente su resistencia al ataque corrosivo químico, así como su
resistencia a la oxidación a altas temperaturas y su resistencia mecánica.
Desde el punto de vista de la corrosión química, el grado 316 es en general
más resistente que los grados procedentes.
En contacto, con ciertos ácidos oxidantes, como por ejemplo en nítrico
resiste menos que los demás grados de la serie 18-8 (18% de cromo - 8% de
níquel: 302, 304 etc.). En contacto con el ácido sulfúrico, el grado 316 muestra
una resistencia a la corrosión superior a la de cualquiera otro grado de acero
inoxidable al cromo-níquel. Hasta 50 °C aproximadamente, la resistencia del
grado 316 es excelente para soluciones de ácido sulfúrico de hasta 5%. A
temperaturas inferiores a los 38 °C, su resistencia es buena para
concentraciones superiores.
La resistencia a la corrosión del acero 316 es muy buena también en
atmósferas donde hay condensaciones de sulfuras, siempre y cuando dichas
atmósferas no sean acidas. No presenta corrosión por puntos (Picaduras) en
contactos con ácidos acéticos o en contactos con las soluciones de cloruros,
bromuros y yoduros, como ocurre con los demás aceros. También tiene buena
resistencia al ataque de los ácidos grasos a altas temperaturas.

34
En lo que se refiere a la oxidación a altas temperaturas, su resistencia es
buena hasta los 900 °C aproximadamente, dependiendo ésta, sin embrago, del
tipo de atmósfera en la cual se encuentra.
El acero 316 está sujeto a la corrosión intergranular, como consecuencia
de la precipitación de carburos, al igual que los demás aceros no estabilizados
de la serie austenítico. Por esta razón, al ser soldado, y para conservar su
resistencia a la corrosión, es necesario tratarlo térmicamente después del
proceso de fabricación [16].
Thorsten Michler et al [18] realizaron un estudio en Alemania sobre la
tenacidad y la compatibilidad del hidrógeno en soldadura de aceros inoxidables
austeníticos a temperaturas criogénicas presentando una tabla de
composiciones químicas detalladas del acero 304 y 316 la cual se muestra en la
Tabla 2.6.
Tabla 2.6 Composición química detallada del acero inoxidable austenítico 304 y 316. [18]
Material base
Material DIN 1.4301 1.4306 1.4404 1.4571 1.4429 1.4435
Equivalente AISI 304 304L 316L 316TÍ 316L 316Lmd.
C 0.028 0.018 0.025 0.031 0.023 0.023
Si 0.4 0.38 0.45 0.46 0.58 0.59
Mn 1.42 1.52 1.59 1.3 1.14 1.19
Cr 18.15 18.04 16.75 16.62 17.39 17.02
Mo 0.076 - 2.072 2.135 2.55 2.45
Ni 8.11 10.18 10.04 11.08 12.74 12.2
Ti - - -0.3 - -
N 0.0723 0.0358 0.0419 0.014 0.17 0.065
Fe bal bal bal bal bal bal
Ni Equivalente 9.66 11.48 11.59 12.66 14.00a 13.49
Cr Equivalente 18.75 18.61 19.5 20.05 20.81 20.36
Ms temp. (C) -169 -216 -180 -192 -570 -356
DIN: Es el acrónimo de "Deutsches Institut fur Normung" (Instituto Alemán de Normalización)
En base a la Tabla 2.6 se puede observar la variación en la composición
química que presenta el acero inoxidable AISI 316. Se adiciona un sufijo al
35
número de acero para identificar la composición en específico que no muestran
los demás aceros, por ejemplo el 316TÍ presenta un contenido de titanio de
0.3% en peso y el 316LN presenta bajo contenido de carbono y mayor
contenido de nitrógeno comparado con los otros sufijo.
2.3.4 Elementos de aleación
Los elementos aleación tienen un profundo efecto sobre la dureza. Estos
también cambian las características del diagrama hierro - carbono. Los
principales elementos de aleación para los aceros inoxidables son: cromo,
níquel y molibdeno, cada elemento de aleación en particular tiene una influencia
sobre la estructura y propiedades del acero.
2.3.4.1 Carbono
El carbono es el elemento de aleación más común en el acero. Este es
barato y tiene una fuerte influencia sobre la dureza y resistencia. Este es un
elemento de aleación básico y esencial en todos los aceros puros, de baja
aleación y grado herramienta.
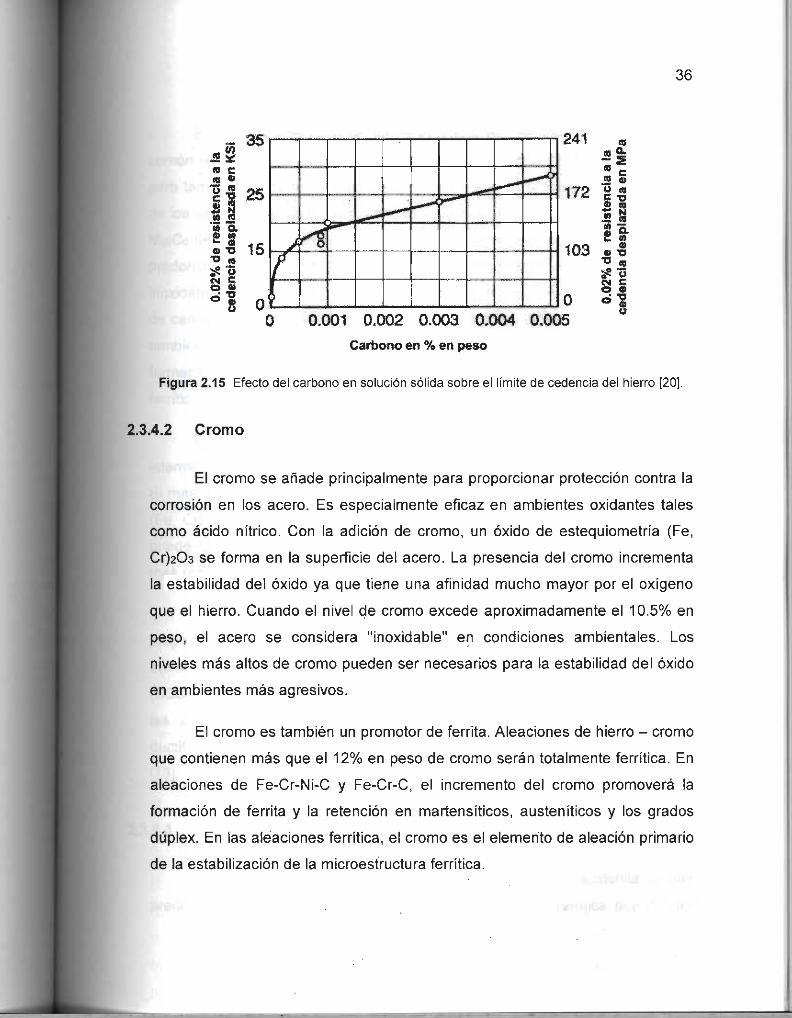
El carbono es un elemento intersticial que ocupa sitios entre grandes
átomos de hierro en redes BCC y FCC. La influencia del carbono sobre la
resistencia del hierro, se muestra en la Figura 2.15. El carbono puede
incrementar la resistencia a la cedencia del hierro puro (0 %C) con una
resistencia sobre 28 a 190 MPa con 0.005 %C, la máxima solubilidad del
carbono a temperatura ambiente. Este incrementa siete veces la resistencia
debido al fortalecimiento de solución solida intersticial [19].
O 0.001 0.002 0.003 0.004 0.005
Carbono en % en peso
Figura 2.15 Efecto del carbono en solución sólida sobre el límite de cedencia del hierro [20].
2.3.4.2 Cromo
36
El cromo se añade principalmente para proporcionar protección contra la
corrosión en los acero. Es especialmente eficaz en ambientes oxidantes tales
como ácido nítrico. Con la adición de cromo, un óxido de estequiometría (Fe,
Cr)2Ü3 se forma en la superficie del acero. La presencia del cromo incrementa
la estabilidad del óxido ya que tiene una afinidad mucho mayor por el oxígeno
que el hierro. Cuando el nivel de cromo excede aproximadamente el 10.5% en
peso, el acero se considera "inoxidable" en condiciones ambientales. Los
niveles más altos de cromo pueden ser necesarios para la estabilidad del óxido
en ambientes más agresivos.
El cromo es también un promotor de ferrita. Aleaciones de hierro - cromo
que contienen más que el 12% en peso de cromo serán totalmente ferrítica. En
aleaciones de Fe-Cr-Ni-C y Fe-Cr-C, el incremento del cromo promoverá la
formación de ferrita y la retención en martensiticos, austeníticos y los grados
dúplex. En las aleaciones ferrítica, el cromo es el elemento de aleación primario
de la estabilización de la microestructura ferrítica.

37
El cromo es también un fuerte formador de carburos. El carburo más
común rico en cromo es el M23C6, donde la "M" es predominantemente de Cr,
pero también puede tener alguna fracción de Fe y Mo presente. En la mayoría
de los sistemas de acero inoxidable, este es normalmente el caso, y el término
M23C6 se utiliza en el entendimiento de que el cromo es el elemento metálico
predominante. Este carburo se encuentra prácticamente en todos los aceros
inoxidables. También es posible formar un carburo de Cr7C3, aunque este tipo
de carburo no es común. Otros carburos y carbonitruros M23(C, N)6 complejos
también son posibles. El cromo también se combina con el nitrógeno para
formar un nitruro. El más común es Cr2N, que se ha observado tanto en los
ferríticos y dúplex.
El cromo es también un ingrediente clave en la formación de compuestos
intermetálicos, muchos de los cuales tienden a fragilizar los aceros inoxidables.
El más común es la fase sigma (o), que en el sistema Fe-Cr es un compuesto
(Fe, Cr) que se forma por debajo de los 815 °C (1500 °F). La fase sigma se
puede formar prácticamente en cualquier acero inoxidable, pero tiende a ser
más común en los austenítico de alto Cr, ferrítico, y aleaciones dúplex.
Desde un punto de vista de las propiedades mecánicas, el cromo
proporcionará un cierto grado de refuerzo en solución sólida, ya que es un
átomo sustitucional de redes cristalinas tanto cubico centrado en el cuerpo
(BCC) como cubica centrada en las caras (FCC). Los altos niveles de cromo en
las aleaciones ferríticas pueden dar como resultado muy pobres durezas y
ductilidad, particularmente cuando el carbono y el nitrógeno están presentes
[13].
2.3.4.3 Níquel
La función principal del níquel es promover la fase de austenita tal que
predominantemente aleaciones austeníticos o austenítico-ferrítica pueden ser

38
producidas. Mediante la adición de suficiente níquel, el campo de fase de
austenita se puede ampliar en gran parte de tal manera que la austenita sea
estable a temperatura ambiente y por debajo. El níquel no es un fuerte formador
de carburo y generalmente no promueven la formación de compuestos
intermetálicos, aunque hay pruebas de que su presencia en la aleación puede
influir en la cinética de precipitación.
Hay algunas evidencia de que la presencia de níquel en las aleaciones
ferrítica mejora la resistencia general a la corrosión, particularmente en
ambientes de reducción, tales como los que contiene ácido sulfúrico. Sin
embargo, el níquel se ha asociado como una disminución en la resistencia al
agrietamiento por corrosión bajo esfuerzos (SCC).
El níquel es un buen fortalecedor de solución sólida, pero es más
beneficioso en términos de mejora de la dureza en ambos grados, martensítico
y ferrítico. Adiciones de hasta 2% en peso de Ni el acero inoxidable ferrítico de
alto cromo pueden reducir drásticamente la temperatura de transición de la
fractura dúctil-a-frágil (DBTT) [13].
2.3.4.4 Manganeso
El manganeso se añade prácticamente a todos los acero. En los aceros
inoxidables austeníticos, que normalmente está presente en el rango de 1 a 2%
en peso. En los aceros inoxidable ferrítico y martensítico, esta comúnmente
presente en menos del 1% en peso. Históricamente, se añadió para evitar la
fragilidad en caliente durante la colada. Esta es una forma de agrietamiento de
solidificación que se asocia con la formación de constituyentes eutécticos
hierro-sulfuro de bajo punto de fusión. Ya que el manganeso se combina mucho
más fácilmente con el azufre que proviene del hierro, la adición de suficiente
manganeso y la formación de sulfuro de manganeso estable (MnS) eliminando
efectivamente el problema de fragilidad en caliente.

•
39
El manganeso se considera generalmente que es un elemento promotor
de la austenita, aunque el grado de promoción es dependiente de la cantidad
actual y el nivel de níquel. Es muy eficaz en la estabilización de la austenita a
baja temperatura para evitar la transformación a martensita. Su potencia en la
promoción de austenita a temperatura elevada depende de la composición total
de la aleación.
El manganeso a veces se añade a las aleaciones especialmente para
aumentar la solubilidad del nitrógeno en la fase austenita. Por ejemplo, la
adición de 15% en peso de manganeso a una aleación de Fe-20Cr eleva la
solubilidad del nitrógeno de 0.25 a aproximadamente 0.4% en peso. El efecto
de manganeso sobre las propiedades mecánicas es mínimo. Este proporciona
cierto fortalecimiento de solución sólida y parece tener poco efecto sobre la
fragilización [13].
2.3.4.5 Silicio•
El silicio también está presente prácticamente en todos los aceros
inoxidables y se añade principalmente para la desoxidación durante la fusión.
En la mayoría de las aleaciones está presente en un rango de 0.3 a 0.6% en
peso. En algunos casos el aluminio puede ser sustituido como un desoxidante,
pero rara mente es el caso en los aceros inoxidables. Se ha encontrado para
mejorar la resistencia a la corrosión cuando está presente a niveles de 4 a 5%
en peso y se adiciona en algunas aleaciones resistentes al calor en el rango de
1 a 3% en peso para mejorar la resistencia a la descamación del óxido a
temperatura elevada.
El papel del silicio en la promoción de ferrita o austenita no es
completamente claro. En los aceros inoxidables austeníticos, hasta 1% en peso
al parecer no tener ningún efecto sobre el equilibrio de fase, pero a niveles más

40
altos parecen promover la ferrita. En los aceros inoxidable ferrítico y
martensítico, el silicio parece ayudar a promover la ferrita.
El silicio forma un número de siliciuros de hierro (FeSi, Fe2Si, Fe3Si,
Fe5S¡3) y un intermetálico Cr3Si, todos los cuales tienden a fragilizar la
estructura. También amplía el rango de composición sobre la cual se forma la
fase sigma. El silicio es conocido por segregar durante la solidificación,
resultando en la formación de los constituyentes eutéctico de bajo punto de
fusión, particularmente en combinación con el níquel. Por estas razones, este
es usualmente llevado a cabo por debajo de 1% en peso.
El silicio se utiliza para mejorar la fluidez del acero fundido. Por esta
razón, se puede adicionar algo más alto que en cantidades normales para
metales de aporte de soldadura. Algunos aceros inoxidables, en particular los
grados austeníticos, tienden a ser bastante lento en el estado de fundición, y la
adición de silicio puede mejorar en gran medida la fluidez [13].
2.3.4.6 Molibdeno
El molibdeno se añade a un número de aceros inoxidables y tiene
diferentes funciones dependiendo sobre el grado en particular. Para los grados
ferrítico, austenítico, y dúplex, se añade molibdeno en contenidos de hasta 6%
o más en súper austeníticos, con el fin de mejorar la resistencia a la corrosión,
particularmente con respecto a la corrosión por picaduras y hendiduras.
En los aceros inoxidables austeníticos, el molibdeno también mejora la
resistencia a temperatura elevada. Por ejemplo, la adición del 2% en peso de
molibdeno a una aleación estándar 18Cr-8Ni resulta en un 40% de aumento en
resistencia a la tensión a 760 °C (1400 °F). Esto también puede tener un efecto
negativo, ya que las aleaciones que contienen molibdeno serán más difíciles de

41
trabajo en caliente. Algunos de los aceros inoxidables martensítico contienen
molibdeno como un formador de carburo.
La adición de 0.5% en peso de molibdeno aumenta las características de
endurecimiento secundario del acero, lo que resulta en una cedencia más alta a
temperatura ambiente, resistencia a la tensión y mejora las propiedades a
temperaturas elevadas. El molibdeno es un elemento promotor de la ferrita, y su
presencia va a promover la formación de ferrita y la retención en la
microestructura. Esto puede ser un problema potencial en los grados
martensítico, donde el residual de ferrita a temperatura ambiente puede reducir
la dureza y ductilidad [13].
2.3.5 Propiedades mecánicas
Las propiedades mecánicas mínimas a temperatura ambiente de un
número de aceros inoxidables austeníticos, se muestra en la Tabla 2.7. Estas
propiedades reflejan las condiciones finales en caliente y recocido. La
considerable resistencia se puede impartir a estas aleaciones por el trabajo en
frío. En general, los aceros inoxidables austeníticos no se pueden reforzar
sustancialmente por ninguna de los dos, precipitación y transformación.
Algunas aleaciones especiales que contienen altos contenidos de níquel
y adiciones de titanio se puede fortalecer mediante la precipitación de gamma-
prima, Nb(AI, Ti), que es un agente de refuerzo común en súper aleaciones de
base níquel.
También es posible formar martensita en algunos grados austeníticos,
pero esto sólo se produce bajo condiciones muy especiales. La martensita se
ha observado en aleaciones muy fuertemente trabajado en frío y/o cuando los
materiales se enfrían a temperaturas criogénicas.
42
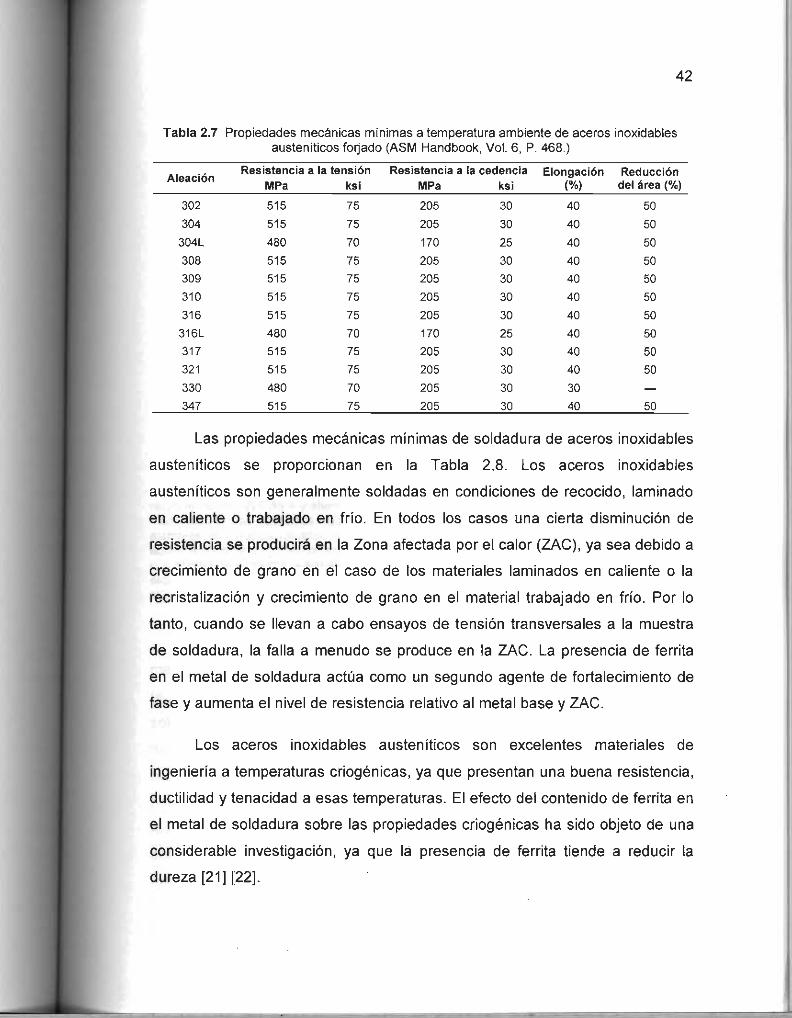
Tabla 2.7 Propiedades mecánicas mínimas a temperatura ambiente de aceros inoxidablesausteníticos forjado (ASM Handbook, Vol. 6, P. 468.)
AleaciónResistencia a la tensión Resistencia a la cedencia Elongación Reducción
MPa ksi MPa ksi (%) del área (%)
302 515 75 205 30 40 50
304 515 75 205 30 40 50
304L 480 70 170 25 40 50
308 515 75 205 30 40 50
309 515 75 205 30 40 50
310 515 75 205 30 40 50
316 515 75 205 30 40 50
316L 480 70 170 25 40 50
317 515 75 205 30 40 50
321 515 75 205 30 40 50
330 480 70 205 30 30 —
347 515 75 205 30 40 50
Las propiedades mecánicas mínimas de soldadura de aceros inoxidables
austeníticos se proporcionan en la Tabla 2.8. Los aceros inoxidables
austeníticos son generalmente soldadas en condiciones de recocido, laminado
en caliente o trabajado en frío. En todos los casos una cierta disminución de
resistencia se producirá en la Zona afectada por el calor (ZAC), ya sea debido a
crecimiento de grano en el caso de los materiales laminados en caliente o la
recristalización y crecimiento de grano en el material trabajado en frío. Por lo
tanto, cuando se llevan a cabo ensayos de tensión transversales a la muestra
de soldadura, la falla a menudo se produce en la ZAC. La presencia de ferrita
en el metal de soldadura actúa como un segundo agente de fortalecimiento de
fase y aumenta el nivel de resistencia relativo al metal base y ZAC.
Los aceros inoxidables austeníticos son excelentes materiales de
ingeniería a temperaturas criogénicas, ya que presentan una buena resistencia,
ductilidad y tenacidad a esas temperaturas. El efecto del contenido de ferrita en
el metal de soldadura sobre las propiedades criogénicas ha sido objeto de una
considerable investigación, ya que la presencia de ferrita tiende a reducir la
dureza [21] [22].

.
43
Tabla 2.8 Propiedades mecánicas mínimas de aceros inoxidables austeníticos común enmetales de soldaduras a
TipoResistencia a latensión
Mpa ksi
219 620 90 15
308 550 80 35
308H 550 80 35
308L 520 75 35
309 550 80 30
309L 520 75 30
310 550 80 30
316 520 75 30
316H 520 75 30
316L"
70 30
317 550 80 30
317L 520 75 30
330 520 75 25
347 520 75 30
a Las propiedades aplican a todos los depósitos de metal de soldadura de electrodosrecubiertos en AWS A5.4 y alambres con núcleo de fundente en AWS A5.22. Las propiedadesmecánicas no se especifican para depósitos de los alambres desnudos, varillas desnudas,alambres con núcleo metálico tubular en AWS A5.9, pero se espera que sean similares aaquellos tipos de aleación correspondientes en las normas de electrodo recubierto y electrodoscon núcleo de fundente. Además, los metales de aporte de alto silicio en AWS A5.9 se puedeesperar que produzcan propiedades que no difieren a aquellos de los grados inferiores desilicio.
Este efecto se muestra en la Figura 2.16 y en la Tabla 2.9 para los
metales soldado de acero inoxidables austeníticos ensayadas con helio líquido
(4 K o - 269 °C) [23]. Note que tanto el contenido de ferrita y el proceso de
soldadura influyen en la tenacidad a la fractura criogénica. Para un proceso
dado y consumible, tales como SMAW con 316L, un incremento del depósito de
contenido de ferrita disminuye claramente la tenacidad a la fractura. Para
procesos no protegidos con fundente tales como el GTAW y el GMAW, la
resistencia a la fractura es superior a SMAW y SAW por el contenido de ferrita
equivalente, debido a la reducción de oxígeno en los depósitos de los procesos
protegidos con gas inerte.

| 250
150-
50-
o-
SMAW . Tipo 316
♦ LLNL MFTF-B
• NIST. Readetal.
AORNL, Goodwtn
4
Numero de ferrita
T"
10
44
Figura 2.16 Efecto del número de ferrita sobre la tenacidad a la fractura criogénica del tipo316L con soldadura por arco metálico protegido.
Tabla 2.9 Tenacidad a la fractura a 4 K (-269 °C) para metales base y soldados de acerosinoxidables austeníticos
Kic Tenacidad a la fracturaMetal base o Proceso de Número de
aporte soldadura Ferrita
304L — —
316LN — —
316L SMAW 0.1
316L SMAW 0.8
316L SMAW 4.1
316L SMAW 8.5
316L SMAW 10.1
316L SAW 4.7
316L GMAW NR
316L GTAW 5
308L GMAW NR
308L GMAW NR
308L SMAW NR
308L FCAW 8.2
1/2Mpa/m
211
224
179
177
141
108
98
132
163
272
167
133
156
79
ksi/in1/2
192
204
162
161
128
98
90
121
148
247
152
121
142
72
aSMAW, shielded metal are welding; SAW, submerged are welding; GMAW, gas-metalare welding; GTAW, gas-tungsten are welding; FCAW, flux-cored are weldingbNR, No reportado.

•
45
Como se muestra en la Figura 2.16, una disminución del 50% en la
tenacidad a la fractura se produce cuando el contenido de ferrita en el metal de
soldadura aumenta de FN 0 a 10. También tenga en cuenta que existe una
considerable dispersión en la soldadura con FN 0.
Lippold et al [24] llegó a la conclusión de que esta variación se asoció
con micro-segregación en el metal de soldadura y su efecto sobre la formación
de martensita durante la prueba criogénica. En particular, se encontró que la
segregación de manganeso en metales de aporte de alto Mn fue encontrado
promotor de la estabilidad de la austenita en las regiones interdendríticas del
metal de soldadura, lo que resulta en una menor resistencia a la fractura en
metales de soldadura cuando la transformación de la martensita estaba más
completa.
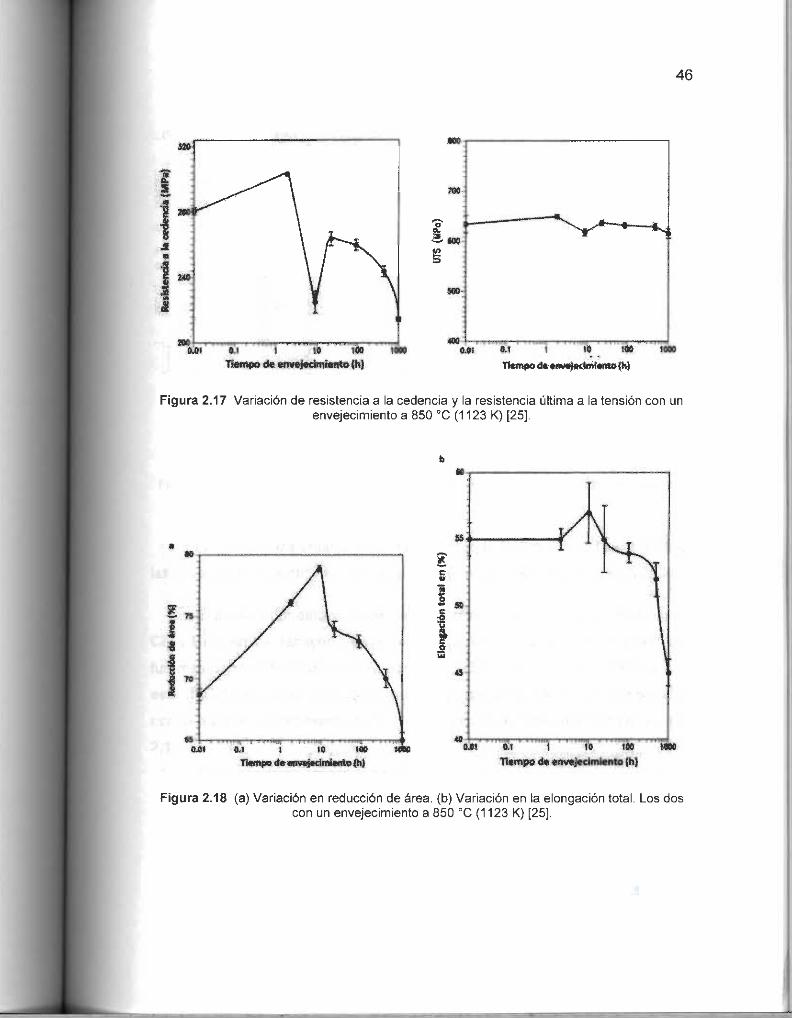
Un grupo de investigadores "P, Shankar, H, Shaikh and S, Sivakumar" et
al [25] en la India estudiaron el efecto del envejecimiento sobre las propiedades
de tensión a temperatura ambiente de un acero inoxidable AISI tipo 316LN con
una composición en porcentaje en peso el cual se muestra en la Tabla 2.10, y
fue envejecido a 850 °C (1123 K) por diferentes tiempos, 0, 2, 10, 25, 100, 500
y 1000 h. Los cambios en las propiedades de tensión fueron analizadas con un
microscopio electrónico de trasmisión.
Se observó la precipitación de nitruro de cromo (Cr2N) intergranular y
posteriormente celular, encontrando que esta precipitación tiene una fuerte
influencia sobre la resistencia a la cedencia (YS) y la ductilidad del material. Sin
embargo, los resultados de resistencia última a la tensión (UTS) fueron casi
uniformes en todos los periodos de envejecimientos.
Tabla 2.10 Composición en porcentaje en peso del acero inoxidable AISI tipo 316LN [25].
Elemento C Mn Ni Cr Mo N S P
(% en peso) 0.021 1.74 12 17 2.4 0.078 0.002 0.023
Tiempo de envejecimiento {hj
1Q
Tiempo de envejecimiento (
46
• "
Figura 2.17 Variación de resistencia a la cedencia y la resistencia última a la tensión con unenvejecimiento a 850 °C (1123 K) [25].
0.01 0.1 I ¡ü 100
Tiempo de envejecimiento (hj Tiempo de envejecimiento (h)
Figura 2.18 (a) Variación en reducción de área, (b) Variación en la elongación total. Los doscon un envejecimiento a 850 °C (1123 K) [25].

47
5.00
Tiempo de envejecimiento (h)-
Figura 2.19 Dependencia del porcentaje en peso de precipitados extraído sobre el tiempo deenvejecimiento [25].
Los resultados obtenidos se muestran en la Figura 2.17 y Figura 2.18 de
las pruebas de tensión, y en la Figura 2.19 la característica de los precipitados.
El análisis por difracción de Rayos-X revela la presencia de fases M23C6,
Chi y Cr2N en los especímenes envejecido a más de 25 h y el precipitado que
fue más dominante sobre el envejecimiento a 25 h fue el Cr2N. y la fracción de
este disminuye con el incremento del tiempo de precipitación en comparación
con la fracción de las fases M23C6 y Chi, como se puede observar en la Tabla
2.11.
Tabla 2.11 Proporción de intensidad de los puntos por difracción de Rayos-Xpara dos fasesdiferentes en función sobre el tiempo de envejecimiento [25].
Tiempo de envejecimiento (h) 25 100 500 1000 2000
Cr2N / M23C6
Cr2N / chi
3.098
6.73
2.74
4.27
2.0664
2.645
1.9388
2.11
1.675
0.8272

48
Las conclusiones del presente estudio sobre el efecto del envejecimiento
a 850°C (1123 K) con base a las propiedades de tensión fueron las siguientes.
En un tiempo corto de envejecimiento como resultado hay un incremento
en la resistencia a la cedencia como consecuencia de la segregación del
nitrógeno a las dislocaciones. La formación de grupos de Cr-N en los
especímenes envejecidos por 10 h son asociados con una disminución en la
resistencia a la cedencia y el incremento en la ductilidad. La resistencia última a
la tensión no sufre efectos considerables siendo uniforme. La precipitación
coherente de Cr2N resultó en un incremento de la resistencia a la cedencia
sobre un envejecimiento para 25 h [25].
En base a los resultados se puede concluir que para un enfriamiento
rápido en agua, las formaciones de precipitados no ocurrirán y los resultados de
las pruebas de tensión serán similares a los antes mencionados en la Figura
2.17 y Figura 2.18 al tiempo mínimo de envejecimiento.
2.4 Metalurgia de la soldadura en inoxidables austeníticos
La microestructura a temperatura ambiente de la zona de fusión de los
aceros inoxidables austeníticos es dependiente tanto en el comportamiento de
solidificación y transformaciones posteriores de estado sólido. Todos los aceros
inoxidables solidifican tanto en ferrita o austenita como fase primaria. Los
aceros inoxidables austeníticos pueden solidificar como ferrita primaria o
austenita primaria, dependiendo de la composición específica.
Los pequeños cambios en la composición dentro de un sistema de
aleación dado pueden promover un cambio de ferrita primaria a austenita
primaria. El intervalo de la composición de muchos aceros inoxidables
austeníticos son lo suficientemente amplio que ambos modos de solidificación
son posibles. Después de la solidificación, transformaciones adicionales pueden

.
49
ocurrir en el estado sólido sobre el enfriamiento a temperatura ambiente. Estas
transformaciones son las más importantes en las aleaciones sometidas a la
solidificación de ferrita primaria, ya que la mayoría de la ferrita se transformará
en austenita [13].
2.4.1 Evolución de la microestructura en la zona de fusión
Hay cuatro solidificaciones y posibilidades de transformación de estado
sólido para metales soldados de acero inoxidable austenítico. Estas reacciones
se enumeran en la Tabla 2.12 y en relación con el diagrama de fases Fe-Cr-Ni
en la Figura 2.20. Note que los modos de solidificación A y AF se asocian con la
solidificación austenita primaria, mediante el cual la austenita es la primera fase
para formarse al solidificarse. Los tipos de solidificación FA y F tienen ferrita
delta como fase primaria. Después de la solidificación, una modificación
microestructural adicional se produce en el estado sólido para los tipos FA y F,
debido a la inestabilidad de la ferrita a temperaturas más bajas. Las diversas
microestructuras que son posibles en metales soldados de acero inoxidable
austenítico y su evolución se describen en las siguientes secciones.
Tabla 2.12 Tipos de solidificación, reacciones, y microestructuras resultantes en la zona defusión.
Tipo desolidificación
A
AF
FA
F
Reacción
L^L + A—A
L^L + A^L + A +
(A + F)eut^A + Feut
L-+L + F^L + F +
(F + A)per/eut-»F + A
L^L + F->F-»F + A
Microestructura
Completamente austenítico, estructura desolidificación bien definida
Ferrita en los límites dendrítico y celular
Esqueletal y/o listones resultante de la ferrita en latrasformación de ferrita a austenita
Ferrita acicular o matriz de ferrita con límite de granoen placas laterales de austenita y Widmanstátten

23
CWNU
50
Figura 2.20 Relación del tipo de solidificación para el diagrama de fases pseudobinario [13].
2.4.1.1 Solidificación Tipo A completamente austenítico
Cuando la solidificación ocurre como austenita primaria, dos
microestructuras de metal soldado son posibles. Si la microestructura es
totalmente austenítico al final de la solidificación, se mantendrá austenítico al
enfriar a temperatura ambiente y exhibirá una estructura de solidificación
distinta cuando se ve metalográficamente. Este se define como solidificación
tipo A y se muestra esquemáticamente en la Figura 2.21. Un ejemplo de la
solidificación Tipo A se muestra metalográficamente en la Figura 2.22.

LíquidoLímite de granode solidificación
51
i
*
•
f
' ' V* Líquido en gotillas. | . ;
Austenita V
•
Limite de granomigrado
•
Figura 2.21 Solidificación tipo A, completamente austenítico [26].
Figura 2.22 Microestructura resultante de la zona de fusión de la solidificación (Tipo A)completamente austenítico [13].

52
Note que la subestructura de solidificación (células y dendritas) es
fácilmente evidente en esta microestructura. Esto es característico de la
solidificación como austenita primaria debido a la segregación de elementos de
aleación e impureza que se produce durante la solidificación y la relativamente
baja difusividad de estos elementos a temperatura elevada, la cual conserva el
perfil de la segregación que se desarrolla durante la solidificación. Cuando
aleaciones tales como el tipos 304 y 316 se solidifican como Tipo A, el Cr y Mo
ha sido demostrado como partición en los límites de dendrita y celular.
2.4.1.2 Solidificación Tipo AF
Si algo de ferrita se forma al final del proceso de la solidificación de la
austenita primaria a través de una reacción eutéctica, la solidificación se
denomina Tipo AF. Esto ocurre si la suficiente partición de elementos
promotores de ferrita (principalmente Cr y Mo) en los límites de sub granos de
solidificación durante la solidificación promueve la formación de ferrita como un
producto de solidificación terminal.
Esto se cree que se producen por una reacción eutéctica y está
representado por la región triangular de tres fases del diagrama de fases en las
Figura 2.13a y Figura 2.20. La ferrita que se forma a lo largo de los límites es
relativamente estable y resiste la transformación a austenita durante el
enfriamiento de la soldadura, pues este ya se ha enriquecido de elementos
promotores de ferrita. Un esquema de solidificación AF se muestra en la Figura
2.23, y un ejemplo de una microestructura que presenta ferrita a lo largo de los
límites de solidificación en los sub granos se muestra en la Figura 2.24. Note
que esto es debido a la solidificación de austenita primaria, la subestructura de
la solidificación es fácilmente aparente.

53
Figura 2.23 Microestructura de la zona de fusión resultante de la solidificación Tipo AF [26].
/ ffT iri * •*• • /
8 f; 4
* . » , , *rJ5,m »»
Figura 2.24 Microestructura de la zona de fusión resultante de la solidificación Tipo AF [13].

1
54
2.4.1.3 Solidificación Tipo FA
Cuando se produce la solidificación como ferrita primaria, también hay
dos posibilidades. Si algo de austenita se forma al final de la solidificación, se
denomina Tipo FA. Esta austenita se forma a través de una reacción peritéctico-
eutéctica y existe en los límites de solidificación de ferrita al final de la
solidificación.
1. Al final de la solidificación de ferrita primaria, una reacción peritéctico-
eutéctica resulta en la formación de austenita a lo largo de la celda de ferrita
y límites dendríticos. Esta reacción se produce dentro y a lo largo de la
región triangular de tres fases como se muestra en las Figura 2.13a y Figura
2.20. Esto se llama una reacción peritéctico-eutéctica, ya que es
dependiente de la composición y los resultados de una transición de
reacción peritéctica en el sistema Fe-Ni a una reacción eutéctica en el
sistema Fe-Cr-Ni.
2. Cuando la solidificación es completada, la microestructura consiste de
dendritas de ferrita primaria con una capa interdendrítica de austenita. La
cantidad de austenita que está presente depende de las condiciones de
solidificación y el valor de Creq/Nieq. A medida que aumenta el Creq/Nieq,
disminuye la cantidad de austenita hasta que la solidificación es totalmente
ferrítica. En este punto el tipo de solidificación se desplaza de FA a F.
3. A medida que el metal de soldadura se enfría a través de las dos fase, ferrita
delta + campo austenítico, la ferrita se vuelve cada vez más inestable y la
austenita comienza a consumir la ferrita a través de una reacción controlada
por difusión. La difusión a través de la interfaz de austenita-ferrita controla el
ritmo y la naturaleza de la transformación.
4. Cuando las velocidades de enfriamiento de soldadura son moderadas y/o
cuando el Creq/Nieq es bajo, pero aún dentro del rango FA (Figura 2.20),

55
resulta una morfología de ferrita vermicular o esqueletal. Esta es una
consecuencia del avance de la austenita consumiendo a la ferrita hasta que
la ferrita es enriquecida lo suficientemente de elementos promotores de
ferrita (cromo y molibdeno) y empobrecida en elementos promotores de
austenita (níquel, carbono y nitrógeno) que son estable a bajas temperaturas
donde la difusión es limitada. Esta microestructura esquelética se muestra
esquemáticamente en la Figura 2.25a y en la micrografía en la Figura 2.26a.
5. Cuando las velocidades de enfriamiento es alta y/o cuando el incremento de
Creq/Nieq dentro del rango FA en la Figura 2.20, da resultado una morfología
de ferrita Lathy. Las formas de morfología Lathy en lugar de la morfología
esquelética, se debe a la difusión restringida durante la transformación de
ferrita-austenita. Cuando se reducen las distancias de difusión este es más
eficiente para la transformación y procede como listones espaciados más
estrechamente, lo que resulta en un patrón de ferrita residual que corta a
través de la dendrita original o dirección de crecimiento celular. Esto se
muestra esquemáticamente en la Figura 2.25b y la micrografía en la Figura
2.26b.
6. Cuando la solidificación y velocidades de enfriamiento son extremadamente
rápidas, como por ejemplo durante soldadura láser o haz de electrones, una
completa transformación de ferrita a austenita puede ser posible debido a
una difusión, transformación "masiva". Un desplazamiento de modo de
solidificación primaria de ferrita a austenita puede también ocurrir a altas
velocidades de solidificación.

56
Uqukio Unirte de grano
Figura 2.25 Solidificación Tipo FA: (a) Ferrita esquelética; (b) Morfología lathy [26].
•
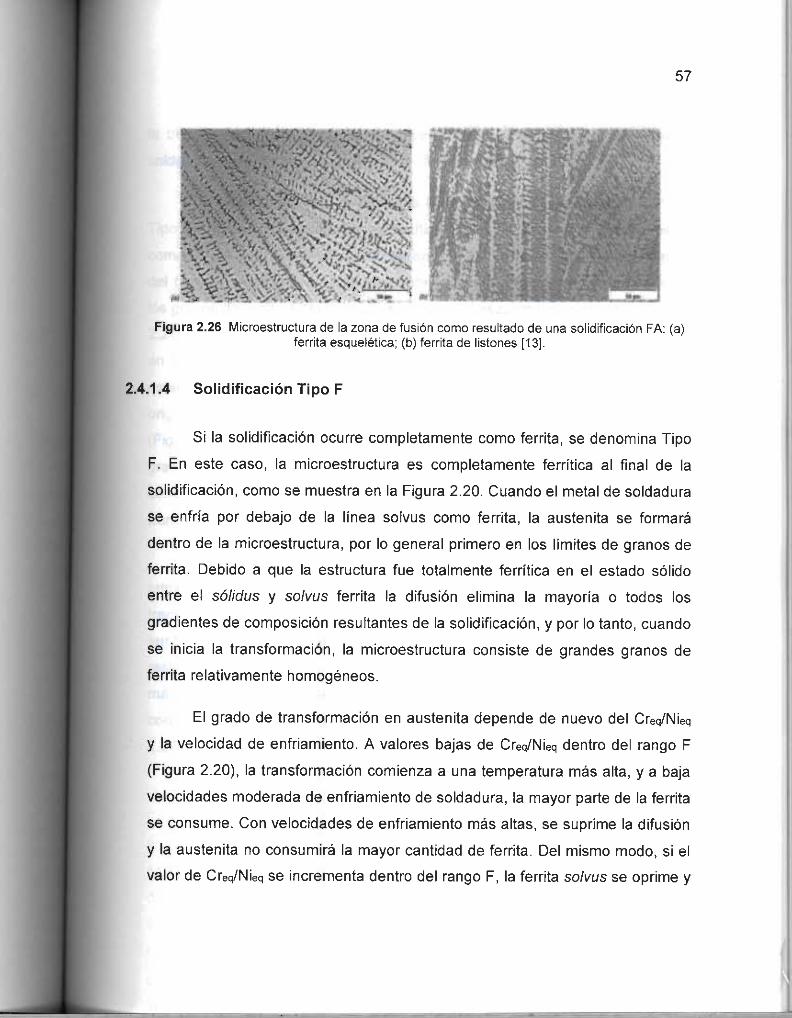
A
« ' > ,-. i~> :
Figura 2.26 Microestructura de la zona de fusión como resultado de una solidificación FA: (a)ferrita esquelética; (b) ferrita de listones [13].
57
2.4.1.4 Solidificación Tipo F
Si la solidificación ocurre completamente como ferrita, se denomina Tipo
F. En este caso, la microestructura es completamente ferrítica al final de la
solidificación, como se muestra en la Figura 2.20. Cuando el metal de soldadura
se enfría por debajo de la línea solvus como ferrita, la austenita se formará
dentro de la microestructura, por lo general primero en los límites de granos de
ferrita. Debido a que la estructura fue totalmente ferrítica en el estado sólido
entre el sólidus y solvus ferrita la difusión elimina la mayoría o todos los
gradientes de composición resultantes de la solidificación, y por lo tanto, cuando
se inicia la transformación, la microestructura consiste de grandes granos de
ferrita relativamente homogéneos.
El grado de transformación en austenita depende de nuevo del Creq/Nieq
y la velocidad de enfriamiento. A valores bajas de Creq/Nieq dentro del rango F
(Figura 2.20), la transformación comienza a una temperatura más alta, y a baja
velocidades moderada de enfriamiento de soldadura, la mayor parte de la ferrita
se consume. Con velocidades de enfriamiento más altas, se suprime la difusión
y la austenita no consumirá la mayor cantidad de ferrita. Del mismo modo, si el
valor de Creq/Nieq se incrementa dentro del rango F, la ferrita solvus se oprime y
58
la transformación se producirá a temperaturas más bajas. En ambos casos,
soldar metales con alto contenido de ferrita este será el resultado.
La microestructura que se forma como resultado de la solidificación del
Tipo F en aceros inoxidables austeníticos, de nuevo es una función de la
composición y la velocidad de enfriamiento. A valores bajos de Creq/Nieq dentro
del rango F (Figura 2.20) una estructura de ferrita acicular se forma dentro de
los granos de ferrita. Esta estructura se muestra esquemáticamente en la Figura
2.27a. Tenga en cuenta que las redes de austenita continuas estando presentes
en los límites de los granos de ferrita anteriores y que la ferrita acicular ya no
estará más tiempo contenida dentro de los límites de las dendritas de ferrita
originales, como durante la solidificación de FA con la formación de ferrita Lathy
(Figura 2.25b). Esto se produce porque la ausencia de austenita dentro de los
granos de ferrita durante la solidificación Tipo F. La estructura es
completamente ferrítica en el estado sólido antes de que comience la
transformación a austenita.
Cuando esta estructura se enfría por debajo de ferrita solvus, la austenita
primero se forma en el límite de grano de ferrita, pero el frente de la
transformación se rompe y agujas paralelas de austenita se forman dentro de la
ferrita. Al igual que en el caso de la solidificación FA con la ferrita Lathy, la
restricción de la difusión de largo alcance a la temperatura de transformación
más baja obliga a la transformación que se produzca a través de distancias más
cortas. Esto produce la estructura acicular la cual se muestra en la Figura
2.27a.

59
(«)
Figura 2.27 Solidificación esquemática del Tipo F: (a) ferrita acicular; (b) Ferrita y austenitaWidmanstátten [26].
En valores más altos de Creq/Nieq (dada la misma velocidad de
enfriamiento) la microestructura consistirá en una matriz de ferrita con límite de
grano de austenita y placas de austenita Widmanstátten que nucleada en el
límite de grano de la austenita o dentro de los granos de ferrita. Esta
microestructura se muestra esquemáticamente en la Figura 2.27b y la
micrografía en la Figura 2.28. En este caso, la transformación no se produce
por completo a través del grano de ferrita. La austenita inicial de nuevo se forma
en el límite del grano de ferrita, pero la transformación a través de todo el grano
es suprimida por el índice de difusión más bajos y una menor fuerza de

60
accionamiento (la microestructura en equilibrio contiene más ferrita). De nuevo,
esto se puede entender a partir del diagrama pseudobinario en la Figura 2.20.
Con el incremento de Creq/Nieq, las disminuciones de ferrita solvus y el equilibrio
del incremento del contenido de ferrita, reducen de este modo la fuerza
impulsora para la transformación de ferrita a austenita y la temperatura a la cual
inicia la transformación.
M
Figura 2.28 Microestructura de la zona de fusión resultante de la solidificación F: Nucleaaustenita Widmanstátten de la austenita a lo largo de los límites de grano de ferrita. Esta
microestructura es muy inusual en los aceros inoxidables austeníticos [13].
En la práctica, la solidificación Tipo F es muy inusual en la
microestructura de la soldadura de acero inoxidable austenítico. La mayoría de
los metales de aporte se formulan de tal manera que se produce la solidificación
en el modo FA, con contenidos de ferrita de metal soldado que van de 5 a 20
FN (Número de ferrita). Sólo metales de aporte altamente aleados, tales como
el tipo 309LMo y el Tipo 312 (30Cr-10Ni) sería de esperar que exhibiera una
microestructuras con los niveles más altos de ferrita. La solidificación Tipo F (tal
como el que se muestra en la Figura 2.28) es más característico en los aceros
inoxidables dúplex [13].
.

61
2.4.2 Zona afectada por el calor
La naturaleza de la zona afectada por el calor (ZAC) en los aceros
inoxidables austeníticos depende de la composición y la microestructura del
metal base. Las siguientes reacciones metalúrgicas pueden ocurrir en la ZAC
en las aleaciones austeníticos.
2.4.2.1 Crecimiento del grano
La mayoría de los aceros inoxidables se sueldan en la condición de
recocido por disolución o laminado en caliente, por lo que el crecimiento del
grano es generalmente restringido a menos que la entrada de calor de
soldadura sea muy alta. Algunos engrosamientos del grano por lo general se
pueden observar, pero en la mayoría de los casos no es dramático. En los
metales base que han sido reforzados por trabajo en frío, la recristalización y el
crecimiento de grano puede provocar un significativo reblandecimiento en la
ZAC. En este caso, unos resultados distintos en la ZAC y el tamaño de grano
son claramente mayor que la del metal base.
2.4.2.2 Formación de ferrita
Como se muestra en las Figura 2.13a y Figura 2.20, aleaciones cuyas
composiciones estén a la derecha del rango de solidificación de austenítico
completamente, formará ferrita cuando sea calentado a temperaturas justo por
debajo de la temperatura sólidus. Cuanto mayor sea la proporción del Creq/Nieq
de la aleación, será la formación de ferrita más probable. Cuando se forma la
ferrita, que es por lo general a lo largo del límite de grano, tal como se muestra
en la Figura 2.29. La formación de la ferrita a lo largo de los límites de grano de
la ZAC restringirá el crecimiento del grano y también minimiza la susceptibilidad
de agrietamiento de licuación en la ZAC.

62
El grado de formación de ferrita es por lo general bajo, ya que la
transformación austenita a ferrita es relativamente lento y el ciclo térmico en la
ZAC normalmente es bastante rápido. También es posible que algo de ferrita
que se forma durante la exposición a temperatura elevada se transformará de
nuevo en austenita durante el enfriamiento.
Figura 2.29 Ferrita a lo largo de los límites de grano de austenita en la ZAC de aceroinoxidable tipo 304L [13].
2.4.2.3 Precipitación
Desde que la ZAC se calienta a temperaturas cercanas a la temperatura
sólidus de la aleación, muchos de los precipitados que están presentes en el
metal base puede disolverse. Esto puede conducir a una sobresaturación de la
matriz de austenita durante el enfriamiento, lo que resulta en la formación de
diversos precipitados. Los carburos y nitruros son los más propensos a formar
precipitados en la ZAC de los aceros inoxidables austeníticos. Por lo general, se
forma a lo largo de los límites de grano o en la interfaz ferrita-austenita (si está
presente la ferrita).

I
63
La referencia en los diagramas de fase calculados en la Figura 2.30
muestra los rangos de temperatura sobre el cual los carburos M23C6 y nitruros
Cr2N son estables. A pesar de que no es aparente metalográficamente, es
probable que estos precipitados estén presentes en la ZAC de la mayoría de las
aleaciones austeníticos. Su tamaño, la distribución y la morfología dependen de
la composición de aleación y el ciclo térmico en la ZAC. Amplia precipitación de
carburos rico en cromo puede conducir a la degradación en la resistencia a la
corrosión.
$
—r_
004
Liquido + <í♦ ,
008
CW%)
iooe
oto
Uquhfc •
~i 1 r—t-
15 16 17 18 tS 21 22 24 25
Figura 2.30 Diagramas de fase calculados usando ThermoCalc (a) Fe-18Cr-10Ni-1.5Mn-0.5SÍ-0.04N, variable C; (b) Fe-10Ni-1.5Mn-0.5Si-0.04C-0.04N, variable Cr [13].
2.4.2.4 Licuación en los límites de grano
También puede ocurrir fusión local a lo largo de los límites de granos de
austenita. Esto suele ser resultado de la segregación de los elementos de
impurezas que reducen la temperatura de fusión en el límite de grano. Las
aleaciones que contienen titanio y niobio, forman carburos MC ricos en estos
elementos, y pueden sufrir licuación constitucional, un fenómeno que puede
conducir al agrietamiento de licuación en la ZAC. La segregación de los

64
elementos de impurezas, particularmente azufre y fósforo en el límite de grano,
también puede promover la licuación [13].
2.5 Soldabilidad
Aunque las aleaciones austeníticos son generalmente consideradas a ser
muy soldables, estas pueden estar sujetas a un número de problemas de
soldabilidad si las precauciones correctas no son tomadas. La solidificación en
la soldadura y agrietamiento de licuación pueden ocurrir dependiendo de la
composición del metal base, el metal de aporte y el nivel de impureza, en
particular azufre y fósforo.
A pesar de la buena resistencia a la corrosión en general de los aceros
inoxidables austeníticos, estos pueden estar sujetos a corrosión en los límites
de grano y en la ZAC (ataque intergranular y agrietamiento por esfuerzo de
corrosión intergranular) o en las concentraciones de esfuerzo en y alrededor de
la soldadura. Debido a que muchos de los metales de soldadura contienen
ferrita, y en temperatura intermedia puede ocurrir fragilización debido a la fase
sigma, y también la formación de carburos
Al igual que con las aleaciones ferríticas, la reacción de precipitación de
la fase sigma es relativamente lento y conduce a la fragilidad ya que la fase
sigma esta por lo general relacionado a un problema de fabricación. Sin
embargo, esto puede ocurrir durante el tratamiento térmico posterior a la
soldadura de grandes estructuras o secciones gruesas cuando las velocidades
de enfriamiento desde la temperatura de tratamiento térmico posterior a la
soldadura son extremadamente lentas [13].
65
2.5.1 Agrietamiento de solidificación en la soldadura
El agrietamiento de solidificación en la soldadura puede ser un problema
formidable con los aceros inoxidables austeníticos. La susceptibilidad al
agrietamiento esta principalmente en función de la composición. Soldar metales
que solidifican en el modo A, y que son totalmente austenítico (no contienen
ferrita) tienden a ser los más susceptibles. Aquellos que se solidifique en el
modo FA tienden a ser muy resistente al agrietamiento por solidificación. Los
altos niveles de impurezas, en particular de azufre y fósforo, tienden a
incrementar la susceptibilidad en las aleaciones que solidifican en el modo A y
AF. Ejemplos de grietas de solidificación en soldadura en los metales de
soldadura que solidifican en los modos A y FA, se muestran en la Figura 2.31.
Condiciones de retención de soldadura y la forma de soldadura también
influyen en la susceptibilidad del agrietamiento, en particular cuando se produce
la solidificación como austenita primaria (A o AF). Las condiciones de soldadura
que imponen altos niveles de retención en la solidificación del metal de
soldadura tienden a aumentar la susceptibilidad al agrietamiento.
Entradas de alto calor que resulta de grandes cordones de soldadura o
velocidades excesivas de viajes que promueven grupos de soldadura en forma
de gota son más problemática con respecto al agrietamiento. Forma del cordón
cóncavo y los cráteres no rellenos en las detenciones de la soldadura también
promueven el agrietamiento de solidificación [13].

66
Figura 2.31 Agrietamiento de solidificación en la soldadura en muestras Varestraint probados a5% de tensión (a) metal de soldadura completamente austenítico (FN 0) y (b) metal de
soldadura con FN 6 - modo de solidificación FA [13].
El agrietamiento de solidificación en la soldadura está fuertemente en
función de la composición, como se muestra en la Figura 2.32 la representación
esquemática de la susceptibilidad al agrietamiento contra el Creq/Nieq
(equivalentes al WRC-1992). Tenga en cuenta que las composiciones que dan
como resultado la solidificación de austenita primaria (A y AF) son más
susceptibles al agrietamiento, mientras que el modo FA ofrece la mayor
resistencia al agrietamiento de solidificación.
1.5 2.0 Z5
CWNW-WRC1992
3.0
Figura 2.32 Susceptibilidad al agrietamiento de solidificación en la soldadura en función de lacomposición basado sobre los datos de Verestraint [13].
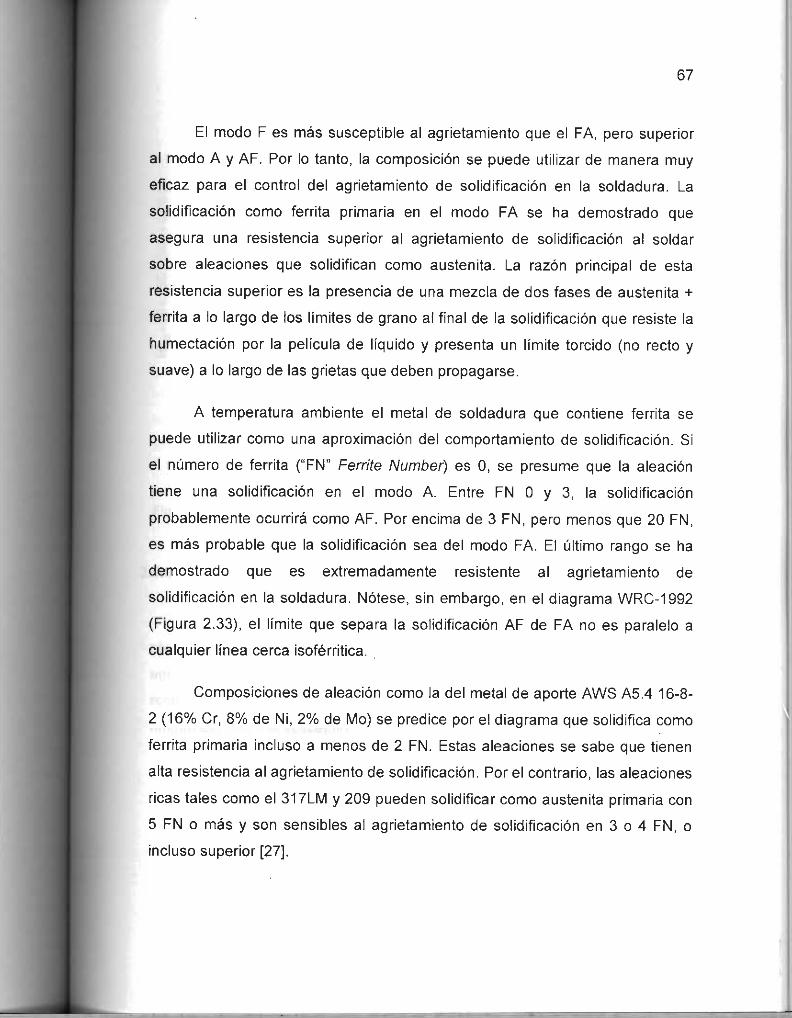
67
El modo F es más susceptible al agrietamiento que el FA, pero superior
al modo A y AF. Por lo tanto, la composición se puede utilizar de manera muy
eficaz para el control del agrietamiento de solidificación en la soldadura. La
solidificación como ferrita primaria en el modo FA se ha demostrado que
asegura una resistencia superior al agrietamiento de solidificación al soldar
sobre aleaciones que solidifican como austenita. La razón principal de esta
resistencia superior es la presencia de una mezcla de dos fases de austenita +
ferrita a lo largo de los límites de grano al final de la solidificación que resiste la
humectación por la película de líquido y presenta un límite torcido (no recto y
suave) a lo largo de las grietas que deben propagarse.
A temperatura ambiente el metal de soldadura que contiene ferrita se
puede utilizar como una aproximación del comportamiento de solidificación. Si
el número de ferrita ("FN" Ferrite Number) es 0, se presume que la aleación
tiene una solidificación en el modo A. Entre FN 0 y 3, la solidificación
probablemente ocurrirá como AF. Por encima de 3 FN, pero menos que 20 FN,
es más probable que la solidificación sea del modo FA. El último rango se ha
demostrado que es extremadamente resistente al agrietamiento de
solidificación en la soldadura. Nótese, sin embargo, en el diagrama WRC-1992
(Figura 2.33), el límite que separa la solidificación AF de FA no es paralelo a
cualquier línea cerca isoférritica.
Composiciones de aleación como la del metal de aporte AWS A5.4 16-8-
2 (16% Cr, 8% de Ni, 2% de Mo) se predice por el diagrama que solidifica como
ferrita primaria incluso a menos de 2 FN. Estas aleaciones se sabe que tienen
alta resistencia al agrietamiento de solidificación. Por el contrario, las aleaciones
ricas tales como el 317LM y 209 pueden solidificar como austenita primaria con
5 FN o más y son sensibles al agrietamiento de solidificación en 3 o 4 FN, o
incluso superior [27].
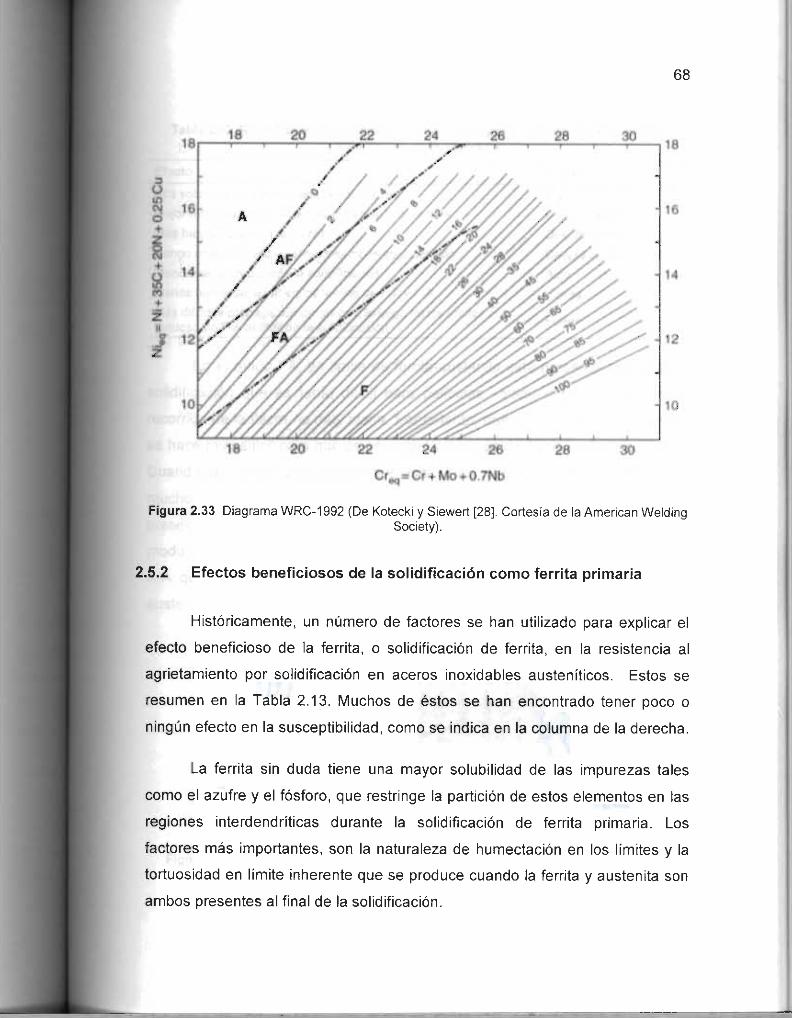
3
ü
Cf«,*Cr + Mo*07Ni
68
Figura 2.33 Diagrama WRC-1992 (De Kotecki y Siewert [28]. Cortesía de la American WeldingSociety).
2.5.2 Efectos beneficiosos de la solidificación como ferrita primaria
Históricamente, un número de factores se han utilizado para explicar el
efecto beneficioso de la ferrita, o solidificación de ferrita, en la resistencia al
agrietamiento por solidificación en aceros inoxidables austeníticos. Estos se
resumen en la Tabla 2.13. Muchos de éstos se han encontrado tener poco o
ningún efecto en la susceptibilidad, como se indica en la columna de la derecha.
La ferrita sin duda tiene una mayor solubilidad de las impurezas tales
como el azufre y el fósforo, que restringe la partición de estos elementos en las
regiones interdendríticas durante la solidificación de ferrita primaria. Los
factores más importantes, son la naturaleza de humectación en los límites y la
tortuosidad en límite inherente que se produce cuando la ferrita y austenita son
ambos presentes al final de la solidificación.

69
Tabla 2.13 Efecto benéfico propuesto de ferrita para la prevención del agrietamiento desolidificación en la soldadura.
Efecto
Alta solubilidad de elementos de impurezas
Mejor ductilidad en alta temperatura que la austenita.
Más bajo CTE que la austenita
Rango más pequeño de temperatura de solidificación
Menos partición durante la solidificación
Menos humectabilidad en los límites de F-F y F-A
Más difícil la propagación de grieta a lo largo de los límitestortuoso de F-A al final de la solidificación
Factor
Algo
Despreciable
Despreciable
Despreciable
Algo
Fuerte
Fuerte
En el modo FA, un límite de ferrita-austenita está presente al final de la
solidificación que es tanto difícil para películas líquida mojar y presenta un
recorrido de la fisura no muy plana. Por lo tanto, una vez que se inicia la grieta,
se hace muy difícil para que se propague a lo largo de estos límites ondulados.
Cuando los límites de austenita-austenita (Tipo A) y ferrita-ferrita (Tipo F) son
mucho más recto, y ya que ningún producto de solidificación secundario está
presente. Esto hace que la propagación de grietas sea mucho más fácil. En el
modo AF, algo de ferrita está presente a lo largo de un relativamente límite liso
A-A que resulta en algún mejoramiento con respecto de la solidificación de
austenita completa (Tipo A).
Inclusiones
Límite de grano
Figura 2.34 Efecto del tipo de solidificación sobre la tortuosidad en el límitede grano: (a)Solidificación A; Solidificación FA con ferrita esqueletal. (De Brooks et al [29])

70
El efecto del límite tortuoso se muestra esquemáticamente en la Figura
2.34. Grietas de solidificación de soldadura se producen preferentemente a lo
largo de los límites de grano de solidificación ("SGBs" solidification grain
boundaries). Bajo una solidificación Tipo A, estos límites son muy rectos, no
contienen ferrita residual, y ofrecen poca resistencia a la propagación de grietas
si moja una película líquida los límites. Por el contrario, un SGB bajo la
solidificación Tipo FA que contiene una mezcla de ferrita y austenita que mitiga
la humectación de la película líquida y complica la propagación de grietas, ya
que la grieta debe seguir una interfaz de austenita-ferrita muy tortuosa.
2.5.3 Efecto de elementos de impurezas
Es bien conocido que los elementos de impurezas, especialmente el
fósforo y el azufre, promueven el agrietamiento de solidificación en aceros.
Incluso las bajas concentraciones de estos elementos pueden promover el
agrietamiento en las soldaduras de acero inoxidable austeníticos si se produce
la solidificación como austenita primaria (A o AF). Esto se muestra claramente
en el diagrama Suutala (Figura 2.35) donde los niveles de P + S son tan bajos
como 0.02% en peso y es lo suficientes para promover el agrietamiento cuando
el valor del Creq/Nieq está por debajo de 1.48 [13].
En aceros inoxidables, típicos niveles P + S están en el rango de 0.02 a
0.05%) en peso, en función del tipo de acero y la especificación. La extracción
del azufre de los aceros inoxidables se logra fácilmente realizando una práctica
de fusión de descarburación argón-oxígeno (AOD). Con esta práctica, una
mezcla de Ar-02 se sopla en el acero fundido para reducir el nivel de carbono a
través de la formación y emisión de CO y CO2. Al mismo tiempo, el oxígeno se
combina con el azufre, formando SO2, el cual también se escapa del metal
fundido.
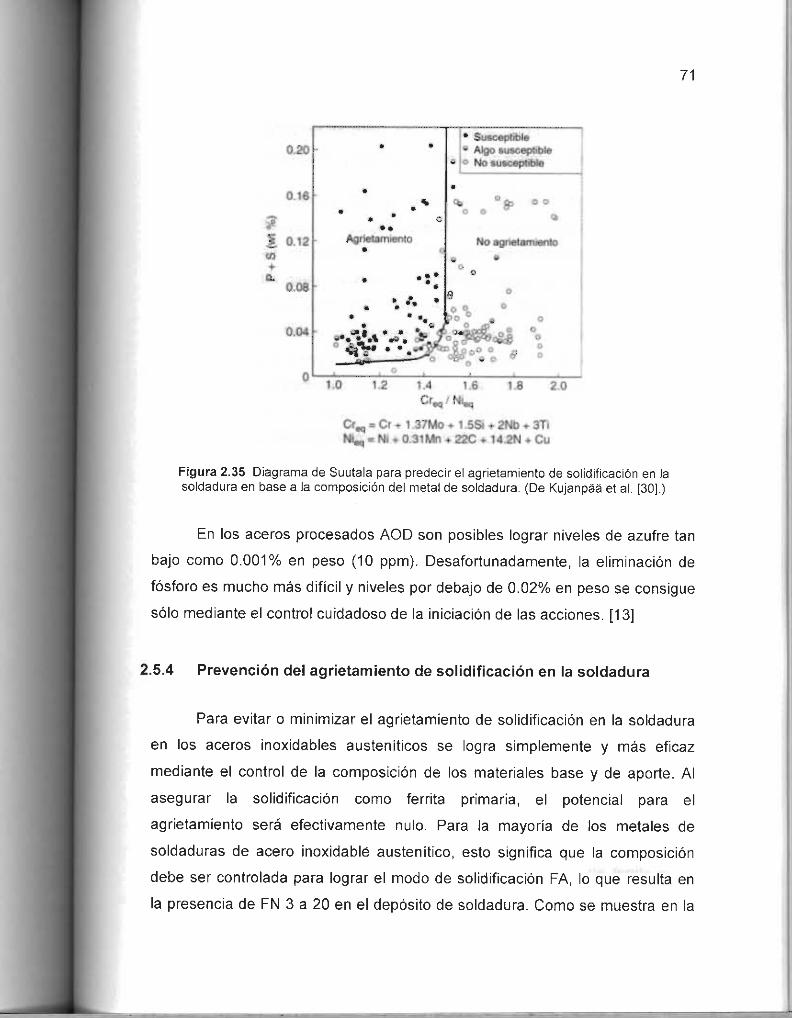
- ;- No susceptible
i.
d
1 0.12 No «gneiam*ento
CL
0,04
1.0 1.2 M 1.6
»q
« Ni * 0.3lMn ♦ 22C * 14.2N ♦ Cu
Figura 2.35 Diagrama de Suutala para predecir el agrietamiento de solidificación en lasoldadura en base a la composición del metal de soldadura. (De Kujanpáá et al. [30].)
71
En los aceros procesados AOD son posibles lograr niveles de azufre tan
bajo como 0.001% en peso (10 ppm). Desafortunadamente, la eliminación de
fósforo es mucho más difícil y niveles por debajo de 0.02% en peso se consigue
sólo mediante el control cuidadoso de la iniciación de las acciones. [13]
2.5.4 Prevención del agrietamiento de solidificación en la soldadura
Para evitar o minimizar el agrietamiento de solidificación en la soldadura
en los aceros inoxidables austeníticos se logra simplemente y más eficaz
mediante el control de la composición de los materiales base y de aporte. Al
asegurar la solidificación como ferrita primaria, el potencial para el
agrietamiento será efectivamente nulo. Para la mayoría de los metales de
soldaduras de acero inoxidable austenítico, esto significa que la composición
debe ser controlada para lograr el modo de solidificación FA, lo que resulta en
la presencia de FN 3 a 20 en el depósito de soldadura. Como se muestra en la

72
Figura 2.36, el diagrama de WRC-1992 se puede utilizar con bastante eficacia
para lograr esto si se conoce la composición de los metales base y relleno.
En sistemas en los que la composiciones del metal base y aporte
impiden la solidificación FA "es decir que ocurra la solidificación como austenita
primaria (A o AF)", el potencial para el agrietamiento será mucho mayor. La
forma más efectiva para evitar el agrietamiento en estos metales de soldadura
es reduciendo el contenido de impurezas (véase la Figura 2.35, diagrama de
Suutala) y/o reducir al mínimo el sistema de retención de soldadura. Metales de
soldadura completamente austenítico de alta pureza pueden ser bastante
resistentes al agrietamiento en condiciones de baja a moderada restricción.
Forma del cordón convexo y finales de soldadura en el aporte (cráteres)
también promueven el agrietamiento de solidificación.
Figura 2.36 Usodel diagrama WRC-1992 para predecir el comportamiento de solidificación ynúmero de ferrita [13].
Dependiendo de la aplicación y las condiciones de servicio, algo de
cuidado debe ser tenido cuando se determine un contenido de ferrita en el
metal de soldadura. Mientras que la presencia de los niveles de ferrita este en
73
el rango de FN 3 a 20 es casi seguro que se puede evitar el agrietamiento de
solidificación, de hecho por encima de FN 10, puede poner en peligro las
propiedades mecánicas si la soldadura va a tener un alivio de esfuerzo o la
estructura se ponga en servicio ya sea en temperaturas criogénico o
temperaturas elevadas.
Las temperaturas de servicio de 425 a 870 °C (800 a 1600 °F) puede
conducir a la fragilidad debido a la formación de alfa-prima y la fase sigma,
ambos de los cuales se forman preferentemente en la interfaz ferrita-austenita.
Para los metales de soldadura por encima de FN 10, la formación de estas
fases puede reducir gravemente la tenacidad y la ductilidad.
Altos contenidos de ferrita también han demostrado que a temperaturas
elevadas reduce las propiedades de esfuerzo de ruptura. Por lo tanto, es
atractivo usar el diagrama WRC-1992, simplemente para controlar la
composición para producir solidificación FA y un nivel "seguro" de metal de
soldadura de ferrita relativa para el agrietamiento de solidificación en la
soldadura, el ingeniero debe ser consciente de las implicaciones de un
contenido alto de ferrita en el metal de soldadura [13].
2.6 Resistencia a la corrosión
Aunque los aceros inoxidables austeníticos se seleccionan a menudo
debido a su resistencia a la corrosión, se requieren algunas precauciones
cuando estas aleaciones son soldadas y expuestas a ciertos ambientes. La
resistencia a la corrosión atmosférica de los aceros inoxidables austeníticos es
muy buena. A temperatura ambiente, la corrosión atmosférica es esencialmente
nula y la integridad mecánica del material será conservada por un mayor
tiempo. A temperatura elevada, incrementa el índice de corrosión, la
degradación y la pérdida del material se producirá en menor tiempo.

.
74
En ambientes marinos de agua dulce, las velocidades de corrosión en
general también son bajas, del orden de 2.5 x 105 mm/año o menores. Además
de la corrosión en general, los aceros inoxidables austeníticos pueden
presentarse las siguientes formas de corrosión: picaduras, intergranular,
asistida por esfuerzos, Corrosión en esquicios o hendiduras, corrosión
galvánica, corrosión por erosión y corrosión inducida microbiológicamente [31]
[32].
La soldadura puede producir modificaciones metalúrgicas que pueden
aumentar la susceptibilidad al ataque de corrosión. En combinación con los
esfuerzos residuales que están presentes después de la soldadura, estas
modificaciones pueden resultar como una aceleración a estos ataques de la
región soldada.
Dos formas de corrosión relacionada con soldadura se han estudiado
ampliamente en los aceros inoxidables austeníticos, debido a la posibilidad que
involucra la utilidad de ingeniería en estructura soldada. Estas formas son
corrosión intergranular (CIG Intergranular Corrosión), a menudo llamados
ataque intergranular (IGA Intergranular Attack), en la ZAC, y la corrosión bajo
esfuerzo {SCC Stress Corrosión Cracking).
2.6.1 Corrosión intergranular
La Figura 2.37 representa la aparición de una soldadura que ha sido
sometida a un ataque intergranular en la ZAC. En la superficie de la soldadura
expuesta al ambiente corrosivo, a menudo aparece una zona lineal de ataque
que es paralelo a los límites de fusión. Éstos a veces son llamados "vías de
vagones", ya que son simétricas y paralelas a cada lado de la soldadura.

Vista superior Sección
transversal
Figura 2.37 Ataque intergranular en la ZAC de un acero inoxidable austenítico [13].
75
En la sección transversal, el ataque severo se puede observar a lo largo
de una banda sensitizada en la ZAC. Tenga en cuenta que esta banda está a
cierta distancia de los límites de fusión. Esto se debe al hecho de la
precipitación de carburos que conduce a la sensibilización y se produce en un
rango de temperatura aproximadamente de 600 a 850 °C (1110-1560 °F). Por
encima de este rango de temperatura, los carburos vuelven a estar en solución
y por lo tanto la región adyacente al límite de fusión está relativamente libre de
carburos, suponiendo que las velocidades de enfriamiento es lo suficientemente
rápida se evita la precipitación de carburos durante el enfriamiento.
En la ZAC de la mayoría de los aceros inoxidables austeníticos, los
carburos M23C6 ricos en Cr se forman preferentemente a lo largo de los límites
de grano, como se muestra en la Figura 2.38. Esto resulta en una zona de
agotamientos del cromo a lo largo del límite de grano que es "sensible" al
ataque corrosivo. Por lo tanto, el término sensibilización se utiliza a menudo
para describir el estado metalúrgico que conduce al ataque intergranular. La

76
excepción a esto son los grados estabilizados de acero inoxidable que contiene
Nb y/o Ti (tales como los tipos 347 y 321). En estos aceros el Nb y Ti
reaccionan con el carbono en forma de carburos del tipo MC y reduce la
formación de carburos M23C6 en los límites de grano [13].
agotamiento de Cr.Limite de grano
Precipitación de carburos de Cr
Figura 2.38 Precipitación de carburos en el límite de grano y agotamiento del cromo local [13].
Los resultados es la corrosión intergranular por la precipitación localizada
de carburos ricos en Cr, o carbonitruros, en el límite de grano. Esta
precipitación requiere difusión de corto alcance de Cr en la matriz adyacente y
produce una región empobrecida de Cr alrededor de los precipitados, como se
muestra en la Figura 2.39. Esto reduce la resistencia a la corrosión local de la
microestructura y promueve un ataque rápido en la región del límite de grano. Y
en ciertos ambientes corrosivos el efecto es local en los límites de grano, como
se muestra en la sección metalográfica de la Figura 2.39. En casos extremos,
los granos en realidad dejan de asistir la estructura por el completo ataque en el
límite de grano y disolución [13].

77
Limite de grano
Figura 2.39 Corrosión intergranular: (a) ataque en el límite de grano en la ZAC de un tipo 304(C 0.06% en peso); (b) agotamiento adyacente de Cr porel carburoen el límite de grano [13].
El contenido de carbono tiene la influencia más profunda en la
susceptibilidad al IGC en los aceros inoxidables austeníticos. El uso de
aleaciones de bajo contenido de carbono "grado L" minimiza el riesgo de
sensibilización por la disminución de la reacción de precipitación de carburo.
Las curvas de tiempo-temperatura-precipitación se muestran en la Figura 2.40
demuestran el efecto del contenido de carbono sobre el tiempo de precipitación.
Se observa que en bajos contenidos de carbono (C < 0.04% en peso), la nariz
de la curva es más allá de 1 hora, mientras que para los niveles de carbono
0.06 hasta 0.08% en peso, el tiempo para la precipitación puede ser menos de
un minuto. Esta diferencia demuestra el beneficio de las aleaciones de bajo
contenido de carbono (grados L) para reducir o eliminar la sensibilización en los
límites de granos de la ZAC durante la soldadura. La presencia de esfuerzos
residuales en la ZAC también puede servir para acelerar la reacción de
precipitación.
En la mayoría de los casos, la sensibilización ocurre en la ZAC como un
resultado directo del ciclo térmico de soldadura. Cabe señalar, que el rango de
temperatura del relevado de esfuerzos para la mayoría de los aceros

78
inoxidables austeníticos se traslapan con el rango de precipitación de carburo.
Se debe tener cuidado de no sensibilizar toda la estructura durante tratamiento
térmico posterior a la soldadura. Esta es una preocupación particular con
aleaciones que contengan más del 0.04% en peso de C.
ü
5 10 50 100
Minutos
u.
Figura 2.40 Curva del M23C6 tiempo - Temperatura - Precipitación para una aleación 18Cr-8Nicon contenido de carbono variable (de Peckner and Bemstein [31] Cortesía de McGraw-Hill.)
En general, los metales de soldadura, tales como 308 y 316 son menos
propensos a ser sensibilizado que los metales base correspondiente al 304 y
316. La ferrita que se encuentra normalmente en el metal de soldadura es más
rica en Cr que la austenita, y el Cr difunde mucho más rápidamente en la ferrita
que en la austenita, lo que ayuda a superar cualquier agotamiento de Cr. Los
carburos M23C6 tienden a precipitar en los límites de ferrita - austenita tortuosos
en lugar que en los límites de austenita - austenita que son mucho más recto.
Todos estos factores limitan en gran medida la tendencia para la sensibilización
en los metales de soldadura de los aceros inoxidables austeníticos que
contienen ferrita [33]. Por lo tanto, excepto en los metales de soldaduras de
aceros inoxidable completamente austenítico, la sensibilización es en gran
medida un problema en la ZAC, no un problema del metal de soldadura.

79
2.6.1.1 Prevención de la sensibilización
Es posible reducir al mínimo o eliminar la corrosión intergranular en las
soldaduras de acero inoxidable austenítico por los siguientes métodos.
> Seleccionar los metales base y de aporte con un valor de contenido de
carbono tan bajo como sea posible (grados L como 304L y 316L).
> Utilizar los metales base que sean "estabilizado" por las adiciones de niobio
(Nb) y titanio (Ti). Estos elementos son más fuertes formadores de carburos
que el cromo y reacciona con el carbono, minimizando la formación de
carburos ricos en Cr en los límites de granos.
> Utilizar material base recocido o previo al recocido a la soldadura para
eliminar cualquier trabajo en frío "el trabajo en frío acelera la precipitación de
carburo".
> Utilizar entrada de calor bajas en la soldadura y temperaturas entre pasos
bajas para aumentar la velocidad de enfriamiento en la soldadura,
reduciendo así al mínimo el tiempo en el rango de temperatura de
sensibilización.
> En la soldadura de tubería, agua fresca en el interior de la tubería después
del paso de raíz. Esto ayudará a eliminar la sensibilización en el diámetro
interior y será efectivo para los pasos subsiguientes.
> Solución de tratamiento térmico después de la soldadura. El calentamiento
de la estructura en el rango de temperatura de 900 a 1100 °C (1650 - 2010
°F) disuelve cualquier carburo que esté presente a lo largo de los límites de
grano en la ZAC. La estructura es entonces templada a partir de esta
temperatura previniendo la precipitación de carburos durante el enfriamiento.
Tenga en cuenta, que hay una serie de consideraciones prácticas que
tienden a limitar la utilidad de este último enfoque. La distorsión durante el

80
enfriamiento rápido es un problema serio para estructuras de placa. La
incapacidad para enfriar soldaduras de tuberías complejas es también un
factor limitante [13].
2.6.2 Corrosión bajo esfuerzo
El SCC puede ocurrir tanto intergranular y transgranular, dependiendo de
la microestructura y el estado del esfuerzo. Cuando se produce
intergranularmente, se llama agrietamiento por corrosión bajo esfuerzo
intergranular {IGSCC Intergranular Stress Corrosión Cracking) [13].
Muchos de los aceros inoxidables austeníticos son inherentemente
susceptibles a la SCC, en particular en entornos que produce Cl (tales como
agua de mar). La curva de Copson [34], que se muestra en la Figura 2.41
representa la resistencia al SCC en ebullición de cloruro de magnesio en
función del contenido de níquel. El uso de este ambiente agresivo está
destinado a acelerar el proceso de corrosión que se producirían en otros
entornos que producir Cl (tales como agua de mar). Tenga en cuenta que el
punto más bajo de la curva de resistencia se produce en el rango de 8 a 12%
de Ni. Este es precisamente el rango de níquel de muchas aleaciones
austeníticos populares, tales como el 304 y 316.
El SCC puede ser evitado por la selección de la aleación el cual puede
ser mayor a 20% o menor que el 5% del contenido de níquel. El uso de
aleaciones de base níquel o súper austeníticos es muy común. En el caso de
aceros inoxidables de bajo contenido de níquel, ferríticos o dúplex son igual a
menudo seleccionados.
La mejor forma de ser evitado el SCC es por la correcta selección de la
aleación, el uso de aceros inoxidables ferríticos y dúplex pueden ser
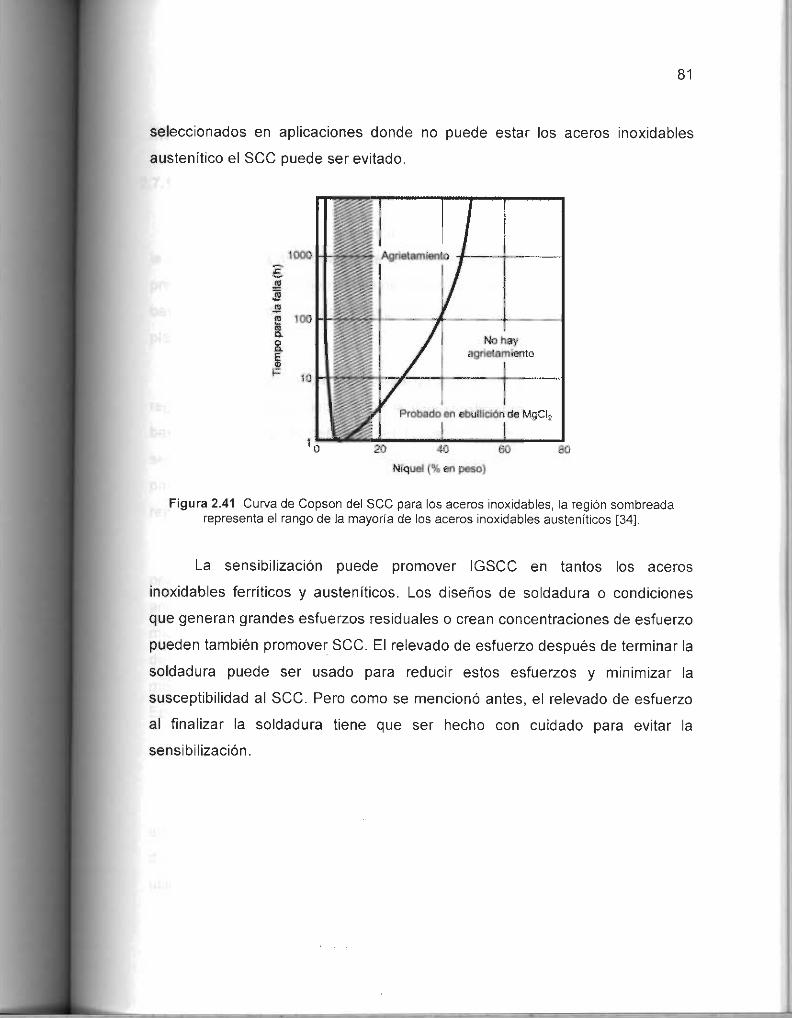
81
seleccionados en aplicaciones donde no puede estar los aceros inoxidables
austenítico el SCC puede ser evitado.
Níquel (% en peso)
Figura 2.41 Curva de Copson del SCC para los aceros inoxidables, la región sombreadarepresenta el rango de la mayoría de los aceros inoxidables austeníticos [34].
La sensibilización puede promover IGSCC en tantos los aceros
inoxidables ferríticos y austeníticos. Los diseños de soldadura o condiciones
que generan grandes esfuerzos residuales o crean concentraciones de esfuerzo
pueden también promover SCC. El relevado de esfuerzo después de terminar la
soldadura puede ser usado para reducir estos esfuerzos y minimizar la
susceptibilidad al SCC. Pero como se mencionó antes, el relevado de esfuerzo
al finalizar la soldadura tiene que ser hecho con cuidado para evitar la
sensibilización.
.
,
'

82
2.7 Análisis de los aceros inoxidables
2.7.1 Medición de la Dilución
V. Balasubrarnanian y compañeros [35] en 2009, estudiaron ampliamente
la aplicación de la metodología de respuesta de superficie y fue destacado para
predecir y optimizar el porcentaje de dilución de una superficie de revestimiento
base hierro, producido por el proceso de soldadura de arco trasferido por
plasma (PTA).
La importancia de esta investigación es la forma en que realizó los
registros, es decir la medición de la dilución del revestimiento hacia el metal
base. En el cual el depósito del revestimiento endurecido fue cortado en
secciones por la mitad y el procedimiento de metalografía común fue realizado
para preparar los especímenes. Los perfiles del cordón de la soldadura están
representados en la Figura 2.42.
Los perfiles de los cordones fueron trazados usando un proyector de
perfil óptico y fueron medidas las dimensiones de los cordones, penetración (P),
ancho (W) y altura del refuerzo (H). Con la ayuda de un planímetro digital, se
midieron las áreas del metal base que fueron fundidos, y la formación del metal
de soldadura "el refuerzo". Usando los parámetros del cordón geométrico ya
medidos, el porcentaje de dilución (DI) se calculó individualmente usando la
Ecuación 1.
Ecuación 1: D/=—X100A+B
Donde A es el área del refuerzo en mm2, y B es el área de penetración
en mm2. El porcentaje de dilución fue medido en tres diferentes localizaciones
del depósito de soldadura y los valores promedio de las tres medidas fue el
utilizado [35].

83
Figura 2.42 Muestra del perfil del cordón de los especímenes.
Para el presente trabajo dentro del capítulo 4 caso de estudio, se
realizará la medición de la dilución en todas las soldaduras siguiendo los pasos
de V. Balasubrarnanian [35], con la finalidad de poder determinar el tipo de
solidificación en base al número de ferrita con el Diagrama WRC-1992 (Figura
2.33).
2.7.2 Influencia de la porosidad sobre las propiedades mecánicas.
Ezequiel Caires Pereira Pessoa y Alexandre Queiroz Bracarense et al
[36] en 2006 estudiaron la influencia de la variación de la porosidad a lo largo
de múltiples pasos de soldadura, para los propósitos de su trabajo emplearon
electrodos recubiertos comerciales (E6013 y E7024), y tres diferentes tipos de
aceros (A-36, A-572 y API 5L grado B) fueron usados para realizar la soldadura
húmeda dentro de una cámara presurizada simulando una profundidad de 50 y
100 m, para determinar la correlación de la porosidad en la soldadura se realizó
prueba de impacto (Charpy), doblez lateral y tensión.
Basándose en los resultados obtenidos fue posible concluir que; la
porosidad se reduce a lo largo de la longitud de la soldadura en uniones de
múltiples pasos soldado bajo el agua, la resistencia a la tensión y la ductilidad
fueron influenciadas por la variación de la porosidad, las muestras extraídas al
final de la soldadura mostraron más alta resistencia y ductilidad.

84
Figura 2.43 Foto del cordón de la soldadura y radiografía. Con electrodo E6013, en acero A36a 50 metros de profundidad
Las soldaduras producidas por el electrodo E6013 cumplieron los
criterios de aceptación de macroataque por AWS D3.6M para la clase B para
ambas profundidades "50 y 100 m", y la realizada con E7024 solo cumplió para
50 m de profundidad. En cuanto a los criterios de aceptación para prueba de
impacto, estos cumplieron con el código antes mencionado.
Debido a esto se concluye que si se realizan soldadura en acero
inoxidable austenítico a 50 y 100 m de profundidad, es probable que ocurra el
mismo efecto, y las propiedades mecánicas serán mejor al final de la soldadura
debido a la disminución de la porosidad.
2.7.3 Precipitados y su efecto en las propiedades mecánicas.
P, Shankar, H, Shaikh and S, Sivakumar" [25] en 1999 estudiaron el
efecto del envejecimiento sobre las propiedades de tensión a temperatura
ambiente de un acero inoxidable AISI tipo 316LN envejecido a 850 °C (1123 K)
por diferentes tiempos, 0, 2, 10, 25, 100, 500 y 1000 horas.
Los cambios en las propiedades de tensión se analizaron con un
microscopio electrónico de transmisión (TEM) y se observó la precipitación de
nitruro de cromo (Cr2N) intergranular y posteriormente celular. Encontraron que
85
esta precipitación tiene una fuerte influencia sobre la resistencia a la cedencia
(YS) y la ductilidad del material. Sin embargo, los resultados de resistencia
última a la tensión (UTS) fueron casi uniformes en todos los periodos de
envejecimientos. También se encontraron otros precipitados como el M23C6 y
Chi, por lo que a medida que el tiempo de envejecimiento aumentaba estos
precipitados también se incrementan disminuyendo el precipitado de Cr2N.
Como se puede observar en la Figura 2.19, los precipitados con
respecto al tiempo del envejecimiento aumentaron y se puede concluir que para
un tiempo de enfriamiento rápido, "que es el caso de una soldadura húmeda" no
ocurrirán precipitados en la soldadura, debido que la cinética de formación
requiere de tiempos más largos, por lo cual con un enfriamiento bajo el agua se
tendrá una matriz austenítico limpia de precipitados en un acero inoxidable
austenítico.
•

86
CAPÍTULO 3 METODOLOGÍA
Desde una perspectiva metalúrgica, la producción de soldadura sana
bajo el agua es compleja. Sin embargo el proceso de soldadura húmeda tal
como soldadura manual de arco metálico protegido (MMAW) es muy similar a
las soldadura realizada en el aire (SMAW), donde el arco de soldadura y el
metal fundido son protegido desde el entorno (agua o aire) por medio de la
escoria que se produce durante la descomposición del electrodo protegido con
fundente [37].
3.1 Descripción de la metodología
El proceso que se utilizó para realizar la soldadura fue MMAW el cual es
un proceso de soldadura por arco en el que se produce coalescencia de
metales por medio del calor de un arco eléctrico que se mantiene entre la punta
de un electrodo cubierto y la superficie del metal base en la unión que se está
soldando.
El núcleo del electrodo cubierto consiste en una varilla de metal sólida de
material extruido o colado, la varilla del núcleo conduce la corriente eléctrica al
arco y suministra metal de aporte a la unión. Las funciones principales del
recubrimiento del electrodo son estabilizar el arco y proteger el metal fundido de
la atmósfera por medio de los gases que se crean cuando el recubrimiento se
descompone por el calor del arco.

87
La protección empleada, junto con otros ingredientes del recubrimiento y
del alambre del núcleo, controlan en gran medida las propiedades mecánicas,
la composición química y la estructura metalúrgica del metal de soldadura, así
como las características de arco del electrodo [37].
Para el estudio experimental se realizó un diseño factorial (22) usando
diferentes condiciones de variables de proceso a fin de examinar su efecto
sobre la calidad de la soldadura. El desarrollo fue el siguiente, se utilizó un
espécimen (placa) de acero inoxidables AISI 304 como metal base, teniendo un
tamaño de aproximadamente 13 x 15 cm y un espesor de 0.635 cm con una
preparación de junta en V (Figura 3.1). Este acero es usado comúnmente en
reparación de componentes de plantas de potencia nuclear. Además el metal
de aporte utilizado fue un electrodo recubierto de acero inoxidable SofTouch
AWS E312-16 con un diámetro de 1/8" [9]. La composición química del metal
base y del metal de aporte se encuentran en las Tabla 3.1 y Tabla 3.2
respectivamente.
\ (TYP.) /
»*0.8mm
(t * 1/32 m) —*
•) I— R*6¿mm(1Mm)R-1.5mmf- 1/16 fn)
Figura 3.1 Diseño de soldadura de ranura con respaldo - No lleva saneado [38].
Tabla 3.1 Composición química del metal base AISI 304. "ASTM A240/A240M" [39]
Tipo
AISI
DesignaciónUNS C Mn
Composición en porcentaje en peso (%)
Si Cr Ni P S N Fe
304 S30400 0.08 2.00 1.00 18.0-20 8.0-10.5 0.045 0.03 0.10 66.34 - 74

88
Tabla 3.2 Composición química del metal del aporte SofTouch E 312-16 [9], comparado con laespecificación de AWS-A5.4/A5.4M-2006 [40].
Clasificación
AWS
AWS
E312-XX
Broco
E312-16
Descripción
W31310
SofTouch
0.15
Cr Ni
28.0- 8.0-
32.0 10.5 2.5
0.12 29.3 9.40 — — 1.80 0.56 0.022 0.021 — —
Mo Nb Mn Si N Cu
0.75 —0.5-
1.00 0.04 0.03 — 0.75
Las operaciones de soldadura fueron realizadas manualmente
sumergidas en agua dentro de un contenedor con dimensiones de 85 x 40 x
35cm. Las variables de los parámetros que se seleccionaron para el diseño de
experimento fueron: corriente del arco (CA) 120, 140 y 160 amperaje y
velocidad de avance en la soldadura (VA) 14, 17 y 20 cm/min.
Habiendo terminado las operaciones de soldadura los espécimen fueron
inspeccionados visualmente a fin de detectar discontinuidades externas,
después fueron cortados perpendicularmente con respecto a la dirección de
soldadura usando la cierra cinta para seccionar la soldadura y realizar las
pruebas de tensión y la cortadora de disco giratorio para los cortes de
metalografía. La superficie del corte fueron pulidas con lijas de número 320,
600, 800 y 1200 y el ataque químico que se utilizó fue el recomendado por
ASTM E-407 [41] el cual fue el "No. 80 Viella's".
Figura 3. 2 a) Realización de la soldadura (MMAW) sumergidas en agua, b) Soldadurasterminadas

89
Las microestructuras fueron tomas desde la superficie por medio de un
microscopio óptico marca NIKON modelo Eclipse MA200 con magnificaciones
de 200 y 500 aumentos. El dimensionamiento y la dilución en la soldadura
fueron medidas con la ayuda de un estereoscopio marca NIKON modelo
SMZ745T.
El porcentaje de ferrita formado durante la solidificación se estimó a partir
de los datos de especificación de los materiales (material base y de aporte)
usando el diagrama de Siewert WRC-1992 (Figura 2.33) para predecir el tipo de
solidificación en función de la posición de la dilución presente en la soldadura.
En la Figura 3.3 se representa la metodología empleada para el diseño de
experimento.
,_
DiseñoFactorial
Perfil demicrodureza
Análisis
Estadístico
Soldadurabajo el agua
Medición de la
dilución con
estereoscopio
Discusión de
Resultados
Análisis con
microscopioóptico
Conclusión
*
Prueba deTensión
Metalografía
Figura 3.3 Metodología empleada para el desarrollo del diseño de experimento.
.
Por último se llevará a cabo el análisis estadístico con la ayuda del
software Minitab® y la discusión de resultados la cual se explica en el capítulo
número 4.
90
• „
3.1.1 Materiales
A continuación se describe detalladamente el material y equipo que se
utilizó para el desarrollo de la soldadura húmeda y análisis de las muestras.
1. Se utilizó una fuente poder de soldadura marca Miller - Sincrowave 250.
2. El metal base utilizado fue una placa de acero inoxidable AISI 304 con un
espesor de 6.27mm. La composición química fue utilizada en base al "ASTM
A240/A240M", [39] y se muestra en la Tabla 3.1.
3. El metal de aporte utilizado fue un electrodo recubierto de acero inoxidable
SofTouch AWS E312-16 con un diámetro de 1/8" [9], la composición química
del metal de aporte fue determinada por el fabricante y fue comparada con
la clasificación "AWS-A5.4/A5.4M" [40] y se muestra en la Tabla 3.2.
4. Equipo para inspección visual (Vernier, Micrómetro, Regla y Cambridge)
5. Los materiales y equipo utilizado en el análisis metalográfico se describen a
continuación.
> Desbastadora de disco giratorio. Marca STRUERS, modelo KNUTH
ROTOR.
> Lijas de carburo de silicio números: 320, 600, 800 y 1200.
> Pulidora de disco giratorio. Marca STRUERS, modelo PLANOPOL.
> Microscopio óptico. Marca OLYMPUS, modelo PMG-3.
> Pasta de diamante de 1 u.
> El ataque químico usado para revelar la microestructura fue Viella con
una composición química de 5 mi ácido clorhídrico "HCI", 1 gramo de
ácido pícrico y 100 mL de etanol (95%). Número de ataque "80" del
ASTM E407-99[41].
6. Estereoscopio marca NIKON modelo Eclipse MA200.
7. Microdurómetro marca Wilson Hardness, modelo Tukon-TM 2500

91
3.2 Diseño experimental
A fin de profundizar el conocimiento del efecto de las variables del
proceso sobre la eficiencia de la soldadura con el proceso MMAW se realizó un
diseño factorial 2k. Los diseños factoriales se usan ampliamente en
experimentos que incluyen varios factores cuando es necesario estudiar el
efecto conjunto de los factores sobre una respuesta. El más importante de estos
casos especiales es el de /(factores, cada uno con sólo dos niveles.
Este diseño proporciona el menor número de corridas con las que
pueden estudiarse k factores en un diseño factorial completo. Puesto que sólo
hay dos niveles para cada factor, se supone que la respuesta es
aproximadamente lineal en el rango elegido para los niveles de los factores.
Se tiene conocimiento que los experimentos factoriales y sus
correspondientes cálculos de análisis de varianza (ANOVA), se emplean en
todos los campos de la investigación, son muy útiles en investigaciones
exploratorias [42]. Muchos experimentos requieren el estudio de los efectos de
2 ó más factores. En un experimento factorial se miden en cada etapa completa
o réplica del experimento, todas las posibles combinaciones de los niveles de
los factores.
La investigación se enfoca en encontrar la relación existente entre los
parámetros de soldadura involucrados en el proceso MMAW y la relación de la
microestructura, prueba de tensión y microdureza en un acero inoxidable
austenítico para determinar el efecto de estas variables en la calidad de la
soldadura.

92
3.2.1 Determinación de las variables de proceso.
En el proceso de soldadura MMAW, se tienen diferentes parámetros de
operación, sin embargo algunos se mantienen constantes y otros pueden ser
modificados.
En el diseño experimental las variables de entradas independientes, las
cuales son cuantitativas que intervienen en el proceso de soldadura son:
1. Corriente del arco "Amp." denotado por la letra "CA".
2. Velocidad de avance en "cm/min" denotado por "VA".
Las variables de salidas dependientes las cuales son cualitativas para la
número 1 y cuantitativa para la número 2 y 3, son las que se obtienen como
resultado del proceso de soldadura y se muestran a continuación:
1. Fases presentes en la microestructura denotado por "M".
2. Tensión, denotado por "T".
3. Perfil de microdureza en dureza Vickers, denotado por "HV".
Se desea conocer el efecto que tienes la corriente (xi) y velocidad de
avance (X2) sobre cada una de las respuestas (y) en la calidad de la soldadura
realizadas bajo el agua. En la Ecuación 2 se representa el modelo matemático
del problema.
Ecuación 2: y = f(xltx2) + s
Donde e representa el ruido o error observado en la respuesta y. En la
Tabla 3.3 se presentan las variables de entradas y lo niveles del diseño
experimental.

93
Tabla 3.3 Parámetros de entrada y sus rangos de trabajo.
Parámetros Unidades NotaciónNiveles
Bajo (-) Medio Alto (+)
Corriente del arco
Velocidad de avance
Amp.
cm/min
CA
VA
120 140
14 17
160
20
Cabe mencionar que la eficiencia del proceso está en función de los
niveles de la corriente y la velocidad de avance principalmente, aunque se ha
investigado que existen variables ajenas las cuales no se pueden controlar
como por ejemplo, la velocidad de enfriamiento en la soldadura y las
discontinuidades ajenas al proceso que depende de la habilidad del soldador.
3.2.2 Diseño de experimento (Minitab® )
Para el diseño experimental se utilizó el software Minitab® para ejecutar
el diseño factorial 22 con tres puntos centrales, que quiere decir dos niveles en
cada factor, tendrá un total de 2 x 2 = 4 observaciones o combinaciones, en
este caso se utilizaran tres factores centrales para un total de 7 observaciones.
A continuación se muestra los resultados del diseño factorial completo.
> Factores: 2
> Diseño Base: 2,4
> Corridas: 7
> Réplicas: 1
> Puntos centrales (total): 3
En la Tabla 3.4 se muestra el orden de corrida u observaciones de la
matriz del diseño experimental ejecutada por Minitab y los resultados obtenidos
en cada una de las corridas. Las corridas fueron realizadas aleatoriamente para
disminuir o evitar el error experimental o simplemente el error.

Tabla 3.4 Matriz de diseño experimental
Orden
corrida
Orden
Estad.
Codificados
CA VA
Orig
CA
nal
VA M
Resultados
T Hv
3 1 -1 -1 120 14 M1 M1 M1
2 2 1 -1 160 14 M2 M2 M2
4 3 -1 1 120 20 M3 M3 M3
1 4 1 1 160 20 M4 M4 M4
7 5 0 0 140 17 M5 M5 M5
5 6 0 0 140 17 M6 M6 M6
6 7 0 0 140 17 M7 M7 M7
94
Fisher desarrollo las ideas que llevaron a los tres principios básicos del
diseño experimental, la aleatorización, la realización de réplicas y la formación
de bloques. Existe un método para hacer réplicas de ciertos puntos de un
diseño factorial 2k. El método consiste en agregar puntos centrales en el diseño
2k. Una razón importante para agregar réplicas de las corridas en el centro del
diseño es que los puntos centrales no afectan las estimaciones usuales de los
efectos en un diseño 2k. [42]. De acuerdo a esto, se decidió realizar el diseño
aleatorizado con 3 puntos centrales.
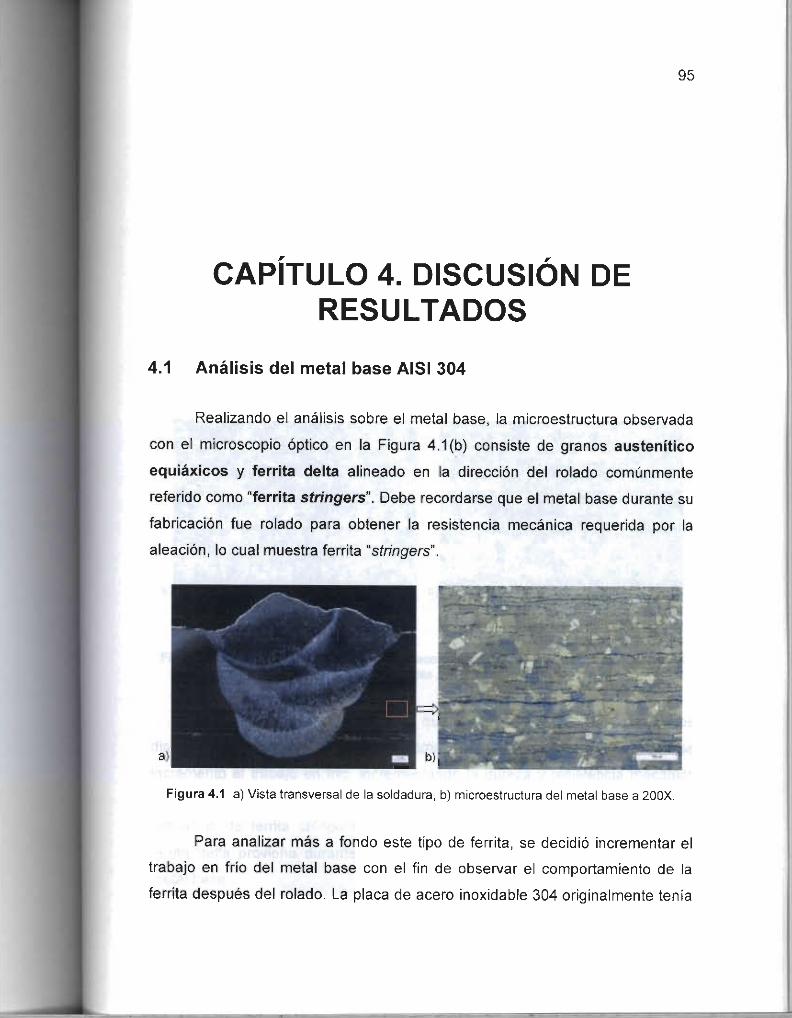
CAPITULO 4. DISCUSIÓN DERESULTADOS
4.1 Análisis del metal base AISI 304
95
Realizando el análisis sobre el metal base, la microestructura observada
con el microscopio óptico en la Figura 4.1(b) consiste de granos austenítico
equiáxicos y ferrita delta alineado en la dirección del rolado comúnmente
referido como "ferrita stringers". Debe recordarse que el metal base durante su
fabricación fue rolado para obtener la resistencia mecánica requerida por la
aleación, lo cual muestra ferrita "stringers".
Figura 4.1 a) Vista transversal de la soldadura, b) microestructura del metal base a 200X.
Para analizar más a fondo este tipo de ferrita, se decidió incrementar el
trabajo en frío del metal base con el fin de observar el comportamiento de la
ferrita después del rolado. La placa de acero inoxidable 304 originalmente tenía

96
un espesor de 6.27 mm, nuevamente fue rolado en frío para disminuir aún más
su espesor hasta 2.50 mm. Esto se realizó en 24 pasos del rolado. La
disminución de espesor se muestra en la Tabla 4.1, como se puede observar
los espesores fueron medidos a cada 6 pasos del rolado en frío.
Tabla 4.1 Resultados de los espesores del laminoy porcentaje de reducción
Pasos derolado Espesor (mm) Reducción en (%) on.gi u(cm)
Placa original
6 pasos
12 pasos
18 pasos
24 Pasos
6.27
5.48
2.50
Ferrita stringers Granos austeníticos
0.00
12.60
28.23
42.58
60.13
23.50
56.00
Ferrita stringers Granos austeníticos
Figura 4.2 a) Microestructurade la placa de acero AISI 304. b) microestructura del despuésdel proceso de rolado. Ambas con un aumento de 200X.
En la Figura 4.2(b) se observa que los granos austeníticos equiáxicos
disminuyeron y la líneas de ferrita "stringers" aumentaron debido a que se
incrementó el trabajo en frío, incrementando la dureza y resistencia mecánica
por el proceso de rolado de los 24 pasos. Con esto se comprueba que la
formación de ferrita stringers proviene del proceso del rolado en cambio la
ferrita delta proviene durante la solidificación del proceso de fabricación del
metal base.

97
La ferrita resulta de la segregación de los elementos promotores de
ferrita (Particularmente el cromo) durante la solidificación y el proceso termo-
mecánico (Rolado). La presencia de ferrita en la microestructura reduce la
ductilidad y potencialmente la tenacidad de los aceros inoxidables austeníticos.
4.2 Análisis en la zona afectada por el calor
El comportamiento de la microestructura en todas las soldaduras que se
realizaron durante las pruebas fue muy similar en las fases presentes. Para la
explicación de la evolución de la microestructura se ocupó la soldadura número
cinco la cual se muestra en la
Figura 4.3.

98
Figura 4.3 Vista de la soldadura transversal de la muestra número 5.
4.2.1 Recristalización y crecimiento de grano.
Después de haber realizado las soldadura, en la
Zona
1
Zana
2
Figura 4.4 se muestra la zona afectada por el calor, la ferrita stringers
disminuyó considerablemente debido al aumento de calor, el cual hace que
difunda y se vaya a los límites de grano quedan solo como ferrita delta. En la
misma metalografía se puede apreciar dos zonas las cuales se describen a
continuación
Zona 1. Crecimiento significativo de los granos austenítico equiáxicos y
difusión de la ferrita "stringers" debido a los ciclos de calentamiento que ocurrió
más cerca de la soldadura.
Zona 2. Disminución de la ferrita "stringers" debido a los ciclos de
calentamiento que ocurrió más lejos de la soldadura.
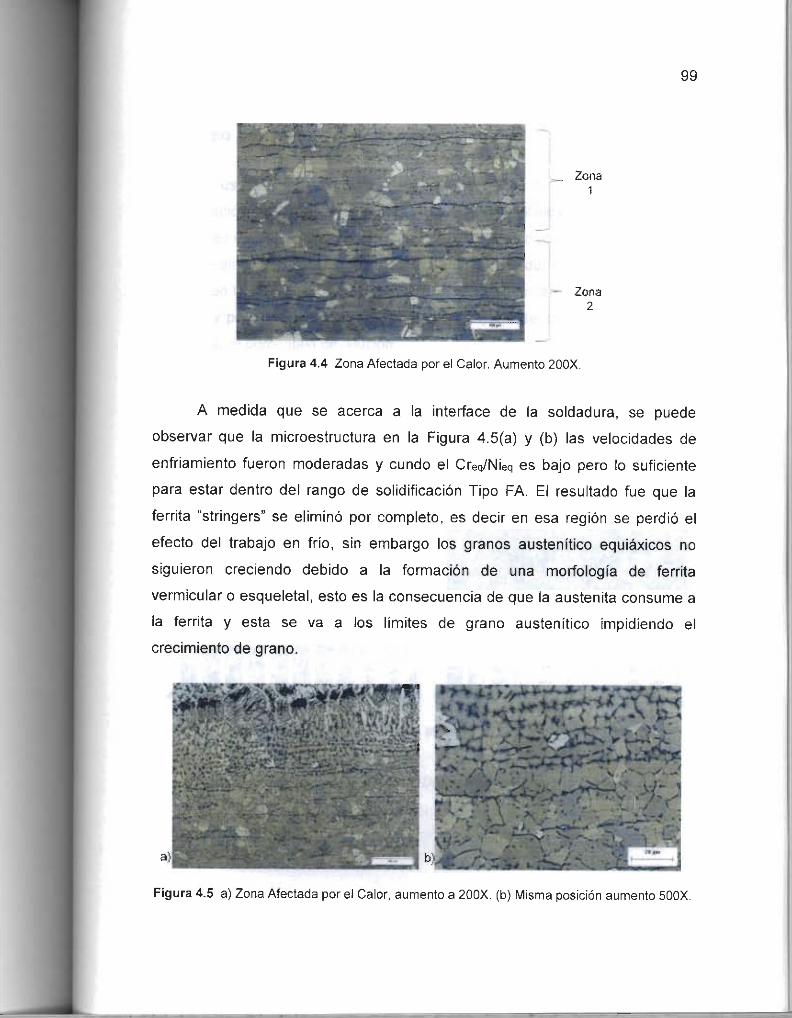
99
Zona
Zona
2
Figura 4.4 Zona Afectada por el Calor. Aumento 200X.
A medida que se acerca a la interface de la soldadura, se puede
observar que la microestructura en la Figura 4.5(a) y (b) las velocidades de
enfriamiento fueron moderadas y cundo el Creq/Nieq es bajo pero lo suficiente
para estar dentro del rango de solidificación Tipo FA. El resultado fue que la
ferrita "stringers" se eliminó por completo, es decir en esa región se perdió el
efecto del trabajo en frío, sin embargo los granos austenítico equiáxicos no
siguieron creciendo debido a la formación de una morfología de ferrita
vermicular o esqueletal, esto es la consecuencia de que la austenita consume a
la ferrita y esta se va a los límites de grano austenítico impidiendo el
crecimiento de grano.
Figura 4.5 a) Zona Afectada por el Calor, aumento a 200X. (b) Misma posición aumento 500X.

100
4.3 Uso del diagramas predictivos
El uso de los diagramas predictivo fue con la intención de poder
determinación del tipo de solidificación y la susceptibilidad al agrietamiento.
Para poder estimar el tipo de solidificación que se produce en la soldadura, se
calculó realizando una soldadura sobre la superficie del metal base como se
muestra en la Figura 4.6. Posteriormente se dimensiono la soldadura, el área de
refuerzo y penetración de la soldadura con la ayuda de un estereoscopio para
determinar el porcentaje de dilución.
Una vez teniendo las dimensiones de la soldadura, se realizó la medición
de las áreas de refuerzo y penetración de la soldadura con el estereoscopio.
Para calcular el porcentaje de dilución, se utilizó la Ecuación 3, donde A es el
área de penetración y B el área del refuerzo de soldadura como se muestra en
la Figura 4.6b, los resultados obtenidos se presentan en la Tabla 4.2.
Figura 4.6 Medición de la dilución en soldadura, a) Longitud, b) Área.
Ecuación 3: Dilución = x 100%A+B

101
Tabla 4.2 Resultado del dimensionamiento de la soldadura y cálculo de la dilución
Amperaje
(A)
120
Calor de
entrada
(KJ/cm)
10.05
Área A
(mm2)Área B Dilución
(mm2) (%)
16615.33 3102.22 15.73
Ancho de la Altura de
soldadura
(mm)
8.62
la corona
(mm)
2.79
Penetración
(mm)
0.63
Una vez realizado la medición de la dilución se calculó el cromo y níquel
equivalente del metal base y el metal de aporte en base a la composición
química siguiendo las fórmulas de la Ecuación 4 y Ecuación 5 del diagrama
WRC-1992 (Figura 2.33) para determinar un aproximado del número de ferrita
en la soldadura y el tipo de solidificación, y así poder conocer la relación de la
susceptibilidad al agrietamiento por solidificación en la soldadura.
Ecuación 4:
Ecuación 5:
Nieq = Ni + 35C + 20A/ + 0.25Cu
Creq = Cr + Mo + 0.7Nb
Fuente de las fórmulas: Diagrama WRC-1992. De Kotecki y Siewert et al [28].
Tabla 4.3 Resultados del Cr y Ni equivalente.
Metal base
Electrodo
Cre
19
29.3
Ni eq
13.8
13.6
Creq/Nieq
1.38
2.15
En la Tabla 4.3 se muestran los resultados del cálculo y en la Figura 4.7
se representa los valores del Creq/Nieq. La susceptibilidad al agrietamiento en la
soldadura será mucho menor que en el metal base y esto es debido al elevado
contenido Creq/Nieq que tiene la soldadura. La predicción de la microestructura
en la soldadura será completamente ferrítica.

Aceros inoxidables
Austeníticos • •
A AF FA F
o
c• i - Acero 304
§2CM•c
I
-Electrodo £312-16
m
X!
15Sa•DVI
Ó?
•
1.0 1.5 2.0 2.5
CWNLn~WRC 1992
102
Figura 4.7 Representación de la susceptibilidad al agrietamientode solidificación en lasoldadura de acuerdo al Creq/Nieq [13],
Como se puede observar en la Figura 4.8 las líneas azules representan
la proyección del Cr y Ni equivalente del acero inoxidable austenítico AISI 304,
y las líneas rojas representan la intersección del electrodo E-312-16, una vez
teniendo los dos puntos en la gráfica se unen las dos intersecciones con la línea
verde y con el porcentaje de dilución de cada soldadura se proyecta en la línea
verde para obtener un aproximado del número de ferrita que se espera en la
soldadura y el tipo de solidificación.
Tabla 4.4 Resultados del modo de solidificación y número de ferrita obtenidos en % en peso.
Espécimen
Dilución
Corriente
(A)
120
Modo de
solidificación
TipoF
Número de
ferrita
48
Los resultados se muestran en la Tabla 4.4. Para este caso el resultados
de la soldadura fue una solidificación tipo F, con un número 48 FN, esto se
debe al porcentaje elevado de Creq/Nieq el cual fue 1.38 para el metal base y
2.15 para el electrodo. Sin embargo con este tipo de solidificación se previene

103
en gran porcentaje el agrietamiento en caliente ya que el contenido de ferrita es
mayor que 3 FN en % en peso. La fase primaria que se espera en la soldadura
será ferrita.
Figura 4.8 Proyección de los resultados de Cr y Ni equivalente en el diagrama WRC-1992 [28].
4.4 Análisis de la soldadura
Hay cuatro posibles transformaciones en estado sólido y solidificación
para el metal de soldadura en aceros inoxidable austenítico, los cuales son:
Tipo A, Tipo AF, Tipo FA y Tipo F. En este caso la solidificación que se
presento fue la Tipo F como se discutió anteriormente, la microestructura es
completamente ferrítica al final de la solidificación.
En la Figura 4.9 se muestra las ubicaciones de las tomas metalográfica,
6 posiciones fueron las representativas para realizar la discusión de la evolución
y crecimiento del grano dentro de la soldadura. Realizando la identificación de
las fases desde el cordón de vista hasta el cordón de raíz se puede observar

104
cómo va cambiando la microestructura a medida que se adicionan los cordones
de soldadura. Esto se explicará más adelante.
Figura 4.9 Vista transversal de la soldadura número 5 e indicaciones de las posiciones de losanálisis metalográfico.
En altas temperaturas, el régimen de transformación reconstructivo
existe. Un cambio en la estructura de los cristales de austenita a ferrita ocurre
por un proceso reconstructivo, involucrando movimiento de átomos a través de
la interface de trasformación de austenita a ferrita. La primera fase usualmente
en formarse en los límites de granos austeníticos durante el enfriamiento debajo
de la temperatura A3 es referida como la ferrita alotriomórfica. Los núcleos de
ferrita tienen una orientación relacionada con unos de los granos austeníticos y
crecen en los granos austeníticos adyacentes con los cual estos normalmente
tiene una orientación aleatoria. A temperaturas algo más bajas la ferrita puede
iniciar la nucleación sobre las inclusiones dentro de los granos austeníticos y
esta es llamada ferrita idiomórfica. Ver representación esquemática en la Figura
4.10. [43]
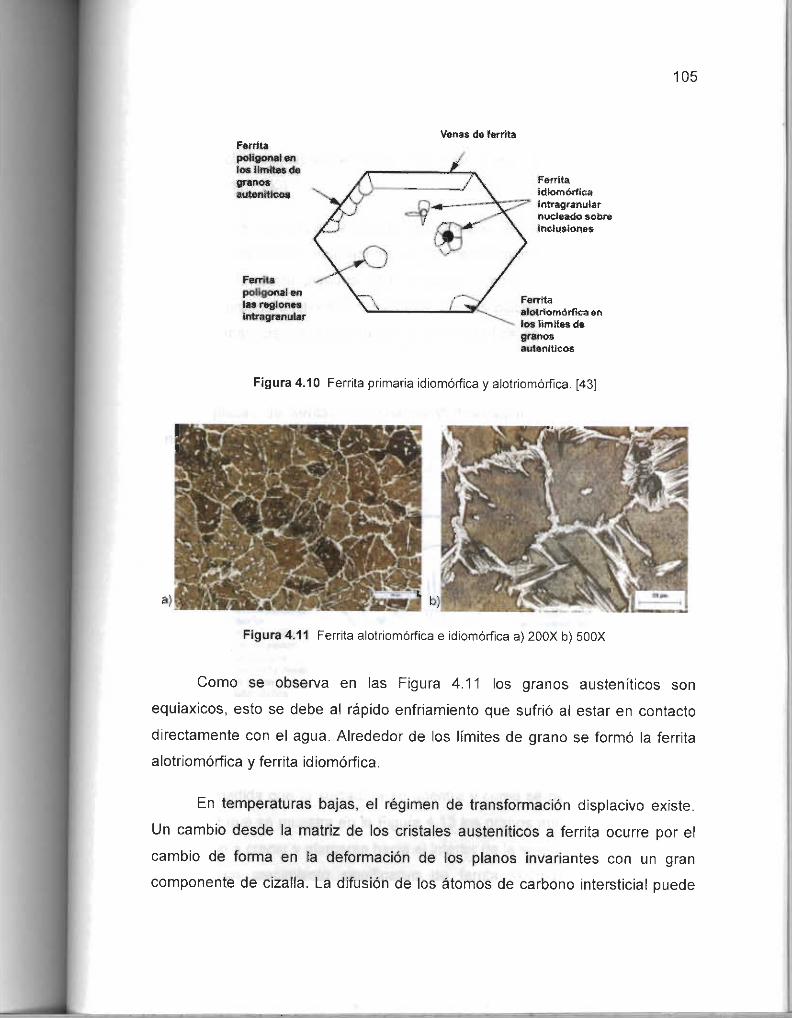
Ferrita
poligonal enlos limites de
granos
auteniticos
Ferrita
poligonal enlas regionesintragranular
105
Venas de ferrita
Ferrita
idiomórfica
intragranularnucleado sobre
inclusiones
Ferrita
alotriomórfica en
los limites de
granos
auteniticos
Figura 4.10 Ferrita primaria idiomórfica y alotriomórfica. [43]
Figura 4.11 Ferrita alotriomórfica e idiomórfica a) 200X b) 500X
Como se observa en las Figura 4.11 los granos austeníticos son
equiáxicos, esto se debe al rápido enfriamiento que sufrió al estar en contacto
directamente con el agua. Alrededor de los límites de grano se formó la ferrita
alotriomórfica y ferrita idiomórfica.
En temperaturas bajas, el régimen de transformación displacivo existe.
Un cambio desde la matriz de los cristales austeníticos a ferrita ocurre por el
cambio de forma en la deformación de los planos invariantes con un gran
componente de cizalla. La difusión de los átomos de carbono intersticial puede

106
acompañar a la transformación por cizalla. La reacción en el régimen de la
transformación displacivo tiende a ser rápida y la principal fase es la ferrita
Widmanstátten. [43]
Una característica clásica de la formación de ferrita Widmanstátten es
que puede ocurrir en relativamente bajo subenfriamiento. Característicamente,
las placas de ferrita primaria Widmanstátten crecen directamente desde los
límites de granos austeníticos, mientras que las placas de ferrita secundarias
Widmanstátten crecen desde la ferrita alotriomórfica en los límites de granos,
como se muestra esquemáticamente en la Figura 4.12. Las placas de ferritas
primarias Widmanstátten pueden también crecer desde inclusiones, mientras
que las placas de ferritas secundarias Widmanstátten pueden crecer desde
ferrita idiomórfica intergranular. [43]
Crecimiento de
Widmanstátten
secundaría desde la
ferrita aJotriomórfica
Crecimiento de
ferrita
Widmanstátten
intragranular
nucleada desde
la ferrita
idiomórfica
Ferrita Widmanstátten
primaria nucleada enlos limites de granosausteníticos
Widmanstátten
intragranularprimaría nucleadasobre inclusiones
Estructura fina
entrelazada de
ferrita acicular
Widmanstátten
nucleada sobre
inclusiones
Figura 4.12 Ferrita Widmanstátten primaria y secundaria. [43]
A medida que la soldadura se adentra y como se puede observar en la
posición 2 que se muestra en la Figura 4.13 los granos austeníticos equiáxicos
empezaron a crecer y alargarse hacia el interior de la soldadura, y se encuentra
que hay un crecimiento significativo de ferrita Widmanstátten primaria y
secundaria.

107
En la posición tres se puede observar que los granos austeníticos
siguieron alargándose hasta hacer contacto con el cordón anterior el cual tenía
una microestructura similar a la posición uno que eran granos austeníticos
equiáxicos con ferrita alotriomórfica e idiomórfica, pero una vez que el cordón
hizo contacto con esta microestructura la ferrita tanto idiomórfica y
Widmanstátten primaria crecieron hasta saturar el grano como se puede
observaren la Figura 4.14. Esto se debe que a que se calentó el cordón anterior
por encima de la temperatura de crecimiento de la ferrita, y ya que esta requiere
de suficiente tiempo para seguir creciendo hasta saturar el grano austenítico.
Figura 4.13 Posición 2. Crecimiento de los granos austeníticos y alargamiento a y c) 100X, c yd) 200X

108
Figura 4.14 Posición número 3. Crecimiento de la ferrita idiomórfica y Widmanstátten primariaen los granos austeníticos. a) 200X y b) 500X
La posición número cuatro se puede observar en la Figura 4.15 es similar
a la posición número tres. Solo que como la soldadura se mantuvo con mucho
mayor tiempo a una temperatura por encima de la A3 la ferrita anteriormente
mencionada siguió creciendo en los granos austenítico alargado hasta saturarlo
por completo.
a)^m
Figura 4.15 Posición número 4. Crecimiento de la fernta idiomórfica y Widmanstátten primariaen los granos austeníticos alargados hasta saturarlos, a) 200X y b) 500X

4
109
Figura 4.16 Posición número 5.Microestructura de los cordones intermedio, mismas que laposición número a y b) 200X con diferente resolución de imagen.
Figura 4.17 Posición número 6. Microestructura del cordón de raíz a) 200X b) 500X
En la Figura 4.16 se observa la posición número cinco, la cual es una
microestructura similar a la posición número 2, en la que los ciclos térmicos son
moderados y la ferrita empieza a crecer moderadamente. En la Figura 4.17 se
muestra la microestructura que se presenta en el cordón de raíz, el cual
interactúa directamente con el metal base de la placa de refuerzo, mismo
material que el metal base, como se puede observar hay un crecimiento de
granos equiáxicos con ferrita alotriomórfica en los límite de grano y ferrita
idiomórfica saturando el grano austenítico, sin embargo la ferrita Widmanstátten
está compitiendo con la ferrita idiomórfica durante el crecimiento.

110
4.5 Microdureza
La prueba de dureza determina la resistencia de un material para la
penetración en la superficie. Para la evaluación de la microdureza se realizó un
perfil de 16 indentaciones espaciadas a 1mm cada una de ella centradas a la
mitad del espesor, aplicando una carga de 500 gramos por 10 segundos. El
perfil se muestra en la Figura 4.18 indicado con flechas rojas.
4r
- üfTFigura 4.18 Perfil de microdureza Dureza Vicker (HV) realizado en todas las pruebas
Las gráficas del perfil de microdureza se muestran en la Figura 4.19, se
observa una mayor dureza en la soldadura que en el metal base, y esto se debe
al mayor contenido de carbono en la soldadura. También se observó que a
medida que se incrementa el amperaje en la soldadura, los valores de dureza
aumentaron en la zona afectada por el calor, debido a que a mayor amperaje
ocurre mayor difusión de carbono en la interface de la soldadura al metal base
elevando las propiedades mecánicas.
.

350.0
300.0
250.0
200.0
150.0
100.0
50.0
0.0
• •
GRÁFICA DE MICRODUREZA HV
Seriesl
Series5
Series2
Series6
Series3 X Series4
Series7
?w N^~-• A
TÉf^\)'2¿>?*^'"^•
12 3 4 5 6 7 9 10 11 12 13 14 15 16
111
Figura 4.19 Gráfica de microdureza
Los resultados promedio del incremento de la dureza en la soldadura se
observan en la Figura 4.20, esta gráfica representa la suma de todos los valores
de dureza obtenidos en las 7 pruebas que se realizaron, identificada por cada
uno de los colores.
2500
Incremento de la microdureza HV en la
soldadura
12 3 4 5 6 7 9 10 11 12 13 14 15 16
ISoldadura 1 • Soldadura 2 « Soldadura 3 • Soldadura 4
í Soldadura 5 Soldadura 6 • Soldadura 7
Figura 4.20 Representación del incremento en la microdureza en la soldadura

112
4.5.1 Relación de las fases con microdureza HV
Para determinar la relación de la microdureza con las fases presentes se
realizaron mediciones puntuales en 9 ubicaciones diferentes tomando 2 de cada
una de ellas y promediándolos. La Figura 4.21 muestra las indentaciones sobre
cada una de las diferentes fases, las flechas rojas indican el número de
indentación.
Figura 4.21 Ubicación de las mediciones de microdureza a 5X
Los resultados de las indentaciones se muestran en la Figura 4.22. En
los primero tres puntos de la Figura 4.23 donde los granos austeníticos son
equiáxicos con ferrita alotriomórfica en los límites de granos, los resultados de
dureza aumentan linealmente conforme los granos van creciendo y
alargándose. El punto 4 a pesar que los granos son grandes y alargados la
dureza disminuyó, esto se debe a que empieza a tener mayor ferrita idiomórfica
en el interior del grano.

300
250
200
150
100
50
0
Relación de Micreodureza (HV) con las fases
izr™ 265"~#—-—*_____-239 232J^^^^^-^^
189.5 2°8 197.5
1 2 3 4 5 6 7 8 9
Figura 4.22 Gráfica de la relación de microdureza (HV) con las fases
113
Figura 4.23 Ubicación de las mediciones de microdureza a 50X (Identificadas del 1 al 9)
114
En los puntos 5, 6 y 7 las microdureza disminuye considerablemente casi
linealmente a medida que los granos austeníticos se van saturando de ferrita
idiomórfica y Widmanstátten como se explicó anteriormente en el inciso 4.4
Análisis de la soldadura, esto se puede apreciar visualmente en los puntos
correspondientes que se muestran en la Figura 4.23 cómo la ferrita va
saturando el grano austenítico.
Por último los puntos 8 y 9 que se muestran en la Figura 4.21 son las
mediciones tomadas en la interface de la soldadura y el metal base. El punto 8
aumentó la dureza debido a que disminuyó la cantidad de ferrita en el interior
del grano, la dureza en el punto 9 disminuye en relación a los demás puntos del
metal base debido a los ciclos térmicos en la zona afectada por el calor, de
acuerdo a lo que se discutió anteriormente en el inciso 4.2 relativo al análisis de
la zona afectada por el calor.
4.6 Resultados del diseño de experimentos
Se realizaron un total de 7 muestras con diferentes combinaciones de
corriente y velocidad de avance de la soldadura, y las propiedades de
resistencia a la tensión fueron medidas para todos los casos.
4.6.1 Análisis de los resultados de pruebas de tensión
Los resultados de la prueba de tensión, el efecto de la corriente del arco
y la velocidad de avance en la soldadura sobre las propiedades de tensión se
muestra en la Tabla 4.5.

115
Tabla 4.5 Resultados de prueba de tensión
Orden
corrida
Orden
Estad.
Codificados
CA VA
Original
CA VAEspesor
(mm)Ancho
(mm)
Resultados
Área Cargamm2 Max.(kgf)
Esfuerzo
Max. (Kpsi)
3 1 -1 -1 120 14 5.99 19.11 114.47 7 280 90.456
2 2 1 -1 160 14 6.26 19.20 120.19 7 760 91.828
4 3 -1 1 120 20 5.58 18.97 105.85 6 620 88.950
1 4 1 1 160 20 6.12 18.97 116.10 7 290 89.310
7 5 0 0 140 17 6.20 19.05 118.11 7 600 91.520
5 6 0 0 140 17 6.20 19.12 118.54 7 570 90.825
6 7 0 0 140 17 5.94 19.00 112.86 7 240 91.241
Las combinaciones de las pruebas de tensión se ilustran gráficamente en
la Figura 4.24. "A" se refiere al efecto del factor Corriente del arco, "B" al efecto
del factor Velocidad de avance, y "AB" a la interacción de Corriente del arco
contra Velocidad de avance. En el diseño 22 los niveles bajo y alto de A y B se
denotan por - y + respectivamente, en los ejes A y B. Por lo tanto, (-) en el eje
A representa el nivel bajo de la corriente del arco (120A), mientras que (+)
representa el nivel alto (160A), y (-) en el eje B representa el nivel bajo de la
velocidad de avance (14cm/min), mientras que (+) denota el nivel alto (20
cm/min). Por convención, se usa (1) para denotar que ambos factores están en
el nivel bajo.
• """•
Figura 4.24 Gráfica de cubo (Media ajustada) para la resistencia a la tensión.

116
La gráfica de cubo mostrada en la Figura 4.24 indica que la combinación de
Corriente del arco alta y velocidad de avance baja genera una mayor resistencia
a la tensión. Además, se puede observar que usando los puntos centrales de
Corriente del arco y velocidad de avance, se obtiene una resistencia intermedia
de todos los puntos.
En un diseño factorial con dos niveles, el efecto de un factor puede
definirse como el cambio en la respuesta producido por un cambio en el nivel
del factor con respecto a los niveles de los otros factores. Asimismo, los
símbolos (1), a, b y ab representan los valores de las combinaciones en los
resultados de prueba de tensión, como se ilustra en la Figura 4.24. Para
calcular los efectos principales de A, B y AB se realizaron las siguientes
operaciones.
l iA = —— [ab + a-b- (1)] = —— [89.310 + 91.828 - 88.950 - 90.456] = 0.866
¿(ti) ¿(lj
1 1B= Tf-? [ab + b-a- (1)] = —— [89.310 + 88.950 - 91.828 - 90.456] = -2.012
1 1AB = —— [ab + (l)-a-b]= —— [89.310 + 90.456 - 91.828 - 88.950] = -0.506
El efecto de A (La corriente del arco) es positivo, esto indica que al
incrementar la corriente del arco del nivel bajo (120A) al nivel alto (160A) la
resistencia a la tensión incrementara. El efecto de B (La velocidad de avance)
es negativo, esto sugiere que al incrementar la velocidad de avance del nivel
bajo (14 cm/min) al nivel alto (20 cm/min) se reducirá la resistencia a la tensión,
observe que el valor del efecto B es mucho más alto con respecto al valor del
efecto A, por lo cual esto significa que la velocidad de avance es más
significativa en las propiedades de tensión. En la Figura 4.25 se puede aprecia
la gráfica de los efectos principales.

9U
Gráfica de efectos principales para TensiónMedias ajustadas
CA VA " :; :•
—B— CaMr»• •
9U \
f
.a
:_^r_ __\__SáS \BS.O
\tíO ttO JtO « t 20
117
Figura 4.25 Gráfica de efectos principales par la corriente del arco (CA) y Velocidad de avancede la soldadura (VA).
Los valores de resistencia más grandes fueron obtenidos con las
condiciones de 160A y 14 cm/min mientras que los valores más bajos fueron
obtenidos con 120A y 20 cm/min. La resistencia a la tensión incrementa con el
incremento en la corriente del arco, sin embargo al incremento de la velocidad
de avance las propiedades de tensión disminuyen considerablemente como se
puede observar en la Figura 4.25.
El efecto de la interacción es menor en comparación con los dos efectos
principales. En la Figura 4.26 se muestra la gráfica de interacción para tensión.
Como se puede observar en la Figura 4.26 la interacción de los efectos
no tiene relación, ya que como se mencionó anteriormente las propiedades de
tensión son más afecta con el cambio individual de las variables.
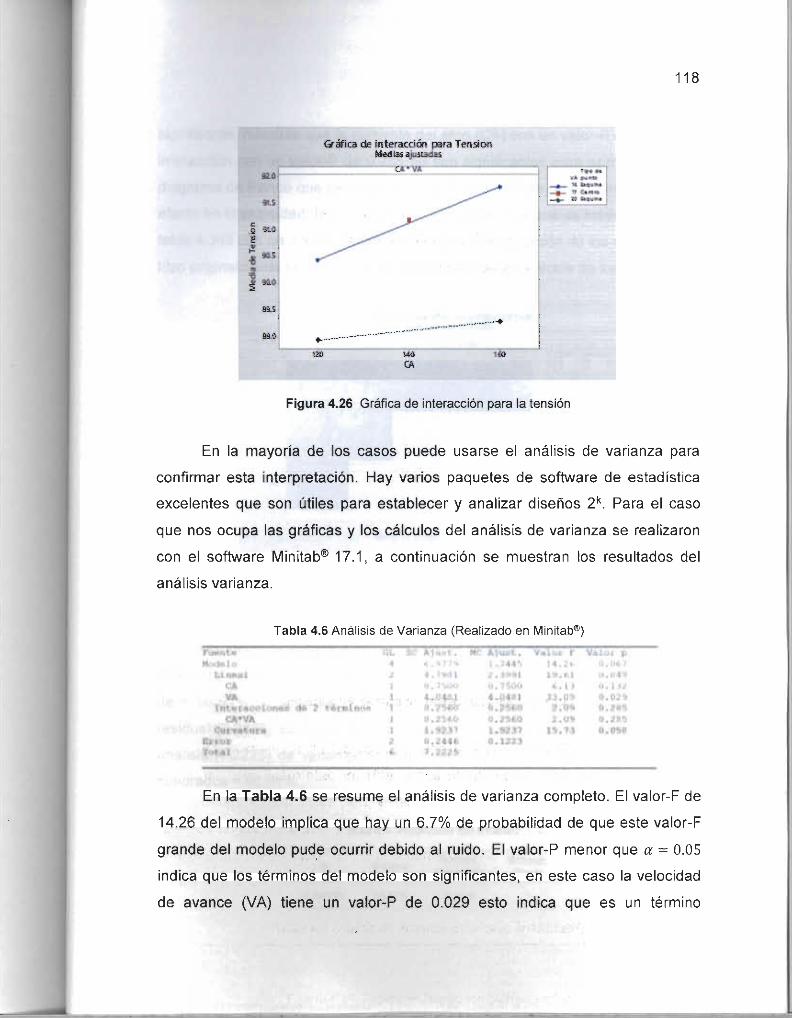
Gráfica de interacción para TensiónMedias ajustadas
920
915
1 910e
5-ig sao
8S.S
99.0
CA' Y* - t: :.
.'.«, r . - ::
f, M k(iM
♦-•—-""
120 140 1«0
CA
118
Figura 4.26 Gráfica de interacción para la tensión
En la mayoría de los casos puede usarse el análisis de varianza para
confirmar esta interpretación. Hay varios paquetes de software de estadística
excelentes que son útiles para establecer y analizar diseños 2k. Para el caso
que nos ocupa las gráficas y los cálculos del análisis de varianza se realizaron
con el software Minitab® 17.1, a continuación se muestran los resultados del
análisis varianza.
Tabla 4.6 Análisis de Varianza (Realizado en Minitab®)
I
•» M4Í.
! •
4
|4fi• .
En la Tabla 4.6 se resume el análisis de varianza completo. El valor-F de
14.26 del modelo implica que hay un 6.7% de probabilidad de que este valor-F
grande del modelo pude ocurrir debido al ruido. El valor-P menor que a = 0.05
indica que los términos del modelo son significantes, en este caso la velocidad
de avance (VA) tiene un valor-P de 0.029 esto indica que es un término
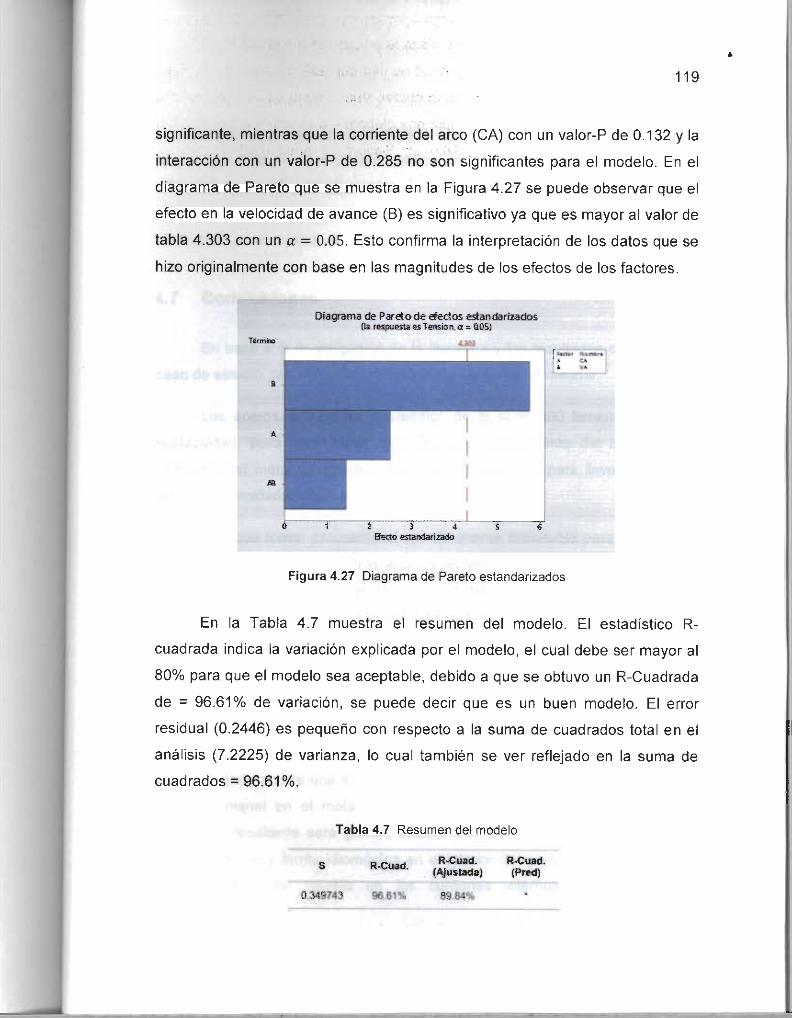
119
significante, mientras que la corriente del arco (CA) con un valor-P de 0.132 y la
interacción con un valor-P de 0.285 no son significantes para el modelo. En el
diagrama de Pareto que se muestra en la Figura 4.27 se puede observar que el
efecto en la velocidad de avance (B) es significativo ya que es mayor al valor de
tabla 4.303 con un a = 0.05. Esto confirma la interpretación de los datos que se
hizo originalmente con base en las magnitudes de los efectos de los factores.
de Pareto de efectos estandarizados(la respuesta es Tensión, a = 005}
Tcrtnho
2 3 4
Efecto estandarizado
:«::= -•,:-;••
Figura 4.27 Diagrama de Pareto estandarizados
En la Tabla 4.7 muestra el resumen del modelo. El estadístico R-
cuadrada indica la variación explicada por el modelo, el cual debe ser mayor al
80% para que el modelo sea aceptable, debido a que se obtuvo un R-Cuadrada
de = 96.61% de variación, se puede decir que es un buen modelo. El error
residual (0.2446) es pequeño con respecto a la suma de cuadrados total en el
análisis (7.2225) de varianza, lo cual también se ver reflejado en la suma de
cuadrados = 96.61%.
Tabla 4.7 Resumen del modelo
R-Cuad. R-Cuad.s
348743
R-Cuad.(Ajustada)
89 84%
(Pred)

120
Además, el estadístico R-Cuadrada (ajustada) es de 89.84% también es
mayor que 80%, lo que también indica un buen ajuste. Se observa que la
diferencia entre R2 y R2 (Ajustada) no es mayor al 10%, lo que indica que las
variables independientes que se están considerando en el modelo son las
adecuadas para explicar el comportamiento de resistencia a la tensión.
4.7 Conclusiones
En base a la investigación de la literatura y los resultados obtenidos del
caso de estudio, las siguientes conclusiones se pudieron resumir.
Los aceros inoxidables austenítico de la serie 300 tienen muy buena
soldabilidad, pero para lograr esto depende ampliamente del cuidado y la
selección del metal de aporte y metal base adecuado para llevar a cabo un
proceso de soldadura bajo el agua.
Hay que tomar en cuenta el tipo de aceros inoxidable para someterlo a
los ambientes húmedos, ya que algunos acero inoxidable austeníticos al estar
en contacto con agua salada ocurre un fenómeno de agrietamiento por
corrosión bajo tensión" (Stress corrosión cracking) debido a la sensibilización de
material.
Para evitar el agrietamiento de solidificación en los aceros inoxidables
austeníticos, hay que procurar seleccionar un metal de aporte el cual
proporciona una solidificación tipo FA con un porcentaje de ferrita de 3 a 20 FN.
Cuando ocurre una solidificación tipo F, debido al elevado contenido de
cromo y níquel en el metal de aporte, y una solidificación muy rápida, la
estructura resultante será granos austeníticos con ferrita alotriomórfica en el
límite de grano y ferrita idiomórfica en el interior del grano, resultando en una
mejor dureza. En cambio en los cordones internos donde ocurre un

121
recalentamiento debido a los paso subsecuente la estructura resultante será
grano austenítico saturado de ferrita y como resultado una disminución de la
dureza.
En el caso de estudio donde se investigó la relación de las variables con
respecto a la tensión, se concluye que el incremento en la corriente del arco
aumenta la resistencia a la tensión, sin embargo el incremento en la velocidad
de avance causa una disminución significante en la resistencia a la tensión.
Para tener buenos resultados de tensión al realizar soldadura con aceros
inoxidables austeníticos bajo el agua es recomendable realzar la soldadura con
el parámetro de corriente del arco en nivel alto y velocidad de avance en niveles
bajos.


















