Ceramicos Prensado
24
Prensado MAESTRÍA EN CIENCIAS DE LOS MATERIALES CERÁMICOS I. I. ERICK URIEL MORALES CRUZ
-
Upload
erick-connor -
Category
Science
-
view
220 -
download
3
Transcript of Ceramicos Prensado
Prensado MAESTRÍA EN CIENCIAS DE LOS MATERIALES
CERÁMICOS
I . I . ERICK URIEL MORALES CRUZ
Prensado El prensado es logrado colocando la materia prima *polvo* ( premezclada con ablandadores ylubricantes ) en un dado y aplicando presión para lograr la compactación deseada.
Existen dos categorías de prensado ( las mas usadas comúnmente )
1.-Uniaxial
2.-Isostatica
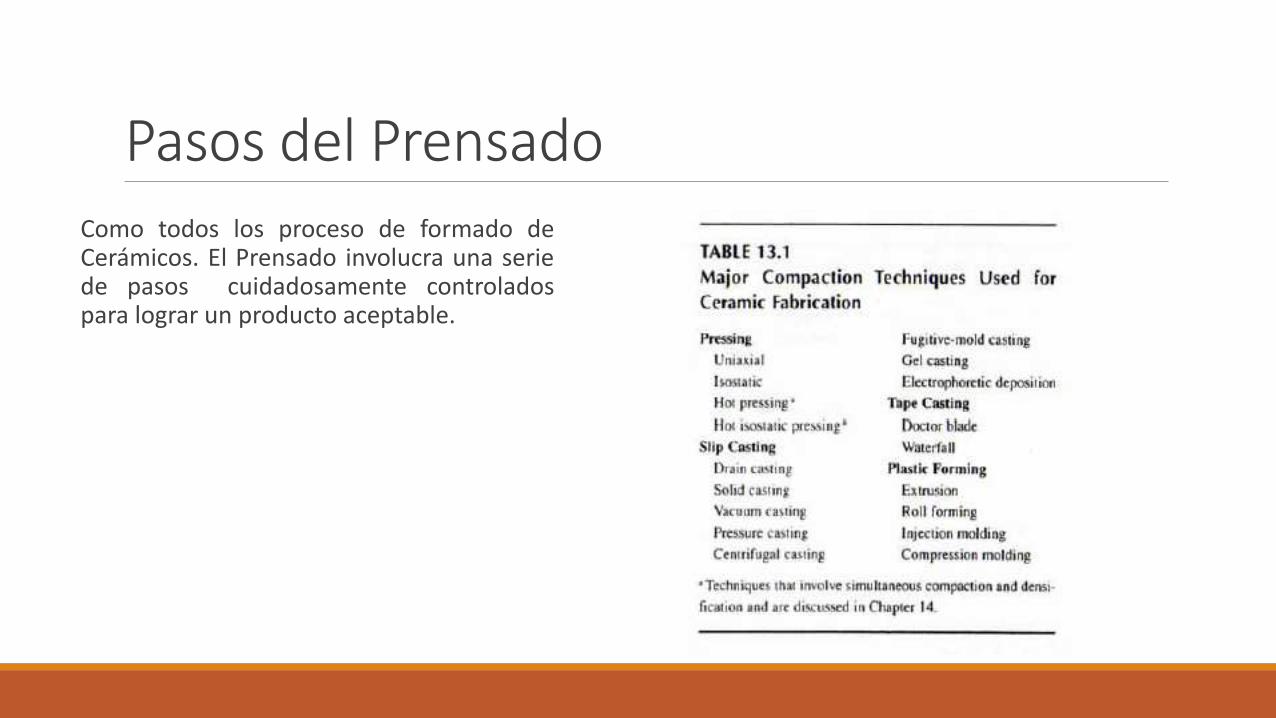
Pasos del Prensado Como todos los proceso de formado deCerámicos. El Prensado involucra una seriede pasos cuidadosamente controladospara lograr un producto aceptable.
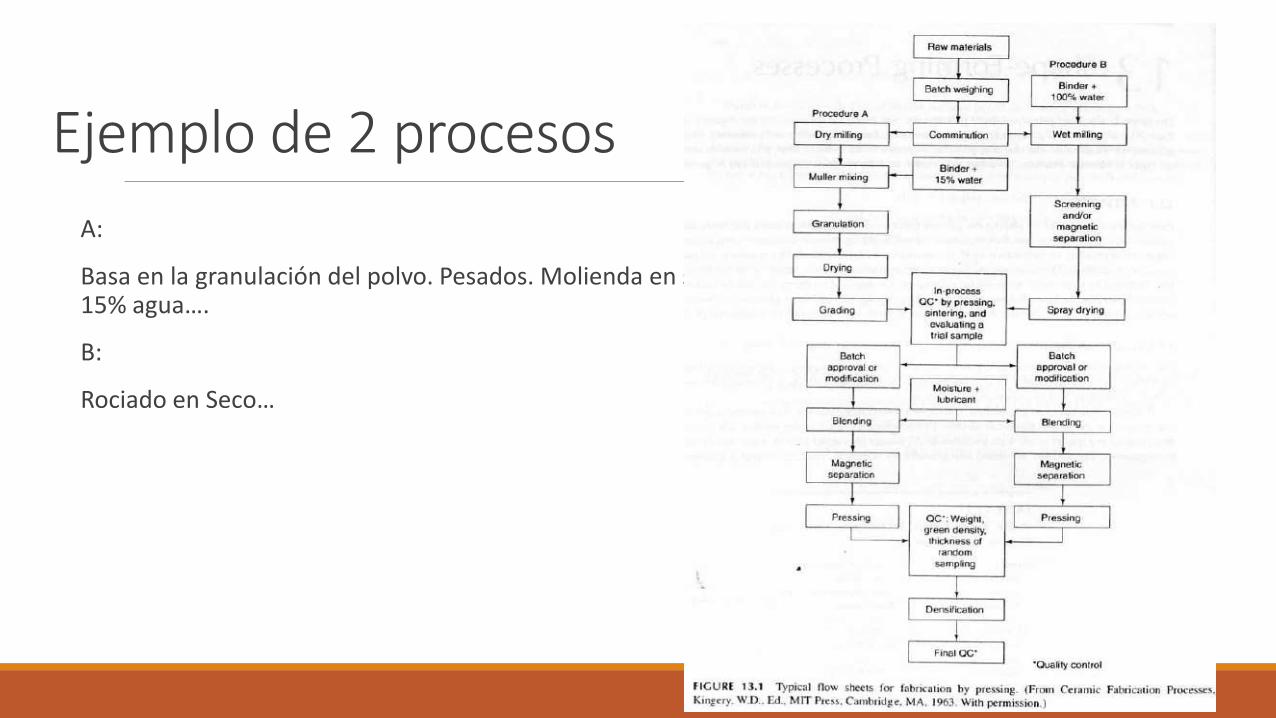
Ejemplo de 2 procesos
A:
Basa en la granulación del polvo. Pesados. Molienda en seco. 15% agua….
B:
Rociado en Seco…
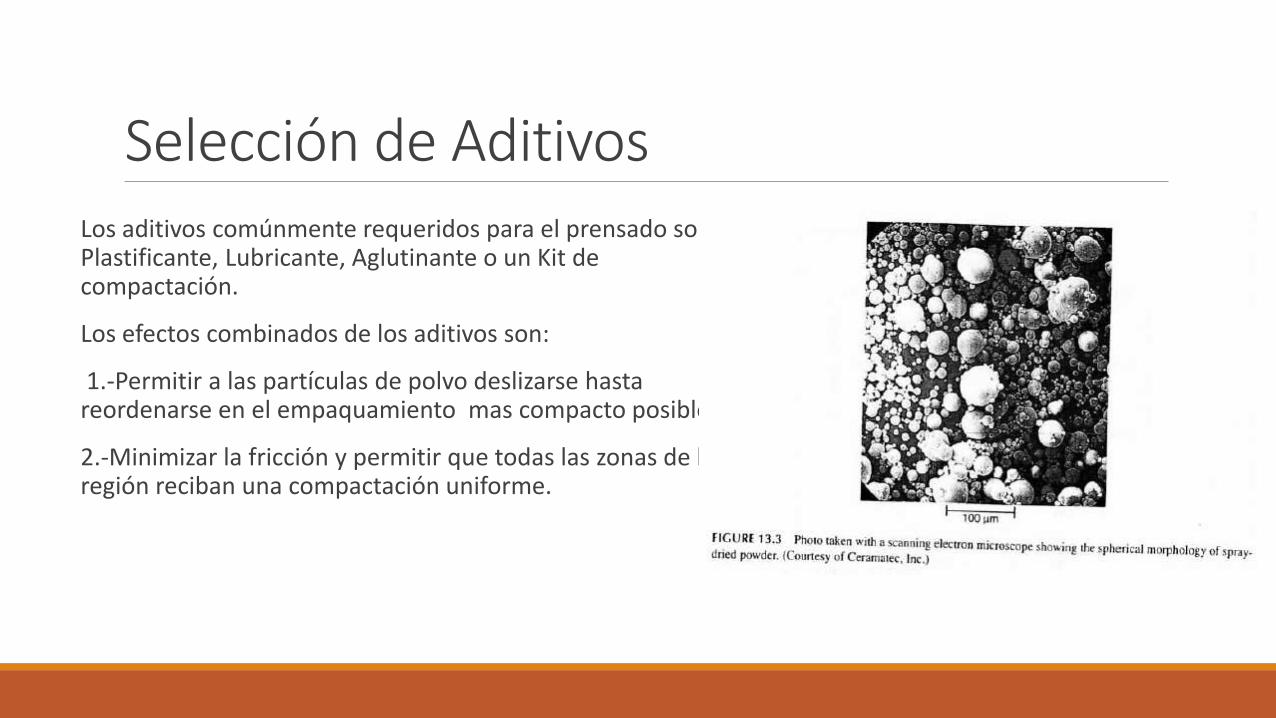
Selección de AditivosLos aditivos comúnmente requeridos para el prensado son: Plastificante, Lubricante, Aglutinante o un Kit de compactación.
Los efectos combinados de los aditivos son:
1.-Permitir a las partículas de polvo deslizarse hasta reordenarse en el empaquamiento mas compacto posible.
2.-Minimizar la fricción y permitir que todas las zonas de la región reciban una compactación uniforme.
Aglutinantes y Plastificantes La mayoría de aglutinantes y plastificantes son orgánicos. Recubriendo las partículas del cerámicoproveen lubricación durante el prensado y un enlace temporal.
0.5-5% wt
Aglutinantes inorgánicos también existen. Un ejemplo es la Caolinita.
La selección de el aglutinante depende de el tipo y presión que se llevara a cabo. Algunos son pocosensibles a las variaciones de temperatura. Estos generalmente no requieres de otro aditivo para lograrla lubricación necesaria.
Los aglutinantes suaves suelen extruirse lo cual los vuelve mas pegajosos. Por otro lado los durossuelen producir granos duros.
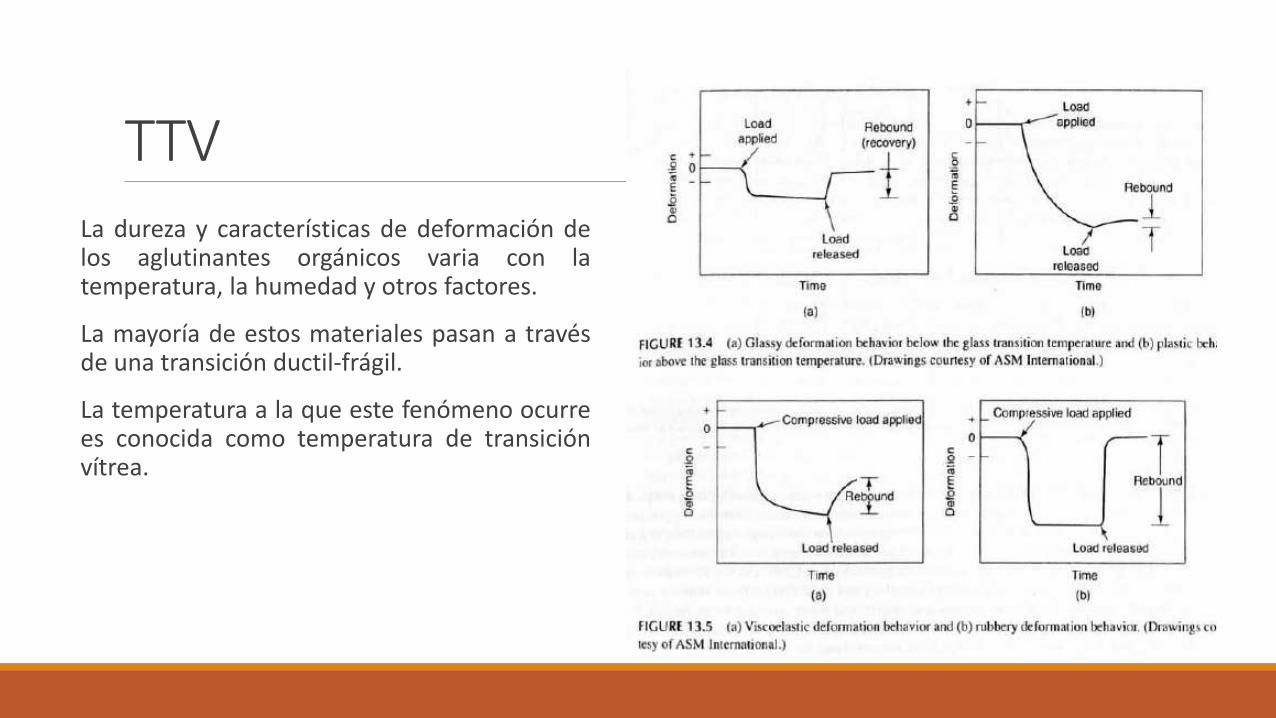
TTVLa dureza y características de deformación delos aglutinantes orgánicos varia con latemperatura, la humedad y otros factores.
La mayoría de estos materiales pasan a travésde una transición ductil-frágil.
La temperatura a la que este fenómeno ocurrees conocida como temperatura de transiciónvítrea.
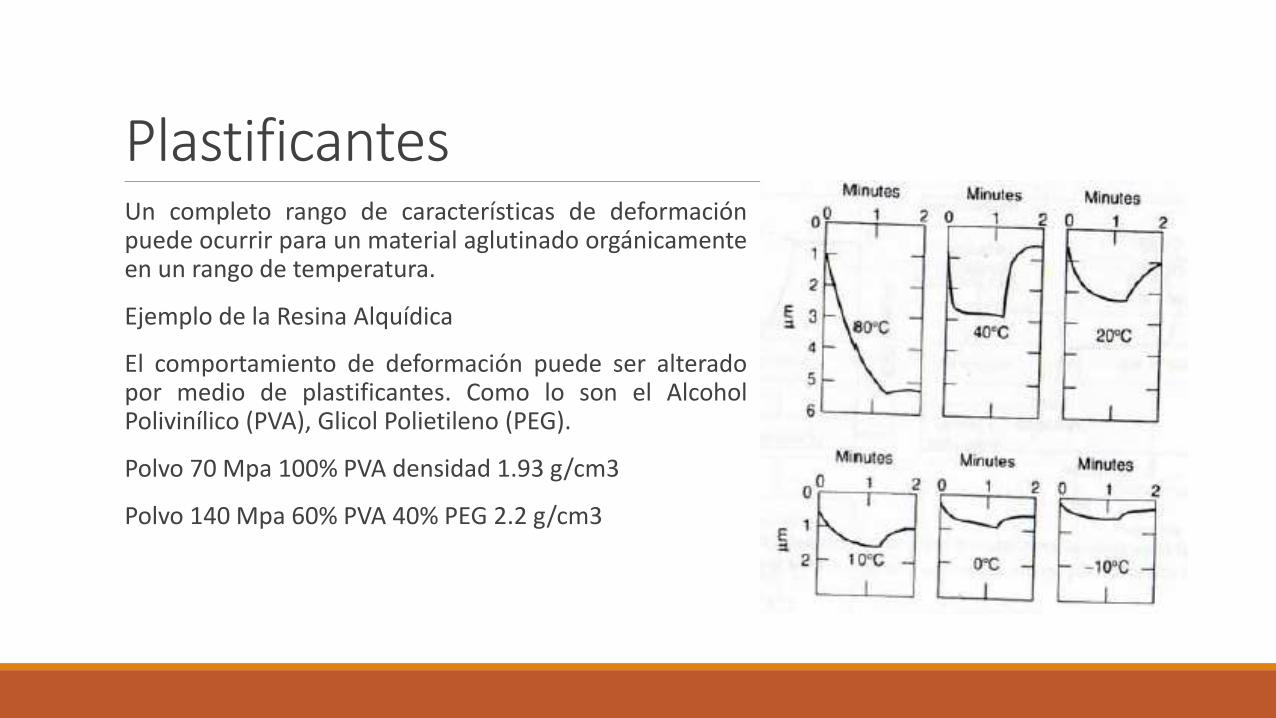
Plastificantes Un completo rango de características de deformaciónpuede ocurrir para un material aglutinado orgánicamenteen un rango de temperatura.
Ejemplo de la Resina Alquídica
El comportamiento de deformación puede ser alteradopor medio de plastificantes. Como lo son el AlcoholPolivinílico (PVA), Glicol Polietileno (PEG).
Polvo 70 Mpa 100% PVA densidad 1.93 g/cm3
Polvo 140 Mpa 60% PVA 40% PEG 2.2 g/cm3
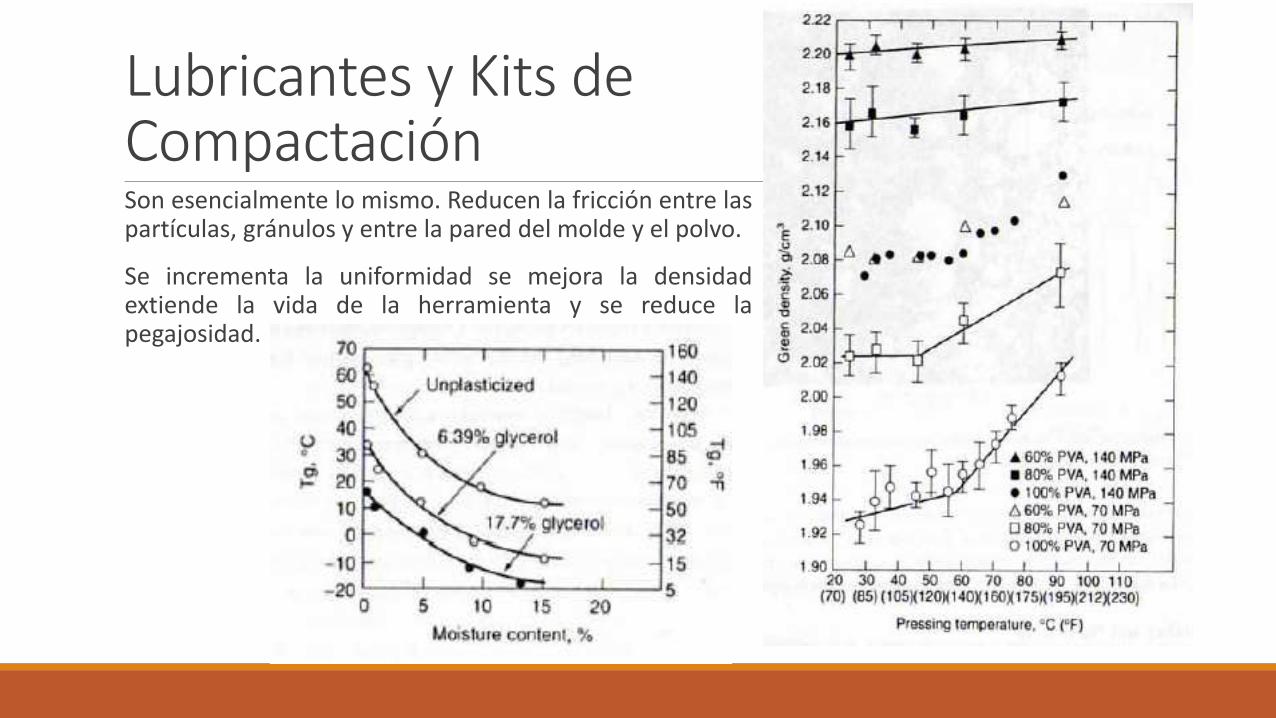
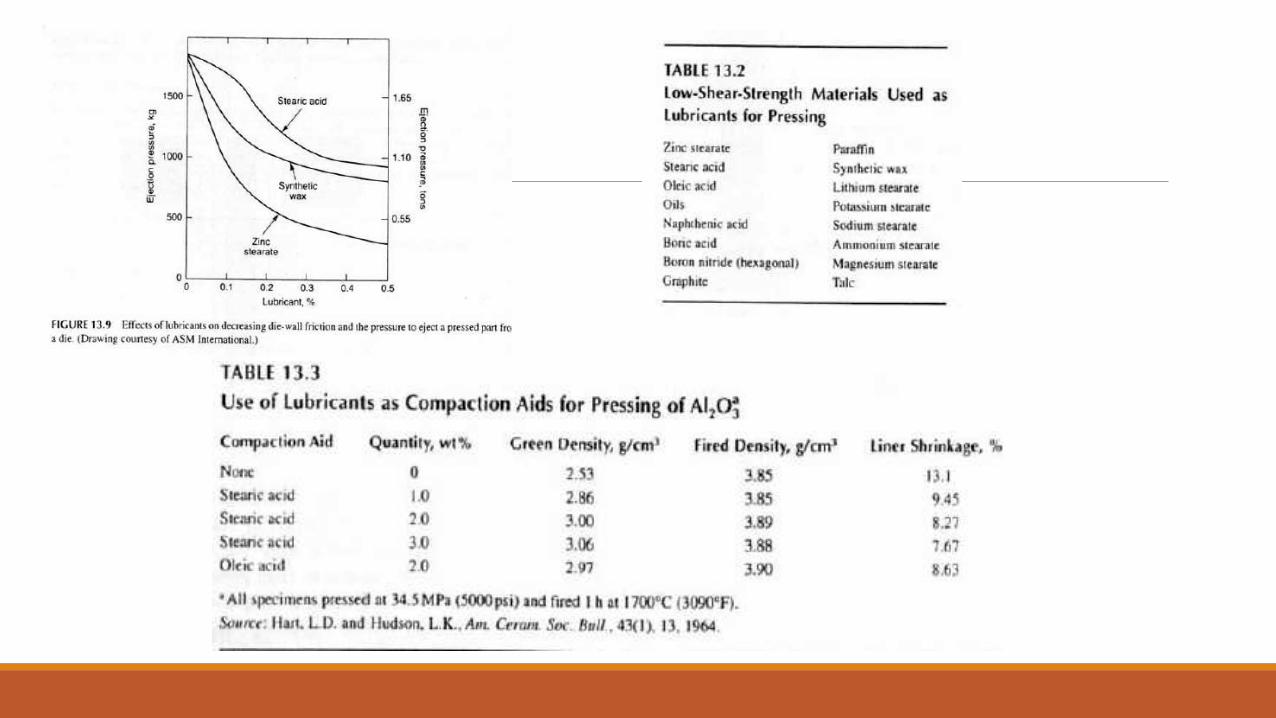
Lubricantes y Kits de Compactación Son esencialmente lo mismo. Reducen la fricción entre laspartículas, gránulos y entre la pared del molde y el polvo.
Se incrementa la uniformidad se mejora la densidadextiende la vida de la herramienta y se reduce lapegajosidad.
Remoción de Aditivos OrgánicosLa selección de el aglutinante y otros aditivos debe de ser compatible con la química de al material cerámico y los requerimientos de pureza para su aplicación. El aglutinante debe de ser removido antes de la densificación. Los aglutinantes pueden ser removidos por descomposición térmica.
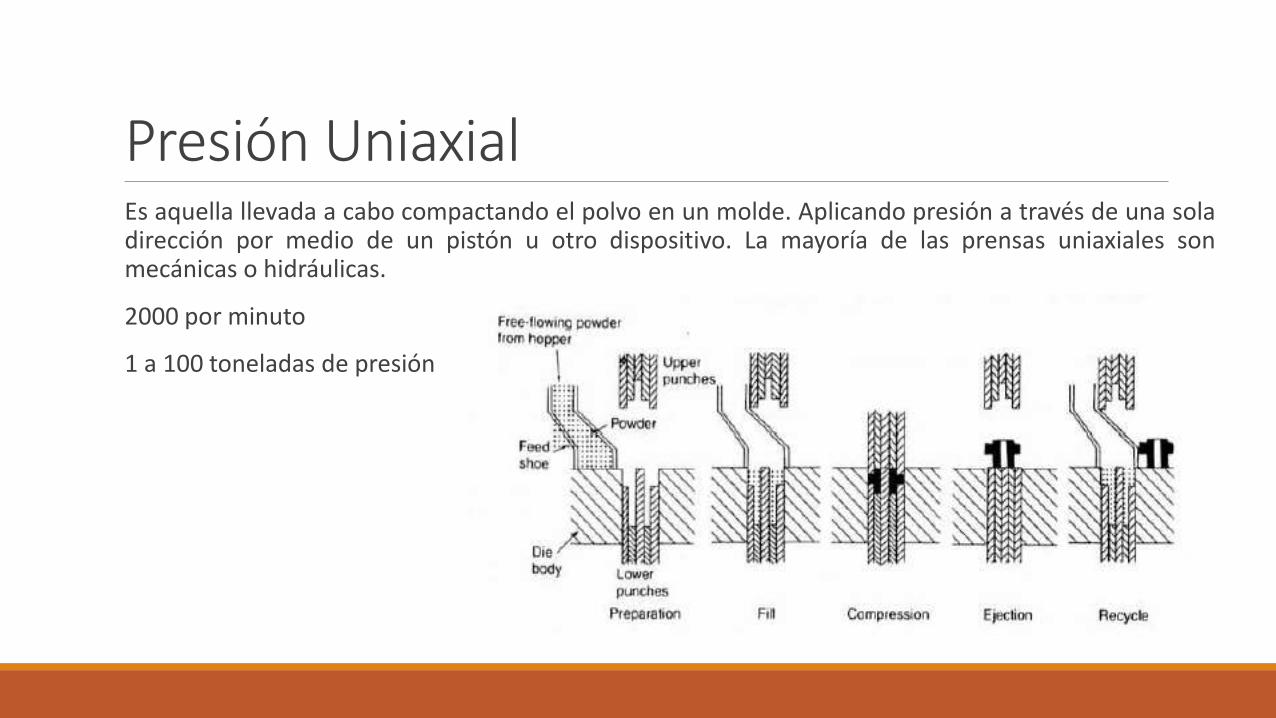
Presión UniaxialEs aquella llevada a cabo compactando el polvo en un molde. Aplicando presión a través de una soladirección por medio de un pistón u otro dispositivo. La mayoría de las prensas uniaxiales sonmecánicas o hidráulicas.
2000 por minuto
1 a 100 toneladas de presión
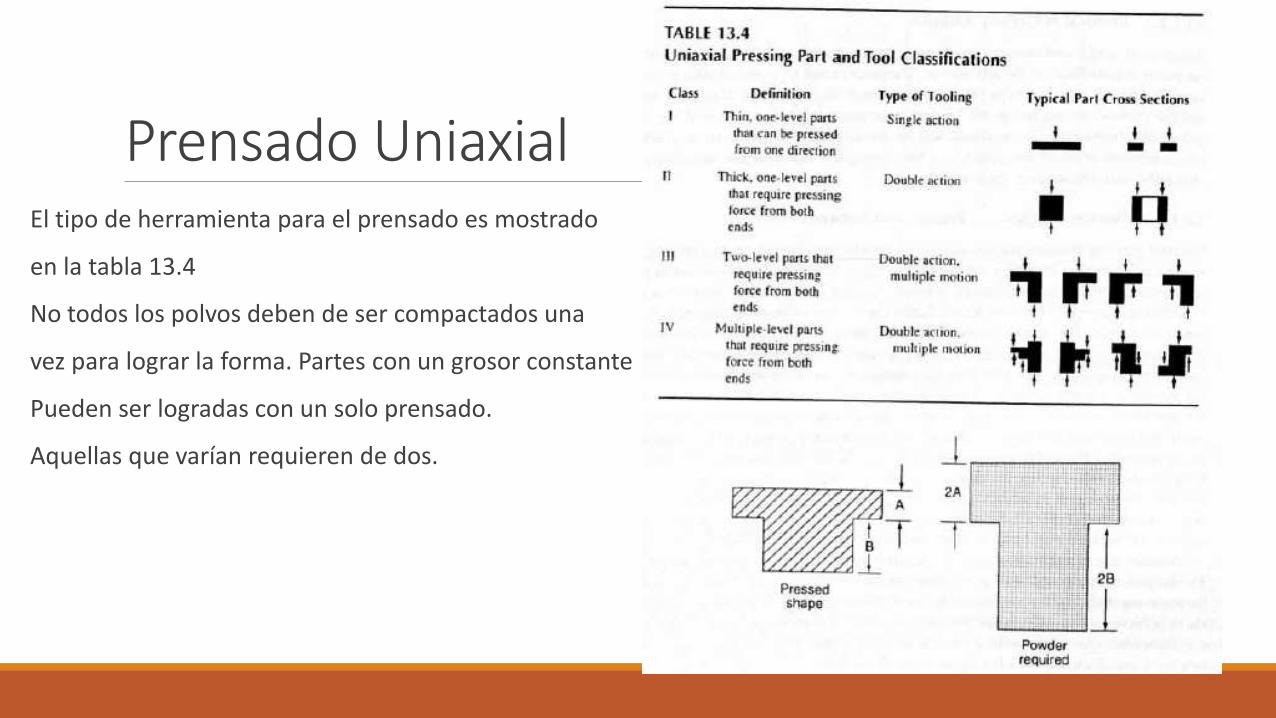
Prensado UniaxialEl tipo de herramienta para el prensado es mostrado
en la tabla 13.4
No todos los polvos deben de ser compactados una
vez para lograr la forma. Partes con un grosor constante
Pueden ser logradas con un solo prensado.
Aquellas que varían requieren de dos.
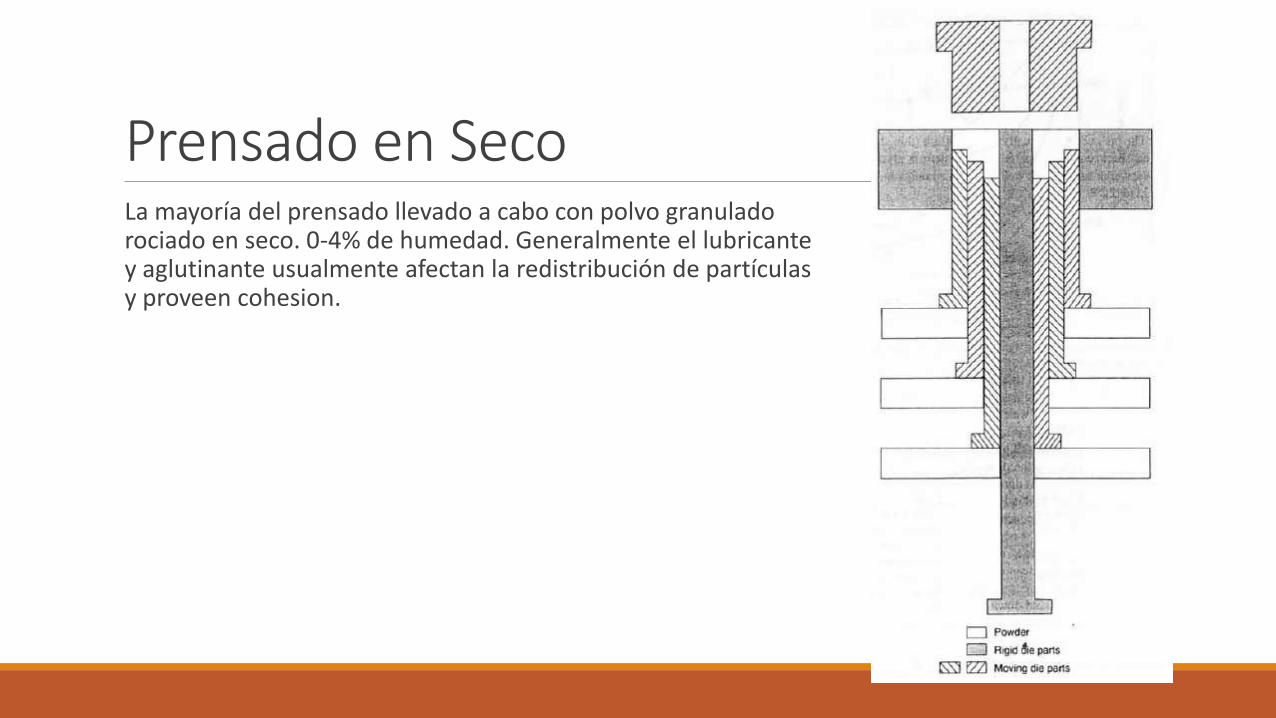
Prensado en SecoLa mayoría del prensado llevado a cabo con polvo granulado rociado en seco. 0-4% de humedad. Generalmente el lubricante y aglutinante usualmente afectan la redistribución de partículas y proveen cohesion.
Prensado en Húmedo Este tipo de prensado involucra 10-15% de humedad y es usado generalmente en composiciones de arcilla. Este polvo se deforma plásticamente durante el prensado y toma la forma de el molde. Generalmente queda una capa entre el material y el polvo prensado. Lo cual no lo hace viable para la automatización.
Problemas en el prensado uniaxialAlgunos problema encontrados en el prensado uniaxial son los siguientes:
1.-Densidad o tamaño inadecuados
2.-Molde, Desgaste
3.-Agrietamiento
4.-Variacion de Densidad
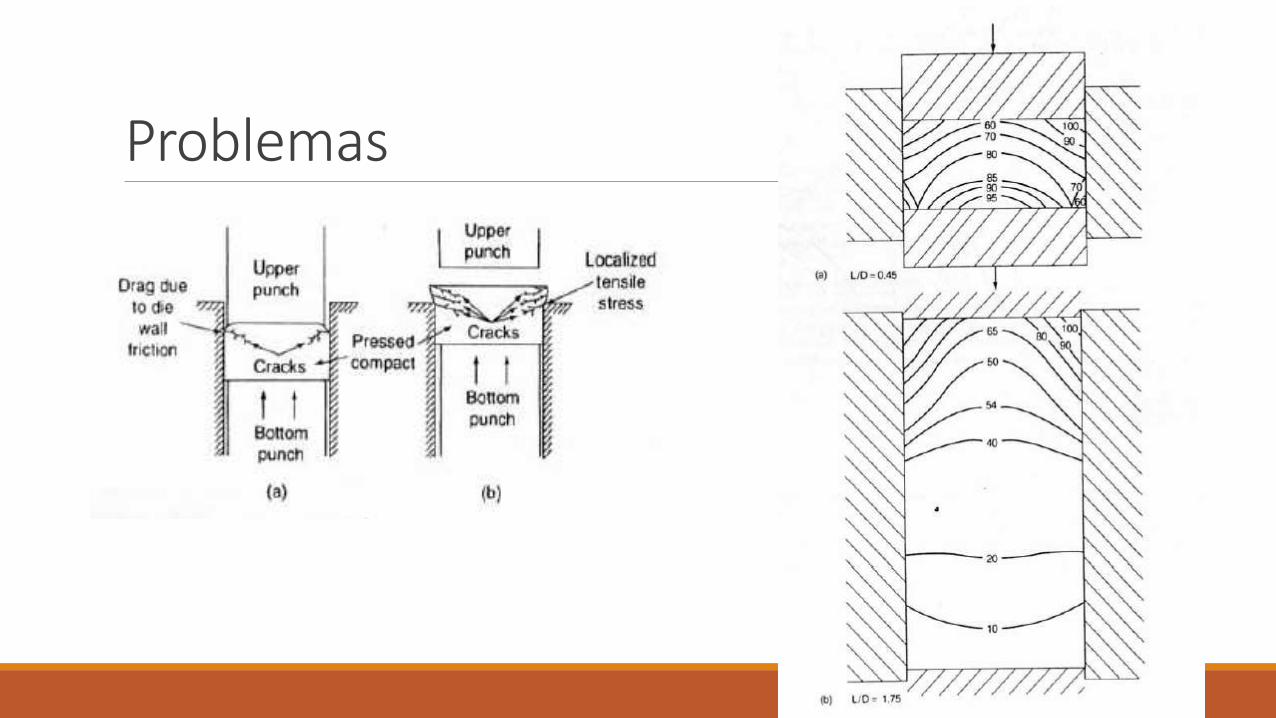
El agrietamiento suele ser el mas difícil de detectar y puede ser debido a multiples causas: diseño impropio de el molde, aire atrapado, fricción entre otras causas.
Problemas
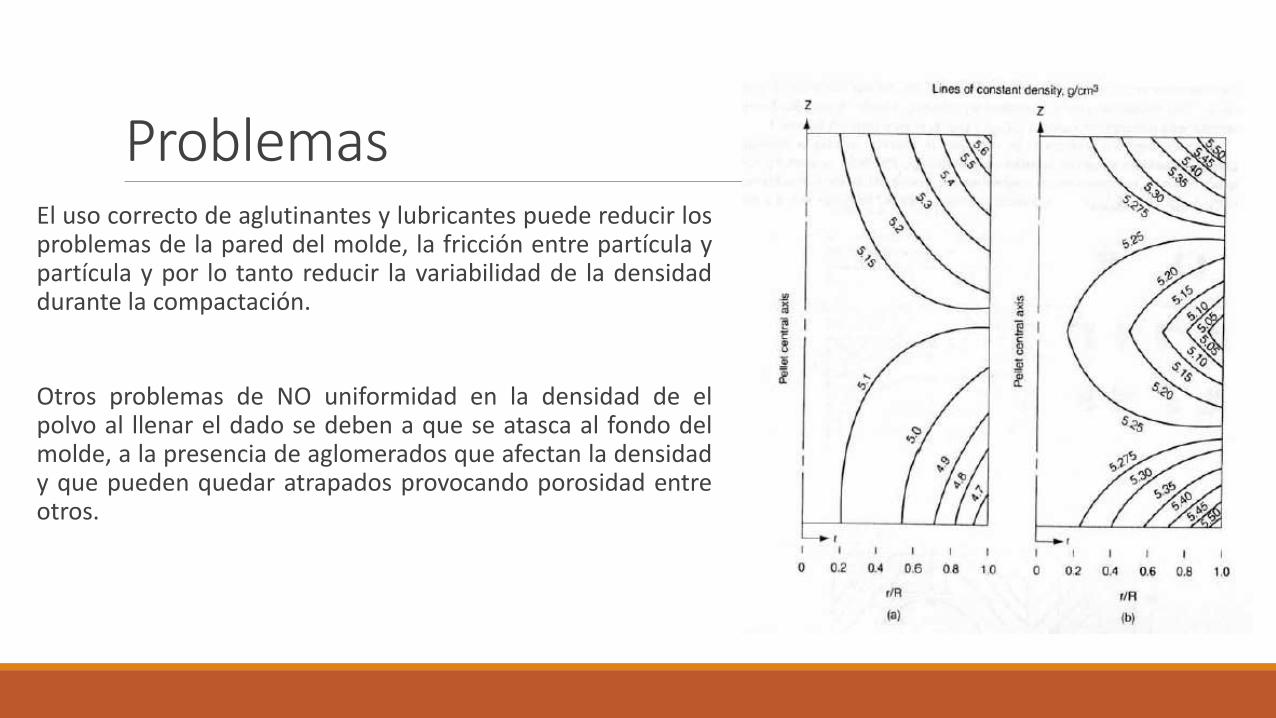
ProblemasEl uso correcto de aglutinantes y lubricantes puede reducir losproblemas de la pared del molde, la fricción entre partícula ypartícula y por lo tanto reducir la variabilidad de la densidaddurante la compactación.
Otros problemas de NO uniformidad en la densidad de elpolvo al llenar el dado se deben a que se atasca al fondo delmolde, a la presencia de aglomerados que afectan la densidady que pueden quedar atrapados provocando porosidad entreotros.
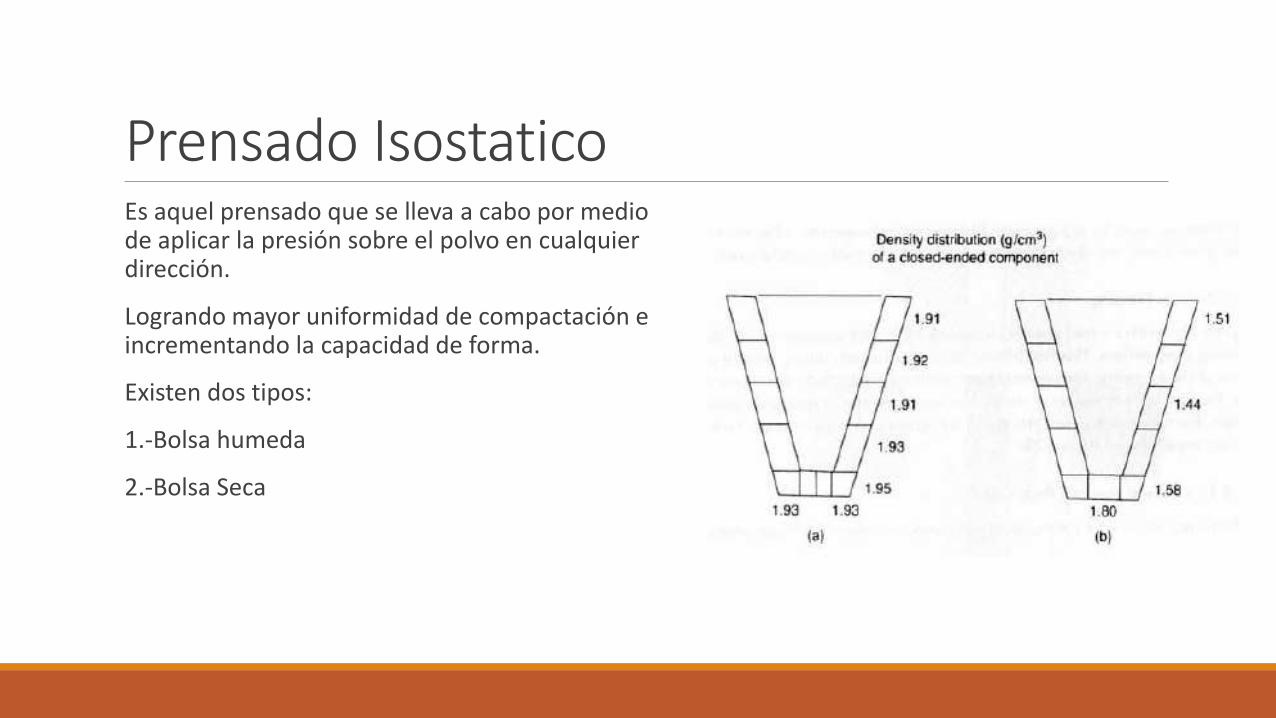
Prensado IsostaticoEs aquel prensado que se lleva a cabo por medio de aplicar la presión sobre el polvo en cualquier dirección.
Logrando mayor uniformidad de compactación e incrementando la capacidad de forma.
Existen dos tipos:
1.-Bolsa humeda
2.-Bolsa Seca
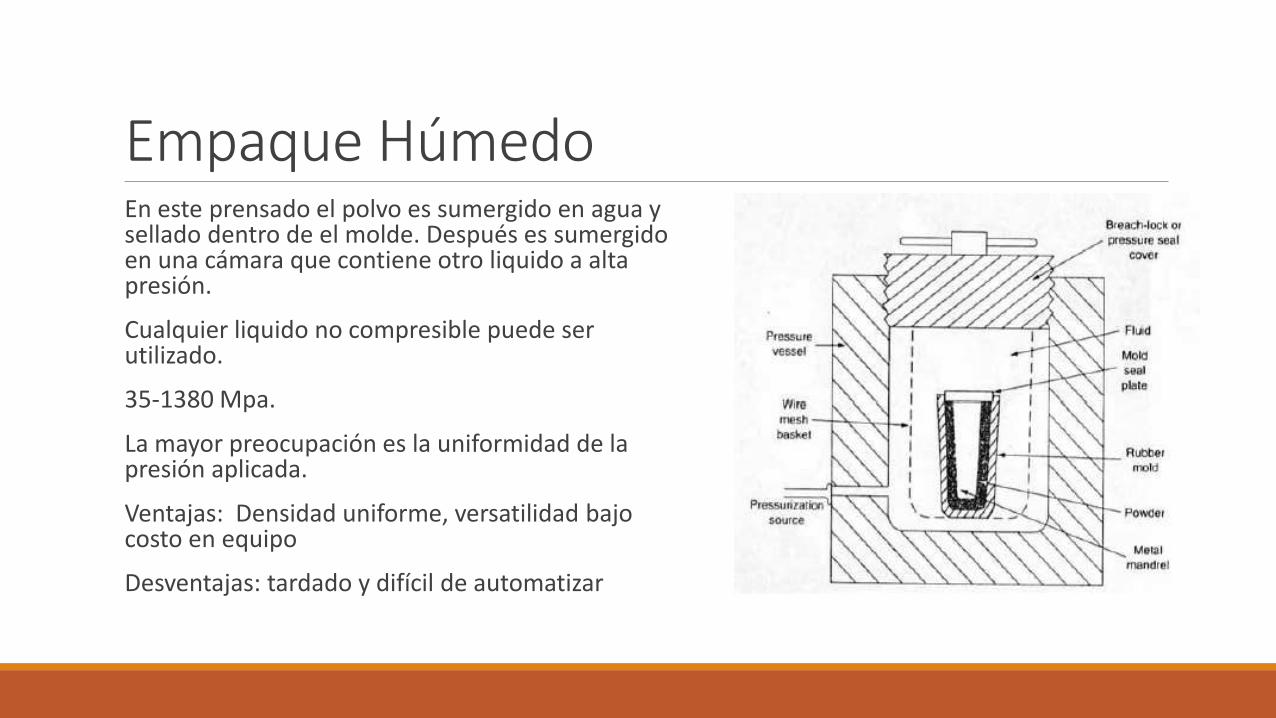
Empaque Húmedo En este prensado el polvo es sumergido en agua y sellado dentro de el molde. Después es sumergido en una cámara que contiene otro liquido a alta presión.
Cualquier liquido no compresible puede ser utilizado.
35-1380 Mpa.
La mayor preocupación es la uniformidad de la presión aplicada.
Ventajas: Densidad uniforme, versatilidad bajo costo en equipo
Desventajas: tardado y difícil de automatizar
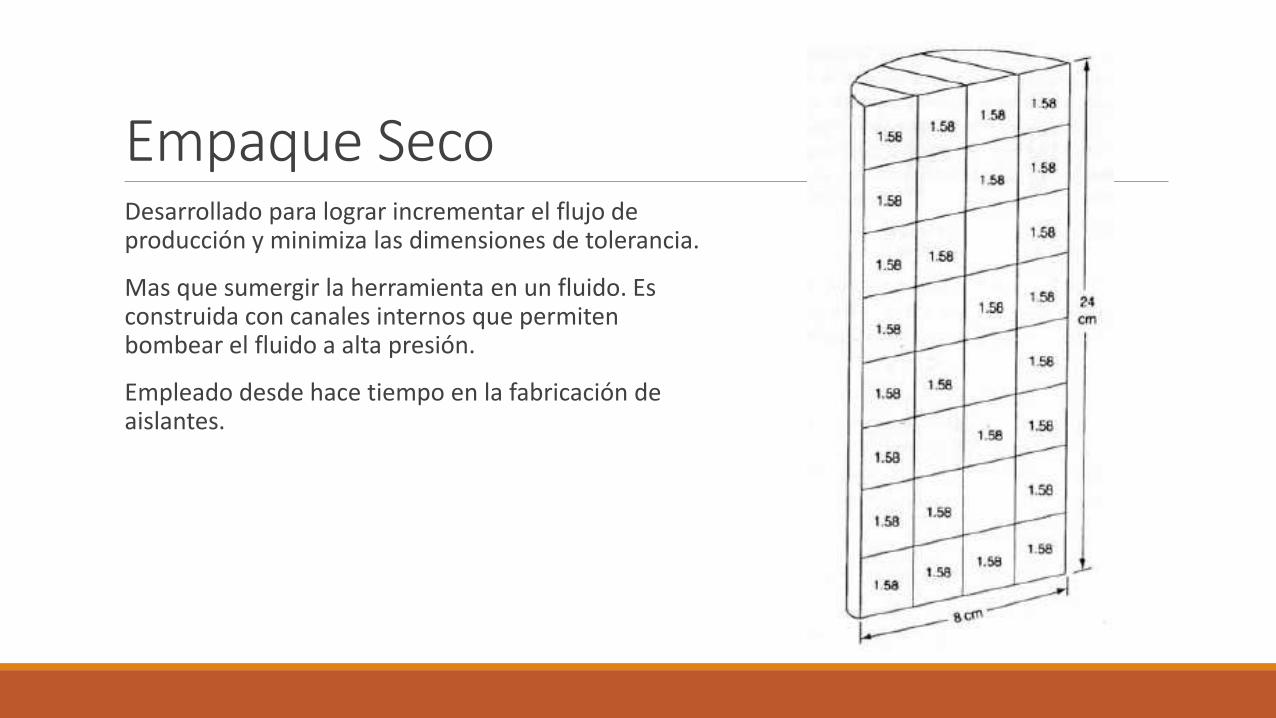
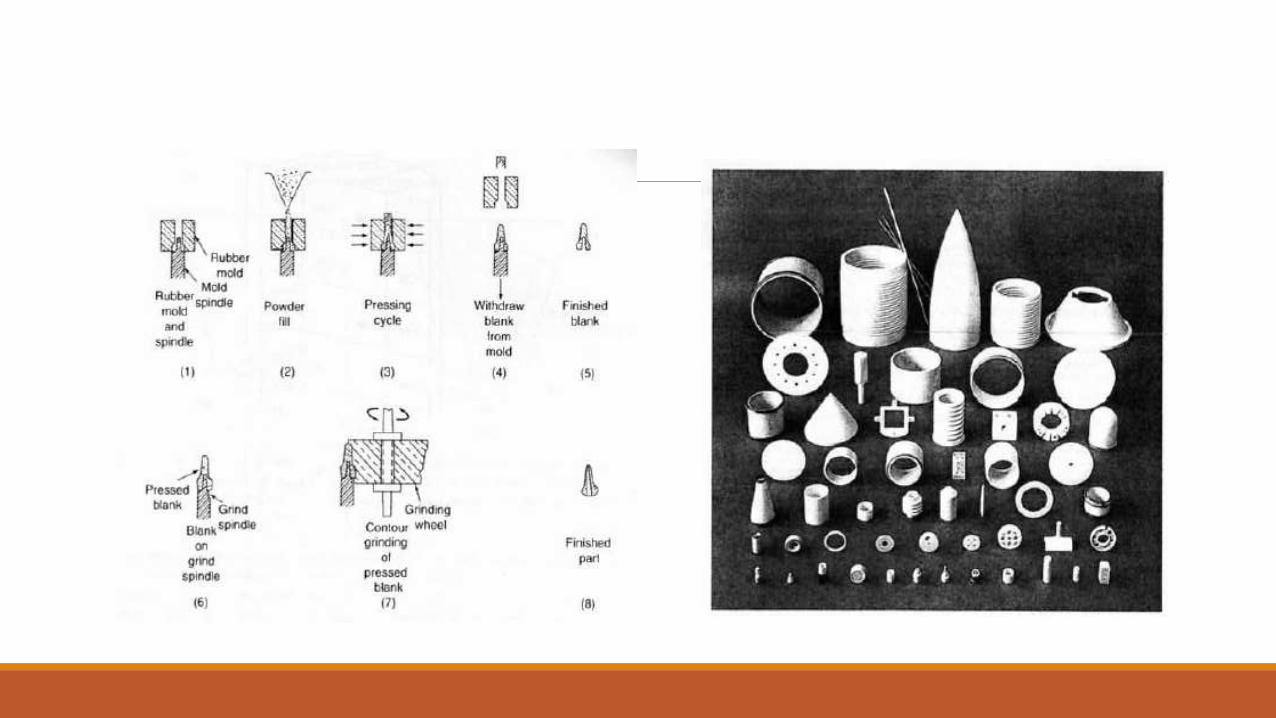
Empaque Seco Desarrollado para lograr incrementar el flujo de producción y minimiza las dimensiones de tolerancia.
Mas que sumergir la herramienta en un fluido. Es construida con canales internos que permiten bombear el fluido a alta presión.
Empleado desde hace tiempo en la fabricación de aislantes.
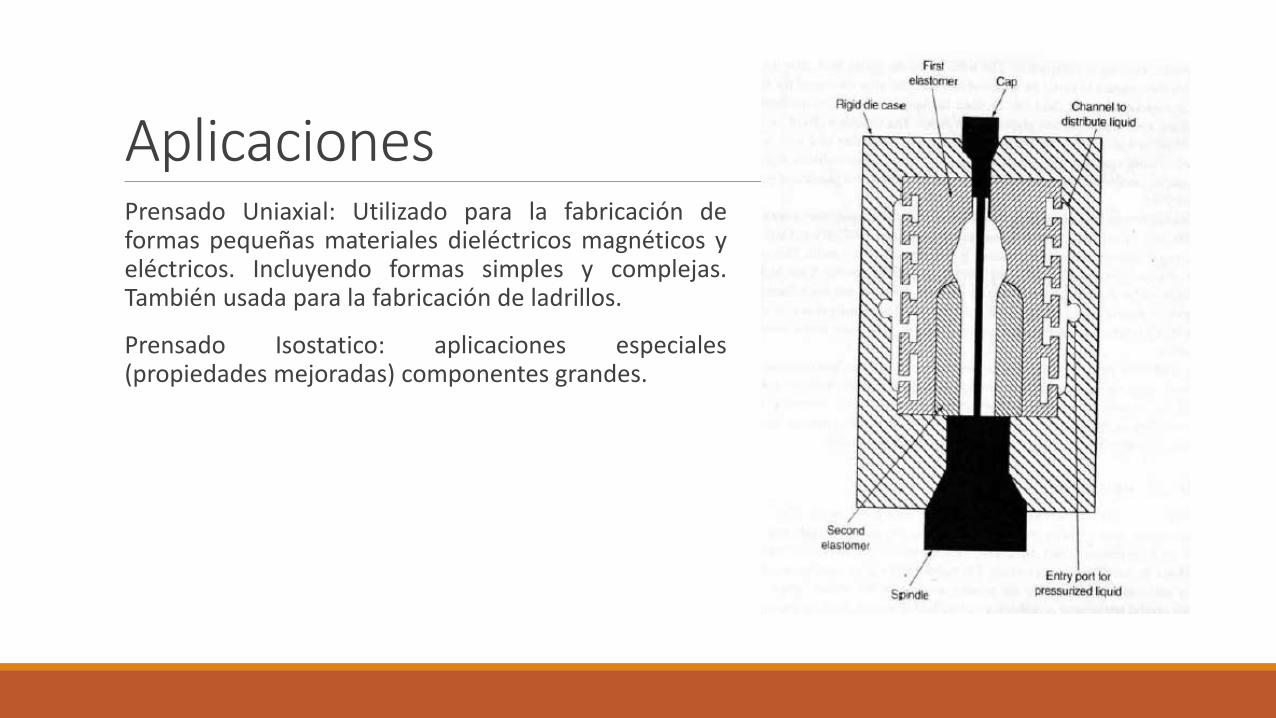
Aplicaciones Prensado Uniaxial: Utilizado para la fabricación deformas pequeñas materiales dieléctricos magnéticos yeléctricos. Incluyendo formas simples y complejas.También usada para la fabricación de ladrillos.
Prensado Isostatico: aplicaciones especiales(propiedades mejoradas) componentes grandes.

|