
CAPITULO I - Universidad de Sevillabibing.us.es/proyectos/abreproy/70323/fichero/capituloI.pdf ·...
12
Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para aplicaciones biomédicas. 1 CAPITULO I INTRODUCCION Los trastornos músculo-esqueléticos son uno de los principales problemas de salud en la actualidad, representando un coste para la sociedad muy elevado [1]. Es un hecho el deterioro de la calidad de los huesos (reducción de su resistencia) debido a la disminución de su densidad y espesor, Figura I-1; lo cual está directamente relacionado con el envejecimiento. A esto se debe sumar la demanda creciente de implantes y prótesis por causas como: - El aumento de la esperanza de vida en los países desarrollados (nº de personas con ≥ 65 años en EUA pasará de 4,9 a 39,7 millones entre 2000 y 2010 [2]). - El incremento de accidentes en la población joven (los implantes y prótesis estarán sometidos a niveles de esfuerzo mayores durante más tiempo). - A razones simplemente estéticas (estadísticas como las de “American Dental Association” [3], indican que hay aproximadamente 113 millones de adultos norteamericanos a los que les falta por lo menos un diente, y que 19 millones son desdentados). Figura I-1.Resistencia del hueso humano vs edad.
Transcript of CAPITULO I - Universidad de Sevillabibing.us.es/proyectos/abreproy/70323/fichero/capituloI.pdf ·...

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
1
CAPITULO I
INTRODUCCION
Los trastornos músculo-esqueléticos son uno de los principales problemas de salud
en la actualidad, representando un coste para la sociedad muy elevado [1]. Es un hecho el
deterioro de la calidad de los huesos (reducción de su resistencia) debido a la disminución
de su densidad y espesor, Figura I-1; lo cual está directamente relacionado con el
envejecimiento. A esto se debe sumar la demanda creciente de implantes y prótesis por
causas como:
- El aumento de la esperanza de vida en los países desarrollados (nº de personas
con ≥ 65 años en EUA pasará de 4,9 a 39,7 millones entre 2000 y 2010 [2]).
- El incremento de accidentes en la población joven (los implantes y prótesis
estarán sometidos a niveles de esfuerzo mayores durante más tiempo).
- A razones simplemente estéticas (estadísticas como las de “American Dental
Association” [3], indican que hay aproximadamente 113 millones de adultos
norteamericanos a los que les falta por lo menos un diente, y que 19 millones son
desdentados).
Figura I-1.Resistencia del hueso humano vs edad.

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
2
En este marco de ideas, otro reto importante es garantizar la fiabilidad de los mismos
durante su vida en servicio, ya que el elevado número de implantes en boca que fallan
prematuramente (10 al 15% durante los primeros 10 años [4]) y de cirugías (20%) que se
realizan para reemplazar los implantes que han fallado [4], muestran una necesidad
evidente de continuar la investigación en metodologías que mejoren las prestaciones de
implantes y prótesis en general.
Es ampliamente reconocido que, entre los biomateriales metálicos utilizados para el
reemplazo de tejidos óseo, que el Titanio c.p. y su aleación Ti6Al4V son los que
experimentan un mejor comportamiento in vivo. El Ti c.p es un biomaterial con una
biocompatibilidad excelente (tanto in vitro como in vivo; norma ISO10993-1) y tiene
propiedades mecánicas específicas elevadas [módulo de elasticidad (100 – 110 GPa),
límite elástico (170 – 483 MPa) y resistencia a la tracción (240 – 550 MPa), ISO 5832-2 y
ASTM F67-00] [5]. Además, es bioinerte (no reacciona adversamente con el tejido) y
estable químicamente (resistencia a la corrosión excelente, especialmente frente a los
ambientes fisiológicos). Sin embargo, el Ti c.p. y sus aleaciones presentan tres desventajas
que en muchos casos pueden comprometer la fiabilidad de los implantes y las prótesis:
1. A pesar de tener una gran capacidad de osteointegración [capacidad de establecer
una conexión directa, estructural y funcional, entre el hueso (vivo y ordenado) y la
superficie del implante], todavía presenta limitaciones que hacen necesaria su
optimización. Los micromovimientos relativos excesivos que ocurren en la
intercara biomaterial-tejido, generan a mediano y largo plazo, un crecimiento de
la fina capa de tejido fibroso ya existente, incrementándose el riesgo de
aflojamiento del implante, Figura I-2.
Figura I-2. Crecimiento de tejido fibroso.
2. El fallo por fatiga es otra de las causas fundamentales que limita la vida en servicio
de la mayoría de los implantes y prótesis. Es necesario la implementación de
modelos y criterios de diseño más fiables y conservativos, basados en la
prevención de daño (único admisible en biomateriales) en vez de tolerancia al
daño (empleados comúnmente en ingeniería).

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
3
3. Aunque presentan una rigidez mucho menor que la de otros metales [ej: aceros
inoxidables (189-205 GPa), aleaciones de Co-Cr-Mo (200-253 GPa)], ésta sigue
siendo muy superior a la de los tejidos óseos (Figura I-3),que se pretenden
sustituir [hueso cortical (aprox. 20 GPa) y trabecular o esponjoso (aprox. 1 GPa)]
[6]. Esta marcada diferencia implica un apantallamiento de las tensiones (stress
shielding) que promueve la reabsorción ósea, con lo cual la densidad del hueso
adyacente disminuye, incrementándose así la probabilidad de fractura.
Figura I-3.Izquierda: Reabsorción ósea en prótesis de cadera. Derecha: Estructura del tejido óseo,
identificación hueso trabecular y cortical.
Han sido muchos los esfuerzos para tratar de solventar la problemática del stress
shielding y desarrollar biomateriales con un módulo de Young cercano al del tejido óseo
que se pretenda sustituir (total o parcial, éste último asociado a tumores localizados).
Entre éstos se encuentran:
1) Los materiales compuestos de matriz polimérica, por ej.: HAPEX® (40% de
hidroxiapatita y 60 % de HPDE); todos ellos presentan el inconveniente que, tanto
su resistencia a fatiga como su tenacidad de fractura son menores que los valores
que presenta el hueso [7].
2) Las aleaciones de titanio-metaestable (ej.: Ti-35Nb-7Zr-5Ta y Ti-7.5Mo, ambas
presentan 55 GPa); presenta una rigidez menor que el Ti c.p. y sus aleaciones
convencionales, pero continúa siendo superior a la del hueso.
3) El magnesio y sus aleaciones (presentan una resistencia a la compresión
insuficiente, 65-100 MPa).
4) Los materiales porosos y espumas (sólidos celulares) [8], “controlando” el tipo
(porosidad cerrada o interconectada), el tamaño, la morfología (contornos
irregulares o suaves), distribución [homogénea, variable o gradiente (“Functionally
Graded Material”)] y la proporción de la porosidad (alrededor de 40 % para hueso
cortical y de 70 % para el trabecular). Entre los procesos de fabricación empleados
se encuentra:

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
4
I. Procesos en los que se inyecta un gas directamente al metal líquido o que
emplean agentes gasificadores en estado sólido [9, 10].
II. Técnicas de moldeo por enfriamiento direccional (“Directionally freeze-
cast”) para crear porosidades alargadas y dirigidas [11] (tratan de
mimetizar la arquitectura anisotrópica de los poros del hueso).
III. Técnicas para obtener una porosidad gradiente:
a. Utilizan estructuras o esqueletos porosos de fácil eliminación (plásticos en
su mayoría) para replicarlas. Éste método se perfecciona con el uso del
diseño asistido por ordenador (CAD) y las impresoras en tres dimensiones
(“Rapid prototyping”) [12, 13].
b. Sinterización selectiva mediante fusión por láser (SLS) [14-16].
c. Fusión mediante haz de electrones (EBM) [17, 18].
IV. Técnicas que involucran procesos de sinterización (involucran temperatura
y tiempo), destacando:
a. Loose sintering (sin compactación previa) [19], límites de la sinterización
convencional [20-23].
b. El empleo de cables y/o fibras metálicas.
c. A partir de la expansión de un gas atrapado, se induce el crecimiento de los
poros por la deformación plástica de la matriz (termofluencia) [24-27].
d. Utilizando espaciadores (“Space holder”, ejs.: carbamida, bicarbonato de
amonio, NaCl, NaF, sacarosa, magnesio, PVA, PMMA, etc.) [28-35]. Esta
metodología es utilizada ampliamente, además de reconocerse su
viabilidad para controlar la porosidad (conservar aproximadamente el
tamaño y proporción del espaciador), particularmente la “facilidad de
poder eliminarlo” en etapas previas o durante el proceso de sinterización.
La mayoría se evaporan “totalmente” a temperaturas bajas, otros en
cambio se eliminan por procesos de disolución en un líquido
(generalmente agua). El uso del cloruro sódico ha sido abordado por su
bajo coste, fácil disolución en agua, minimizar los procesos corrosivos y
generar mucha menor toxicidad (por ej.: que el NaF). No obstante, a pesar
que los iones Na+ y Cl- están presentes en el fluido fisiológico, se debe
considerar su implicación en la alteración del PH. En este trabajo, se
propone analizar químicamente el fluido fisiológico simulado, antes y
después del contacto prolongado (ensayos estáticos y de fatiga) con las
muestras.
e. Técnicas de sinterización asistidas por campo eléctrico (“Field-Assisted
Sintering Techniques”, F.A.S.T.) [36-39].
Es un hecho, que la introducción de poros en el material permite la disminución del
módulo de Young (lo que favorecer a disminuir el apantallamiento de tensiones). Sin
embargo, no se puede pasar por alto que la presencia de los poros (concentración de

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
5
esfuerzos a su alrededor), repercute negativamente en la resistencia mecánica (crítico
para sustitutos de hueso cortical) y a fatiga (una de las causas fundamentales que limita la
vida en servicio de la mayoría de los implantes y prótesis), particularmente para altos
porcentajes, de gran tamaño y de morfología irregular. Lawn [42] y Ritchie [4] han
planteado la importancia de cambiar la filosofía de diseño en implantes y prótesis. En sus
trabajos, proponen que se diseñe y evalúe la fiabilidad a partir de criterios de prevención
del daño (criterio más conservativo y, por ello, es el único admisible para el diseño de
este tipo de materiales), en lugar de utilizar criterios convencionales de tolerancia al daño
(como se hace actualmente, similar al utilizado en el diseño mecánico de piezas y
componentes). De la misma manera, han resaltado la importancia de la utilización de
técnicas de inspección no destructivas para la detección del daño, al igual que la
importancia de las tensiones residuales en el inicio del mismo. Todo lo expuesto
previamente, demuestra la importancia que juega la porosidad, tanto en el
comportamiento mecánico y biofuncional de los biomateriales, como en la premisa de
evitar cualquier tipo de daño mecánico. De ahí los esfuerzos por la implementación de
técnicas (con diferentes resoluciones espaciales) de caracterización de la arquitectura,
morfología y proporción de dichos poros, así como la presencia de grietas e incluso de
posibles deformaciones plásticas pequeñas y localizadas [43, 44].
Desde el Departamento de Ingeniería Mecánica y de los Materiales de la Universidad
de Sevilla, se está trabajando en este sentido desde hace tres años, en el seno de un
Macro Proyecto de Investigación con un grupo internacional y multidisciplinar. Fruto de
este trabajo, [47-51], es la concesión de un Proyecto del Ministerio Ciencia y Tecnología
de España, publicaciones internacionales y una tesis doctoral en fase de escritura. El
objetivo del grupo fue abordar la obtención de estructuras de Ti poroso que permita
lograr el equilibrio mecánico y biofuncional que requieren los implantes. En la Figura I-4,
se describe el proceso de los trabajos desarrollados que se centran en dos tipo de
técnicas para obtener en el laboratorio probetas de Ti poroso que son las siguientes:
1) Técnicas convencionales de la pulvimetalurgia (PM): en estos trabajos [47, 49,50]
se han establecido las relaciones entre masa empleada, presión de compactación,
condiciones de sinterización y grado de porosidad obtenido en la obtención de
probetas porosas monolíticas en el laboratorio. Como consecuencia del desarrollo
de estas tareas se evalúa el límite de la PM convencional y se encuentra las
condiciones para sinterizar el polvo de Ti sin previa compactación (loose sintering)
para alcanzar altos grados de porosidad en el material. De esta manera se
consigue implementar una metodología para la obtención de probetas
monolíticas porosas de Ti c.p. grado IV, en un rango muy amplio de porosidades,
empleando la PM a bajas presiones y la técnica loose sintering.

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
6
CARACTERIZACION
PROPIEDADES MECÁNICASPROPIEDADES FISICAS
CARACTERIZACION MICROESTRUCTURAL
PM CONVENCIONAL
Espaciador: NaClRango de proporciones: (40-70 vol%)Tamaños de partículas: 183µm (10%),
384.6µm (50%), 701.8µm (90%)
Mezcla: 40 min.
Prensado Uniaxial y unidireccional
(200, 400, 600, 800MPa)
Eliminación del espaciador: disolución en agua destilada
PM NO CONVENCIONAL ,usando espaciadores
(Space-holders Technique)
Sinterización en alto vacío (5x10 -4
mbar)Temperatura:1250°C
Tiempo: 2h
Ti c.p grado-IV (ídem)
¿Se ha logrado el equilibrio entre propiedades mecánicas y
biofuncionales?
Ti c.p grado-IVTamaños de partículas: 9.7µm (10%), 23.3µm (50%), 98.4µm (90% ).
Mezcla40 min.
Prensado uniaxial y unidireccional (38.5,
89.7, 147.4, 211.5 MPa)
Sinterización enalto vacío(10-4mbar)
Temperatura: 1000 °C, 1100°C, 1200°C, 1300°C.
Tiempo: 2h
Sinterización en alto vacío (10 -5mbar)Temperaturas: 1000°C, 1100°C, 1200°C,
1300°C.Tiempo: 2h
0 MPa(LOOSE
SINTERING)
13 y 38.5 MPa
PM CONVENCIONAL, PRESIONES BAJAS
CARACTERIZACIÓN (ídem)
• Densidad
Método de Arquímedes por inmersión en agua destilada
(ASTM C373-88)
Porosidad, factor de forma (Ff), Diámetroequivalente (Deq), densidad de los poros(Dp), distancia entre los poros (λ) ycontigüidad de poros o camino libre entreporoso (Cpore )
Análisis de imágenes por microscopía óptica: Equipos: microscopio óptico Nikón
EPIPHOT y cámara JENOPTIK PROGRES C3 Programa: IMAGE-PRO PLUS 6.2
• Módulo de Young
• Límite de fluencia
Ensayos de compresión uniaxial ASTM E9-89a
(h/d=0.8)
• Módulo de Young dinámico
Técnica de ultrasonidos ASTM
E494-10
Objetivo general: obtener estructuras de Ti poroso que permitan lograr un balanceentre el comportamiento mecánico (resistencia mecánica) y biofuncional de losimplantes (apantallamiento de tensiones y bone-ingrowth).
Figura I-4. Esquema del proceso de los trabajos desarrollado en el Departamento de Ingeniería Mecánica
y de los Materiales de la Universidad de Sevilla.
2) Técnicas space holder: el trabajo del grupo se ha centrado en el uso de sal y de
bicarbonato de amonio, como espaciadores mezclados con el polvo de Ti c.p.
grado IV [48, 51,52]. Debido a la dificultad y falta de procedimientos adecuados
para realizar la eliminación del espaciador previa a la sinterización, el grupo decide
centrarse principalmente en encontrar la cantidad de sal que es adecuada para
utilizar como espaciador, y buscar un procedimiento mejorado para eliminar dicha
sal antes de la etapa de sinterización. los resultados de este trabajo han permitido,
por vez primera, el establecimiento de una metodología mejorada empleando
técnicas space-holder con NaCl para la obtención de probetas monolíticas de Ti
poroso c.p., grado IV. El proceso de optimización se desarrolló en términos de
Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
7
integridad estructural tras de la disolución de sal, y de los valores buscados de la
porosidad y el módulo de Young.
Por otra parte se ha implementado una metodología para la caracterización del
material fabricado. Esta caracterización es microestructural (determinación de
densidades por método Arquímedes y técnicas de análisis de imagen para el estudio de la
porosidad total, interconectada y factores de caracterización de la tipología de poro
obtenido) y mecánica (determinación del modulo de Young por técnicas de ultrasonidos y
ensayo a compresión uniaxial para determinación de curva tensión-deformación, modulo
de elasticidad y limite de fluencia). También se han realizado ensayos biológicos en los
que las pruebas de citotoxicidad pusieron de manifiesto la no toxicidad de las muestras y
por tanto la viabilidad biológica al proceso establecido [52].
Todo ello indica que es una vía prometedora para el desarrollo de los implantes de
titanio poroso con una alta adhesión celular (osteointegración mejorada), crecimiento
óseo adecuado y reducción de apantallamientos de tensiones con una resistencia
mecánica razonablemente buena.
Sin embargo, a pesar de los incuestionables avances en la solución de este
problema de incompatibilidad mecánica, continua siendo un reto añadido tratar de
replicar la estructura jerarquizada de muchos de los tejidos óseos. En este contexto, es
muy interesante diseñar nuevos implantes con una porosidad gradiente “a la carta”,
inspirado en los sistemas biomecánicos receptores, siempre garantizando el equilibrio
mecánico (modulo de Young adecuado, sin comprometer la resistencia mecánica y a
fatiga) y biológico (facilitar el ingrowth y mejorar la osteointegración).
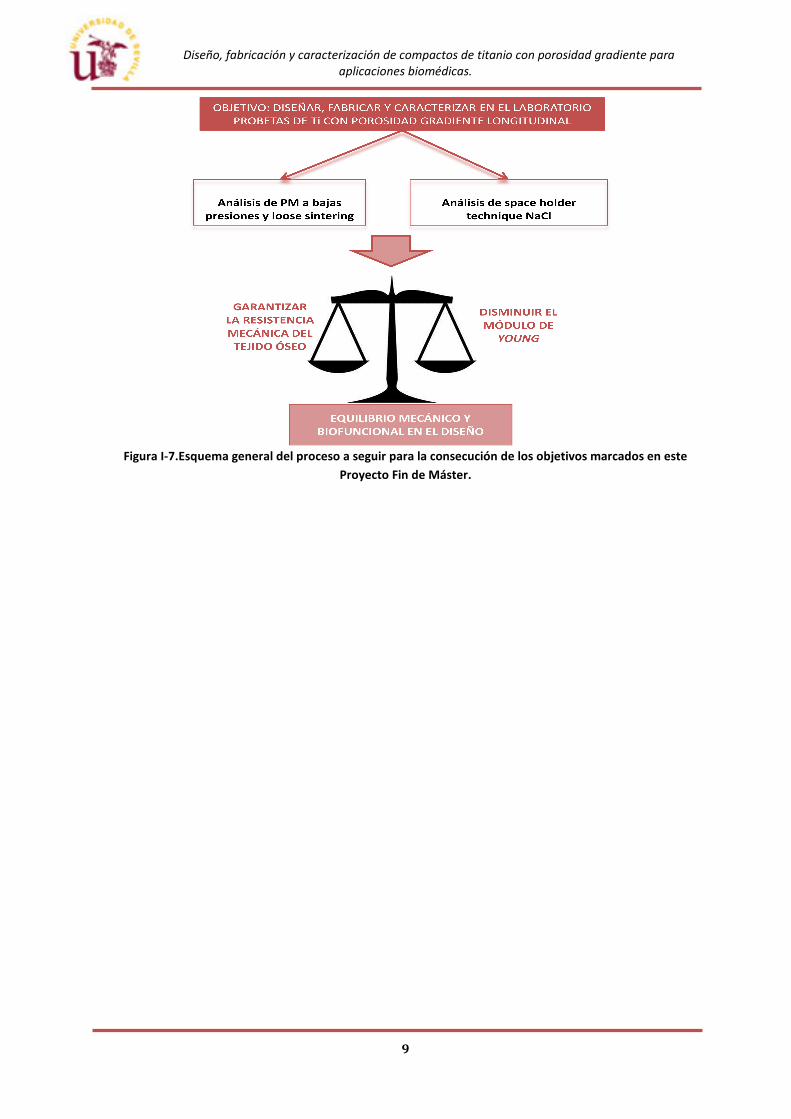
El objetivo de este Proyecto Final de Máster es el diseño, fabricación y
caracterización, a escala de laboratorio de muestras sencillas, de Ti c.p. con porosidad
gradiente longitudinal. De esta forma introducimos una notable mejora al pasar de Ti
poroso monolítico a Ti poroso con gradiente longitudinal, pues nos aproximamos a la
estructura jerarquizada del tejido óseo. Esta tipología de probetas responden a las
necesidades de sustitución del hueso en los casos de: 1) implantes dentales que se
utilizan en sustitución de la pieza dental alojada en la mandíbula, Figura I-5 y 2)implantes
interbody fusión que se utilizan como técnica alternativa al reemplazo del disco
intervertebral, actuando como soporte de la columna, mientras que los discos vertebrales
crecen juntos y fusionan la columna vertebral, Figura I-6.
Para ello se evaluará las posibilidades que nos ofrece la técnica de PM a bajas
presiones y loose sintering y la técnica space holder con NaCl (en rango del 40%-70%),
partiendo de los trabajos previos realizados en el Departamento. Se realizará la
caracterización microestructural (Arquímedes, y análisis de imágenes) y mecánica
(ensayos de compresión uniaxial, y modulo de Young dinámico medido por ultrasonidos)

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
8
de los diseños evaluados. El aporte más importante si cabe, será el control con este
gradiente del Módulo de Young (solventar el apantallamiento de tensiones), siempre
garantizando que la pérdida de resistencia mecánica y a fatiga inherente a la presencia de
los poros, no comprometa la fiabilidad en servicio (crítico para el caso del tejido cortical).
Figura I-5 Detalle del implante dental actual de titanio (E=100-110GPa) alojado en el tejido óseo donde
encontramos hueso cortical (baja porosidad E=20 GPa) y hueso trabecular (alta porosidad E= 1 GPa )
Figura I-6. Detalle de implante lumbar Interbody Fusion.
Estos materiales están pensados para “replicar” la estructura altamente
jerarquizada del tejido óseo, de tal manera que se mejore la biofuncionalidad del futuro
implante. Con esta mejora se pretende garantizar el crecimiento del hueso hacia el
interior del implante, facilitado por el paso de fluido fisiológico, plasma sanguíneo y
colonización celular (se necesita una porosidad interconectada, fundamentalmente en la
zona de contacto con el implante, y un tamaño de poro medio adecuado) [16, 38].
El proceso general a seguir para llegar al objetivo planteado en el presente
proyecto, es el indicado en la Figura I-7.
Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
9
Figura I-7.Esquema general del proceso a seguir para la consecución de los objetivos marcados en este
Proyecto Fin de Máster.
Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
10
BIBLIOGRAFIA REFERENCIADA DEL CAPITULO I
1. Crowninshield, R. D., et al., Clinical Orthopaedics and Related Research, 2006. 443: p.
266-272.
2. www.datamonitor.com
3. Brunski, J. B., “Metals”, en “Biomaterials Science: An Introduction to Materials in
Medicine”. 2 ed, ed. P. D. Ratner, et al. 2004, California: Elsevier Academic Press. 137.
4. Ritchie, R. O., 2004, ASM: St. Paul, Minnesota.
5. Collins, E. W., The physical Metallurgy of Titanium Alloys. 1984, Ohio: ASM, Metals
Park.
6. Currey, J., Handbook of Biomaterials Properties, ed. J. H. Black, Garth. 1998, London:
Springer - Verlag. 629.
7. Bonfield, W., et al., Biomaterials, 1981. 2(3): p. 185-186.
8. Ryan, G. et al., Biomaterials, 2006. 27(13): p. 2651-2670.
9. Banhart, J., Progress in Materials Science, 2001. 46(6): p. 559-632.
10. Körner, C. and Singer, R. F., Advanced Engineering Materials, 2000. 2(4): p. 159-165.
11. Chino, Y. and Dunand, D. C., Acta Materialia, 2008. 56(1): p. 105-113.
12. Ryan, G. E., et al., Biomaterials, 2008. 29(27): p. 3625-3635.
13. Thieme, M., et al., Journal of Materials Science: Materials in Medicine, 2001. 12(3): p.
225-231.
14. Vamsi Krishna, B., et al., Acta Biomaterialia, 2008. 4(3): p. 697-706.
15. Deckard, C. and Beaman, J. J., American Society of Mechanical Engineers, Production
Engineering Division (Publication) PED, 1988. 33: p. 191-197.
16. Traini, T., et al., Dental Materials, 2008. 24(11): p. 1525-1533.
17. Xiang L., Chengtao W., Wenguang Z., Yuanchao L., Materials Letters, 2009. 63: p. 403-
405.
18. Parthasarathy J., Starly B., Raman S., Christensen A., Journal of the Mechanical
Behavior of Biomedical Materials, 2009, In press.

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
11
19. Asaoka, K., et al., Journal of Biomedical Materials Research, 1985. 19(6): p. 699-713.
20. Cirincione, R., et al., Processing and Properties of Lightweight Cellular Metals and
Structures, 2002. 189.
21. Dunand, D. C., Advanced Engineering Materials, 2004. 6(6): p. 369-376.
22. Schuh, C., et al., Acta Materialia, 2000. 48(8): p. 1639-1653.
23. Taylor, N., et al., Acta Metallurgica Et Materialia, 1993. 41(3): p. 955-965.
24. Spoerke, E. D., et al., Journal of Biomedical Materials Research - Part A, 2008. 84(2): p.
402-412.
25. Davis, N. G., et al., Journal of Materials Research, 2001. 16(5): p. 1508-1519.
26. Kearns, M. W., et al., Metals and Materials, 1987. 3(2): p. 85-88.
27. Ricceri, R. and Matteazzi, P., International Journal of Powder Metallurgy, 2003. 39(3):
p. 53-61.
28. Andersen, O., et al., Advanced Engineering Materials, 2000. 2(4): p. 192-195.
29. Tuchinskiy, L. and Loutfy, R., Materials and Processes for Medical Devices ASM, 2003:
p. 1.
30. Wen, C. E., et al., Scripta Materialia, 2001. 45(10): p. 1147-1153.
31. Wen, C. E., et al., Journal of Materials Science: Materials in Medicine, 2002. 13(4): p.
397-401.
32. Wen, C. E., et al., Journal of Materials Research, 2002. 17(10): p. 2633-2639.
33. Niu, W., et al., Materials Science and Engineering A. doi:10.1016/j.msea.200811.022.
34. Bansiddhi, A., Dunand, D.C., Acta Biomaterialia 2008. 4 (6), p. 1996-2007.
35. Köhl, M., Habijan, T., Bram, M., Buchkremer, H.P., Stöver, D., Köller, M., Advanced
Engineering Materials, 2009. 11 (12), p. 959-968.
36. Okazaki, K., Reviews in Particulate Materials, 1994. 2(215-269).
37. Okazaki, K., et al., Journal of Biomedical Materials Research, 1991. 25(12): p. 1417-
1430.
Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
12
38. Lee, W. H. and Hyun, C. Y., Journal of Materials Processing Technology, 2007. 189(1-
3): p. 219-223.
39. Miyao, R., et al., J. Dent. Mater., 2001. 20(6): p. 344-355.
40. Hench, L. L. and Jones, J. R., Biomaterials, Artificial Organs and Tissue Engineering.
2005, Cambridge, England: Woodhead Pub. Ltd.
41. Montealegre-Melendez, I., Neubauer, E. and Danninger, H., Powder Metallurgy, 2009.
52 (4): p. 322-328.
42. Lawn, B. R., et al., Advanced Engineering Materials, 2000. 2(11): p. 745-748.
43. Safinia, L., et al., Langmuir, 2006. 22(7): p. 3235-3242.
44. Karageorgiou, V. and Kaplan, D., Biomaterials, 2005. 26(27): p. 5474-5491.
45. Otsuki, B., et al., Biomaterials, 2006. 27(35): p. 5892-5900.
46. Jones, A. C., et al., Biomaterials, 2007. 28(15): p. 2491-2504.
47. J.M.Recio López. Obtención y caracterización de titanio poroso para implantes
dentales. PFC. Sevilla. 2010.
48. G.B.Hernández Vázquez.Procesado y caracterización de titanio poroso usando la
técnica de espaciadores. PFC. Sevilla. 2010.
49. M.C. Martín Encinas. Límites de la PM convencional, (loose sintering) en la obtención
de ti poroso para aplicaciones biomédicas. PFC. Marzo 2011
50. Y. Torres, J. Pavón, I. Nieto, J. A. Rodríguez. Conventional powder-metallurgy process
and characterization of porous titanium for biomedical applications.
51. Y. Torres, J.J. Pavón, J. A. Rodríguez. Processing and characterization of porous
titanium for implants by using NaCl as space holder.
52. Y. Torres, J.A. Rodríguez, S. Arias, M. Echeverry, S. Robledo, V. Amigo, J.J. Pavón.
Processing, characterization and biological testing of porous titanium obtained by
space-holder technique.










![Universidad de Sevillabibing.us.es/proyectos/abreproy/11151/fichero/PFC_Javier_Gala_Gon… · $PLVSDGUHV *UDFLDVPDPi SRUTXHVLHPSUHKDVHVWDGR DPLODGRSDUDTXHQDGDPHIDOWH *UDFLDVSDSi SRUTXHWXFRQILDQ]DHQPt](https://static.fdocuments.ec/doc/165x107/5fb81f5c3eb7203baf6a2626/universidad-de-plvsdguhv-udfldvpdpi-srutxhvlhpsuhkdvhvwdgr-dplodgrsdudtxhqdgdphidowh.jpg)







