CALIDAD SUPERFICIAL
22
CALIDAD SUPERFICIAL RUGOSIDAD
-
Upload
geles-ferrero-garcia -
Category
Documents
-
view
1.353 -
download
0
Transcript of CALIDAD SUPERFICIAL

CALIDAD SUPERFICIAL
RUGOSIDAD

El aspecto que presenta una superficie depende
fundamentalmente del material con que está
fabricada la pieza y de su proceso de conformación.

En la fabricación de piezas se producen irregularidades superficiales, motivadas por vibraciones de la máquina-herramienta, por la flexión de la pieza, huellas de los filos cortantes de las herramientas, etc...
El funcionamiento de una máquina o conjunto no será correcto si no definimos el acabado superficial exigible a las superficies que conforman las piezas, el cual deberá adecuarse a las exigencias funcionales de cada una de las superficies .

Tipos de superficies
– La función que realiza una superficie depende de las relaciones que
tenga con las superficies de otras piezas.
Así, las superficies se clasifican en:
Superficies de apoyo: son las que están en contacto estático con otras superficies ajenas a la pieza. Tales piezas posicionan la pieza o sirven de apoyo para otras piezas.
Superficies libres: son las que no están en contacto con otras, siendo su misión principal la de definir la forma de la pieza.
Superficies funcionales: son las que están en contacto dinámico con otras, produciéndose un deslizamiento relativoentre ambas superficies. (deslizamiento:guías de ejes,rodadura:pistas de rodamientos)


Al igual que es imposible fabricar con exactitud una forma, tampoco es posible obtener con exactitud un acabado superficial requerido. Este se encontrará dentro de unos límites más o menos grandes. Las imperfecciones superficiales se clasifican en:
Rugosidades, producto de las huellas de la herramienta que se emplea para fabricar la pieza, (a) y
Ondulaciones, causadas por los desajustes de las máquinas-herramienta utilizadas en el mecanizado. (b)
Ambos defectos pueden aparecer conjuntamente. (c)

La rugosidad superficial es el
conjunto de irregularidades de la superficie
real, definidas convencionalmente en una sección donde los errores de forma y
las ondulaciones han sido eliminados.

Terminología• Perfil geométrico. • Es el perfil que se obtendría si la superficie de la pieza fuera ideal. Esta superficie
ideal se denomina superficie geométrica. • Perfil efectivo. • Es el perfil real medido (mediante los instrumentos de medida aplicables). Procede
de cortar la superficie real.

Longitud básica (o de muestreo) Es la longitud del perfil geométrico, medida sobre la superficie geométrica
del perfil efectivo, elegida para evaluar la rugosidad. Suele usarse un valor de 0,8 mm.
Longitud de evaluación Es la longitud del perfil geométrico, medida sobre la superficie geométrica
del perfil efectivo, que se emplea para evaluar los parámetros definitorios de la rugosidad superficial. Es varias veces superior a la longitud básica; suele ser del orden de unos 10 mm.
Línea media aritmética del perfil Es la línea que con la misma forma del perfil geométrico, divide el perfil
efectivo, de manera que entre los límites de la longitud básica, la suma de las áreas encerradas por encima de esta línea y el perfil efectivo, es igual a la suma de las áreas encerradas por debajo de esta línea y el citado perfil.


Desviación media aritmética del perfil evaluado, Ra, media aritmética de los valores
absolutos de las ordenadas comprendidas en una longitud de muestreo. Es el método
adoptado internacionalmente para la evaluación de la rugosidad.
Desviación máxima entre pico y valle (Rz) (antigua Rmáx) representa la distancia
entre la cresta más elevada y el valle más profundo,medida en una longitud muestreo.

Clases de Rugosidad
El valor medio de la rugosidad (Ra) clasifica a las superficies en varias clases, N1 a N12,
según la tabla siguiente. Las superficies de las clases más bajas tienen menor rugosidad
y, por lo tanto, mejor calidad en su acabado.



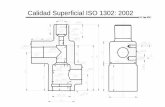
INDICACIÓN DE LA CALIDAD SUPERFICIAL EN LA DOCUMENTACIÓN TÉCNICA DE PRODUCTOS
Símbolos utilizados en los planos.

En esta figura se describe toda la información que puede aparecer en un símbolo de acabado superficial.

Símbolos para la dirección de las estrías

Sobremedida para el mecanizado

Para la medición de la rugosidad se emplean básicamente tres métodos:
VISO-TÁCTILÓPTICO
ELECTRÓNICO


Rugosímetro de palpador mecánico
Instrumento para la medida de la calidad superficial basado en la amplificación eléctrica de la señal generada por un palpador que traduce las irregularidades del perfil de la sección de la pieza.
Sus elementos principales son el palpador, el mecanismo de soporte y arrastre de éste, el amplificador electrónico, un calculador y un registrador.
El patín describirá las ondulaciones de la superficie mientras la aguja recorra los picos y valles del perfil. Así se separan mecánicamente ondulación y rugosidad que son simplemente desviaciones respecto de la superficie geométrica con distinta longitud de onda.