
Cartón Materiales PDF
27
Daniel Bonilla Ibáñez Grado en Arquitectura Técnica – Materiales I Cartón
-
Upload
daniel-bonilla -
Category
Documents
-
view
77 -
download
0
Transcript of Cartón Materiales PDF

Daniel Bonilla Ibáñez
Grado en Arquitectura Técnica – Materiales I
Cartón

1
INDICE
¿Qué es el cartón? o Proceso creación en cartonera o Proceso creación caja cartón o Cartón corrugado
Características o Características técnicas o Ensayos
Acabados o Barnices o Lacas o Otros acabados
Usos del cartón o Empaquetamientos
Cajas plegables Envases cilíndricos Cajas rígidas Cajas cartón corrugado
o Mobiliario/Decoración
Reciclaje o Proceso de reciclado o Recogida selectiva de papel y cartón
Curiosidades
Noticias interesantes o Celulosa como aislamiento o Bicicleta de cartón
Bibliografía
2
¿QUÉ ES EL CARTÓN?
El cartón es un material formado por varias capas de papel superpuestas, a base de fibra virgen o de papel reciclado. El cartón es una variante del papel, al superponer varias capas de éste y combinándolas le dan su rigidez característica. Podemos decir entonces que el cartón es más grueso, duro y resistente que el papel.
Aunque no existe un criterio general para separar el papel de la cartulina y el cartón, se puede considerar al papel compuesto por una sola capa, con un gramaje variable entre los 25 y 220 g/m2; a la cartulina como superposición de diversas capas de papel de idéntica calidad con un gramaje entre 250 y 450 g/m2 y al cartón como una superposición de diversas capas de papel de distinta calidad con un gramaje superior a 600 g/m2. Aquellos comprendidos entre 450 y 600 g/m2 reciben el nombre de cartoncillo y su calidad es intermedia entre el cartón y la cartulina.
Para hablar del cartón, por tanto, tenemos que empezar hablando del papel. Éste es un material a base de fibras entrelazadas, utilizado principalmente para la escritura, impresión y embalaje. Se fabrica a partir de una pasta o solución acuosa de la que se elimina el agua por escurrimiento y secado. Las fibras generalmente de naturaleza vegetal (celulosa) pueden ser también de origen mineral (estaño, aluminio), animal (lana) o sintético.
La pasta de papel se obtiene triturando en agua trapos de hilos o algodón, o diversas materias fibrosas como madera, cáñamo, esparto, paja, etc… añadiéndole también adhesivos para mejorar su consistencia, así como otros aditivos según el tipo de papel que se desee fabricar.
Antiguamente la celulosa no se extraía de forma directa de los vegetales, sino que se aprovechaban los trapos e hilos de origen no animal, sobre todo el algodón. Hoy se emplea como materia prima la madera, especialmente la de coníferas (abeto y pino) y frondosas (eucalipto, haya, álamo), así como paja (de arroz, avena, cebada), esparto, caña, lino, etc…
En este video se ve bastante bien todo el proceso de la creación de la pasta del cartón, hasta el minuto 5:15 que ya se centra en el proceso específico de creación de un brick de cartón:
http://www.youtube.com/watch?v=dXuofipZGDI

3
PROCESO DE CREACIÓN DEL CARTÓN
La primera etapa de la elaboración mecanizada del cartón es la preparación de la materia prima, la pasta de papel. Los materiales más usados hoy en día son los trapos de algodón o lino y la pulpa de madera. En la actualidad, más del 95% del papel se fabrica con celulosa de madera. Para los papeles más baratos como el papel prensa empleado en los periódicos, se utiliza sólo pulpa de madera triturada; para los productos de más calidad se utiliza pulpa de madera química o una mezcla de pulpa y fibra de trapos, y para los papeles de primera calidad se utiliza sólo fibras de trapos.
Los trapos empleados para la fabricación de papel se limpian mecánicamente para quitarles el polvo y otras materias extrañas. Tras esta limpieza se cuecen en una gran caldera giratoria a presión, donde se hierven con cal durante varias horas. La cal se combina con las grasas y otras impurezas de los trapos para formar jabones insolubles que pueden eliminarse más tarde mediante un aclarado, y al mismo tiempo reduce cualquier tinte de los trapos a compuestos incoloros.
A continuación los trapos se transfieren a una máquina denominada pila desfibradora, una cuba larga dividida longitudinalmente de forma que haya un canal continuo alrededor de la misma. En una mitad de la pila hay un cilindro horizontal con cuchillas que gira rápidamente, la base curva de la cuba también está equipada con cuchillas. La mezcla de agua y trapos pasa entre el cilindro y la base y los trapos quedan reducidos a fibras. En la otra mitad de la pila un cilindro hueco de lavado cubierto con una fina tela metálica recoge el agua de la pila y deja atrás los trapos y las fibras. A medida que la mezcla de agua y trapos va fluyendo alrededor de la pila desfibradora, la suciedad se elimina y los trapos se van macerando hasta que acaban separados en fibras individuales.
Después, la pasta primaria se pasa por una o más desfibradoras secundarias para trocear aún más las fibras. En ese momento se añaden los colorantes y los materiales de relleno, como sulfato de calcio o caolín que aumentan el peso y la consistencia del papel terminado.
La preparación de la madera para la fabricación de papel se efectúa de dos formas diferentes. En el proceso de trituración, los bloques de madera se aprietan contra una muela abrasiva giratoria que va arrancando fibras. Las fibras obtenidas son cortas y sólo se emplean para producir papel prensa barato o para mezclarlas con otro tipo de fibras de madera en la fabricación de papel de alta calidad. En los procesos de tipo químico las astillas de madera se tratan con disolventes que eliminan la materia resinosa y la lignina y dejan fibras puras de celulosa.
La lignina es el cemento natural que une las fibras de glucosa en la madera y alcanza, según la especie, del 20 al 30% de la misma.

4
El proceso químico más antiguo apareció en 1851 y emplea una solución de sosa cáustica (hidróxido de sodio) como disolvente. La madera se cuece o digiere en esta solución en una caldera a presión. Las fibras producidas por este proceso no son muy resistentes, pero se emplean mezcladas con otras fibras de madera. Un proceso empleado con frecuencia en la actualidad utiliza como disolvente sulfato de sodio o de magnesio.
Hoy la mayoría del papel se fabrica en máquinas Fourdrinier, similares a la primera máquina eficaz para fabricar papel, desarrollada en los primeros años del siglo XIX. El corazón de la máquina Fourdrinier es una cinta sin fin de tela mecánica que se mueve horizontalmente. La pulpa acuosa cae sobre la cinta que va circulando sobre una serie de rodillos. Una pila poco profunda situada bajo la cinta recoge la mayor parte del agua que escurre en esta etapa. Este agua se vuelve a mezclar con la pulpa para aprovechar la fibra que contiene. La extensión de la hoja de pulpa húmeda sobre la cinta se limita mediante tiras de goma que se mueven por los lados de la cinta. Las bombas de succión situadas bajo la cinta aceleran el secado del papel, y la cinta se mueve de un lado a otro para contribuir al entrelazado de las fibras.
A medida que el papel avanza, pasa bajo un cilindro giratorio cubierto de tela mecánica o de alambres individuales, llamado cilindro afiligranar, que confiere al papel una textura apropiada. Además, la superficie del cilindro tiene letras o figuras trazadas con alambre que pasan al papel en forma de marcas de agua que identifican al fabricante y la calidad del papel. En los papeles fabricados a mano, las figuras de estas marcas se fijan a la superficie del molde.
Cerca del final de la máquina, la cinta pasa a través de dos rodillos cubiertos de fieltro. Estos rodillos extraen aún más agua de la tira de papel y consolidan las fibras, con lo que dan al papel la suficiente resistencia para continuar pasando por la máquina sin el soporte de la cinta.
A continuación el papel se transporta mediante una cinta de tela a través de dos grupos de cilindros de prensado de metal liso. Estos cilindros proporcionan un acabado liso a las dos superficies del papel.
Una vez prensado, el papel está totalmente formado; a continuación se pasa por una serie de rodillos calientes que completan el secado. La siguiente etapa es el satinado un prensado con rodillos lisos fríos que producen el acabado mecánico.
Al final de la máquina Fourdrinier, el papel se corta con cuchillas giratorias y se enrolla en bobinas.

5
Los papeles especiales se someten a tratamientos adicionales. Como ejemplos:
El papel supersatinado es sometido a un proceso posterior de satinado a alta presión entre rodillos metálicos y otros rodillos cubiertos de papel.
El papel estucado, como el empleado para la reproducción fototipográfica de calidad, se apresta con arcilla o cola y se satina.
PROCESO DE CREACIÓN DE UNA CAJA DE CARTÓN
Una vez han sido definidas las dimensiones y el diseño para la impresión y corte de una caja plegable de cartón, se procede a imprimir la hoja de cartón, la cual posteriormente es recortada.
El proceso de corte se realiza por medio de unas cuchillas con la forma de la caja plegable extendida, colocadas en una base de madera calada, que es posteriormente instalada en un equipo que funciona como una prensa, troquelando la figura que se encuentra en la tabla de corte.
Existen básicamente tres tipos de cuchillas llamadas plecas:
Las plecas de corte, que tienen la función de definir la forma de la caja plegable.
Las plecas de doblez, que como su propio nombre indica facilitan el doblez de la caja.
Las plecas de punteado, que facilitan el desprendimiento de ciertas partes de la caja.
Cuando las cajas ya han sido impresas, cortadas y separadas, se procede a doblarlas, engomarlas (el modo más económico de sellar las cajas es engomarlas o más lentamente engraparlas), contarlas y acomodarlas dentro de una línea de producción con una serie de características determinadas por el diseño de la caja.
CARTÓN CORRUGADO
El proceso comienza desenrollándose el cartón de los límites o caras, ya que viene en un gran rollo que se coloca frente a la máquina corrugadora. Debajo de éste, se coloca otro rollo de cartón que servirá para hacer el corrugado interior. Éste último pasa por los rodillos que le dan la ondulación, lo engoman y lo

6
pegan al cartón que está desenrollándose para formar la cara. Si el cartón se necesita de doble cara, pasa a una segunda etapa que engoma el corrugado por el lado que quedó libre y le pega la segunda cara.
Posteriormente, el cartón pasa por una sección de calor que fijará bien la unión, para luego ser llevado a la sección de enfriamiento. Después pasará por la sección de corte donde dependiendo de los requerimientos para lo cual se va a utilizar, el cartón corrugado se corta en láminas de distintos tamaños.
El cartón corrugado tiene dos elementos estructurales, el liner y el material de la flauta, también llamado medium con el cual se forma propiamente el corrugado. El liner son los papeles planos que van en los extremos de la flauta de una lámina corrugada. Puede ser liner interior o exterior, dependiendo de la
posición que guarde una vez hecha la caja. La flauta es el papel que se corruga formando una serie de S´s invertidas, éste es a su vez va pegado entre los liners y es la que contribuye con la mayor parte de la fortaleza del empaque de cartón.
Por su composición el cartón corrugado puede ser:
Corrugado de una cara
Corrugado sencillo
Doble corrugado
Triple corrugado

1
El cartón corrugado también se puede clasificar de acuerdo al número de ondas o flautas que tiene. Estas son las ondas más habituales y sus perfiles:
De acuerdo a la construcción de la caja la flauta puede tener una disposición horizontal o vertical. A partir de la onda tipo E, también es conocido como micro-corrugado.
El micro-corrugado son cajas con un ondulado muy pequeño obteniendo como resultado una superficie más plana, la cual ayuda notablemente la calidad de impresión.

2
CARACTERÍSTICAS
CARACTERÍSTICAS TÉCNICAS
Grosor y volumen son aspectos significativos en la elaboración del cartón; al final, el producto debe soportar los pesos de las cargas, equipaje y los demás usos, manteniendo su forma. Generalmente están compuestos por dos o más capas para mejorar la calidad. Incluso con capas intermedias corrugadas como en el caso del cartón ondulado.
El gramaje: En la industria, el cartón se mide generalmente por su gramaje, que es el peso del cartón expresado en g/m2: la mayoría del cartón utilizado para fabricar envases tiene un gramaje entre 160 y 600 g/m2, (aunque ya habíamos hablado de que hasta los 600g/m2 no es considerado por algunos fabricantes cartón si no cartulina o cartoncillo).
El grosor: El grosor es la distancia entre las dos superficies de la lámina de cartón y se mide en milésimas de milímetro, µm. Los envases de cartón suelen tener entre 350 y 800 µm de grosor.
La densidad y el calibre: La densidad del cartón se refiere al grado de compactación del material y se mide en kg/m3. En la práctica, se sustituye esta característica por el calibre, que expresa la superficie de cartón en metros cuadrados por cada 10 kg de peso. Esta cifra indica la cantidad de hojas de cartón, de tamaño 70 x 100 (centímetros), que conforman 10 kilogramos. El calibre inapropiado o la excesiva pérdida del mismo es la principal causa del aplastamiento del cartón. La fabricación de cajas de calidad busca minimizar el aplastamiento ya que es un factor que reduce la resistencia a la estiba.

3
ENSAYOS
Prueba de compresión de canto: Mide la fuerza máxima de compresión paralela a las flautas, que una muestra de cartón puede soportar antes de fallar. Esta prueba se usa para determinar la resistencia a la estiba de una caja de cartón corrugado y se expresa en Libras por pulgada lineal o su equivalencia en Kgs. Se trata de una prueba estándar usada para medir la resistencia a la compresión de una caja vacía. La compresión es una medida de cómo una caja resistirá la carga de estiba experimentada en un almacén y/o transporte.
Prueba Mullen: Una prueba desarrollada en 1887 por J.W. Mullen para medir la resistencia a la perforación o el estallamiento de una caja de cartón corrugado. Se expresa en Libras por pulgada lineal o su equivalencia en Kgs.
Compresión de anillo: Una prueba estándar realizada en el molino para medir la fuerza de compresión del papel. Una pequeña sección de papel, 1/2" x 6", es colocado en un aparato especial para determinar el valor de resistencia.

4
ACABADOS
Cuando el diseño estructural de la caja queda establecido, se procede a considerar el diseño gráfico de la caja que a menudo afectara el tipo de cartón y su acabado.
Cada tipo de cartón debe cumplir ciertas características básicas tales como:
Buena adhesión de las tintas de impresión
Recepción a los adhesivos y fácil encolado
Facilidad para ser doblado sin agrietarse ni romperse
Adaptarse a la forma de la caja requerida en las máquinas envasadoras automáticas sin deformarse.
BARNICES
Un barniz en líneas generales lo podemos definir como toda preparación líquida destinada a proteger la superficie de un objeto o a proporcionarle un mayor acabado.
En general, los barnices son disoluciones, suspensiones o emulsiones de una sustancia filmógena (endurecedora) en disolventes y diluyentes adecuados; al secarse, forman una película lisa, continua insoluble en agua, relativamente dura, más o menos transparente o traslúcida, que puede ser brillante, mate o satinada. Admiten colorantes solubles en el medio y sustancias plastificantes que evitan la rotura de la capa, una vez seca.
Según su composición se clasifican en:
Barnices grasos: cuyo agente filmógeno es un aceite secante o una mezcla de este y resinas naturales o sintéticas.
Barnices celulósicos: compuestos por nitrocelulosa disuelta en una mezcla de disolventes, a la que se añade un plastificante.
Barnices bituminosos: formados por disoluciones de asfalto, brea o betún en disolventes orgánicos.
Barnices de gomas o resinas: constituidos por soluciones de gomas o resinas naturales o sintéticas en alcohol (barnices de alcohol), aguarrás, acetona, etc…

5
Barnices líquidos sin disolvente: compuestos por resinas sintéticas líquidas principalmente resinas epoxi o poliuretano que forman la auténtica resina después del barnizado, bien por reacción química con un agente filmógeno añadido en el momento de su empleo (barnices de dos componentes) o como en el caso de las resinas fenólicas por calentamiento (barnices de secado al horno).
Se pueden destacar los siguientes tipos:
Barniz aislante: Es un barniz de secado al fuego que se utiliza para aislar conductores eléctricos; es un aislante flexible y duro.
Barniz de pulimento: Es un barniz constituido por alcohol y copal. Una vez seco adquiere tal dureza que se puede pulir con piedra pómez. En la actualidad se elabora generalmente con materias plásticas.
Barniz zapón: Es un barniz duro, transparente y brillante, elaborado en su mayor parte con nitrocelulosa disuelta en acetato de butilamilo o en alcohol amílico. Se emplea principalmente como revestimiento para metal.
LACAS
Partiendo de la celulosa como materia prima se obtienen distintos tipos de ésteres: la nitrocelulosa y el acetobutirato de celulosa. Con estos ésteres se formulan las lacas que se emplean como protección final del acabado contra el rayado, el desgaste, la abrasión. Son productos filmógenos, forman películas más o menos duras, más o menos brillantes y con buena resistencia al frote. Se aplican principalmente como capa final de un acabado y por ello influyen de forma determinante sobre el aspecto y tacto del acabado de una piel. Este tipo de producto sólo se puede adherir sobre cueros que tienen un fondo ya aplicado.
Se pueden dividir en lacas en emulsión y lacas en solución. Las lacas en forma de emulsión acuosa, que son las que se tiende a usar hoy en día pueden diluirse con agua y se utilizan principalmente como capas intermedias entre los fondos y las lacas orgánicas para aumentar su rendimiento y proteger los fondos de los disolventes; también facilitan la operación del planchado.
6
La lacas en forma de disolución con disolvente orgánico, deben diluirse con solventes, lo cual resulta más caro y además tiene el inconveniente de que son muy inflamables, siendo la causa de numerosos incendios en la sección de acabados. Su principal ventaja es que proporcionan capas cuya solidez al frote húmedo es muy buena. Presentan un secado muy rápido y acabados satinados de gran suavidad al tacto.
De acuerdo con la naturaleza de los solventes se dividen en:
Lacas volátiles: cuando el solvente es un aceite volátil o un alcohol.
Lacas grasas: cuando el solvente es un aceite secante. Los aceites secantes más conocidos son: de lino, de nueces, de cáñamo, de ricino, etc...
OTROS ACABADOS
Otro sistema utilizado para dar un fondo especial a la caja, como para etiquetar a la misma es el grabado en relieve, el cual se realiza colocando el cartón entre matrices y aplicándoles presión para que mantengan la forma requerida. Esto se efectúa algunas veces simultáneamente con las operaciones de corte y de doblado.

7
USOS DEL CARTÓN
EMPAQUETAMIENTOS DE CARTÓN
Cajas plegables: Las cajas plegables tienen un uso muy extendido, son utilizadas tanto como un empaquetamiento primario de productos, como un empaquetamiento secundario, es decir, actuando como contenedor de empaquetamientos primarios (cajas que contienen otras cajas). A la hora de diseñar una caja de cartón hay que tener en cuenta varios aspectos como:
o Debe contener el producto, permitiendo que sea transportado y manipulado con facilidad.
o Debe proteger el contenido, ya sea de posibles fracturas, de robos, de absorción o pérdida de humedad y de fugas.
o Pensando en la optimización del negocio, debe hacer publicidad del producto e intentar vender el producto al consumidor.
Las cajas plegables son de bajo costo y se almacenan fácilmente debido a que pueden ser dobladas ocupando un mínimo espacio, pero tienen una baja resistencia comparadas con otro tipo de cajas.
Tubos y empaquetamientos cilíndricos: Estos empaquetamientos se hacen de cartón flexible. El cuerpo de los botes de fibra es de cartón y los extremos pueden ser de metal, de cartón o de plástico. Hay una gran variedad en el diseño de los cierres, pero la construcción del cuerpo queda restringida a tres grandes grupos:
Tubos y botes de cartón formados en espiral.
Tubos y botes formados en couvolute.
Botes laminados con aluminio y polietileno.
Estos tubos se utilizan para proteger el transporte y almacenamiento de alimentos, polvos, aceites… siendo igualmente efectivos para productos líquidos y secos.
En este video se ve como se forman estos tubos cilíndricos y como se cortan con una máquina especializada en ello:
http://www.youtube.com/watch?v=d8pv-uImZ2g

8
Cajas rígidas: Estas cajas tienen usos muy diversos. Son del mismo estilo que las cajas plegables pero ofrecen una mayor resistencia a la deformabilidad al no poseer los pliegues característicos de las otras.
Cajas de cartón corrugado: Al estar hechos con cartón corrugado, estos embalajes son todavía más resistentes. Las cajas de cartón corrugado se diseñan teniendo en cuenta el tipo de producto y el tipo de llenado (manual o automático). El diseño estructural de una caja determina lo efectiva que será ésta a la hora de llevar el producto intacto al consumidor. Como curiosidad, el contenedor más económico de forma cúbica, por utilizar la menor cantidad de cartón corrugado, es el que tiene sus dimensiones internas en las siguientes proporciones:
2 : 1 : 2 Es decir, el alto es igual al largo, que son dos veces el ancho de la caja. A la hora de diseñar una caja de cartón corrugado, habrá que conocer la fragilidad que tiene el producto, la clase de manejo que se le va a dar, tener en cuenta el transporte y el almacenamiento así como qué tipo de condiciones climáticas favorecen o perjudican al producto. Toda caja deberá pasar por pruebas de estiba y resistencia a la compresión antes de poder ser utilizada.

9
MOBILIARIO/DECORACIÓN
La utilización del cartón como material de elaboración de elementos decorativos es algo que se ha puesto de moda en los últimos años.
Varios estudios de diseño industrial llevan apostando años por este tipo de productos, e incluso nos venden patrones en PDF imprimibles para comprar nosotros mismos el material y seguir las instrucciones. Este “hazlo tú mismo” nos da la satisfacción de montar nuestros propios muebles asegurándonos horas de diversión, ahorro, y la satisfacción de saber que empleamos material reciclado. Además podremos darle el acabado que más nos guste dejando el típico color caja, o lacándolos con spray a nuestro gusto, o incluso ilustrándolos con impresiones de todo tipo.
Algunos ejemplos de este mundo del mobiliario de cartón son:
Paperpod es una empresa inglesa que produce muebles y juguetes infantiles realizados en cartón reciclado.
Foldschool es una colección de mobiliario infantil de cartón. Se pueden descargar los patrones gratuitamente para realizártelos tú mismo.
Giles Miller realiza muebles de cartón usando el corrugado interior para crear patrones muy actuales.
Vitra comercializa los míticos (aunque nada baratos) muebles de cartón del prestigioso arquitecto canadiense Frank O. Gehry.
Okupa nos ofrece muebles muy sencillos creados por jóvenes diseñadores.

10
Podemos dividir los productos según el tipo de estructura: por planchas de montaje encajadas en ranura y por compresión de varias láminas (lo que lo hace mucho más pesado pero no compromete en ningún caso la resistencia). Cierto es que la madera o el aluminio tienen una vida más longeva, aunque la celulosa (mientras no tengamos excesiva humedad) nos da la posibilidad de divertirnos cambiando rápida y económicamente nuestros muebles sin comprometer en demasía el medio ambiente.

11
RECICLAJE
En los últimos tiempos debido a la preocupación por el medio ambiente ha cobrado mayor importancia a nivel mundial el uso adecuado de los recursos naturales y, en consecuencia, en la industria de los papeles y cartones el reciclaje es cada vez más importante, creciendo la recuperación de cartones y papeles para reciclar de 48 a 134 millones de toneladas entre 1980 y 1998 a nivel mundial, o lo que es lo mismo de un 23% a un 45%.
Actualmente la protección del medio ambiente ha cobrado una gran importancia creándose así organizaciones no gubernamentales que, preocupados por el deterioro de la naturaleza, han contribuido con investigaciones para solventar este problema; investigaciones que en parte se han centrado en el estudio de la celulosa y el hongo Trichoderma reesei productor de celulosas. Las celulosas aplicadas al reciclaje del papel ayudan a reducir el aumento de la salinidad de suelos y agua por parte de las sustancias utilizadas en el ablandamiento de las fibras de celulosa durante los métodos convencionales de reciclaje de papel.
La celulosa es el principal componente en la manufactura de papeles y cartones y también, en pequeñas cantidades, se encuentra en productos como películas fotográficas, celofanes, explosivos, etc…
La celulosa blanca de fibra larga se usa principalmente para agregar resistencia a los papeles y cartulinas, y la celulosa blanca de fibra corta se usa para dar suavidad y como relleno. Dependiendo de la proporción en las mezclas se obtienen papeles para diferentes usos.

12
La manufactura de la celulosa se obtiene a partir de la separación de las fibras naturales, las que son mantenidas unidas en la estructura de las plantas por un material conocido como lignina.
Estas fibras pueden ser separadas mecánicamente o mediante un proceso químico de disolución de la lignina para recuperar las fibras. Dependiendo del proceso de producción, las celulosas se dividen en:
Celulosa Química: Se obtiene a partir de un proceso de cocción química de la madera a altas temperaturas y presiones. Estas celulosas son más resistentes, ya que las fibras quedan intactas, son más fáciles de blanquear y menos propensas a perder sus cualidades en el tiempo.
Celulosa Mecánica: Se obtiene a partir de un proceso por el cual la madera es molida y triturada mecánicamente, siendo sometida a altas temperaturas y presiones. Posteriormente la pasta es clasificada, lavada y eventualmente blanqueada. Este proceso requiere un alto consumo energético. Esta celulosa es menos resistente que la química porque las fibras que en ella están contenidas han sido cortadas en el proceso de fabricación.
PROCESO DE RECICLADO
El proceso de reciclado del papel y cartón empieza con la recogida de la materia prima ya sea por parte de los grandes almacenistas como por los pequeños recuperadores o el propio ciudadano que voluntariamente decide llevar sus desperdicios al punto de recogida más cercano.
1ªFase: Los bultos de papel recuperado se introducen en el pulper o desintegrador (cuba de acero con una hélice) lleno de agua. El papel sumergido comienza a disolverse. Las turbulencias que genera la hélice hacen que se mezclen las fibras con el agua. Los fabricantes de papel denominan «pasta» a esta mezcla de agua y fibras. En el pulper, se eliminan de la pasta los contaminantes de gran tamaño, como las bolsas de plástico.

13
La eliminación de contaminantes más pequeños, como hilos de plástico, bolas de poliestireno y grapas, se consigue mediante una serie de productos de limpieza, filtros y separadores.
Una vez finalizado el proceso de limpieza, la pasta contiene de un 3,5% a un 4% de fibras, y el resto es agua.
2ª Fase: Cuando ya se ha obtenido esta pasta de papel, se le añade agua a la pasta hasta que el contenido en fibras alcanza del 1% al 2%. Esta mezcla se bombea hasta la cabeza de máquina, donde la pasta se distribuye por una malla continua también conocida como «tela».
En los primeros metros de la tela, el cartón adopta su forma. El agua se dispersa, y las fibras de papel quedan retenidas y se unen. Para facilitar y acelerar la extracción del agua, se incorporan cajas de absorción para que recuperen el agua de la pasta. En este momento, este cartón blando contiene alrededor de un 70% de agua.
El cartón húmedo se transporta y se comprime entre cilindros, en los que las cintas de fieltro absorben el agua escurrida. Aunque a primera vista, el cartón parece más rígido, sigue conteniendo el 50% de agua aproximadamente.
El tramo de secado es la última fase del proceso de absorción del agua. El cartón pasa por unos rodillos con vapor caliente, donde las altas temperaturas permiten que el agua restante se evapore. El vapor se elimina mediante extractores. El cartón definitivo contiene un promedio del 93% de fibras y el 7% de agua.

14
3ª Fase: Tras el secado, el cartón se lamina con papel para aumentar el grosor o mejorar la superficie. Una vez que el cartón está listo, se corta según las dimensiones que los clientes demandan. A continuación, las hojas se apilan de forma automática en palés que se embalan con un film retráctil y ya están preparados para ser enviados.
LA RECOGIDA SELECTIVA DEL PAPEL Y DEL CARTÓN
La estructura recuperadora del papel y del cartón en España, al margen de sus problemas y defectos, es muy efectiva en términos de capacidad de recogida. El sector se resiente por los elevados costes de recogida por un lado y las deficiencias de la comercialización por otro.
Lógicamente el mayor consumo de papel por las papeleras es la razón de una mayor recogida del mismo, sin embargo, no existen datos precisos que nos permitan establecer una relación fiable entre niveles de consumo y recuperación. Parece claro que los papeles de mayor valor son entregados directamente a almacenistas, quedando los de menor valor, densidad y precio para los pequeños recuperadores, por lo que el esfuerzo de éstos no se ve compensado por las ganancias.
De este modo se ven distinguidos dos grandes grupos en los sistemas de recuperación de papel:
La recuperación obligada, llamada así debido a la necesidad de evacuar los residuos de papel que se generan en gran cantidad en determinados lugares de trabajo (imprentas, encuadernaciones, oficinas, grandes comercios, editoriales, distribuidoras, etc.).

15
La recuperación voluntaria, que se produce porque el usuario de papel así lo decide, dependiendo de diversas circunstancias el hecho de que el papel usado sea abandonado como residuo, vendido o regalado.
La razón fundamental del descenso de las pequeñas recogidas y ventas reside fundamentalmente en los precios, que junto con un aumento de la capacidad adquisitiva de la mayoría de las familias y la desaparición de las chamarilerías y traperos, ha convertido es práctica poco atractiva el guardar periódicos y revistas para ser llevados lejos a vender.
Las calidades que más se recuperan por este sistema, son las bajas y las medias. En general, es lo que puede reportar mayor beneficio al recuperador. De forma que la estabilidad de la recogida depende casi exclusivamente de los precios que obtenga el recuperador y, no de las necesidades locales de evacuación o del fabricante de papel que utilice papel recuperado.
Los vertederos de basura son una fuente de aprovisionamiento de papel y cartón en progresivo descenso. El mayor control y la clausura de los vertederos ilegales, ha supuesto en algunos sitios la desaparición de muchas familias dedicadas a la basura, no sólo de papel y cartón, sino también de vidrio, botellas, plásticos, latas, etc.
Sin embargo, este colectivo que practica la recuperación voluntaria es de vital importancia para garantizar el suministro a la industria papelera, gran devoradora de papel recuperado, a la vez que se reduce el volumen de basura.
En España, al igual que en otros países de nuestro ámbito económico, el consumo de papel recuperado va en un claro aumento, sobretodo en forma de papel viejo impreso que se destina. Sin embargo, este aumento del consumo de papel viejo no va acompañado por un igual aumento de la cantidad de papel recuperado, por lo que, a pesar de aumentar ésta considerablemente, la dependencia de las importaciones es cada vez mayor.

16
CURIOSIDADES
Para fabricar 1.000 kg de papel de una calidad superior se necesitan 3.300 kg de madera.
El papel se puede reciclar hasta siete veces, según la longitud de las fibras.
El papel, junto con el carbón, puede llegar, en peso, al 25% del total de los residuos domésticos, y son las materias más fácilmente reciclables.
El papel reciclado se utiliza básicamente para hacer cartón y papel de embalar.
Una de las razones por las cuales a los recicladores les ha costado interesarse por el papel brillante es porque una vez se quita el revestimiento a una tonelada de papel brillante tan sólo queda entre un cuarto y media tonelada de papel.
No obstante, se están buscando procedimientos para hacer rentable el reciclaje de revistas, como por ejemplo, el añadir trozos de revistas a la pasta de papel para obtener un papel de periódico más brillante.
Un millón de toneladas de revistas supone 375.000 m3 de espacio en los vertederos. Este papel se podría reprocesar en 500.00 toneladas de cartón del tipo que se utiliza para cajas de cereales.
El papel blanco vale el doble que el papel de color.
Además de árboles y energía, también se ahorra otro recurso muy valioso: el agua. Cada vez que se recicla una tonelada de papel, se ahorran 26.500 litros de agua.
17
NOTICIAS INTERESANTES
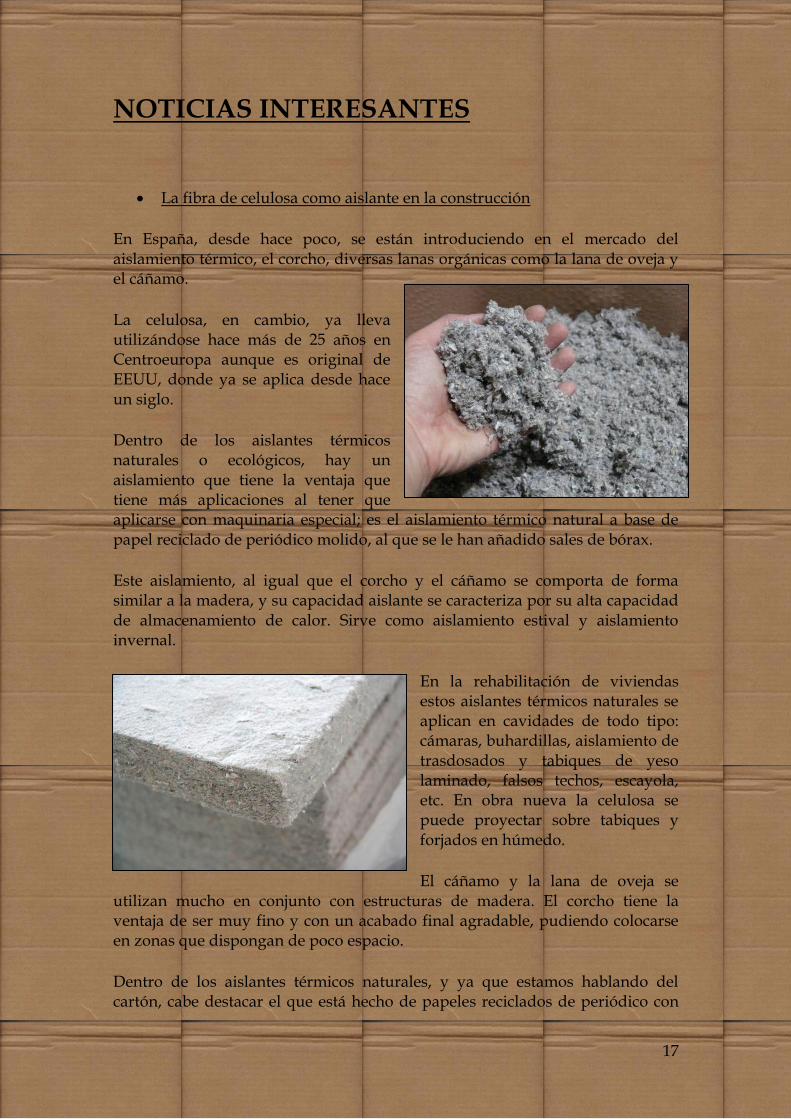
La fibra de celulosa como aislante en la construcción
En España, desde hace poco, se están introduciendo en el mercado del aislamiento térmico, el corcho, diversas lanas orgánicas como la lana de oveja y el cáñamo.
La celulosa, en cambio, ya lleva utilizándose hace más de 25 años en Centroeuropa aunque es original de EEUU, donde ya se aplica desde hace un siglo.
Dentro de los aislantes térmicos naturales o ecológicos, hay un aislamiento que tiene la ventaja que tiene más aplicaciones al tener que aplicarse con maquinaria especial; es el aislamiento térmico natural a base de papel reciclado de periódico molido, al que se le han añadido sales de bórax.
Este aislamiento, al igual que el corcho y el cáñamo se comporta de forma similar a la madera, y su capacidad aislante se caracteriza por su alta capacidad de almacenamiento de calor. Sirve como aislamiento estival y aislamiento invernal.
En la rehabilitación de viviendas estos aislantes térmicos naturales se aplican en cavidades de todo tipo: cámaras, buhardillas, aislamiento de trasdosados y tabiques de yeso laminado, falsos techos, escayola, etc. En obra nueva la celulosa se puede proyectar sobre tabiques y forjados en húmedo.
El cáñamo y la lana de oveja se utilizan mucho en conjunto con estructuras de madera. El corcho tiene la ventaja de ser muy fino y con un acabado final agradable, pudiendo colocarse en zonas que dispongan de poco espacio.
Dentro de los aislantes térmicos naturales, y ya que estamos hablando del cartón, cabe destacar el que está hecho de papeles reciclados de periódico con

18
sales de bórax. La celulosa no se puede comprar en los grandes almacenes, debiéndose colocar por empresas especializadas y homologadas por el fabricante.
La colocación de este tipo de aislantes térmicos naturales, en la rehabilitación, es relativamente rápida, ya que se puede realizar desde el interior de la vivienda, en un solo día, sin obra ni andamios.
Se aprovecha, por ejemplo, la cámara de ventilación que existe entre tabique y fachada, se insufla con celulosa, y acto seguido la casa queda perfectamente aislada y a un precio sorprendentemente bajo.
Además de haber aislado y, habiendo contribuido así a reducir gastos de energía, el propietario de la vivienda también ha ayudado a reciclar un material orgánico y natural muy preciado.
En este video se muestra perfectamente el proceso de elaboración de la fibra de celulosa y habla de las pruebas que ésta ha de pasar:
http://www.youtube.com/watch?v=HppZc255ZK0
Este otro video es más comercial, pero también se muestra cómo inyectan la fibra en el tabique:
http://www.youtube.com/watch?v=NoDwHa0y1Bk
Otro ejemplo de insuflado de fibra de celulosa:
http://www.youtube.com/watch?v=msS4xGWR_SI

19
“La bici de cartón llegará a las tiendas a finales de 2013”
En este video se ve a Izhar Gafni, un inventor y amante de las bicicletas israelí, que ante la falta de financiación para su proyecto usó su propio dinero y recursos para construir una bicicleta de cartón:
http://www.youtube.com/watch?v=txSboSNQINs
http://www.youtube.com/watch?v=_7pBGRUNxG4
En un taller ubicado en una granja agrícola de Israel, usando los principios del arte japonés del origami dobló cartones una y otra vez con una máquina que él mismo inventó y al añadir una mezcla concreta de pegamento y barniz, logró que el cartón fuera lo suficientemente resistente para poderse aguantar su peso.
Tras varios modelos y al ir perfeccionando sus creaciones, obtuvo un cuadro de cartón ligero, resistente al agua y reciclable capaz de soportar a ciclistas de hasta 225 kilos de peso. Una bicicleta tamaño grande de cartón pesa cerca de 10 kilos y, de acuerdo con el inventor, nunca requerirá de ajustes ni reparaciones.
20
BIBLIOGRAFIA
http://es.wikipedia.org/wiki/Cart%C3%B3n
http://es.wikipedia.org/wiki/Cart%C3%B3n_ondulado
http://es.wikipedia.org/wiki/Cartonera
http://www.eskagraphicboard.com/?language=es&PageName=stock_preparation
http://www.inlandamericas.com/terminologia.html
http://www.tododecarton.com.mx/glosario.php
http://www.fefco.org/
http://xombit.com/2011/05/mobiliario-de-carton-alternativa-economica-y-resistente
http://www.enbuenasmanos.com/articulos/muestra.asp?art=2569
“La Celulosa y sus aplicaciones industriales” – Autor desconocido.
“El Papel y el Cartón” – Autor desconocido.
Videos informativos – Youtube: o http://www.youtube.com/watch?v=8i3riKvCYkM o http://www.youtube.com/watch?v=D_V-JC4BjEI o http://www.youtube.com/watch?v=GpU9E4lLQcA o http://www.youtube.com/watch?v=as4Ste32rpg


















