Baja dan klasifikasinya
15
1.BAJA Baja adalah logam paduan besi (Fe) sebagai unsur dasar dan karbon (C) sebagai unsur paduan utamanya. Kandungan karbon dalam baja berkisar antara 0,2 –2,1% dari berat grade- nya. Fungsi karbon dalam baja adalah sebagai unsur pengerasan pada kisi kristal atom besi. Baja karbon adalah baja yang mengandung karbon lebih kecil 1,7 %, sedangkan besi mempunyai kadar karbon lebih besar dari 1,7 %. Baja mempunyai unsur-unsur lain sebagai pemadu yang dapat mempengaruhi sifat dari baja. Penambahan unsur-unsur dalam baja karbon dengan satu unsur atau lebih, bergantung pada karakteristik baja karbon yang akan dibuat(Anonimous, 2010). proses pembuatan dan sifat-sifat alamiah dari bahan-bahan mentah yang digunakan, semua baja mengandung bahan lain yang tidak murni dalam jumlah kecil yang bervariasi, seperti posfor, belerang, mangan, dan silikon,bercampur dengan elemen-elemen sisa lainnya.Kotoran-kotoran ini tidak mungkin dapat dihilangkan seluruhnya dari logam (Surdia, 1999). 2.KLASIFIKASI BAJA Menurut komposisi kimianya baja dapat dibagi dua kelompok besar yaitu: baja karbondan baja paduan. Baja karbon bukan berarti baja yang sama sekali tidak mengandung unsur lain, selain besi dan karbon. Baja karbon masih mengandung sejumlah unsur lain tetapi masih dalam batas- batas tertentu yang tidak banyak berpengaruh pada sifat dasar baja. C. Baja Karbon Menengah (Medium Carbon Steel) Baja karbon menengah mengandung karbon 0,3 – 0,12% dan kandungan karbonnya memungkinkan baja untuk dikeraskan dengan pengerjaan panas (heat treatment) yang sesuai. Baja karbon menengah digunakan untuk sejumlah peralatan mesin seperti roda gigi otomotif, batang torak, rantai, pegas, dan lain-lain. Unsur Paduan Pada Baja: Unsur-unsur paduan pada baja adalah sebagai berikut: 1. Unsur Campuran Dasar Karbon Unsur karbon adalah unsur campuran yang paling penting dalam pembentukan baja. Jumlah persentase dan bentuknya membawa pengaruh yang amat besar terhadap sifatnya. Tujuan utama penambahan unsur lain ke dalam baja adalah untuk mengubah pengaruh dari karbon. Unsur karbon dapat bercampur dalam besi dan baja setelah didinginkan secara perlahan-lahan pada suhu kamar dalam bentuk sebagai berikut : a). Larut dalam besi untuk membentuk larutan pada ferit yang mengandung karbon di atas 0,006 pada temperatur sekitar 725 ºC. Ferit bersifat lunak, tidak kuat dan kenyal. b). Sebagai campuran kimia dalam besi, campuran ini disebut sebagai sementit (Fe3C) yang mengandung 6,67% karbon. Sementit bersifat keras dan rapuh.
-
Upload
wizdan-ozil -
Category
Engineering
-
view
2.693 -
download
1
Transcript of Baja dan klasifikasinya
1.BAJA
Baja adalah logam paduan besi (Fe) sebagai unsur dasar dan karbon (C) sebagai unsur
paduan utamanya. Kandungan karbon dalam baja berkisar antara 0,2 –2,1% dari berat grade-
nya. Fungsi karbon dalam baja adalah sebagai unsur pengerasan pada kisi kristal atom besi.
Baja karbon adalah baja yang mengandung karbon lebih kecil 1,7 %, sedangkan besi
mempunyai kadar karbon lebih besar dari 1,7 %. Baja mempunyai unsur-unsur lain sebagai
pemadu yang dapat mempengaruhi sifat dari baja. Penambahan unsur-unsur dalam baja
karbon dengan satu unsur atau lebih, bergantung pada karakteristik baja karbon yang akan
dibuat(Anonimous, 2010).
proses pembuatan dan sifat-sifat alamiah dari bahan-bahan mentah yang digunakan,
semua baja mengandung bahan lain yang tidak murni dalam jumlah kecil yang bervariasi,
seperti posfor, belerang, mangan, dan silikon,bercampur dengan elemen-elemen sisa
lainnya.Kotoran-kotoran ini tidak mungkin dapat dihilangkan seluruhnya dari logam (Surdia,
1999).
2.KLASIFIKASI BAJA
Menurut komposisi kimianya baja dapat dibagi dua kelompok besar yaitu: baja karbondan
baja paduan. Baja karbon bukan berarti baja yang sama sekali tidak mengandung unsur lain, selain
besi dan karbon. Baja karbon masih mengandung sejumlah unsur lain tetapi masih dalam batas-
batas tertentu yang tidak banyak berpengaruh pada sifat dasar baja.
C. Baja Karbon Menengah (Medium Carbon Steel)
Baja karbon menengah mengandung karbon 0,3 – 0,12% dan kandungan karbonnya memungkinkan
baja untuk dikeraskan dengan pengerjaan panas (heat treatment) yang sesuai. Baja karbon
menengah digunakan untuk sejumlah peralatan mesin seperti roda gigi otomotif, batang torak,
rantai, pegas, dan lain-lain.
Unsur Paduan Pada Baja:
Unsur-unsur paduan pada baja adalah sebagai berikut:
1. Unsur Campuran Dasar Karbon
Unsur karbon adalah unsur campuran yang paling penting dalam pembentukan baja. Jumlah
persentase dan bentuknya membawa pengaruh yang amat besar terhadap sifatnya. Tujuan utama
penambahan unsur lain ke dalam baja adalah untuk mengubah pengaruh dari karbon. Unsur karbon
dapat bercampur dalam besi dan baja setelah didinginkan secara perlahan-lahan pada suhu kamar
dalam bentuk sebagai berikut :
a). Larut dalam besi untuk membentuk larutan pada ferit yang mengandung karbon di atas 0,006
pada temperatur sekitar 725 ºC. Ferit bersifat lunak, tidak kuat dan kenyal.
b). Sebagai campuran kimia dalam besi, campuran ini disebut sebagai sementit (Fe3C) yang
mengandung 6,67% karbon. Sementit bersifat keras dan rapuh.

2. Unsur Campuran Lain
Di samping campuran kimia dan besi, juga terdapat unsur-unsur campuran lainnya yang jumlah
persentasenya dikontrol. Unsur-unsur tersebut adalah posfor, sulfur, mangan dan silikon. Pengaruh
unsur tersebut pada baja adalah sebagai berikut :
a) Unsur posfor
Unsur posfor membentuk larutan besi fosfida. Baja yang mengandung unsur fosfor sekitar 0,05 %
mempunyai titik cair yang rendah tetap menghasilkan sifat yang keras dan rapuh.
b) Unsur Sulfur
Unsur sulfur membahayakan sulfida yang mempunyai titik cair rendah dan rapuh. Kandungan
sulfur harus dijaga agar serendah-rendahnya sekitar 0,05%.
c) Unsur Silikon
Silikon membuat baja tidak stabil, pada kandungan silikon sekitar 0,1-0,3 % menghasilkan lapisan
grafit yang menyebabkan baja tidak kuat.
d) Unsur Mangan
Unsur mangan yang bercampur dengan sulfur ketika Baja mengandung mangan lebih dari 1%
maka akan menghasilkan mangan sulfida dan diikuti pembentukan besi sulfida (Amstead, 1993).
Baja K-460
Penggunaan dari masing-masing baja umumnya berbeda-beda berdasarkan kandungan karbon
pada baja tersebut. Baja karbon rendah digunakan untuk kawat, baja profil, sekrup, ulir dan baut.
Baja karbon sedang digunakan untuk rel kereta api, poros roda gigi, dan suku cadang yang
berkekuatan tinggi, atau dengan kekerasan sedang sampai tinggi. Baja karbon tinggi digunakan
untuk perkakas potong seperti pisau, milling cutter, reamers, tap dan bagian-bagian yang harus
tahan gesekan (Sriatie, 1990).
Baja K-460 merupakan baja produk BOHLER, baja ini mengandung karbon (C) = 0,95%, Mangan
(Mn) = 1%, Chrom (Cr) = 0,5%, Vanadium (V) = 0,1%, dan Wolfram (W) = 0,5%. Baja K-460 termasuk
jenis baja karbon tinggi yaitu antara (0,70 < 0,95 < 1,40).
karena termasuk dalam golongan baja karbon tinggi. Temperatur pengerasan dapat dilakukan
pada temperatur 800oC. Proses temper atau proses pemanasan kembali baja yang telah dikeraskan
dilakukan pada temperatur 130, 150, 350, dan 450oC dengan waktu pemanasan selama 60 menit, 90
menit, dan 120 menit. Hal ini dilakukan dengan upaya agar didapatkan pisau dengan kekuatan dan
ketangguhan yang tinggi.
Diagram Fasa Fe-Fe3C
Diagram fasa merupakan diagram yang digunakan sebagai peta yang menunjukkan fasa yang
ada pada suhu tertentu atau komposisi paduan pada keadaan seimbang. diagram fasa digunakan

untuk membantu dalam memprediksi transformasi fasa dan menghasilkan struktur yang seimbang
atau tidak, sertamerepresentasikan hubungan antara komposisi dan temperatur kuantitas fasa pada
kesetimbangan seperti tampak pada Gambar 1.
Gambar 1. Diagram fase Fe-Fe3C
Sifat fisik baja
Baja mempunyai sejumlah sifat yang membuatnya menjadi bahan bangunan yang sangat
berharga. Beberapa sifat baja yang penting adalah kekuatan, kelenturan, keuletan, kekerasan dan
ketangguhan, oleh sebab itu, kita perlu mengetahui sifat struktur atomnya dengan cara melakukan
pengujian metalografi.
1. Struktur mikro
Ilmu logam dibagi menjadi dua bagian khusus, yaitu metalurgi dan metalografi. Metalurgi adalah
ilmu yang menguraikan tentang cara pemisahan logam dari ikatan unsur-unsur lain. Metalurgi dapat
dikatakan pula sebagai cara pengolahan logam secara teknis untuk memperoleh jenis logam atau
logam paduan yang memenuhi kebutuhan tertentu. Sedangkan metalografi adalah ilmu yang
mempelajari tentang cara pemeriksaan logam untuk mengetahui sifat, struktur, temperatur, dan
persentase campuran logam tersebut.
a. Pengujian makro (Macroscope Test)
Pengujian makro ialah proses pengujian bahan yang menggunakan mata terbuka dengan tujuan
dapat memeriksa celah dan lubang dalam permukaan bahan. Angka kevalidan pengujian makro
berkisar antara 0,5 hingga 50 kali.

b. Pengujian mikro (Microscope Test)
Pengujian mikro ialah proses pengujian terhadap bahan logam yang bentuk kristal logamnya
tergolong sangat halus.
2. Komposisi kimia
Pengujian komposisi kimia adalah suatu pengujian untuk mengetahui kandungan unsur kimia yang
terdapat pada logam dari suatu benda uji. Komposisi kimia dari logam sangat penting untuk
menghasilkan sifat logam yang baik. Spectrometer adalah alat yang mampu menganalisa unsur-
unsur logam induk dan campurannya dengan akurat, cepat dan mudah dioperasikan.
Pengujian impak (impact charpy)
Menurut Dieter (1986), uji impak merupakan salah satu jenis pengujian yang dilakukan untuk
mengetahui kekuatan dan ketangguhan material terhadap pembebanan yang diberikan secara tiba-
tiba.
Parameter yang diperoleh dari alat uji impak adalah energi impak yakni besar energi yang diserap
untuk mematahkan benda kerja (spesimen). Harga impak adalah energi impak tiap satuan luas
penampang di daerah takikan.Dasar pengujian impak ini adalah penyerapan energi potensial dari
pendulum bebanyang berayun dari suatu ketinggian tertentu dan menumbuk benda uji
sehinggabenda uji mengalami deformasi.
1. Metode Izod
Metode Izod ini dilakukan dengan cara meletakkan spesimen dalam posisi vertikal dan pembebanan
dilakukan dari arah depan takikan seperti yang terlihat pada gambar.
Gambar 10.Skema standar pengujian metode Izod (Dowling, 1993).
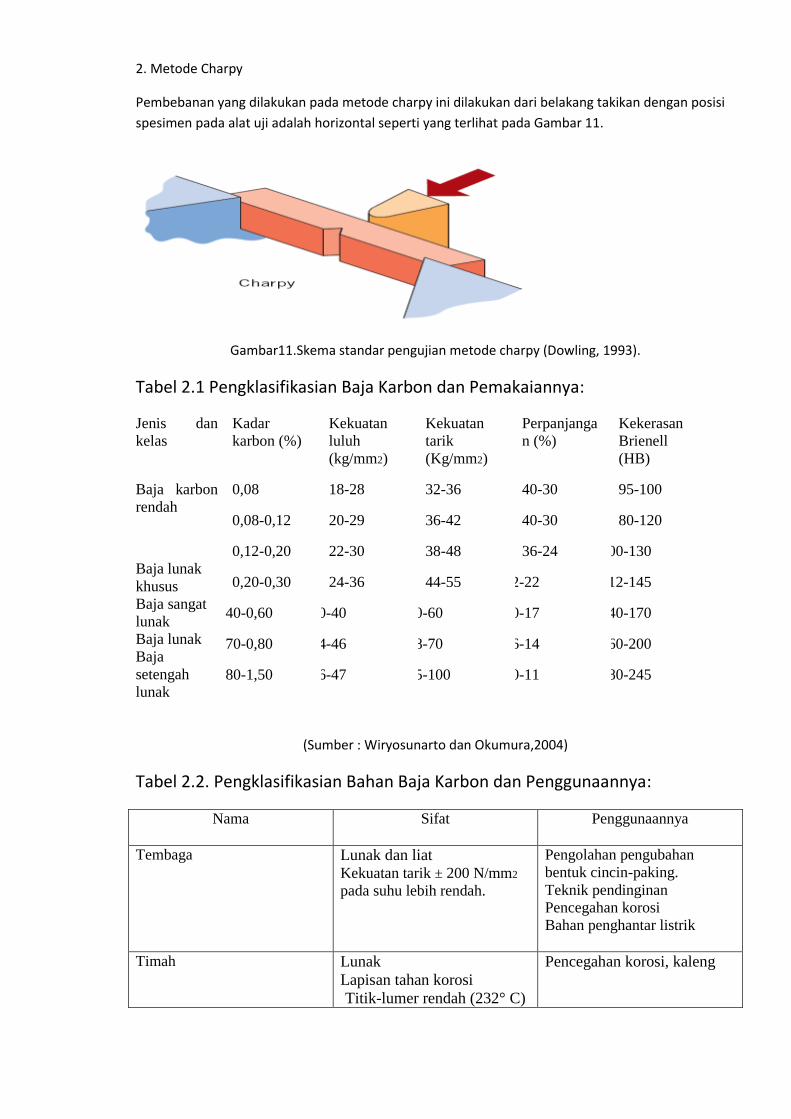
2. Metode Charpy
Pembebanan yang dilakukan pada metode charpy ini dilakukan dari belakang takikan dengan posisi
spesimen pada alat uji adalah horizontal seperti yang terlihat pada Gambar 11.
Gambar11.Skema standar pengujian metode charpy (Dowling, 1993).
Tabel 2.1 Pengklasifikasian Baja Karbon dan Pemakaiannya:
Jenis dan
kelas
Kadar
karbon (%)
Kekuatan
luluh
(kg/mm2)
Kekuatan
tarik
(Kg/mm2)
Perpanjanga
n (%)
Kekerasan
Brienell
(HB)
Baja karbon
rendah
Baja lunak
khusus
Baja sangat
lunak
Baja lunak
Baja
setengah
lunak
0,08
0,08-0,12
0,12-0,20
0,20-0,30
0,40-0,60
0,70-0,80
0,80-1,50
18-28
20-29
22-30
24-36
30-40
34-46
36-47
32-36
36-42
38-48
44-55
50-60
58-70
65-100
40-30
40-30
36-24
32-22
30-17
26-14
20-11
95-100
80-120
100-130
112-145
140-170
160-200
180-245
(Sumber : Wiryosunarto dan Okumura,2004)
Tabel 2.2. Pengklasifikasian Bahan Baja Karbon dan Penggunaannya:
Nama
Sifat
Penggunaannya
Tembaga
Lunak dan liat Kekuatan tarik ± 200 N/mm2
pada suhu lebih rendah.
Pengolahan pengubahan
bentuk cincin-paking.
Teknik pendinginan
Pencegahan korosi
Bahan penghantar listrik
Timah
Lunak
Lapisan tahan korosi
Titik-lumer rendah (232° C)
Pencegahan korosi, kaleng
(sumber : Beumer Ing,1994)
PROSES PEMBUATAN PEGAS
Bahan Pegas
Bahan baja pegas yang digunakan diimpor dari jepang, yaitu dari Aichi steel work, ltd. Baja
pegas yang digunakan adalah memakai standard JIS (Japanise Industrial standards). Baja pegas yang
digunakan adalah jenis SUP 9,kompisi kimia dari baja pegas SUP 9 adalah sebagai berikut :
C : 0,52 – 0,60 %
Si : 0.15 – 0,35 %
Mn : 0,65 – 0.95 %
P : 0.035 max
S : 0.035 max
Cr : 0,65 – 0,95 %
Diagram alir proses pembuatan pegas K5:
START
Penyediaan Material • Pemberian instruksi kerja
Pemotongan bahan
Pada kedua ujung besi pegas dipanaskan sampai 900ºC
Penempaan pada kedua ujung besi untuk pegas
Besi pegas dipanaskan sampai 900ºC
Timbel
Lunak dan empuk
Lapisan tahan korosi
Titik lumer rendah (327° C)
Pencegahan korosi Pipa saluran air, penutup atap,
alat-alat kimia.
Seng
Rapuh dibawah 100°C dan
diatas 150°C Lapisan tahan
korosi
Pencegahan korosi , penutup
atap dan sebagainya
Perak Lunak
Tahan korosi (logam mulia)
Tahan kimia Daya antar
listrik baik
Pencegahan korosi
Teknik kimia Kawat lumer
dan kontak
Alumunium Lunak dan liat Kekuatan tarik ± 100 N/mm2
Tahan kimia
Bangunan kapal udara dan
sebagainya Pencegahan korosi
Nikel Keras tetapi liat
Lapisan tahan korosi
Gelang paking Pencegahan
korosi

Besi pegas dirol hingga menjadi pegas
Besi pegas dipanaskan sampai 900ºC
Pegas diregangkan
Pegas dipanaskan sampai 850ºC
Pegas dicelupkan pada saat 800ºC
Pegas dipanaskan sampai 400ºC
Pegas didinginkan dalam bak pasir
Test kekuatan pegas
Gudang penyimpanan
Finish
Cara kerja:
Dalam proses pembuatan pegas ulir ini,besi baja dengan diameter 35mm dipotong sesuai
ukuran yang telah ditentukan dengan,Bahan pegas kedua ujungnya dipanaskan dalam dapur pada
temperature tempa 900°C.Pada proses ini kedua ujung benda kerja dipanaskan dengan merata dan
dengan perlahan lahan hingga suhu kurang lebih 700°C atau hingga berubah warna menjadi warna
merah tua, kemudian suhu ditingkatkan dengan cepat hingga menjadi 1050°C hingga berubah warna
menjadi kuning kemerah-merahan, kemudian diangkat dan ditempa dengan menggunakan mesin
tempa atau pukulan pukulan sangat berat. Pada waktu mengerjakan penempaan pada kedua ujung
baja pegas sebaiknya suhu berada pada kurang lebih 800, kedua ujung ditempa kira kira 25 – 30cm,
kemudian didinginkan secara alami. pegas tersebut dimasukan kemesin gulung atau roll pegas
sehingga bahan tersebut mengalami penggulungan sehingga berubah bentuk menjadi pegas yang
masih rapat. Proses ini terjadi pada keadaan suhu sekitar 850°C.Pegas yang sudah diroll dalam waktu
yang cukup lama atau hingga mencapai suhu 900°C, Setelah proses pemanasan kedua selesai
kemudian pegas diangkat untuk dilakukan proses perapatan, yang kemudian direnggangkan sesuai
dengan ukuran renggang dan tinggi yang telah ditentukan, pada proses ini suhu yang terjadi sekitar
800°C.kemudian didinginkan secar perlahan-lahan dan dicelupkan kedalam minyak sabana 120.
Perlu diperhatikan bahwa pada waktu melakukan penyepuhan pegas suhu harus berada minimum
830 derajat celcius, Pada proses alup/tempering adalah
memanaskan pegas pada suhu dibawah 400°C setelah pegas mengalami proses penyepuhan,
proses alup dilkukan dalam keadaan dingin. Proses ini dilkukan dengan tujuan untuk menghilangkan
tegangan tarik yang terkandung didalam pegas.kemudian proses terakhir pegas didinginkan Proses
ini dilakukan setelah proses pengalupan telah selesai dikerjakan maka pegas didinginkan secara
alami didalam bak pasir.

Alat – alat dalam pengerjaan pegas:
Adapun alat – alat bantu dan penunjang dalam pengerjaan pegas K5 pada PT. Kereta Api
Indonesia adalah Sebagai Berikut :
Mesin Potong pegas
Mesin Potong pegas ini mesin yang paling awal dalam tahapan proses permbuatan pegas berfungsi
untuk memotong bahan pegas sesuai ukuran yang telah ditentukan dan telah disuaikan dengan
ukuran pembuatan pegas.
Gambar 4.1. mesin potong
Mesin tempa
Mesin tempa ini digunakan untuk menempa kedua ujung bahan pegas agar kedudukan permukaan
dari pegas tersebut datar kekuatan tekannya mencapai 250 Kg.
Gambar 4.2. mesin penumbuk
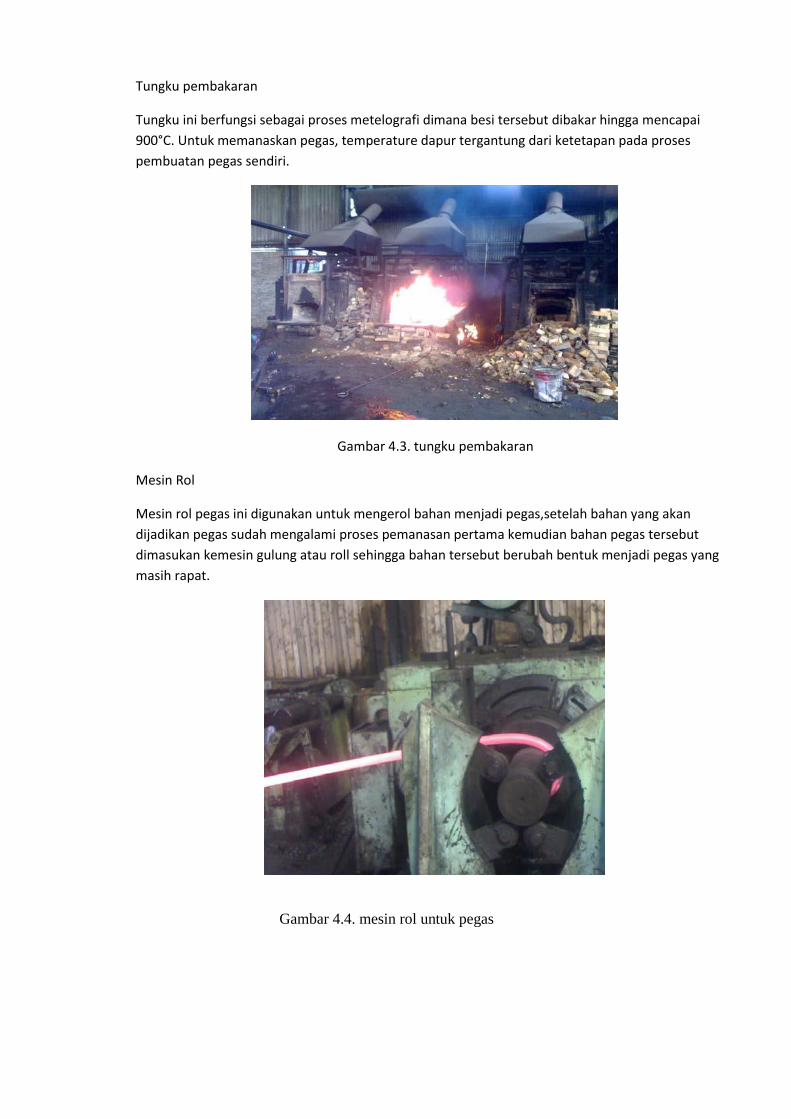
Tungku pembakaran
Tungku ini berfungsi sebagai proses metelografi dimana besi tersebut dibakar hingga mencapai
900°C. Untuk memanaskan pegas, temperature dapur tergantung dari ketetapan pada proses
pembuatan pegas sendiri.
Gambar 4.3. tungku pembakaran
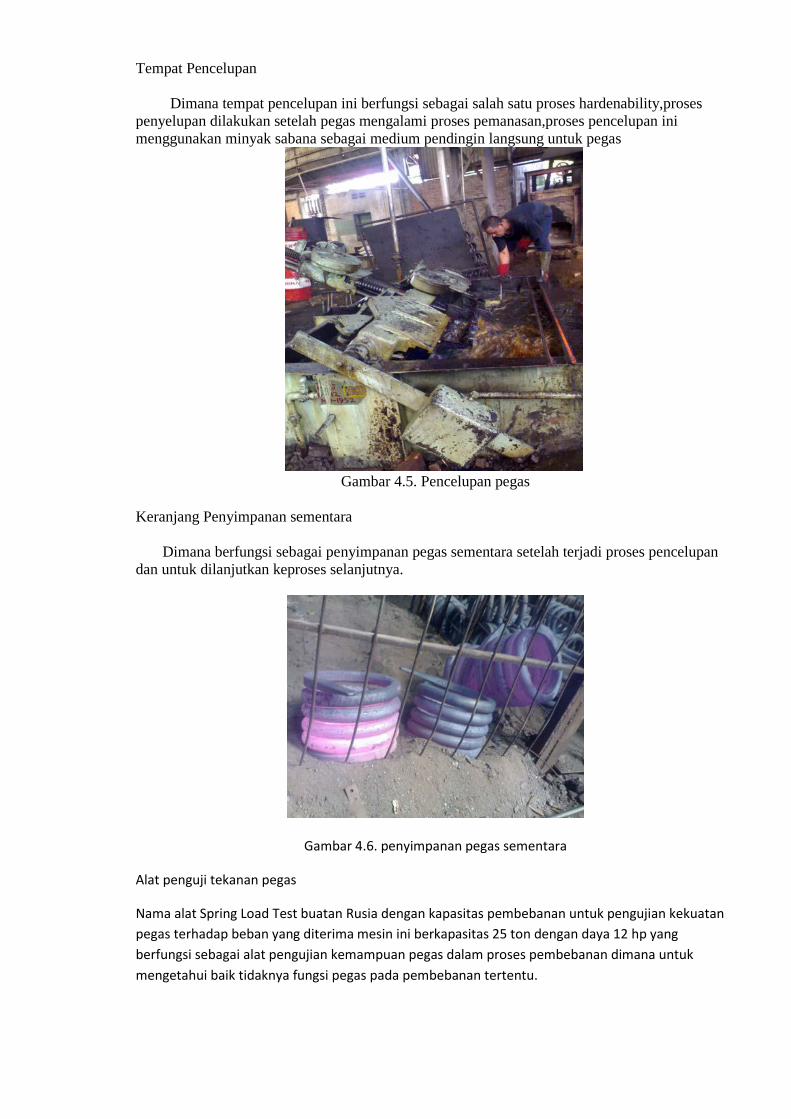
Mesin Rol
Mesin rol pegas ini digunakan untuk mengerol bahan menjadi pegas,setelah bahan yang akan
dijadikan pegas sudah mengalami proses pemanasan pertama kemudian bahan pegas tersebut
dimasukan kemesin gulung atau roll sehingga bahan tersebut berubah bentuk menjadi pegas yang
masih rapat.
Gambar 4.4. mesin rol untuk pegas
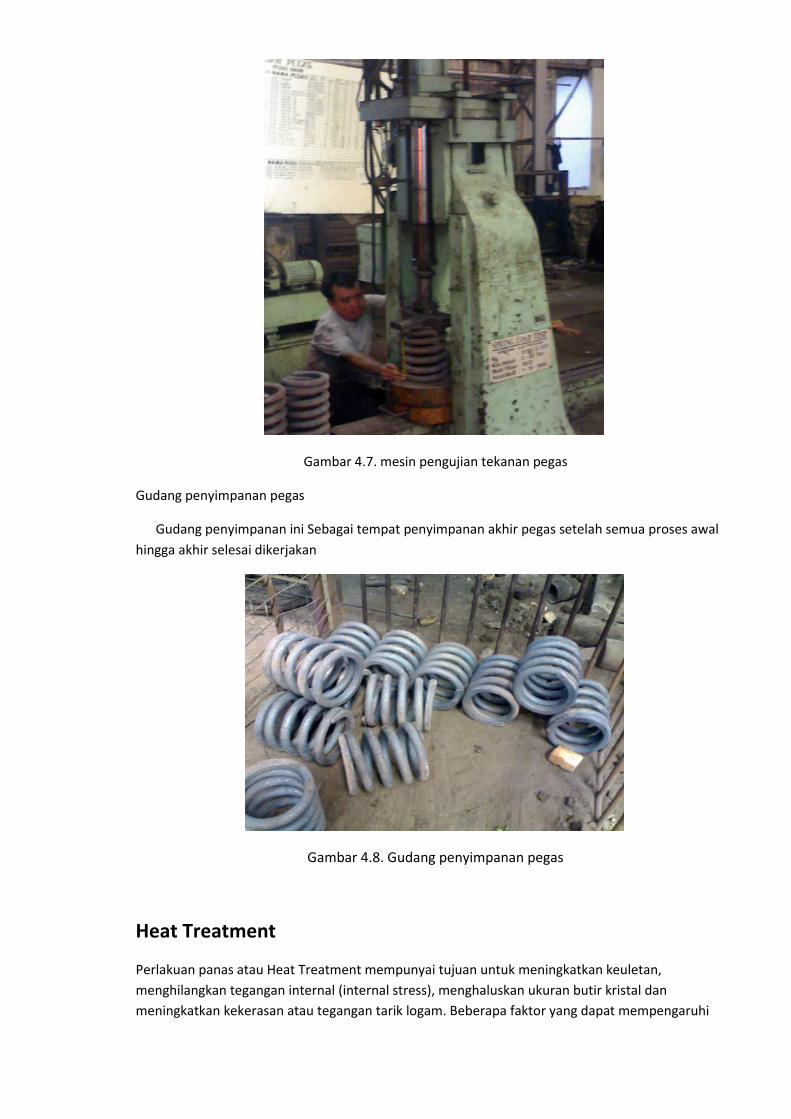
Tempat Pencelupan
Dimana tempat pencelupan ini berfungsi sebagai salah satu proses hardenability,proses
penyelupan dilakukan setelah pegas mengalami proses pemanasan,proses pencelupan ini
menggunakan minyak sabana sebagai medium pendingin langsung untuk pegas
Gambar 4.5. Pencelupan pegas
Keranjang Penyimpanan sementara
Dimana berfungsi sebagai penyimpanan pegas sementara setelah terjadi proses pencelupan
dan untuk dilanjutkan keproses selanjutnya.
Gambar 4.6. penyimpanan pegas sementara
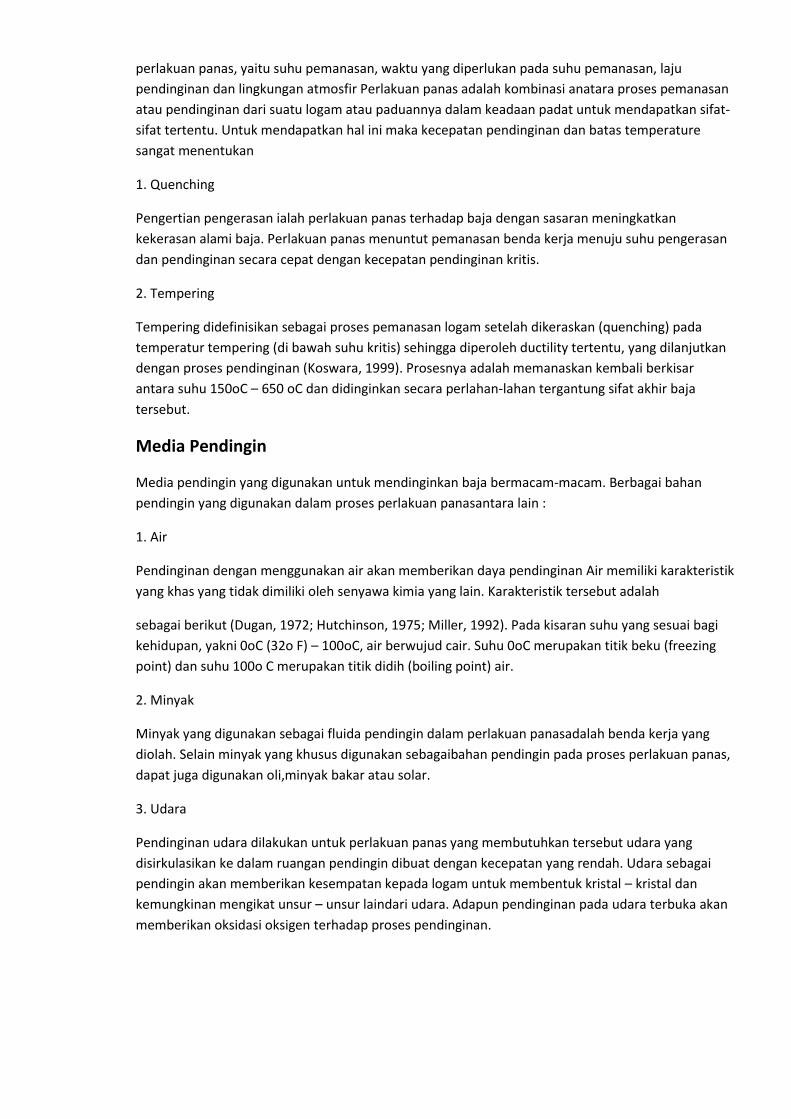
Alat penguji tekanan pegas
Nama alat Spring Load Test buatan Rusia dengan kapasitas pembebanan untuk pengujian kekuatan
pegas terhadap beban yang diterima mesin ini berkapasitas 25 ton dengan daya 12 hp yang
berfungsi sebagai alat pengujian kemampuan pegas dalam proses pembebanan dimana untuk
mengetahui baik tidaknya fungsi pegas pada pembebanan tertentu.
Gambar 4.7. mesin pengujian tekanan pegas
Gudang penyimpanan pegas
Gudang penyimpanan ini Sebagai tempat penyimpanan akhir pegas setelah semua proses awal
hingga akhir selesai dikerjakan
Gambar 4.8. Gudang penyimpanan pegas
Heat Treatment
Perlakuan panas atau Heat Treatment mempunyai tujuan untuk meningkatkan keuletan,
menghilangkan tegangan internal (internal stress), menghaluskan ukuran butir kristal dan
meningkatkan kekerasan atau tegangan tarik logam. Beberapa faktor yang dapat mempengaruhi
perlakuan panas, yaitu suhu pemanasan, waktu yang diperlukan pada suhu pemanasan, laju
pendinginan dan lingkungan atmosfir Perlakuan panas adalah kombinasi anatara proses pemanasan
atau pendinginan dari suatu logam atau paduannya dalam keadaan padat untuk mendapatkan sifat-
sifat tertentu. Untuk mendapatkan hal ini maka kecepatan pendinginan dan batas temperature
sangat menentukan
1. Quenching
Pengertian pengerasan ialah perlakuan panas terhadap baja dengan sasaran meningkatkan
kekerasan alami baja. Perlakuan panas menuntut pemanasan benda kerja menuju suhu pengerasan
dan pendinginan secara cepat dengan kecepatan pendinginan kritis.
2. Tempering
Tempering didefinisikan sebagai proses pemanasan logam setelah dikeraskan (quenching) pada
temperatur tempering (di bawah suhu kritis) sehingga diperoleh ductility tertentu, yang dilanjutkan
dengan proses pendinginan (Koswara, 1999). Prosesnya adalah memanaskan kembali berkisar
antara suhu 150oC – 650 oC dan didinginkan secara perlahan-lahan tergantung sifat akhir baja
tersebut.
Media Pendingin
Media pendingin yang digunakan untuk mendinginkan baja bermacam-macam. Berbagai bahan
pendingin yang digunakan dalam proses perlakuan panasantara lain :
1. Air
Pendinginan dengan menggunakan air akan memberikan daya pendinginan Air memiliki karakteristik
yang khas yang tidak dimiliki oleh senyawa kimia yang lain. Karakteristik tersebut adalah
sebagai berikut (Dugan, 1972; Hutchinson, 1975; Miller, 1992). Pada kisaran suhu yang sesuai bagi
kehidupan, yakni 0oC (32o F) – 100oC, air berwujud cair. Suhu 0oC merupakan titik beku (freezing
point) dan suhu 100o C merupakan titik didih (boiling point) air.
2. Minyak
Minyak yang digunakan sebagai fluida pendingin dalam perlakuan panasadalah benda kerja yang
diolah. Selain minyak yang khusus digunakan sebagaibahan pendingin pada proses perlakuan panas,
dapat juga digunakan oli,minyak bakar atau solar.
3. Udara
Pendinginan udara dilakukan untuk perlakuan panas yang membutuhkan tersebut udara yang
disirkulasikan ke dalam ruangan pendingin dibuat dengan kecepatan yang rendah. Udara sebagai
pendingin akan memberikan kesempatan kepada logam untuk membentuk kristal – kristal dan
kemungkinan mengikat unsur – unsur laindari udara. Adapun pendinginan pada udara terbuka akan
memberikan oksidasi oksigen terhadap proses pendinginan.

4. Garam
Garam dipakai sebagai bahan pendingin disebabkan memiliki sifat mendinginkan yang teratur dan
cepat. Bahan yang didiginkan di dalam cairan garam yang akan mengakibatkan ikatannya menjadi
lebih keras karena pada permukaan benda kerja tersebut akan meningkat zat arang. Kemampuan
suatu jenis media dalam mendinginkan spesimen bisa berbedabeda, perbedaan kemampuan media
pendingin disebabkan oleh temperatur, kekentalan, kadar larutan dan bahan dasar media pending.
Gambar 2. Kurva tegangan regangan baja
Proses Heat Treatment
Pemanasan awal memberikan pengaruh pada sifat mekanis bahan. Setelah dipanaskan pada
temperature 830°C, spesimen didinginkan dengan 2 media pendingin berbeda, yaitu air es
(Quenching) dan udara bebas. Dalam penelitian ini digunakan thermocouple digital untuk
mendapatkan pembacaan suhu yang akurat di dalam furnace. Setelah proses hardening selesai,
proses selanjutnya yaitu proses tempering dengan variasi temperature 550°C, 600°C, dan 650°C
dengan lama penahanan 1 jam dan 2 jam dan semuanya didinginkan pada udara bebas.
Pengujian Tarik
Pada penelitian ini pengujian tarik dilakukan hanya pada kondisi pengerolan dibawah temperature
rekristalisasi yang memiliki nilai kekerasan yang optimal yang diperoleh dari hasil uji kekerasan.
Adapun nilai optimal yang diambil yaitu pada pengerolan dingin dengan suhu 650°C dengan
deformasi 5% dan 10% serta pada suhu 600°C dengan deformasi 5%. Pada penelitian ini pengujian
tarik menggunakan alat uji tarik Torsee Type AMU-10 dengan kapasitas 10 ton
Berikut ini adalah prosedur:
percobaan yang dilakukan pada pengujian tarik dengan menggunakanalat uji tarik Torsee Type AMU-
10:
1. Spesimen dibentuk sesuai ukuran menurut standar ASTM E-8M.
2. Mesin uji tarik dihidupkankemudian disetting alat pembaca grafik dan jarum skala beban pada
panel.
3. Spesimen dicekam pada chuck atas, kemudian chuck bawah dinaikkan dengan menekan tombol
UP hingga mencekam specimen secara keseluruhan.
4. Katup hidrolik (load valve) dibuka kemudian mesin (pompa hidrolik) dijalankan sampai specimen
putus.
5. Setelah spesimen putus katup hidrolik (load valve) ditutup dan katup pembuka (unload valve)
dibuka, kemudian chuck bawah diturunkan dengan menekan tombol DOWN.
6. Spesimen yang putus dilepas dari chuck atas dan bawah, kemudian diukur besar pertambahan
panjangnya dan dicatat data yang diperoleh dari grafik hasil uji tarik.
7. Prosedur yang sama dilakukan pada spesimen uji tarik yang lain.
Berikut adalah proses cara awal peleburan dan pembuatan baja pegas sampai ke finishing
Banyak hal yang perlu diperhatikan dalam pembuatan pegas.
KESIMPULAN
Penelitian menunjukan bahwa pemanfaatan media lokal dalam hal ini dapat dipergunakan sebagai
alternatif pengganti katalisator BaCO3 (Barium Carbonat) dalam proses Karburasi Padat. Laju
penyerapan karbon paling cepat terjadi pada proses dengan penahanan waktu 45 menit dengan
komposisi dari 1 kg campuran yang terdiri 60% karbon (arang kayu nani) dan 40% Cangkang kerang
(CaCO3) yaitu sebesar 123,38 HRC. Kemudian di ikuti dengan penahanan waktu (Holding Time) 30
menit dan 15 menit dengan nilai 108,96 dan 101,19 dimana Peningkatan laju nilai kekerasan rata-
rata terbesar juga terjadi pada penahanan waktu 45menit, sebesar 0,636, atau 30,2%.
DAFTAR PUSTAKA
Beumer Ing, B. J. M., (1994): Ilmu Bahan Logam. Terjemahan B. S. Anwir. Jilid III. Penerbit Bhatara.
Jakarta
Hari, A. dan Daryanto. (1999): Ilmu Bahan. Bumi Aksara. Jakarta. Materi kuliah Ilmu Bahan. ITS.
Surabaya
Mochyidin, A., (2004): Analisa Pengaruh Waktu Tahan Terhadap Baja Karbon
Rendah Dengan Metode Pack Carburizing.
http://One.Indoskripsi.Com/Node/