caso Administracion de inventarios en ALKO inc

of 2
-
Upload
milagros-karina-calapuja-quispe -
Category
Documents
-
view
492 -
download
8
description
caso Administracion de inventarios en ALKO incLogistica Empresarial
Transcript of caso Administracion de inventarios en ALKO inc
-
E S T U D I O D E C A S O
ADMINISTRACIN DE INVENTARIOS
EN ALKO INC.ALKO empez en 1943 en un taller instalado por John Wi-lliams en la cochera de su casa en Cleveland.A John siemprele haba gustado arreglar aparatos elctricos y en febrero de1948 obtuvo una patente para uno de sus diseos de acceso-rios de iluminacin. Decidi producirlo en su taller e intentvenderlo en el rea de Cleveland. El producto se vendibien, y para 1957, ALKO haba crecido y se haba convertidoen una compaa de 3 millones de dlares. Sus accesorios deiluminacin eran famosos por su excelente calidad. Para en-tonces, venda un total de cinco productos.
En 1963, la compaa de John empez a cotizar en labolsa de valores. Desde entonces, ha sido muy exitosa y hacomenzado a distribuir sus productos en todo Estados Uni-dos. Conforme se increment la competencia en la dcada delos ochenta, ALKO introdujo muchos diseos nuevos. Sinembargo, la rentabilidad de la empresa empez a deteriorarsea pesar del hecho de que se haba asegurado de que la calidaddel producto no sufriera. El problema era que los mrgeneshaban empezado a reducirse conforme la competencia en elmercado se intensificaba. En ese momento, el consejo de ad-ministracin decidi que era necesaria una reorganizacincompleta, iniciando en los niveles ms altos. Se contrat aGary Fisher para reorganizar y reestructurar la compaa.
Cuando Fisher lleg en 1999, encontr una compaatambalendose. Pas los primeros meses tratando de entenderel negocio de la compaa y la manera en que estaba estruc-turada. Fisher se dio cuenta de que la clave estaba en el de-sempeo de la operacin.Aunque la compaa siempre habasobresalido en el desarrollo y fabricacin de nuevos productos,haba dejado a un lado su sistema de distribucin. El sentir
dentro de la compaa era que una vez que uno fabricaba unbuen producto, el resto se solucionaba por s mismo. Fisherestableci un grupo de trabajo para revisar el sistema de distri-bucin actual con el fin de que hiciera sus recomendaciones.
EL SISTEMA DE DISTRIBUCIN ACTUAL
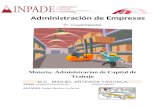
El grupo de trabajo observ que ALKO tena 100 productosen su lnea de 1999. Toda la produccin se realizaba en tresinstalaciones ubicadas en el rea de Cleveland. Para propsi-tos de venta, Estados Unidos estaba dividido en cinco regio-nes, como se muestra en la figura 11-6. Un CD propiedad deALKO operaba en cada una de estas regiones. Los clientes co-locaban los pedidos en los CD, los cuales trataban de surtirloscon producto en inventario. Conforme el inventario de cual-quier producto disminua, el CD lo ordenaba a las plantas. Lasplantas programaban la produccin con base en los pedidosde los CD. Los pedidos eran transportados desde las plantashasta los CD en cantidades de remolque completo (TL, porsus siglas en ingls) de carga puesto que los tamaos de los pe-didos tendan a ser grandes. Por otro lado, los envos desde elCD al cliente se realizaban en cargas consolidadas (LTL, porsus siglas en ingls). ALKO empleaba a otra compaa de ca-miones para ambos transportes. En 1999, los costos de TL delas plantas a los CD promediaban 0.09 dlares por unidad. Loscostos de los embarques de LTL a los CD promediaban 0.10dlares por unidad. En promedio, se requeran cinco das en-tre el momento en que el CD colocaba un pedido con la plantay el tiempo en que el pedido era entregado desde la planta.
La poltica en 1999 era almacenar cada artculo en todoslos CD. Un estudio detallado de la lnea de productos haba
FIGURA 11-6 Regiones de ventas de ALKO
Regin1
Regin 2
Regin 3 Regin 4
Regin 5
341
-
demostrado que existan tres categoras bsicas de productosen trminos del volumen de ventas. stos se clasificaron co-mo tipos Alto, Mediano y Bajo. Los datos de la demanda deun producto representativo de cada categora se ilustran enla tabla 11-8. Los productos 1, 3 y 7 son representativos de losproductos Alto, Medio y Bajo, respectivamente. De los 100 pro-ductos que ALKO vendi, 10 eran del tipo Alto, 20 del tipoMedio y 70 del tipo Bajo. Cada una de sus demandas eraidntica a la de sus productos representativos 1, 3, y 7 respec-tivamente.
El grupo de trabajo identific que las capacidades de laplanta permitan la produccin de cualquier pedido razona-ble en cuatro das. Por tanto, la planta enviaba el pedido cuatrodas despus de recibirlo. Despus de un da en trnsito, elpedido llegaba al CD. Los CD ordenaban con una poltica derevisin peridica en un intervalo de reorden de seis das. Elcosto de mantener inventario en que incurran era de 0.15dlares por unidad por da ya fuera que la unidad estuvieraen trnsito o en almacn. Todos los CD mantenan inventa-rios de seguridad para asegurar un CSL de 95%.
SISTEMAS ALTERNATIVOSDE DISTRIBUCIN
El grupo de trabajo recomend que ALKO construyera uncentro de distribucin nacional (NDC, por sus siglas en in-gls) a las afueras de Chicago. El grupo recomend que ALKOcerrara sus cinco CD y trasladara todo su inventario al NDC.La capacidad del almacn se midi en trminos del nmerototal de unidades manejadas por ao (es decir, la capacidaddel almacn estaba dada en trminos de la demanda que sa-tisfaca el almacn). El costo de construir un almacn semuestra en la figura 11-7. Sin embargo, ALKO esperaba re-cuperar 50,000 dlares por cada almacn que cerraba. ElCSL del NDC continuara siendo 95%.
342 PARTE IV Planeacin y administracin de inventarios en una cadena de suministro
Dado que Chicago est cerca de Cleveland, el costo deltransporte entrante de las plantas al NDC caera a 0.05 dla-res por unidad. El tiempo de espera de resurtido para elNDC de Chicago continuara siendo de cinco das (cuatrodas para produccin un da de trnsito). No obstante, da-do que se increment la distancia promedio, el costo deltransporte saliente a los clientes desde el NDC aumentara a0.24 dlares por unidad.
Otras posibilidades que el grupo de trabajo considerfueron la construccin de un centro de distribucin nacional altiempo que se mantenan los CD regionales abiertos. En estecaso, algunos productos seran almacenados en los CD regio-nales, mientras que los dems seran almacenados en el NDC.
LA DECISIN DE FISHER
Gary Fisher ponder el informe del grupo de trabajo. Nohaban detallado ninguna de las cifras en las que basaron sudecisin, por lo que decidi calcularlas antes de tomar la suya.
PREGUNTAS1. Cul es el costo anual de inventario y distribucin del
sistema de distribucin actual?2. Cules son los ahorros que resultaran si se implemen-
tara la recomendacin del grupo de trabajo y se estable-ciera un NDC? Calcule los ahorros cuando el coeficientede correlacin de la demanda en cualquier par de re-giones vara de 0 a 0.5 a 1.0. Recomendara establecerun NDC?
3. Proponga otras opciones que Fisher debe tomar enconsideracin. Evale cada opcin y recomiende un sis-tema de distribucin que sea el ms rentable paraALKO. Qu tan dependiente es su recomendacin delcoeficiente de correlacin de la demanda en las distin-tas regiones?
TABLA 11-8 Distribucin de la demanda diaria en ALKO
Regin 1 Regin 2 Regin 3 Regin 4 Regin 5
Parte 1 M* 35.48 22.61 17.66 11.81 3.36Parte 1 SD 6.98 6.48 5.26 3.48 4.49Parte 3 M* 2.48 4.15 6.15 6.16 7.49Parte 3 SD 3.16 6.20 6.39 6.76 3.56Parte 7 M* 0.48 0.73 0.80 1.94 2.54Parte 7 SD 1.98 1.42 2.39 3.76 3.98
* M Demanda media SD Desviacin estndar
FIGURA 11-7Costos de construccinpara NDC
1,400,0001,200,000
800,000600,000400,000200,000
0 120010008006004002000
Dl
ares
Miles de unidades
1,000,000