Clase 03 Ing. Metodos
32
30/08/2015 1 Ing. Enrique M. Avendaño Delgado [email protected] INGENIERÍA DE MÉTODOS Técnicas para el desarrollo de Métodos de Trabajo Ing. Enrique Avendaño Delgado MÉTODO DE TRABAJO Procedimiento de sucesos o movimientos efectuados para realizar una operación. • Sucesión de procesos y operaciones • Conjunto de instalaciones, maquinaria, equipo, herramientas, movimientos y actividades involucrados en un proceso de transformación..
description
ingenieria de metodos
Transcript of Clase 03 Ing. Metodos
30/08/2015
1
Ing. Enrique M. Avendaño [email protected]
INGENIERÍA DE MÉTODOSTécnicas para el desarrollo
de Métodos de Trabajo
Ing. Enrique Avendaño Delgado
MÉTODO DE TRABAJO
Procedimiento de sucesos o
movimientos efectuados para realizar
una operación.
• Sucesión de procesos y operaciones
• Conjunto de instalaciones, maquinaria, equipo, herramientas, movimientos y actividades involucrados en un proceso de transformación..
30/08/2015
2
Ing. Enrique Avendaño Delgado
ESTACIÓN DE TRABAJO
• Área o sección de un centro de producción donde un trabajador realiza la tarea asignada..
Incluye espacio para la persona, maquinas, herramientas, materia prima, productos, etc.
Una estación de trabajo puede estar formada por una o mas máquinas y uno o mas operarios..
Ing. Enrique Avendaño Delgado
PROCESOS DE
PRODUCCIÓN

30/08/2015
3
Ing. Enrique Avendaño Delgado
Proceso de Producción de Café
Ing. Enrique Avendaño Delgado
Proceso de Producción de Café
1- Recepción y Almacenamiento de la materia prima:Se reciben en el almacén de materia prima los granos verdes de los distintos proveedores de café. 2- Análisis de la calidad del café:Seguidamente se realiza el examen olfativo, visual, y se clasifica el café según la calidad de acuerdo a la Norma Covenin correspondiente. Pasa a la formación de lotes de 250 sacos dependiendo de la calidad y la humedad del café. 3- Limpieza de los Granos de café verde: Se transporta desde el almacén una calidad especifica para ser transportado hasta la maquina limpiadora la cual tiene como objetivo extraer las partículas extrañas al café (piedras, palillos, etc). 4- Torrefacción:Los granos de café son sometidos a un proceso a base de aire caliente. Dependiendo de la maquinaria utilizada. 5- Molienda:Los granos son transportados hasta los silos de almacenamiento de café tostado (Luego del proceso de tostado los granos deben tener un reposo). los molinos que se basan en la trituración de los granos tostados en partículas mas pequeñas.6- Empaquetado:El café molido es transportado hacia el tanque de café molido y se distribuye hasta las tolvas de las diferentes maquinas empaquetadoras. 7- Almacenamiento:El departamento cuenta con un registro computarizado para conocer el STOCK que entra y sale desde el almacén hasta la comercialización.

30/08/2015
4
Ing. Enrique Avendaño Delgado
PROCESOS MECÁNICOS
La M.P. sufre una serie de cambios mecánicos en el proceso.
• Moldeo
• Forjado
• Laminado
• Cortes
• Doblado
• Cepillado
• Lijado
Ing. Enrique Avendaño Delgado
PROCESOS QUÍMICOS
La M.P. sufre una serie de cambios químicos en el proceso.
• Ind. Química
• Petróleo
• Siderúrgica
• Ind. Farmaceútica
• Alimentos

30/08/2015
5
Ing. Enrique Avendaño Delgado
PROCESOS DE ENSAMBLAJE
La M.P. pasa por una serie de acoplamientos para formar parte de un producto
• Soldadura
• Remachado
• Engrapado
• Atornillado
• Pegado
• Ind. Automotriz• Muebles• Electrónica
Ing. Enrique Avendaño Delgado
PROCESOS DE TRANSPORTE
La pieza o M.P. es movida de su lugar.
• Como parte del proceso productivo
• Puede ser manual, automático ó semiautomático
• Realizado por el trabajador o con una maquina.
30/08/2015
6
Ing. Enrique Avendaño Delgado
PROCESOS DE TRANSFORMACIÓN DE LA INFORMACIÓN
En las oficinas y sistemas de información, ésta pasa por un proceso de transformación
• Trámites• Noticias• Ordenes de producción• Facturas• Documentos internos y
externos• Informes
Ing. Enrique Avendaño Delgado
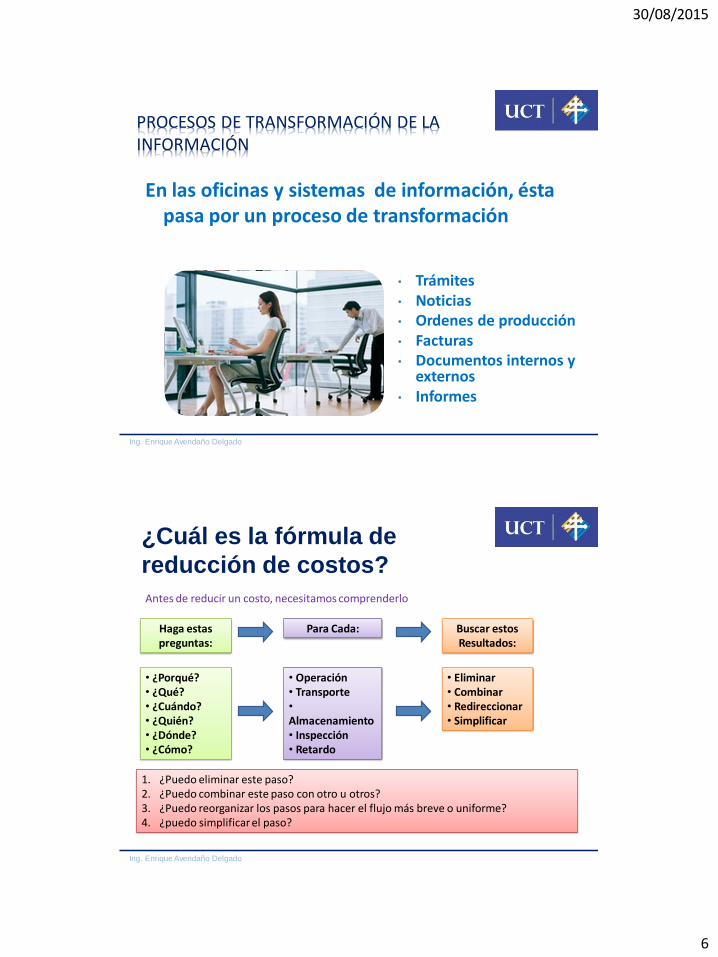
¿Cuál es la fórmula de
reducción de costos?
Antes de reducir un costo, necesitamos comprenderlo
Haga estas preguntas:
• ¿Porqué?• ¿Qué?• ¿Cuándo?• ¿Quién?• ¿Dónde?• ¿Cómo?
Para Cada:
• Operación• Transporte•
Almacenamiento• Inspección• Retardo
Buscar estosResultados:
• Eliminar• Combinar• Redireccionar• Simplificar
1. ¿Puedo eliminar este paso?2. ¿Puedo combinar este paso con otro u otros?3. ¿Puedo reorganizar los pasos para hacer el flujo más breve o uniforme?4. ¿puedo simplificar el paso?
30/08/2015
7
Ing. Enrique Avendaño Delgado
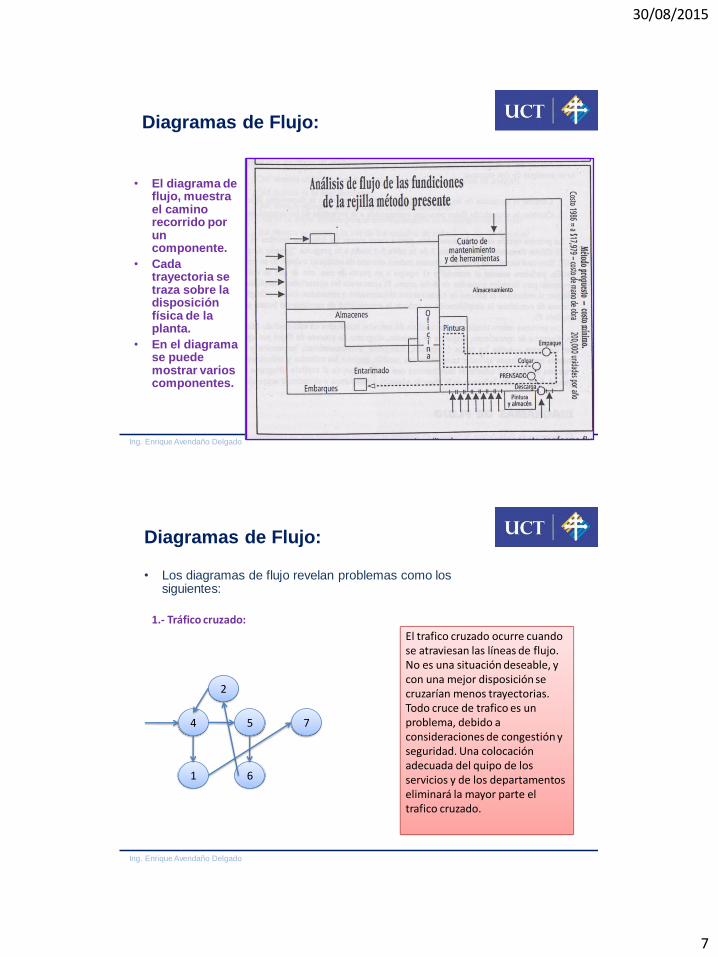
Diagramas de Flujo:
• El diagrama de flujo, muestra el camino recorrido por un componente.
• Cada trayectoria se traza sobre la disposición física de la planta.
• En el diagrama se puede mostrar varios componentes.
Ing. Enrique Avendaño Delgado
• Los diagramas de flujo revelan problemas como los siguientes:
Diagramas de Flujo:
1.- Tráfico cruzado:
El trafico cruzado ocurre cuando se atraviesan las líneas de flujo. No es una situación deseable, y con una mejor disposición se cruzarían menos trayectorias. Todo cruce de trafico es un problema, debido a consideraciones de congestión y seguridad. Una colocación adecuada del quipo de los servicios y de los departamentos eliminará la mayor parte el trafico cruzado.
4
1
5
6
2
7
30/08/2015
8
Ing. Enrique Avendaño Delgado
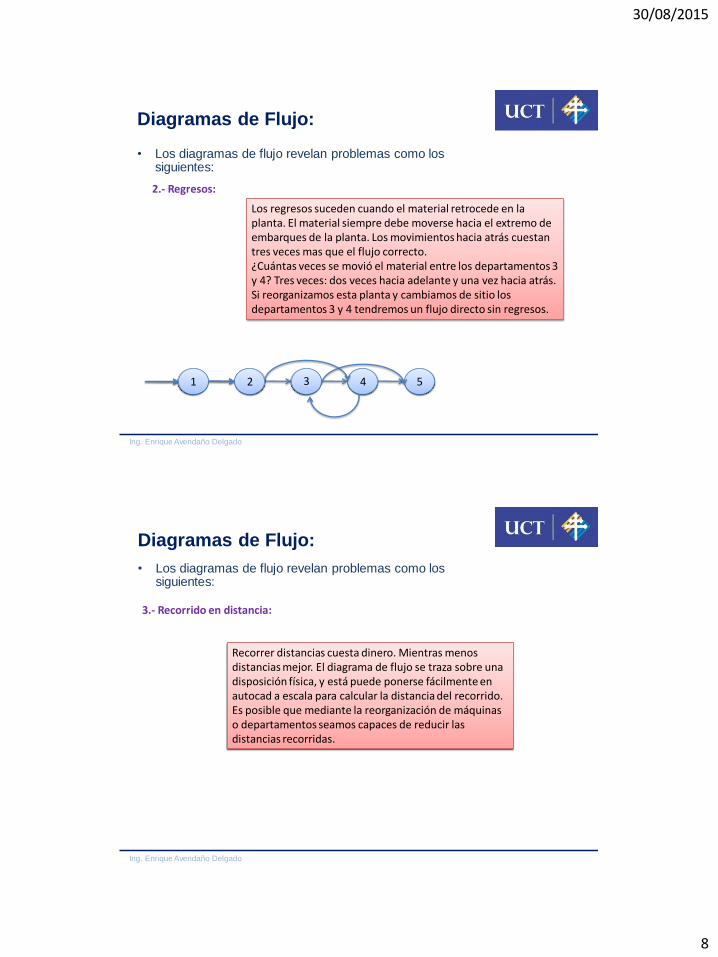
• Los diagramas de flujo revelan problemas como los siguientes:
Diagramas de Flujo:
2.- Regresos:
Los regresos suceden cuando el material retrocede en la planta. El material siempre debe moverse hacia el extremo de embarques de la planta. Los movimientos hacia atrás cuestan tres veces mas que el flujo correcto. ¿Cuántas veces se movió el material entre los departamentos 3 y 4? Tres veces: dos veces hacia adelante y una vez hacia atrás. Si reorganizamos esta planta y cambiamos de sitio los departamentos 3 y 4 tendremos un flujo directo sin regresos.
1 2 5 4 31 2 3 4 5
Ing. Enrique Avendaño Delgado
• Los diagramas de flujo revelan problemas como los siguientes:
Diagramas de Flujo:
3.- Recorrido en distancia:
Recorrer distancias cuesta dinero. Mientras menos distancias mejor. El diagrama de flujo se traza sobre una disposición física, y está puede ponerse fácilmente en autocad a escala para calcular la distancia del recorrido. Es posible que mediante la reorganización de máquinas o departamentos seamos capaces de reducir las distancias recorridas.
30/08/2015
9
Ing. Enrique Avendaño Delgado
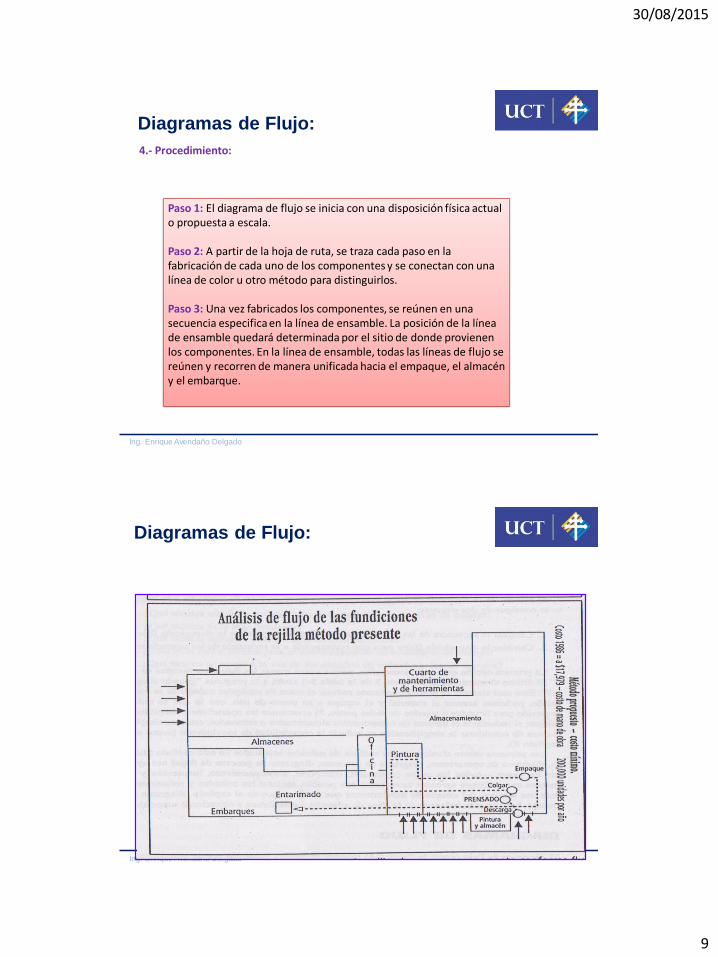
Diagramas de Flujo:
4.- Procedimiento:
Paso 1: El diagrama de flujo se inicia con una disposición física actual o propuesta a escala.
Paso 2: A partir de la hoja de ruta, se traza cada paso en la fabricación de cada uno de los componentes y se conectan con una línea de color u otro método para distinguirlos.
Paso 3: Una vez fabricados los componentes, se reúnen en una secuencia especifica en la línea de ensamble. La posición de la línea de ensamble quedará determinada por el sitio de donde provienen los componentes. En la línea de ensamble, todas las líneas de flujo se reúnen y recorren de manera unificada hacia el empaque, el almacén y el embarque.
Ing. Enrique Avendaño Delgado
Diagramas de Flujo:
30/08/2015
10
Ing. Enrique Avendaño Delgado
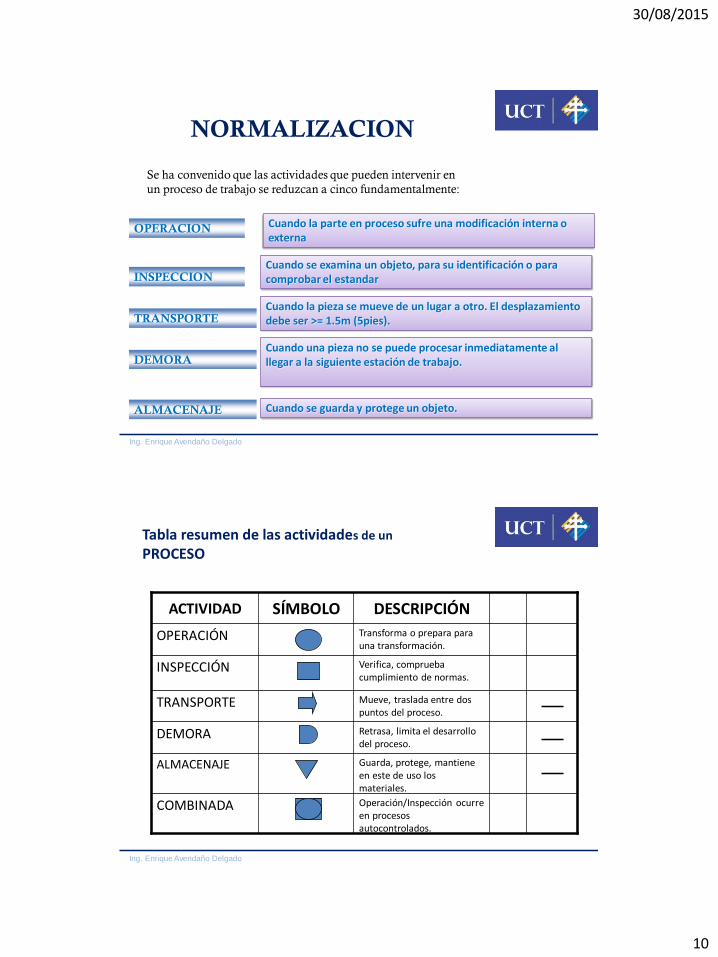
OPERACION Cuando la parte en proceso sufre una modificación interna o externa
INSPECCIONCuando se examina un objeto, para su identificación o para comprobar el estandar
TRANSPORTECuando la pieza se mueve de un lugar a otro. El desplazamiento debe ser >= 1.5m (5pies).
DEMORACuando una pieza no se puede procesar inmediatamente al llegar a la siguiente estación de trabajo.
ALMACENAJE Cuando se guarda y protege un objeto.
NORMALIZACION
Se ha convenido que las actividades que pueden intervenir en
un proceso de trabajo se reduzcan a cinco fundamentalmente:
Ing. Enrique Avendaño Delgado
Tabla resumen de las actividades de un
PROCESO
Operación/Inspección ocurre en procesos autocontrolados.
COMBINADA
Guarda, protege, mantiene en este de uso los materiales.
ALMACENAJE
Retrasa, limita el desarrollo del proceso.
DEMORA
Mueve, traslada entre dos puntos del proceso.
TRANSPORTE
Verifica, comprueba cumplimiento de normas.
INSPECCIÓN
Transforma o prepara para una transformación.
OPERACIÓN
DESCRIPCIÓNSÍMBOLOACTIVIDAD
30/08/2015
11
Ing. Enrique Avendaño Delgado
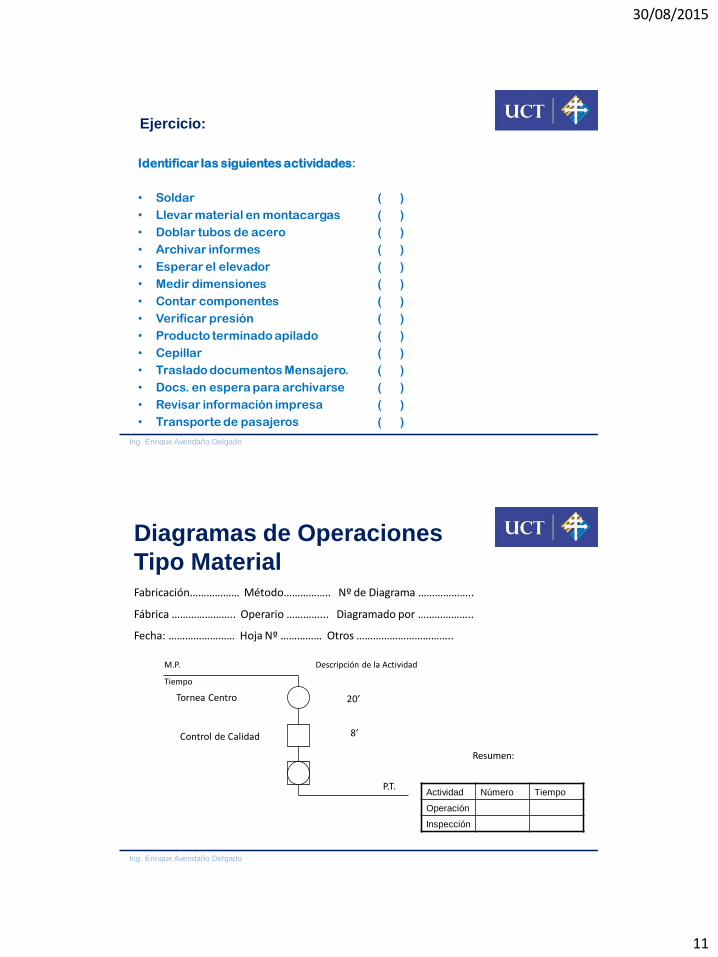
Ejercicio:
Identificar las siguientes actividades:
• Soldar ( )
• Llevar material en montacargas ( )
• Doblar tubos de acero ( )
• Archivar informes ( )
• Esperar el elevador ( )
• Medir dimensiones ( )
• Contar componentes ( )
• Verificar presión ( )
• Producto terminado apilado ( )
• Cepillar ( )
• Traslado documentos Mensajero. ( )
• Docs. en espera para archivarse ( )
• Revisar información impresa ( )
• Transporte de pasajeros ( )
Ing. Enrique Avendaño Delgado
Diagramas de Operaciones
Tipo Material
Actividad Número Tiempo
Operación
Inspección
Fabricación……………… Método…………….. Nº de Diagrama ………………..
Fábrica ………………….. Operario …………... Diagramado por ………………..
Fecha: …………………… Hoja Nº …………… Otros ……………………………..
M.P. Descripción de la Actividad
Tiempo
20’
8’
Tornea Centro
Control de Calidad
P.T.
Resumen:
30/08/2015
12
Ing. Enrique Avendaño Delgado
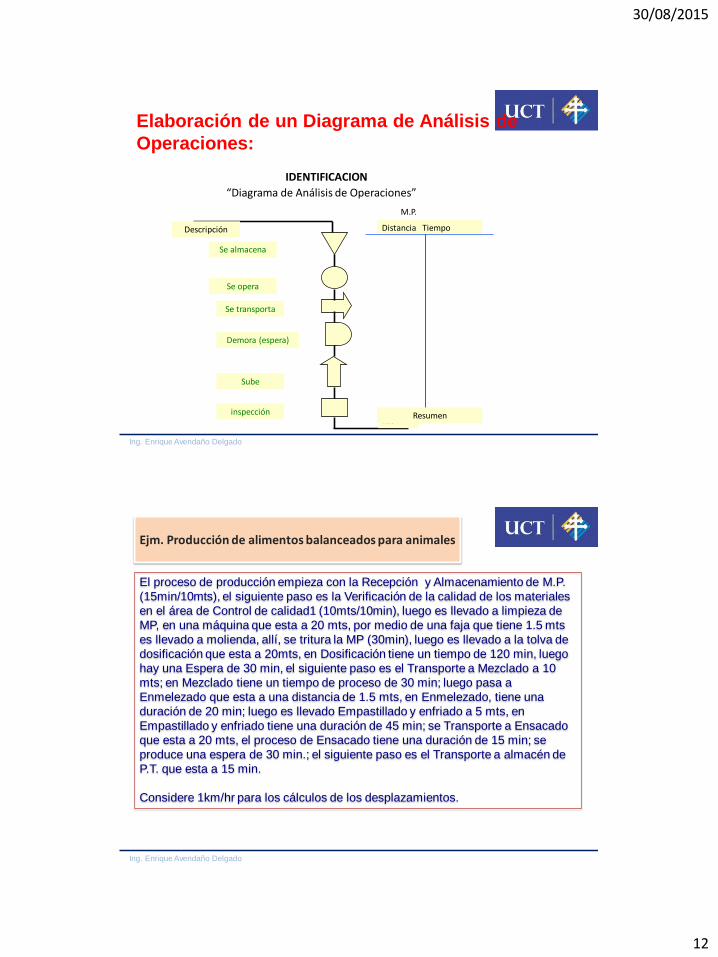
Elaboración de un Diagrama de Análisis de
Operaciones:
IDENTIFICACION
“Diagrama de Análisis de Operaciones”
M.P.
P.T.
Distancia Tiempo
Resumen
Descripción
Se almacena
Se opera
Se transporta
Demora (espera)
Sube
inspección
Ing. Enrique Avendaño Delgado
Ejm. Producción de alimentos balanceados para animales
El proceso de producción empieza con la Recepción y Almacenamiento de M.P.
(15min/10mts), el siguiente paso es la Verificación de la calidad de los materiales
en el área de Control de calidad1 (10mts/10min), luego es llevado a limpieza de
MP, en una máquina que esta a 20 mts, por medio de una faja que tiene 1.5 mts
es llevado a molienda, allí, se tritura la MP (30min), luego es llevado a la tolva de
dosificación que esta a 20mts, en Dosificación tiene un tiempo de 120 min, luego
hay una Espera de 30 min, el siguiente paso es el Transporte a Mezclado a 10
mts; en Mezclado tiene un tiempo de proceso de 30 min; luego pasa a
Enmelezado que esta a una distancia de 1.5 mts, en Enmelezado, tiene una
duración de 20 min; luego es llevado Empastillado y enfriado a 5 mts, en
Empastillado y enfriado tiene una duración de 45 min; se Transporte a Ensacado
que esta a 20 mts, el proceso de Ensacado tiene una duración de 15 min; se
produce una espera de 30 min.; el siguiente paso es el Transporte a almacén de
P.T. que esta a 15 min.
Considere 1km/hr para los cálculos de los desplazamientos.
30/08/2015
13
Ing. Enrique Avendaño Delgado
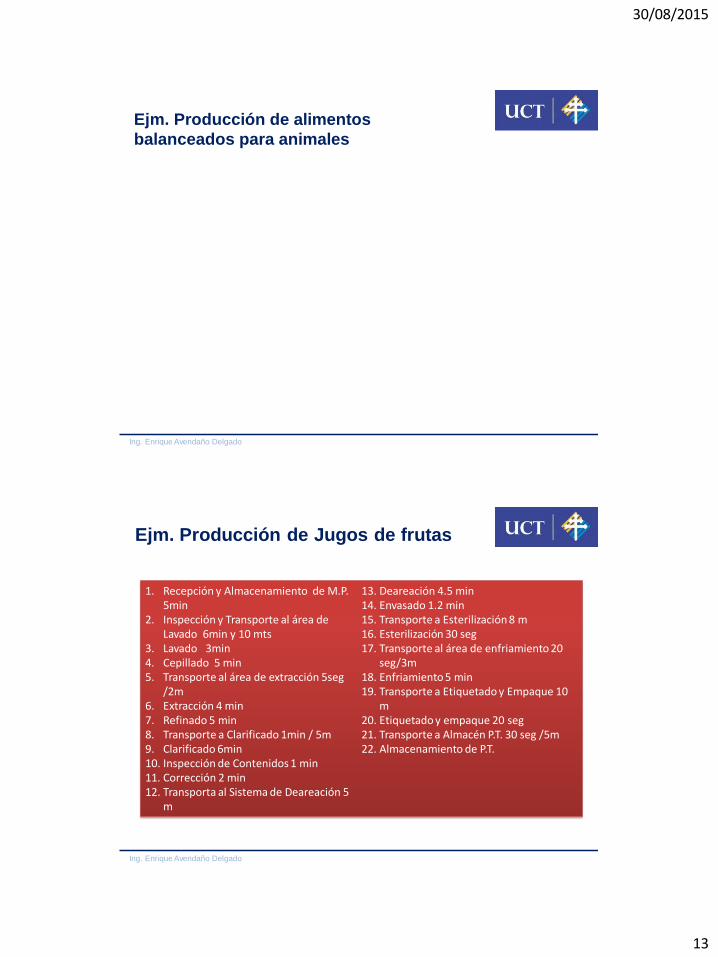
Ejm. Producción de alimentos
balanceados para animales
Ing. Enrique Avendaño Delgado
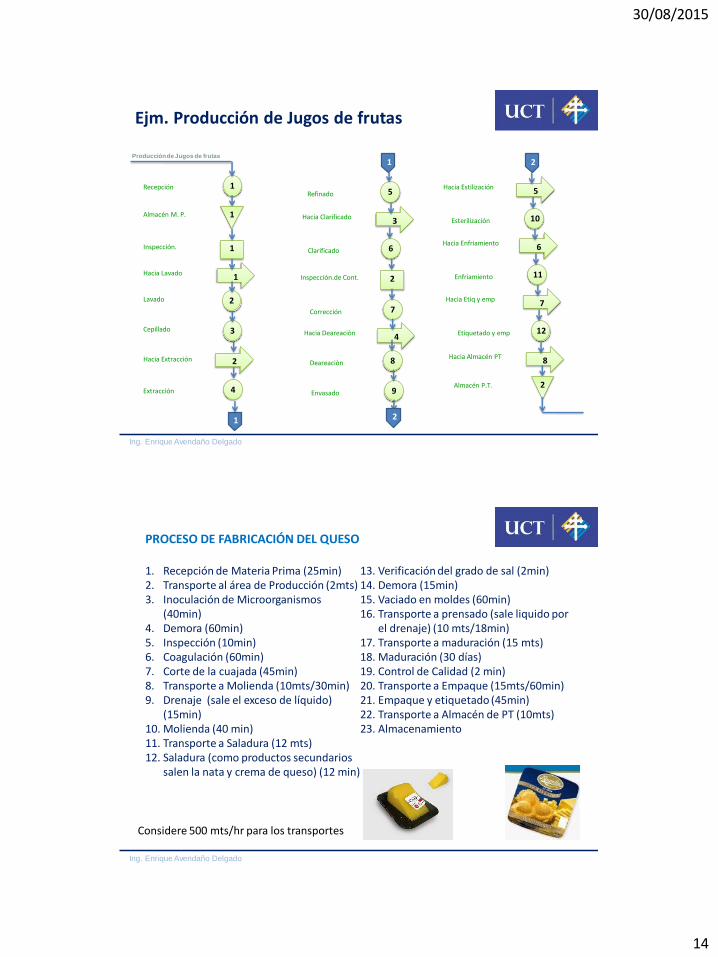
Ejm. Producción de Jugos de frutas
1. Recepción y Almacenamiento de M.P. 5min
2. Inspección y Transporte al área de Lavado 6min y 10 mts
3. Lavado 3min4. Cepillado 5 min5. Transporte al área de extracción 5seg
/2m6. Extracción 4 min7. Refinado 5 min8. Transporte a Clarificado 1min / 5m9. Clarificado 6min10. Inspección de Contenidos 1 min11. Corrección 2 min12. Transporta al Sistema de Deareación 5
m
13. Deareación 4.5 min14. Envasado 1.2 min15. Transporte a Esterilización 8 m16. Esterilización 30 seg17. Transporte al área de enfriamiento 20
seg/3m18. Enfriamiento 5 min19. Transporte a Etiquetado y Empaque 10
m20. Etiquetado y empaque 20 seg21. Transporte a Almacén P.T. 30 seg /5m22. Almacenamiento de P.T.
30/08/2015
14
Ing. Enrique Avendaño Delgado
Producción de Jugos de frutas
1
Almacén M. P. 1
Recepción
1Inspección.
1Hacia Lavado
2Lavado
3Cepillado
2Hacia Extracción
1
1
4Extracción
5Refinado
3Hacia Clarificado
6Clarificado
2Inspección.de Cont.
7Corrección
4Hacia Deareaciòn
8Deareaciòn
9Envasado
2
2
10Esterilización
5Hacia Estilización
11Enfriamiento
6Hacia Enfriamiento
12Etiquetado y emp
7Hacia Etiq y emp
8Hacia Almacén PT
2Almacén P.T.
Ejm. Producción de Jugos de frutas
Ing. Enrique Avendaño Delgado
1. Recepción de Materia Prima (25min)2. Transporte al área de Producción (2mts)3. Inoculación de Microorganismos
(40min)4. Demora (60min)5. Inspección (10min)6. Coagulación (60min)7. Corte de la cuajada (45min)8. Transporte a Molienda (10mts/30min)9. Drenaje (sale el exceso de líquido)
(15min)10. Molienda (40 min)11. Transporte a Saladura (12 mts)12. Saladura (como productos secundarios
salen la nata y crema de queso) (12 min)
13. Verificación del grado de sal (2min)14. Demora (15min)15. Vaciado en moldes (60min)16. Transporte a prensado (sale liquido por
el drenaje) (10 mts/18min)17. Transporte a maduración (15 mts)18. Maduración (30 días)19. Control de Calidad (2 min)20. Transporte a Empaque (15mts/60min)21. Empaque y etiquetado (45min)22. Transporte a Almacén de PT (10mts)23. Almacenamiento
PROCESO DE FABRICACIÓN DEL QUESO
Considere 500 mts/hr para los transportes
30/08/2015
15
Ing. Enrique Avendaño Delgado
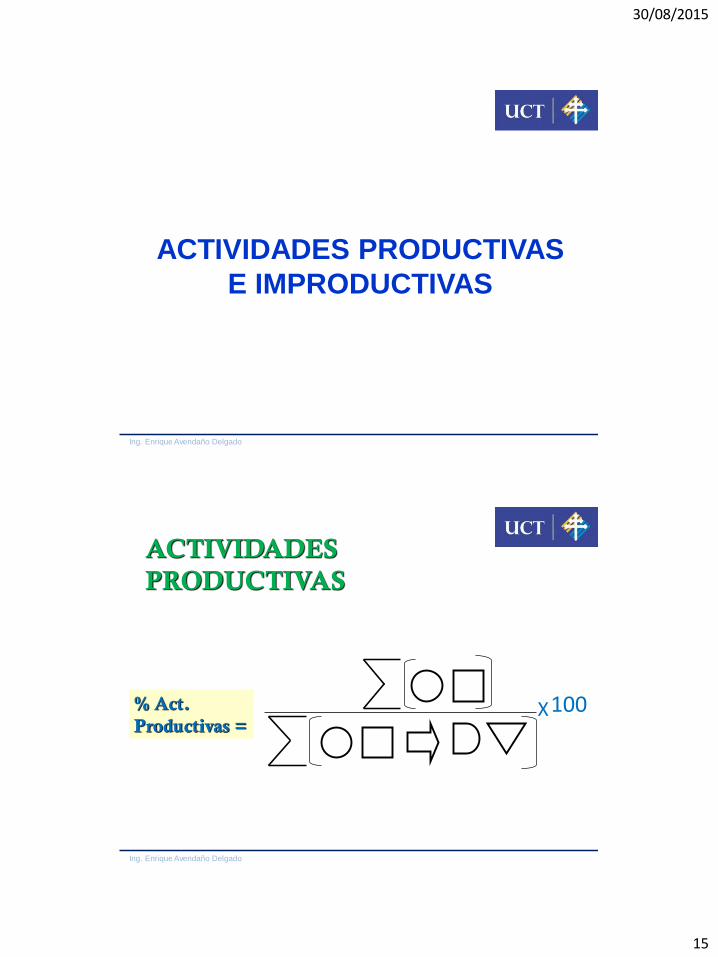
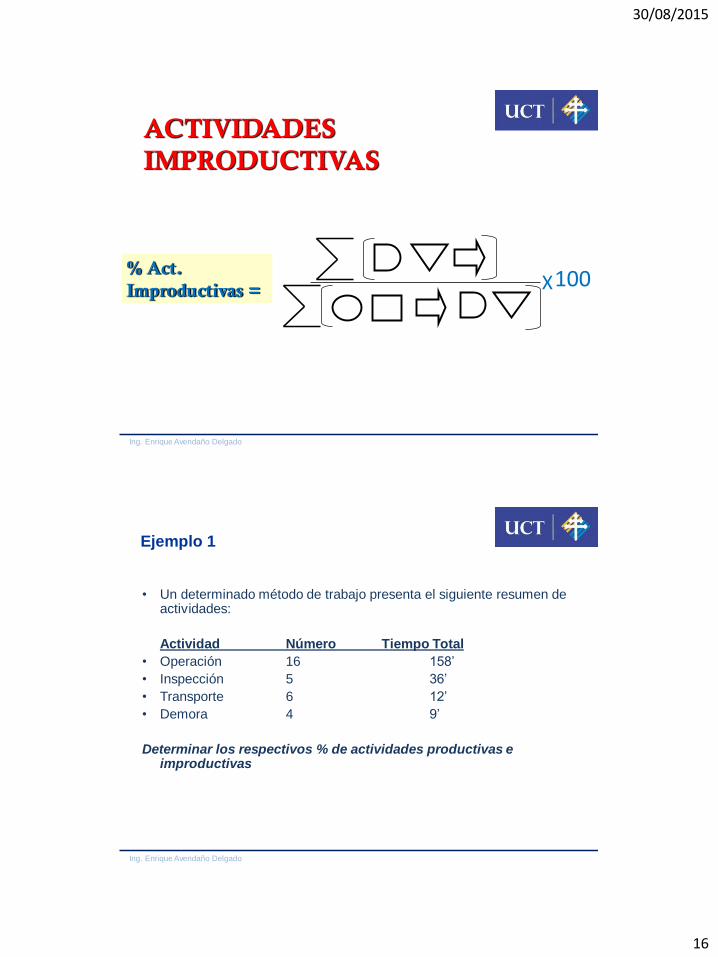
ACTIVIDADES PRODUCTIVAS
E IMPRODUCTIVAS
Ing. Enrique Avendaño Delgado
% Act.
Productivas =
ACTIVIDADES
PRODUCTIVAS
X100
30/08/2015
16
Ing. Enrique Avendaño Delgado
% Act.
Improductivas = X100
ACTIVIDADES
IMPRODUCTIVAS
Ing. Enrique Avendaño Delgado
Ejemplo 1
• Un determinado método de trabajo presenta el siguiente resumen de actividades:
Actividad Número Tiempo Total
• Operación 16 158’
• Inspección 5 36’
• Transporte 6 12’
• Demora 4 9’
Determinar los respectivos % de actividades productivas e improductivas
30/08/2015
17
Ing. Enrique Avendaño Delgado
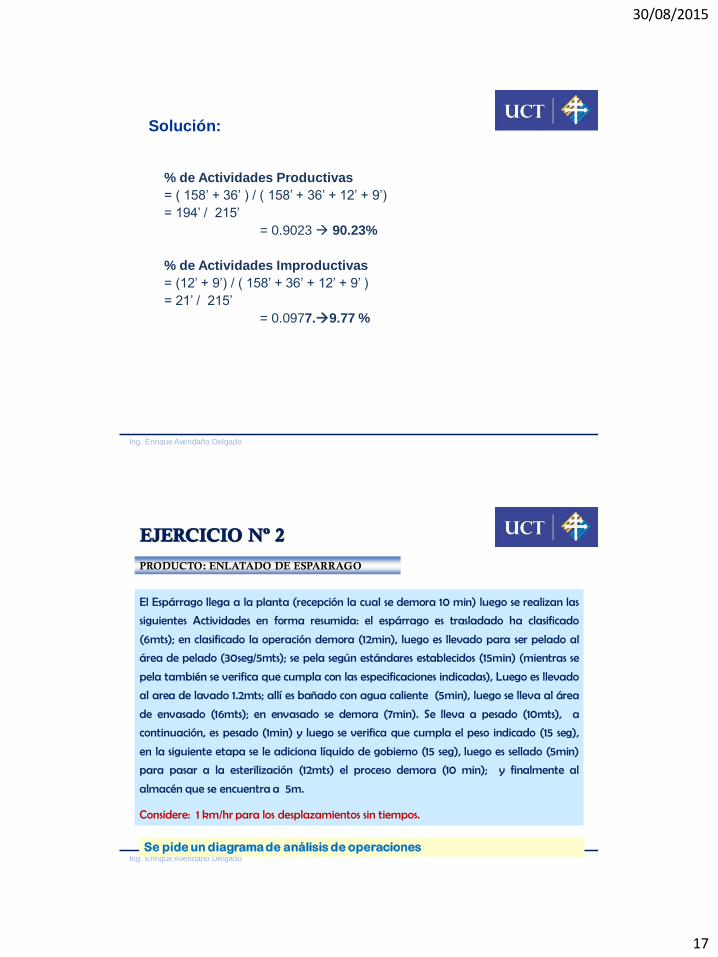
Solución:
% de Actividades Productivas
= ( 158’ + 36’ ) / ( 158’ + 36’ + 12’ + 9’)
= 194’ / 215’
= 0.9023 90.23%
% de Actividades Improductivas
= (12’ + 9’) / ( 158’ + 36’ + 12’ + 9’ )
= 21’ / 215’
= 0.0977.9.77 %
Ing. Enrique Avendaño Delgado
PRODUCTO: ENLATADO DE ESPARRAGO
El Espárrago llega a la planta (recepción la cual se demora 10 min) luego se realizan las
siguientes Actividades en forma resumida: el espárrago es trasladado ha clasificado
(6mts); en clasificado la operación demora (12min), luego es llevado para ser pelado al
área de pelado (30seg/5mts); se pela según estándares establecidos (15min) (mientras se
pela también se verifica que cumpla con las especificaciones indicadas), Luego es llevado
al area de lavado 1.2mts; allí es bañado con agua caliente (5min), luego se lleva al área
de envasado (16mts); en envasado se demora (7min). Se lleva a pesado (10mts), a
continuación, es pesado (1min) y luego se verifica que cumpla el peso indicado (15 seg),
en la siguiente etapa se le adiciona líquido de gobierno (15 seg), luego es sellado (5min)
para pasar a la esterilización (12mts) el proceso demora (10 min); y finalmente al
almacén que se encuentra a 5m.
Considere: 1 km/hr para los desplazamientos sin tiempos.
EJERCICIO Nº 2
Se pide un diagrama de análisis de operaciones
30/08/2015
18
Ing. Enrique Avendaño Delgado
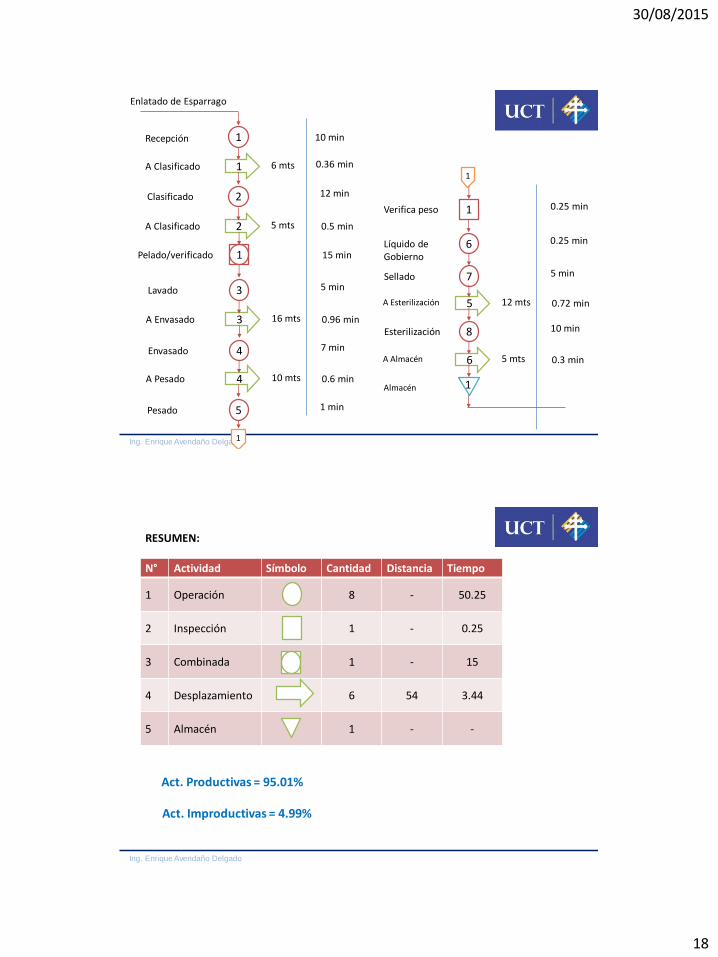
Enlatado de Esparrago
1Recepción
2
A Clasificado
10 min
1 6 mts
Clasificado 12 min
A Clasificado 2 5 mts 0.5 min
1Pelado/verificado 15 min
3Lavado 5 min
A Envasado 3 16 mts 0.96 min
4Envasado 7 min
A Pesado 4 10 mts 0.6 min
5Pesado 1 min
1
1
Verifica peso 0.25 min1
6Líquido de Gobierno
0.25 min
7Sellado 5 min
A Esterilización 5 12 mts 0.72 min
8Esterilización 10 min
A Almacén 6 5 mts 0.3 min
1Almacén
0.36 min
Ing. Enrique Avendaño Delgado
N° Actividad Símbolo Cantidad Distancia Tiempo
1 Operación 8 - 50.25
2 Inspección 1 - 0.25
3 Combinada 1 - 15
4 Desplazamiento 6 54 3.44
5 Almacén 1 - -
RESUMEN:
Act. Productivas = 95.01%
Act. Improductivas = 4.99%
30/08/2015
19
Ing. Enrique Avendaño Delgado
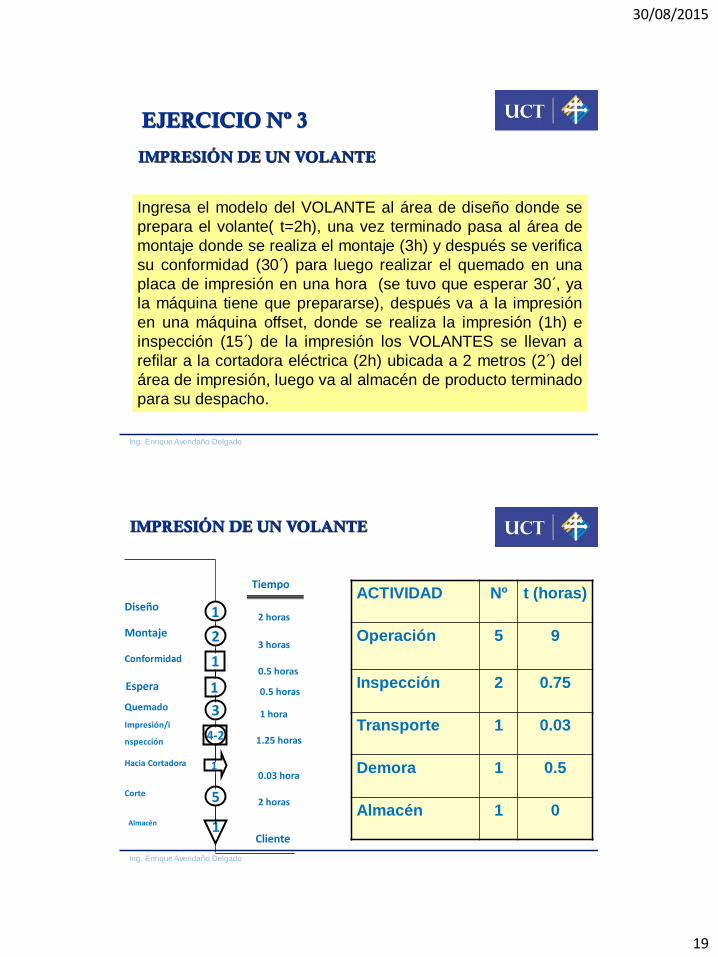
IMPRESIÓN DE UN VOLANTE
Ingresa el modelo del VOLANTE al área de diseño donde se
prepara el volante( t=2h), una vez terminado pasa al área de
montaje donde se realiza el montaje (3h) y después se verifica
su conformidad (30´) para luego realizar el quemado en una
placa de impresión en una hora (se tuvo que esperar 30´, ya
la máquina tiene que prepararse), después va a la impresión
en una máquina offset, donde se realiza la impresión (1h) e
inspección (15´) de la impresión los VOLANTES se llevan a
refilar a la cortadora eléctrica (2h) ubicada a 2 metros (2´) del
área de impresión, luego va al almacén de producto terminado
para su despacho.
EJERCICIO Nº 3
Ing. Enrique Avendaño Delgado
1
1
2
3
1
4-2
1
5
Tiempo
2 horas
3 horas
0.5 horas
0.5 horas
1 hora
1.25 horas
0.03 hora
2 horas
1
ACTIVIDAD Nº t (horas)
Operación 5 9
Inspección 2 0.75
Transporte 1 0.03
Demora 1 0.5
Almacén 1 0
Diseño
Montaje
Conformidad
Espera
Quemado
Impresión/i
nspección
Hacia Cortadora
Corte
Almacén
Cliente
IMPRESIÓN DE UN VOLANTE
30/08/2015
20
Ing. Enrique Avendaño Delgado
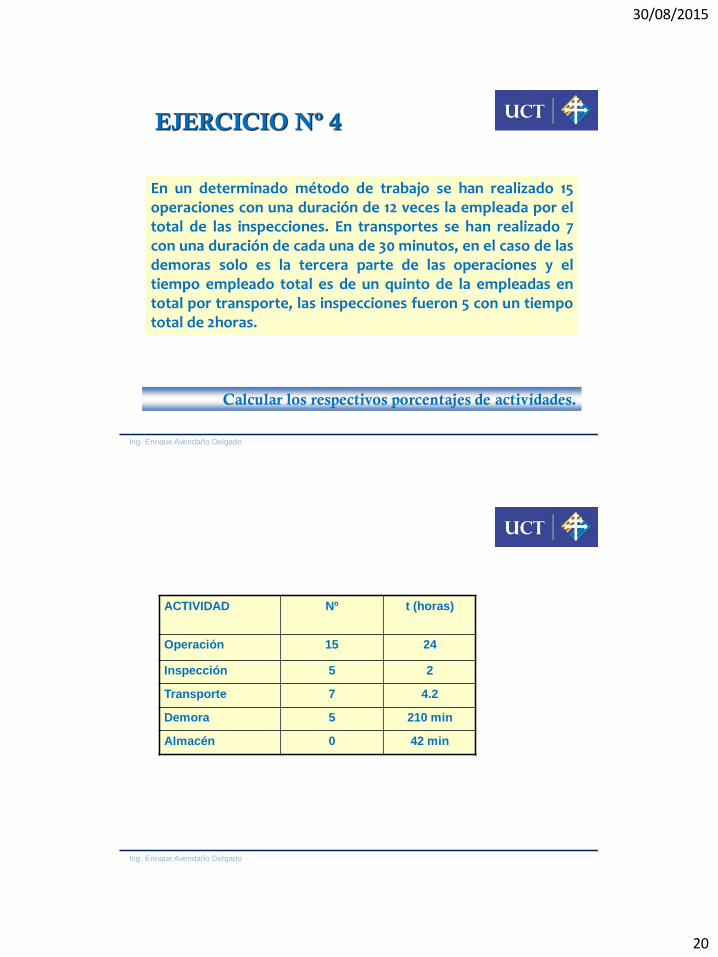
En un determinado método de trabajo se han realizado 15operaciones con una duración de 12 veces la empleada por eltotal de las inspecciones. En transportes se han realizado 7con una duración de cada una de 30 minutos, en el caso de lasdemoras solo es la tercera parte de las operaciones y eltiempo empleado total es de un quinto de la empleadas entotal por transporte, las inspecciones fueron 5 con un tiempototal de 2horas.
Calcular los respectivos porcentajes de actividades.
EJERCICIO Nº 4
Ing. Enrique Avendaño Delgado
ACTIVIDAD Nº t (horas)
Operación 15 24
Inspección 5 2
Transporte 7 4.2
Demora 5 210 min
Almacén 0 42 min
30/08/2015
21
Ing. Enrique Avendaño Delgado
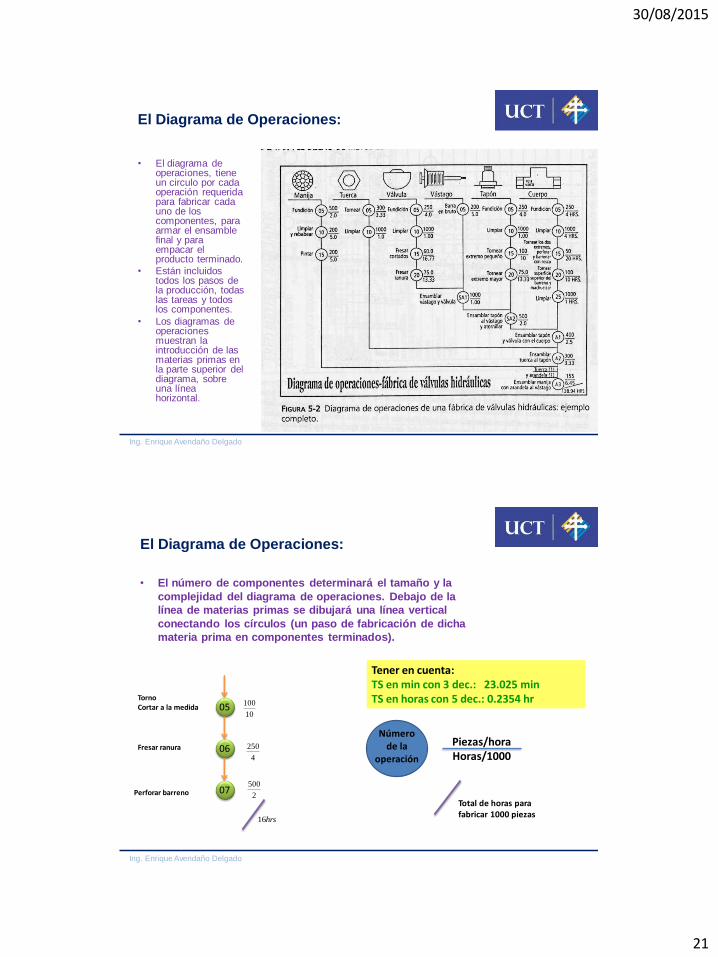
El Diagrama de Operaciones:
• El diagrama de operaciones, tiene un circulo por cada operación requerida para fabricar cada uno de los componentes, para armar el ensamble final y para empacar el producto terminado.
• Están incluidos todos los pasos de la producción, todas las tareas y todos los componentes.
• Los diagramas de operaciones muestran la introducción de las materias primas en la parte superior del diagrama, sobre una línea horizontal.
Ing. Enrique Avendaño Delgado
El Diagrama de Operaciones:
• El número de componentes determinará el tamaño y la
complejidad del diagrama de operaciones. Debajo de la
línea de materias primas se dibujará una línea vertical
conectando los círculos (un paso de fabricación de dicha
materia prima en componentes terminados).
05
06
07
TornoCortar a la medida
Fresar ranura
Perforar barreno
10
100
4
250
2
500
hrs16
Númerode la
operación
Piezas/horaHoras/1000
Total de horas para fabricar 1000 piezas
Tener en cuenta:TS en min con 3 dec.: 23.025 minTS en horas con 5 dec.: 0.2354 hr
30/08/2015
22
Ing. Enrique Avendaño Delgado
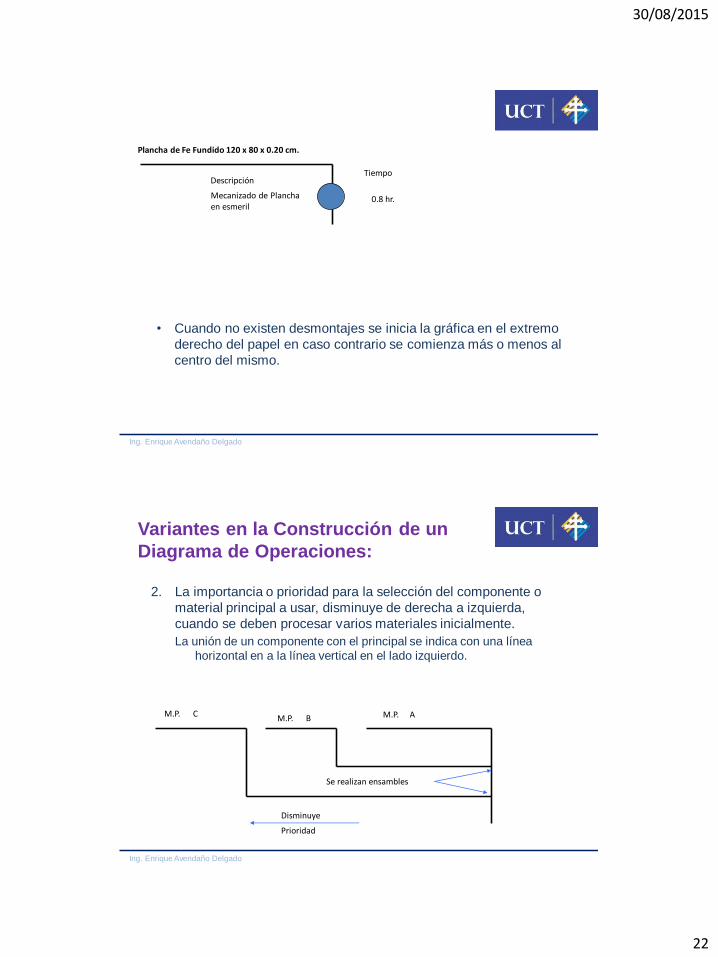
• Cuando no existen desmontajes se inicia la gráfica en el extremo
derecho del papel en caso contrario se comienza más o menos al
centro del mismo.
Plancha de Fe Fundido 120 x 80 x 0.20 cm.
Tiempo
0.8 hr.
Descripción
Mecanizado de Plancha en esmeril
Ing. Enrique Avendaño Delgado
Variantes en la Construcción de un
Diagrama de Operaciones:
2. La importancia o prioridad para la selección del componente o
material principal a usar, disminuye de derecha a izquierda,
cuando se deben procesar varios materiales inicialmente.
La unión de un componente con el principal se indica con una línea
horizontal en a la línea vertical en el lado izquierdo.
M.P. C M.P. B M.P. A
Se realizan ensambles
Disminuye
Prioridad
30/08/2015
23
Ing. Enrique Avendaño Delgado
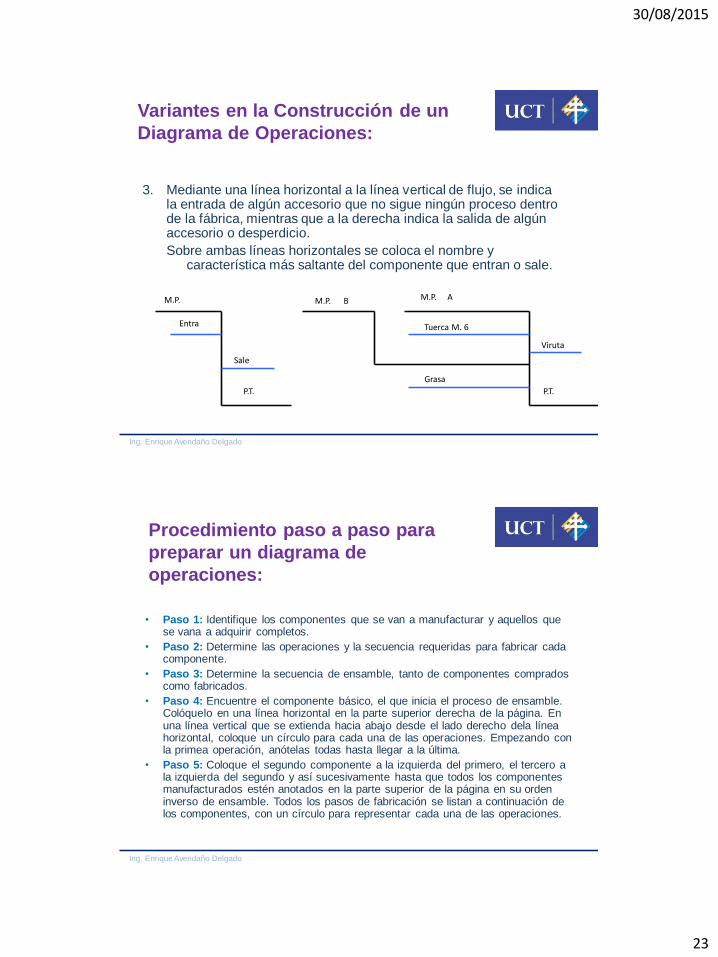
3. Mediante una línea horizontal a la línea vertical de flujo, se indica la entrada de algún accesorio que no sigue ningún proceso dentro de la fábrica, mientras que a la derecha indica la salida de algún accesorio o desperdicio.
Sobre ambas líneas horizontales se coloca el nombre y característica más saltante del componente que entran o sale.
Tuerca M. 6
M.P. B M.P. A
Viruta
Grasa
P.T.
Entra
Sale
M.P.
P.T.
Variantes en la Construcción de un
Diagrama de Operaciones:
Ing. Enrique Avendaño Delgado
Procedimiento paso a paso para
preparar un diagrama de
operaciones:
• Paso 1: Identifique los componentes que se van a manufacturar y aquellos que se vana a adquirir completos.
• Paso 2: Determine las operaciones y la secuencia requeridas para fabricar cada componente.
• Paso 3: Determine la secuencia de ensamble, tanto de componentes comprados como fabricados.
• Paso 4: Encuentre el componente básico, el que inicia el proceso de ensamble. Colóquelo en una línea horizontal en la parte superior derecha de la página. En una línea vertical que se extienda hacia abajo desde el lado derecho dela línea horizontal, coloque un círculo para cada una de las operaciones. Empezando con la primea operación, anótelas todas hasta llegar a la última.
• Paso 5: Coloque el segundo componente a la izquierda del primero, el tercero a la izquierda del segundo y así sucesivamente hasta que todos los componentes manufacturados estén anotados en la parte superior de la página en su orden inverso de ensamble. Todos los pasos de fabricación se listan a continuación de los componentes, con un círculo para representar cada una de las operaciones.

30/08/2015
24
Ing. Enrique Avendaño Delgado
Procedimiento paso a paso para
preparar un diagrama de
operaciones:
• Paso 6: Dibuje una línea horizontal desde la parte inferior de la última operación
del segundo componente hasta la primera parte justo debajo de su operación
final de fabricación y arriba de la primera operación de ensamble. Dependiendo
de cuántos componentes se reúnen en el primer ensamble, los componentes
tercero, cuarto, etc. Se verán en la línea vertical del primer componente, pero
siempre arriba del círculo de esta operación de ensamble.
• Paso 7: Introduzca todas las partes compradas en líneas horizontales arriba del
círculo de operación de ensamble donde se colocan en el ensamble.
• Paso 8: Indique los estándares de tiempo, los números de la operación y las
descripciones de las mimas al lado y dentro del círculo.
• Paso 9: Sube el total de las horas por 1000 unidades y coloque esta cifra en la
parte inferior derecha bajo el último ensamble de operación de empaque.
Ing. Enrique Avendaño Delgado
• Algunos componentes fluirán juntos antes de llegar a la línea de ensamble, por lo que acaso sea necesario unirlos por soldadura o ensamblara una bolsa de componentes. Esto se reconoce como subensamble y se trata de una misma manera que el ensamble principal, Excepto que se realiza antes de los componentes lleguen a la línea vertical de parte superior derecha dela página. El empaque en bolsas es un buen ejemplo: en general todos los componentes son comprados y se pueden colocar en el extremo inferior izquierdo de su diagrama de operaciones, como sigue:
001 – 1990Bolsa de plástico
042 - 1580Perno
159 - 1440Tueras
190 – 1500Arandelas
6
6
6
85Empaque0.3
333
3.0 A la línea deensamble
30/08/2015
25
Ing. Enrique Avendaño Delgado
Problema 1:
• La empresa Inca S.A., fabricante de ruedas para camilla piensa independizar dicha producción. La descripción del proceso productivo tomado de la actual línea es la siguiente:
• EJE VERITICAL.- (tornillo M5 x 25), placa de fundición, Horquilla fundida Nº 42, anillo de rodamiento axial.
• Los componente auxiliares son: bolas de rodamiento Ф 3/16, bolas de rodamiento Ф 2.5, grasa gruesa, tuerca, pintura, roldanas de goma y tornillo. EL eje vertical es tomado como base al cual se une mediante un montaje la placa de fundición en 5 seg. Montaje que se efectúen con plantilla. Terminado esto se produce a unir la horquilla fundida Nº 42 en 4 seg. Luego se procede a unir a lo anterior el anillo de rodamiento axial mediante un montaje con plantilla en 4 seg., inmediatamente después se une una tuerca M5 en 10 seg., la acción siguiente es el proceso de pintado que tarda 30 seg. Luego se realiza el control de calidad en 18 seg. Terminado este se procede a unir 3 roldanas de goma Ф 42 y el tornillo M6 x 40 en un lapso de 8 seg. Finalmente se adhiere la tuerca M6 en 10 seg. Y se realiza una inspección final en 10 seg.
Ing. Enrique Avendaño Delgado
…Problema 1:
• Los procesos para los componentes auxiliares son los siguientes:• Placa de Fundición Maleable: Traído el material en bruto del almacén se
produce al mecanizarlo en pistas en 147 seg. Para luego taladrar 4 aguajeros de Ф 6 en 10 seg. Inmediatamente se colocan 16 bolas de rodamiento en 40” para luego unirse con el eje vertical.
• Horquillas de Fundición: Traída del almacén, se procede al mecanizado del asiento para rodillos grandes en 188 seg. Luego se mecaniza el asiento para rodamientos pequeños en 120 seg. Posteriormente se hacen 6 huecos con un taladro Ф 6 en un lapso de 65 seg. Inmediatamente se realiza una verificación del asiento en 25 seg. Quedando lista para unirse con el eje vertical.
• Anillo de Rodamiento: Se trae del almacén y luego se adhiere grasa gruesa en los bordes en un tiempo de 10 seg. Luego se colocan 16 bolas de rodamiento Ф 2.5 en 10 seg. Quedando listo para la unión con el eje vertical. El mecanizado se realiza en un torno.
• Se pide construir el diagrama de operaciones:
30/08/2015
26
Ing. Enrique Avendaño Delgado
Problema 2:
• Efectuar el diagrama de análisis de proceso para la fabricación de una vasija de plata considerando los siguientes procedimientos:
• Los proveedores proporcionan la materia prima mezclada con impurezas. Al llegar a la fábrica se controla la calidad y luego se transporta a la fundición para quitarle las impurezas. De la fundición las láminas purificadas se trasladan a la sección control de calidad, para luego llevarlas al almacén de láminas purificadas donde quedan lista para ser utilizadas.
• Para la fabricación de las vasijas de plata, las láminas purificadas se transportan del almacén al horno para calentarnos a temperatura que permite su ablandamiento, luego se llevan a la sección laminado, allí por medio de rodillos se les da la forma de lámina con el grosor apropiado, tanto para hacer las asas, como para hacer le cuerpo.
• Para la fabricación del cuerpo de la vasija, las láminas de transportan a la sección corte, en donde por medio de una cortadora manual se obtienen las dos partes del diseño, luego se llevan al horno para calentarlos. En seguida pasa a la sección prensa donde se les da la forma apropiada a ambas partes del cuerpo, se transportan después a la sección armado y se une las asas por medio de soldadura
Ing. Enrique Avendaño Delgado
…Problema 2:
• Para hacer las asas se toma una plancha de la sección laminado y se traslada a la sección de corte, allí mediante la cortadora manual se obtienen las asas que luego se llevan a la sección prensa donde se les da forma de acuerdo al diseño. Las asas así formadas se transportan a la sección pulido, allí se pulen las uniones y pasa a la sección armado, donde se unen a las partes 1 y 2 del cuerpo para formar la vasija.
• Las vasijas formadas, se transportan a la sección pulido, donde se liman las uniones soldadas para luego llevarlas las vasijas a las celdas donde se les da un baño electrolítico de plata. En seguida en la misma sección se les da un baño con una sustancia antioxidante, las vasijas se llevan a la sección de control de calidad, donde se verifica el acabado y peso. Finalmente se traslada al almacén de productos terminados.
• Hacer el diagrama de análisis de Operaciones tipo material.
30/08/2015
27
Ing. Enrique Avendaño Delgado
• En una planta manufacturera, se observa el siguiente movimiento en el almacén de materias primas
• La Materia Prima transportada en vehículos particulares desde los proveedores, ingresa a planta hasta ubicarse frente a los almacenes de materia prima.
• La Materia Prima es descargada desde los vehículos por los estibadores y colocados en parihuelas de madera. A la vez el auxiliar de almacén verifica la cantidad recepcionada.
• Las parihuelas que contienen Materia Prima, son trasladadas por el ayudante de almacén, hasta el almacén disponible con el montacargas de Planta.
• La Materia Prima es ubicada en sus respectivos lugares para su almacenamiento a temperatura ambiente, por el auxiliar de almacén considerando que lo primero en ingresar, es lo primero en salir.
Problema 3:
Ing. Enrique Avendaño Delgado
• La Materia Prima solicitada por Producción, es pesada ó contada en unidades de presentación por el ayudante de almacén, antes de ser despachada.
• La Materia Prima medida ó contada en unidades de presentación, es trasladada por el auxiliar de almacén, con el montacargas hasta el recinto inicial de producción.
• La Materia Prima solicitada por Producción, es verificada y recepcionadapor el personal de producción.
• La Materia Prima es ubicada en sus respectivos lugares, y quedan temporalmente almacenados a temperatura ambiente para proceder a su disposición a continuación.
• Se pide: Elaborar: - Diagrama de operaciones de procesos, Diagrama de análisis de operaciones
…Problema 3:
30/08/2015
28
Ing. Enrique Avendaño Delgado
• Una Sastrería va ha elaborar una camisa, tiene los siguientes componentes principales:
• Tela para la Camisa
• Tela para el Bolsillo
• Los componentes auxiliares son: hilo, botones, etiquetas, alfileres, bolsas y cajas
• Y como remanente: retazos y residuos de hilo.
La descripción del trabajo actual es:
• Tela para la Camisa, del almacén de materia prima se toma la cantidadrequerida de tela, luego es transportado hacia habilitado que seencuentra en el taller ubicado a tres niveles superiores, de habilitado espasado a costura donde también ingresa el bolsillo y ha ingresado hilo yprevio ha ello se ha retirado los retazos.,
Problema 4:
Ing. Enrique Avendaño Delgado
para sacar luego a acabado se requiere de botones, etiquetas, hilos y alfileres,cabe mencionar que en el acabado en forma simultanea se realiza unainspección, antes de pasar a empaque se bota el residuo de los hilos y seingresa la bolsa y caja, finalmente es transportado hacia almacén deproducto terminado que se encuentra en el primer nivel.
EL proceso para el otro componente principal:
• Tela del Bolsillo: del almacén de materia prima se toma la cantidadrequerida de tela, luego es transportado hacia habilitado que se encuentraen el taller ubicado a tres niveles superiores, de habilitado es pasado habordado , previo ha ello se ha retirado los retazos, y ha ingresado el hilonecesario para luego pasar ha costura donde se unirá con la camisa paracontinuar con el trabajo.
• Se pide construir el DIAGRAMA DE ANALISIS DE OPERACIONES y determinar el número total de operaciones e inspecciones de todo el proceso.
…Problema 4:

30/08/2015
29
Ing. Enrique Avendaño Delgado
DIAGRAMA DE FLUJO DEL PROCESO
TELA
Almacén m.p.
Hacia taller
Habilitado
Costura
retazoshilo
BOLSILLO
hilo
Almacén m.p.
Hacia taller
Habilitado
Bordado
retazos
Hacia Costura
botonesetiquetas
hilos
Acabado
Residuos de hilo
Empaque
Hacia Almacén P.T.
Almacén P.T.
CAMISA
Alfileres, accesorios
Bolsas, cajas
Bolsillo
Ing. Enrique Avendaño Delgado
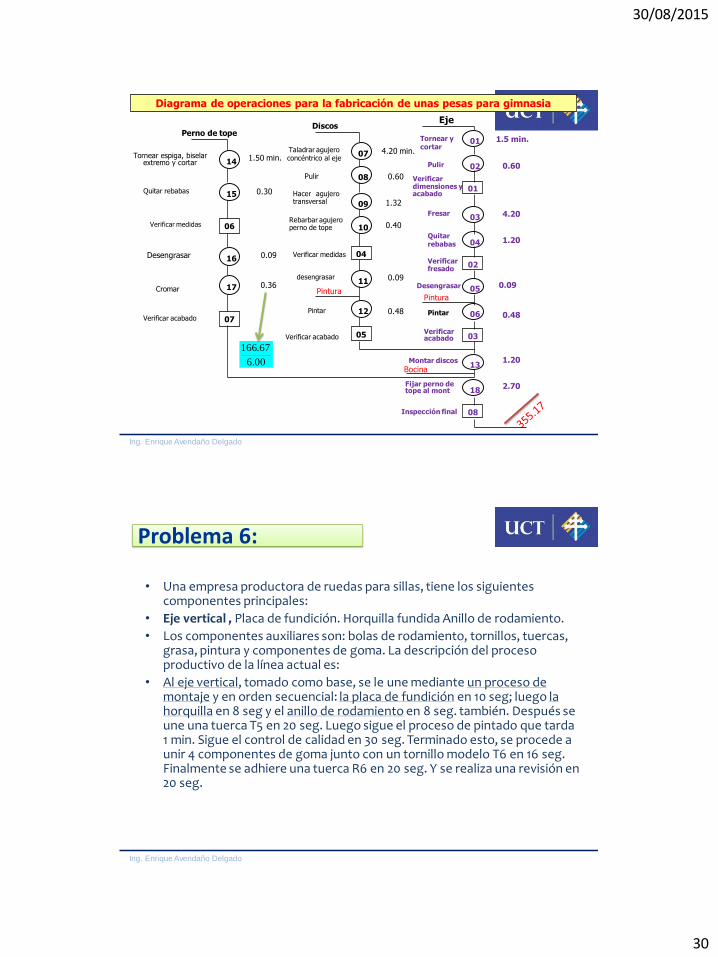
• Una empresa que fabrica pesas para gimnasio, tiene los siguientes componentes principales:
• Eje vertical , Discos y perno de tope.
• Los componentes auxiliares son: pintura y bocina. La descripción del proceso productivo de la línea
actual es:
• El Eje, tomado como base, es torneado/cortado que se realiza en 1.5minutos pasa a pulido en
0.60minutos, luego se verifica las dimensiones y acabado, para pasar al fresado en 4.20min, después
se le retiran las rebabas en 1.20min, se verifica y luego se desengrasa en 0.09minutos, se pasa a
pintura en 0.48 minutos se verifica el acabado donde pasa al montaje de disco para ello que se
requiere los discos, una vez culminada esta operación en 1.20minutos ingresa en el proceso el perno
de tope para realizar la fijación de perno de tope al montaje 2.70, finalizando con una inspección final.
Los procesos para los componentes principales son:
• Discos: Se realiza el proceso de taladrar agujero concéntrico al eje en 4.2 min, luego se pule en
0.60minutos, se hace el agujero transversal en 1.32minutos, inmediatamente se rebaba el agujero
para el perno de tope en 0.40minutos, se verifica las medidas para ser desengrasar en 0.09 minutos,
pintar en 0.48 minutos y verificar el acabado para ingresar al montar discos.
• Perno de Tope: Se tornea espiga, biselar extremo y cortar en 1.50minutos , se quita las rebabas en
0.30minutos, se verifica las medidas, luego se desengrasa 0.09, para cromar 0.36 y se verifica el
acabado para pasar junto con la bocina a la operación de fijar perno de tope al montaje.
• Se pide construir el DIAGRAMA DE OPERACIONES y determinar el número total de operaciones e
inspecciones de todo el proceso.
Problema 5:
30/08/2015
30
Ing. Enrique Avendaño Delgado
01
02
01
03
04
02
Tornear espiga, biselar extremo y cortar
17
14
15
16
06
07
1.50 min.
0.30
0.09
0.36
Perno de tope
Quitar rebabas
Verificar medidas
Desengrasar
Cromar
Verificar acabado
Discos
Taladrar agujero concéntrico al eje
Hacer agujerotransversal
Rebarbar agujero perno de tope
desengrasar
Pintura
11
12
04
05
08
09
10
07 4.20 min.
0.60
1.32
0.40
0.09
0.48
Pulir
Verificar medidas
Pintar
Verificar acabado
05
06
03
13
18
08
Eje
1.5 min.
0.60
4.20
1.20
0.09
0.48
Pintura
1.20Bocina
2.70
Tornear y cortar
Pulir
Verificar dimensiones y acabado
Fresar
Quitar rebabas
Verificar fresado
Desengrasar
Pintar
Verificar acabado
Montar discos
Fijar perno de tope al mont
Inspección final
Diagrama de operaciones para la fabricación de unas pesas para gimnasia
00.6
67.166
Ing. Enrique Avendaño Delgado
• Una empresa productora de ruedas para sillas, tiene los siguientes componentes principales:
• Eje vertical , Placa de fundición. Horquilla fundida Anillo de rodamiento.
• Los componentes auxiliares son: bolas de rodamiento, tornillos, tuercas, grasa, pintura y componentes de goma. La descripción del proceso productivo de la línea actual es:
• Al eje vertical, tomado como base, se le une mediante un proceso de montaje y en orden secuencial: la placa de fundición en 10 seg; luego la horquilla en 8 seg y el anillo de rodamiento en 8 seg. también. Después se une una tuerca T5 en 20 seg. Luego sigue el proceso de pintado que tarda 1 min. Sigue el control de calidad en 30 seg. Terminado esto, se procede a unir 4 componentes de goma junto con un tornillo modelo T6 en 16 seg. Finalmente se adhiere una tuerca R6 en 20 seg. Y se realiza una revisión en 20 seg.
Problema 6:
30/08/2015
31
Ing. Enrique Avendaño Delgado
• Los procesos para los componentes principales son:
• Placa de fundición: Se realiza el proceso de mecanizado en 3 min, para luego taladrar 4 agujeros en 20 seg. Inmediatamente se coloca 12 bolas de rodamientos en 1 min. Enseguida pasa a unirse con el eje vertical.
• Horquilla fundida: Se procede al mecanizado para rodillos grandes en 4 min. luego se mecaniza para rodillos pequeños en 2.5 min, posteriormente sufre un taladrado de diámetro en 120 seg, después se realiza una verificación en 30 seg, quedando lista para unirse con el eje vertical.
• Anillo de rodamiento: Se adhiere grasa en los bordes en 20 seg, luego se colocan 12 bolas de rodamiento en 20 seg, quedando listo para la unión con el eje vertical.
• Se pide construir el DIAGRAMA DE FLUJO DE OPERACIONES y determinar el número total de operaciones e inspecciones de todo el proceso.
…Problema 6:
Ing. Enrique Avendaño DelgadoIng. Silvia Orihuela Milla
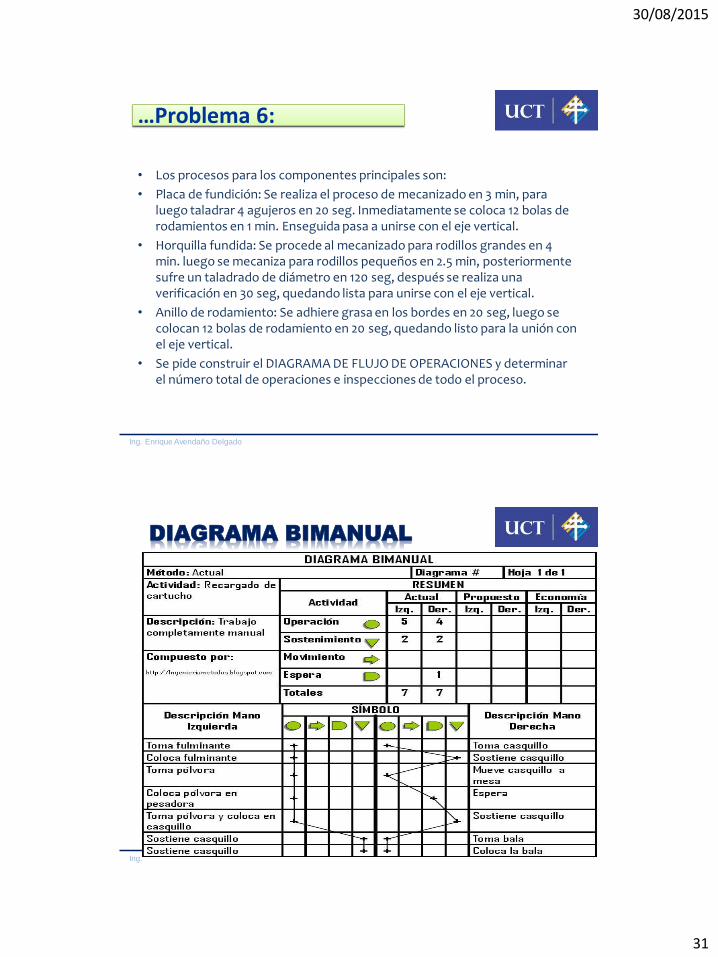
DIAGRAMA BIMANUAL
30/08/2015
32