
CAPITULO II - Web view3.1 Introducción 44 3.2 Quemas 45 3.2.l Energia requerida para ......
133
RESUMEN Este trabajo presenta los principales resultados de la evaluación teórica de tecnologías para la fabricación de ladrillos, obtenidos durante el análisis de un proyecto orientado hacia el empleo eficiente y racional de la energía en los diferentes procesos de análisis, en media y gran escala, así como al desarrollo de un análisis técnico, económico y medio ambiental para la tecnología mas apropiada para la industria del ladrillo. El planteamiento inicial del sistema de cogeneración fue el de conseguir una tecnología lo más eficiente posible para generar calor y electricidad en forma simultánea. Estando la cogeneración, considerada como Mejor Técnica Disponible (MTD). Los beneficios de la cogeneración, en lo que se refiere al ahorro de energía primaria, a la eliminación de pérdidas en la red y a la reducción de las emisiones contribuyen al cumplimiento de los objetivos del protocolo de Kyoto de la Convención Marco de Naciones Unidas sobre Cambio climático. Las necesidades energéticas de las industrias ladrilleras hacen de éstos un candidato perfecto para la implantación de la cogeneración, esta debe ser aplicada en aquellos procesos en que se puede utilizar
Transcript of CAPITULO II - Web view3.1 Introducción 44 3.2 Quemas 45 3.2.l Energia requerida para ......
RESUMEN
Este trabajo presenta los principales resultados de la evaluación teórica de tecnologías
para la fabricación de ladrillos, obtenidos durante el análisis de un proyecto orientado
hacia el empleo eficiente y racional de la energía en los diferentes procesos de análisis,
en media y gran escala, así como al desarrollo de un análisis técnico, económico y
medio ambiental para la tecnología mas apropiada para la industria del ladrillo.
El planteamiento inicial del sistema de cogeneración fue el de conseguir una tecnología
lo más eficiente posible para generar calor y electricidad en forma simultánea. Estando
la cogeneración, considerada como Mejor Técnica Disponible (MTD). Los
beneficios de la cogeneración, en lo que se refiere al ahorro de energía primaria, a la
eliminación de pérdidas en la red y a la reducción de las emisiones contribuyen al
cumplimiento de los objetivos del protocolo de Kyoto de la Convención Marco de
Naciones Unidas sobre Cambio climático. Las necesidades energéticas de las industrias
ladrilleras hacen de éstos un candidato perfecto para la implantación de la cogeneración,
esta debe ser aplicada en aquellos procesos en que se puede utilizar de forma eficiente el
calor y parte de la energía eléctrica generada por el módulo de la cogeneración. Las
plantas de Cogeneración superan sin dificultad un análisis de rentabilidad y más todavía
al utilizar el gas Natural como combustible, el rendimiento del módulo de
cogeneración, la disponibilidad y la calidad del servicio de mantenimiento y
reparación son componentes del precio de la energía producida. En el último capitulo de
esta tesis se presenta el sistema de cogeneración utilizado, todo a partir de los datos
técnicos de consumo de energía eléctrica y térmica de los componentes de la industria
ladrillera.
Se concluye que es conveniente promover la sustitución de leña, llantas y/o productos
contaminantes también hornos deficientes donde presenta casi el 50% de pérdidas de
calor por sistemas más eficientes y que pueden funcionar con combustibles más
ecológicos, no sólo por razones ecológicas sino económicas. Sin embargo, para
asegurar la continuidad de los trabajos que se vienen desarrollando, es necesario
capacitar a los empresarios en los aspectos tecnológicos, empresariales y de
comercialización de insumos y productos.

ÍNDICE
DEDICATORIA
INTRODUCCIÓN
RESUMEN
ÍNDICE
CAPITULO 1
ANTECEDENTES DE LA TESIS
Pag.
1.1Planteamiento y formulación del problema de investigación 16
1.1.1 Planteamiento 16
1.2Formulación 17
1.3Objetivos de la investigación 18
1.3.1 Objetivo general 18
1.3.2 Objetivos particulares 18
1.4Marco teórico 18
1.5Formulación de la hipótesis 20
1.6Metodología del trabajo 20
CAPITULO 2
PROCESO DE PRODUCCIÓN DEL LADRILLO
2.1 Situación Actual 21
2.2 Aspecto Ambiental 22
2.2.1 Factores de Influencia 23
2.3 Economía y Gestión 27
2.4 Situación en Huancayo 29
2.4.1 Social, genero y trabajo infantil 30
2.4.2 Institucional 30

2.5 Aspectos Técnicos 31
2.5.1 Materia Prima e insumos 31
2.5.2 Materiales usados como combustible 32
2.5.3 Proceso tecnológico utilizado 34
2.6 Impactos Ambientales 36
2.7 Calidad del Producto 38
2.8 Oportunidades de mejorar con PML 39
2.9 Mejoras en labranza: Mezcla, Moldeo y secado 40
2.10 Uso de combustibles alternativos 40
CAPITULO 3
EFICIENCIA ENERGÉTICA EN LA FABRICACIÓN DE LADRILLOS
3.1 Introducción 44
3.2 Quemas 45
3.2.l Energia requerida para quemar una unidad de masa de
Ladrillo 45
3.3 Evaluación de tipos de tecnología 49
3.3.1 Electrotecnologías 49
3.3.2 Cogeneración 55
CAPITULO 4
ANÁLISIS DE LA FABRICACIÓN DE LADRILLOS UTILIZANDO
COGENERACIÓN
4.1 Introducción 62
4.2 Metodología 62
4.3 Sistema de Cogeneración 63
4.4 Esquemas de cogeneración 66
4.4.1 Sistema de cogeneración de ciclo de cabecera 66
4.4.2 Sistema de cogeneración de ciclo de cola 67
4.3 Características básicas para la cogeneración 68
4.4 Sistema de cogeneración utilizado para la fabricación de ladrillo 69
4.5 Sistema de combustión 72
4.6 Horno 72

4.6.1 Horno de baja temperatura 73
4.6.2 Horno de alta temperatura 74
4.6.3 Proceso de quemado de ladrillo 77
4.7 Turbina de Vapor 79
4.8 Análisis técnico 82
4.9 Análisis económico 86
4.10 Análisis Ambiental 87
4.10.1 Dióxido de carbono CO2 88
4.10.2. Monóxido de carbono CO 89
4.10.3 Vapor de agua 90
4.10.4 Material particulado 90
4.10.5 Material tóxicos 92
4.10.6 Compuestos orgánicos volátiles (VOC) 93
4.10.7. Óxidos de azufre SOX 94
4.10.8 Óxidos de nitrógeno NOX 95
4.10.9 Ahorro ambiental 97
4.11 Calidad de ladrillo obtenido 99
CONCLUSIONES Y RECOMENDACIONES
BIBLIOGRAFÍA
ANEXOS
CAPITULO I
ANTECEDENTES DE LA TESIS
1.1 PLANTEAMIENTO Y FORMULACIÓN DEL PROBLEMA
1.1.1 PLANTEAMIENTO
Con la presente tesis pretendo mejorar la eficiencia energética en las
ladrilleras, reduciendo al mínimo o nulo el Impacto Ambiental que
actualmente tiene un elevado valor.
Hoy en día no es novedad leer sobre diferentes tecnologías para obtener
energía térmica y también energía eléctrica a muy bajo precio pero lo
principal con un reducido impacto ambiental.
Si hablamos de estas tecnologías hablamos primero de la
cogeneración, que ya muchas industrias la utilizan y por sus
experiencias sabemos que es muy viable al requerir energía térmica
y energía eléctrica, ya que la cogeneración produce en conjunto las
dos energías con la misma cantidad de combustible que obteniendo
calor y electricidad separadamente, también es muy competitiva
porque tiene diversidad de tecnologías que utilizan diferentes
16
tipos de combustible que puede ser por ejemplo el gas natural que es la
mas económica actualmente.
En segundo podemos mencionar a las células fotovoltaicas que es
considerada energía verde ya que no produce ningún tipo de
contaminación, y que tecnológicamente se encuentra muy desarrollada
cada celda está llegando a producir 0.8 Kw.-h y su precio cada día se
abarata mas S/. 2000. No utiliza ningún tipo de combustible por ende su
costo de operación es cero a partir de la recuperación de la inversión.
Por ultimo tenemos a las electrotecnologías que son sistemas y equipos
que utilizan electricidad para producir y procesar bienes de consumo no
provee contaminantes a la atmósfera directamente. Haremos uso de una
instalación por calentamiento por inducción. Esta tecnología es de una
inversión muy baja pero existe un gasto mensual de energía eléctrica que
es bajo.
La justificación del tema propuesto es PRÁCTICA Y METODICA, por
que el tema conlleva a la realización práctica a bajo costo, con una
devolución de inversión en un tiempo bastante corto y un tiempo de vida
del proyecto largo es innovador pues sale de lo común, no utiliza como
combustible ningún tipo ya empleados actualmente.
1.2 FORMULACIÓN
¿Cuál de las tecnologías energéticas será más viable técnica y económicamente
para obtener la eficiencia energética en la industria ladrillera en Huancayo?
17
VARIABLES DEPENDIENTES
Poder calorífico, Irradiación solar, Intensidad del campo magnético
VARIABLES INDEPENDIENTES
Energía eléctrica
Energía Térmica
Kilo watts Hora
1.3 OBJETIVOS
1.3.1 OBJETIVO GENERAL
- Minimizar los costos de producción, aumentar la productividad teniendo
eficiencia energética en las ladrilleras
1.3.2 OBJETIVOS ESPECÍFICOS
- Identificar, valorar y reducir los impactos ambientales generados por las
ladrilleras
- Proponer una nueva tecnología donde la inversión requerida se pueda
recuperar en un tiempo razonable.
1.4 MARCO TEÓRICO
La actividad de fabricación de ladrillos está ampliamente distribuida a nivel
nacional. Las empresas más grandes por lo general están adecuadamente
formalizadas ante los gobiernos locales y ante la autoridad sectorial que es el
Ministerio de la Producción. Poseen en su mayoría tecnologías de proceso mejor
desarrolladas en cuanto a tipos de horno y combustibles que utilizan, lo cual les
18
permite obtener productos de mejor calidad. Asimismo, están organizadas en
forma empresarial desarrollando técnicas de gestión y de comercialización
adecuadas con acceso a fuentes de financiamiento y créditos.
Por el contrario, la gran mayoría de empresas ladrilleras de micro y pequeño
tamaño distribuidas a nivel nacional, y principalmente en Junín presentan un alto
grado de informalidad y utilizan técnicas artesanales para la fabricación de sus
productos. Emplean como combustible casi cualquier material que pueda ser
quemado.
Los hornos empleados son artesanales del tipo de fuego directo en los cuales la
cocción se realiza depositando los combustibles en el interior sin ningún tipo de
control de la temperatura. Los productos así elaborados difícilmente pueden
cumplir los estándares de calidad establecidos.
Los principales impactos que genera la actividad de fabricación de ladrillos son
sobre la calidad del aire y sobre la morfología del terreno. En el primer caso
debido principalmente a las emisiones de humos procedentes de los hornos en la
etapa de cocción que causan efectos directos e indirectos sobre la salud humana,
la flora, la fauna, los cuerpos de agua, y contribuyen al cambio climático global.
El tipo de combustible utilizado en su mayoría hojas y ramas de eucalipto
proveniente de bosques cercanos, también se utilizan piedras de carbón, llantas;
también aceites lubricantes usados, aserrín de madera.
19

1.5 FORMULACIÓN DE LA HIPÓTESIS
Si se implanta un sistema de cogeneración donde se produce calor y energía
eléctrica en conjunto (cogeneración) para la industria del ladrillo será mas viable
que aprovechar la irradiación solar mediante células fotovoltaicas para producir
energía eléctrica y calorífica para la ladrillera o más viable aún será la
utilización de electrotecnologias para tal industria logrando la eficiencia
energética y ventajas técnico económica.
1.6 METODOLOGÍA DEL TRABAJO
Para la adquisición del conocimiento el método que empleare en el desarrollo de
la tesis es el método analítico - sintético; desarrollaré conceptualmente el
entorno a los bloques propuestos, identificando cada una de las partes. En cuanto
a las técnicas de investigación la tesis se desarrollará en base a las fuentes
secundarias (textos, revistas, documentos, etc),
20

CAPITULO II
PROCESO DE PRODUCCIÓN DEL LADRILLO
2.1 SITUACIÓN ACTUAL
La actividad de fabricación de ladrillos está ampliamente distribuida a nivel
nacional. Las empresas más grandes por lo general están adecuadamente
formalizadas ante los gobiernos locales y ante la autoridad sectorial que es el
Ministerio de la Producción. No poseen en su mayoría tecnologías de proceso
mejor desarrolladas en cuanto a tipos de horno y combustibles que utilizan, lo
cual no les permite obtener productos de mejor calidad. Asimismo, no están
organizadas en forma empresarial desarrollando técnicas de gestión y de
comercialización adecuadas con acceso a fuentes de financiamiento y créditos.
La gran mayoría de empresas ladrilleras de micro y pequeño tamaño distribuidas
a nivel nacional, y entre las cuales están incluidas las de Junin, presentan un alto
grado de informalidad y utilizan técnicas artesanales para la fabricación de sus
productos. Emplean como combustible casi cualquier material que pueda ser
quemado.
Los hornos empleados son artesanales del tipo de fuego directo en los cuales la
cocción se realiza depositando los combustibles en el interior sin ningún tipo de
control de la temperatura. Los productos así elaborados difícilmente pueden
cumplir los estándares de calidad establecidos.
21

Con respecto a la ubicación de la planta de fabricación representada básicamente
por el horno, la tendencia en el sub sector es ubicarla lo más cercana posible a la
fuente de la materia prima principal.
2.2 ASPECTOS AMBIENTAL
Los principales impactos que genera la actividad de fabricación de ladrillos son
sobre la calidad del aire y sobre la morfología del terreno. En el primer caso
debido principalmente a las emisiones de humos procedentes de los hornos en la
etapa de cocción (ver Tabla 2.2) que causan efectos directos e indirectos sobre la
salud humana, la flora, la fauna, los cuerpos de agua, y contribuyen al cambio
climático global. En el segundo caso porque la explotación de las canteras
produce excavaciones que no solamente afectan el paisaje sino también la
estructura y configuración del terreno ocasionando deforestación, pérdida de la
capa productiva del suelo, y erosión.
La actividad no genera efluentes de proceso, pero si residuos sólidos inertes
constituidos por los escombros cerámicos provenientes de los productos
rechazados por rotura o deficiente cocción y que según el Diagnóstico
Ambiental del subsector Cerámica y Ladrillos se encuentran por debajo del 5%,
pero que según los microempresarios entrevistados en Arequipa y Cusco están
entre 5% y 15%.
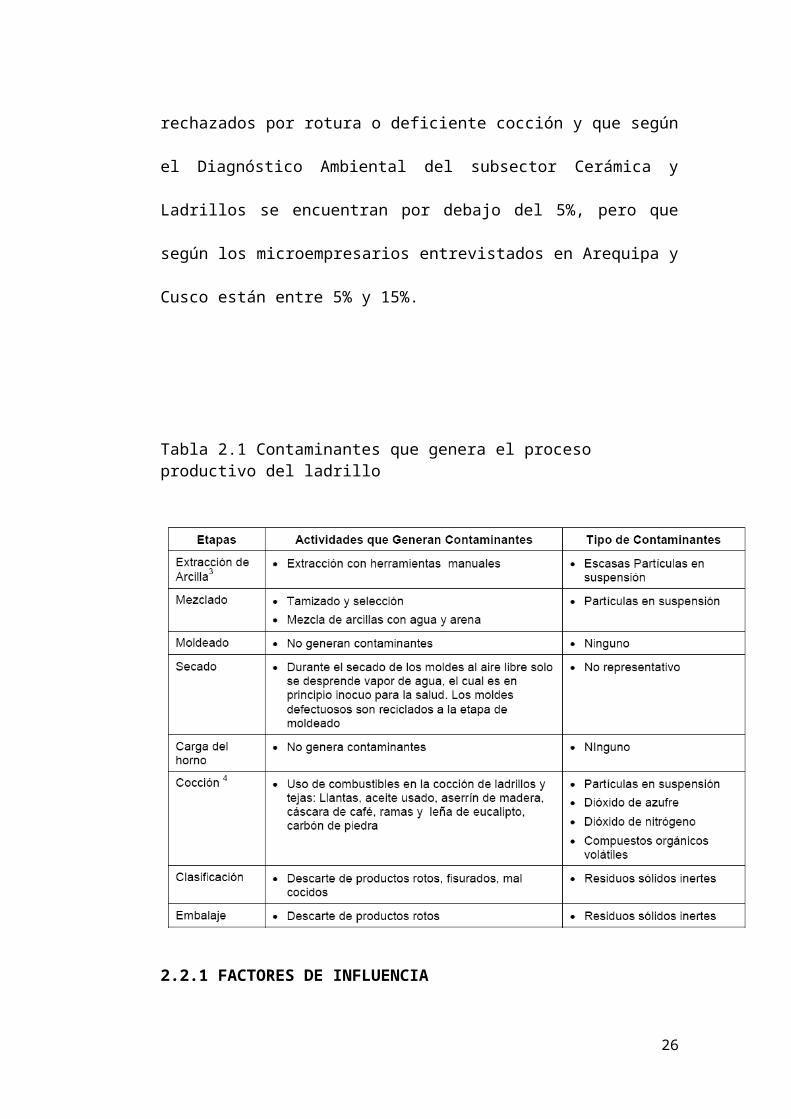
Tabla 2.1 Contaminantes que genera el proceso productivo del ladrillo
22
2.2.1 FACTORES DE INFLUENCIA
Los factores que influyen en el grado y riesgo de contaminación ambiental
por la industria ladrillera son:
Ubicación de la planta productora
Calidad del aire en la zona donde se ubica la planta
Materia prima
Tecnología de fabricación empleada (tipo de horno)
Tipo de combustible utilizado
Sistemas de control, eficiencia y prácticas operativas
Condiciones climáticas y configuración topográfica
A continuación se analizan estos factores para cada una de las
localidades.
23
- Ubicación de la planta productora
En la periferia de la ciudad pero dentro de su radio de
influencia climática. Las ladrilleras están ubicadas dentro del
radio urbano de la ciudad, donde los numerosos hornos están
ubicados en largas filas de terrenos contiguos a todo lo largo
de la pampa y parte de las quebradas aprovechando los
taludes formados por ésta.
- Calidad del aire en la zona donde se ubica la planta1
En intervalos regulares y frecuentes, se puede observar a
simple vista la gran cantidad de humo denso y oscuro generado
por los hornos, que se extiende a través del valle y quebradas
ocasionando la precipitación de partículas y cenizas en las
poblaciones aledañas, principalmente cuando se queman
llantas.
Según los estimados de emisiones, los valores de mayor riesgo
son los del Material Particulado en Suspensión (PTS) que está
en el orden de 388 μg/m3, y el Dióxido de Azufre (SO2) en 91
μg/m3; mientras el primero pese a ser alto no puede ser
comparado por no haber estándares en el país para PTS sino
para PM10, el SO2 supera el ECA5. Las trochas carrozables de
acceso son fuentes dispersas de emisión de contaminantes a la
atmósfera debido al polvo generado por los vehículos que
transitan en la zona.
- Materia prima1 ssssssssssssssssss
24

El aprovisionamiento de Arcilla y arena se hace mediante
camiones contratados por viaje o camionada, y en la gran
mayoría son materia prima ubicados en el mismo lugar de
fabricación, el agua son transportados por camiones cisternas o
recogidas cercanas al lugar.
- Tipo de combustible utilizado
Mayormente carbón de piedra y llantas; también aceites
lubricantes usados, cáscara de arroz, aserrín de madera,
Arboles talados. La leña de eucalipto es el utilizado
mayormente procede de la misma zona o aledañas, desde
donde es traído en bruto o rajado por comercializadores
quienes lo venden a las ladrilleras siempre ya trozadas.
- Tecnología de fabricación empleada (tipo de horno)
Los hornos son del tipo artesanal de fuego directo, de
geometría rectangular, de tiro natural y abierto a la atmósfera.
El material de construcción de los hornos es ladrillo y arcilla
sin recubrimiento La mezcla de ingredientes para elaborar la
masa se realiza en forma empírica, las cantidades se calculan
por tanteo. La elaboración de moldes es manual El secado se
realiza en forma natural al aire libre Capacidades desde 4 mil
hasta 8 mil ladrillos por hornada existiendo unos pocos de
mayor capacidad.
- Sistemas de control, eficiencia y prácticas operativas
25
Todos los controles en las diferentes etapas son manuales y
empíricos basados en la experiencia del propietario lo que no
permite mejorar la eficiencia operativa ni garantizar la calidad
de los productos.
Ante la prohibición de quemar llantas por parte del Gobierno
Local el uso de carbón ha sido generalizado recientemente,
aunque no existe todavía mucha experiencia en su uso.
La mezcla de arcilla y agua es realizada también por niños y
mujeres. El moldeo se hace en mesas de madera con moldes
mixtos de madera y metal que según el tipo de ladrillo a
fabricar pueden ser simples o dobles.
El presecado al aire libre puede tardar de 3 a 7 días según el
clima. Para iniciar el proceso de cocción o quema del ladrillo,
se preparan briquetas de carbón cilíndricas con un agujero en
la parte central, las cuales son colocadas como lecho fijo en la
parte más baja del horno; esto se combina con un lecho de
arrastre constituido por el carbón molido colocado en cada
capa de ladrillos que se va acomodando en el interior del
horno. Todo el proceso de cocción y enfriamiento tarda de 2 a
3 semanas con carbón como combustible; este mismo proceso
realizado con llantas solo tarda 3 a 7 días según los
microempresarios.
- Condiciones climáticas y configuración topográfica
26
En la zona de Palian donde están la mayor parte de las
ladrilleras, el clima es árido, seco y templado con escasa a nula
vegetación, no hay agua disponible y la configuración del
terreno es el de una pampa surcada por quebradas muy poco
profundas. En las áreas planas más amplias está concentrada la
población en viviendas de material noble
2.3 ECONOMÍA Y GESTIÓN
A nivel nacional la producción de ladrillos tiene un consumo principalmente
interno y, como parte de la cadena de las actividades de construcción es un
subsector sumamente sensible a etapas recesivas o de bajo gasto público y
privado.
En la provisión de insumos para el proceso productivo, esta actividad se articula
hacia atrás con el sector minería mediante la adquisición de materiales no
minerales (arcillas, arena, entre otros) utilizados como materia prima, y de
carbón de piedra utilizado como combustible; con el sector hidrocarburos para la
adquisición de petróleo residual; con el sector agricultura para obtener cáscara
de arroz o de café, y con el forestal para obtener aserrín de madera, ramas y
troncos de eucalipto que también son utilizados como combustibles.
Hacia delante esta actividad se relaciona con el sector construcción mediante la
venta de sus productos finales.
La gestión empresarial en estas empresas es inexistente, no tienen control de sus
costos y prácticamente viven al día a nivel de sobre vivencia laborando entre un
mínimo de 12 horas diarias y hasta 24 horas cuando están en la etapa de llenado
del horno y cocción; las labores son familiares interviniendo el padre, la madre,
27
los hijos mayores y hasta los pequeños en las diversas etapas del proceso. En
promedio, realizan una “hornada” por mes.
La comercialización se realiza a través de intermediarios que generalmente son
distribuidores mayoristas quienes les compran el producto puesto en planta. Sus
fuentes de financiamiento son propias y a través de los clientes o los
intermediarios mediante el sistema de habilitación, en el cual les adelantan a
manera de préstamo el pago de una parte de la carga del horno (hornada)
cobrándole al fabricante un interés sobre el capital prestado de entre 10% y 20%
en un período de 2 a 3 semanas.
Otra modalidad existente es el alquiler de terrenos en las canteras, en la cual el
microempresario se ubica en el terreno, por su propia cuenta construye el horno
y fabrica el ladrillo, pagando al propietario un millar de ladrillos por cada ocho
mil que fabrica.
Otra característica importante es que como son microempresas familiares, tienen
gran importancia en la economía de las comunidades y localidades donde están
ubicadas pues se constituyen generalmente en la única actividad productiva
generadora de trabajo y de ingresos.
Si bien es cierto los trabajos son realizados mayormente por el grupo familiar,
algunas ladrilleras contratan personal eventual para actividades como moldeo y
para
28
el proceso de llenado y encendido del horno. El pago por el moldeo puede ser
por jornal o a destajo según la cantidad y tipo de ladrillo que se está fabricando.
El pago al hornero puede ser a suma alzada o a destajo.
El rol de la mujer es también importante ya que se trata de empresas familiares,
pero la conducción del proceso es llevada por los hombres. Las mujeres apoyan
en el proceso de fabricación y en algunos casos se encargan de los tratos
comerciales.
Toda esta situación descrita da como resultado una escasa o nula capacidad de
inversión en mejoras.
Actualmente este subsector muestra una tendencia al crecimiento debido a la
puesta en marcha de diversos proyectos sociales de construcción de viviendas
como son los proyectos del Fondo Mi Vivienda, y el Programa Techo Propio
2.4 SITUACIÓN EN HUANCAYO
La gran mayoría de los microempresarios son informales y no tributan a la
SUNAT. Si bien es cierto un gran número manifiestan ser propietarios, la
realidad es que, según la Municipalidad, la mayoría solamente son posesionarios
cuyos títulos de propiedad necesitan ser regularizados; hay otro grupo
minoritario que son inquilinos y pagan una renta mensual por el usufructo del
terreno. Existen intentos de asociarse en cooperativas, como en el caso de
Arequipa lo están realizando como las Cooperativas “Primero de Mayo” cuyo
Presidente manifiesta tener 18 ladrilleras asociadas, y “Virgen de Chapi” con 60
asociados; sin embargo estas organizaciones no desarrollan ninguna
labor principalmente por falta de orientación en la gestión. El precio
promedio de venta del millar de ladrillo común procedente de hornos
29
artesanales puesto en planta es de S/. 140.00 a S/ 160.00. El millar de ladrillo
mecanizado similar cuesta hasta S/. 200.00.
2.4.1 SOCIAL, GÉNERO Y TRABAJO INFANTIL
La fabricación de ladrillo es una actividad productiva que, además de
generar un insumo básico para la industria de la construcción, proporciona
sustento a un número apreciable de familias. Durante la evaluación tanto
en Huancayo como en Jauja se pudo observar que hombres, mujeres e
inclusive niños participan en el proceso de mezcla, moldeo, preparación de
carga del horno y retiro de productos cocidos del horno. Solamente la etapa
de cocción es efectuada únicamente por hombres.
En el aspecto organizativo si bien es cierto los líderes son hombres, en
algunos casos existe una participación directa de las mujeres en la toma de
decisiones principalmente de carácter comercial.
De las asociaciones encuestadas se pudo notar que el trabajo familiar es
preponderante por la poca capacidad de contratar otro personal para
disminuir los costos operativos. Esto fundamentalmente en los hornos de
menor capacidad. Las empresas con hornos medianos a grandes (de 8 mil a
25 mil por “hornada”), contratan personal para cumplir con su producción
2.4.2 INSTITUCIONAL2
El diagnóstico abarca a las empresas del país agrupadas en la Clasificación
Internacional Industrial Uniforme (CIIU) 2693, Productos de arcilla y
cerámica no refractarias para uso estructural, cuya autoridad sectorial
competente es el Ministerio de la Producción. A nivel regional, la
competencia corresponde a las Direcciones Regionales de Producción. Por
2 MAYORGA, E. Adaptación de Tecnologías de producción de ladrillos en zonas rurales del Perú,Pag. 12
30
otro lado, el CONAM también interviene mediante las respectivas
Secretarías Ejecutivas Regionales-SER a nivel de coordinación,
articulando entre las diversas instancias y niveles de gobierno las
actividades relacionadas con el medio ambiente a través de los GESTA y
de programas especiales como el Proyecto PROCLIM actualmente en
ejecución.
Otro actor importante a nivel institucional es el gobierno local o
Municipalidades Provinciales y Distritales quienes ejercen una labor de
fiscalización y atención de denuncias por actividades contaminantes que
afectan a la salud de la población. En este mismo contexto, el Ministerio de
Salud mediante la Dirección General de Salud Ambiental y las respectivas
Direcciones Regionales, es el órgano técnico encargado de verificar y
alertar sobre condiciones contaminantes que pudieran estar afectando la
salud de la población.
2.5 ASPECTOS TÉCNICOS
2.5.1 MATERIA PRIMA E INSUMOS
Arcilla
La materia prima primordial en la elaboración de ladrillos es la arcilla.
En el Cusco, tanto en la zona de fabricación de tejas como en las de
ladrillos, las canteras de arcilla se encuentran muy cerca de los hornos
por lo que los costos de flete son inexistentes o mínimos.
Arena
Al igual que la arcilla, en Arequipa la arena es traída desde lugares
alejados por no habercanteras cercanas.
31

Agua
En todos los casos de fabricación de ladrillos en Huancayo, el agua es
abastecida mediante camiones cisternas. En otros casos el agua se extrae
del río a cuyas orillas se encuentra el poblado.
2.5.2 MATERIALES USADOS COMO COMBUSTIBLE3
Llantas usadas
El uso de llantas usadas esta extendido en las Mype ladrilleras
principalmente por el costo y por el tiempo de cocción de los ladrillos que,
de acuerdo a las manifestaciones de los operarios, es de casi tres veces
menor que con carbón de piedra.
Mientras que con el uso de llantas usadas el tiempo de cocción y
enfriamiento es entre 7 a 10 días, en los hornos que usan carbón antracítico
es de 20 a 30 días. Cabe indicar que el carguío de ladrillos en el horno con
carbón es 50% mayor ya que tiene otra distribución.
Este material es el más contaminante de todos los usados como
combustible puesto que su quema genera desde una elevada cantidad de
partículas hasta humos altamente tóxicos de riesgo cancerígeno.
Aceites usados
Este material es utilizado en algunos casos, combinada con llantas usadas
con ramas de eucalipto y viruta de madera.
Viruta de madera
Este material es utilizado en Palian, combinada con llantas usadas y con
ramas de eucalipto.
3 MAYORGA, E. Adaptación de Tecnologías de producción de ladrillos en zonas rurales del Perú, Pag. 33-45
32
Ramas de eucalipto
Es el único material utilizado exhaustivamente en toda la zona para la
cocción de las tejas, probablemente debido al escaso espesor de estas que
requiere menor cantidad de energía para el cocido.
Leña de eucalipto
Se utiliza en Jauja en forma de trozas o “rajas”, para iniciar el fuego y
encender las briquetas de carbón.
Carbón de piedra
Se utiliza en algunos casos, cuando sube el precio de la leña de eucalipto.
En forma molida se agrega entre cada capa de ladrillos. En forma de
briquetas se colocan en la parte baja de los hornos. Se arranca el horno
primero con leña o con llantas para ayudar al encendido de las briquetas.
Cabe mencionar que el uso de este material como combustible se ha
iniciado hace poco tiempo debido a la campaña de las autoridades locales
y sectoriales han prohibido el uso de llantas; por la misma razón, la
experiencia de uso por los operadores de horno es limitada.
2.5.3 PROCESO TECNOLÓGICO UTILIZADO
El esquema operativo es el siguiente:
33

Gráfico N°2.1 Proceso Productivo
Tamizado
La materia prima es tamizada manualmente, este proceso es efectuado por
hombres y mujeres indistintamente, debido principalmente a que el
material llega sin ningún control granulométrico.
Mezclado
El mezclado es efectuado en pozas en el suelo, en donde es mezclada la
arcilla, arena y agua; no existe ningún tipo de control de humedad o
densidad de la mezcla, el control es de acuerdo a la experiencia del
operador. En esta etapa también participan niños y mujeres.
Moldeado
34
El material mezclado es moldeado en moldes metálicos dependiendo del
tamaño, forma y uso del ladrillo, por ejemplo king kong, panderetas y para
techos, utilizan cenizas como desmoldante para facilitar el retiro de la
mezcla del molde. En esta etapa trabajan tanto hombres como mujeres.
Secado
Una vez moldeados los ladrillos y las tejas son secados al aire libre. Son
colocados uno al lado del otro sobre mantas de plástico para que sequen al
medio ambiente aprovechando las condiciones climáticas. Cuando llueve,
los moldes se cubren con mantas de plástico para protegerlos de la lluvia.
Cocción u Horneado
Los hornos en Arequipa son de geometría cuadrada o rectangular; en
algunos son cuadrados por dentro y por fuera y otros tienen bordes
circulares en el interior. Los hornos observados en Jauja, son todos de
geometría circular.
En la actualidad la cocción se efectúa a cielo abierto, es decir sin que los
hornos sean cubiertos, sólo se tapan al final para dejarlos enfriar cerrados y
evitar la formación de fisuras en los ladrillos por disminución brusca de
temperatura.
2.6 IMPACTOS AMBIENTALES
35
Como ya se mencionó anteriormente, el principal impacto ambiental ocasionado
por los procesos de fabricación de ladrillos es la contaminación atmosférica
seguida por la alteración de las características geomorfológicas y topográficas
del terreno o cantera donde están ubicadas las canteras de arcilla y arena.
La fabricación artesanal de ladrillos en hornos de fuego directo sin chimeneas,
produce humaredas con altas emisiones de material particulado por la quema de
aserrín de madera, cáscara de arroz o de café y sobre todo por el uso de llantas lo
cual genera un problema de calidad ambiental y molestias a los vecinos en los
sectores donde es más intensiva la actividad.
La extracción de la materia prima removiendo la base de los taludes o excavando
y haciendo que quede un desnivel con relación a las zonas circundantes, afecta
grandes áreas y genera impactos negativos como la eliminación de la capa
orgánica fértil junto con la vegetación arbórea, arbustiva y herbácea, quitando
capacidad de drenaje y sostén al terreno incrementando el riesgo de erosión e
inestabilidad. En los cuadros 2.1, 2.2 y 2.3, se muestran los efectos sobre el
ambiente y la salud de los principales contaminantes atmosféricos8 generados en
el subsector.
36

Grafico N° 2.2 Efectos del Material Particulado (PTS)
Grafico N° 2.3 Efectos del Dióxido de Azufre (SO2)
Grafico N° 2.4 Efectos del Dióxido de Nitrógeno (NO2)
La parte más contaminante y a la vez compleja del proceso artesanal de
elaboración de ladrillos, se centra en la etapa de cocción y principalmente, en el
encendido del horno. Para encender el horno se hacen arder llantas usadas y leña
en las troneras; dada la mala ventilación de estas se produce un fuego carente de
oxígeno, lo que provoca abundante emisión de humos y olores. De acuerdo al
tamaño del horno, se procede a cerrar las troneras, de manera que se produzca
una radiación de calor hacia las capas superiores. Es aquí donde se producen
emisiones de vapores de agua del ladrillo y olores de emisiones del carbón. Esta
37
última sub etapa no produce emisiones visibles dado que el proceso se realiza en
forma muy lenta. Algunos hornos adicionan aserrín o viruta por la parte superior
los cuales se encienden al final del proceso.
2.7 CALIDAD DE PRODUCTO
La calidad de los productos de cerámica no estructural está regida por la Norma
Técnica Peruana para la fabricación de ladrillos cuyo parámetro principal es la
resistencia a la compresión que debe estar entre 104 y 137 kg/cm2.
Para obtener estas condiciones, se deben controlar las variables de proceso como
calidad y cantidad de ingredientes en la mezcla, porcentaje de humedad en el
secado y temperatura de cocción.
Un ladrillo para ser bueno debe reunir las siguientes cualidades:
Homogeneidad en toda la masa (ausencia de fisuras y defectos).
Dureza suficiente para poder resistir cargas pesadas (resistencia a la
flexión y compresión).
Formas regulares, para que las hiladas de los muros sean de espesor
uniforme (aristas vivas y ángulos rectos).
Igualdad de coloración, salvo que se tenga interés en emplearlos como
detalle arquitectónico de coloración.
Los buenos ladrillos están bien cocidos y tienen un sonido claro y metálico a la
percusión; son duros y presentan el grano fino y compacto en su fractura. Sus
aristas deben ser duras y la superficie, lisa y regular.
38

En el caso de Huancayo, el producto presenta cantos deformados y no realizan
ningún tipo de pruebas para verificar el cumplimiento de las especificaciones de
la norma.
Las ladrilleras artesanales no tienen ningún control sobre las variables de su
proceso por lo que la probabilidad de que sus productos no cumplan con las
normas de calidad mínimas es muy alta; por lo mismo tampoco realizan ensayos
de calidad. Como no pueden hacer un control adecuado de la temperatura del
horno, uno de sus principales problemas de calidad es que tienen gran cantidad
de productos crudos y otros sobre cocidos por mala cocción.
2.8 OPORTUNIDADES DE MEJORA CON PML4
A continuación se discuten las oportunidades de mejora en microempresas
ladrilleras aplicando criterios de Producción Más Limpia.
Materia prima
Establecer requisitos mínimos de calidad en la materia prima e insumos,
tales como granulometría de las arcillas y arenas; poder calorífico, cenizas,
volátiles y contenido de azufre del carbón de piedra utilizado.
Procesos y Tecnología
La idea de modificación de proceso más importante es en la etapa de
cocción, mediante modificaciones en el diseño del horno de cocción y la
selección del combustible a utilizar.
4 MAYORGA, E. Adaptación de Tecnologías de producción de ladrillos en zonas rurales del Perú,Pag 33
39

2.9 MEJORAS EN LABRANZA: MEZCLA, MOLDEO Y SECADO
Optimización de mezclas
Buscar hacer cargas idóneas con mezclas de arcillas y arena en proporción
y granulometría adecuada a las exigencias del proceso para obtener
productos de calidad homogénea y mejorar la consistencia y resistencia del
producto final.
Uso de equipos auxiliares de medición y control
Optimizar los tiempos de secado y cocción colocando o utilizando
mecanismos de control. Principalmente el control de temperatura del horno
y de la humedad del producto en el secado.
2.10 USO DE COMBUSTIBLES ALTERNATIVOS
Efectuar pruebas para obtener las características del carbón que se utiliza a
fin de poder recomendar el uso adecuado;
Realizar un balance energético para determinar las cantidades adecuadas
de carbón a emplear en la cocción. Efectuar también un balance similar
para la alternativa de utilizar gas como combustible.
Definir costos reales y tiempos de cocción óptimos.
El combustible utilizado es el factor principal en la generación de
contaminantes atmosféricos.
40
Ya hemos descrito todos los combustibles que se utilizan en las ladrilleras
de Huancayo. Ambientalmente sería ideal utilizar gas como combustible,
pero además de no haber disponibilidad cercana, su uso requeriría
inversiones en instalaciones, sistemas de inyección, quemadores y medidas
de seguridad que están fuera del alcance de las Mype ladrilleras. Sin
embargo, en cuanto al gas, no debe descartarse la posibilidad de su uso en
el futuro, y se debe promover su utilización en las ladrilleras mecanizadas.
En segundo lugar tenemos el carbón de piedra procedente de la sierra del
departamento de La Libertad que ya se usa en Huancayo. Las propiedades
del carbón cambian según el lugar de procedencia y los métodos
operativos deben estar acordes a las calidades disponibles. Por ello es
necesario conocer la calidad del carbón analizando los siguientes
parámetros:
Humedad total
Cenizas
Materia volátil
Carbono fijo
Poder Calorífico
Azufre total
Un alto contenido de humedad produce pérdidas de energía en los hornos
al consumirse parte del calor en la evaporación del agua; así mismo
dificulta su manejo y preparación especialmente si hay al mismo tiempo
41

un alto contenido de finos. Hay que tener en cuenta que cierto contenido
de humedad es necesario en algunos casos.
Bajos contenidos de ceniza favorecen una mayor disponibilidad de la
capacidad de cocción.
Deben tomarse en cuenta que una baja temperatura de fusión de las cenizas
pueden ocasionar la formación de clinker que interfiere con la distribución
de aire durante la combustión y disminuye la eficiencia.
La materia volátil está constituida por los productos gaseosos liberados
durante el calentamiento; si el porcentaje es bajo, se necesita un mayor
precalentamiento del carbón mientras que un alto contenido favorece el
inicio de la combustión.
El poder calorífico representa la energía de combustión del carbón y
determina la cantidad de carbón que debe ser quemado para obtener una
capacidad determinada en el horno. A mayor poder calorífico, mejor es el
carbón.
El contenido de azufre es desde el punto de vista ambiental el elemento
más importante de conocer porque su presencia origina óxidos de azufre
durante la combustión, que son sustancias altamente corrosivas y con
efectos negativos para la salud y el medio ambiente. Si el contenido de
42
Azufre en el carbón es alto, evaluar la posibilidad de hacer un lavado
previo.
43

CAPITULO III
EFICIENCIA ENERGÉTICA EN LA FABRICACION DE LADRILLOS
3.1 INTRODUCCIÓN
La fabricación de ladrillos y tejas es realizada en su mayoría por mineros y
campesinos emigrantes que en muchos casos se han iniciado en la actividad
laborando como ayudantes de otros pequeños y micro empresarios, y luego, con
esfuerzo, han construido sus propios hornos en el supuesto de que esta
independización les permitirá mejorar su condición socio económica. Sin
embargo, de esta manera solo consiguen atomizar aún más la actividad por la
proliferación de microempresas con pequeños hornos de 3 a 5 mil ladrillos, que
son ineficientes por tecnología y no rentables por economía de escala. A esto se
suma el nivel educativo preponderantemente primario, además del
desconocimiento de temas como costos, gestión y comercialización, de modo
que son explotados por los intermediarios, lo que los coloca a nivel de economía
de supervivencia, sin capacidad alguna de inversión o financiamiento.
3.2 QUEMAS5
La bibliografía coincide en asignar rangos similares para el consumo de energía,
según el tipo de horno empleado, de simple, media o avanzada tecnología. La
tabla 3.1, muestra la energía específica consumida al calor necesario para
quemar un kilogramo de ladrillos.
Evaluaciones efectuadas por ESPOL, que incluyen mediciones, encuestas y
estimaciones, han concluido que los hornos usados en Ecuador de los tipos
5 MAYORGA, E. Adaptación de Tecnologías de producción de ladrillos en zonas rurales del Perú, Pag 85
44

Clamp y Escocés, se encuentran en dichos rangos. En base a la información
mencionada y a las características de los hornos de los productores nacionales,
se decidió trabajar con los hornos tipo tunel alimentados con gas licuado de
petroleo; que se caracterizan por tener paredes fijas.
3.2.1 ENERGIA REQUERIDA PARA QUEMAR UNA UNIDAD DE
MASA DE LADRILLO
Es posible estimar teóricamente la cantidad mínima de energía, vale decir
de combustible, necesaria para quemar un kilogramo de ladrillo, a una
atmósfera de presión y con valores típicos de humedad de 3%, temperatura
ambiente de 20ºC y temperatura de sinterización de 1000ºC.
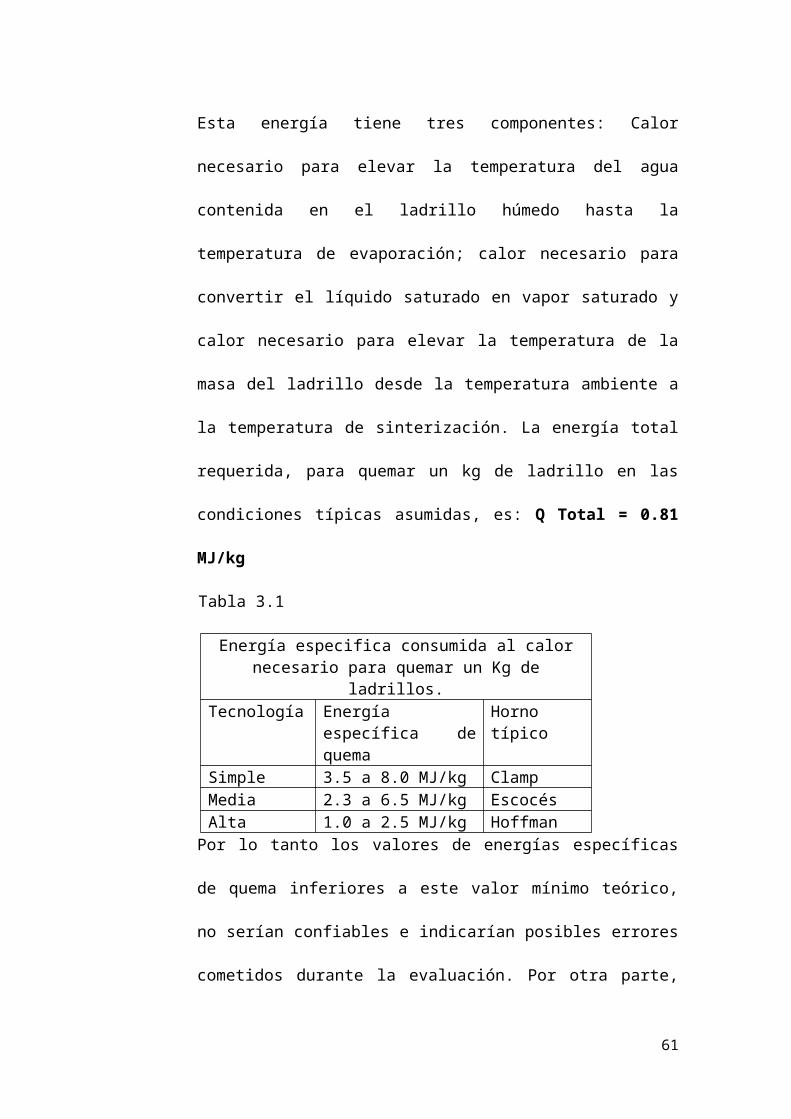
Esta energía tiene tres componentes: Calor necesario para elevar la
temperatura del agua contenida en el ladrillo húmedo hasta la temperatura
de evaporación; calor necesario para convertir el líquido saturado en vapor
saturado y calor necesario para elevar la temperatura de la masa del ladrillo
desde la temperatura ambiente a la temperatura de sinterización. La energía
total requerida, para quemar un kg de ladrillo en las condiciones típicas
asumidas, es: Q Total = 0.81 MJ/kg
Tabla 3.1
Energía especifica consumida al calor necesario para quemar un Kg de ladrillos.
Tecnología Energía específica de quema
Horno típico
Simple 3.5 a 8.0 MJ/kg ClampMedia 2.3 a 6.5 MJ/kg EscocésAlta 1.0 a 2.5 MJ/kg Hoffman
Por lo tanto los valores de energías específicas de quema inferiores a este
valor mínimo teórico, no serían confiables e indicarían posibles errores
cometidos durante la evaluación. Por otra parte, de acuerdo a la
45

información encontrada sobre consumos específicos de energía en los
hornos escoceses, encontrar valores menores a 2.3 MJ/kg indicarían
ensayos no confiables o que la información internacional existente sobre el
tema debe ser complementada.
Tabla 3.2 Quema tradicional de 12000 ladrillos (45.6 toneladas)
Tabla
Por todo lo expuesto, el conocimiento previo del poder calorífico del
combustible o combustibles a ser usados en un ensayo, es requisito
fundamental para calcular sus cantidades adecuadas para la quema. Aplicar
la metodología de evaluación desarrollada por el proyecto, no sólo es útil
para determinar el consumo específico de energía durante el proceso de
quema, sino que a partir del resultado obtenido, permite determinar
46
posibles errores en las mediciones o una estimación inadecuada de la
cantidad del combustible empleado en la quema. Se han evaluado 13
quemas, empleando la metodología desarrollada por el proyecto.
Tabla 3.3 Quema mixta de 12000 ladrillos
47

Tabla 3.4.6 Formato de monitoreo 07
Tabla 3.5 Formato de monitoreo 13
6 MAYORGA, E. Adaptación de Tecnologías de producción de ladrillos en zonas rurales del Perú, Pag. 101
48
Se acompañan dos formatos de monitoreo, en los que se aprecia que la quema
con madera (Formato 7), arroja resultados sobre el consumo específico de
energía que se encuentran en el rango reportado. Sin embargo la quema
empleando carbón mineral (Formato 13), muestra un consumo inferior, lo que
sólo puede explicarse si los rangos reportados por la bibliografía sólo
corresponden a quemas de ladrillo empleando madera.
3.3 EVALUACION DE TIPOS DE TECNOLOGIAS
3.3.1 ELECTROTECNOLOGÍAS
Son sistemas y equipos que utilizan electricidad para producir y procesar
bienes de consumo. También pueden ser usados en procesos industriales
tales como secado, calentamiento, tratamiento con calor y fundición. Estas
tecnologías han demostrado que la electricidad no sólo se puede usar para
alumbrado, alimentación de motores o electrólisis, sino que puede
aplicarse en muchos procesos industriales y permitir la reducción de costos
de producción, aumentar la productividad así como mejorar la seguridad y
condiciones de trabajo.
Aunado a lo anterior, las electro tecnologías ofrecen otras ventajas
adicionales como facilitar la automatización, robotización y supervisión
computarizada de producción industrial. La gran variedad de estas
tecnologías y sus amplios campos de aplicación hacen difícil una
presentación de ellas mostrando sus ventajas en el campo de la eficiencia
energética y con respecto al valor agregado del producto a ser terminado,
49

así como su impacto en el medio ambiente al disminuir los contaminantes
a la atmósfera.
Por ejemplo el calor producido por hornos de resistencia está basado en la
Ley de Joule. El principio de funcionamiento es extremadamente simple y
consiste, esquemáticamente, en una cámara calentada por resistencias
eléctricas. Esta cámara, la cual es conocida como cámara de calentamiento
u horno, debe ser aislada para reducir las pérdidas térmicas.
Entre las aplicaciones de los hornos de resistencia se encuentran: fundición
de metales, y, en particular, metales no ferrosos. Estos hornos trabajan a
temperaturas de 1500ºC en la industria alimenticia ó a bajas temperaturas
(100-300ºC) para cocinar pan, biscochos, paté o secado de productos
salados.
PROPIEDADES DEL CALENTAMIENTO POR INDUCCION
El calentamiento es controlado pues, por un “generador electrónico” de
corrientes alternas con lo que es fácil conseguir un optimo control de la
cantidad de calor que se entrega a la pieza y por lo tanto se puede fijar con
precisión la temperatura final o incluso la curva de evolución de la
temperatura del material a calentar en función del tiempo.
En el caso del calentamiento por inducción el cuerpo a calentar se puede
llevar a una temperatura mucho más elevada que el de la “fuente” cosa que
no se puede conseguir por métodos de calentamiento clásicos. De este
modo se pueden conseguir, prácticamente sin limitaciones, grandes
densidades de potencia en el material a calentar.
50

La bobina inductora no tiene porque tener forma de solenoide ya que
cualquier conductor atravesado por corrientes alternas crea un campo
magnético también alterno que genera corrientes inducidas en un cuerpo
conductor situado en su proximidad. Por lo tanto, se puede decir que no
hay ninguna limitación en las dimensiones y forma de material a calentar.
Esto supone una nueva ventaja ya que no solo es posible calentar
materiales conductores de cualquier dimensión o forma, sino que además
se puede calentar solo la porción del material que se desea. Es incluso
posible calentar diferentes zonas de la pieza con la misma o diferentes
temperaturas mediante un correcto diseño de la geometría del inductor o la
asociación de varios de ellos.
Además, y gracias al efecto piel que mas tarde analizaremos, se puede
utilizar la energía transmitida en calentar solo la superficie del material, lo
que supone, frente a otros procesos de calentamiento, un gran ahorro de
energía.
Por lo tanto, el calentamiento por inducción representa para la industria y
demás campos de aplicación un método de calentamiento de materiales
conductores de alta fiabilidad, versatilidad, eficacia y seguridad. Fiabilidad
porque supone un proceso fácilmente controlable. Versatilidad porque
siempre es posible realizar el calentamiento especificado sin prácticamente
limitaciones. Eficacia porque el rendimiento del proceso es muy elevado.
Seguridad porque el calentamiento se realiza sin emisión de gases u otros
residuos, radiaciones electromagnéticas peligrosas ni cualquier otro
elemento que ponga en peligro la seguridad de las personas.
51

APLICACIONES DEL CALENTAMIENTO POR INDUCCION
Las aplicaciones típicas del calentamiento están localizadas
fundamentalmente en la industria de transformaciones metálicas. A
continuación se da una relación de los mas importantes.
Fusión.
Los materiales son llevados a su temperatura de fusión en el interior de un
crisol.
Forja.
Se consigue un calentamiento homogéneo del material para un posterior
proceso de conformado mecánico.
Tratamientos térmicos.
Los mas comunes son los temples, revenidos y normalizados de piezas de
acero. En el temple la superficie de la pieza es sometida a un
calentamiento rápido y a un posterior enfriamiento con lo que se consigue
una transformación de la estructura y composición del acero con objeto de
aumentar su dureza. En los revenidos y normalizados un calentamiento
controlado de la pieza reduce tensiones mecánicos o defectos de estructura
del acero
Soldadura
Mediante un calentamiento a alta temperatura de partes de una misma
pieza o piezas distintas se consiguen soldaduras de alta calidad.
52

Una aplicación especial de soldadura, en la que es prácticamente
imprescindible el uso del calentamiento por inducción, es la soldadura de
tubo en la que los bordes de una banda de acero previamente conformado
se sueldan longitudinalmente para producir de modo continuo tubo de alta
calidad.
Existen además otras posibles aplicaciones como son:
Sellado de envases.
La embocadura de algunos envases de material plástico se consiguen sellar
añadiendo una fina cubierta metálica que se caliente por inducción
consiguiéndose un posterior pegado debido a la fusión del plástico del
envase que está en contacto con la lámina metálica.
Curado de adhesivos y pastas sellantes (bonding).
En el sector del automóvil se suelen usar pastas especiales para asegurar el
perfecto sellado y unión de diversas piezas sobretodo de la carrocería de
los vehículos. Mediante calentamiento por inducción de las superficies
metálicas donde han sido depositadas estas pastas se obtiene una gran
mejora del curado de estas, optimizando su distribución y acelerando su
fraguado.
Cocinas de inducción
Mediante la inducción es posible construir cocinas con las que se consigue
calentar ciertos utensilios metálicos de cocina con gran rapidez, seguridad
y rendimiento.
53
Sobrecalentamiento de gases ionizados
En la generación de plasmas gaseosos de alta temperatura es posible,
mediante la inducción, aumentar aun más la temperatura del gas ya que
este, en forma de plasma, es conductor.
Fabricación de semiconductores
El calentamiento por inducción se utiliza también en procesos de
crecimiento de cristales de germanio y silicio, dopaje y deposición
epitaxial.
CARACTERÍSTICAS DEL CALENTAMIENTO POR INDUCCIÓN
Para las aplicaciones del calentamiento por inducción, son dos las
características más importantes que definen la eficacia térmica y
energética del proceso:
1. El efecto piel que caracteriza la distribución de las corrientes
inducidas en la pieza. La intensidad del campo magnético alterno que penetra
en el material decrece rápidamente al aumentar su penetración y por lo tanto
también las corrientes inducidas.
2. La potencia disipada en la pieza que caracteriza el rendimiento del
fenómeno eléctrico.
Los parámetros más importantes que intervienen en el proceso del
calentamiento por inducción son:
54

1. La frecuencia de la corriente.
2. La naturaleza del material a calentar y su estado.
3. La intensidad de campo magnético inductor.
4. El acoplamiento entre el inductor y la pieza a calentar.
5. El tipo de inductor y sus características geométricas.
6. La naturaleza del material conductor del inductor.
Su utilización para la industria del ladrillo seria muy costosa ya que esta
tecnología se utiliza cuando se transfiere calor por conducción DIRECTA AL
CUERDO.
3.3.2 COGENERACION
La cogeneración consiste en la generación simultánea de calor y
electricidad, siendo aprovechadas ambas. Comprende siempre un conjunto
de tecnologías, disponiendo siempre de un impulsor, un generador de
electricidad y un recuperador de calor. A la cogeneración también se le
conoce como calor y energía combinados (CHP) y como energía total.
El principio de halla detrás de la cogeneración es muy sencillo, la
generación convencional de energía obtiene una eficiencia en torno al
35%, pudiendo llegar hasta el 65%, si se aprovechan las pérdidas por
calor. Más recientemente la generación del ciclo combinado puede mejorar
aún más estas cifras llegando al 55%, excluyendo las pérdidas por
transmisión y distribución de la electricidad. La cogeneración reduce estas
55

pérdidas aprovechando el calor dentro de las industrias, el comercio o bien
la calefacción / refrigeración de edificios.
Figura 2.1 Esquema general de la cogeneración
En la generación convencional de electricidad, del orden de 5-10% de las
pérdidas están asociadas con la transmisión y distribución de la
electricidad, procedente de estaciones de producción remotas, que ceden
energía a la red eléctrica. Estas pérdidas son aún más elevadas cuando hay
que suministrar esa electricidad a los pequeños consumidores.
56
VENTAJAS DE LA COGENERACIÓN
Siempre que la cogeneración sea optimizada en la forma en que se describirá
más adelante en este capitulo (dimensionada con arreglo a la demanda de calor),
obtendremos las siguientes ventajas7.
Aumento de la eficiencia en la conservación y uso de energía.
Bajas emisiones al entorno, en particular de , componente principal
del efecto invernadero.
Es ciertos casos, en que los combustibles son de biomasa y/o algunos
materiales de residuos tales como los gases procedentes de refinerías, de
residuos de procesos agrícolas industriales o urbanos (ej,: sean de la
digestión anaerobia o gasificados, estas sustancias pueden ser usadas
como combustibles para los esquemas de cogeneración, aumento así el
coste eficiencia y reduciendo la necesidad de lugares de vertido).
Grandes ahorros en costes, proporcionando una competitividad mayor
para el comercio y la industria y ofreciendo a los usuarios, además,
calor para sus aplicaciones domésticas.
Se consigue, además, una oportunidad de desplazarse hacia formas
descentralizadas de generación de electricidad, donde la planta es
diseñada para cumplir las necesidades de los usuarios locales,
proporcionándoles así una alta eficiencia, evitándose pérdidas debidas a
las transmisiones eléctricas y a un aumento en la flexibilidad de
utilización del sistemas eléctrico general.
7 Fernandez Salgado. “Compendio de Energía solar, fotovoltaica, térmica y termoeléctrica”. Pag 250-255
57

Una oportunidad de aumentar la diversidad, en cuanto a plantas de
generación se refiere, con lo que aumenta la competencia entre los
distintos suministradores de energía. La cogeneración proporciona uno
de los más importantes vehículos para promover la liberalización real de
los mercados de la energía, disolviendo los oligopolios existentes.
Aumento del empleo, un número considerable de estudio a han
concluido que el desarrollo de los sistemas de cogeneración es un
verdadero generador de empleo.
AHORROS DE COSTE Y DE ENERGÍA
Un esquema de cogeneración bien diseñado y que funcione
correctamente tendrás siempre una mayor eficiencia energética que una
planta convencional, lo que nos lleva a una reducción de la energía
consumida y de sus costes.
Utilizar el único combustible para generar calor y electricidad, hace que
los ahorros de costes sean siempre dependientes del diferencial de
precios existente entre el precio del combustible principal utilizado y los
esquemas de precios a los que la red retribuye por la energía que se le
cede.
Sin embargo, aunque la cogeneración se realiza para obtener una
electricidad más barata, su éxito depende de utilizar productivamente la
recuperación de calor, de forma que el primer criterio a cumplir sea
satisfacer adecuadamente los requisitos relacionados con el calor
necesario.
58
Podemos comentar como primera regla que la cogeneración es probable
que sea adecuada cuando exista una demanda de calor prácticamente
constante durante unas 4.500 horas/año.
AHORROS MEDIOAMBIENTALES
Además de los ahorros en costes directos, la cogeneración consigue
considerables ventajas medioambientales ya que utiliza los
combustibles fósiles de una forma mucho más eficiente. En particular,
es un medio altamente eficiente para reducir las emisiones de dióxido de
carbono ( ) y dióxido de azufre ( ). Los óxidos de nitrógeno (
) son también reducidos mediante la introducción de las plantas de
combustión modernas.
- Ahorro de
La evaluación de los ahorros en carbono a partir del proyecto de
cogeneración es un asunto fuertemente debatido, ya que es muy difícil
probar a qué electricidad desplaza. Este asunto ha estado en el meollo
de la discusión en los mercados europeos, sin obtener finalmente
acuerdo alguno. Los esquemas de emplazamiento de la cogeneración
son:
A Componentes de la cartera de la producción eléctrica en el país
B ¿Será la generación más marginal del sistema?
C ¿Cuál será la siguiente planta a ser construida por la industria de
energía?
D ¿Es la mejor planta teórica disponible?
59
Dependiendo de la respuesta a cada una de las preguntas, los ahorros de
carbono pueden variar de 100 Kg/MWh a más de 1.000 Kg/MWh. Lo
mismo puede valernos para cualquier otro proyecto de generación de
electricidad.
Resulta razonable suponer que la mayor parte de la nueva cogeneración
esté basada en el gas natural, al menos en los próximos 10 años. Por
ejemplo, en el caso de una turbina de gas, con caldera para recuperar el
calor gastado, se obtiene el siguiente ahorro:
- Relación calor/energía: 1.6
- Eficiencia: 80%
- Emisiones de por unidad de combustible: 225
- Emisiones de por de electricidad: 581
- Se supone que la cogeneración desplaza a la electricidad
desde una mezcla de combustible y calor existente en una
caldera, los ahorros serán de 615 .
- Como se indicará más adelante, la tasa de producción de
electricidad por cogeneración en Estados Unidos es del 10%,
si bien se espera alcanzar el 18% en el 2010.
- La tabla 2.18, ilustra lo que con este objeto podríamos
conseguir en términos de reducción de emisores de .
Tabla 3.6 reducción de emisores de .
8 Prof., Dr., Ing. Manuel F. Cobas Pereira. “Calidad del suministro de la energía eléctrica y la Generación distribuida”. Pag. 13
60
Combustible desplazado Ahorro en el (Millones Tm)
Electricidad-carbón y calderas carbón 342
Electricidad-gas y calderas de gas 50
Electricidad-mezcla fósil y calderas 188
Los resultados varían en función del combustible al que se va a
desplazar:
Ahorro en y
Para calcular el ahorro de y , se aplica el mismo principio,
para ello es necesario mirar antes a aquello que se está desplazando. De
acuerdo con los cálculos, se pueden conseguir los siguientes ahorros en
el caso de una turbina de gas y una caldera de recuperación de calor:
Tabla 3.7. Reducciones de emisiones en una turbina de gas y una caldera
Caldera reemplazada ( ) ( )
Caldera de carbón 2,9 23,2
Caldera HFO 2,9 23,4
61

CAPITULO IV
FABRICACIÓN DE LADRILLOS UTILIZANDO LA TECNOLOGIA DE LA
COGENERACION
4.1. INTRODUCCION:
La manera de fabricar ladrillos para la construcción, el tipo de combustible y el
tipo de tecnología a utilizar para el quemado de ladrillo varían de un país a otro,
dependiendo principalmente del nivel de desarrollo económico de la población.
El objetivo de esta tesis es proporcionar nueva tecnología que permitan reducir
el grado de contaminación de los hornos ladrilleros, mediante el uso de hornos
térmicamente eficientes. Obteniendo en forma paralela otra clase de energía
como la eléctrica.
4.2. METODOLOGÍA:
Para determinar los perfiles de temperatura dentro del horno fijo, monitorear las
emisiones a la atmósfera, así como estimar los coeficientes convectivos de
transferencia de calor, se seleccionará la geometría, especificaciones de diseño y
construcción y el combustible a utilizar, en este punto se consideran los sistemas
de combustión menos contaminantes.
4.3 SISTEMA DE COGENERACION:
62
En la actualidad en el Perú la palabra cogeneración se usa para designar
indistintamente una gran cantidad de configuraciones de generación. Entre ellas
las más importantes son las siguientes:
Autoproducción eléctrica en base a combustibles obtenidos como
subproductos del proceso principal, por ejemplo residuos combustibles
en la industria de la celulosa,
Generación de energía eléctrica mediante combustibles no
convencionales, por ejemplo residuos orgánicos,
Aprovechamiento del calor residual en las plantas termoeléctricas en
diferentes procesos secundarios (calefacción, secado, etc.),
Aprovechamiento del calor en plantas o procesos industriales o de
servicios para generar energía eléctrica.
En este estudio, utilizaremos el término cogeneración en las dos últimas
acepciones. Esta forma de producción de energía es también conocida
como generación combinada de calor y potencia.
En la industria, en la mayoría de los casos los circuitos de calor y energía
eléctrica están separados. Se compra el combustible para generar calor en
las calderas y se contrata la energía eléctrica con la compañía
distribuidora local, tal como se ilustra en la Figura 4.1.
63

Figura 4.
1. Sistema
convencion
al
En este sistema convencional, el combustible y la electricidad son usados por el
proceso principal para generar trabajo útil. Debido a las características
inherentes a los procesos o plantas que utilizan calor, siempre existen pérdidas
en la forma de calor residual que generalmente es eliminado a la atmósfera. La
cogeneración aprovecha este calor residual del proceso principal para generar
energía eléctrica. Como resultado, el costo total del consumo de energía
disminuye y, simultáneamente, se aumenta la eficiencia energética global de la
planta o proceso.
En la Figura 4.2 se presenta el mismo sistema de la Figura 4.1, pero ahora el calor
residual es aprovechado para generar energía eléctrica adicional mediante la
incorporación de un sistema turbinagenerador.
64
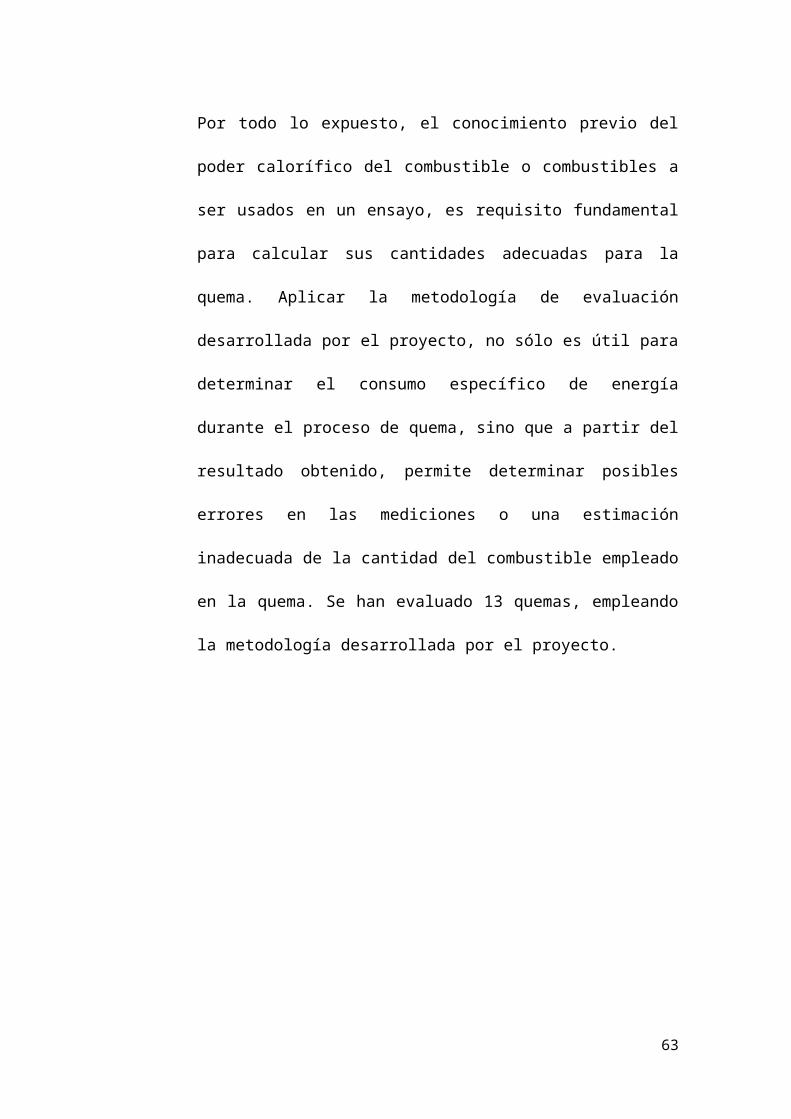
Figura 4.2.
Sistema de
cogeneració
n.
De esta forma, para un mismo proceso, es decir, la misma cantidad de trabajo
útil, en el primer caso se consume más energía que en el segundo caso.
Asimismo, las pérdidas totales en el sistema de cogeneración disminuyen con
respecto a la situación original ya que se aprovecha el calor residual.
En el caso general, la energía eléctrica será parcialmente generada por el proceso
mediante la cogeneración y la diferencia será comprada a la compañía
distribuidora local. La proporción de cuanto se genera localmente y cuanto se
adquiere externamente dependerá de la planta o proceso específico de cada
industria. De hecho, hay sistemas excedentarios, es decir con capacidad de
entregar o vender energía y hay otros deficitarios, aquellos que deben adquirir
siempre parte de su energía eléctrica a la compañía distribuidora local.
65
Dependiendo del proceso especifico, los rendimientos energéticos pueden
aumentar típicamente entre un 30% a un 70% .
4.4. ESQUEMAS DE COGENERACIÓN.
Desde el punto de vista de las instalaciones, básicamente existen dos tipos:
sistemas de cabecera ("topping system") o de cola ("bottoming system") .
4.4.1 SISTEMA DE COGENERACIÓN DE CICLO DE CABECERA
(TOPPING). 9
Aquí primero se genera electricidad y luego el calor se usa en los procesos
industriales, en sistemas de aire acondicionado u otros requerimientos de
carácter térmico. Por lo general se aplican a procesos que requieren
temperaturas moderadas o bajas, por lo que poseen mayor campo de
utilización y más versatilidad en su solución técnica. Es el sistema más
aplicado en la industria.
Para producir electricidad se utilizan turbinas a vapor, turbinas a gas o
motores de combustión diesel. Si se trata de turbinas a vapor o motores
diesel, el vapor o los gases de escape se convierten en fuentes de calor para
procesos. Aplicaciones típicas de esta modalidad son el secado de madera
u otros materiales de construcción, recalentamiento de metales, calentador
de agua, aire o aceite y, en general, calderas para producir vapor.
Si se utiliza una turbina a gas, los gases liberados tienen un alto contenido
de oxígeno, por lo que se pueden utilizar para precalentar el aire de
9 Gregorio Gil Garcia. “Energías del siglo XXI” Ediciones Mundi – Pag 112
66

combustión de las calderas y disminuir así el combustible necesario. Por lo
tanto los sistemas "topping" son ideales para turbinas a gas y ciclos
combinados de turbinas a gas y vapor.
Figura 4.3 Ciclo de Cabecera
4.4.2 SISTEMA DE COGENERACIÓN DE CICLO DE COLA
(BOTTOMING). 10
Su sistema primario es térmico, siendo posible extraer o recuperar calor del
proceso industrial para producir electricidad. En este caso se requiere de
vapor de alta calidad, es decir, cuya temperatura y presión sean las
adecuadas para generar electricidad. Por lo tanto, se trata de procesos de
temperaturas altas o medias. Este esquema se aplica típicamente en hornos,
reacciones químicas y prensas de vapor de alta presión.
El calor que se extrae de estos procesos sirve para generar vapor en una
caldera de recuperación que luego se aprovecha en una turbina o
generador. La ventaja de estos sistemas radica precisamente en este hecho,
10 Gregorio Gil Garcia. “Energías del siglo XXI” Ediciones Mundi – Pag 119
67
ya que no se requiere combustible adicional para generar electricidad. Esta
configuración es muy usada cuando se trabaja con turbinas a vapor.
Figura 4.4. Ciclo de cola
4.7 CARACTERÍSTICAS BÁSICAS PARA LA COGENERACIÓN.
En principio, cualquier sistema (planta, proceso o servicio) que tenga una
importante demanda de calor y electricidad es un posible cogenerador. Sin
embargo, en términos generales puede establecerse que los potenciales
cogeneradores deben cumplir con alguna de las siguientes características:
Consumir importantes cantidades de calor ya sea en forma de gases
calientes o en forma de vapor a baja o media presión. Con temperaturas
del orden de 800 oC (o menores) mayores ventajas existen para
cogenerar, puesto que la temperatura de los gases de escape de las
turbinas varía entre 370 oC y 500 oC.
Disponer de un combustible barato, que posea continuidad y calidad de
suministro. De hecho, mientras mayor es la diferencia de precios entre el
68

combustible y la electricidad mayor beneficio económico reporta
implementar un sistema de cogeneración.
El proceso involucrado debe ser continuo, es decir, las demandas por
electricidad y calor deben estar presentes en por lo menos 4500 horas al año
(factor de carga cercano al 50%).
En general, dado el alto monto de inversión en el sistema de cogeneración, éste
se justificará para ser diseñado como un sistema que cubra la demanda base y no
como un sistema de manejo de las puntas. Incluso, para algunas aplicaciones se
exige una operación continua sobre 8000 horas al año (factor de carga sobre el
90%) [8].
4.8 SISTEMA DE COGENERACIÓN UTILIZADO PARA LA FABRICACIÓN DEL LADRILLO:
El sistema de cogeneración utilizado para la fabricación de ladrillos será el del
ciclo de cola ya que el sistema primario es térmico es decir empieza con el
proceso típico del horno, teniendo como salida altas temperaturas y siendo
posible extraer o recuperar calor del proceso industrial se puede producir
electricidad. Como se ha descrito anteriormente para la generación de
electricidad se requiere vapor de alta calidad, es decir, la temperatura y presión
sean las adecuadas para generar electricidad. Por lo tanto, se trata de procesos de
temperaturas altas o medias.
En este sistema también se puede aprovechar el vapor del proceso, si le
aplicamos a un horno para el secado del ladrillo, que en la fabricación artesanal
69

de ladrillos demora siete días con un flujo solar estable, que se ahorraría mano
de obra de cubrir o trasladar los ladrillos crudos de las temperaturas adversas.
Entonces podemos decir que la parte térmica la aprovechamos en el horno donde
se precisan en la parte de cocción temperaturas altas (próximas a 1000°C); en el
secadero, del orden de 100°C y en el prehorno 150 a 200°C.
La temperatura del secadero debe tener baja temperatura para evitar que una
vaporización violenta en el ladrillo produzcan grandes poros que debiliten el
ladrillo.
Pero en realidad hay otros puntos en que existe o puede existir déficit de calor.
Tal es el caso del prehorno y también del horno. El caso del prehorno es
evidente, ya que si se introduce el material en el horno precalentado el proceso
de cocción se puede acelerar aumentando la productividad del horno y, por
tanto, disminuyendo el consumo específico, pero hay que estudiar dónde se
tienen necesidades de calor de bajo nivel térmico en el horno. Es conocido que
lo que limita la producción de un horno es la velocidad de calentamiento porque
a partir de cierto gradiente de temperatura, aumenta mucho el riesgo de
fisuración.
Por tanto, conseguir una pendiente constante es el ideal. En los hornos siempre
suele haber alguna zona donde hay una cierta irregularidad térmica (véase Fig.
15). En esta zona hay un déficit de calor y ahí es donde se puede utilizar el calor
de cogeneración con tres efectos beneficiosos: tener un consumo de calor
prácticamente constante, aumentar la calidad de la cocción y aumentar la
producción de manera significativa (lo más importante)
70
Figura 4.6 Sistema de Cogeneración para la fabricación de ladrillos
El aumento de producción en un proceso cuya materia prima es prácticamente
gratuita significa un aumento directo de los beneficios de la fábrica. El efecto
energético de ello es que si la producción se aumenta y las pérdidas, que
dependen fundamentalmente de la superficie del horno, se mantienen constantes,
diminuye el consumo específico de energía. Ventaja que se une a la de que se
utiliza una fuente de energía más barata, como es la cogeneración.
La utilización de todo el potencial de cogeneración, esto es: suministrar con la
planta de cogeneración todos los calores necesarios en la fábrica, tiene muchas
71

ventajas. En primer lugar, varios lugares de uso del calor aseguran una mayor
seguridad de aprovechamiento, pero también permite construir una instalación
mayor que normalmente redunda en mayor fiabilidad de los equipos, economía
de escala y mejores rendimientos.
4.9 SISTEMA DE COMBUSTION
El combustible empleado será gas licuado de petróleo con y sin aditivo. Por otro
lado, se utilizaron dos clases de quemadores: admosférico, (denominado dragon)
y de turbina (en donde el aire es alimentado mediante soplador)
4.10 HORNO
A diferencia de las calderas, que son equipos estandarizados, los hornos
comprenden una gran variedad de equipos que utilizan gases calientes para
fundir, calentar o generar reacciones químicas en procesos industriales. Esto
implica que las propiedades del proceso y los gases de escape sean muy
diferentes en temperatura y composición química. Para este efecto los hornos se
separaron en dos tipos:
4.10.1 HORNOS DE BAJA TEMPERATURA 11
Éstos operan a temperaturas inferiores a 500ºC. En ellos puede
reemplazarse parte del calor generado por el combustible actual por los
gases de escape de un motor o turbina a gas. En este caso la cogeneración
11 L. Espinoza Quiñones. “La regulación del gas natural en el Perú y su impacto económico”. Pag. 132
72

produce electricidad y gases calientes (no vapor) a ser utilizados
directamente en los procesos, siendo el más común el de secado.
El cálculo del calor útil reemplazable en hornos de baja temperatura es
análogo al de las calderas, y se calcula como:
Para estimar el calor reemplazable y el potencial de cogeneración se
considera que los hornos de baja temperatura operan a un 50% de su
capacidad (FC) y que en promedio es posible reemplazar el 50% de su
calor útil )(α. Este último factor se fundamenta en que los perfiles de
temperatura y presión, y los sistemas de circulación de gases en el interior
de los hornos, no permiten reemplazar todo el calor útil del horno por
gases de combustión provenientes de un motor o turbina.
En los casos en que se usa como dato base el consumo de combustible, la
fórmula es la siguiente:
Nota: En las industrias existen equipos térmicos de otros tipos, como
secadores, calentadores, etc.. En estos casos el potencial de cogeneración
se ha calculado en forma análoga a los hornos de baja temperatura.
73
4.10.2 HORNOS DE ALTA TEMPERATURA,
Son mayormente utilizadas en fábricas de vidrio, cerámica, cemento,
fundiciones, etc., como es nuestro caso la fabricación de ladrillos; tienen
temperaturas de operaciones cercanas o superiores a los 1000ºC. Sus gases
de escape podrían utilizarse en una caldera recuperación que produzca
vapor para ser utilizado en una turbina de vapor conectada a un generador
eléctrico.
Sin embargo, muchas veces estos hornos tienen recuperadores de calor que
aprovechan parte de la energía de los humos, los que finalmente salen a
baja temperatura, por lo que no permiten cogenerar usando una caldera
recuperadora. En otros casos los humos contienen gran cantidad de
material particulado o SO2 lo que impide o encarece su utilización en
calderas de recuperación. Esto puede explicar la baja utilización de
turbinas de vapor.
En este caso, el calor generado en el horno no es reemplazable por los
gases de escape de un motor o turbina a gas, debido a que se requieren
temperaturas muy superiores. El potencial de cogeneración se calcula a
partir de la energía disponible en los gases en la chimenea del horno, la
cual se calcula como sigue, dependiendo del dato base de cálculo :
74

Con FC=50%
Caso turbinas de vapor a contrapresión (TVcp): en este caso el rendimiento
eléctrico del conjunto caldera recuperadora y turbina de vapor es de un
8,7%, por lo tanto:
El vapor a la salida de la turbina de vapor reemplazaría vapor producido en
las calderas actuales, por lo tanto; la energía combustible reemplazada es :
Caso turbinas de vapor a condensación (TVCond): en este caso el
rendimiento eléctrico del conjunto caldera recuperadora y turbina de vapor
es de un 17%, por lo tanto:
En este caso no se reemplaza energía combustible en la industria y sólo se
produce electricidad.
75
En ambos casos (TVcp y TVCond) no hay consumo de combustible en la
cogeneración, ya que se está usando el calor residual de los hornos de alta
temperatura.
En los cuadros siguientes se resumen las eficiencias consideradas para los
equipos térmicos y los factores utilizados en ellos para el cálculo del
potencial de cogeneración.
Tabla 4.1 Eficiencias de Equipo Térmico
Tabla 4.2 Factores de cálculo en Equipos Térmicos
76
Se diseñó un horno fijo intermitente de 3.04 m de largo por 3.04 m de ancho por
3.20 m de altura de pared fija y 1.5 m de sección de campaña. Dicho horno se
construirá dentro de una fosa de 6.084 m de largo por 4 m de ancho por 1.90 m
de altura, para permitir una carga máxima aproximada de 17500 ladrillos, se
empleará 14 termopares para el control de temperatura, los cuales estarán
distribuidos en tres secciones:
En el primer nivel (base del horno) se colocaron 4 termopares.
En el segundo nivel (sección media del horno) 5 termopares
Tercer nivel (sección superior del horno) 5 termopares
4.10.1 PROCESO DE QUEMADO DE LADRILLO CON COMBUSTIBLE
glp
La quema de ladrillo se inicia con un flujo de alto de gas (5kg/cm2) con
los quemadores dirigidos hacia el centro del tiro del horno. En la medida
en que se visualice un color naranja luminosos característico se cambia la
dirección de los quemadores hacia las paredes de los arcos, con el fin de
homogenizar el color en todas las zonas de los arcos.
Una vez que se consiga un color uniforme en el horno, se diminuye el flujo
de gas para evitar la fusión de los ladrillos hasta que el calor se transfiera
al 30% de la la altura total del horno, que es cuando se alcanza una
temperatura de 850ºC en esta sección.
Cubrir la parte superior del horno con una capa de tierra de 5 a 10 cm de
espesor, en el momento que no se observe emisión de vapor de agua,
77

iniciar por el centro del horno con la finalidad de que el calor fluya hacia
las paredes y esquinas del mismo
TABLA 2.1 Consumo de combustibles y carga total en cada quema, bajo
diferentes configuraciones del sistema de combustión.
Quema Configuración Tiempo
(H)
Consumo de gas (litros)
Consumo (L/1000 ladrillos)
Carga Total
1 Dragón horno fijo, GLP con aditivo 14 450 52.9 8500
2 Turbina, horno fijo, GLP con aditivo 8.5 580 68.2 8500
3 Turbina, horno fijo, GLP 9 405 40.5 10000
4 Dragón con vaporizador horno fijo, GLP 8 525 52.5 10000
5 Dragón con vaporizador campaña, GLP 7.5 540 54 10000
6 Turbina, horno fijo, GLP 10 510 35.2 14500
7 Dragón con vaporizador horno fijo, GLP 10 600 34.3 17500
La tabla 4.1 muestra la configuración del sistema de combustión utilizado
en cada quema (tipo de quemador de horno y de gas), duración del
suministro de combustibles, el consumo total de gas y el gasto de
combustible en cada una de las quemas. El tiempo de suministro de
combustible se redujo de 20 horas (tiempo normal en el sistema de
quemado tradicional empleando basura, aserrín u otros desechos) a 7.5 y
10 horas.
En las quemas de 4, 5 y 7 se empleó un sistema de precalentamiento del
combustible (vaporizador) para evitar el congelamiento de la superficie
exterior de los quemadores. Además con esto también se eleva el poder
calorífico del gas al aumentar la temperatura del combustible debido al
78
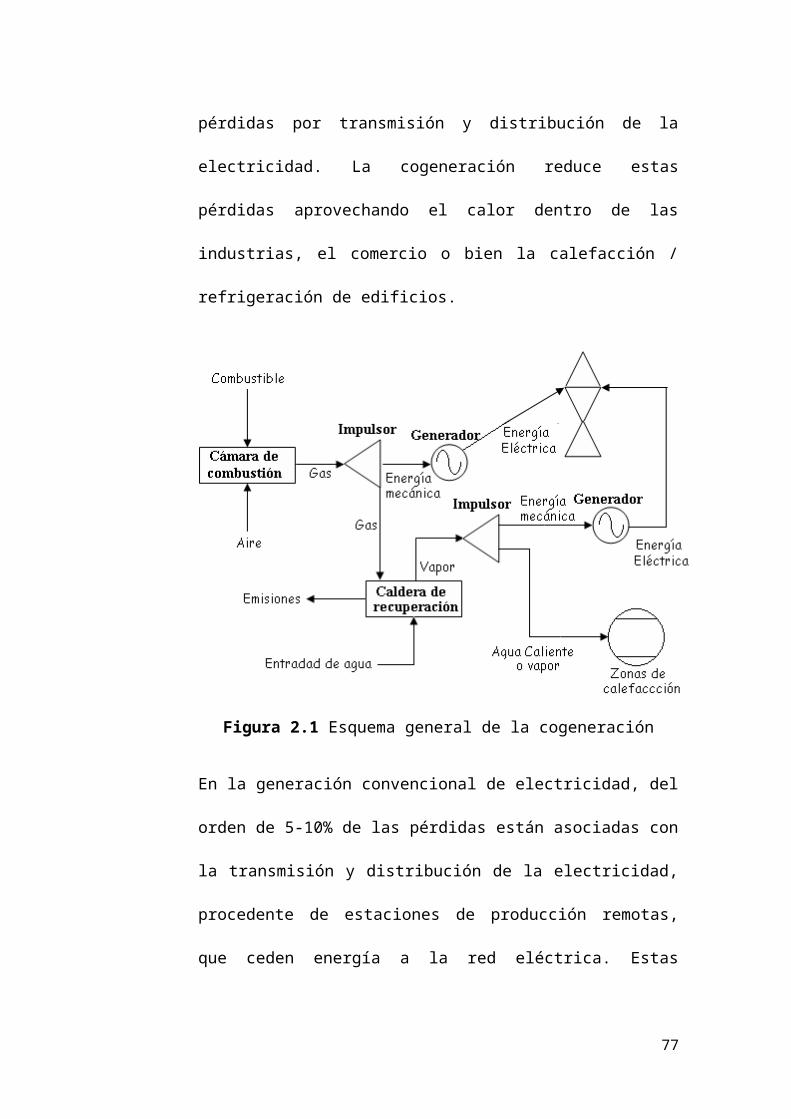
contacto directo de la flama con la tubería, reduciendo así el consumo
específico de gas.
4.12 TURBINAS DE VAPOR
Las turbinas de vapor han sido utilizadas como impulsores principales en
los sistemas de cogeneración industrial durante muchos años. El vapor a
alta tensión se forma en una cadena convencional y es expandido en una
turbina para producir energía mecánica, que puede ser usada para accionar
un generador eléctrico. La energía eléctrica producida depende de la caída
de la presión de vapor que puede ser obtenida a través de la turbina antes
de que sea utilizada en producir el calor requerido en el lugar designado.
Este sistema genera menos electricidad por unidad de combustible que una
turbina de gas o un motor alternativo, aún cuando su eficiencia general
puede ser más alta, consiguiéndose rendimientos de hasta un 84%, basado
todo ello en el vapor calorífico bruto del combustible.
Para una generación de electricidad viable, la entrada del vapor debe ser a
alta presión y temperatura. La salida del calor residual será de un grado
relativamente bajo. Las condiciones de admisión del vapor de entrada
suelen ser de 42 bar/400 . La temperatura requerida por el proceso
dictará las condiciones para la salida del vapor. Cuanto más alta sea la
presión de entrada en la turbina, mayor será la energía producida, pero las
altas presiones del vapor elevan también los costes, en especial los de la
caldera. La presión óptima, por lo tanto, dependerá del tamaño de la planta
y de las presiones del vapor requeridas en el proceso. Los ciclos de vapor
79

tienen la gran ventaja de que la caldera asociada en la planta puede ser
diseñada para funcionar con cualquier combustible: gas, fueloil pesado
(HFO), carbón, residuos urbanos o industriales y, a menudo, son capaces
de funcionar con diversos tipos de combustibles alternativamente.
La planta es intensiva en capital, ya que es necesaria con caldera de alta
presión para producir el vapor impulsor. En los lugares existentes, donde
los sistemas de vapor son suministrados por calderas de baja presión, será
necesario reemplazar estas calderas por las de alta presión, manteniendo el
equipo primitivo como reserva.
Los ciclos de vapor producen típicamente una gran cantidad de calor
comparada con la salida eléctrica, lo que se traduce en unos costes
elevados de instalación medidos como euros/kWe. Sin embargo, la
integración de un incinerador con una turbina de vapor basada en
cogeneración puede resultar coste eficiente. Las salidas de energía pueden
ser mayores de 500 kWe. La incineración presenta otros aspectos, distintos
de la simple producción de energía, como es la producción de emisores no
deseables. Como alternativa, algunos tipos de residuos pueden ser
gasificados y el gas resultante utilizado como combustible en una turbina
de gas, o incluso un motor de gas.
Las turbinas de vapor pueden ser de dos tipos:
Turbinas a contrapresión, en las que la presión de salida es mayor que la
atmosférica.
80

Turbinas de condensado, donde la presión de salida es inferior a la
atmosférica y es necesario disponer un condensador.
La disposición más sencilla la obtenemos mediante una turbina a
contrapresión en la cual todo el vapor fluye a través de la maquina y
escapa de la turbina a una única y relativamente baja presión, adecuada al
lugar de destino. Donde se requiera más de un grado de calor, el de alto
grado es suministrado extrayendo el vapor de más alto grado de una parte
más adelantada de la turbina (multietápica). Tales extracciones siempre
extrañaran una penalización por una menor energía eléctrica extraída.
Las turbinas de condensado maximizan la potencia de salida expandiendo
todo el sistema de vapor a un cierto grado de vacío mediante el uso de un
condensador, esto produce calor de grado bajo que, como regla general, no
tendría por qué ser un objetivo de la cogeneración. La carga de calor del
lugar gobierna la sobrepresión de modo que la potencia de salida dependa
de la misma. Sin embargo, las turbinas de condensado se hallan libres de
esta limitación.
ANALISIS ENERGÈTICO:
a) Calor necesario para elevar la temperatura del agua desde la
temperatura ambiente hasta la temperatura de evaporación a una
atmósfera (100 kPa), es decir a 100ºC.
Según las tablas termodinámicas, el calor específico del agua a 0ºC es
de 4.218 kJ/kg-ºK, a 27ºC es de 4.179 kJ/kg-ºK y a 100ºC es 4.218
kJ/kg-ºK. Se aprecia una variación insignificante de este valor en el
81

rango de 0ºC a 100ºC. Tomando un valor promedio de estos tres
valores se puede asumir 4.199 para el calor específico del agua en
dicho rango de temperaturas.
El calor requerido para elevar la temperatura del agua será:
Q1= 0.03 kg x 4.2 kJ/kg-ºK x (100 - 20)ºK = 10.08 kJ
b) Calor necesario para convertir el líquido saturado en vapor saturado a
las mismas condiciones de presión y temperatura.
De las tablas termodinámicas, las entalpías de vapor saturado y líquido
saturado a 100ºC y una atmósfera de presión, son 419.04 y 2676.1
kJ/kg respectivamente. Por lo tanto, el calor requerido para cambio de
estado será:
Q2= 0.03 kg x (2676.1 - 419.04) kJ/kg = 67.71 kJ
c) Calor necesario para elevar la temperatura de la masa del ladrillo desde
la temperatura ambiente a la temperatura de sinterización. Tomando en
consideración que la temperatura de sinterización del ladrillo es de
950ºK y estimando en 0.75 kJ/kg-ºK el calor específico promedio de la
masa de ladrillo, el calor necesario para llegar a la temperatura de
sinterización será:
Q3= 0.75 kJ/kg-ºK x 1 kg x (1000 - 20) ºK = 735 kJ
Sumando estos tres componentes tendremos la energía total requerida
para quemar un kg de ladrillo en las condiciones típicas asumidas.
Q Total = 0.81 MJ/kg
Al respecto es posible estimar teóricamente la cantidad mínima de energía, vale
decir de combustible, necesaria para quemar un kilogramo de ladrillo, a una
82

atmósfera de presión y con valores típicos de humedad de 3%, temperatura
ambiente de 20ºC y temperatura de sinterización de 1000ºC.
SISTEMAS DE COGENERACIÓN TÍPICOS
Impulsor principal
Combustible usado
Rango potencias
(Mwe)
Ratio Calor / potencia
Eficiencia eléctrica (%)
Eficiencia general (%)
Calidad del calor
Turbina de vapor Passout
Cualquiera 1 a + 100 3:1 a +8:1 10 – 20 < 80 Vapor a 2 at de presión mínimo
Turbina de vapor con presión
Cualquiera 0,5 a 500 3:1 a + 10:1 7 – 20 < 80 Vapor a 2 at de presión mínimo
Turbina de gas de ciclo
combinado
Gas, Biogás, Gasoil, Lfo,
3 a 300 1:1 a 5:1 35 - 55 73 - 90 Vapor de grado medio alta temperatura del
agua caliente
Un ladrillo seco pesa 2.83 Kg., 10000 ladrillos pesa
1______________2.83
23000_________ x x=65090 kg
Q 1 Kg ladr. = 0.81 MJ para quemar un kilogramo de ladrillos
Entonces para quemar 23000 ladrillos se necesita, en 24 horas
0.81 MJ____________ 1 kg
Q? _____________ 65090 kg Q TOTAL= 52722.9 MJ
Q total =52722.9 MJ/h ------- Q total = 12582.95 Mcal/h
El potencial de cogeneración se calcula a partir de la energía disponible en
los gases en la chimenea del horno, la cual se calcula como sigue,
dependiendo del dato base de cálculo :
83

El vapor a la salida de la turbina de vapor reemplazaría vapor producido en
las calderas actuales, por lo tanto; la energía combustible reemplazada es
para poder producir vapor y electricidad :
Consumos de energía primaria con cogeneración y método tradicional.
Con Cogeneración
Con la Cogeneración obtendremos tanto la energía eléctrica para nuestro
consumo de nuestra frica y el vapor para secado y presecado del ladrillos
todo a partir de la energía primaria del horno.
84

Sin cogeneración:
Consumo de la parte eléctrica de la fabrica de ladrillos como son motores,
ventiladores, e iluminación, y el consumo del horno para la quema de
ladrillo
De la tabla
COMBUSTIBLE PODER
CALORÍFIC
O (BTU/gal)
PRECIO
(US$/gal)
PRECIO
EQUIVALENTE
(US$/MMBTU)
Residual -500 151600 1.85 12.23
Residual - 6 151200 1.93 12.77
Diesel 2 131061 3.87 29.52
GLP 95877 2.41 25.11
Gas Natural 35310
(BTU/m3)
0.18 US$/m3 5.15
Para nuestro horno con capacidad de 23000 ladrillos necesitaremos q:
Q TOTAL= 52722.9 MJ equivalente Q TOTAL= 50 M BTU
1 GALON __________ 95877 BTU
85
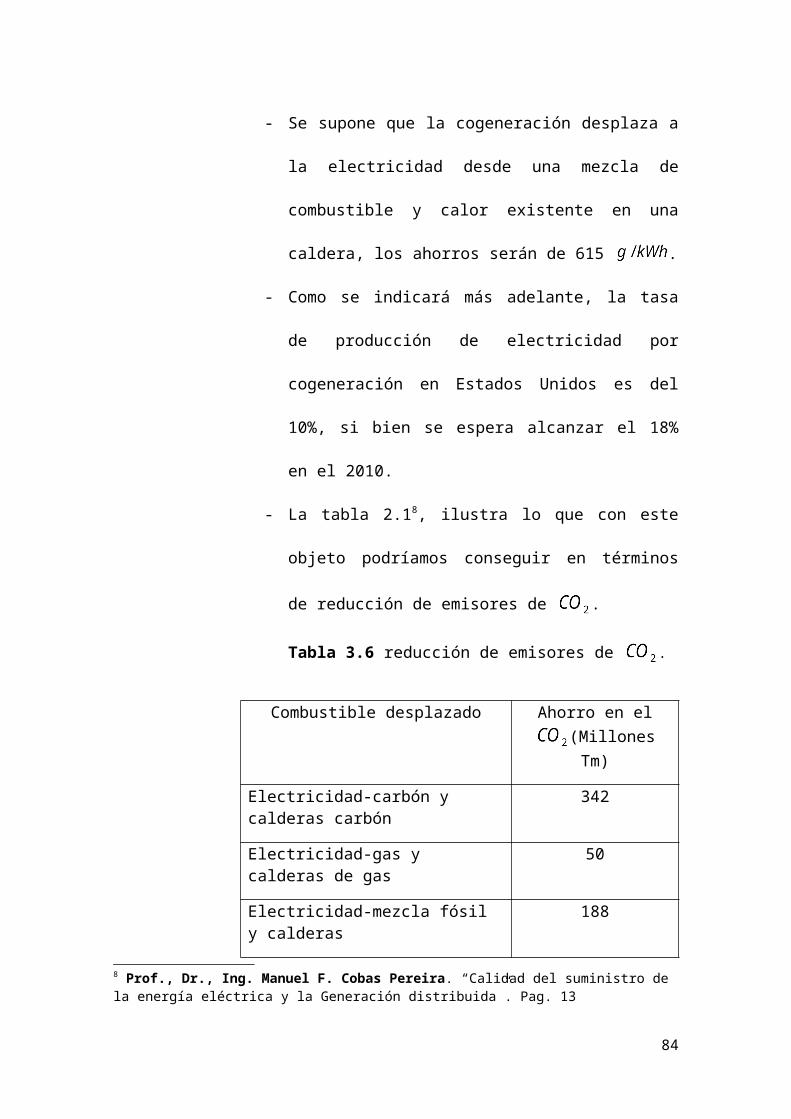
X GALON _________ 50 M BTU necesitamos 521.50 galones
521.50 * 2.41 = 1256.82 US$ por quema, gasto como energía Primaria en
el horno.
4.13 ANALISIS DE LAS EMISIONES ATMOSFÉRICAS12
Cualquier actividad industrial causa una serie de impactos ambientales que
afectan la atmósfera, las aguas, los suelos, la fauna y flora y al hombre, debido a
la emisión de contaminantes gaseosos, vertimientos líquidos, residuos sólidos,
generación de ruido y afectación de estructuras sociales.
Las plantas de generación termoeléctrica no son ajenas a estos procesos, sin
embargo, dependiendo de la tecnología y el combustible empleado, se podría
afirmar que el mayor impacto ambiental es la emisión de contaminantes a la
atmósfera, producidos por el proceso de combustión y la generación de ruido.
El potencial impacto ambiental primario causado por los procesos de generación
termoeléctrica y cogeneración es el deterioro de la calidad del aire, cuya
magnitud depende entre otros de los siguientes factores:
1. Calidad del aire de fondo del área
2. Combustible utilizado en el proceso
3. Tecnología de generación o cogeneración empleada
4. Emisión de contaminantes
5. Sistemas de control, eficiencia y prácticas operativas
6. Condiciones climáticas y topográficas del área
12 R. Azañero T. Casos: “Generación Distribuida en base a Gas Natural.” Pag. 145
86

Los impactos ambientales secundarios se describen en relación con el elemento
o sustancia contaminante que los causa y son aquellos efectos sobre la salud
humana, la fauna, la flora, las construcciones y cuerpos de agua, desencadenados
por el aumento de la concentración en el aire de una o más sustancias.
Figura 4.7 Proceso de la Combustión
4.12.1 DIÓXIDO DE CARBONO CO2
El CO2 se forma por la reacción del carbono contenido en el combustible
con oxígeno. El CO2 es un gas inerte que no es nocivo en la atmósfera, sin
embargo, el aumento de su concentración en la atmósfera contribuye al
calentamiento de la tierra, “efecto de invernadero”, debido a su propiedad
para retener la radiación del sol reflejada hacia el espacio por la tierra.
87

El CO2 es tomado y transformado en biomasa por la vegetación, mediante
el proceso de fotosíntesis. Aunque la vegetación también emite CO2 a la
atmósfera mediante el proceso de la respiración, la cantidad de CO2
transformado en biomasa es mayor que el emitido por la respiración. Los
animales también emiten CO2 a la atmósfera mediante el proceso de la
respiración. La deforestación y la quema de combustibles fósiles son las
mayores fuentes de emisión de CO2 y causantes del aumento de su
concentración en la atmósfera con el consabido efecto global.
4.12.2. MONÓXIDO DE CARBONO CO
El CO se forma cuando la combustión del carbono es incompleta. El CO
absorbido por los pulmones reduce el transporte de oxígeno a la sangre.
Dependiendo de la concentración y tiempo de exposición causa el
deterioro de la destreza motriz, es extremadamente venenoso y en altas
concentraciones y en lugares cerrados, puede causar la muerte. El CO es
inestable y tiene una duración corta en la atmósfera ya que fácilmente se
oxida a CO2 liberando calor. La acumulación de CO puede causar
explosiones o incendios. En la tabla 4.2. se muestran los efectos según la
concentración de la emisión de CO.
Tabla 4.2 Efectos del monóxido de carbono CO
Concentración (ppm)
Tiempo de exposición EFECTOS
50 6 semanas Cambios estructurales en
88
el corazón y cerebro de los animales
50 50 minCambios en el umbral de la luminosidad relativa y la agudeza visual
508 a 12 horas
para no fumadores
Impedimento en el funcionamiento de las pruebas psicomotoras.
4.12.3 VAPOR DE AGUA
El vapor de agua se forma por la reacción entre el hidrógeno contenido en
el combustible y el oxígeno del aire y por la humedad contenida en el aire
inyectado para la combustión. Otra fuente importante de emisión de vapor
de agua en las plantas termoeléctricas lo constituyen las válvulas de alivio
y venteos de las calderas y torres de enfriamiento. El vapor de agua aún no
es catalogado como un contaminante atmosférico, pero a nivel mundial se
considera que contribuye al calentamiento global.
4.12.4 MATERIAL PARTICULADO
El material particulado, está compuesto por ceniza (óxidos de silicio) e
inquemados (hollín). La ceniza producto de la combustión se clasifica
como de fondo y volante, la primera se deposita en el fondo del hogar o
cámara de combustión, es recogida y dispuesta generalmente en patios o
pilas, donde puede ser resuspendida a la atmósfera por acción del viento.
La ceniza volante es arrastrada y emitida a la atmósfera por los gases de
combustión. En la tabla 4.3 se pueden observar los efectos causados por el
material particulado para diferentes concentraciones.
89
Figura 4.8 Producción de ceniza (material particulado)
Las partículas que se emiten a la atmósfera son de variados tamaños y
composición, lo cual depende de las características del combustible y
condiciones termodinámicas de la combustión. Las partículas menores de
10 micras (PM-10) son las partículas respirables por lo que son las
responsables de los efectos sobre la salud humana.
Los principales efectos que produce el material particulado son:
1. Irritación de los ojos
2. Reducción de la visibilidad
3. Efectos tóxicos, que incluyen infecciones respiratorias,
afecciones cardiacas, bronquitis, asma y pulmonía
4. En la vegetación causa el taponamiento de los estomas y
posterior necrosis de las hojas
5. Ensuciamiento de edificaciones y el espacio público
Tabla 4.3 Efectos sobre la salud del material particulado
CONCENTRACIÓN (µg/m3) Efectos
90

260 – 400 Leve agravamiento de síntomas en personas susceptibles
400 – 625 Significativos síntomas de agravamiento y disminución de tolerancia al ejercicio en personas que sufren del corazón
625 – 875 Comienzo prematuro de ciertas enfermedades y disminución de tolerancia al ejercicio en personas saludables
875 - 1000 Muerte prematura para enfermos o personas de avanzada edad. Las personas saludables experimentaran alteraciones en su actividad normal.
4.12.5 MATERIAL TÓXICOS
El material particulado o los gases de emisión pueden incluir ciertos
compuestos tóxicos
Óxidos o hidruros de metales, como:
Plomo
Cromo
Níquel
Arsénico
Mercurio
Minerales como:
Asbestos
Berilo
Entre otros.
Los efectos dependen del carácter tóxico de cada componente, por
ejemplo, el asbesto causa el desarrollo del cáncer en las membranas que
revisten el pecho y abdomen, el berilio causa problemas pulmonares,
daños en la piel y ojos y el mercurio causa daños en el sistema nervioso y
91
a los riñones. Generalmente estos elementos son emitidos en muy
pequeñas cantidades, ya que su concentración en los combustibles
convencionales, es baja.
4.12.6 COMPUESTOS ORGÁNICOS VOLÁTILES (VOC)
Los VOC pueden ser moléculas orgánicas o hidrocarburos inquemados. Se
pueden formar en las siguientes situaciones:
Durante la combustión (a baja temperatura)
Formados por combustible no quemado a causa de una combustión
incompleta (productos de combustión incompleta PICs).
Son emitidos principalmente cuando se usan combustibles derivados del
petróleo. Estas sustancias están compuestas por:
Carbono
Hidrógeno
Incluyendo:
Hidrocarburos aromáticos
Oleofinas
Parafinas
Aldehidos
Cetonas
Hidrocarburos halogenados
Los VOC causan el smog fotoquímico cuando reaccionan con el NOx,
causando problemas respiratorios, irritación de los ojos, reducción de la
visibilidad y daño a la vegetación. Muchos de estos compuestos,
92

principalmente los aromáticos, son clasificados como cancerígenos, otros
como el metano tienen una alta capacidad de retención de calor, de igual
manera que el CO2, son considerados gases de efecto invernadero. Algunos
PICs pueden ser particularmente tóxicos o peligrosos.
4.12.7. OXIDOS DE AZUFRE SOx
SOx es un término general el cual incluye SO2 (dióxido de azufre) y SO3
(trióxido de azufre). Los óxidos de azufre son producidos por la reacción
entre el oxígeno contenido en el aire de la combustión y el azufre
contenido en el combustible.
El SOx mezclado con la humedad de la atmósfera, puede formar ácido
sulfúrico y contribuir a la lluvia ácida, la cual causa daños en la vegetación
y una acidificación de las fuentes naturales de agua. En consecuencia,
afecta la reproducción de los peces y disminuye el plancton y la fauna de
fondo de los cuerpos de agua, lo que reduce el suministro de alimento de
los peces. Adicionalmente, puede acelerar la corrosión de las estructuras
metálicas.
Por otra parte, el SOx es un gas sofocante e irritante que puede ocasionar en
varias especies de animales, incluyendo el hombre, broncoconstricción,
que implica un ligero aumento en la resistencia en el conducto del aire.
Tabla 4.4 Efectos de dióxido de azufre SO2
CONCENTRACIÓN EFECTOS0.037 – 0.092 ppm, media anual
Aumento en la frecuencia de síntomas respiratorios y enfermedades pulmonares
0.11 – 0.19 ppm, media en 24 h
Aumento en la tasa de corrosión de los metales
93
0.19 ppm, media en 24 h aumento en la mortalidad0.3 ppm, 8h Lesiones en la vegetación
4.12.8 OXIDOS DE NITRÓGENO NOx
NOx es un término general que incluye diferentes formas de los óxidos de
nitrógeno, entre ellas:
Óxido nítrico (NO)
Dióxido de nitrógeno (NO2)
Trióxido de nitrógeno (N2O3)
Pentóxido de nitrógeno (N2O5)
Óxido nitroso (N2O)
Figura 4.9 Formación de NOx
94
Los NOx se forman de la reacción entre el nitrógeno que se encuentra
contenido en el aire que se inyecta para la combustión, el nitrógeno
contenido en el combustible (en pequeñas cantidades) y el oxigeno del
mismo aire inyectado.
La formación de las diferentes formas del NOx depende de la temperatura
de combustión y la cantidad de aire inyectado (cinética de la reacción).
Comúnmente, se llama NOx térmico a los NOx producto de la reacción
entre el N2 del aire y el O2 del aire, a alta temperatura.
El NOx combustible se forma por la reacción entre el nitrógeno del
combustible y oxígeno del aire inyectado.
Más del 90% de los Nox en generación térmica son oxido nítrico. Cuando
este es descargado a la atmósfera, éste reacciona con la luz solar y el aire
produciendo dióxido de nitrógeno. El dióxido de nitrógeno combinado con
los hidrocarburos inquemados forma oxidantes fotoquímicos que
dependiendo de las concentraciones, pueden contribuir a la formación del
llamado smog fotoquímico. Las especies trióxido y pentóxido de nitrógeno
son más solubles que las demás siendo muy importantes en la formación
de lluvia ácida. El NOx además causa irritación a los ojos y a la garganta e
inclusive causa problemas respiratorios.
Tabla 4.5 Efectos del dióxido de nitrógeno NO2
CONCENTRACIÓN (ppm)
EFECTOS
0.25 ppm Absorción de la luz visible y reducción de la visibilidad
95

0.5 ppm, durante 10 a 12 días
Disminución del crecimiento de plantas
>0.01 ppm Problemas respiratorios: fibrosis pulmonar crónica, bronquitis, entre otros.
4.12.9 AHORRO AMBIENTAL:
No se encontró ninguna relación entre el tiempo de quemado y la
concentración de cada especie. En la tabla 4.2 se muestran los valores
promedio de cada contaminante. El combustible GLP con aditivo genera
mayor cantidad mayor cantidad de CO en comparación con el GLP
normal, por lo que se descarta su uso posterior, aunque disminuye en un
10% aproximadamente el consumo de gas- Además la concentración de
CO aumenta al incrementar la carga la carga de ladrillos y varia según la
formulación, lo que significa que este también contienen compuestos que
se queman y que las emisiones no solamente dependen del combustible
que se emplee si no también de la composición del ladrillo.
En la Tabla 4.3 se muestra el número de veces que otros combustibles
utilizados comunmente contaminan mas que el GLP, por lo que el uso de
GLP de ambos tipos generó un disminución considerable de humo en
comparación con el quemado tradicional, observandose solamente vapor
de agua como unica emision visible a la admosfera y un olor no molesto
producido durate las quemas, en comparación con la densa columna de
humo generada en un quemado tradicional.
96
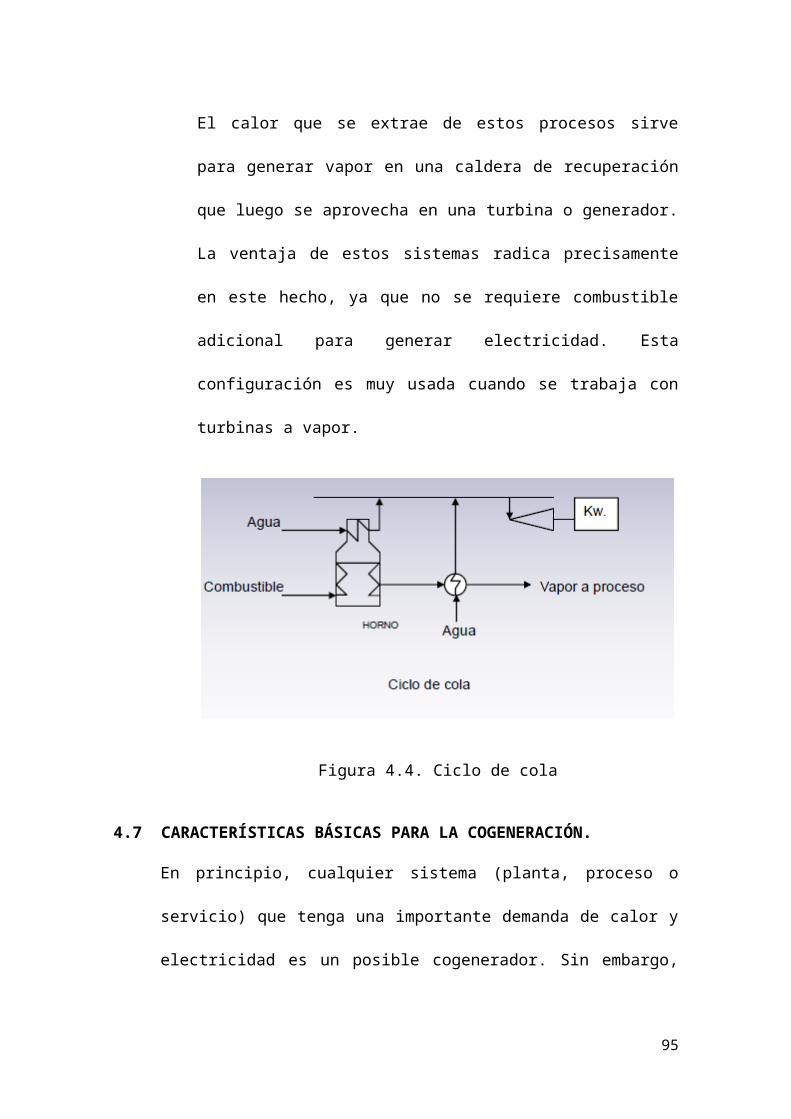
Tabla 4.2 promedio del monitoreo de los gases
QUEMATemp. De emision
(°C)NO (ppm) NOx (ppm) SO2
(ppm)CO
(ppm)
1 65 81 83 6 39142 69 82 86 9 38793 40 35 37 9 39864 73 46 48 5 22405 47 23 24 7 24016 52 52 54 6 34827 54 41 43 6 4334
Tabla 4.3 Número de veces que combustibles tradicionales contaminan
mas que el GLP
QUEMA Combustible tradicionalLlanta con aserrín Aceite quemado aserrín
NO2 7 6 25NO 5.5 1.5 4CO2 1.5 1.5 2CO 14 6 88.5
Ventajas ambientales
Por cada 1000 kWh eléctricos auto
producidos con Cogeneración se
ahorra
Por cada 1000 kWh eléctricos auto
producidos con Cogeneración se ahorra
0,15 ÷ 0,16 Temperatura CO2 Dióxido de Carbono 450 ÷ 500 KG
190 Sm3 Metano NOX Óxido Nitroso 9,3 KG
150 kg A.C.P.M. CO Monóxido de Carbono 2,5 KG
97
4.13 CALIDAD DE LADRILLO OBTENIDO:
La pruebas de resistencia a la compresión indican que dicho parámetro oscila
entre 20 y 40 kg/cm2 por lo que los ladrillos producidos en todas las quemas
están dentro del rango estandar de resistencia a la compresion. Cabe señalar que
los quemadores con turbina producian un color menos homogeneeo en el
ladrillo, debido a que el flujo de aire no era constante ya que se modificaba
cuando se ajustaba el flujo del gas para estabilizar la flama, miesntras que con el
uso de quemadores de dragon con vaporizador, el ladrillo adquirió un color rojo
mas intenso y homogeneo.
98


















