
Capítulo 03 v2 Instrumentos y Métodos de Medida
25
Fundamentos de fabricación mecánica Instrumentos y métodos de medida 3.1 Capítulo 3.- INSTRUMENTOS Y MÉTODOS DE MEDIDA. 3.1 Introducción. Gracias a la metrología existe la garantía de que piezas fabricadas en distintas empresas, a veces muy alejadas entre sí, puedan ensamblarse sin dificultad para formar el producto final, sin necesidad de ajustes que elevarían el coste del producto. La industria trata de fabricar productos que concuerden con el proyecto inicial. Cada objeto, pieza o conjunto está definido por una serie de parámetros (dimensiones, materiales utilizados, características mecánicas, eléctricas, etc...). Para cada parámetro se dan los valores nominales y las tolerancias admisibles que aseguren su calidad y su intercambiabilidad en conjuntos más complejos sin perturbar la funcionalidad de los mismos. La aceptación o rechazo de cada pieza se basa en las medidas realizadas, que vienen afectadas por una incertidumbre que hay que estimar. 3.2 Los patrones. Los patrones permiten materializar y reproducir las unidades de medida o los múltiplos y submúltiplos de ellas. Se denominan patrones primarios a los que materializan cualquiera de las unidades básicas del Sistema Internacional; y secundarios cuando reproducen unidades derivadas, o unidades básicas pero no conforme a su definición. La evolución de la técnica, y la exigencia de precisión cada vez mayor, han supuesto una evolución en cuanto a la invariabilidad, la posibilidad de diseminación, que recoge el siguiente esquema: Patrón Invariabilidad Diseminación Precisión Antes Objeto Absoluta Baja Baja Ahora Instrumento Alta Alta Alta Ventajas de la evolución de los patrones: - El metro pasa a ser un instrumento con lo que la posibilidad de reproducción y diseminación es ilimitada. - Se abandona la invariabilidad absoluta - De esta forma, la capacidad de apreciación es superior y, en resumen, el metro viene a ser más preciso. - Cualquier país puede tener el propio metro patrón y realizarlo tantas veces como desee. Como ejemplo más representativo, y en fabricación mecánica el patrón más empleado, podemos revisar la evolución de las diferentes definiciones del metro desde 1795, que ha pasado de ser un objeto a una definición en función de determinada distancia recorrida por la luz:
-
Upload
alexandra-jones -
Category
Documents
-
view
13 -
download
2
description
Capítulo 03 v2 Instrumentos y Métodos de Medida
Transcript of Capítulo 03 v2 Instrumentos y Métodos de Medida

Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.1
Capítulo 3.- INSTRUMENTOS Y MÉTODOS DE MEDIDA.
3.1 Introducción. Gracias a la metrología existe la garantía de que piezas fabricadas en distintas empresas, a veces muy alejadas entre sí, puedan ensamblarse sin dificultad para formar el producto final, sin necesidad de ajustes que elevarían el coste del producto.
La industria trata de fabricar productos que concuerden con el proyecto inicial. Cada objeto, pieza o conjunto está definido por una serie de parámetros (dimensiones, materiales utilizados, características mecánicas, eléctricas, etc...). Para cada parámetro se dan los valores nominales y las tolerancias admisibles que aseguren su calidad y su intercambiabilidad en conjuntos más complejos sin perturbar la funcionalidad de los mismos.
La aceptación o rechazo de cada pieza se basa en las medidas realizadas, que vienen afectadas por una incertidumbre que hay que estimar.
3.2 Los patrones. Los patrones permiten materializar y reproducir las unidades de medida o los múltiplos y submúltiplos de ellas.
Se denominan patrones primarios a los que materializan cualquiera de las unidades básicas del Sistema Internacional; y secundarios cuando reproducen unidades derivadas, o unidades básicas pero no conforme a su definición.
La evolución de la técnica, y la exigencia de precisión cada vez mayor, han supuesto una evolución en cuanto a la invariabilidad, la posibilidad de diseminación, que recoge el siguiente esquema:
Patrón Invariabilidad Diseminación Precisión Antes Objeto Absoluta Baja Baja Ahora Instrumento Alta Alta Alta
Ventajas de la evolución de los patrones:
- El metro pasa a ser un instrumento con lo que la posibilidad de reproducción y diseminación es ilimitada.
- Se abandona la invariabilidad absoluta
- De esta forma, la capacidad de apreciación es superior y, en resumen, el metro viene a ser más preciso.
- Cualquier país puede tener el propio metro patrón y realizarlo tantas veces como desee.
Como ejemplo más representativo, y en fabricación mecánica el patrón más empleado, podemos revisar la evolución de las diferentes definiciones del metro desde 1795, que ha pasado de ser un objeto a una definición en función de determinada distancia recorrida por la luz:

Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.2
Base de la definición Fecha Incertidumbre Absoluta
IncertidumbreRelativa
1/10000000 parte del cuarto de meridiano terrestre, medido entre Barcelona y Dunkerque
1795 0.5–0.1 mm 10−4
Primer prototipo Metre des Archives de barra de platino estándar. 1799 0.05–
0.01 mm 10−5
Barra de platino-iridio en el punto de fusión del hielo (primer CGPM) 1889 0.2–0.1 µm 10−7
Barra de platino-iridio, en el punto de fusión del hielo, a presión atmosférica, soportada por dos rodillos (7th CGPM)
1927 n.a. n.a.
Transición atómica hiperfina; 1 650 763,73 longitudes de onda de la luz en transición con Kriptón 86 (11th CGPM)
1960 0.01–0.005 µm 10−8
Distancia atravesada por la luz en el vacío en 1/299792458 partes de un segundo (17º CGPM ) 1983 0.1 nm 10−10
3.3 La cadena de trazabilidad A partir de un patrón universal, éste se va diseminando, hasta poder calibrar nuestros instrumentos de medida.
Distinguiremos dos partes de este esquema de diseminación, la producida en organismos externos a nuestra organización y la que se produce internamente hasta llegar a nuestros instrumentos, equipos y material de medida de uso corriente.
Trazabilidad (o rastreabilidad).- Propiedad del resultado de una medición o del valor de un patrón de estar relacionado a referencias establecidas, generalmente patrones nacionales o internacionales, por medio de una cadena continua de comparaciones, todas ellas con incertidumbres establecidas

Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.3
3.4 Clasificación de los instrumentos de medida. Los instrumentos de medida se pueden clasificar, según método de medición y situación en la cadena de trazabilidad:
- Patrones - Instrumentos de medida directa - Instrumentos de medida Indirecta
Los instrumentos metrológicos en el área dimensional, también pueden ser clasificados según que magnitudes se midan:
- Longitudes - Ángulos - Formas (Rectitud, planitud, perpendicularidad, redondez... ) - Roscas y engranajes. - Acabado superficial.
3.5 Patrones
3.5.1 Bloques patrón longitudinales Los progresos de la técnica moderna presentan problemas de precisión y de intercambiabilidad. Además, el empleo de instrumentos de medida y verificación ha creado la necesidad de piezas de más alta precisión para su comprobación.
Actualmente, estas piezas están representadas por las calas, bloques patrón o galgas Johansson, debido a que en 1907 Carl Edward Johansson ideó la construcción de los actuales bloques patrón.
Son bloques en forma de paralelepípedo, de sección rectangular, que permiten materializar la unidad de longitud o submúltiplos de la misma.
Se aplica a estos patrones el adjetivo de longitudinales para distinguirlos de los bloques patrón angulares, que realizan misiones muy similares en el campo de la metrología angular.
Los bloques se pueden agrupar por superposición, de modo que la longitud del conjunto conserve la suficiente precisión. Esta cualidad hace que con un número relativamente pequeño de bloques se pueda formar una gran cantidad de longitudes.

Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.4
Estos bloques, en sus diferentes calidades, realizan las siguientes misiones:
- Calibración de instrumentos de medida - Medición de piezas como elementos auxiliares de comparación - Fabricación de piezas en talleres mecánicos
Los materiales empleados para la fabricación de los bloques patrón son:
- Aceros de alto contenido en carbono y aleados
- Carburo de tungsteno - Carburo de cromo - Cuarzo - Cerámica
Las cualidades esenciales de las calas deben ser las siguientes: - Precisión en su longitud nominal. - Planitud de las superficies de medida. - Paralelismo entre las mismas. - Elevada calidad superficial. - Dureza superficial. - Buena resistencia al desgaste. - Coeficiente de dilatación normalizado y constante. - Inalterables al paso del tiempo.
Para su empleo, se dan una serie de recomendaciones: - Evitar dejarlas en atmósferas sucias o húmedas. - Limpiar la zona de la pieza o calibre en que se van a apoyar los bloques. - Proteger con una fina capa de vaselina neutra antes de guardarlos - No forzar una combinación de bloques a entrar en el alojamiento a verificar.
El acoplamiento de los bloques patrón se realiza uniendo los bloques patrón en cruz con una ligera presión, luego se giran hasta alinearlos y finalmente se deslizan para formar un único bloque.
A consecuencia del contacto entre ambas superficies, se crea por efecto de la presión atmosférica una fuerza de adhesión de unos 30 gr/cm2 que las mantiene unidas

Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.5
Las cajas de bloques llevan juegos que permiten obtener casi cualquier dimensión de milésima en milésima, con el menor número posible de bloques.
Para formar estas medidas, se empieza siempre por el bloque que dé la tercera cifra decimal; después, se añade la que dé la segunda cifra decimal; luego, la mayor posible y, finalmente, la diferencia hasta la medida total.
Para proteger estos bloques se pueden emplear bloques de protección en los extremos
Al formar combinaciones de calas patrón, hay que tener en cuenta:
- Elegir el menor número de bloques posible. - Que los bloques pequeños queden en el centro. - A ser posible, emplear bloques protectores en los
extremos (no se desgastan, al ser de gran dureza). - Que la adherencia sea perfecta.
A continuación se muestra un ejemplo de una posible colección de calas patrón longitudinales
Colección de calas Número de piezas: Calidades Intervalo o
escalonamiento Medidas en mm
00-0-1 2-3 0,0005 1,0005 1 - 0,001 1,001; 1,002; ...1,009 9 9 0,01 1,01; 1,02; ...1,49 49 49 0,5 0,5; 1; ...24,50 49 49 25 25; 50; 75; 100 9 4
Existen diferentes grados de calidad de los bloques patrón:
- Grado: K.- Para el laboratorio como medida patrón - Grado: 0.- Como medida patrón para el control de calas patrón de taller y para el ajuste
de aparatos y máquinas de medir de alta precisión - Grado: 1.- Para el control de aparatos de verificación, medición de longitudes y para
trabajos de verificación en el gabinete de metrología - Grado: 2.- Como medida de ajuste y de trabajo en el taller y para la verificación de
instrumentos de medida como micrómetros, relojes comparadores, etc.

Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.6
3.5.2 Bloques patrón de ángulos El radian es la unidad de ángulo plano en el S I de Unidades. Se define como el ángulo central que limita un arco de circunferencia cuya longitud es igual a la del radio de la circunferencia.
Además del radián está muy generalizado la medición de ángulos en grados sexagesimales que se definen como el ángulo central subtendido por un arco cuya longitud es igual a 1/360 de la circunferencia.
Los bloques patrón angulares son prismas que materializa un ángulo determinado (ángulo nominal, αo) entre sus dos caras de medida, de tal forma que el ángulo real es muy próximo al nominal, el error piramidal de las caras es mínimo, y su planitud es muy elevada.
Estos son similares a los longitudinales, pero en vez de materializar longitudes, materializan ángulos entre sus caras de medida.
Valores angulares típicos son: 45º, 30º, 20º, 10º, 3º, 1º, 45', 30', 20', 10' , 3‘, 1 ‘, 45“, 30", 20“, 10” , 3", 1“.
Al igual que los bloques longitudinales poseen la propiedad de adherencia de sus caras posibilitando la formación de valores angulares determinados mediante adición o sustracción de varios de ellos.
3.5.3 Polígonos ópticos Los polígonos ópticos son prismas de altura reducida, cuyas bases están formadas por polígonos regulares, de p. ej., 4, 8, 12, 24, 36 o 72 lados, que materializan en el centro ángulos de 90º, 45º, 30º, 15º, 10º y 5º respectivamente.
Son polígonos regulares compuestos por n caras planas reflectantes, fabricados con alta precisión, de tal forma que el ángulo entre los vectores normales a las caras es muy próximo at valor nominal 360°/n.
3.5.4 Patrones de extremos esféricos Tienen forma de cilindro, de unos 12 mm de diámetro, rematados en ambos extremos por dos casquetes esféricos. La forma esférica permite una ligera inclinación del patrón entre dos planos paralelos, sin afectar a la cota.
La precisión es del orden de ±0.5 a 8 µm, según el empleo al que se destine, y su longitud puede alcanzar los 2000 mm. Se emplean para longitudes mínimas de 20 mm

Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.7
3.5.5 Patrones de diámetros de exteriores Son discos de diámetro exterior perforados en su centro, cuya cota de referencia está materializada por su diámetro exterior.
Se utilizan individualmente montados sobre un mango o por juegos sobre un soporte cilíndrico. Se emplean para calibraciones de calibres fijos de herradura y de instrumentos de medida de exteriores
3.5.6 Patrones de diámetros de interiores Los anillos de diámetro interior, o vitolas, consisten en discos perforados en su centro, cuya cota de referencia está materializada por su diámetro interior.
Se disponen por juegos con las mismas precisiones que la tabla anterior. Se utilizan para la calibración de calibres fijos de interiores
3.5.7 Bolas o esferas patrón Otro de los accesorios más empleados en cualquier laboratorio metrológico son las bolas y varillas calibradas, que se utilizan en muchas mediciones de alta precisión.
Las bolas se fabrican normalmente en aceros y carburos de tungsteno, pero también en otros materiales como cerámicas y estelitas (aleación cobalto cromo).
Está normalizada su clasificación por clases, calidades y lotes, dentro de la desviación máxima admisible al valor nominal.
3.5.8 Cilindros o varillas patrón Con un uso similar al de las esferas patrón, las varillas calibradas también se encuentran clasificadas según las diferentes dimensiones y calidades.
3.5.9 Conos patrón y anillos patrón cónicos Existen en forma de cono patrón y anillo patrón para verificar agujeros y ejes cónicos respectivamente.
Generalmente reproducen los conos normalizadas tipo Morse o ISO

Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.8
3.6 Instrumentos de verificación Estos instrumentos se emplean para comprobar si las dimensiones son iguales a las marcadas en los mismos, o están entre los límites señalados para estos.
En los planos destinados a la fabricación de una determinada pieza, se indica cada dimensión con su tolerancia. Por lo tanto, para asegurarse que una cota conseguida es aceptable, no es necesario medir su valor, sino simplemente comprobar si la dimensión está comprendida entre los valores máximos y mínimos señalados.
Para ello se utilizan los denominados calibres de tolerancia, calibres de límites o calibres pasa – no pasa. Los calibres de tolerancia son un par de calibres, uno de los cuales materializa la cota máxima y el otro la cota mínima, correspondiente a la dimensión nominal y tolerancia indicada para la pieza.
3.6.1 Calibres pasa / no pasa
• Exteriores:
Anillos Calibres de herradura Calibres dobles regulables Para verificación de roscas
• Interiores:
Tampones cilíndricos dobles Calibres planos dobles Calibres de varilla Para verificación de roscas
* Anillos pasa / no pasa
Para verificación de tolerancias en ejes. Pueden materializarse en dos anillos independientes o en uno sólo con dos entradas
* Calibres de herradura
Para verificación de tolerancias en ejes. Pueden materializarse en herraduras con dos o una boca, con la posibilidad de tener las puntas ajustables

Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.9
* Verificación de ejes roscados
Se realiza mediante anillos o herraduras pasa / no pasa
* Tampones cilíndricos y varillas
Se emplean para la verificación de agujeros, pudiendo ser cilíndricos, planos o varillas montadas en mangos.
* Verificación de agujeros roscados
Se realiza mediante tampones pasa / no pasa roscados
* Verificación de conos
La verificación de conos no se puede efectuar mediante tampones pasa / no pasa (siempre pasaría). Se realiza mediante calibres en los que la tolerancia se materializa mediante una ranura situada en lo alto de los mismos y que indica los valores máx. y min. admisibles
3.6.2 Galgas * Galgas de espesores
Son láminas de fleje de acero de distintos espesores (0,1 - 0,2 - 0,3 - etc., mm.) que se utilizan para controlar los pequeños juegos que debe haber entre dos piezas. El espesor de las láminas oscila entre 0,04 a 1 mm

Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.10
* Galgas de radios y de perfiles
Se trata de plantillas con distintos radios en chapa de acero (de 0,7 mm. de espesor aproximadamente).
Se emplean para comprobar radios convexos o cóncavos. Estas plantillas se agrupan formando juegos, por ejemplo un juego de 10 plantillas de 1 a 10 mm., de 1 en 1 mm.
* Galgas o peines de roscas
Se utilizan para identificar el paso y perfil de las roscas. Se prueban las distintas galgas hasta encontrar una que coincida con el perfil de la rosca.
En la misma galga se encuentra grabado el paso de la rosca o el número de hilos que entran por pulgada.
* Plantillas de verificación
Cuando se tiene que construir una pieza de perfil iregular, que no requiera gran precisión, resulta práctico construir una plantilla de chapa, de 1 o 2 mm. de espesor, con el mismo perfil, invertido, de la pieza que se desea obtener. De esta forma el perfil de la pieza se obtiene por comparación con el de la plantilla construir. También en esta plantilla pueden ir grabadas tolerancias.
* Galgas de afilado, ángulos, centrado, etc
Existen finalmente una amplia gama de galgas para aplicaciones específicas entre las que destaca el controlar el afilado de herramientas o su centrado y el verificar ángulos.
Afilado Centrado Ángulos

Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.11
3.7 Patrones auxiliares
3.7.1 Reglas Son patrones de ángulos de 180º. Se fabrican en diversos tipos, según el empleo que se le vaya a dar, de fundición o acero templado y estabilizado, estando lapeadas las superficies de comprobación
* Reglas biseladas o de pelo
Adecuadas especialmente para verificar la planitud de superficies. Canto de medición templado, rectificado y finamente lapeado. Con protección para la mano.
* Reglas de rectitud
Las hay de diferentes grados: grado 0 (trabajos de medición muy precisos), grado 1 (controles y tareas de precisión) y grado 2 (trabajos de verificación)
3.7.2 Escuadras Son patrones que materializan el ángulo de 90º. Las escuadras más empleadas en el taller son las de acero, material que en las de más precisión debe estar templado y estabilizado.
La variedad de las condiciones en que pueden utilizarse ha dado lugar a la creación y empleo de distintos tipo de escuadras:
3.7.3 Mármoles Al igual que las reglas, los mármoles se consideran patrones de ángulo de 180º. Se le da el nombre de mármol a todo elemento de verificación utilizado para materializar un plano.
Pueden fabricarse de fundición gris, acero, granito, etc, y pueden tener forma cuadrada, rectangular o circular, en todos los casos con una gran variedad de dimensiones. El granito se empezó a emplear después de la 2º guerra mundial ante la escasez de la fundición y resultando ser los de granito más precisos que los antiguos de fundición, aunque actualmente aún se usan. El contenido en cuarzo determina la resistencia.
La diabasa, con grano muy fino y alto contenido en cuarzo es hoy una de las mejores superficies de referencia que se fabrican.
En general los mármoles o superficies de referencia o control se pueden fabricar en diferentes tipos de granito negro

Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.12
3.8 Patrones interferométricos. Principios de interferometría. La técnica de la interferometría se usa tanto para la medición de longitud como para el ensayo de planicidad de bloques patrón.
Se trata de una técnica que proporciona un elevado grado de precisión, utilizando la luz como medio de medición.
Como fuentes luminosas se emplean las lámparas de mercurio y de sodio proyectadas para radiar luz de longitudes de onda estrechamente definidas.
La luz es una forma de energía, luego puede considerarse que se desplaza en forma de ondas sinusoidales electromagnéticas. Por tanto, la definen:
- Longitud de onda (λ): Determina el color. - Amplitud (a): Determina la intensidad de la luz.
La luz blanca es una combinación de todos los colores, por tanto, una combinación de todas las longitudes de onda del espectro visible (no adecuada para medición en interferometría).
Para solventar esta dificultad se usa una fuente de luz sustancialmente monocromática, ya que un haz de esta luz se considera como un número infinito de rayos de igual longitud de onda.
El primer gráfico representa un tren de ondas donde la intensidad de luz, que crece como el cuadrado de la intensidad de onda, depende de la potencia de la lámpara.
El segundo gráfico muestra la composición de dos ondas en fase, correspondiente al máximo brillo.
El tercero representa la situación de oscuridad total o iluminación nula, efecto conocido como interferencia.

Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.13
* Ensayo de planicidad:
Partiendo del fenómeno de interferencia, y mediante el empleo de una superficie de referencia y un plano óptico de forma que entre ellos exista una fina película de cuña de aire, ocurre que si se ilumina correctamente, se obtienen distintas bandas interferométricas o franjas oscuras cada cierta longitud -equivalente a un incremento de media longitud de onda-.
Observando la anterior figura se ve que: [d(QP)+d(PR)]-[d(BA)+d(AC)]= n·λ, ya que la diferencia de caminos entre dos franjas de luz o de oscuridad debe desfasar las ondas n·λ. Podemos aproximar a:
2·d(PP')-2·d(AA') = n·λ → d(PP') - d(AA') = n·λ/2
Por lo que:
Separación = nº bandas ·λ/2
Éstas se aprecian cuando las ondas que llegan al ojo están desfasadas en 180º, mientras que las bandas brillantes corresponden a que están en fase.
A medida que aumenta el ángulo de la cuña de aire (formado por el plano óptico y la superficie de referencia) las franjas oscuras se acercan.
La variación en altura entre plano óptico y la superficie puede calcularse contando el número de franjas y multiplicando por la mitad de la longitud de onda de la luz usada.
En los interferómetros tipo MICHELSON, además de la longitud puede medirse la planitud de cada una de las caras del bloque y el paralelismo entre ambas.
En efecto, si estas superficies no son planas, las franjas no resultan rectas y paralelas, sino curvadas o inclinadas en cierta forma.
En el ejemplo de la figura, las franjas del bloque aparecen inclinadas respecto a las de la base. Se trata de una superficie inclinada respecto a la de referencia.

Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.14
Otros ejemplos de modelos de franjas son:
3.9 Instrumentos de medida directa
3.9.1 Metros y reglas. Para trabajos corrientes que no exijan mucha precisión, se utilizan los metros, reglas flexibles y cintas métricas.
Con estos aparatos la precisión obtenida no podrá ser nunca mayor que la menor división de ellas.
Las reglas de acero se usan efectivamente como mecanismo de medición lineal; para medir una dimensión la regla se alinea con las graduaciones de la escala orientadas en la dirección de medida y la longitud se lee directamente.
Las reglas de acero se pueden encontrar en reglas de profundidad, para medir profundidades de ranuras, hoyos, etc.

Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.15
3.9.2 Pie de rey. El pie de rey consiste en una escala base graduada en milímetros y un dispositivo que puede deslizarse sobre la escala base, llamado nonio, que sirve para aumentar la precisión de la escala base
Es muy empleado en el taller para pequeñas y medianas precisiones.
Este instrumento consta de una regla de acero graduada y doblada a escuadra por un extremo.
Lleva bordes biselados, en uno de los cuales tiene una graduación especial llamada nonio que, al desplazarse, lo hace junto a la escala graduada de la regla.
* Funcionamiento del nonio:
Para comprender el funcionamiento del nonio, examinemos las dos reglas mencionadas: la mayor, fija, dividida en milímetros y la menor, móvil que se desplaza junto a la mayor y que lleva grabado en su bisel el nonio.
Tomemos 10mm de longitud de la regla grande, y dividámosla en diez partes. Cada división valdrá 1mm=10/10mm.
Tomemos ahora 9mm de longitud en la regla pequeña y dividámosla también en diez partes. Cada división valdrá 9/10 de mm.
Si hacemos coincidir los ceros de ambas reglas, la separación existente entre 1 y 1’ será: 10/10-9/10=1/10 de mm; la separación entre 2 y 2’ será: 2/10 y así sucesivamente. Ahora hagamos coincidir la 1 y 1’ y la distancia entre 0 y 0’ será exactamente 1/10; si coinciden 2 y 2’, la separación entre 0 y 0’ será 2/10; si coinciden 8 y 8’, será 8/10, etc.
Las graduaciones de ambas reglas están hechas de tal manera que, cuando están en contacto las caras interiores de las dos bocas –calibre cerrado-, los ceros coinciden.
Apreciación de los nonios: hemos visto como al pasar de una división a la siguiente del nonio, la diferencia es siempre de 1/10 la cual es pues la apreciación del nonio y vale:
a =División de la regla – división del nonio = 1- mm10
1
10
9
10
10
10
9=−=

Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.16
Podremos lograr mayor precisión haciendo que la diferencia entre las divisiones de la regla y las del nonio sean menores.
En la práctica se logra esto empleando nonios de 20 y de 50 divisiones.
La apreciación en todos los casos del instrumento valdrá:
* Proceso de lectura
Primeramente se leen los mm que marca el “cero” del nonious, luego se observa el valor la división del nonious que coincida con alguna de la regla, y finalmente se suman ambas cantidades.
* Posibilidades de medida del pie de rey universal
nonio del divisiones denºregla la dedivisión menor =napreciació

Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.17
* Ejemplos de apreciación en mm:
- Con nonious de 20 divisiiones: - Con nonious de 50 divisiiones:
* Ejemplos de apreciación en pulgadas:
* Tipos de pie de rey
- Según la forma de lectura: ·Lectura directa con nonio ·Lectura con reloj comparador ·Lectura digital.
- Pie de rey de profundidades

Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.18
- Calibres de altura
´- Algunos tipos especiales
- De boca grande y ajuste fino
- Con bocas de exterior en forma de bucle
- Con bocas de interior con puntas
- De base en “uve” para medir el fondo de gargantas o chaveteros.
- Para gargantas interiores
- Para dientes de engranaje.
3.9.3 Micrómetro. El micrómetro (del griego micros, pequeño, y metros, medición), también llamado Tornillo de Palmer, es un instrumento de medición cuyo funcionamiento está basado en el tornillo micrométrico y que sirve para medir las dimensiones de un objeto con alta precisión, del orden de centésimas de milímetros (0,01 mm) y de milésimas de milímetros (0,001mm) (micra).
El tambor tiene generalmente cincuenta divisiones y la grabación recta es doble, por debajo de la línea divisoria de referencia; está grabada en milímetros; por encima está grabada también en milímetros pero corridos, respecto a la otra escala 0,5 mm.
Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.19
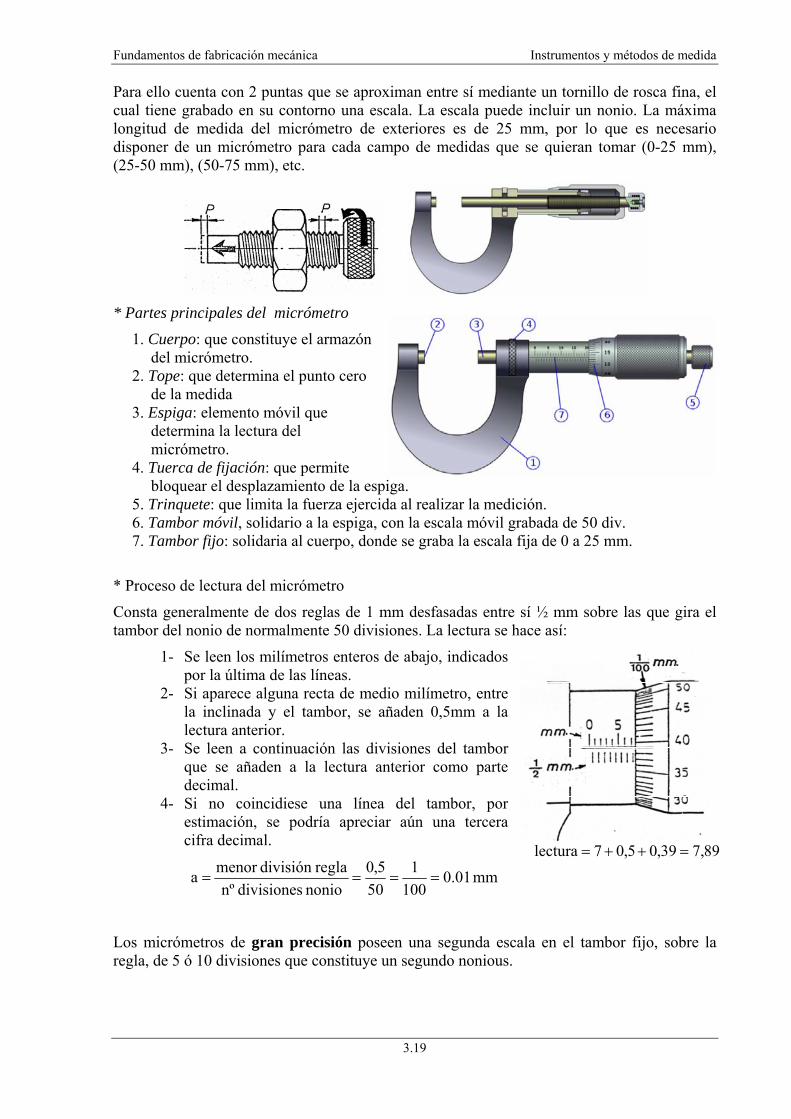
Para ello cuenta con 2 puntas que se aproximan entre sí mediante un tornillo de rosca fina, el cual tiene grabado en su contorno una escala. La escala puede incluir un nonio. La máxima longitud de medida del micrómetro de exteriores es de 25 mm, por lo que es necesario disponer de un micrómetro para cada campo de medidas que se quieran tomar (0-25 mm), (25-50 mm), (50-75 mm), etc.
* Partes principales del micrómetro
1. Cuerpo: que constituye el armazón del micrómetro.
2. Tope: que determina el punto cero de la medida
3. Espiga: elemento móvil que determina la lectura del micrómetro.
4. Tuerca de fijación: que permite bloquear el desplazamiento de la espiga.
5. Trinquete: que limita la fuerza ejercida al realizar la medición. 6. Tambor móvil, solidario a la espiga, con la escala móvil grabada de 50 div. 7. Tambor fijo: solidaria al cuerpo, donde se graba la escala fija de 0 a 25 mm.
* Proceso de lectura del micrómetro
Consta generalmente de dos reglas de 1 mm desfasadas entre sí ½ mm sobre las que gira el tambor del nonio de normalmente 50 divisiones. La lectura se hace así:
1- Se leen los milímetros enteros de abajo, indicados por la última de las líneas.
2- Si aparece alguna recta de medio milímetro, entre la inclinada y el tambor, se añaden 0,5mm a la lectura anterior.
3- Se leen a continuación las divisiones del tambor que se añaden a la lectura anterior como parte decimal.
4- Si no coincidiese una línea del tambor, por estimación, se podría apreciar aún una tercera cifra decimal.
mm 01.0100
150
5,0nonio divisionesnº
regladivisión menor a ====
Los micrómetros de gran precisión poseen una segunda escala en el tambor fijo, sobre la regla, de 5 ó 10 divisiones que constituye un segundo nonious.
89,739,05,07lectura =++=

Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.20
En el caso de micrómetros en pulgadas, el paso de la rosca del husillo suele ser de 40 hilos por pulgada. Una vuelta del tambor hace avanzar la punta de contacto en dirección a la punta fija, o la aleja, precisamente 1/40” o 0,025 de pulgada.
Cada 4 divisiones avanza el tornillo 0,1” y la línea de lectura del cilindro está dividida en 25 partes iguales.
Otro ejemplo de lectura en pulgadas es:
2.3 0.05 + 0.011 ____________________
2.361 pulg. * Tipos de lecturas en micrómetro
Lectura con escala graduada Lectura con contador Lectura digital
* Algunos tipos de micrómetros:
- Para exteriores, pálmer
- Para roscas.
5,7830,003 28,05,05lectura =+++=
mm 01.0100
150
5,0noniodivisionesnº
regladivisión menor a1 ====
mm 001.01000
11001,0a2 ===
"001.025025,0
25401
noniodivisionesnºregladivisión menor a
"
==⎟⎠⎞
⎜⎝⎛
==
0.276"lectura =

Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.21
- Para interiores
- De platillos para medir engranajes.
- Para profundidades.
- Con 3 puntos de contacto para agujeros.
- Para comparaciones de tolerancia (pasa / no pasa)
- De arco profundo
- Para exteriores de gran capacidad
3.9.4 Goniómetros. Un goniómetro es un instrumento de medición con forma de semicírculo o círculo graduado en 180º o 360º, utilizado para medir o construir ángulos. La lectura del goniómetro es directa
Dispone de dos nonios, el sentido en el que giramos este aparato definirá el nonio a emplear. Los grados vendrán definidos por el cero de la regla angular
'5
1260'
121ºa ===

Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.22
3.10 Métodos e instrumentos de medida indirecta
3.10.1 Reloj comparador. Los instrumentos comparadores en general son aparatos de lectura amplificada, que trabajan por comparación; señalan la diferencia de cota que existe entre la pieza a verificar y el patrón de referencia. Se clasifican en mecánicos, ópticos, neumáticos y electrónicos, según el sistema de amplificación que empleen.
Entre los mecánicos destaca el reloj comparador centesimal, y para grandes precisiones son de gran interés los minímetros o comparadores de amplificación micrométrica (de tipo mecánico).
Los instrumentos utilizados para la medición por comparación son los comparadores que, bajo diversas formas, son muy utilizados. Su campo de medición es muy limitado, variando de 10 mm a centésimas de µm, según los tipos, y su precisión puede llegar a 0,01 µm. Para apreciar con tal precisión son necesarios aparatos dotados de un potente sistema de amplificación de la medida.
Los comparadores más habituales suelen construirse con divisiones de escala de 0,01 mm y campo de medida entre 3 y 10 mm
El mecanismo de amplificación puede ser en base a engranajes, palancas y levas.
Existen comparadores de mucha precisión (0,001 mm). Se sustituyen los engranajes por rodillos rozantes.
Otros comparadores empleados son los de deformación elástica, de muy alta sensibilidad. Los campos de medida oscilan entre 400 a 2µm, con divisiones de escala de 5 a 0,02µm respectivamente.
Se emplean para: 1. Comparación de cotas con respecto a bloques
patrón 2. Verificación de paralelismo entre dos planos 3. Verificación de piezas o herramientas sobre las
máquinas 4. Verificación de máquinas herramientas 5. Regulación de los desplazamientos de los carros
de las maquinas

Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.23
* Apreciación de los comparadores mecánicos
* Tipos de comparadores
- De esfera - De esfera y largo recorrido.
- De lectura digital
- Con eje de medida dorsal.
- De palanca.
- De precisión 1μm, con fuerzas de medida muy débiles .
- Para verificar agujeros
- De patas
- De profundidades
- De espesores y herradura profunda
mm 01,0100
1a == mm 001,0100
1,0a ==

Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.24
3.10.2 Comparadores de amplificación neumática. Las variaciones de dimensión de las piezas provocan variaciones de presión, que originan el principio de funcionamiento de este sistema.
* Comparador neumático Solex,
Su método consiste en transformar directa o indirectamente las variaciones de dimensiones de una pieza en gastos de aire, de fácil medida.
* Comparador neumático CEJET,
Fabricado por C.E.Johansson; se basa en un sistema de equilibrio de presión: la aguja del manómetro estará a cero si los fuelles A y B reciben la misma presión de aire. Si la pieza a verificar varía respecto al patrón de medida conocida, la aguja del manómetro registrará sobre la escala la variación.
3.10.3 Reglas de senos Las reglas de senos: se utilizan como elementos auxiliares en la medida indirecta de ángulos, en el trazado angular de referencias y en la calibración de otros instrumentos de medida .
Son también patrones que permiten materializar ángulos con muy elevada precisión mediante el auxilio de patrones longitudinales.
La regla de senos se suelen fabricar con valores nominales desde 100 mm hasta 500 mm y deben emplearse para la formación de ángulos entre 0º y 45º, pues valores superiores su imprecisión aumenta.
La regla de senos esta formada por: o Una pieza de sección rectangular (generalmente de acero) o Dos cilindros de igual diámetro alojados en la sección rectangular,
separados una distancia L. o Bloques patrón longitudinales.
Lhsen =α

Fundamentos de fabricación mecánica Instrumentos y métodos de medida
3.25
3.10.4 Mesas de senos Basadas en el mismo principio que la regla, permiten un mejor apoyo de piezas grandes.
3.10.5 Regla de tangentes. El valor del ángulo deseado puede formarse por combinación de calibres cilíndricos normales, bloques patrón longitudinales y una regla auxiliar de tangencia de lados planos y paralelos.
3.10.6 Medición indirecta de ángulos. Ejemplos
No existe una regla o fórmula fija para este tipo de mediciones. En función del ángulo a medir, su situación, su tamaño, etc. se elegirán unos instrumentos y accesorios que nos permitan con sencillos cálculos obtener la medida deseada.
*Ejemplo 1. Cálculo del ángulo α
*Ejemplo 2. Se desea conocer la cota X para verificar si son correctos los ángulos indicados
d 2LDd-D
rLRr -R
2tan
++=
++=⎟
⎠⎞
⎜⎝⎛α
D
r - R2
tg =⎟⎠⎞
⎜⎝⎛α
r)-(M-R)-(M Dó
r-R-H D
12=
=
mm. 32,621532,272015dRX
mm 27,32d bd15cos mm 28,88b
bR45cos
=++=++=
=⇒==⇒= oo
![08 K instrumentos de medida - auxilab.es · K INSTRUMENTOS DE MEDIDA - [KB] balanzas 6 KBB - Electrónicas, precisión 1 - 0.1 g equipos de laboratorio | INSTRUMENTOS DE MEDIDA pág.](https://static.fdocuments.ec/doc/165x107/5e106e0b8afb8144156d2d43/08-k-instrumentos-de-medida-k-instrumentos-de-medida-kb-balanzas-6-kbb-electrnicas.jpg)

















