BOLETIN INFORMATIVO IPA - Inicio · motivo traders chinos están comprando importantes volúmenes...
62
BOLETIN INFORMATIVO IPA Año 14 – Nro. 69 – Abril de 2013
Transcript of BOLETIN INFORMATIVO IPA - Inicio · motivo traders chinos están comprando importantes volúmenes...
BOLETIN INFORMATIVO IPA Año 14 – Nro. 69 – Abril de 2013
ÍNDICE
2
Editorial En marzo comenzó una nueva edición de la Carrera de Posgrado Virtual "Especialización en Industria Petroquímica", dictada en forma conjunta entre el IPA y la UNSAM, con un interesante menú de 11 materias, 5 de ellas de carácter obligatorio. Este programa de capacitación benefició, hasta el presente, a más de 240 profesionales de Argentina, Bolivia, Brasil, Chile, Colombia, Ecuador, España, México, Paraguay, Perú y Venezuela. Por otra parte, se están organizando disertaciones y cursos de destacados especialistas locales e internacionales sobre distintos temas de interés para los asociados. Este año el IPA comenzará la capacitación de los cuadros técnicos, en tal sentido durante abril dictará un primer curso, orientado a la Operación de Bombas. El propósito perseguido es introducir un nuevo aporte para el desarrollo de la industria petroquímica argentina. En el sector técnico se tienen dos segmentos bien diferenciados: por una parte los cuadros con experiencia adquirida a través de años de trabajo en las empresas, aunque muchos de ellos presentan falencias en los conocimientos teóricos que les impiden mejorar la eficiencia de su desempeño, y por otro lado están los jóvenes recién egresados que arrastran los desniveles propios de la actual educación técnica sumado a la falta de experiencia fabril. El 26 de agosto se realizarán las Terceras Jornadas Comerciales coincidentes con el Día de la Petroquímica, que se conmemorará con un cóctel al final de las mismas. Las Jornadas representan un excelente ámbito donde se intercambian y debaten experiencias de las distintas facetas que componen el área comercial de grandes y pequeñas empresas que integran la cadena de la industria petroquímica. En este número se incluyen, como es habitual, la selección de artículos técnicos, novedades del ámbito local y regional, y la segunda parte de un extenso trabajo sobre fertilizantes. Asimismo, se encuentra actualizada la sección de indicadores petroquímicos. Agradecemos la información suministrada por entidades y empresas que contribuyeron para la redacción de este Boletín. Hasta la próxima edición.
ÍNDICE
3
Selección de artículos de interés 4
Noticias locales e internacionales 7
Calendario de eventos 15
Novedades 16
IPA actividades 55
Índice de costos de plantas petroquímicas IPA 56
Indicadores petroquímicos IPA 58
.
SELECCIÓN DE ARTÍCULOS DE INTERÉS
4
Varios artículos han aparecido en los últimos meses referidos a distintos tipos de cauchos. ICIS Chemical Business del 18/2/13 menciona un proyecto de inversión en “biorubber” de la firma italiana Versalis, división petroquímica del ENI. Se trata de una asociación estratégica con la empresa norteamericana Yulex, especializada en biomateriales. La idea es construir un complejo industrial en el sur de Europa para la extracción de caucho natural del guayule. Este es un material renovable sin uso alimenticio que requiere para su crecimiento poca agua y nada de pesticidas. El proyecto involucra también la producción del propio guayule en la vecindad de la planta, con la ventaja de que terrenos áridos o semiáridos son apropiados para su producción. Aún no se ha definido el lugar exacto donde se instalará el complejo. La inversión total debería superar los 200 millones de euros. El acuerdo con Yulex incluye la exclusividad para Versalis de la tecnología del caucho en determinadas áreas geográficas. ICIS Chemical Business del 18/3/13 se refiere a otro importante productor de caucho, la firma Lanxess. En este caso la noticia es más bien opuesta a la anterior dado que el productor alemán ha decidido cerrar en forma temporaria dos plantas para contrarrestar la baja demanda. Se trata de la de caucho butilo localizada en Bélgica y la de EPDM de Texas. No obstante Lanxess es optimista en cuanto al futuro ya que espera que la demanda crezca durante 2013. Finalmente un artículo aparecido en Chemical Week del 18/2/13 señala el significativo aumento de la capacidad de caucho polibutadieno (PBR) en China en el futuro próximo. La capacidad total de PBR debería aumentar en alrededor de 400.000 t/a al ponerse en marcha nuevas unidades de Sinopec Maoming Petrochemical y Yangzi GPRO en Nanking. Por tal motivo traders chinos están comprando importantes volúmenes de butadieno ya que prevén que la materia prima estará “tight” y los precios en forma correspondiente subirán. ICIS Chemical Business del 25/3/13 también menciona a la firma ya citada Lanxess, aunque esta vez la nota esta focalizada en el nylon en lugar del caucho. La misma se origina en la conferencia Plastimagen 2013 que tuvo lugar en la Ciudad de México, uno de cuyos papers fue presentado por Brendan Dooley, director de ventas y de manufactura de equipo original. Señala el autor las ventajas del nylon frente al metal en la fabricación de diversas partes de un automóvil. Entre los beneficios del uso de la poliamida se cita su menor precio y que baja el peso de los vehículos además de que las piezas son más fáciles de fabricar. Otra ventaja es que el nylon absorbe más energía que el metal en caso de choque, lo que aumenta la seguridad del automóvil. También se menciona que absorbe mejor las vibraciones lo que hace que el andar del vehículo sea más suave y silencioso. Tanto el nylon 6 como el nylon 66 se pueden utilizar indistintamente y Lanxess ofrece compuestos basados en ambos tipos de poliamidas. ICIS Chemical Business del 25/2/13 comenta que la firma Genomatica de los Estados Unidos ha desarrollado una nueva tecnología para la elaboración de bio-Butanodiol (BDO), que ha sido probada satisfactoriamente a escala comercial. La tecnología fue concebida en conjunto con Tate & Lyle Bio Products (perteneciente a DuPont), en la planta de fermentación de esta empresa en Loudon, Tennessee. Durante una campaña de cinco semanas se produjeron más de 2.000 toneladas de BDO usando dextrosa de maíz como materia prima. Esto equivale a una producción anual de 23.000 t/a. La planta en Loudon está cerca de un molino húmedo de maíz perteneciente a Tate & Lyle. Entre las ventajas de la nueva tecnología se cita un menor costo de capital por tonelada de producto obtenido, flexibilidad en el tamaño de la planta y costos operativos competitivos. Pero además esperan mejorar la economía del proceso al poder usar en el futuro materias primas más baratas como ser biomasa celulósica. El anuncio de Genomatica se produce en momentos en que ha crecido el escepticismo concerniente a la viabilidad de procesos químicos bio-basados entre inversores. En 2012, las acciones de las empresas productoras de productos químicos bio-basados habían sufrido importantes bajas. La idea es instalar otra planta de BDO de mayor capacidad, del orden de 45.000 a 60.000 t/a. También se menciona otra sociedad de Genomatica con Novamont para convertir una planta de esta última en Adria, Italia a otra de 18.000 t/a de BDO con la nueva tecnología. Finalmente
SELECCIÓN DE ARTÍCULOS DE INTERÉS
5
habría una tercera asociación de la empresa norteamericana con Mitsubishi para que la tecnología también sea utilizada en Japón. ICIS Chemical Business del 18/3/13 muestra un estado cambiante en el mercado de olefinas a nivel global. A inicios del 2012 el panorama era muy prometedor para luego caer en varias regiones de Europa, Norteamérica y Asia. Esa son las conclusiones de Kiersan Cosgrove de ICIS Consulting, autor del World Petrochemical Industry (Olefins). El autor estima que ese fenómeno podría repetirse más adelante en 2013, pese a las primeras cifras optimistas. Aún así sus estimaciones sitúan al crecimiento global del mercado de olefinas en un 4% o más por año en los próximos tres años. Ello significa que se necesitarán unos 10 millones de toneladas adicionales de olefinas anualmente. Pese a la incertidumbre financiera y política mundial los factores de utilización de plantas se mantienen globalmente entre 85 y 88%, en parte gracias a ciertos atrasos en la puesta en marcha de grandes complejos. Es el caso del nuevo cracker de ExxonMobil en Singapur que debió iniciar operaciones en 2011 y recién lo hizo en 2013. A partir del 2016 Crosgrove considera que deberá prestarse atención a los nuevos crackers en construcción en EE.UU. No obstante no debe ser desatendido el hecho de que simples ampliaciones de crackers existentes contribuirán con 2,5 milllones de t/a de etileno hasta 2015 inclusive. Algo diferente es el balance de propileno y butadieno. Para el primero la creciente sustitución que el PP está haciendo en algunos mercados del PE y PS y otros polímeros hará que continúe muy ajustada la demanda del propileno. En cuanto al butadieno, las ventas crecientes de automóviles impulsan la demanda de caucho y por ende de butadieno, su principal materia prima. Pero nuevas plantas de butadieno en Bélgica, Francia, Alemania y Turquía aliviarán algo su escasez. Los siguientes perfiles han sido publicados recientemente: ICIS Chemical Business: Tolueno USA (10/12/12), ABS EUR (10/12/12), PS EUR (17/12/12), IPA Far East (17/12/12), MTBE EUR (7/01/13), 2EH (7/01/13), ABS USA (21/01/13), PTA Far East (14/01/13), EG EUR (14/01/13), Anhídrido maleico Far East (11/02/13), Bisfenol A (11/02/13), Fenol Far East (18/02/13), Acido acrílico USA (18/02/13), Benceno USA (25/02/13), Butadieno EUR (25/02/13), Butanodiol (04/03/13), Acido acrílico Far East (04/03/13), SBR Far East (11/03/13), EG USA (11/03/13, N-Butanol EUR (18/03/13), Acetato de butilo USA (18/03/13), Caprolactama EUR (25/03/13) El artículo de fondo (Cover story) de Chemical Week del 25/2/13 se titula “Refinery catalysts” y es de interés de la industria petroquímica, dada su fuerte vinculación con la refinación. Se señala que los productores de catalizadores usados en las refinerías esperan que las mayores demandas de combustibles y sus más estrictos “standards” de calidad en mercados emergentes, así como el uso de materias primas más pesadas en los Estados Unidos favorecerán el crecimiento del uso de catalizadores. No obstante y pese a lo antes señalado las empresas productores de catalizadores señalan su preocupación con la situación económica global y en particular la incertidumbre en cuanto al crecimiento futuro de China. Para el caso de los catalizadores de FCC, la empresa Grace espera para el 2013 una tasa de crecimiento de su consumo global de 5-6%, valor más elevado que el histórico. Ello obedece a que se observan significativos crecimientos en la demanda de combustible en Medio Oriente, India y América Latina particularmente. El otro segmento de catalizadores para refinería con importante crecimiento es el de los de hidroprocesamiento (HPC). Se trata del sector donde los ingresos se incrementarán más, aunque en volumen el de las zeolitas para cracking catalítico (FCC) será el que lidere el crecimiento. Más vinculado a la industria petroquímica es la tendencia a la utilización creciente de catalizadores de FCC que maximicen la producción de Propileno, un insumo escaso y muy demandado sobre todo para la elaboración de PP. Grace está invirtiendo en China y Medio Oriente para poder abastecer la demanda de las quince nuevas unidades de FCC que se espera sean construidas en esas dos regiones. De todos modos, la demanda de catalizadores de refinación en China (tanto FCC como HPC) es

SELECCIÓN DE ARTÍCULOS DE INTERÉS
6
suplida en un 80% por productores locales y la mayor parte de dichos catalizadores son elaborados por Sinopec y China National Petroleum Corporation. En Norteamérica y Europa en cambio se han venido cerrando refinerías en años recientes como resultado de economías en el consumo de combustibles, creciente utilización de biocombustibles y una reducida tasa de crecimiento de la población. Finalmente un dato relacionado con Brasil. Albemarle ha firmado un acuerdo con Petrobras para construir en forma conjunta una planta para elaborar catalizadores de hidroprocesamiento (HPC) en Santa Cruz. Por ahora la fecha de puesta en marcha se mantiene para el 2015. Sin embargo, la fecha podría ser retrasada ya que es propósito abastecer a los seis a ocho nuevas refinerías que Petrobras espera tener en operación hacia el año 2020. (nota: parece un número algo elevado de nuevos emprendimientos).
NOTICIAS LOCALES E INTERNACIONALES
7
ARGENTINA Caen exportaciones argentinas de biodiesel a la Unión Europea Las exportaciones de biodiesel a base de aceite de soja de Argentina están cayendo con fuerza principalmente debido a problemas comerciales con la Unión Europea y el país está exportando en su lugar más aceite de soja. La incertidumbre provocada por las disputas comerciales entre la UE y Argentina ha reducido las compras de Europa. Los europeos sostienen que Argentina le está vendiendo el biodiesel a menos del costo a la región, mientras que el país sudamericano ha presentado protestas porque considera que la UE está limitando erróneamente las importaciones de biodiesel. Las exportaciones totales de biodiesel argentino casi han caído a la mitad a unas 155.000 toneladas en enero/febrero de 2013. Los cargamentos de biodiesel de Argentina a la UE bajaron a apenas 36.000 toneladas en febrero de 2013, frente a las 145.000 toneladas de febrero de 2012. El desplome de las exportaciones también ha producido una fuerte reducción en la producción argentina de biodiesel, de la que el aceite de soja es la única materia prima, por lo que las exportaciones argentinas de aceite de soja aumentaron fuertemente. Se estima que las exportaciones de aceite de soja de Argentina subieron a 230.000 toneladas en febrero de este año, frente a las 150.000 toneladas de enero. Entre los principales clientes en febrero estuvo Irán. Eso llevó las exportaciones de aceite de soja de Argentina a Irán a 193.000 toneladas entre octubre de 2012 y febrero del 2013. En el mismo período del año previo no se habían registrado exportaciones ese país. Con su mayor refinería parada, YPF importará más nafta para evitar el desabastecimiento Luego del incendio que ocurrió en su refinería de Ensenada, YPF puso en marcha un plan de contingencia para morigerar los problemas de abastecimiento que enfrentarán sus estaciones de servicio durante los próximos días debido al cierre obligado de la planta, que tiene un 30% de la refinación de combustibles de la Argentina. La iniciativa tiene dos grandes patas: atender en el corto plazo la demanda de naftas y gasoil mediante la mayor importación de producto y, en segundo término, sumar la colaboración de sus competidoras -Shell, Axion (ex Esso), Petrobras y Oil- para mantener la oferta doméstica en los niveles más altos posibles. YPF ordenó poner en marcha la importación inmediata de dos cargamentos de gasoil y dos de naftas. Deberá desembolsar en esa operación más de 200 millones de dólares. YPF también pondrá en marcha la optimización de sus stocks y arrojará más combustibles al mercado en las zonas de influencia de las refinerías de Plaza Huincul (Neuquén) y Luján de Cuyo (Mendoza). Dow invertirá con YPF para producir gas en Vaca Muerta YPF y Dow firmaron un memorando de entendimiento para el desarrollo conjunto del yacimiento de shale gas en el bloque El Orejano. Miguel Galuccio puso su firma por el lado de YPF, mientras que Jorge La Roza, lo hizo por parte de su socia. El compromiso abarcaría el desarrollo del primer proyecto piloto de shale gas en la Argentina. De acuerdo con el presupuesto elaborado por la empresa para esa clase de proyectos, la inversión podría alcanzar los 1500 millones de dólares. Otras fuentes al tanto de las negociaciones explicaron que es muy probable que la primera inyección de capital por parte de Dow se concrete en junio. Se debe a que se trata de un área en producción que podría aportar rápidamente mayores volúmenes al mercado. Con el acuerdo, Dow e YPF entrarán en negociaciones exclusivas para definir las últimas condiciones de la conformación de un joint venture. YPF cedería el 50% de su participación para desarrollar El Orejano.
NOTICIAS LOCALES E INTERNACIONALES
8
Además, ambas empresas trabajarán juntas para identificar nuevos proyectos con el fin de expandir la industria petroquímica argentina en áreas de interés mutuo, con foco en la disponibilidad de nuevas materias primas. Inversión de Profertil Profertil decidió una ampliación de la planta que posee en Ingeniero White para la producción de urea granulada, con la inversión de 800 millones de pesos y la incorporación durante el proyecto, que demandará casi dos años y medio, de 400 puestos de trabajo. Se trata de una sumatoria de tecnología de punta, que reemplazará a distintos equipamientos existentes y que redundará en un incremento de la producción y en la reducción de gastos de energía, de agua y de emisión de gases. El cambio mejorará en más del 11% la producción de urea granulada Su salida actual es de 1.100.000 t/a y, con las modificaciones, se sumarán 123.000 t/a. También se incrementará la producción de amoníaco (de 750.000 t/a a 761.000 t/a). En materia de energía, el proyecto permitirá un ahorro del 30% en el consumo diario de electricidad y también bajará el gasto de agua, de 497 m3/h a 437 m3/h. Profertil destacó el nivel de crecimiento de la empresa, al mencionar otras inversiones, como la de la planta de Puerto General San Martín, provincia de Santa Fe, de 60 millones de dólares, a inaugurarse en mayo, para el almacenamiento de 200.000 toneladas de fertilizante. El mercado de Profertil es 90% interno, mientras que el saldo se exporta sólo por una cuestión de logística. Petroquímica Río Tercero planea invertir 22 millones de dólares para incrementar su producción Petroquímica Río Tercero (PRIII), presentó un proyecto para la modernización y reacondicionamiento ecológico y técnico de la planta de producción de cloro y soda cáustica. El proyecto demandará un total de 22 millones de dólares. De este modo, aumentarán su producción de cloro líquido en 12 toneladas por día, la de soda cáustica, en 15 y la de hipoclorito de sodio hasta 55. Hasta el momento se han invertido 1,7 millones de dólares en el proyecto. La firma –que funciona desde 1982 en el país- es el único productor de Diisocianato de Tolueno (TDI) en Latinoamérica. Cuenta con una capacidad instalada de 28.000 t/a y en el 2012 la producción fue de más de 25.000 toneladas. BOLIVIA Exportación record boliviana de gas a Argentina Las exportaciones bolivianas de gas natural a Argentina rompen récords históricos, habiendo superando los 17 millones de metros cúbicos por día en las tres últimas jornadas de marzo. En todo marzo, el volumen enviado a Argentina totalizó 511 millones de metros cúbicos a un promedio diario de 16,48 millones. Según datos del ENARGAS, en el primer trimestre se alcanzó un total de 1.370 millones de metros cúbicos de gas natural. Esto representa un incremento de 62%, comparando con el mismo periodo del 2012, cuando totalizó 845 millones. Para el trimestre enero-marzo el valor fue fijado en 10,59 dólares por millón de BTU.
NOTICIAS LOCALES E INTERNACIONALES
9
Inversiones de YPFB en 2013 Yacimientos Petrolíferos Fiscales Bolivianos (YPFB), informó que junto a las empresas operadoras invertirá este año 2.243 millones de dólares, para incrementar las reservas de hidrocarburos, las actividades de explotación y consolidar la industrialización de gas natural. El 63,5% de esos recursos corresponden a YPFB (1.424 millones de dólares) y el 36,5% a las empresas operadoras (818,2 millones de dólares). En el periodo 2009-2013 la estatal petrolera alcanzará una inversión histórica de 6.523 millones de dólares en las actividades de la cadena productiva. BRASIL Brasil superado por la Unión Europea en consumo de Biocombustibles Según datos europeos, el bloque económico consumió en 2011 cerca de 14 mil toneladas equivalentes de petróleo (TEP), dos mil más que el consumo brasileño. Si se toma en cuenta la participación de los biocombustibles en la matriz general de los combustibles, Brasil sigue manteniéndose como líder mundial, con el 17%, contra 4,5% de la UE. Este cambio de mano en el consumo es interpretado como un resultado de las políticas europeas de la regulación del sector y provocó que la producción se multiplicase por 16 en una década. En 2009, dos directivas europeas establecieron un objetivo vinculante de utilizar 10% de energía renovable en el sector europeo del transporte para el año 2020, además de la reducción del 6% en las emisiones de gases de efecto invernadero procedentes de los combustibles utilizados en el sector transporte para el año 2020. Al mismo tiempo, Brasil perdió lugar en la producción y en el consecuente consumo de los biocombustibles. Las analistas sostienen que uno de los motivos para este dato es la falta de inversión en el sector para suplir la demanda, de hecho, hay quienes afirman que el país precisa de 100 nuevas plantas para cubrir el lapso que media hasta 2020. Braskem entrenará 400 personas para trabajar en el proyecto Etileno XXI Braskem comenzará a entrenar a cerca de 400 personas para trabajar en el proyecto de Braskem Idesa Etileno XXI en la región de Nanchital Veracruz Estado de México. Los empleados trabajarán directamente en la planta de la producción de etileno y polietileno (PE). Braskem informó que aportará un modelo de capacitación que utiliza en Brasil con el objetivo de desarrollar experiencia local y contribuir a la generación de empleos en México y la integración total de México con las operaciones de Braskem. El complejo Etileno XXI está siendo construido por Braskem Idesa, una asociación entre Braskem y el Grupo Idesa con sede en México. El proyecto incluirá un cracker de 1,05 millones de t/a de etileno, dos plantas de polietileno de alta densidad con una capacidad de 350.000 t/a y 400.000 t/a, y una de 300.000 t/a de polietileno de baja densidad. Etileno XXI debe comenzar a operar en el segundo semestre de 2015. Importaciones de plásticos de Brasil aumentan 11,5% Las importaciones de productos plásticos de Brasil crecieron un 11,5% año con año en los primeros dos meses de 2013 a 606 millones de dólares, informó la Asociación Brasileña de la Industria del Plástico (Abiplast). En tanto, las exportaciones se contrajeron un 7,35% a 195 millones de dólares en igual período, y el déficit comercial se incrementó un 23,4% a 411 millones de dólares.
NOTICIAS LOCALES E INTERNACIONALES
10
Petrobras invertirá 45.500 millones de dólares para desarrollo Petrobras planea invertir 92.000 millones de reales (45.500 millones de dólares) en el desarrollo de su negocio este año, un aumento de casi un 10% respecto al 2012, dijo su presidenta ejecutiva, Maria das Graças Foster. La firma anunció un enorme plan de inversión de 236.700 millones de dólares en cinco años, principalmente dirigido a desarrollar sus reservas costa afuera. "Nosotros invertimos 84.000 millones de reales el año pasado, nuestra propuesta este año es invertir 92.000 millones de reales", dijo Maria das Graças Foster en Río de Janeiro, donde la compañía tiene su sede. Petrobras espera producir un promedio de 2 millones de barriles de petróleo por día en el 2013, con un margen de error de un 2%, sostuvo. La producción de petróleo brasileña ha sufrido en los últimos meses debido a un menor bombeo de los pozos maduros propiedad de Petrobras, el mayor productor del país, y el cierre de antiguas plataformas para tareas de mantenimiento. Ultrapar considera adquisiciones de activos químicos en EEUU El grupo brasileño de distribución de combustibles y químicos Ultrapar se propone continuar comprando activos de químicos en EE.UU. El año pasado, Oxiteno, la rama de químicos de la compañía, compró dos empresas químicas, Pasadena Property en EE.UU. por 15 millones de dólares, y American Chemical en Uruguay por 79 millones de dólares. Ultrapar indicó que está interesado en adquirir más activos en EE.UU., donde la industria química se ha vuelto más competitiva gracias al uso de insumo de gas de esquisto. Oxiteno quiere aumentar su cartera de especialidades químicas, las cuales tienen atractivos márgenes. Actualmente Oxiteno está invirtiendo en elevar la capacidad de producción de sus plantas de especialidades químicas en Pasadena en EE.UU. y en Coatzacoalcos en México. Braskem prevé invertir 2,2 miles de millones de reales en 2013 Las inversiones previstas por Braskem son 2,2 miles de millones de reales en 2013. Es 31% superior a lo invertido el año pasado, 1,713 miles de millones de reales. No habría grandes inversiones en nuevas capacidades en Brasil este año. La gran inversión en nuevas capacidades es para México. La compañía invierte en la construcción de un complejo petroquímico en México, con montos previstos de 3,2 miles de millones de reales y conclusión estimada para 2015. También se invertirán 100 millones de reales en Comperj (complexo petroquímico do Rio de Janeiro) este año. CHILE Probable traslado de una segunda planta de Methanex Methanex firmó un acuerdo de 10 años con Cheasepeake Energy para suministrar gas natural a una planta de metanol en Geismar, Louisiana lo que hace probable que el productor de metanol mude una segunda planta desde el sur de Chile a Louisiana. Chesapeake es el segundo mayor productor de gas en EE.UU. El precio que la compañía pagará por el gas estará directamente relacionado con el precio del metanol, ayudando así a mantener los márgenes y el flujo de efectivo a través de todos los puntos del ciclo. Los inversores bursátiles aparentemente aprobaron el acuerdo, causando un aumento de la cotización de las acciones de Methanex en el NASDAQ.
NOTICIAS LOCALES E INTERNACIONALES
11
Descubrimiento de yacimiento de gas en Magallanes Geopark, anunció el descubrimiento de un nuevo yacimiento de gas a 1.600 metros de profundidad en el pozo Palos Quemados dentro de la zona cordillerana de Magallanes. Un ensayo, a aproximadamente 805 metros, resultó en una tasa de producción de 4,0 millones de pies cúbicos por día de gas. Palos Quemados 1 se encuentra aproximadamente a 6 km de un gasoducto regional y se están llevando a cabo los estudios para evaluar las instalaciones necesarias para conectar el gas al mercado. Este es el primer descubrimiento de un yacimiento de gas en la zona cordillerana de Magallanes en más de 40 años. COLOMBIA Ecopetrol invertirá 6.500 millones de dólares en 2013 El presidente de Ecopetrol, Javier Gutiérrez, presentó el plan de inversiones de la compañía destacando que los recursos para invertir suman 6.500 millones de dólares. También se dio a conocer que el 62% de la inversión será destinada a exploración y producción. La producción promedio estimada de la compañía para este año, incluida sus filiales y subsidiarias, está en el orden de los 800.000 barriles de petróleo equivalente por día. Para ello se procurará la perforación de 19 pozos, en las zonas de los llanos orientales y valle del Magdalena. La meta de la empresa es alcanzar el millón de barriles limpios para 2015 y 1,3 millones para 2020. MEXICO Alianza Mexichem - Pemex Ricardo Gutiérrez, presidente ejecutivo del Consejo de Mexichem, aseguró que la alianza entre esta empresa y Petróleos Mexicanos (Pemex) en la planta de Pajaritos provocará, casi de forma inmediata, que otras grandes firmas como Alfa, BASF e Idesa inicien coinversiones con empresas estatales en un lapso menor al que se tenía previsto. Gutiérrez explicó que para arrancar las operaciones conjuntas en Pajaritos, Veracruz, donde Mexichem invertirá 200 millones de dólares para aumentar a 400.000 t/a la producción de VCM en un lapso de 18 meses, se espera que en los próximos días el Instituto Nacional de Administración y Avalúo de Bienes Nacionales entregue la valuación de la propiedad de Pemex en este complejo petroquímico, para que con ello se concluya la firma de la asociación, conociendo el monto de inversión de la paraestatal. Pemex invertirá 25.000 millones de dólares en 2013 Petróleos Mexicanos aumentará este año la relación entre producción y reservas de hidrocarburos gracias a los descubrimientos realizados en 2012. Así, la tasa de reservas probadas se mantendrá por encima de los 10 años de certidumbre. En lo que respecta a aguas profundas, gracias a la perforación del pozo exploratorio Kunah 1, a una profundidad de 2.175 metros, se identificaron cinco yacimientos gasíferos con profundidades que van desde los 2.800 hasta los 7.100 metros. En yacimientos convencionales, Pemex cerró el año con un promedio de 1.125 pozos en operación y 204 pozos terminados más que en el año 2011, además se añadieron ocho equipos de perforación para llegar a un total de 136 equipos perforatorios funcionando.
NOTICIAS LOCALES E INTERNACIONALES
12
La inversión para 2013 será de 25.000 millones de dólares, de los cuales 79% se destinará a exploración y producción, 17% a las actividades de refinación y el resto a gas y petroquímica. Este año, la empresa paraestatal pretende alcanzar un endeudamiento neto de 3.300 millones de dólares. PARAGUAY Paraguay anunció haber encontrado un "importante" yacimiento de gas El presidente de Paraguay, Federico Franco, anunció hoy el descubrimiento de un "importante" yacimiento de gas en una zona del departamento de Alto Paraná, al este de Asunción, la capital, aunque no dio mayores detalles. En rueda de prensa dijo que "posiblemente" sean las reservas "más importantes de la región" y que hay empresas que han mostrado su interés y cuentan con el visto bueno del gobierno, pero tampoco indicó cuándo ni en qué condiciones se iniciaría la explotación. Mostró su entusiasmo por el hecho y dijo que el yacimiento generaría más ingresos al país que la represa hidroeléctrica Itaipú, una de las principales fuentes de recursos que tiene el Estado. PERU Petro-Perú lanzó oferta para comprar activos de Repsol en Perú Petro-Perú presentó una oferta preliminar a Repsol para comprar su refinería y estaciones de gasolina que tiene en el país, en momentos en que la compañía europea está vendiendo parte de sus activos en el exterior. La propuesta de Petro-Perú incluye la refinería de petróleo La Pampilla, la cadena de estaciones de servicio y una planta envasadora de Repsol en Perú. El Grupo Romero -uno de los conglomerados empresariales más grandes del país- también ha mostrado interés por los activos de Repsol. Pluspetrol invertirá 480 millones de dólares para explorar Camisea La empresa argentina Pluspetrol planea invertir 480 millones de dólares para explorar nuevas reservas en el mayor campo de gas de Perú. Pluspetrol lidera el consorcio Camisea, que explota los lotes 88 y 56 del campo homónimo. Según la empresa, ambos lotes tienen reservas probadas de 13,1 TCF, de los cuales 10 TCF corresponden al lote 88 y el resto en el adyacente lote 56. El plan contempla la exploración y desarrollo del lote 88 –el mayor del país– e incluye estudios sísmicos, la construcción de seis plataformas exploratorias de gas y la construcción de un ducto de 10,5 kilómetros. Estos tres subproyectos que componen el programa de exploraciones y desarrollo tienen una inversión proyectada de 480 millones de dólares. El Consorcio Camisea –integrado además por la española Repsol, la estadounidense Hunt Oil, la surcoreana SK, la argelina Sonatrach y la argentina Tecpetrol– ha realizado también trabajos de exploración en el lote 56. El consorcio había invertido entre 2008 y 2012 poco más de 1.200 millones de dólares en los trabajos de exploración del lote 56 para aumentar las reservas de gas natural. Según el Gobierno, el gas del lote 88 está destinado al consumo interno porque tiene menores costos de producción y un reducido precio regulado, lo que impulsaría los planes del presidente Ollanta Humala de masificar el gas en el país.
NOTICIAS LOCALES E INTERNACIONALES
13
URUGUAY Proyecto de planta regasificadora El gobierno uruguayo se apresta a adjudicar la obra de una planta regasificadora con la que procura diversificar su matriz energética e incluso generar excedentes que permitan exportar gas a la Argentina. La planta regasificadora está pensada para que a fin de 2014 pueda estar empezando a funcionar. En primera instancia, el proyecto se había diseñado como binacional con la Argentina, pero Uruguay definió hace más de un año que recorrería el camino en solitario. Las cuatro empresas que compiten en la licitación son Gas de France-Suez, Samsung-Corea Gas, la española Enagas y la firma noruega Höegh. La planta se ubicará en Puntas de Sayago, en la zona cercana al Cerro. VENEZUELA PDVAS suspendió temporalmente sus inversiones en exploración en Bolivia Petróleos de Venezuela suspendió temporalmente sus inversiones en exploración de nuevos campos de gas y petróleo en Bolivia para dar paso a que su socia boliviana invierta. PDVSA y YPFB, las dos estatales, crearon en agosto de 2007 Petroandina, la primera alianza energética entre Morales y Chávez, para explorar hidrocarburos. La venezolana tiene 40% del paquete y comprometió aportar el capital de riesgo mientras que la boliviana, con 60% del paquete, aportaría las reservas en áreas exclusivas. Petroandina opera dos proyectos desde septiembre de 2008, uno en el norte amazónico conocido como Liquimuni y el otro en el sur denominado Timboy X2. La primera no es un área tradicional pero se estima que hay reservas y la segunda está ubicada cerca de los mayores campos de gas natural, la mayor riqueza de Bolivia. El presidente de Petroandina, Jaime Arancibia, dijo que desde 2008 la venezolana invirtió 108 millones de dólares de los 888 millones inicialmente comprometidos. En noviembre del año pasado suspendió sus inversiones para que Yacimientos Petrolíferos Fiscales Bolivianos (YPFB) realice su aporte. Por su lado, el presidente Evo Morales dijo que PDVSA congeló sus inversiones desde la muerte del presidente Hugo Chávez el 5 de marzo. La refinería Amuay opera a 52% de su capacidad instalada Amuay, la mayor refinería del país, ya cumple 180 días trabajando casi a la mitad de su capacidad, tras la explosión ocurrida en agosto que dejó más de 40 muertos y cientos de heridos en los alrededores. A la fecha la refinería Amuay (la más grande del país y que junto con las refinerías Cardón y Bajo Grande conforma el Centro Refinador Paraguaná) no ha recuperado su capacidad productiva, tras los daños causados por la explosión de la nube de gas de olefinas que se acumuló sobre el bloque 23 de su zona de tanques. El reporte diario de operaciones de Amuay muestra que la refinería está procesando alrededor de 340 mil barriles diarios de productos, lo que representa aproximadamente 52% de su capacidad instalada de 640 mil barriles por día. Amuay ya cumplió seis meses con la Unidad de Destilación Atmosférica n 5 (que procesa alrededor de 180 mil barriles diarios de crudo) fuera de operación y sin que hayan sido reparados los daños dejados por la explosión de agosto.
NOTICIAS LOCALES E INTERNACIONALES
14
PDVSA pagaría con petróleo su participación en refinería brasileña El diario brasileño "Folha de Sao Paulo" reveló que Petróleos de Venezuela (PDVSA) estaría dispuesta a entregar 70.000 barriles de crudo diarios a la petrolera brasileña Petrobras para pagar su participación en la Refinería Abreu e Lima. Según el medio, PDVSA financiaría con ese aporte el 40% del costo de la refinería brasileña, la cual está ubicada en el estado de Pernambuco y estaría programada para entrar en operación para finales de 2014. Sin embargo esta propuesta no sería bien vista dentro de Petrobras ya que dicha empresa prefiere recibir dinero en efectivo, aunque esta decisión debe tomarse desde la Presidencia. Este proyecto se acordó en 2005 cuando el entonces presidente, Luiz Ignacio Lula da Silva, concretó con su homólogo venezolano Hugo Chávez la construcción de la refinería. .
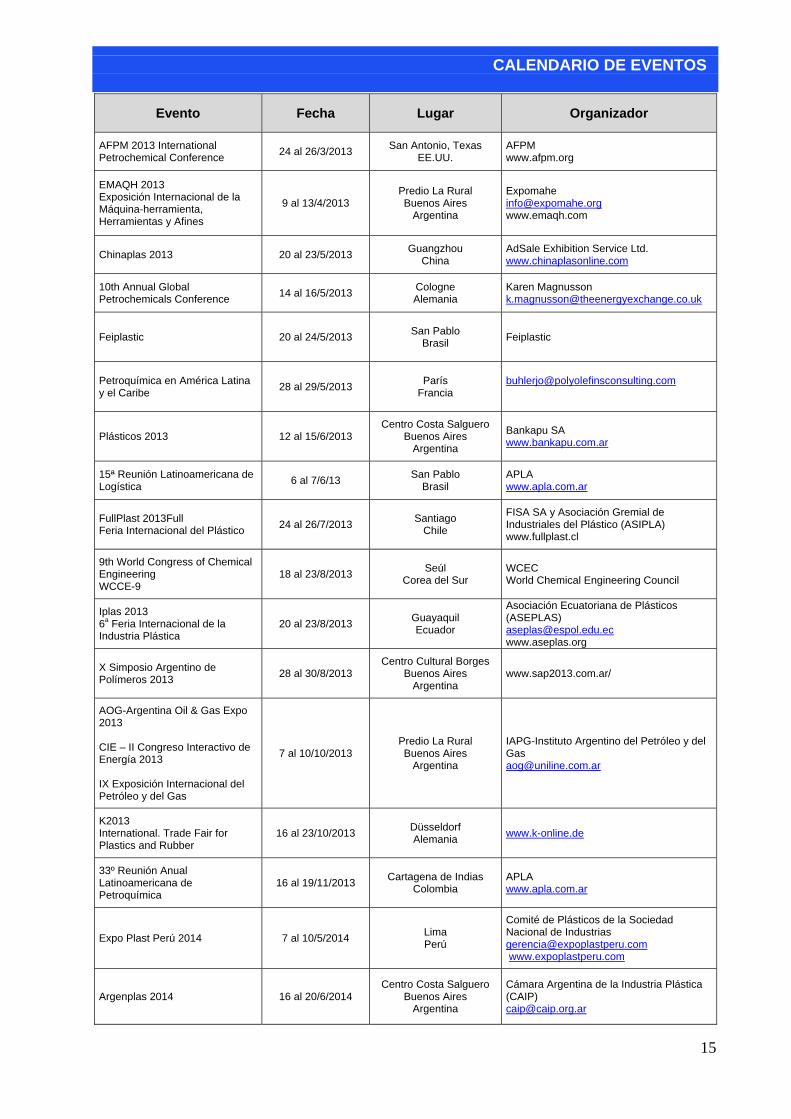
CALENDARIO DE EVENTOS
15
Evento Fecha Lugar Organizador
AFPM 2013 International Petrochemical Conference 24 al 26/3/2013 San Antonio, Texas
EE.UU. AFPM www.afpm.org
EMAQH 2013 Exposición Internacional de la Máquina-herramienta, Herramientas y Afines
9 al 13/4/2013 Predio La Rural Buenos Aires
Argentina
Expomahe [email protected] www.emaqh.com
Chinaplas 2013 20 al 23/5/2013 Guangzhou China
AdSale Exhibition Service Ltd. www.chinaplasonline.com
10th Annual Global Petrochemicals Conference 14 al 16/5/2013 Cologne
Alemania Karen Magnusson [email protected]
Feiplastic 20 al 24/5/2013 San Pablo Brasil Feiplastic
Petroquímica en América Latina y el Caribe 28 al 29/5/2013 París
Francia [email protected]
Plásticos 2013 12 al 15/6/2013 Centro Costa Salguero
Buenos Aires Argentina
Bankapu SA www.bankapu.com.ar
15ª Reunión Latinoamericana de Logística 6 al 7/6/13 San Pablo
Brasil APLA www.apla.com.ar
FullPlast 2013Full Feria Internacional del Plástico 24 al 26/7/2013 Santiago
Chile
FISA SA y Asociación Gremial de Industriales del Plástico (ASIPLA) www.fullplast.cl
9th World Congress of Chemical Engineering WCCE-9
18 al 23/8/2013 Seúl Corea del Sur
WCEC World Chemical Engineering Council
Iplas 2013 6a Feria Internacional de la Industria Plástica
20 al 23/8/2013 Guayaquil Ecuador
Asociación Ecuatoriana de Plásticos (ASEPLAS) [email protected] www.aseplas.org
X Simposio Argentino de Polímeros 2013 28 al 30/8/2013
Centro Cultural Borges Buenos Aires
Argentina www.sap2013.com.ar/
AOG-Argentina Oil & Gas Expo 2013 CIE – II Congreso Interactivo de Energía 2013 IX Exposición Internacional del Petróleo y del Gas
7 al 10/10/2013 Predio La Rural Buenos Aires
Argentina
IAPG-Instituto Argentino del Petróleo y del Gas [email protected]
K2013 International. Trade Fair for Plastics and Rubber
16 al 23/10/2013 Düsseldorf Alemania www.k-online.de
33º Reunión Anual Latinoamericana de Petroquímica
16 al 19/11/2013 Cartagena de Indias Colombia
APLA www.apla.com.ar
Expo Plast Perú 2014 7 al 10/5/2014 Lima Perú
Comité de Plásticos de la Sociedad Nacional de Industrias [email protected] www.expoplastperu.com
Argenplas 2014 16 al 20/6/2014 Centro Costa Salguero
Buenos Aires Argentina
Cámara Argentina de la Industria Plástica (CAIP) [email protected]
NOVEDADES
16
A continuación se incluye la segunda parte del trabajo sobre Fertilizantes preparado por el Ing. Carlos Octtinger. EL MUNDO DE LOS FERTILIZANTES PARTE 2 1. Fósforo y sus derivados
a. Ácido Fosfórico b. Roca Fosfórica c. Fertilizantes derivados del Fósforo SSP, TSP,DAP,MAP
2. Fertilizantes Derivados del Potasio 3. Fertilizantes Líquidos y en Suspensión
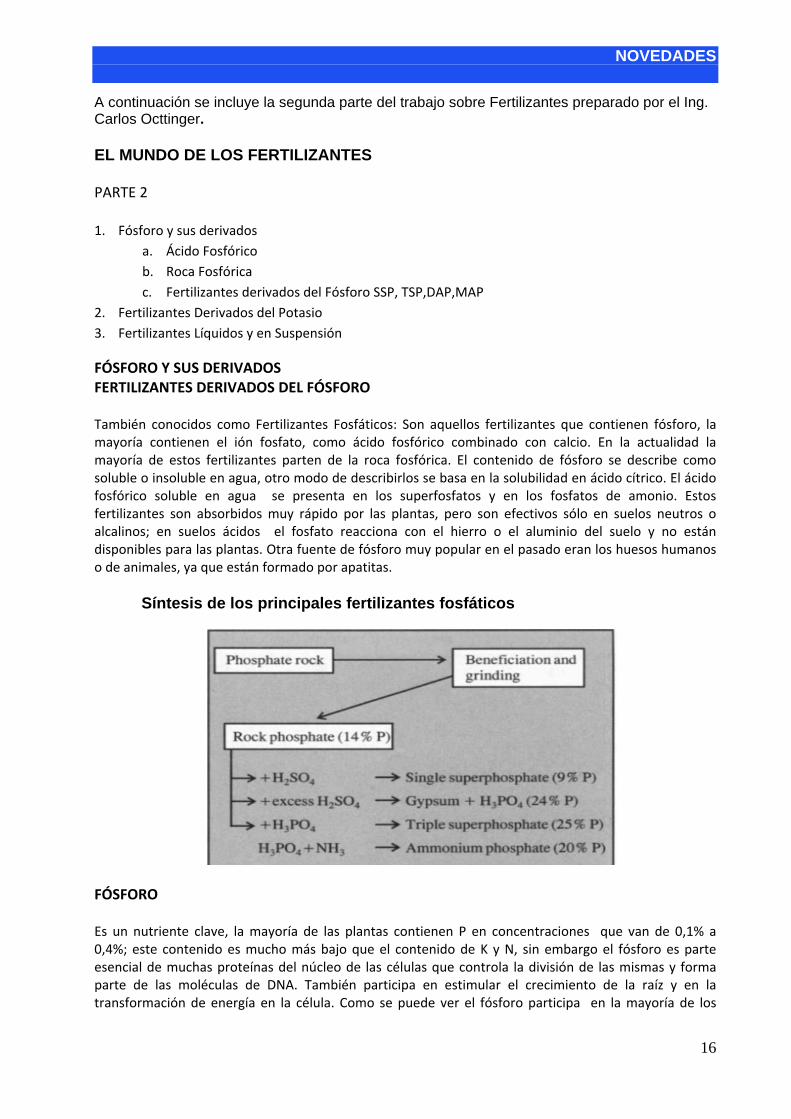
FÓSFORO Y SUS DERIVADOS FERTILIZANTES DERIVADOS DEL FÓSFORO También conocidos como Fertilizantes Fosfáticos: Son aquellos fertilizantes que contienen fósforo, la mayoría contienen el ión fosfato, como ácido fosfórico combinado con calcio. En la actualidad la mayoría de estos fertilizantes parten de la roca fosfórica. El contenido de fósforo se describe como soluble o insoluble en agua, otro modo de describirlos se basa en la solubilidad en ácido cítrico. El ácido fosfórico soluble en agua se presenta en los superfosfatos y en los fosfatos de amonio. Estos fertilizantes son absorbidos muy rápido por las plantas, pero son efectivos sólo en suelos neutros o alcalinos; en suelos ácidos el fosfato reacciona con el hierro o el aluminio del suelo y no están disponibles para las plantas. Otra fuente de fósforo muy popular en el pasado eran los huesos humanos o de animales, ya que están formado por apatitas. Síntesis de los principales fertilizantes fosfáticos FÓSFORO Es un nutriente clave, la mayoría de las plantas contienen P en concentraciones que van de 0,1% a 0,4%; este contenido es mucho más bajo que el contenido de K y N, sin embargo el fósforo es parte esencial de muchas proteínas del núcleo de las células que controla la división de las mismas y forma parte de las moléculas de DNA. También participa en estimular el crecimiento de la raíz y en la transformación de energía en la célula. Como se puede ver el fósforo participa en la mayoría de los
NOVEDADES
17
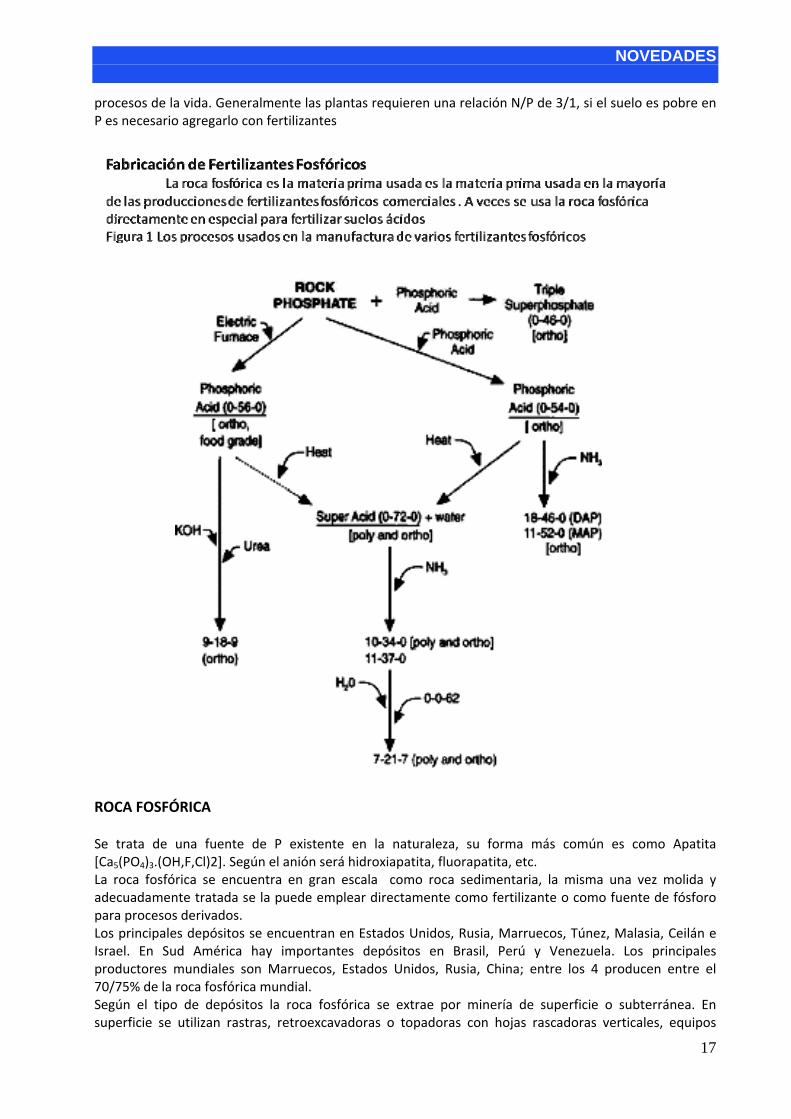
procesos de la vida. Generalmente las plantas requieren una relación N/P de 3/1, si el suelo es pobre en P es necesario agregarlo con fertilizantes
ROCA FOSFÓRICA Se trata de una fuente de P existente en la naturaleza, su forma más común es como Apatita [Ca5(PO4)3.(OH,F,Cl)2]. Según el anión será hidroxiapatita, fluorapatita, etc. La roca fosfórica se encuentra en gran escala como roca sedimentaria, la misma una vez molida y adecuadamente tratada se la puede emplear directamente como fertilizante o como fuente de fósforo para procesos derivados. Los principales depósitos se encuentran en Estados Unidos, Rusia, Marruecos, Túnez, Malasia, Ceilán e Israel. En Sud América hay importantes depósitos en Brasil, Perú y Venezuela. Los principales productores mundiales son Marruecos, Estados Unidos, Rusia, China; entre los 4 producen entre el 70/75% de la roca fosfórica mundial. Según el tipo de depósitos la roca fosfórica se extrae por minería de superficie o subterránea. En superficie se utilizan rastras, retroexcavadoras o topadoras con hojas rascadoras verticales, equipos
NOVEDADES
18
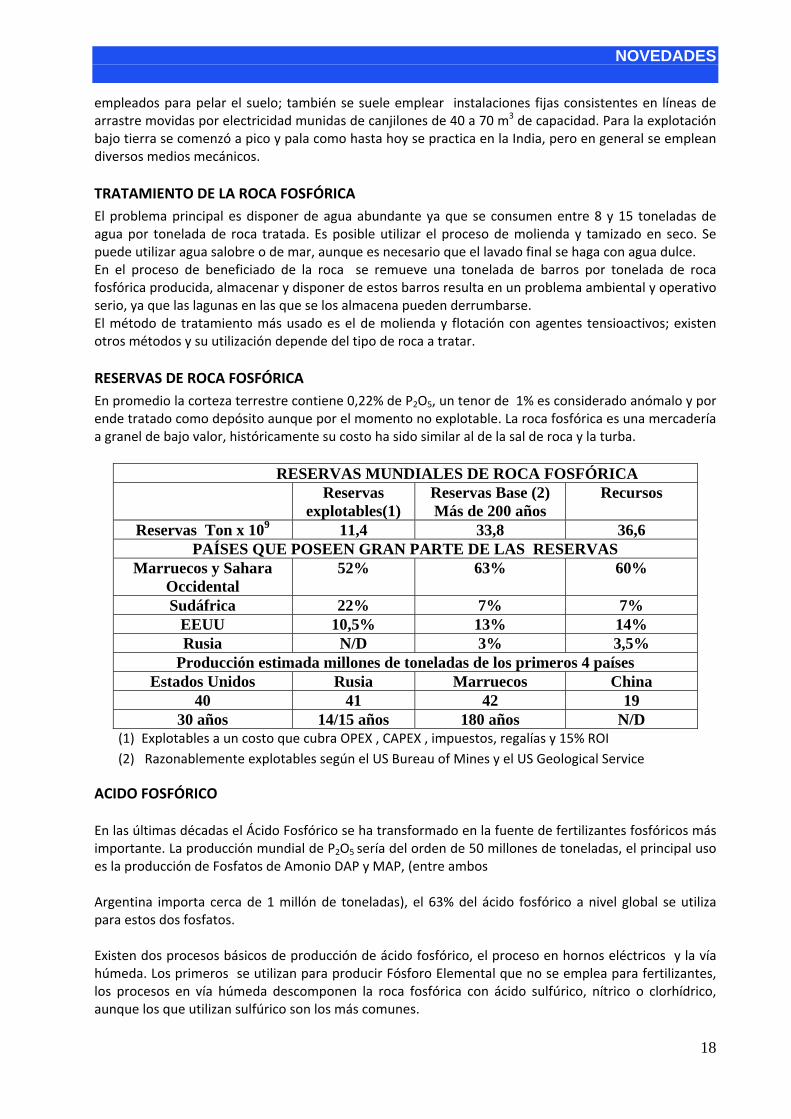
empleados para pelar el suelo; también se suele emplear instalaciones fijas consistentes en líneas de arrastre movidas por electricidad munidas de canjilones de 40 a 70 m3 de capacidad. Para la explotación bajo tierra se comenzó a pico y pala como hasta hoy se practica en la India, pero en general se emplean diversos medios mecánicos. TRATAMIENTO DE LA ROCA FOSFÓRICA El problema principal es disponer de agua abundante ya que se consumen entre 8 y 15 toneladas de agua por tonelada de roca tratada. Es posible utilizar el proceso de molienda y tamizado en seco. Se puede utilizar agua salobre o de mar, aunque es necesario que el lavado final se haga con agua dulce. En el proceso de beneficiado de la roca se remueve una tonelada de barros por tonelada de roca fosfórica producida, almacenar y disponer de estos barros resulta en un problema ambiental y operativo serio, ya que las lagunas en las que se los almacena pueden derrumbarse. El método de tratamiento más usado es el de molienda y flotación con agentes tensioactivos; existen otros métodos y su utilización depende del tipo de roca a tratar. RESERVAS DE ROCA FOSFÓRICA En promedio la corteza terrestre contiene 0,22% de P2O5, un tenor de 1% es considerado anómalo y por ende tratado como depósito aunque por el momento no explotable. La roca fosfórica es una mercadería a granel de bajo valor, históricamente su costo ha sido similar al de la sal de roca y la turba.
RESERVAS MUNDIALES DE ROCA FOSFÓRICA Reservas
explotables(1) Reservas Base (2) Más de 200 años
Recursos
Reservas Ton x 109 11,4 33,8 36,6 PAÍSES QUE POSEEN GRAN PARTE DE LAS RESERVAS
Marruecos y Sahara Occidental
52% 63% 60%
Sudáfrica 22% 7% 7% EEUU 10,5% 13% 14% Rusia N/D 3% 3,5%
Producción estimada millones de toneladas de los primeros 4 países Estados Unidos Rusia Marruecos China
40 41 42 19 30 años 14/15 años 180 años N/D
(1) Explotables a un costo que cubra OPEX , CAPEX , impuestos, regalías y 15% ROI (2) Razonablemente explotables según el US Bureau of Mines y el US Geological Service
ACIDO FOSFÓRICO En las últimas décadas el Ácido Fosfórico se ha transformado en la fuente de fertilizantes fosfóricos más importante. La producción mundial de P2O5 sería del orden de 50 millones de toneladas, el principal uso es la producción de Fosfatos de Amonio DAP y MAP, (entre ambos Argentina importa cerca de 1 millón de toneladas), el 63% del ácido fosfórico a nivel global se utiliza para estos dos fosfatos. Existen dos procesos básicos de producción de ácido fosfórico, el proceso en hornos eléctricos y la vía húmeda. Los primeros se utilizan para producir Fósforo Elemental que no se emplea para fertilizantes, los procesos en vía húmeda descomponen la roca fosfórica con ácido sulfúrico, nítrico o clorhídrico, aunque los que utilizan sulfúrico son los más comunes.
NOVEDADES
19
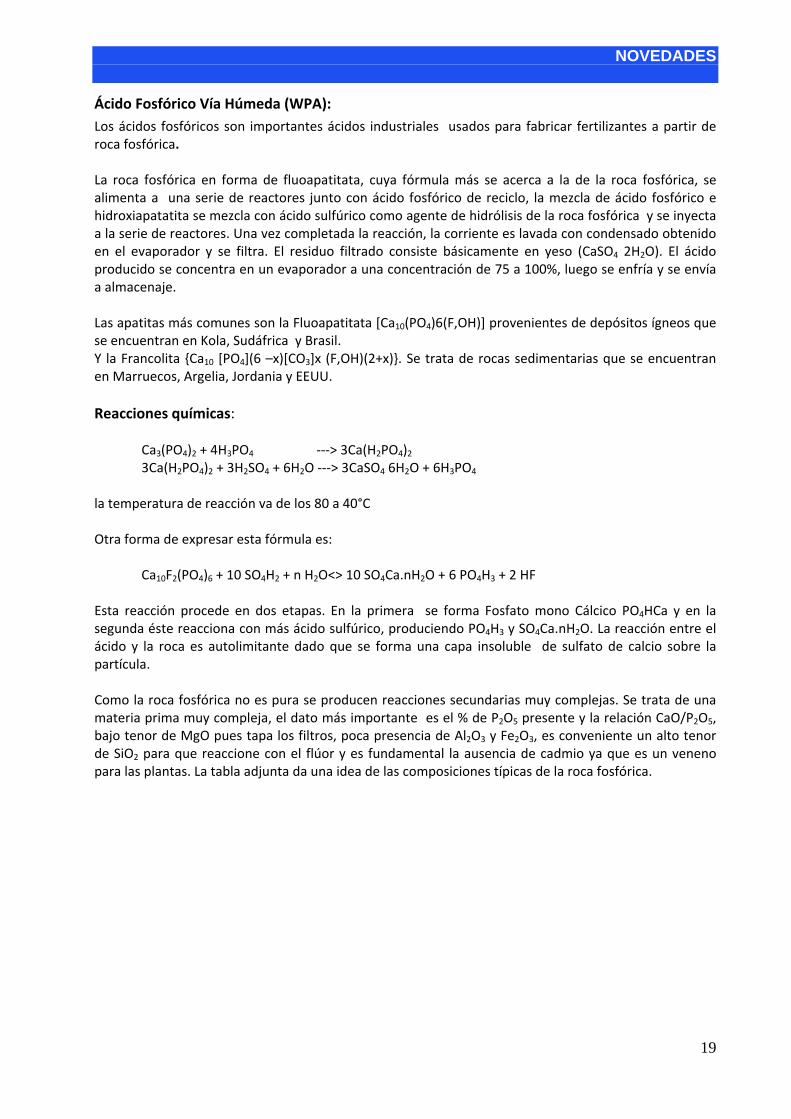
Ácido Fosfórico Vía Húmeda (WPA): Los ácidos fosfóricos son importantes ácidos industriales usados para fabricar fertilizantes a partir de roca fosfórica. La roca fosfórica en forma de fluoapatitata, cuya fórmula más se acerca a la de la roca fosfórica, se alimenta a una serie de reactores junto con ácido fosfórico de reciclo, la mezcla de ácido fosfórico e hidroxiapatatita se mezcla con ácido sulfúrico como agente de hidrólisis de la roca fosfórica y se inyecta a la serie de reactores. Una vez completada la reacción, la corriente es lavada con condensado obtenido en el evaporador y se filtra. El residuo filtrado consiste básicamente en yeso (CaSO4 2H2O). El ácido producido se concentra en un evaporador a una concentración de 75 a 100%, luego se enfría y se envía a almacenaje. Las apatitas más comunes son la Fluoapatitata [Ca10(PO4)6(F,OH)] provenientes de depósitos ígneos que se encuentran en Kola, Sudáfrica y Brasil. Y la Francolita {Ca10 [PO4](6 –x)[CO3]x (F,OH)(2+x)}. Se trata de rocas sedimentarias que se encuentran en Marruecos, Argelia, Jordania y EEUU.
Reacciones químicas:
Ca3(PO4)2 + 4H3PO4 ‐‐‐> 3Ca(H2PO4)2 3Ca(H2PO4)2 + 3H2SO4 + 6H2O ‐‐‐> 3CaSO4 6H2O + 6H3PO4
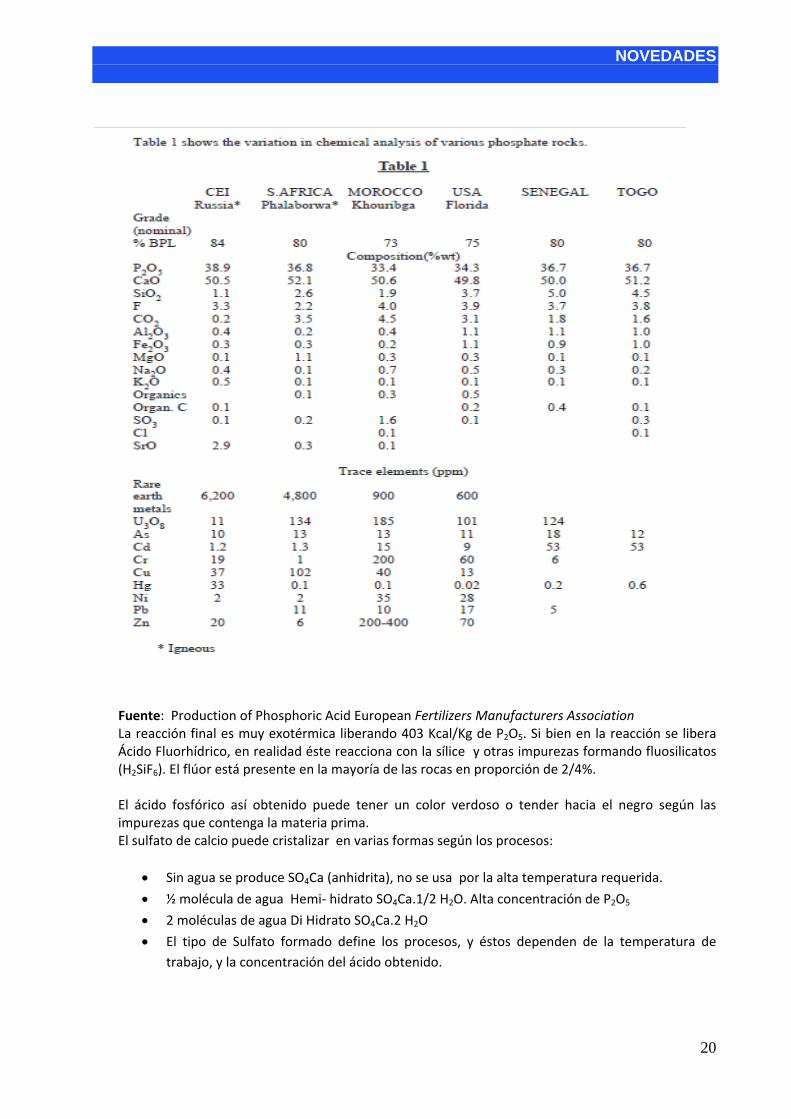
la temperatura de reacción va de los 80 a 40°C Otra forma de expresar esta fórmula es: Ca10F2(PO4)6 + 10 SO4H2 + n H2O<> 10 SO4Ca.nH2O + 6 PO4H3 + 2 HF Esta reacción procede en dos etapas. En la primera se forma Fosfato mono Cálcico PO4HCa y en la segunda éste reacciona con más ácido sulfúrico, produciendo PO4H3 y SO4Ca.nH2O. La reacción entre el ácido y la roca es autolimitante dado que se forma una capa insoluble de sulfato de calcio sobre la partícula. Como la roca fosfórica no es pura se producen reacciones secundarias muy complejas. Se trata de una materia prima muy compleja, el dato más importante es el % de P2O5 presente y la relación CaO/P2O5, bajo tenor de MgO pues tapa los filtros, poca presencia de Al2O3 y Fe2O3, es conveniente un alto tenor de SiO2 para que reaccione con el flúor y es fundamental la ausencia de cadmio ya que es un veneno para las plantas. La tabla adjunta da una idea de las composiciones típicas de la roca fosfórica.
NOVEDADES
20
Fuente: Production of Phosphoric Acid European Fertilizers Manufacturers Association La reacción final es muy exotérmica liberando 403 Kcal/Kg de P2O5. Si bien en la reacción se libera Ácido Fluorhídrico, en realidad éste reacciona con la sílice y otras impurezas formando fluosilicatos (H2SiF6). El flúor está presente en la mayoría de las rocas en proporción de 2/4%. El ácido fosfórico así obtenido puede tener un color verdoso o tender hacia el negro según las impurezas que contenga la materia prima. El sulfato de calcio puede cristalizar en varias formas según los procesos:
• Sin agua se produce SO4Ca (anhidrita), no se usa por la alta temperatura requerida.
• ½ molécula de agua Hemi‐ hidrato SO4Ca.1/2 H2O. Alta concentración de P2O5
• 2 moléculas de agua Di Hidrato SO4Ca.2 H2O
• El tipo de Sulfato formado define los procesos, y éstos dependen de la temperatura de trabajo, y la concentración del ácido obtenido.
NOVEDADES
21
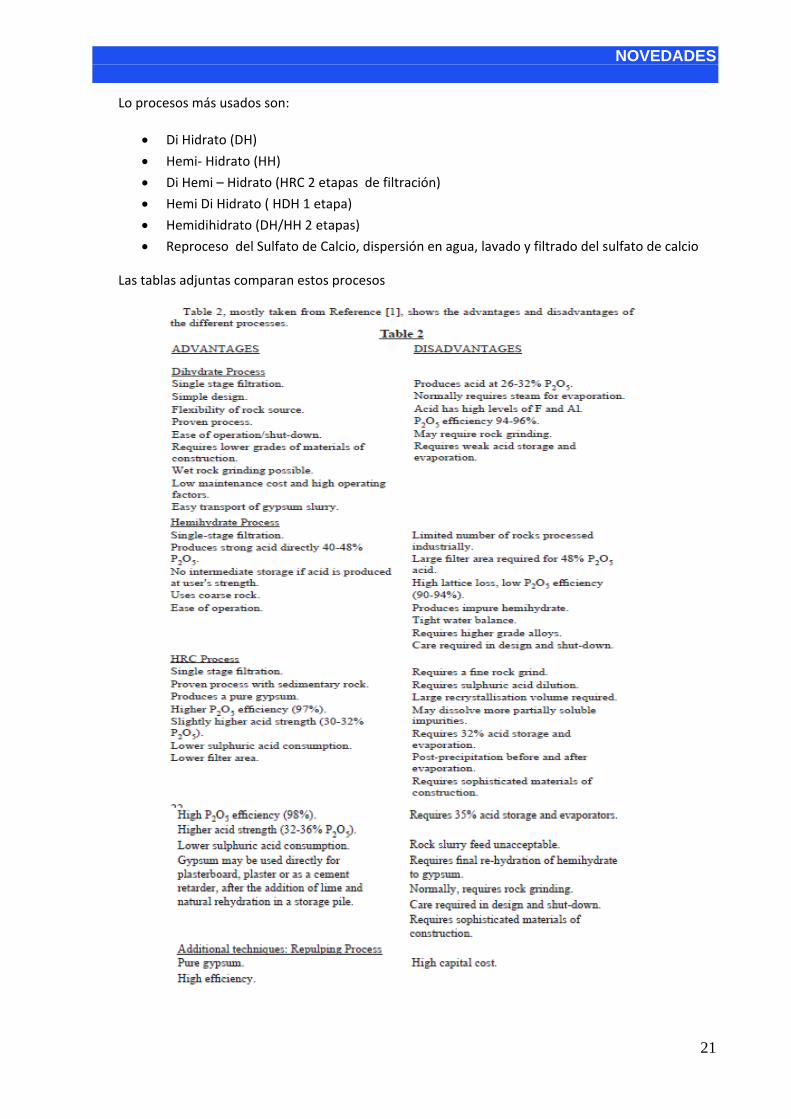
Lo procesos más usados son:
• Di Hidrato (DH)
• Hemi‐ Hidrato (HH)
• Di Hemi – Hidrato (HRC 2 etapas de filtración)
• Hemi Di Hidrato ( HDH 1 etapa)
• Hemidihidrato (DH/HH 2 etapas)
• Reproceso del Sulfato de Calcio, dispersión en agua, lavado y filtrado del sulfato de calcio
Las tablas adjuntas comparan estos procesos
NOVEDADES
22
Fuente: Production of Phosphoric Acid European Fertilizers Manufacturers Association
El proceso de Di Hidrato es el más difundido. Ventajas
• No hay limitación del tipo de rocas fosfóricas
• Alto tiempo en operación
• Baja temperatura de trabajo
• Facilidad de arranque y parada
• Se puede usar roca húmeda, lo que ahorra energía en secado
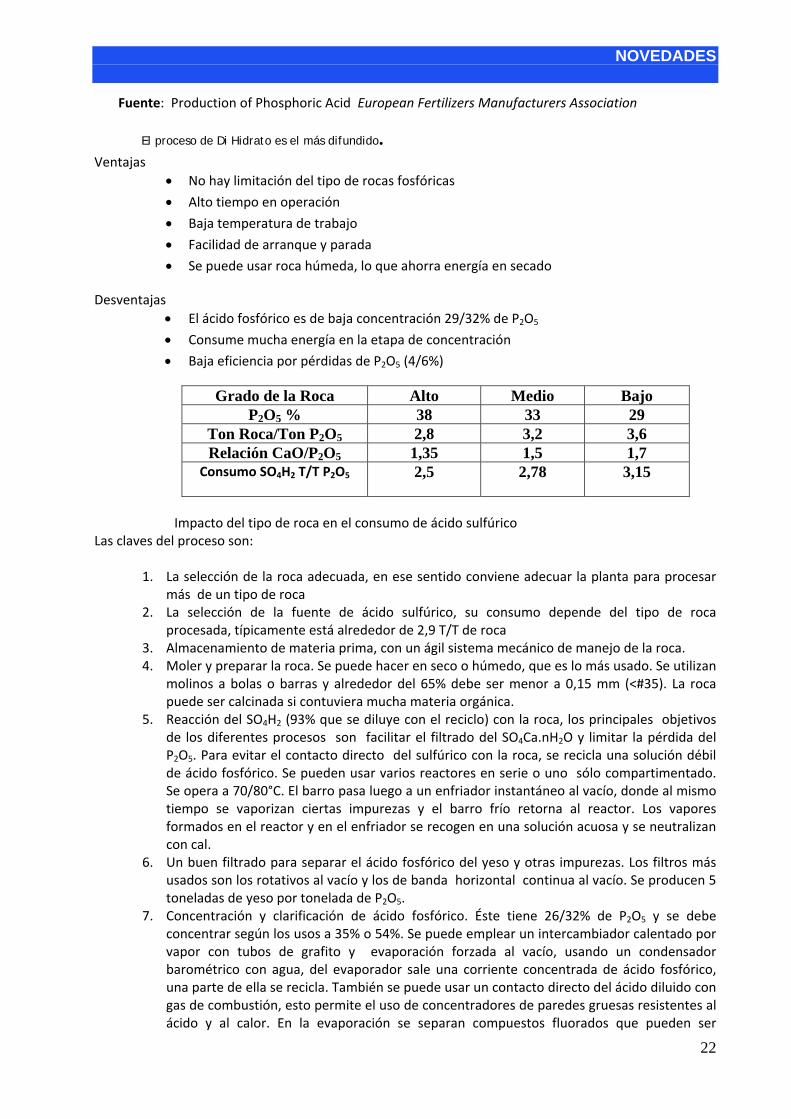
Desventajas • El ácido fosfórico es de baja concentración 29/32% de P2O5
• Consume mucha energía en la etapa de concentración
• Baja eficiencia por pérdidas de P2O5 (4/6%)
Grado de la Roca Alto Medio Bajo P2O5 % 38 33 29
Ton Roca/Ton P2O5 2,8 3,2 3,6 Relación CaO/P2O5 1,35 1,5 1,7
Consumo SO4H2 T/T P2O5 2,5 2,78 3,15
Impacto del tipo de roca en el consumo de ácido sulfúrico
Las claves del proceso son:
1. La selección de la roca adecuada, en ese sentido conviene adecuar la planta para procesar más de un tipo de roca
2. La selección de la fuente de ácido sulfúrico, su consumo depende del tipo de roca procesada, típicamente está alrededor de 2,9 T/T de roca
3. Almacenamiento de materia prima, con un ágil sistema mecánico de manejo de la roca. 4. Moler y preparar la roca. Se puede hacer en seco o húmedo, que es lo más usado. Se utilizan
molinos a bolas o barras y alrededor del 65% debe ser menor a 0,15 mm (<#35). La roca puede ser calcinada si contuviera mucha materia orgánica.
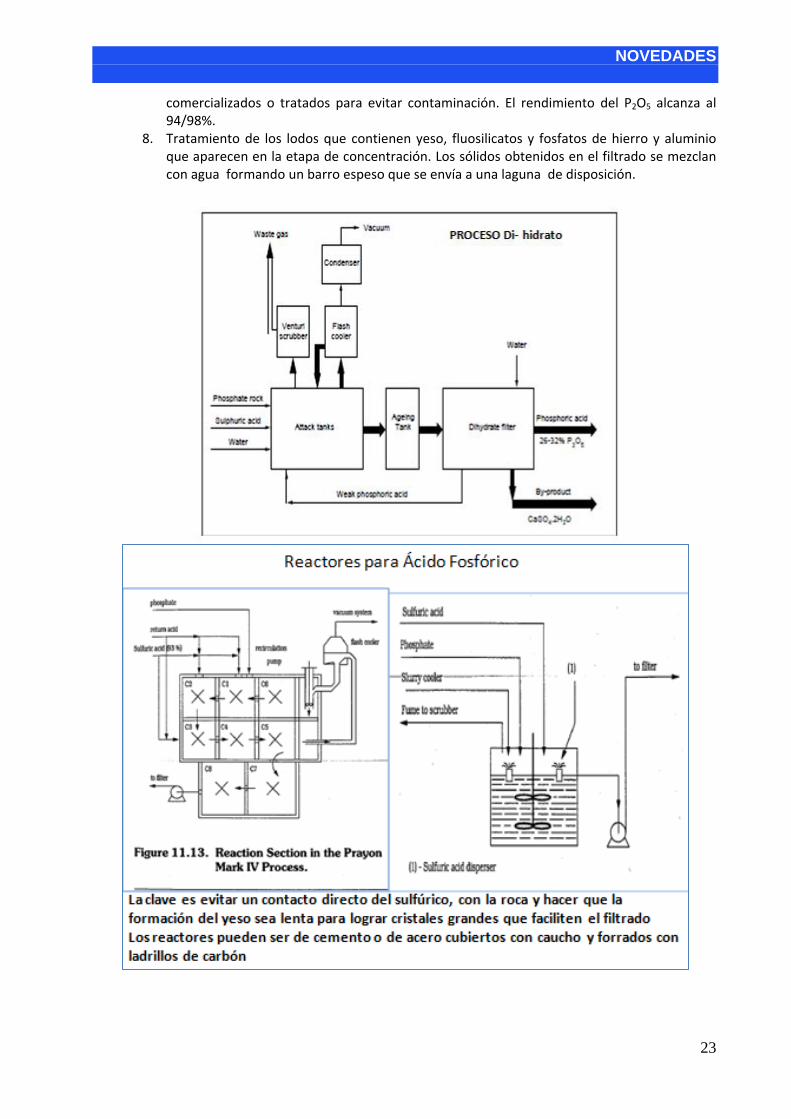
5. Reacción del SO4H2 (93% que se diluye con el reciclo) con la roca, los principales objetivos de los diferentes procesos son facilitar el filtrado del SO4Ca.nH2O y limitar la pérdida del P2O5. Para evitar el contacto directo del sulfúrico con la roca, se recicla una solución débil de ácido fosfórico. Se pueden usar varios reactores en serie o uno sólo compartimentado. Se opera a 70/80°C. El barro pasa luego a un enfriador instantáneo al vacío, donde al mismo tiempo se vaporizan ciertas impurezas y el barro frío retorna al reactor. Los vapores formados en el reactor y en el enfriador se recogen en una solución acuosa y se neutralizan con cal.
6. Un buen filtrado para separar el ácido fosfórico del yeso y otras impurezas. Los filtros más usados son los rotativos al vacío y los de banda horizontal continua al vacío. Se producen 5 toneladas de yeso por tonelada de P2O5.
7. Concentración y clarificación de ácido fosfórico. Éste tiene 26/32% de P2O5 y se debe concentrar según los usos a 35% o 54%. Se puede emplear un intercambiador calentado por vapor con tubos de grafito y evaporación forzada al vacío, usando un condensador barométrico con agua, del evaporador sale una corriente concentrada de ácido fosfórico, una parte de ella se recicla. También se puede usar un contacto directo del ácido diluido con gas de combustión, esto permite el uso de concentradores de paredes gruesas resistentes al ácido y al calor. En la evaporación se separan compuestos fluorados que pueden ser
NOVEDADES
23
comercializados o tratados para evitar contaminación. El rendimiento del P2O5 alcanza al 94/98%.
8. Tratamiento de los lodos que contienen yeso, fluosilicatos y fosfatos de hierro y aluminio que aparecen en la etapa de concentración. Los sólidos obtenidos en el filtrado se mezclan con agua formando un barro espeso que se envía a una laguna de disposición.
NOVEDADES
24
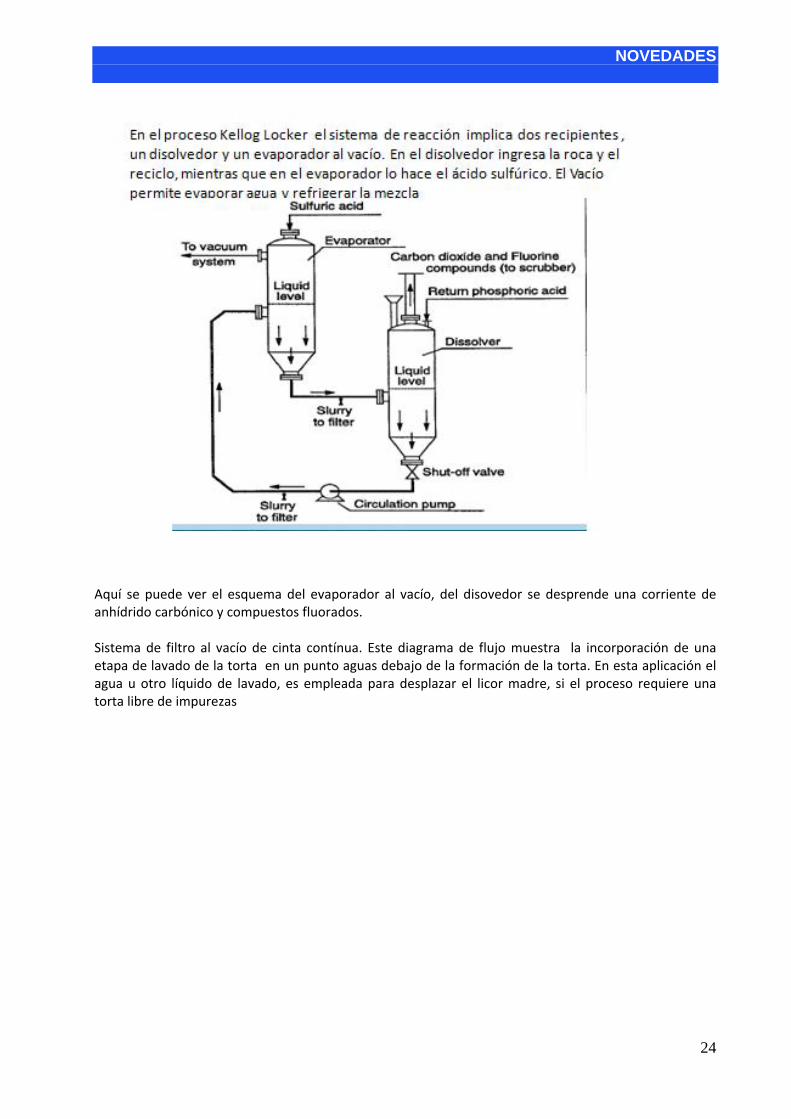
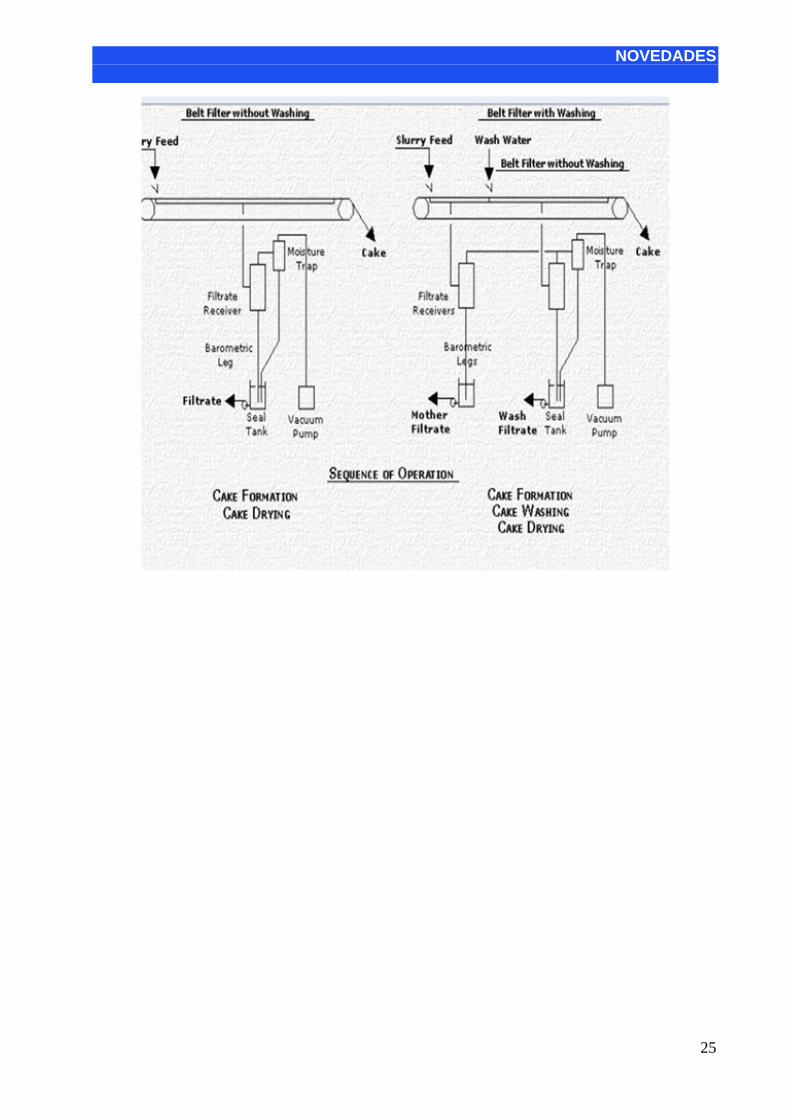
Aquí se puede ver el esquema del evaporador al vacío, del disovedor se desprende una corriente de anhídrido carbónico y compuestos fluorados. Sistema de filtro al vacío de cinta contínua. Este diagrama de flujo muestra la incorporación de una etapa de lavado de la torta en un punto aguas debajo de la formación de la torta. En esta aplicación el agua u otro líquido de lavado, es empleada para desplazar el licor madre, si el proceso requiere una torta libre de impurezas
NOVEDADES
25
NOVEDADES
26
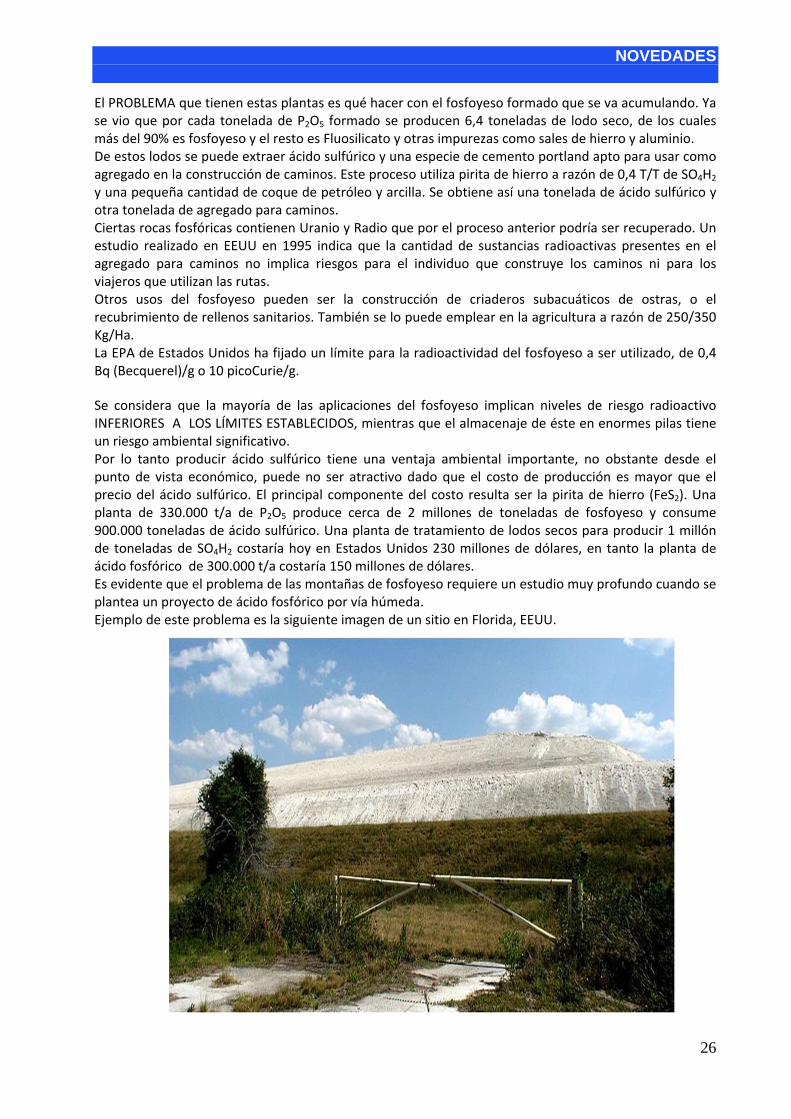
El PROBLEMA que tienen estas plantas es qué hacer con el fosfoyeso formado que se va acumulando. Ya se vio que por cada tonelada de P2O5 formado se producen 6,4 toneladas de lodo seco, de los cuales más del 90% es fosfoyeso y el resto es Fluosilicato y otras impurezas como sales de hierro y aluminio. De estos lodos se puede extraer ácido sulfúrico y una especie de cemento portland apto para usar como agregado en la construcción de caminos. Este proceso utiliza pirita de hierro a razón de 0,4 T/T de SO4H2 y una pequeña cantidad de coque de petróleo y arcilla. Se obtiene así una tonelada de ácido sulfúrico y otra tonelada de agregado para caminos. Ciertas rocas fosfóricas contienen Uranio y Radio que por el proceso anterior podría ser recuperado. Un estudio realizado en EEUU en 1995 indica que la cantidad de sustancias radioactivas presentes en el agregado para caminos no implica riesgos para el individuo que construye los caminos ni para los viajeros que utilizan las rutas. Otros usos del fosfoyeso pueden ser la construcción de criaderos subacuáticos de ostras, o el recubrimiento de rellenos sanitarios. También se lo puede emplear en la agricultura a razón de 250/350 Kg/Ha. La EPA de Estados Unidos ha fijado un límite para la radioactividad del fosfoyeso a ser utilizado, de 0,4 Bq (Becquerel)/g o 10 picoCurie/g. Se considera que la mayoría de las aplicaciones del fosfoyeso implican niveles de riesgo radioactivo INFERIORES A LOS LÍMITES ESTABLECIDOS, mientras que el almacenaje de éste en enormes pilas tiene un riesgo ambiental significativo. Por lo tanto producir ácido sulfúrico tiene una ventaja ambiental importante, no obstante desde el punto de vista económico, puede no ser atractivo dado que el costo de producción es mayor que el precio del ácido sulfúrico. El principal componente del costo resulta ser la pirita de hierro (FeS2). Una planta de 330.000 t/a de P2O5 produce cerca de 2 millones de toneladas de fosfoyeso y consume 900.000 toneladas de ácido sulfúrico. Una planta de tratamiento de lodos secos para producir 1 millón de toneladas de SO4H2 costaría hoy en Estados Unidos 230 millones de dólares, en tanto la planta de ácido fosfórico de 300.000 t/a costaría 150 millones de dólares. Es evidente que el problema de las montañas de fosfoyeso requiere un estudio muy profundo cuando se plantea un proyecto de ácido fosfórico por vía húmeda. Ejemplo de este problema es la siguiente imagen de un sitio en Florida, EEUU.
NOVEDADES
27
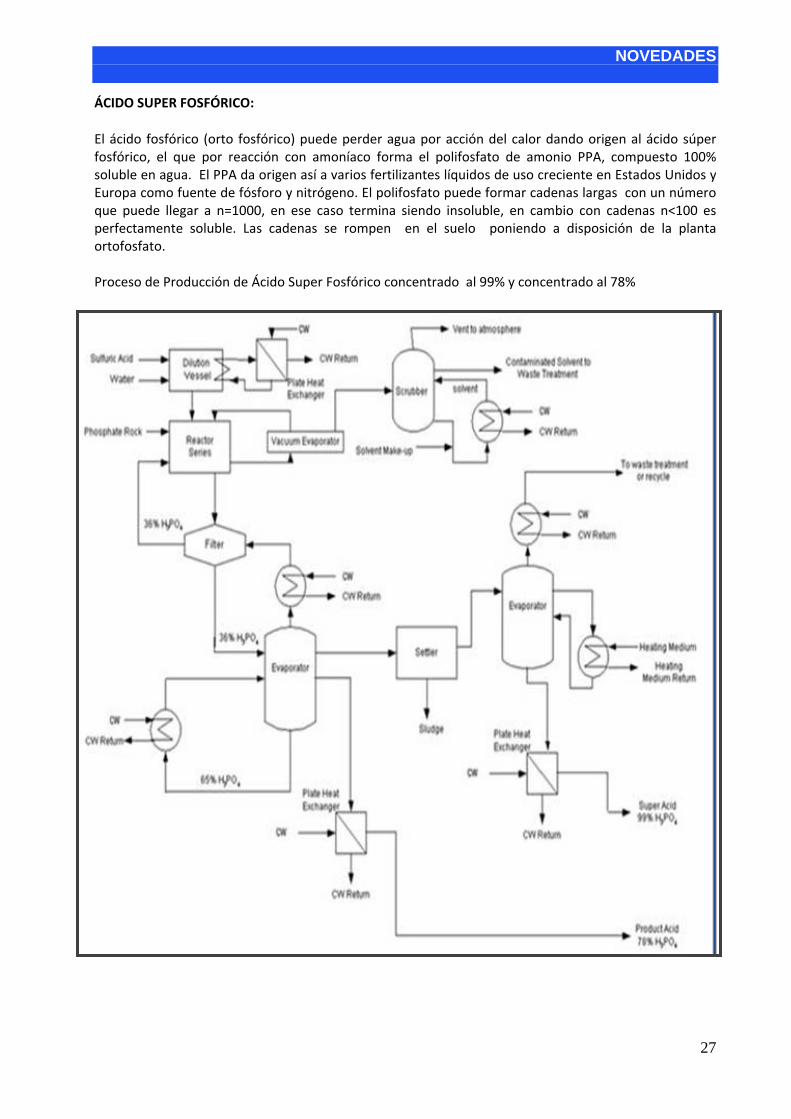
ÁCIDO SUPER FOSFÓRICO: El ácido fosfórico (orto fosfórico) puede perder agua por acción del calor dando origen al ácido súper fosfórico, el que por reacción con amoníaco forma el polifosfato de amonio PPA, compuesto 100% soluble en agua. El PPA da origen así a varios fertilizantes líquidos de uso creciente en Estados Unidos y Europa como fuente de fósforo y nitrógeno. El polifosfato puede formar cadenas largas con un número que puede llegar a n=1000, en ese caso termina siendo insoluble, en cambio con cadenas n<100 es perfectamente soluble. Las cadenas se rompen en el suelo poniendo a disposición de la planta ortofosfato. Proceso de Producción de Ácido Super Fosfórico concentrado al 99% y concentrado al 78%
NOVEDADES
28
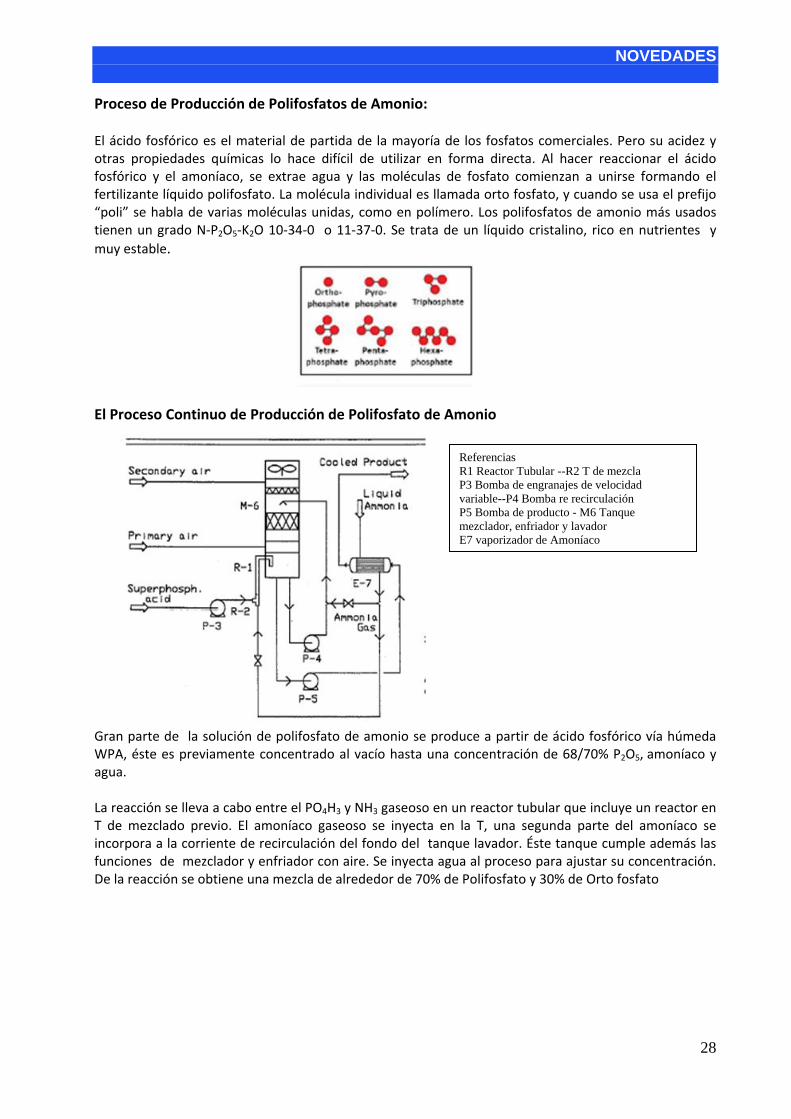
Proceso de Producción de Polifosfatos de Amonio: El ácido fosfórico es el material de partida de la mayoría de los fosfatos comerciales. Pero su acidez y otras propiedades químicas lo hace difícil de utilizar en forma directa. Al hacer reaccionar el ácido fosfórico y el amoníaco, se extrae agua y las moléculas de fosfato comienzan a unirse formando el fertilizante líquido polifosfato. La molécula individual es llamada orto fosfato, y cuando se usa el prefijo “poli” se habla de varias moléculas unidas, como en polímero. Los polifosfatos de amonio más usados tienen un grado N‐P2O5‐K2O 10‐34‐0 o 11‐37‐0. Se trata de un líquido cristalino, rico en nutrientes y muy estable.
El Proceso Continuo de Producción de Polifosfato de Amonio
Gran parte de la solución de polifosfato de amonio se produce a partir de ácido fosfórico vía húmeda WPA, éste es previamente concentrado al vacío hasta una concentración de 68/70% P2O5, amoníaco y agua. La reacción se lleva a cabo entre el PO4H3 y NH3 gaseoso en un reactor tubular que incluye un reactor en T de mezclado previo. El amoníaco gaseoso se inyecta en la T, una segunda parte del amoníaco se incorpora a la corriente de recirculación del fondo del tanque lavador. Éste tanque cumple además las funciones de mezclador y enfriador con aire. Se inyecta agua al proceso para ajustar su concentración. De la reacción se obtiene una mezcla de alrededor de 70% de Polifosfato y 30% de Orto fosfato
Referencias R1 Reactor Tubular --R2 T de mezcla P3 Bomba de engranajes de velocidad variable--P4 Bomba re recirculación P5 Bomba de producto - M6 Tanque mezclador, enfriador y lavador E7 vaporizador de Amoníaco
NOVEDADES
29
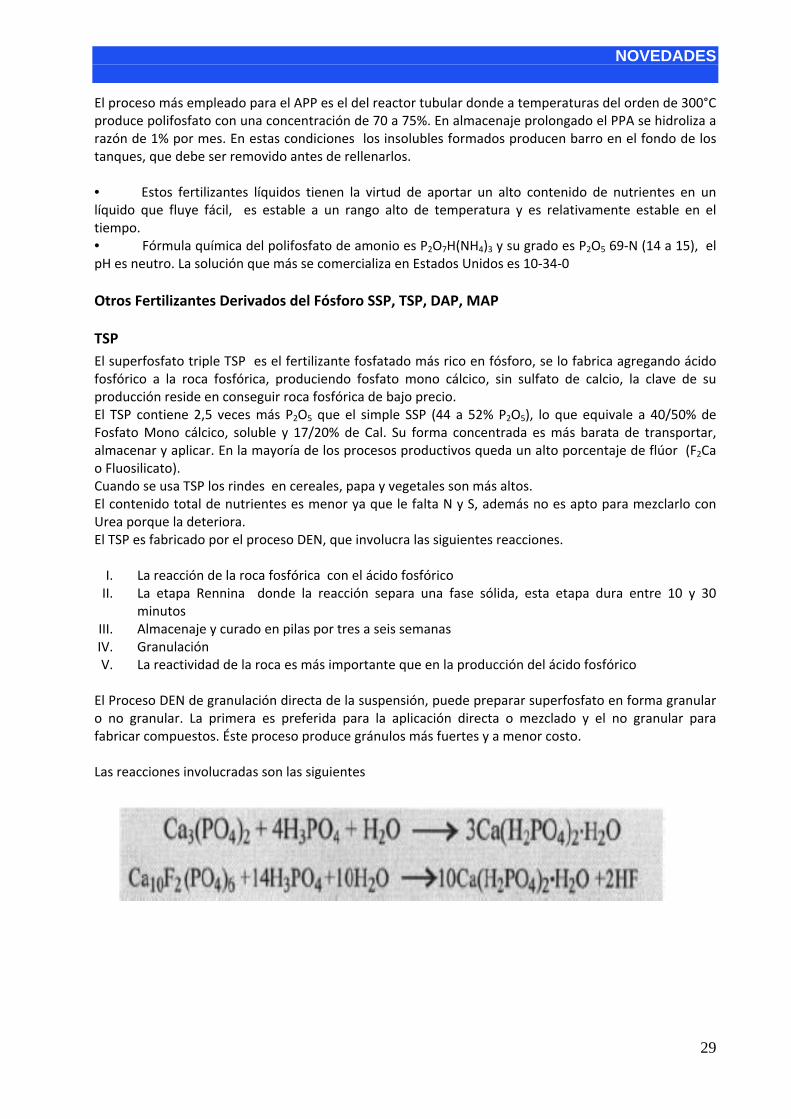
El proceso más empleado para el APP es el del reactor tubular donde a temperaturas del orden de 300°C produce polifosfato con una concentración de 70 a 75%. En almacenaje prolongado el PPA se hidroliza a razón de 1% por mes. En estas condiciones los insolubles formados producen barro en el fondo de los tanques, que debe ser removido antes de rellenarlos. • Estos fertilizantes líquidos tienen la virtud de aportar un alto contenido de nutrientes en un líquido que fluye fácil, es estable a un rango alto de temperatura y es relativamente estable en el tiempo. • Fórmula química del polifosfato de amonio es P2O7H(NH4)3 y su grado es P2O5 69‐N (14 a 15), el pH es neutro. La solución que más se comercializa en Estados Unidos es 10‐34‐0 Otros Fertilizantes Derivados del Fósforo SSP, TSP, DAP, MAP TSP El superfosfato triple TSP es el fertilizante fosfatado más rico en fósforo, se lo fabrica agregando ácido fosfórico a la roca fosfórica, produciendo fosfato mono cálcico, sin sulfato de calcio, la clave de su producción reside en conseguir roca fosfórica de bajo precio. El TSP contiene 2,5 veces más P2O5 que el simple SSP (44 a 52% P2O5), lo que equivale a 40/50% de Fosfato Mono cálcico, soluble y 17/20% de Cal. Su forma concentrada es más barata de transportar, almacenar y aplicar. En la mayoría de los procesos productivos queda un alto porcentaje de flúor (F2Ca o Fluosilicato). Cuando se usa TSP los rindes en cereales, papa y vegetales son más altos. El contenido total de nutrientes es menor ya que le falta N y S, además no es apto para mezclarlo con Urea porque la deteriora. El TSP es fabricado por el proceso DEN, que involucra las siguientes reacciones. I. La reacción de la roca fosfórica con el ácido fosfórico II. La etapa Rennina donde la reacción separa una fase sólida, esta etapa dura entre 10 y 30
minutos III. Almacenaje y curado en pilas por tres a seis semanas IV. Granulación V. La reactividad de la roca es más importante que en la producción del ácido fosfórico El Proceso DEN de granulación directa de la suspensión, puede preparar superfosfato en forma granular o no granular. La primera es preferida para la aplicación directa o mezclado y el no granular para fabricar compuestos. Éste proceso produce gránulos más fuertes y a menor costo. Las reacciones involucradas son las siguientes
NOVEDADES
30
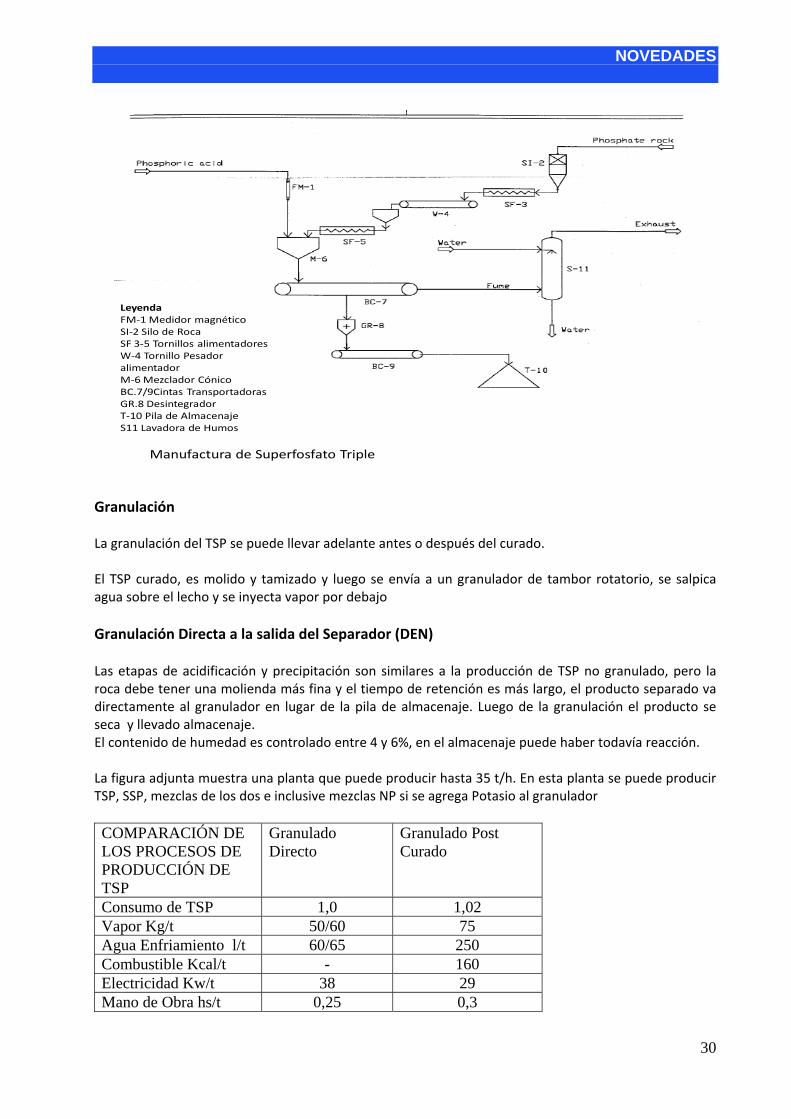
LeyendaFM‐1 Medidor magnéticoSI‐2 Silo de RocaSF 3‐5 Tornillos alimentadoresW‐4 Tornillo Pesador alimentadorM‐6 Mezclador CónicoBC.7/9Cintas TransportadorasGR.8 DesintegradorT‐10 Pila de AlmacenajeS11 Lavadora de Humos
Manufactura de Superfosfato Triple
Granulación La granulación del TSP se puede llevar adelante antes o después del curado. El TSP curado, es molido y tamizado y luego se envía a un granulador de tambor rotatorio, se salpica agua sobre el lecho y se inyecta vapor por debajo Granulación Directa a la salida del Separador (DEN) Las etapas de acidificación y precipitación son similares a la producción de TSP no granulado, pero la roca debe tener una molienda más fina y el tiempo de retención es más largo, el producto separado va directamente al granulador en lugar de la pila de almacenaje. Luego de la granulación el producto se seca y llevado almacenaje. El contenido de humedad es controlado entre 4 y 6%, en el almacenaje puede haber todavía reacción. La figura adjunta muestra una planta que puede producir hasta 35 t/h. En esta planta se puede producir TSP, SSP, mezclas de los dos e inclusive mezclas NP si se agrega Potasio al granulador COMPARACIÓN DE LOS PROCESOS DE PRODUCCIÓN DE TSP
Granulado Directo
Granulado Post Curado
Consumo de TSP 1,0 1,02 Vapor Kg/t 50/60 75 Agua Enfriamiento l/t 60/65 250 Combustible Kcal/t - 160 Electricidad Kw/t 38 29 Mano de Obra hs/t 0,25 0,3
NOVEDADES
31
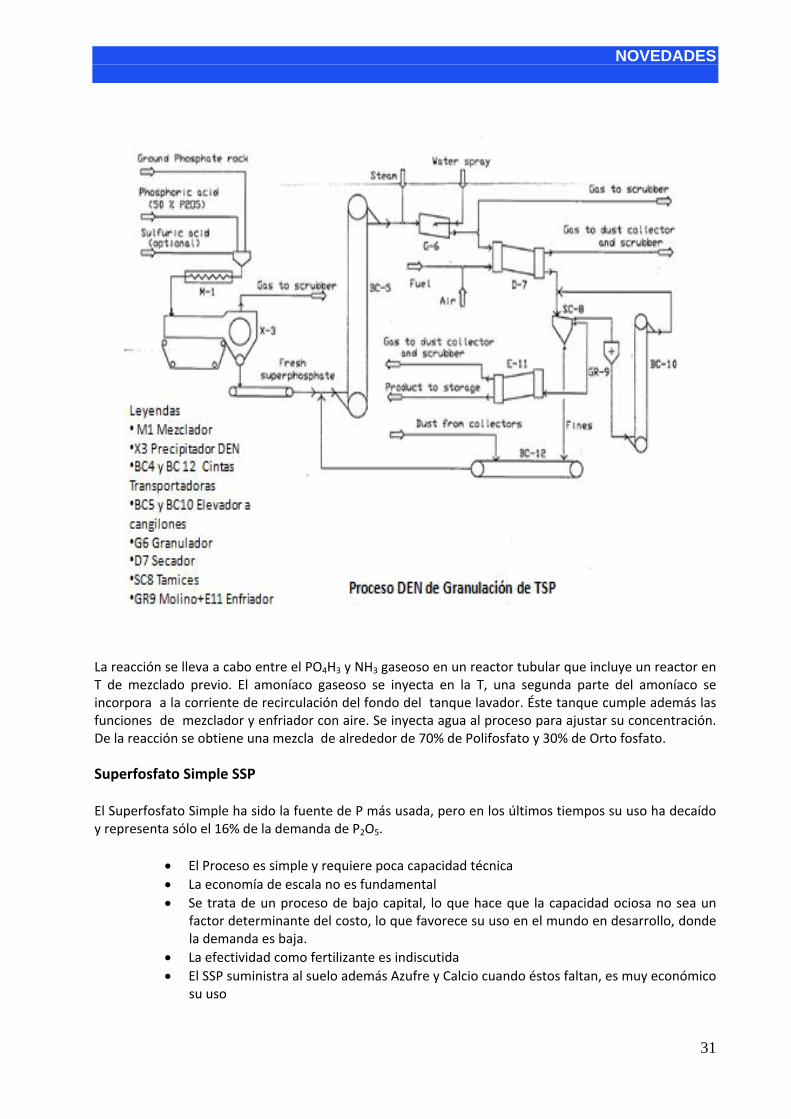
La reacción se lleva a cabo entre el PO4H3 y NH3 gaseoso en un reactor tubular que incluye un reactor en T de mezclado previo. El amoníaco gaseoso se inyecta en la T, una segunda parte del amoníaco se incorpora a la corriente de recirculación del fondo del tanque lavador. Éste tanque cumple además las funciones de mezclador y enfriador con aire. Se inyecta agua al proceso para ajustar su concentración. De la reacción se obtiene una mezcla de alrededor de 70% de Polifosfato y 30% de Orto fosfato. Superfosfato Simple SSP El Superfosfato Simple ha sido la fuente de P más usada, pero en los últimos tiempos su uso ha decaído y representa sólo el 16% de la demanda de P2O5.
• El Proceso es simple y requiere poca capacidad técnica • La economía de escala no es fundamental • Se trata de un proceso de bajo capital, lo que hace que la capacidad ociosa no sea un
factor determinante del costo, lo que favorece su uso en el mundo en desarrollo, donde la demanda es baja.
• La efectividad como fertilizante es indiscutida • El SSP suministra al suelo además Azufre y Calcio cuando éstos faltan, es muy económico
su uso
NOVEDADES
32
• La principal desventaja es el bajo contenido de P2O5, cercano al 20%, lo que encarece el costo de transporte y distribución
• Permite usar Ácido Sulfúrico de baja concentración, subproducto o desecho de otra industria
• Requiere Roca Fosfórica de alto contenido de P y finamente molida • Ciertas impurezas como el cloro pueden ser toleradas ya que la corrosión no es un
problema para el proceso REACCIONES QUÍMICAS Ca3(PO4)2 + SO4H2 + H2O <> Ca (H2PO4)2 + 2 SO4Ca + H2O La reacción procede en dos etapas
1. El ácido sulfúrico forma ácido Fosfórico y SO4Ca (esta reacción es muy rápida) 2. El Ácido Fosfórico reacciona con más roca para formar el Fosfato Mono cálcico. Si bien
las dos reacciones ocurren al mismo tiempo, la segunda es mucho más lenta, el proceso de curado puede tardar días o semanas
3. El Sulfato de Calcio sale en forma anhidra, y el flúor forma ácido fluorhídrico, el que reacciona con los silicatos dando SiF4, el 25% del cual se volatiliza y debe ser absorbido para evitar contaminación atmosférica
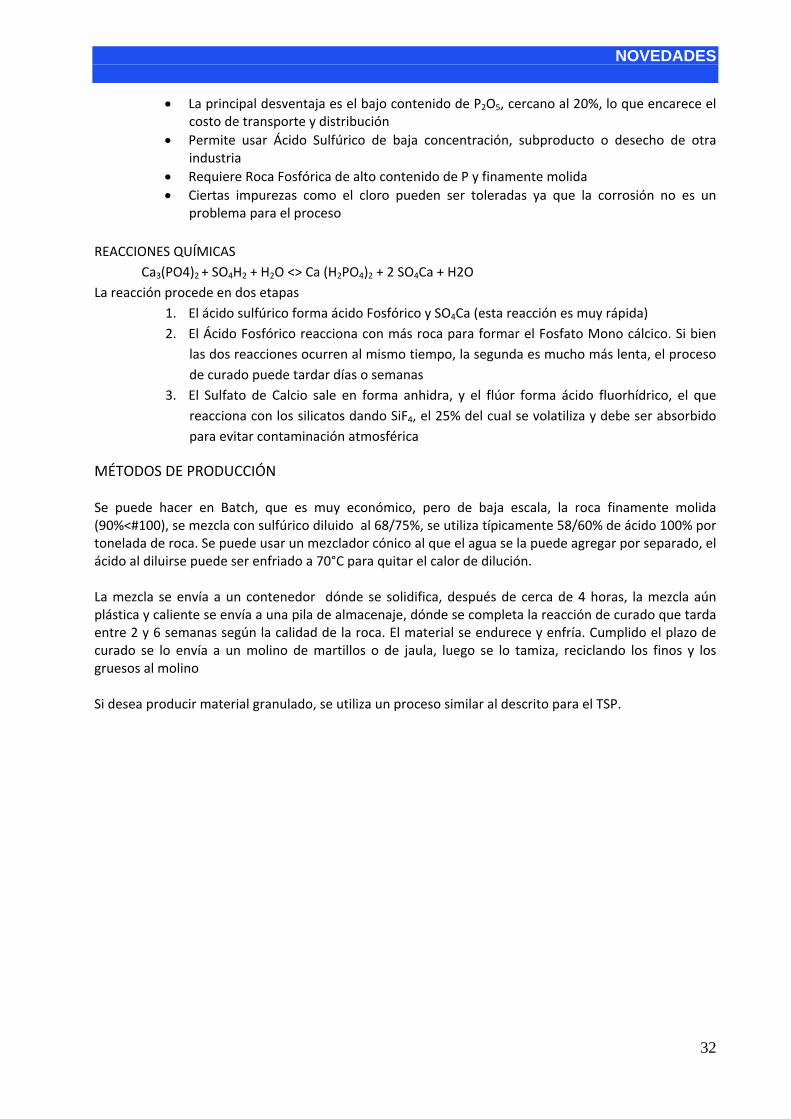
MÉTODOS DE PRODUCCIÓN Se puede hacer en Batch, que es muy económico, pero de baja escala, la roca finamente molida (90%<#100), se mezcla con sulfúrico diluido al 68/75%, se utiliza típicamente 58/60% de ácido 100% por tonelada de roca. Se puede usar un mezclador cónico al que el agua se la puede agregar por separado, el ácido al diluirse puede ser enfriado a 70°C para quitar el calor de dilución. La mezcla se envía a un contenedor dónde se solidifica, después de cerca de 4 horas, la mezcla aún plástica y caliente se envía a una pila de almacenaje, dónde se completa la reacción de curado que tarda entre 2 y 6 semanas según la calidad de la roca. El material se endurece y enfría. Cumplido el plazo de curado se lo envía a un molino de martillos o de jaula, luego se lo tamiza, reciclando los finos y los gruesos al molino Si desea producir material granulado, se utiliza un proceso similar al descrito para el TSP.
NOVEDADES
33
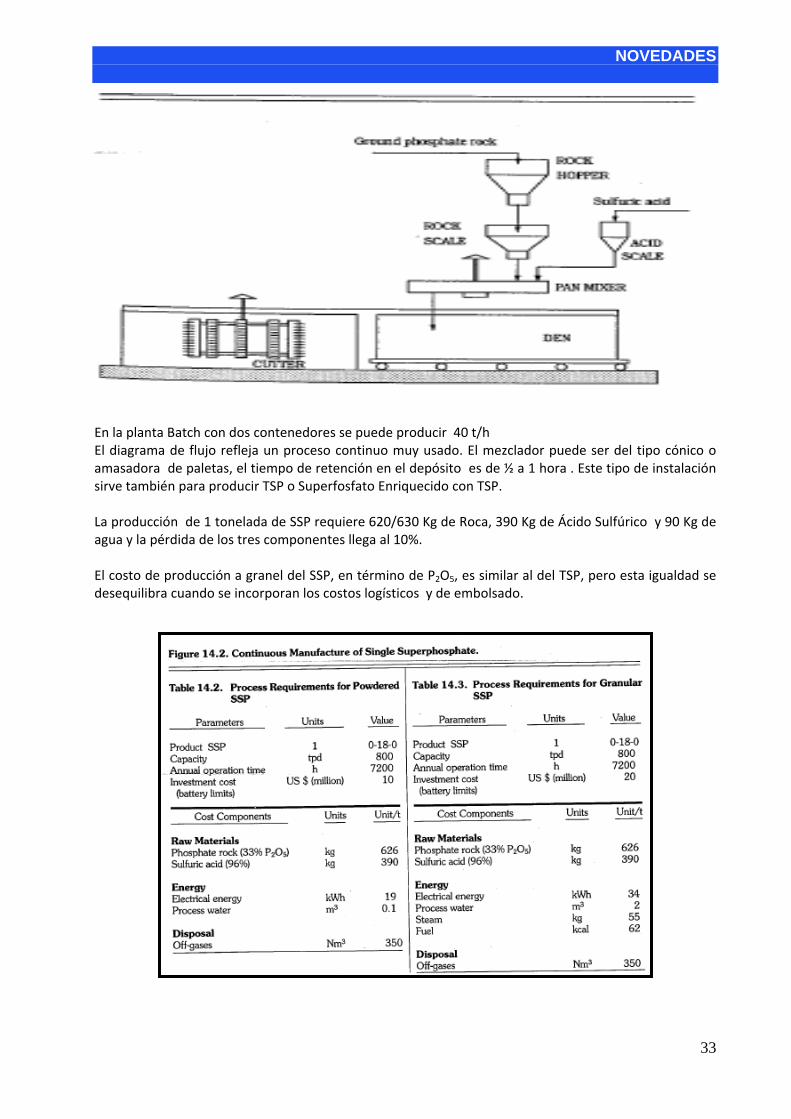
En la planta Batch con dos contenedores se puede producir 40 t/h El diagrama de flujo refleja un proceso continuo muy usado. El mezclador puede ser del tipo cónico o amasadora de paletas, el tiempo de retención en el depósito es de ½ a 1 hora . Este tipo de instalación sirve también para producir TSP o Superfosfato Enriquecido con TSP. La producción de 1 tonelada de SSP requiere 620/630 Kg de Roca, 390 Kg de Ácido Sulfúrico y 90 Kg de agua y la pérdida de los tres componentes llega al 10%. El costo de producción a granel del SSP, en término de P2O5, es similar al del TSP, pero esta igualdad se desequilibra cuando se incorporan los costos logísticos y de embolsado.
NOVEDADES
34
Comparación de costos de SSP granulado. Los costos de inversión en Battery Limits para Estados Unidos actualizados a 2012 llegarían a 15 millones de dólares para el SSP en polvo y 30 millones para el SSP granular.
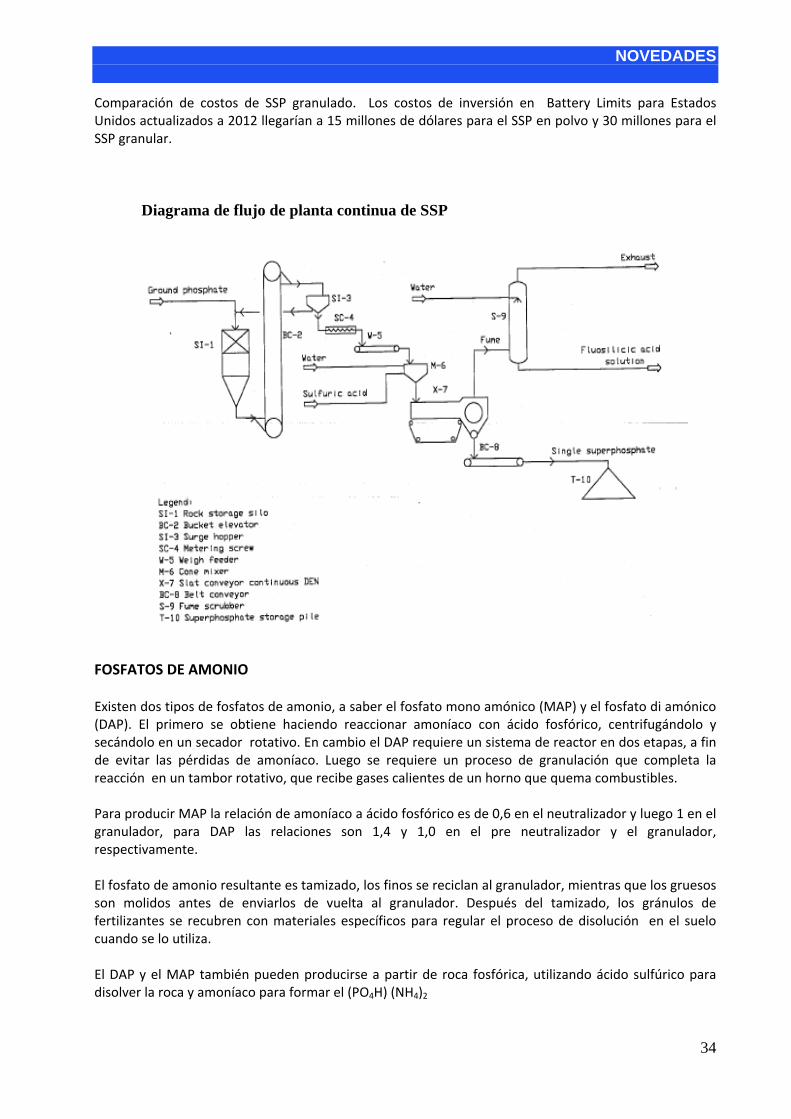
Diagrama de flujo de planta continua de SSP
FOSFATOS DE AMONIO Existen dos tipos de fosfatos de amonio, a saber el fosfato mono amónico (MAP) y el fosfato di amónico (DAP). El primero se obtiene haciendo reaccionar amoníaco con ácido fosfórico, centrifugándolo y secándolo en un secador rotativo. En cambio el DAP requiere un sistema de reactor en dos etapas, a fin de evitar las pérdidas de amoníaco. Luego se requiere un proceso de granulación que completa la reacción en un tambor rotativo, que recibe gases calientes de un horno que quema combustibles. Para producir MAP la relación de amoníaco a ácido fosfórico es de 0,6 en el neutralizador y luego 1 en el granulador, para DAP las relaciones son 1,4 y 1,0 en el pre neutralizador y el granulador, respectivamente. El fosfato de amonio resultante es tamizado, los finos se reciclan al granulador, mientras que los gruesos son molidos antes de enviarlos de vuelta al granulador. Después del tamizado, los gránulos de fertilizantes se recubren con materiales específicos para regular el proceso de disolución en el suelo cuando se lo utiliza. El DAP y el MAP también pueden producirse a partir de roca fosfórica, utilizando ácido sulfúrico para disolver la roca y amoníaco para formar el (PO4H) (NH4)2
NOVEDADES
35
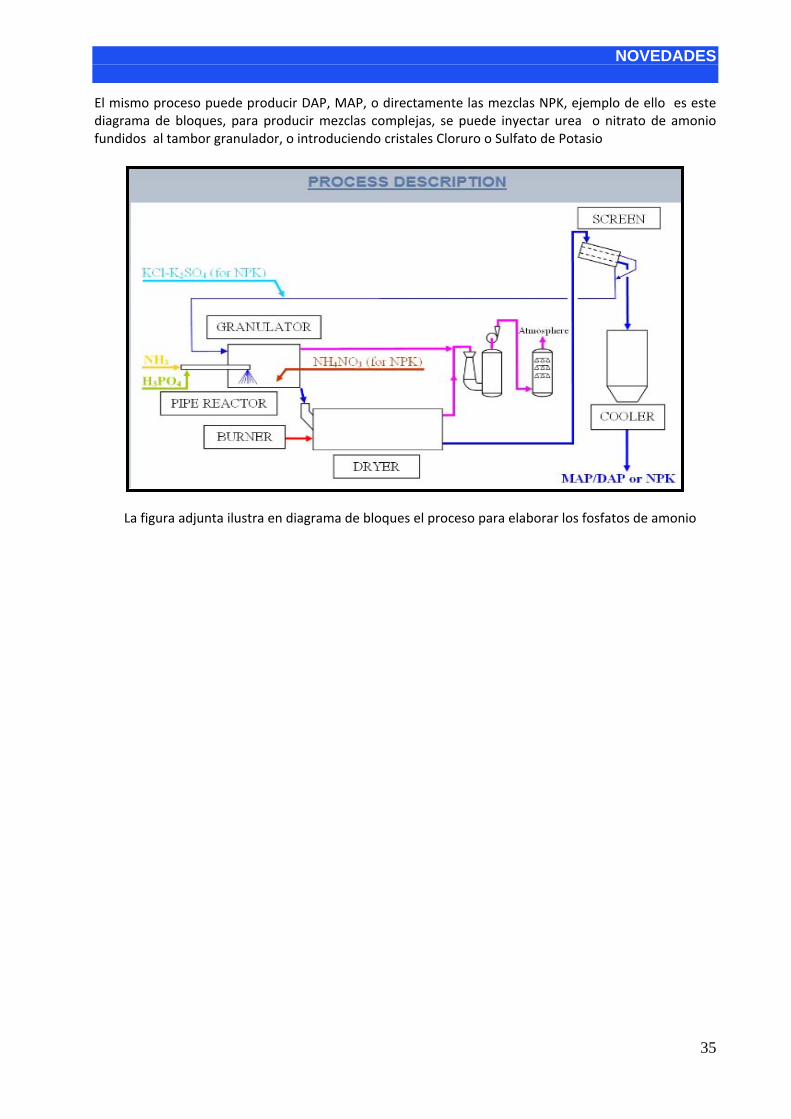
El mismo proceso puede producir DAP, MAP, o directamente las mezclas NPK, ejemplo de ello es este diagrama de bloques, para producir mezclas complejas, se puede inyectar urea o nitrato de amonio fundidos al tambor granulador, o introduciendo cristales Cloruro o Sulfato de Potasio
La figura adjunta ilustra en diagrama de bloques el proceso para elaborar los fosfatos de amonio
NOVEDADES
36
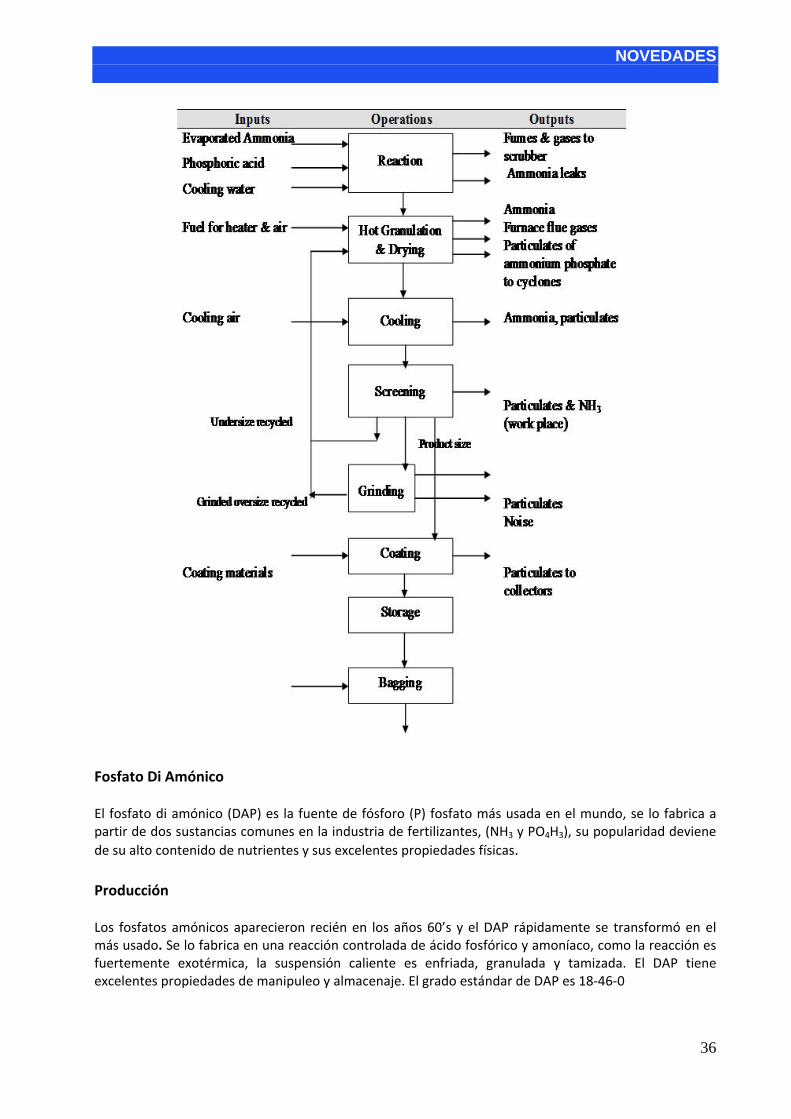
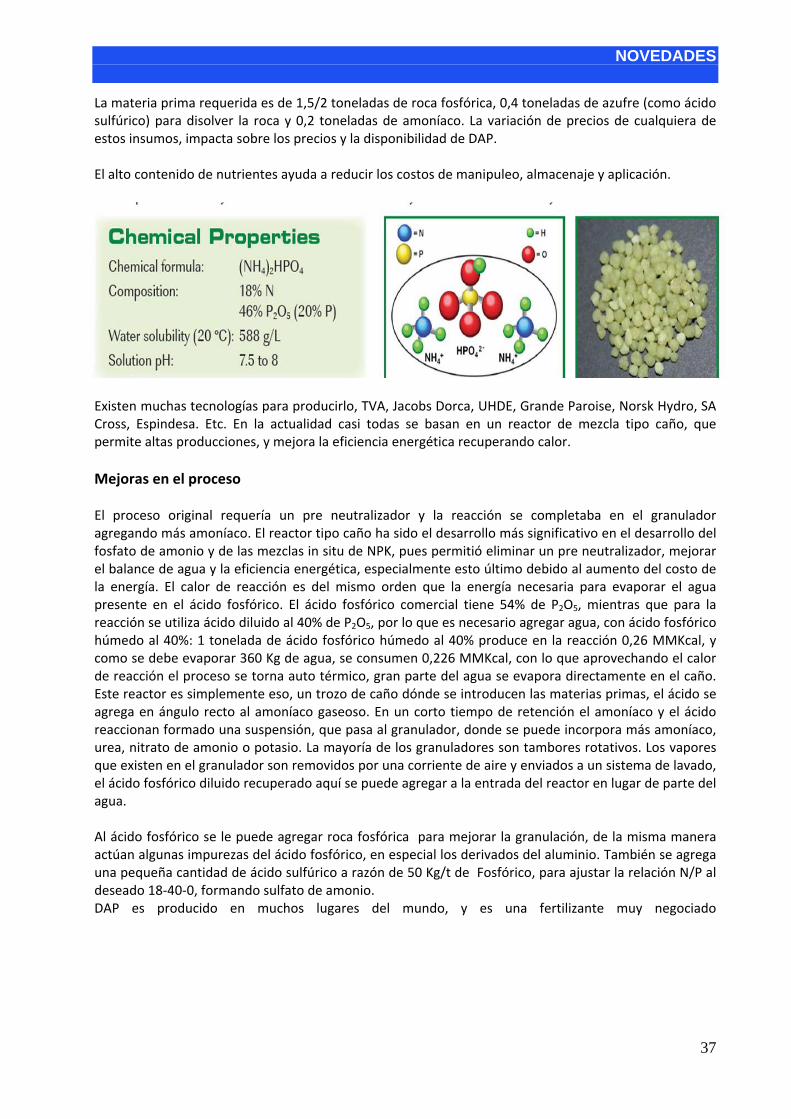
Fosfato Di Amónico El fosfato di amónico (DAP) es la fuente de fósforo (P) fosfato más usada en el mundo, se lo fabrica a partir de dos sustancias comunes en la industria de fertilizantes, (NH3 y PO4H3), su popularidad deviene de su alto contenido de nutrientes y sus excelentes propiedades físicas. Producción Los fosfatos amónicos aparecieron recién en los años 60’s y el DAP rápidamente se transformó en el más usado. Se lo fabrica en una reacción controlada de ácido fosfórico y amoníaco, como la reacción es fuertemente exotérmica, la suspensión caliente es enfriada, granulada y tamizada. El DAP tiene excelentes propiedades de manipuleo y almacenaje. El grado estándar de DAP es 18‐46‐0
NOVEDADES
37
La materia prima requerida es de 1,5/2 toneladas de roca fosfórica, 0,4 toneladas de azufre (como ácido sulfúrico) para disolver la roca y 0,2 toneladas de amoníaco. La variación de precios de cualquiera de estos insumos, impacta sobre los precios y la disponibilidad de DAP. El alto contenido de nutrientes ayuda a reducir los costos de manipuleo, almacenaje y aplicación.
Existen muchas tecnologías para producirlo, TVA, Jacobs Dorca, UHDE, Grande Paroise, Norsk Hydro, SA Cross, Espindesa. Etc. En la actualidad casi todas se basan en un reactor de mezcla tipo caño, que permite altas producciones, y mejora la eficiencia energética recuperando calor. Mejoras en el proceso El proceso original requería un pre neutralizador y la reacción se completaba en el granulador agregando más amoníaco. El reactor tipo caño ha sido el desarrollo más significativo en el desarrollo del fosfato de amonio y de las mezclas in situ de NPK, pues permitió eliminar un pre neutralizador, mejorar el balance de agua y la eficiencia energética, especialmente esto último debido al aumento del costo de la energía. El calor de reacción es del mismo orden que la energía necesaria para evaporar el agua presente en el ácido fosfórico. El ácido fosfórico comercial tiene 54% de P2O5, mientras que para la reacción se utiliza ácido diluido al 40% de P2O5, por lo que es necesario agregar agua, con ácido fosfórico húmedo al 40%: 1 tonelada de ácido fosfórico húmedo al 40% produce en la reacción 0,26 MMKcal, y como se debe evaporar 360 Kg de agua, se consumen 0,226 MMKcal, con lo que aprovechando el calor de reacción el proceso se torna auto térmico, gran parte del agua se evapora directamente en el caño. Este reactor es simplemente eso, un trozo de caño dónde se introducen las materias primas, el ácido se agrega en ángulo recto al amoníaco gaseoso. En un corto tiempo de retención el amoníaco y el ácido reaccionan formado una suspensión, que pasa al granulador, donde se puede incorpora más amoníaco, urea, nitrato de amonio o potasio. La mayoría de los granuladores son tambores rotativos. Los vapores que existen en el granulador son removidos por una corriente de aire y enviados a un sistema de lavado, el ácido fosfórico diluido recuperado aquí se puede agregar a la entrada del reactor en lugar de parte del agua. Al ácido fosfórico se le puede agregar roca fosfórica para mejorar la granulación, de la misma manera actúan algunas impurezas del ácido fosfórico, en especial los derivados del aluminio. También se agrega una pequeña cantidad de ácido sulfúrico a razón de 50 Kg/t de Fosfórico, para ajustar la relación N/P al deseado 18‐40‐0, formando sulfato de amonio. DAP es producido en muchos lugares del mundo, y es una fertilizante muy negociado
NOVEDADES
38
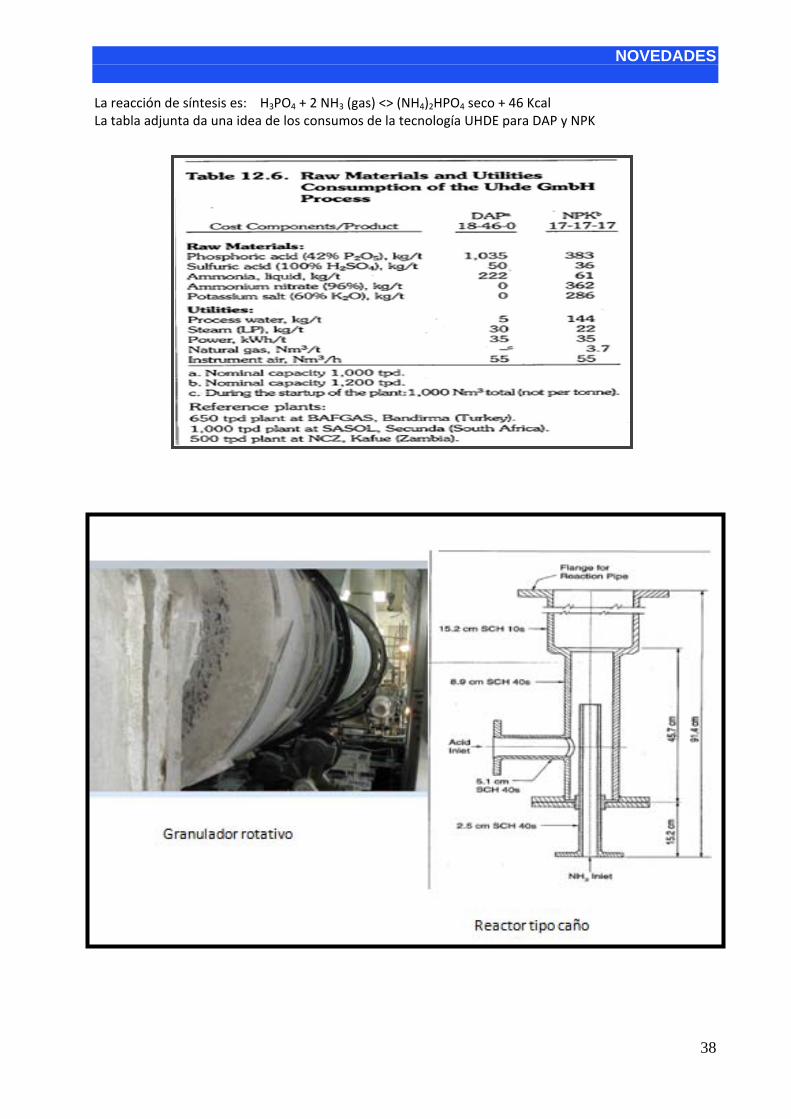
La reacción de síntesis es: H3PO4 + 2 NH3 (gas) <> (NH4)2HPO4 seco + 46 Kcal La tabla adjunta da una idea de los consumos de la tecnología UHDE para DAP y NPK
NOVEDADES
39
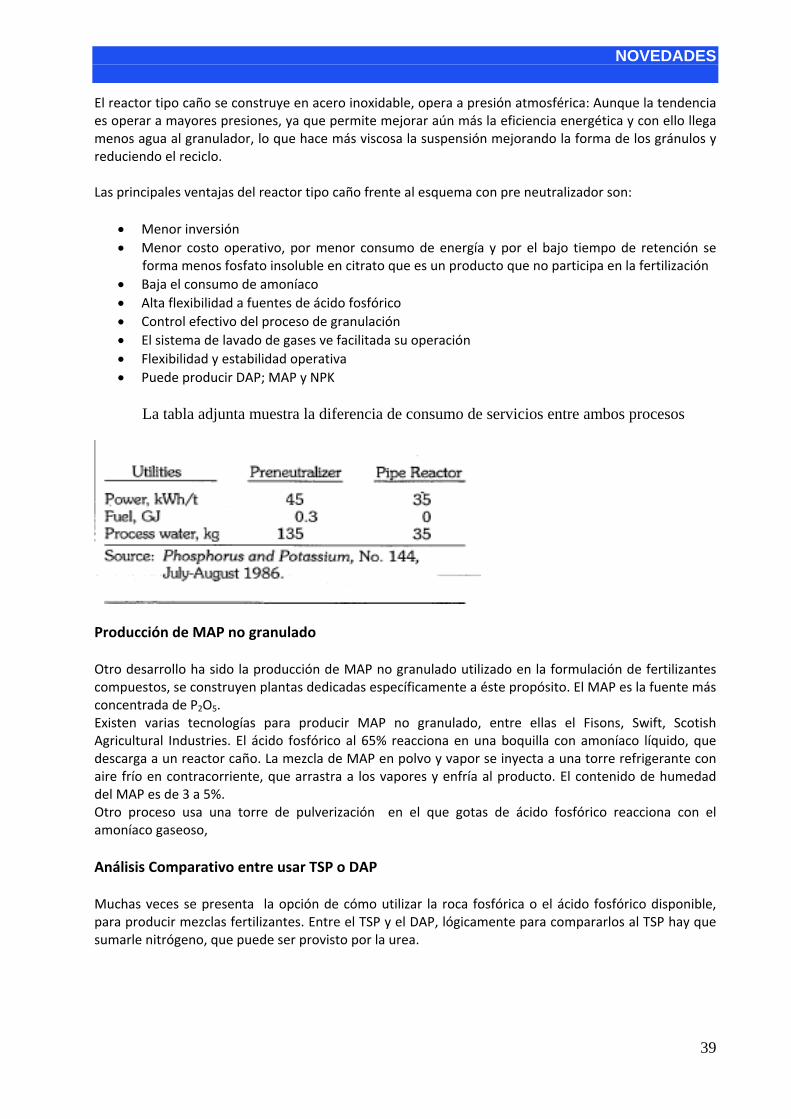
El reactor tipo caño se construye en acero inoxidable, opera a presión atmosférica: Aunque la tendencia es operar a mayores presiones, ya que permite mejorar aún más la eficiencia energética y con ello llega menos agua al granulador, lo que hace más viscosa la suspensión mejorando la forma de los gránulos y reduciendo el reciclo. Las principales ventajas del reactor tipo caño frente al esquema con pre neutralizador son:
• Menor inversión • Menor costo operativo, por menor consumo de energía y por el bajo tiempo de retención se
forma menos fosfato insoluble en citrato que es un producto que no participa en la fertilización • Baja el consumo de amoníaco • Alta flexibilidad a fuentes de ácido fosfórico • Control efectivo del proceso de granulación • El sistema de lavado de gases ve facilitada su operación • Flexibilidad y estabilidad operativa • Puede producir DAP; MAP y NPK
La tabla adjunta muestra la diferencia de consumo de servicios entre ambos procesos
Producción de MAP no granulado Otro desarrollo ha sido la producción de MAP no granulado utilizado en la formulación de fertilizantes compuestos, se construyen plantas dedicadas específicamente a éste propósito. El MAP es la fuente más concentrada de P2O5. Existen varias tecnologías para producir MAP no granulado, entre ellas el Fisons, Swift, Scotish Agricultural Industries. El ácido fosfórico al 65% reacciona en una boquilla con amoníaco líquido, que descarga a un reactor caño. La mezcla de MAP en polvo y vapor se inyecta a una torre refrigerante con aire frío en contracorriente, que arrastra a los vapores y enfría al producto. El contenido de humedad del MAP es de 3 a 5%. Otro proceso usa una torre de pulverización en el que gotas de ácido fosfórico reacciona con el amoníaco gaseoso, Análisis Comparativo entre usar TSP o DAP Muchas veces se presenta la opción de cómo utilizar la roca fosfórica o el ácido fosfórico disponible, para producir mezclas fertilizantes. Entre el TSP y el DAP, lógicamente para compararlos al TSP hay que sumarle nitrógeno, que puede ser provisto por la urea.
NOVEDADES
40
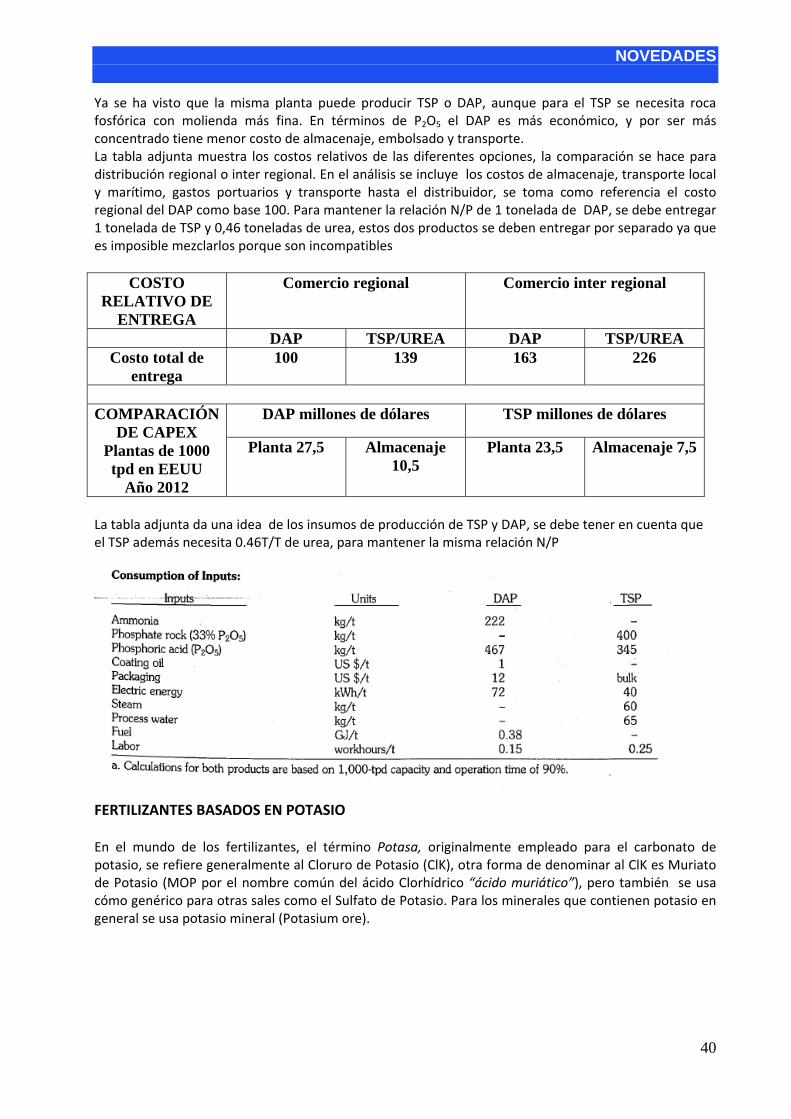
Ya se ha visto que la misma planta puede producir TSP o DAP, aunque para el TSP se necesita roca fosfórica con molienda más fina. En términos de P2O5 el DAP es más económico, y por ser más concentrado tiene menor costo de almacenaje, embolsado y transporte. La tabla adjunta muestra los costos relativos de las diferentes opciones, la comparación se hace para distribución regional o inter regional. En el análisis se incluye los costos de almacenaje, transporte local y marítimo, gastos portuarios y transporte hasta el distribuidor, se toma como referencia el costo regional del DAP como base 100. Para mantener la relación N/P de 1 tonelada de DAP, se debe entregar 1 tonelada de TSP y 0,46 toneladas de urea, estos dos productos se deben entregar por separado ya que es imposible mezclarlos porque son incompatibles
COSTO RELATIVO DE
ENTREGA
Comercio regional Comercio inter regional
DAP TSP/UREA DAP TSP/UREA Costo total de
entrega 100 139 163 226
COMPARACIÓN
DE CAPEX Plantas de 1000 tpd en EEUU
Año 2012
DAP millones de dólares TSP millones de dólares
Planta 27,5 Almacenaje 10,5
Planta 23,5 Almacenaje 7,5
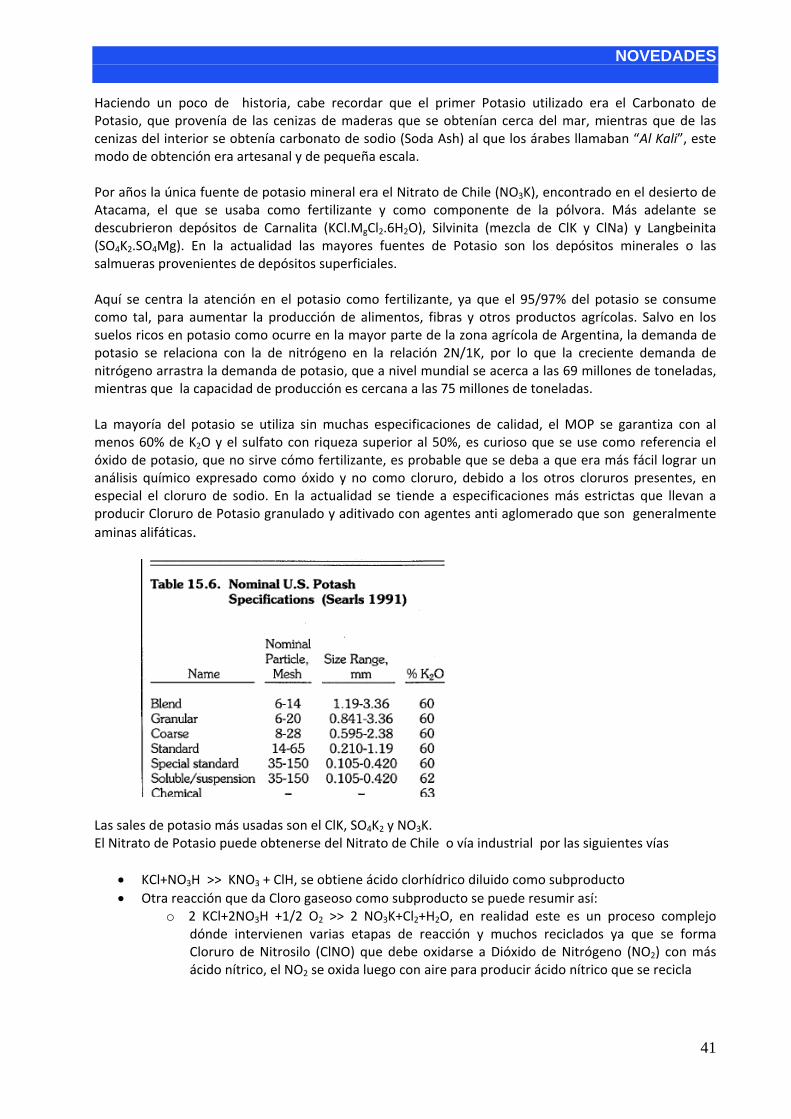
La tabla adjunta da una idea de los insumos de producción de TSP y DAP, se debe tener en cuenta que el TSP además necesita 0.46T/T de urea, para mantener la misma relación N/P
FERTILIZANTES BASADOS EN POTASIO En el mundo de los fertilizantes, el término Potasa, originalmente empleado para el carbonato de potasio, se refiere generalmente al Cloruro de Potasio (ClK), otra forma de denominar al ClK es Muriato de Potasio (MOP por el nombre común del ácido Clorhídrico “ácido muriático”), pero también se usa cómo genérico para otras sales como el Sulfato de Potasio. Para los minerales que contienen potasio en general se usa potasio mineral (Potasium ore).
NOVEDADES
41
Haciendo un poco de historia, cabe recordar que el primer Potasio utilizado era el Carbonato de Potasio, que provenía de las cenizas de maderas que se obtenían cerca del mar, mientras que de las cenizas del interior se obtenía carbonato de sodio (Soda Ash) al que los árabes llamaban “Al Kali”, este modo de obtención era artesanal y de pequeña escala. Por años la única fuente de potasio mineral era el Nitrato de Chile (NO3K), encontrado en el desierto de Atacama, el que se usaba como fertilizante y como componente de la pólvora. Más adelante se descubrieron depósitos de Carnalita (KCl.MgCl2.6H2O), Silvinita (mezcla de ClK y ClNa) y Langbeinita (SO4K2.SO4Mg). En la actualidad las mayores fuentes de Potasio son los depósitos minerales o las salmueras provenientes de depósitos superficiales. Aquí se centra la atención en el potasio como fertilizante, ya que el 95/97% del potasio se consume como tal, para aumentar la producción de alimentos, fibras y otros productos agrícolas. Salvo en los suelos ricos en potasio como ocurre en la mayor parte de la zona agrícola de Argentina, la demanda de potasio se relaciona con la de nitrógeno en la relación 2N/1K, por lo que la creciente demanda de nitrógeno arrastra la demanda de potasio, que a nivel mundial se acerca a las 69 millones de toneladas, mientras que la capacidad de producción es cercana a las 75 millones de toneladas. La mayoría del potasio se utiliza sin muchas especificaciones de calidad, el MOP se garantiza con al menos 60% de K2O y el sulfato con riqueza superior al 50%, es curioso que se use como referencia el óxido de potasio, que no sirve cómo fertilizante, es probable que se deba a que era más fácil lograr un análisis químico expresado como óxido y no como cloruro, debido a los otros cloruros presentes, en especial el cloruro de sodio. En la actualidad se tiende a especificaciones más estrictas que llevan a producir Cloruro de Potasio granulado y aditivado con agentes anti aglomerado que son generalmente aminas alifáticas.
Las sales de potasio más usadas son el ClK, SO4K2 y NO3K. El Nitrato de Potasio puede obtenerse del Nitrato de Chile o vía industrial por las siguientes vías
• KCl+NO3H >> KNO3 + ClH, se obtiene ácido clorhídrico diluido como subproducto • Otra reacción que da Cloro gaseoso como subproducto se puede resumir así:
o 2 KCl+2NO3H +1/2 O2 >> 2 NO3K+Cl2+H2O, en realidad este es un proceso complejo dónde intervienen varias etapas de reacción y muchos reciclados ya que se forma Cloruro de Nitrosilo (ClNO) que debe oxidarse a Dióxido de Nitrógeno (NO2) con más ácido nítrico, el NO2 se oxida luego con aire para producir ácido nítrico que se recicla
NOVEDADES
42
PROCESO DE BENEFICIADO DEL MINERAL DE POTASIO Se ha mencionado ya que el mineral de potasio puede provenir de minas subterráneas o de depósitos superficiales de salmuera. Los procesos para la obtención del potasio varían con el tipo de mineral y el tipo de barros insolubles que lo acompañan Arcilla, Anhidrita (SO4Ca), Dolomita‐ (SO4Ca.Mg), sílice u otros. Inclusive el tenor y el tipo de impurezas pueden variar dentro del mismo depósito. Existen cuatro procesos básicos de beneficiado: Flotación, separación electroestática, disolución térmica y cristalización. Cuando se trata de mineral de potasio la primera etapa es la molienda para liberar las sales de potasio de otros componentes del mineral
• Flotación: este proceso aprovecha las diferentes propiedades de superficie de los diferentes componentes del mineral sólido. En un medio acuoso agitado se agregan agentes colectores, aminas alifáticas obtenidas de grasas o aceites neutralizadas con ácido acético o clorhídrico, también se agregan agentes espumantes que pueden ser aceite de pino o metil isobutil carbinol y además estabilizantes como almidón o dextrina El barro residual se espesa y se envía a depósitos de desechos. La flotación se realiza en dos celdas en la primera se hace una separación grosera, maximizando el rinde en potasio y en la segunda, que es una celda limpia, se hace una separación fina para eliminar el máximo de impurezas.
• La separación electroestática aprovecha las diferencias de conductividades de los componentes del mineral sólido, el que una vez molido, se trata de cargar eléctricamente por fricción y se envía a precipitadores electroestáticos que separan tres corrientes producto, residuo e intermedio que se recicla. Este método evita costo del secado y tiene bajo impacto ambiental.
• La disolución térmica y posterior cristalización se emplea para las salmueras, aunque también puede usarse para mineral seco. Se aprovecha aquí la mayor solubilidad del ClK frente al ClNa a alta temperatura (100°C), mientras que a baja temperatura ocurre lo contrario. Cuando se trata mineral, éste se muele a #3, se lava con agua fría y con una solución de cloruro de potasio y de sodio. Esta solución se clarifica para separar barro de arcilla, la solución clarificada se calienta y se usa para disolver el cloruro de potasio presente en el mineral lavado. La salmuera rica en potasio se enfría al vacío hasta 20°C, el potasio precipita y luego se filtra, se lava y seca. La salmuera se recicla y el exceso de ClNa se envía a depósitos. En el caso de la carnalita (ClK.Cl2Mg.6H2O) la riqueza en potasio es baja, por lo que es necesario un proceso de disolución y recristalización que consume mucha energía y por otra parte queda un residuo de cloruro de magnesio que tiene problemas de disposición final. Sin embargo la carnalita puede usarse directamente como fertilizante ya que es delicuescente (parcialmente soluble en agua).
Granulación de los Fertilizantes de Potasio Ipo El compactado y granulación es cada vez más una etapa importante en el proceso de producción y beneficiado del cloruro de potasio. La compactación implica aplicar fuerza para formar una lámina de material, la posterior granulación es realizada por molienda en un molino a martillo o de cadenas, para luego tamizar el producto en zaranda de tres secciones para eliminar gruesos y finos que se reciclan. Cerca de la mitad del potasio que se comercializa es del tipo granulado. Las etapas del proceso son las siguientes.
• Almacenaje y alimentación o Tolvas de almacenaje, a la que se incorpora el reciclado o Sistema de tolva alimentadora automática que suele tener imanes para separar hierro y
un tamizado grueso. • Compactación entre rodillos contra rotantes
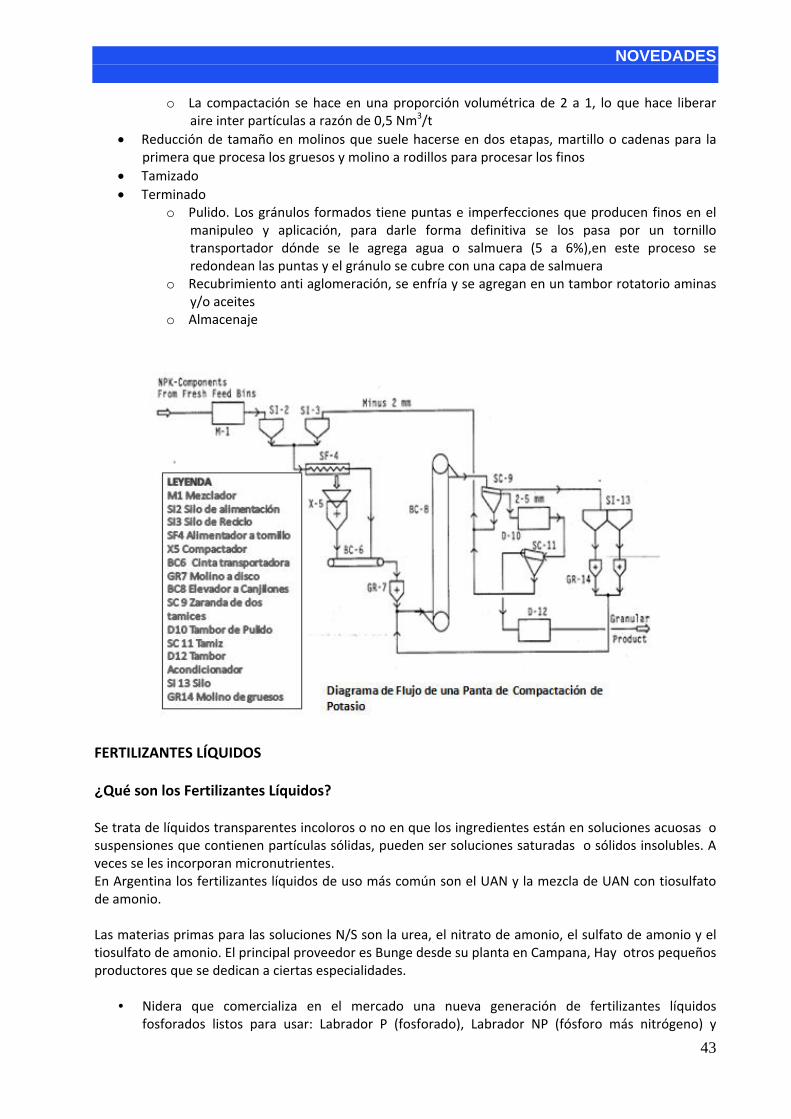
NOVEDADES
43
o La compactación se hace en una proporción volumétrica de 2 a 1, lo que hace liberar aire inter partículas a razón de 0,5 Nm3/t
• Reducción de tamaño en molinos que suele hacerse en dos etapas, martillo o cadenas para la primera que procesa los gruesos y molino a rodillos para procesar los finos
• Tamizado • Terminado
o Pulido. Los gránulos formados tiene puntas e imperfecciones que producen finos en el manipuleo y aplicación, para darle forma definitiva se los pasa por un tornillo transportador dónde se le agrega agua o salmuera (5 a 6%),en este proceso se redondean las puntas y el gránulo se cubre con una capa de salmuera
o Recubrimiento anti aglomeración, se enfría y se agregan en un tambor rotatorio aminas y/o aceites
o Almacenaje
FERTILIZANTES LÍQUIDOS ¿Qué son los Fertilizantes Líquidos? Se trata de líquidos transparentes incoloros o no en que los ingredientes están en soluciones acuosas o suspensiones que contienen partículas sólidas, pueden ser soluciones saturadas o sólidos insolubles. A veces se les incorporan micronutrientes. En Argentina los fertilizantes líquidos de uso más común son el UAN y la mezcla de UAN con tiosulfato de amonio. Las materias primas para las soluciones N/S son la urea, el nitrato de amonio, el sulfato de amonio y el tiosulfato de amonio. El principal proveedor es Bunge desde su planta en Campana, Hay otros pequeños productores que se dedican a ciertas especialidades.
• Nidera que comercializa en el mercado una nueva generación de fertilizantes líquidos fosforados listos para usar: Labrador P (fosforado), Labrador NP (fósforo más nitrógeno) y
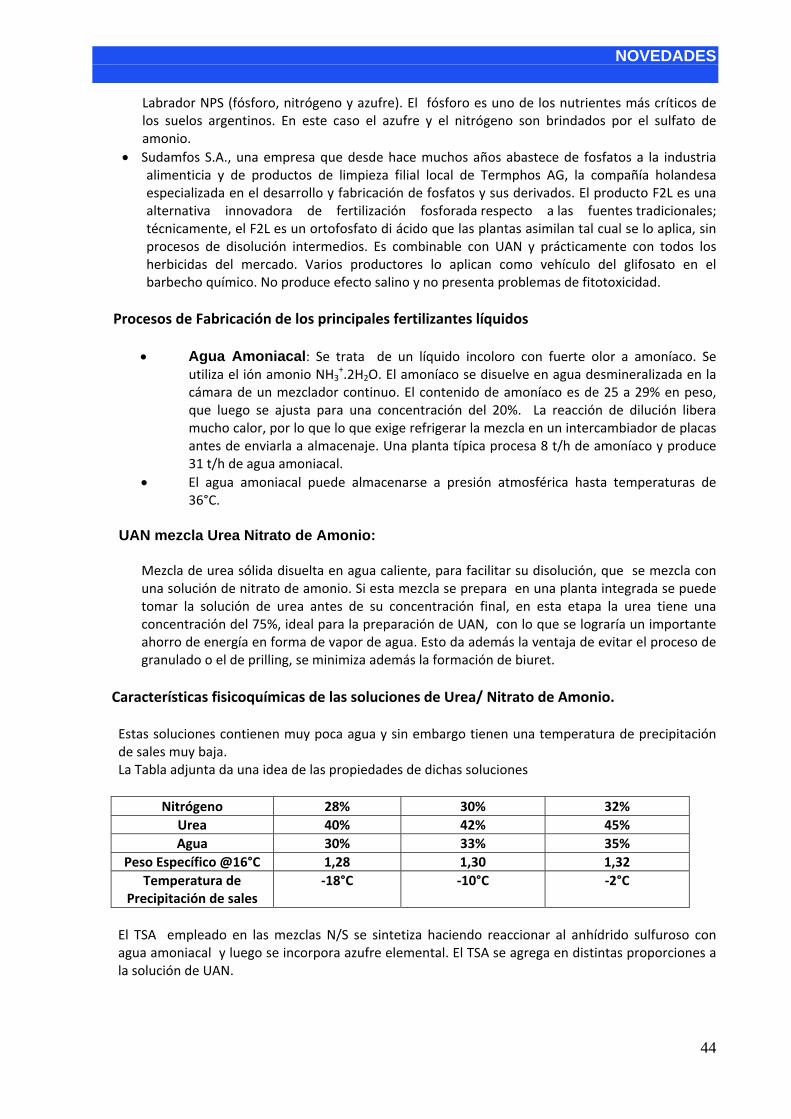
NOVEDADES
44
Labrador NPS (fósforo, nitrógeno y azufre). El fósforo es uno de los nutrientes más críticos de los suelos argentinos. En este caso el azufre y el nitrógeno son brindados por el sulfato de amonio.
• Sudamfos S.A., una empresa que desde hace muchos años abastece de fosfatos a la industria alimenticia y de productos de limpieza filial local de Termphos AG, la compañía holandesa especializada en el desarrollo y fabricación de fosfatos y sus derivados. El producto F2L es una alternativa innovadora de fertilización fosforada respecto a las fuentes tradicionales; técnicamente, el F2L es un ortofosfato di ácido que las plantas asimilan tal cual se lo aplica, sin procesos de disolución intermedios. Es combinable con UAN y prácticamente con todos los herbicidas del mercado. Varios productores lo aplican como vehículo del glifosato en el barbecho químico. No produce efecto salino y no presenta problemas de fitotoxicidad.
Procesos de Fabricación de los principales fertilizantes líquidos
• Agua Amoniacal: Se trata de un líquido incoloro con fuerte olor a amoníaco. Se utiliza el ión amonio NH3
+.2H2O. El amoníaco se disuelve en agua desmineralizada en la cámara de un mezclador continuo. El contenido de amoníaco es de 25 a 29% en peso, que luego se ajusta para una concentración del 20%. La reacción de dilución libera mucho calor, por lo que lo que exige refrigerar la mezcla en un intercambiador de placas antes de enviarla a almacenaje. Una planta típica procesa 8 t/h de amoníaco y produce 31 t/h de agua amoniacal.
• El agua amoniacal puede almacenarse a presión atmosférica hasta temperaturas de 36°C.
UAN mezcla Urea Nitrato de Amonio:
Mezcla de urea sólida disuelta en agua caliente, para facilitar su disolución, que se mezcla con una solución de nitrato de amonio. Si esta mezcla se prepara en una planta integrada se puede tomar la solución de urea antes de su concentración final, en esta etapa la urea tiene una concentración del 75%, ideal para la preparación de UAN, con lo que se lograría un importante ahorro de energía en forma de vapor de agua. Esto da además la ventaja de evitar el proceso de granulado o el de prilling, se minimiza además la formación de biuret.
Características fisicoquímicas de las soluciones de Urea/ Nitrato de Amonio.
Estas soluciones contienen muy poca agua y sin embargo tienen una temperatura de precipitación de sales muy baja. La Tabla adjunta da una idea de las propiedades de dichas soluciones
Nitrógeno 28% 30% 32% Urea 40% 42% 45% Agua 30% 33% 35%
Peso Específico @16°C 1,28 1,30 1,32 Temperatura de
Precipitación de sales ‐18°C ‐10°C ‐2°C
El TSA empleado en las mezclas N/S se sintetiza haciendo reaccionar al anhídrido sulfuroso con agua amoniacal y luego se incorpora azufre elemental. El TSA se agrega en distintas proporciones a la solución de UAN.
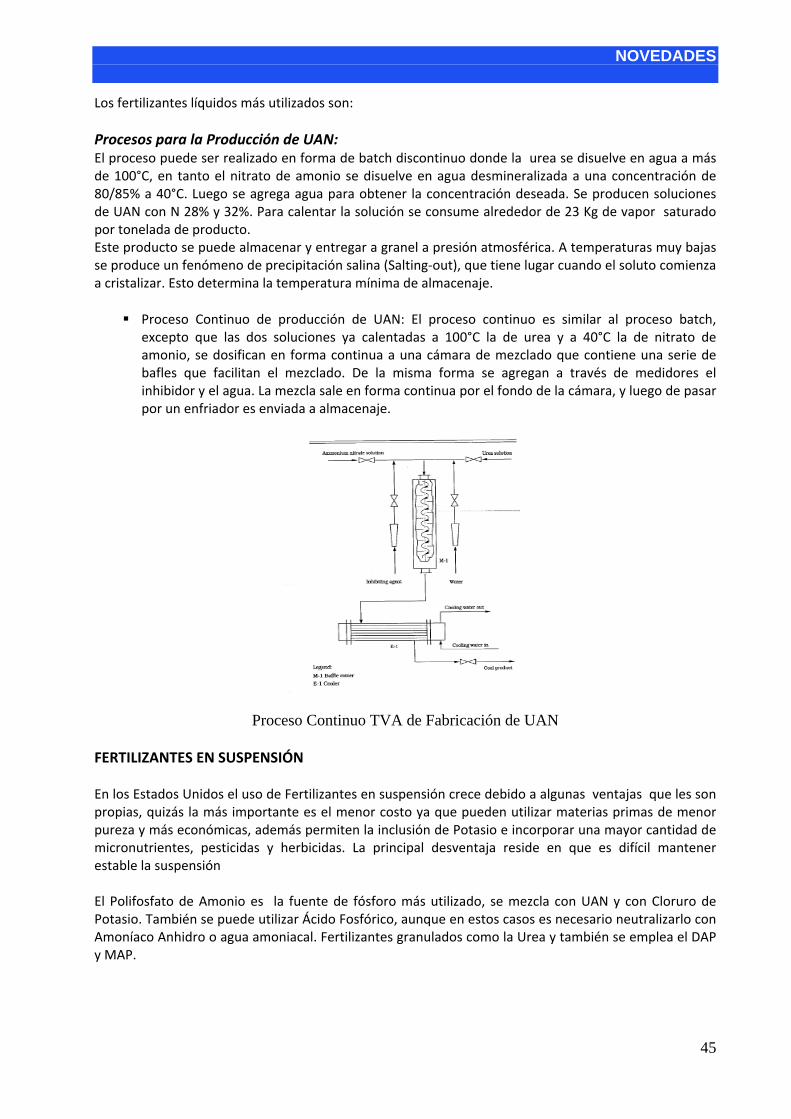
NOVEDADES
45
Los fertilizantes líquidos más utilizados son: Procesos para la Producción de UAN: El proceso puede ser realizado en forma de batch discontinuo donde la urea se disuelve en agua a más de 100°C, en tanto el nitrato de amonio se disuelve en agua desmineralizada a una concentración de 80/85% a 40°C. Luego se agrega agua para obtener la concentración deseada. Se producen soluciones de UAN con N 28% y 32%. Para calentar la solución se consume alrededor de 23 Kg de vapor saturado por tonelada de producto. Este producto se puede almacenar y entregar a granel a presión atmosférica. A temperaturas muy bajas se produce un fenómeno de precipitación salina (Salting‐out), que tiene lugar cuando el soluto comienza a cristalizar. Esto determina la temperatura mínima de almacenaje.
Proceso Continuo de producción de UAN: El proceso continuo es similar al proceso batch, excepto que las dos soluciones ya calentadas a 100°C la de urea y a 40°C la de nitrato de amonio, se dosifican en forma continua a una cámara de mezclado que contiene una serie de bafles que facilitan el mezclado. De la misma forma se agregan a través de medidores el inhibidor y el agua. La mezcla sale en forma continua por el fondo de la cámara, y luego de pasar por un enfriador es enviada a almacenaje.
Proceso Continuo TVA de Fabricación de UAN
FERTILIZANTES EN SUSPENSIÓN En los Estados Unidos el uso de Fertilizantes en suspensión crece debido a algunas ventajas que les son propias, quizás la más importante es el menor costo ya que pueden utilizar materias primas de menor pureza y más económicas, además permiten la inclusión de Potasio e incorporar una mayor cantidad de micronutrientes, pesticidas y herbicidas. La principal desventaja reside en que es difícil mantener estable la suspensión El Polifosfato de Amonio es la fuente de fósforo más utilizado, se mezcla con UAN y con Cloruro de Potasio. También se puede utilizar Ácido Fosfórico, aunque en estos casos es necesario neutralizarlo con Amoníaco Anhidro o agua amoniacal. Fertilizantes granulados como la Urea y también se emplea el DAP y MAP.
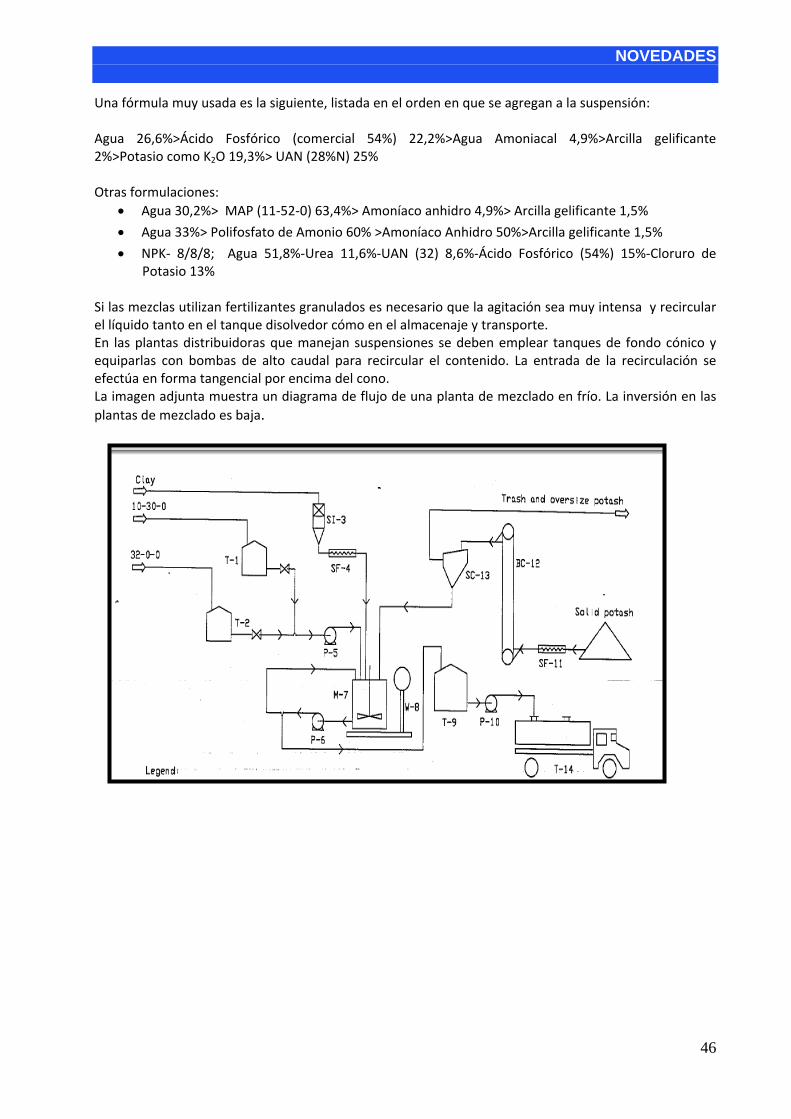
NOVEDADES
46
Una fórmula muy usada es la siguiente, listada en el orden en que se agregan a la suspensión: Agua 26,6%>Ácido Fosfórico (comercial 54%) 22,2%>Agua Amoniacal 4,9%>Arcilla gelificante 2%>Potasio como K2O 19,3%> UAN (28%N) 25% Otras formulaciones:
• Agua 30,2%> MAP (11‐52‐0) 63,4%> Amoníaco anhidro 4,9%> Arcilla gelificante 1,5%
• Agua 33%> Polifosfato de Amonio 60% >Amoníaco Anhidro 50%>Arcilla gelificante 1,5%
• NPK‐ 8/8/8; Agua 51,8%‐Urea 11,6%‐UAN (32) 8,6%‐Ácido Fosfórico (54%) 15%‐Cloruro de Potasio 13%
Si las mezclas utilizan fertilizantes granulados es necesario que la agitación sea muy intensa y recircular el líquido tanto en el tanque disolvedor cómo en el almacenaje y transporte. En las plantas distribuidoras que manejan suspensiones se deben emplear tanques de fondo cónico y equiparlas con bombas de alto caudal para recircular el contenido. La entrada de la recirculación se efectúa en forma tangencial por encima del cono. La imagen adjunta muestra un diagrama de flujo de una planta de mezclado en frío. La inversión en las plantas de mezclado es baja.
NOVEDADES
47
Leyenda • T1 Tanque de Almacenaje de mezcla 10‐30‐0 Nitrógeno P2O5
• T2 Tanque de almacenaje de 32‐0‐0 Soluciones Nitrogenadas UAN. Urea, Amoníaco
• SI‐3 Tolva de Arcilla estabilizante
• SF‐4 y SF‐11 Tornillo transportador
• P5‐P6‐P10 Bombas
• W8 Balanza
• T9 Almacenaje de Producto
• BC‐12 Elevador a canjilones
• SC‐13 Tamiz Vibratorio
• T14 Camión Tanque
BIBLIOGRAFÍA
1. Fertilizer Manual Editor: United Nations Development Organization (UNUIDO) and International Fertilizer Development Center (IFDC)
2. Fertilizer Encyclopedia : By: Vasant Gowarikent et al J Wiley and Sons 2009 3. Pug mill Granulation: By: Harald Franzrahe and Paul Nichees UHDE GMBH Dortmund. , Ge 4. Best Available Techniques for Pollution Prevention and Control in the European Fertilizer
Industry; Booklet Nº4 European Fertilizer Manufacturers Association 5. La Fertilización Tecnología para mantener la Productividad de Nuestros Suelos: por Fernando
García & Nestor Darwich (IPNI) 6. Polyphosphate: Nutrient Science Specifics IPNI 7. New Applications for Phosphate Salts : At Fertilizer International March/April 2011

NOVEDADES
48
Dow Argentina reconoció a los ganadores del Premio a la Divulgación Científica “Química y Sustentabilidad”
Con la presencia de su presidente Jorge La Roza, Dow Argentina entregó los premios de la 2da edición del Concurso de Divulgación Científica “Química y Sustentabilidad” correspondiente al año 2012. En la Categoría Periodistas el ganador fue Alejandro Mellincovsky, editor de El Otro Mate, un sitio que refleja innovaciones tecnológicas y sus aplicaciones a la vida cotidiana. Mellincovsky, que recibió $15.000 y una tablet, fue reconocido por el conjunto de artículos de divulgación científica presentados, cuyos temas se alinearon perfectamente con la temática de este concurso, como ser bioetanol, colorantes naturales, aceites no tóxicos y aprovechamiento de sustancias de desecho. En la Categoría Estudiantes la ganadora fue una alumna de 3er año de Periodismo General en TEA, Ma. Teresa Bocconi, por su trabajo “Química y Sustentabilidad” que muestra cómo la química permite hacer más sustentables los diferentes procesos industriales obteniendo beneficios como la reducción de residuos tóxicos, la reutilización de aguas y ahorro de energía, entre otros. Bocconi se hizo acreedora de $5.000 y una tablet. Al acto también asistió el prestigioso jurado que evaluó los trabajos: Nora Bär, editora y columnista de Ciencia y Salud del diario La Nación; Victoria Mendizábal, Coordinadora del Postgrado de Comunicación Científica, Médica y Ambiental de La Universidad Pompeu Favra; Galo Soler Illia, Investigador del CONICET y de la CNEA, e Integrante de la comisión directiva de la Asociación Ciencia Hoy; y Diego Golombek, Investigador principal del CONICET y Director del Laboratorio de Cronobiología en la Universidad Nacional de Quilmes.
Ganadores del Premio de Divulgación Científica “Química y Sustentabilidad” de Dow, recibiendo el premio de manos del Presidente de Dow Argentina, Jorge La Roza, junto a los jurados. De izquierda a derecha: Soler Illia, Mendizábal, Bär, Bocconi, Mellincovsky, La Roza y Golombek)
NOVEDADES
49
YPF y Dow firmaron un acuerdo para el desarrollo de shale gas en Vaca Muerta Buenos Aires, 26 de marzo de 2013. YPF firmó hoy un Memorando de Entendimiento (MOU) con Dow Argentina –empresa del grupo americano The Dow Chemical Company, una de las petroquímicas más importantes del mundo-, para el desarrollo conjunto del primer yacimiento de shale gas del país, en el bloque “El Orejano”, en la provincia de Neuquén. El acuerdo quedó sellado durante un encuentro en las oficinas centrales de la petrolera en Buenos Aires. Fue encabezado por el Presidente y CEO de YPF, Miguel Galuccio, y su par de Dow para la Región Sur de Latinoamérica, Jorge La Roza. Mediante este acuerdo, YPF y Dow entrarán en negociaciones exclusivas para acordar los términos y condiciones finales de un joint venture entre ambas compañías donde YPF cedería el 50 por ciento de su participación para el desarrollo del área “El Orejano”, el cual comprende una extensión total de 41 km² (10.131 acres). Inicialmente, el compromiso abarcaría el desarrollo del primer proyecto piloto de shale gas en la Argentina. El entendimiento entre ambas compañías es fundamental para el desarrollo de shale gas en el país con el objetivo de agregar valor industrial a la gran cantidad de recursos no convencionales. Junto con Dow y Petrobras, YPF es accionista en Compañía Mega, un joint venture de separación y fraccionamiento de gas que suministra materias primas al Complejo Petroquímico de Bahía Blanca y a muchos otros sectores industriales del downstream, que también ha tenido un desempeño destacado. De acuerdo con los términos y condiciones del MOU, Dow Argentina e YPF también trabajarán juntos para identificar nuevos proyectos con el fin de expandir la industria petroquímica argentina en áreas de interés mutuo, con foco en la disponibilidad de nuevas materias primas. “Hemos encontrado en Dow un socio de mucha importancia, que ha mostrado desde el inicio de las conversaciones un máximo interés y una firme decisión en poder involucrarse como actores directos en la transformación que el país está protagonizando con la explotación de los recursos no convencionales”, dijo Galuccio, al finalizar el encuentro. Jorge La Roza sostuvo: “Este acuerdo fortalece la posición competitiva de Dow, consolida nuestra relación con YPF y refleja nuestro compromiso y contribución al desarrollo económico e industrial de la Argentina”.
NOVEDADES
50
Para Dow, este acuerdo fortalece su acceso a materias primas mediante acuerdos de largo plazo e inversiones de capital moderadas y eficientes. El desarrollo de las reservas de shale gas en la Argentina le proporcionará a Dow un suministro seguro y sostenido de materias primas claves, a la vez que le permitirá preservar su sólida operación en el país y crecer en el MERCOSUR. YPF había dado el primer paso fundamental en el desarrollo del shale gas al poner en producción su primer pozo de gas no convencional en Vaca Muerta (El Orejano X-2) el pasado viernes 1° de marzo, fecha en la cual se conectó al Gasoducto del Pacífico. Fue el primer pozo de shale gas cuya producción YPF volcó al sistema central.
NOVEDADES
51
PROFERTIL invierte 800 millones de pesos para ampliar su planta de Bahía Blanca Con esta inversión aumentará la producción de urea granulada en 123.000 toneladas al año. La incorporación de tecnología de última generación reducirá la demanda de gas, electricidad y agua por tonelada de urea producida. Bahía Blanca, marzo de 2013. Desde los primeros días de abril se comenzarán con los trabajos de ampliación de la planta en el Complejo de Bahía Blanca, con el objetivo de incrementar el volumen de producción de la planta utilizando menos cantidad de gas, agua y electricidad por tonelada de Urea Granulada y Amoníaco producido. El incremento de producción será de 123.000 toneladas por año de Urea y 11.000 toneladas por año de Amoníaco. En materia de energía, el proyecto permitirá un ahorro del 30% en el consumo diario de electricidad; lo que implica una considerable disminución de la demanda al sistema energético nacional. Con estas obras también se disminuirá el consumo de agua del complejo en 60 m3/hora. La reducción de consumo de recursos energéticos y la incorporación de nuevas tecnologías permitirá reducir la emisión de gases de efecto invernadero en un 12%. Este proyecto contribuirá con la Balanza Comercial del país, al disponer de un volumen adicional de Urea para abastecer el mercado interno y reducir las importaciones. “Nuestro desafío es liderar la producción de fertilizantes nitrogenados contribuyendo al Desarrollo Sustentable del sector agropecuario, logrando aumentar la producción para satisfacer la creciente demanda del mercado interno y al mismo tiempo disminuir el impacto ambiental, el cual nos hace sentir orgullosos”, señaló Daniel Pettarin, Gerente General de PROFERTIL. La ejecución del proyecto está prevista para un plazo de 29 meses, generando trabajo - en las etapas de mayor demanda de la obra- a 400 personas.
NOVEDADES
52
A continuación se transcriben algunos interesantes artículos enviados por Carlos Octtinger. Grupos energéticos de EE.UU. debaten con las empresas químicas sobre las propuestas de exportaciones de gas Por Tennille Tracy "El Shale gas de Estados Unidos desata una polémica que signó por años la petroquímica argentina, precios de materias primas frente a su valor alternativo cómo combustible" El debate sobre si los EE.UU. deben exportar su abundante producción de gas natural está creando divisiones dentro de los grupos de poder que representan algunas de las compañías más grandes de este país. La National Association of Manufacturers (NAM) y el American Chemistry Council (ACC) declararon su apoyo a las exportaciones de gas natural, diciendo que las políticas de libre comercio permitirán a las empresas estadounidenses crecer. En respuesta, Dow Chemical, un opositor principal de las exportaciones sin restricciones, dijo que podría dejar a los grupos. La futura adhesión de Dow "queda por ver", dijo el portavoz de la compañía Nancy Cordero. "No estamos de acuerdo con el ACC y la NAM y creemos que sus decisiones sobre esta cuestión están siendo influenciados por la industria de petróleo y gas." Hasta ahora, la NAM ha mantenido prácticamente silencio sobre el tema, que ha dividido a los legisladores en el Capitolio y por otro lado a las empresas de energía contra los fabricantes estadounidenses que dependen de gas natural de bajo costo para hacer sus productos. Ambos grupos dicen que adoptaron una posición formal meses atrás de que las empresas productoras de gas natural deben ser capaz de exportar sus productos sin restricciones. NAM dijo que alcanzó su posición sobre exportaciones de gas natural después de consultar con sus miembros, que "representan una amplia variedad de sectores de la economía manufacturera". La vocera de ACC Ann Kolton dijo que Dow era un "miembro muy respetado y de gran valor" de su grupo. Al mostrarse a favor de las exportaciones de gas natural, NAM y ACC corren el riesgo de alienar a prominentes compañías miembros en industrias tales como la química y la del acero. Estas empresas, incluyendo a Nucor Corp. y a Celanese Corp., dicen los envíos ilimitados a los compradores extranjeros crearán una mayor demanda del gas natural americano, elevando los precios internos y amenazando la inversión en el sector manufacturero en EE.UU. Dow y su director ejecutivo, Andrew Liveris, han sido particularmente explícitos en oponerse a las exportaciones de gas sin control. Consideran que los EE.UU. estarían mejor posicionados con la exportación de bienes manufacturados, en lugar de materias primas. ExxonMobil, que está buscando el permiso para construir una terminal de exportación de gas natural en Texas, dijo que Dow y las otras compañías que realizan esfuerzos para limitar las exportaciones estaban siendo "oportunistas" y abogando por políticas "proteccionistas". ExxonMobil es también miembro de NAM. Dow, Nucor y Celanese colaboraron en la formación de America´s Energy Advantage, un grupo que busca limitar las exportaciones de gas natural. Otros miembros del grupo incluyen a Alcoa y a Eastman Chemical. Alcoa dijo que seguiría siendo un miembro del NAM, a pesar de las diferencias de opinión sobre la cuestión de la exportación de gas. Celanese declinó hacer comentarios. Nucor e Eastman no contestaron las llamadas.
NOVEDADES
53
La idea de exportar gas natural en EE.UU. surgió en los últimos años, después de los avances en las técnicas de perforación que desbloquearon nuevos suministros previamente considerados antieconómicos. El Departamento de Energía (DOE) está revisando más de una docena de propuestas para exportar gas a los países que carecen de un tratado de libre comercio con los EE.UU., una categoría que incluye a los principales consumidores de gas natural, como Japón y las naciones de Europa occidental. El DOE emitió un informe que dice que las exportaciones ayudarían a la economía de los EE.UU. "Las exportaciones han sido y siguen siendo una fuente importante de crecimiento y oportunidades para los productores de los Estados Unidos, y las exportaciones de gas natural licuado no son una excepción", dijo la vicepresidente de NAM Linda Dempsey. Artículo sobre los hidratos de metano La semana pasada, algo de gran magnitud ocurrió en las costas de Japón. Cerca de 300 metros debajo del fondo marino, los ingenieros japoneses lograron algo que tiene el potencial de convertir a esta nación de escasos recursos en una líder mundial en la producción de combustibles fósiles. Con una inversión de cientos de millones de dólares y más de una década de investigación y pruebas, Japón extrajo oficialmente gas natural de los depósitos submarinos de hidratos de metano. No suena muy emocionante, pero este evento marcó oficialmente el inicio de una nueva revolución energética que en realidad podría ser actualmente más grande que la fractura hidráulica. Inundado en hidratos Japan Oil, Gas and Metals National Corporation (JOGMEC), la empresa estatal responsable de la extracción de gas natural a partir de hielo inflamable, afirma que puede tener un modelo comercialmente viable de esta operación listo para 2019. Pero no todo el mundo está tan emocionado al respecto. Como resultado, el metano es 20 veces más potente que el CO2. Y varios de los climatólogos y ambientalistas temen que aprovechar esos hidratos de metano en realidad podría acelerar el cambio climático - especialmente si la tecnología utilizada para extraer gas de los hidratos es adoptada por otros países. No nos equivoquemos, hay depósitos de hidratos de metano en todo el mundo. Por supuesto, algunos han argumentado que en realidad si se extrae gas de hielo inflamable, de tal manera, se podría aliviar la amenaza de una liberación de metano potencialmente catastrófico. En 2007, el Panel Intergubernamental de Expertos sobre Cambio Climático informó que las liberaciones masivas de los hidratos de metano en el fondo del océano probablemente ocurrieron con períodos de calentamiento rápido en la historia de la Tierra. De cualquier manera, dejando fuera las preocupaciones sobre el cambio climático, es muy poco probable que Japón no irá con toda su fuerza en esto. Calculando conservadoramente Ahora JOGMEC informa que puede tener operaciones comerciales en funcionamiento en 2019. De hecho, se considera muy optimista, pero por ahora, vamos a darles el beneficio de la duda. Si esto se logra, es probable que pueda tomar otra década antes de que todos los obstáculos tecnológicos sean vencidos y nuevas implementaciones reciban luz verde. Calculando conservadoramente y suponiendo que esta tecnología resulte económicamente viable, una importante expansión en las aguas de Japón se llevaría a cabo probablemente en por lo menos veinte a treinta años.
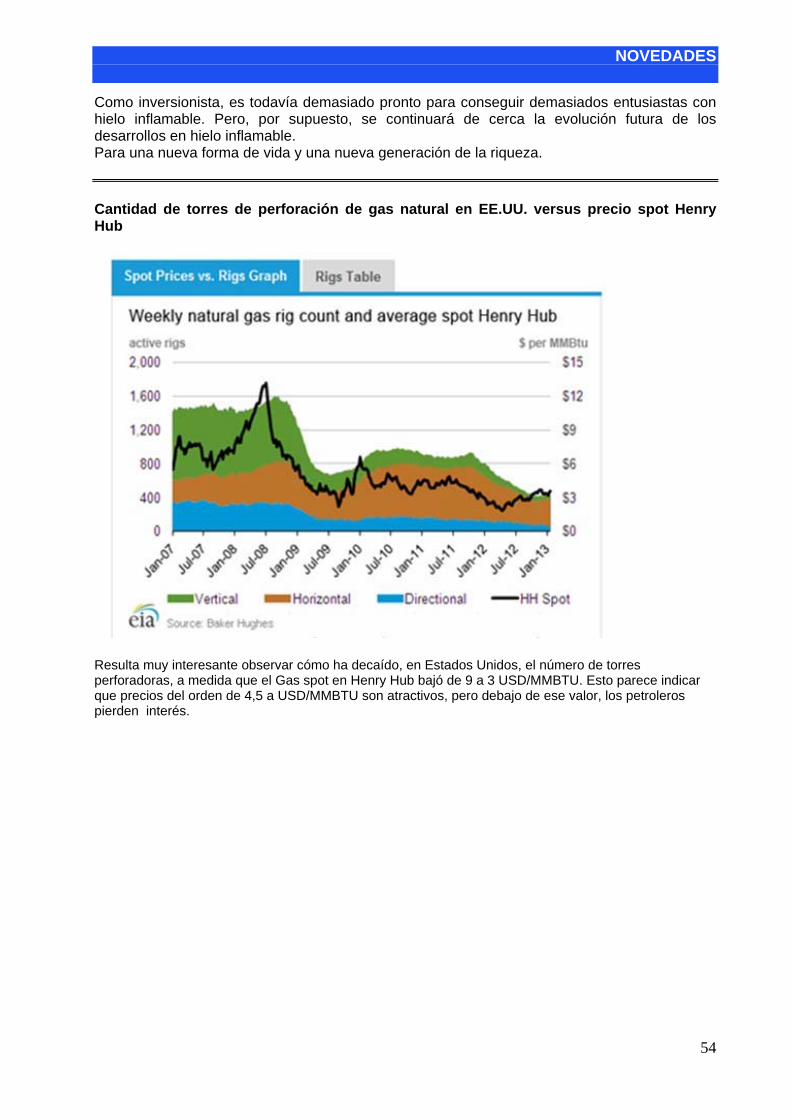
NOVEDADES
54
Como inversionista, es todavía demasiado pronto para conseguir demasiados entusiastas con hielo inflamable. Pero, por supuesto, se continuará de cerca la evolución futura de los desarrollos en hielo inflamable. Para una nueva forma de vida y una nueva generación de la riqueza. Cantidad de torres de perforación de gas natural en EE.UU. versus precio spot Henry Hub
Resulta muy interesante observar cómo ha decaído, en Estados Unidos, el número de torres perforadoras, a medida que el Gas spot en Henry Hub bajó de 9 a 3 USD/MMBTU. Esto parece indicar que precios del orden de 4,5 a USD/MMBTU son atractivos, pero debajo de ese valor, los petroleros pierden interés.
IPA ACTIVIDADES
55
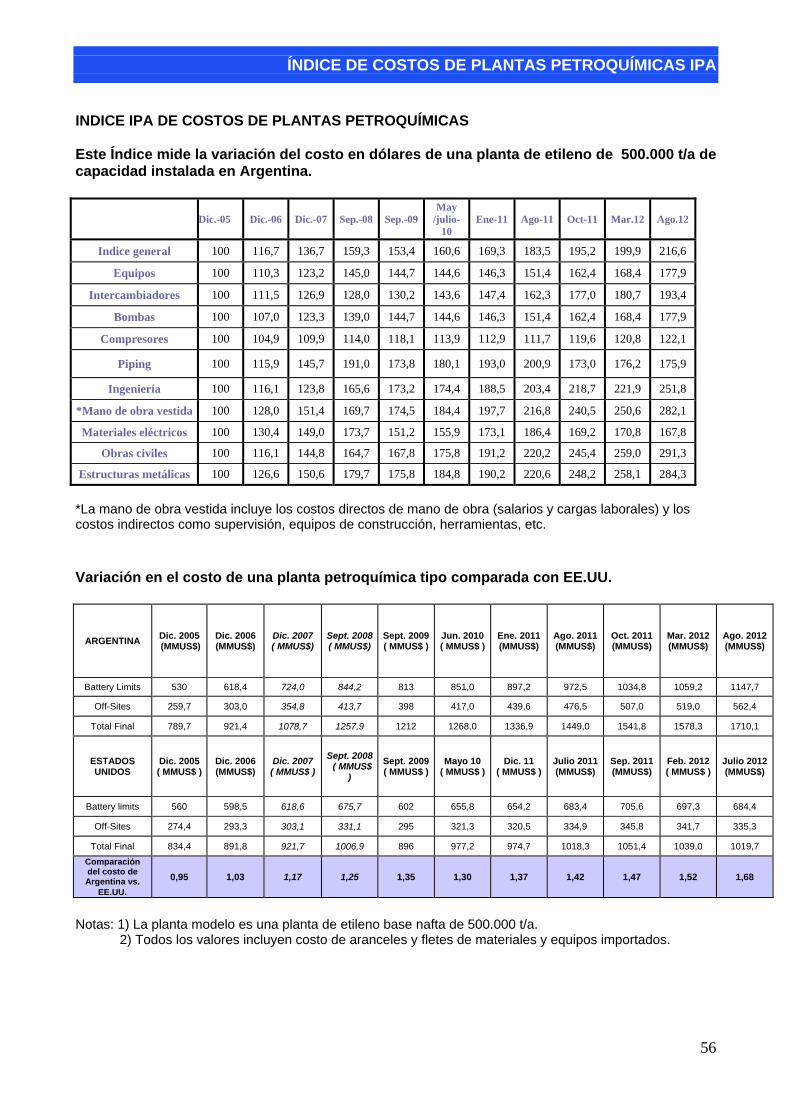
ÍNDICE DE COSTOS DE PLANTAS PETROQUÍMICAS IPA
56
INDICE IPA DE COSTOS DE PLANTAS PETROQUÍMICAS Este Índice mide la variación del costo en dólares de una planta de etileno de 500.000 t/a de capacidad instalada en Argentina.
*La mano de obra vestida incluye los costos directos de mano de obra (salarios y cargas laborales) y los costos indirectos como supervisión, equipos de construcción, herramientas, etc. Variación en el costo de una planta petroquímica tipo comparada con EE.UU.
ARGENTINA Dic. 2005 (MMUS$)
Dic. 2006 (MMUS$)
Dic. 2007 ( MMUS$)
Sept. 2008 ( MMUS$)
Sept. 2009 ( MMUS$ )
Jun. 2010 ( MMUS$ )
Ene. 2011 (MMUS$)
Ago. 2011 (MMUS$)
Oct. 2011 (MMUS$)
Mar. 2012 (MMUS$)
Ago. 2012 (MMUS$)
Battery Limits 530 618,4 724,0 844,2 813 851,0 897,2 972,5 1034,8 1059,2 1147,7
Off-Sites 259,7 303,0 354,8 413,7 398 417,0 439,6 476,5 507,0 519,0 562,4
Total Final 789,7 921,4 1078,7 1257,9 1212 1268,0 1336,9 1449,0 1541,8 1578,3 1710,1
ESTADOS UNIDOS
Dic. 2005 ( MMUS$ )
Dic. 2006 (MMUS$)
Dic. 2007 ( MMUS$ )
Sept. 2008 ( MMUS$
) Sept. 2009 ( MMUS$ )
Mayo 10 ( MMUS$ )
Dic. 11 ( MMUS$ )
Julio 2011 (MMUS$)
Sep. 2011 (MMUS$)
Feb. 2012 ( MMUS$ )
Julio 2012 (MMUS$)
Battery limits 560 598,5 618,6 675,7 602 655,8 654,2 683,4 705,6 697,3 684,4
Off-Sites 274,4 293,3 303,1 331,1 295 321,3 320,5 334,9 345,8 341,7 335,3
Total Final 834,4 891,8 921,7 1006,9 896 977,2 974,7 1018,3 1051,4 1039,0 1019,7 Comparación del costo de Argentina vs.
EE.UU. 0,95 1,03 1,17 1,25 1,35 1,30 1,37 1,42 1,47 1,52 1,68
Notas: 1) La planta modelo es una planta de etileno base nafta de 500.000 t/a. 2) Todos los valores incluyen costo de aranceles y fletes de materiales y equipos importados.
Dic.-05 Dic.-06 Dic.-07 Sep.-08 Sep.-09
May /julio-
10 Ene-11 Ago-11 Oct-11 Mar.12 Ago.12
Indice general 100 116,7 136,7 159,3 153,4 160,6 169,3 183,5 195,2 199,9 216,6
Equipos 100 110,3 123,2 145,0 144,7 144,6 146,3 151,4 162,4 168,4 177,9
Intercambiadores 100 111,5 126,9 128,0 130,2 143,6 147,4 162,3 177,0 180,7 193,4
Bombas 100 107,0 123,3 139,0 144,7 144,6 146,3 151,4 162,4 168,4 177,9
Compresores 100 104,9 109,9 114,0 118,1 113,9 112,9 111,7 119,6 120,8 122,1
Piping 100 115,9 145,7 191,0 173,8 180,1 193,0 200,9 173,0 176,2 175,9
Ingeniería 100 116,1 123,8 165,6 173,2 174,4 188,5 203,4 218,7 221,9 251,8
*Mano de obra vestida 100 128,0 151,4 169,7 174,5 184,4 197,7 216,8 240,5 250,6 282,1
Materiales eléctricos 100 130,4 149,0 173,7 151,2 155,9 173,1 186,4 169,2 170,8 167,8
Obras civiles 100 116,1 144,8 164,7 167,8 175,8 191,2 220,2 245,4 259,0 291,3
Estructuras metálicas 100 126,6 150,6 179,7 175,8 184,8 190,2 220,6 248,2 258,1 284,3
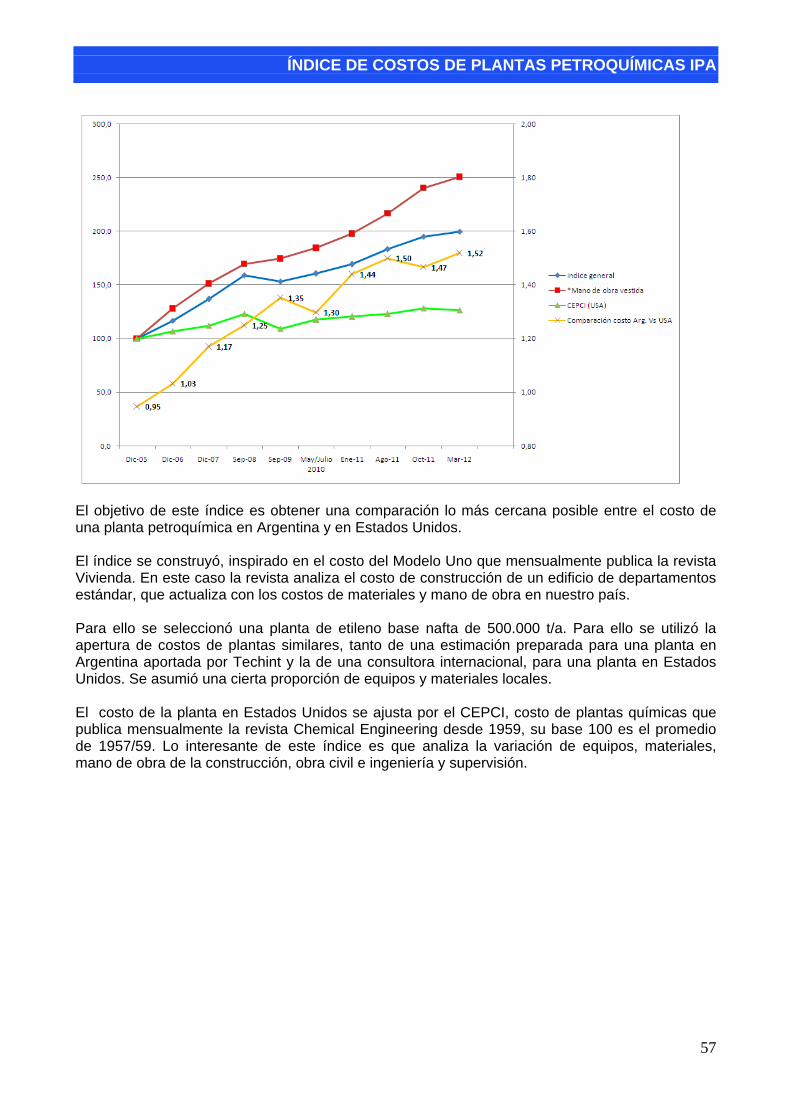
ÍNDICE DE COSTOS DE PLANTAS PETROQUÍMICAS IPA
57
El objetivo de este índice es obtener una comparación lo más cercana posible entre el costo de una planta petroquímica en Argentina y en Estados Unidos. El índice se construyó, inspirado en el costo del Modelo Uno que mensualmente publica la revista Vivienda. En este caso la revista analiza el costo de construcción de un edificio de departamentos estándar, que actualiza con los costos de materiales y mano de obra en nuestro país. Para ello se seleccionó una planta de etileno base nafta de 500.000 t/a. Para ello se utilizó la apertura de costos de plantas similares, tanto de una estimación preparada para una planta en Argentina aportada por Techint y la de una consultora internacional, para una planta en Estados Unidos. Se asumió una cierta proporción de equipos y materiales locales. El costo de la planta en Estados Unidos se ajusta por el CEPCI, costo de plantas químicas que publica mensualmente la revista Chemical Engineering desde 1959, su base 100 es el promedio de 1957/59. Lo interesante de este índice es que analiza la variación de equipos, materiales, mano de obra de la construcción, obra civil e ingeniería y supervisión.
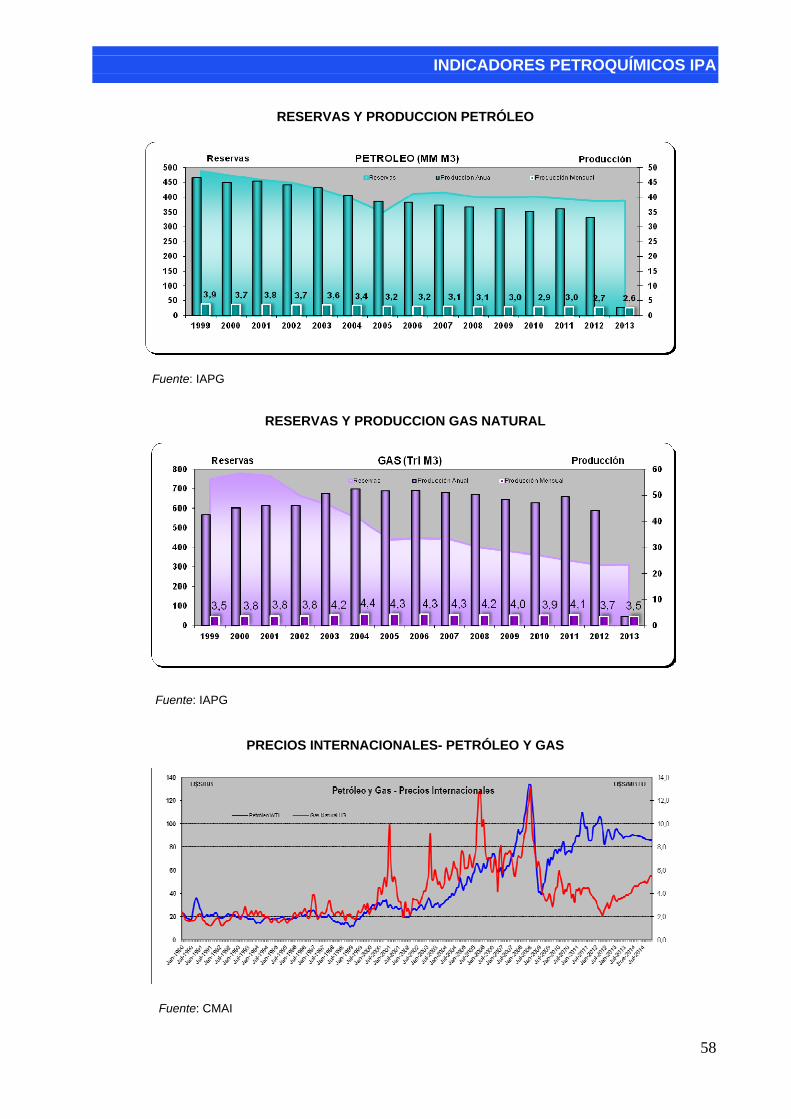
INDICADORES PETROQUÍMICOS IPA
58
RESERVAS Y PRODUCCION PETRÓLEO
Fuente: IAPG
RESERVAS Y PRODUCCION GAS NATURAL
Fuente: IAPG
PRECIOS INTERNACIONALES- PETRÓLEO Y GAS
Fuente: CMAI
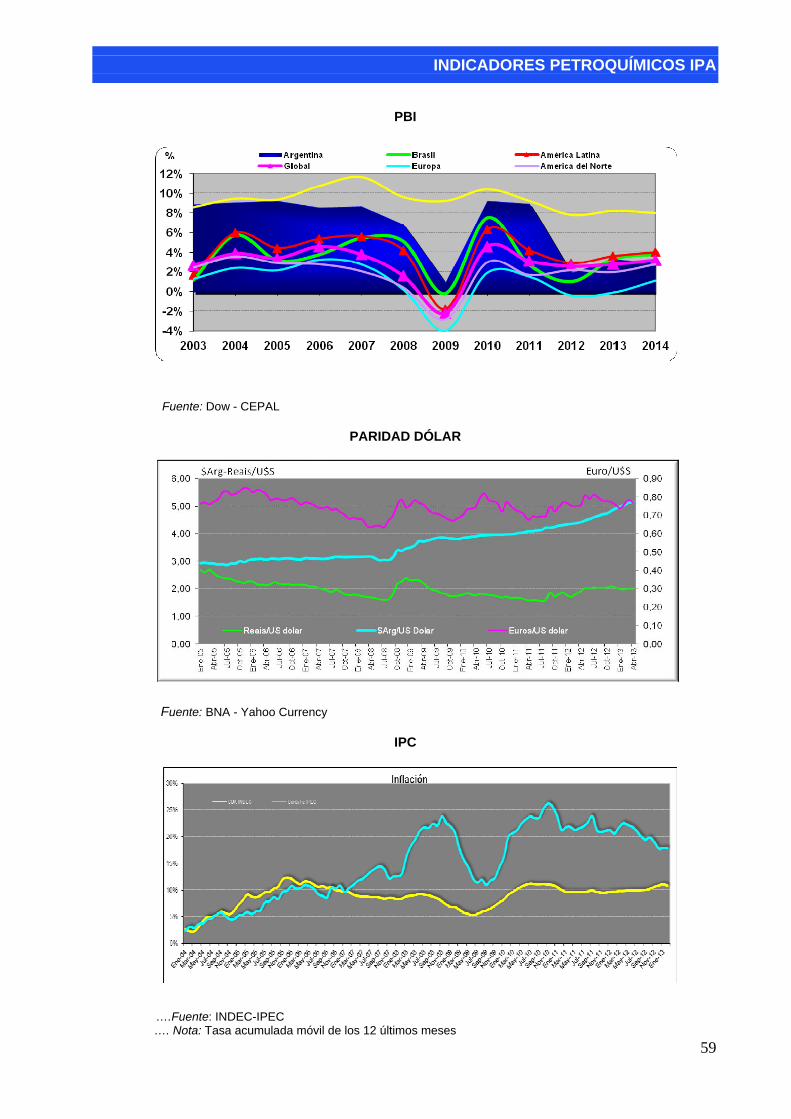
INDICADORES PETROQUÍMICOS IPA
59
PBI
Fuente: Dow - CEPAL
PARIDAD DÓLAR
Fuente: BNA - Yahoo Currency
IPC
….Fuente: INDEC-IPEC
…. Nota: Tasa acumulada móvil de los 12 últimos meses
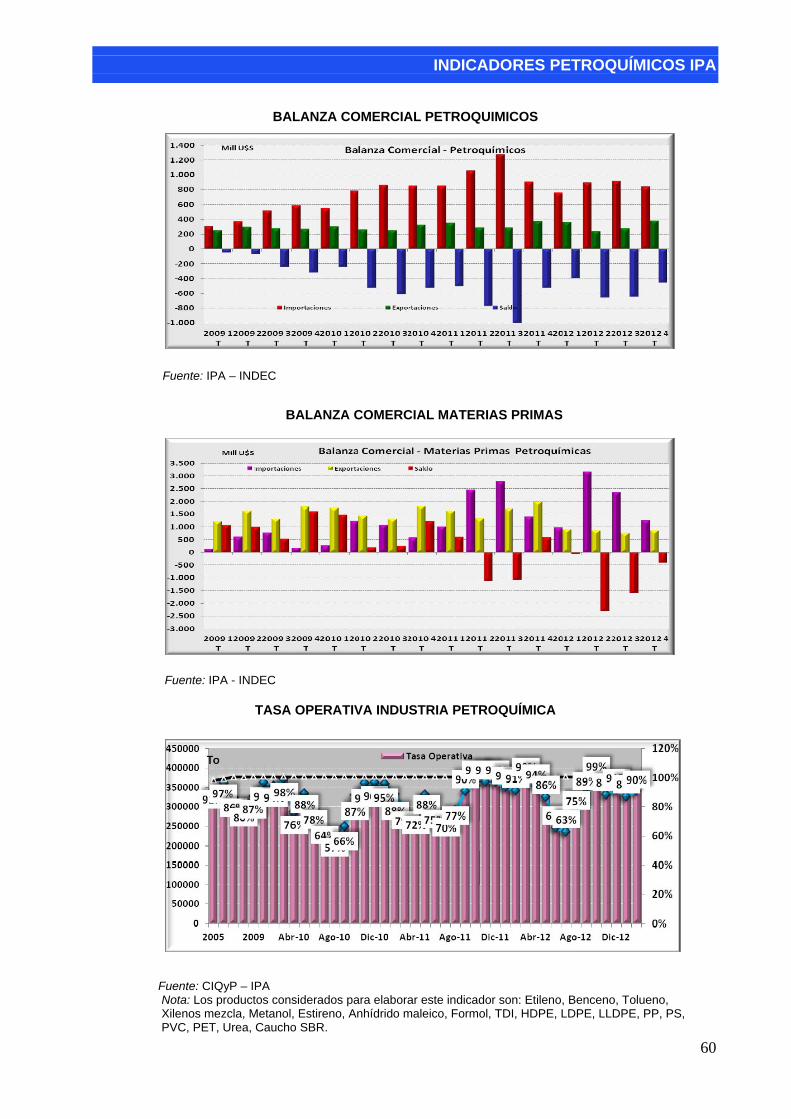
INDICADORES PETROQUÍMICOS IPA
60
BALANZA COMERCIAL PETROQUIMICOS
Fuente: IPA – INDEC
BALANZA COMERCIAL MATERIAS PRIMAS
Fuente: IPA - INDEC
TASA OPERATIVA INDUSTRIA PETROQUÍMICA
Fuente: CIQyP – IPA Nota: Los productos considerados para elaborar este indicador son: Etileno, Benceno, Tolueno, Xilenos mezcla, Metanol, Estireno, Anhídrido maleico, Formol, TDI, HDPE, LDPE, LLDPE, PP, PS, PVC, PET, Urea, Caucho SBR.
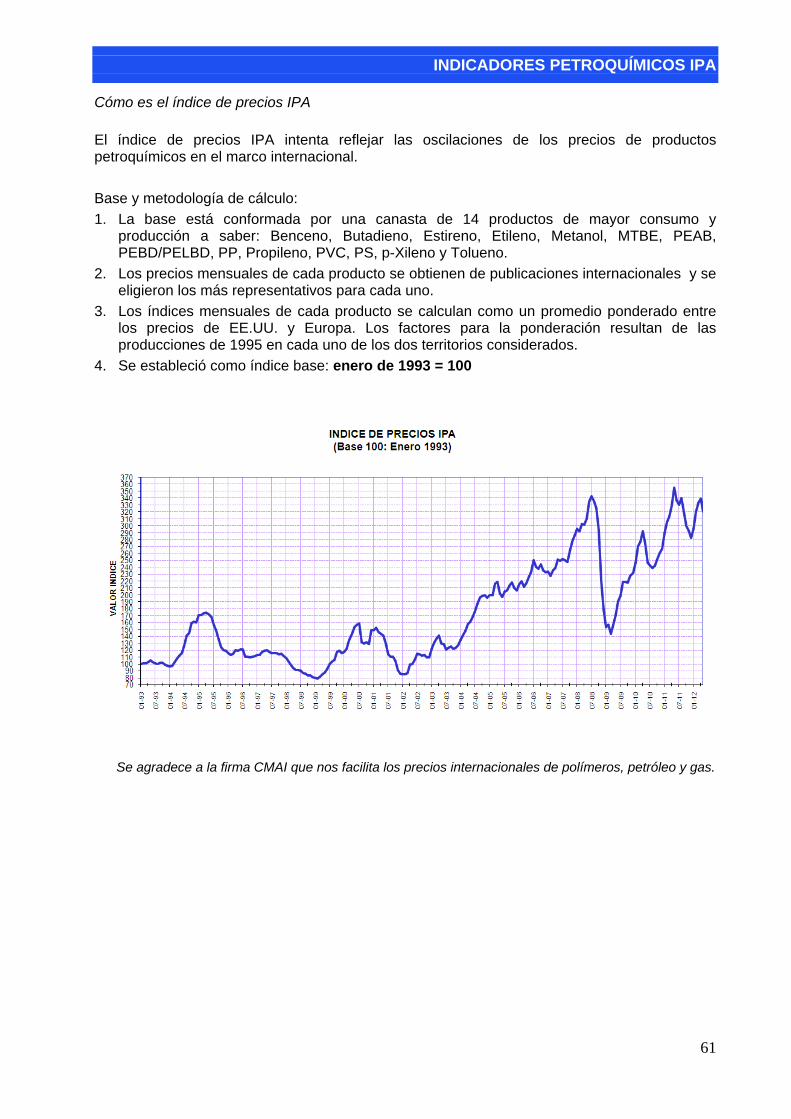
INDICADORES PETROQUÍMICOS IPA
61
Cómo es el índice de precios IPA El índice de precios IPA intenta reflejar las oscilaciones de los precios de productos petroquímicos en el marco internacional. Base y metodología de cálculo: 1. La base está conformada por una canasta de 14 productos de mayor consumo y
producción a saber: Benceno, Butadieno, Estireno, Etileno, Metanol, MTBE, PEAB, PEBD/PELBD, PP, Propileno, PVC, PS, p-Xileno y Tolueno.
2. Los precios mensuales de cada producto se obtienen de publicaciones internacionales y se eligieron los más representativos para cada uno.
3. Los índices mensuales de cada producto se calculan como un promedio ponderado entre los precios de EE.UU. y Europa. Los factores para la ponderación resultan de las producciones de 1995 en cada uno de los dos territorios considerados.
4. Se estableció como índice base: enero de 1993 = 100
Se agradece a la firma CMAI que nos facilita los precios internacionales de polímeros, petróleo y gas.
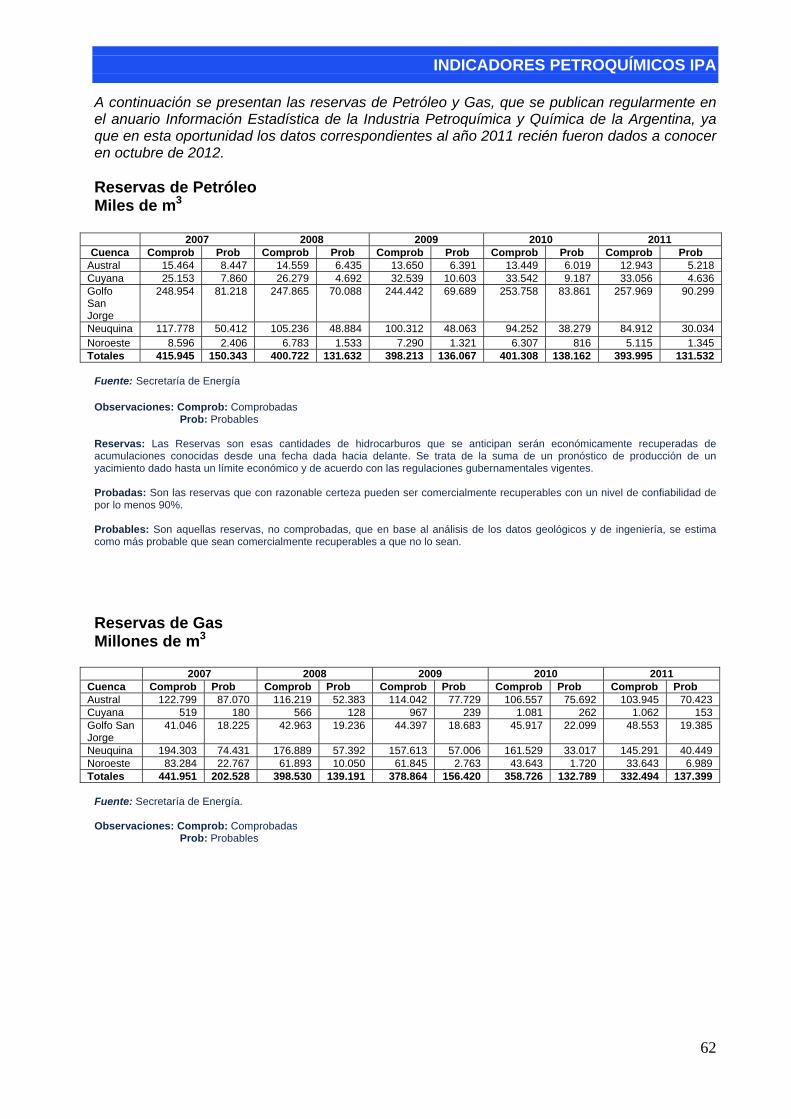
INDICADORES PETROQUÍMICOS IPA
62
A continuación se presentan las reservas de Petróleo y Gas, que se publican regularmente en el anuario Información Estadística de la Industria Petroquímica y Química de la Argentina, ya que en esta oportunidad los datos correspondientes al año 2011 recién fueron dados a conocer en octubre de 2012. Reservas de Petróleo Miles de m3
2007 2008 2009 2010 2011 Cuenca Comprob Prob Comprob Prob Comprob Prob Comprob Prob Comprob Prob
Austral 15.464 8.447 14.559 6.435 13.650 6.391 13.449 6.019 12.943 5.218 Cuyana 25.153 7.860 26.279 4.692 32.539 10.603 33.542 9.187 33.056 4.636 Golfo San Jorge
248.954 81.218 247.865 70.088 244.442 69.689 253.758 83.861 257.969 90.299
Neuquina 117.778 50.412 105.236 48.884 100.312 48.063 94.252 38.279 84.912 30.034 Noroeste 8.596 2.406 6.783 1.533 7.290 1.321 6.307 816 5.115 1.345 Totales 415.945 150.343 400.722 131.632 398.213 136.067 401.308 138.162 393.995 131.532
Fuente: Secretaría de Energía Observaciones: Comprob: Comprobadas
Prob: Probables Reservas: Las Reservas son esas cantidades de hidrocarburos que se anticipan serán económicamente recuperadas de acumulaciones conocidas desde una fecha dada hacia delante. Se trata de la suma de un pronóstico de producción de un yacimiento dado hasta un límite económico y de acuerdo con las regulaciones gubernamentales vigentes. Probadas: Son las reservas que con razonable certeza pueden ser comercialmente recuperables con un nivel de confiabilidad de por lo menos 90%. Probables: Son aquellas reservas, no comprobadas, que en base al análisis de los datos geológicos y de ingeniería, se estima como más probable que sean comercialmente recuperables a que no lo sean. Reservas de Gas Millones de m3
2007 2008 2009 2010 2011 Cuenca Comprob Prob Comprob Prob Comprob Prob Comprob Prob Comprob Prob Austral 122.799 87.070 116.219 52.383 114.042 77.729 106.557 75.692 103.945 70.423 Cuyana 519 180 566 128 967 239 1.081 262 1.062 153 Golfo San Jorge
41.046 18.225 42.963 19.236 44.397 18.683 45.917 22.099 48.553 19.385
Neuquina 194.303 74.431 176.889 57.392 157.613 57.006 161.529 33.017 145.291 40.449 Noroeste 83.284 22.767 61.893 10.050 61.845 2.763 43.643 1.720 33.643 6.989 Totales 441.951 202.528 398.530 139.191 378.864 156.420 358.726 132.789 332.494 137.399
Fuente: Secretaría de Energía. Observaciones: Comprob: Comprobadas
Prob: Probables