AVANCE PROYECTO DE ESTRUCTURACIÓN DE UN MAPA DE RUTA PARA EL DESARROLLO DE LOS MATERIALES...
163
1 CONTENIDO I. AVANCE PROYECTO DE ESTRUCTURACIÓN DE UN MAPA DE RUTA PARA EL DESARROLLO DE LOS MATERIALES CERÁMICOS EN COLOMBIA....................................... 6 1. OBJETIVOS......................................................................................................................... 6 1.1. OBJETIVOS DESARROLLADOS ............................................................................... 6 1.2. OBJETIVOS NO-DESARROLLADOS ......................................................................... 6 2. ACTIVIDADES ..................................................................................................................... 6 2.1. ACTIVIDADES REALIZADAS .................................................................................. 6 2.2. ACTIVIDADES NO-REALIZADAS............................................................................... 6 II. IDENTIFICACIÓN DE APLICACIONES TECNOLÓGICAS DE MATERIALES CERÁMICOS EN COLOMBIA ............................................................................................................................... 7 1. INTRODUCCIÓN ................................................................................................................. 7 2. MERCADO DE MATERIALES CERÁMICOS ..................................................................... 8 3. INFRAESTRUCTURA ....................................................................................................... 12 3.1. CEMENTO Y CONCRETO............................................................................................. 12 3.2. PRODUCTOS BASADOS EN ARCILLA ........................................................................ 12 4. ENERGÍA........................................................................................................................... 13 4.1. CONVERSIÓN DE ENERGÍA ................................................................................... 13 4.2. ALMECENAMIENTO DE ENERGÍA.......................................................................... 16 4.3. EFICIENCIA ENERGÉTICA ...................................................................................... 16 5. MEDIO AMBIENTE............................................................................................................ 16 5.1. TRATAMIENTO DE AGUA............................................................................................. 16 6. APLICACIONES TECNOLÓGICAS DE LOS MATERIALES CERÁMICOS ..................... 17 7. REFERENCIAS ..................................................................................................................... 18 III. PANORAMA DE DESARROLLO TECNOLÓGICO Y CIENTÍFICO A NIVEL INTERNACIONAL DE LAS APLICACIONES TECNOLÓGICAS SELECCIONADAS................ 20 1. INFRAESTRUCTURA ............................................................................................................... 20 1.1. CEMENTO Y CONCRETO ............................................................................................ 21 1.1.1. MATERIALES ........................................................................................................ 21 1.1.2. PROCESO ............................................................................................................. 22 1.1.3. APLICACIONES Y FUNCIONALIDAD .................................................................. 25 1.2. VIDRIO .......................................................................................................................... 26 1.2.1. MATERIALES ........................................................................................................ 27 1.2.2. PROCESO ............................................................................................................. 27
Transcript of AVANCE PROYECTO DE ESTRUCTURACIÓN DE UN MAPA DE RUTA PARA EL DESARROLLO DE LOS MATERIALES...
1
CONTENIDO
I. AVANCE PROYECTO DE ESTRUCTURACIÓN DE UN MAPA DE RUTA PARA EL DESARROLLO DE LOS MATERIALES CERÁMICOS EN COLOMBIA. ...................................... 6
1. OBJETIVOS ......................................................................................................................... 6
1.1. OBJETIVOS DESARROLLADOS ............................................................................... 6
1.2. OBJETIVOS NO-DESARROLLADOS ......................................................................... 6
2. ACTIVIDADES ..................................................................................................................... 6
2.1. ACTIVIDADES REALIZADAS .................................................................................. 6
2.2. ACTIVIDADES NO-REALIZADAS ............................................................................... 6
II. IDENTIFICACIÓN DE APLICACIONES TECNOLÓGICAS DE MATERIALES CERÁMICOS EN COLOMBIA ............................................................................................................................... 7
1. INTRODUCCIÓN ................................................................................................................. 7
2. MERCADO DE MATERIALES CERÁMICOS ..................................................................... 8
3. INFRAESTRUCTURA ....................................................................................................... 12
3.1. CEMENTO Y CONCRETO ............................................................................................. 12
3.2. PRODUCTOS BASADOS EN ARCILLA ........................................................................ 12
4. ENERGÍA ........................................................................................................................... 13
4.1. CONVERSIÓN DE ENERGÍA ................................................................................... 13
4.2. ALMECENAMIENTO DE ENERGÍA .......................................................................... 16
4.3. EFICIENCIA ENERGÉTICA ...................................................................................... 16
5. MEDIO AMBIENTE ............................................................................................................ 16
5.1. TRATAMIENTO DE AGUA ............................................................................................. 16
6. APLICACIONES TECNOLÓGICAS DE LOS MATERIALES CERÁMICOS ..................... 17
7. REFERENCIAS ..................................................................................................................... 18
III. PANORAMA DE DESARROLLO TECNOLÓGICO Y CIENTÍFICO A NIVEL INTERNACIONAL DE LAS APLICACIONES TECNOLÓGICAS SELECCIONADAS ................ 20
1. INFRAESTRUCTURA ............................................................................................................... 20
1.1. CEMENTO Y CONCRETO ............................................................................................ 21
1.1.1. MATERIALES ........................................................................................................ 21
1.1.2. PROCESO ............................................................................................................. 22
1.1.3. APLICACIONES Y FUNCIONALIDAD .................................................................. 25
1.2. VIDRIO .......................................................................................................................... 26
1.2.1. MATERIALES ........................................................................................................ 27
1.2.2. PROCESO ............................................................................................................. 27
2
1.2.3. APLICACIONES Y FUNCIONALIDAD .................................................................. 28
1.3. MATERIALES BASADOS EN ARCILLA ....................................................................... 29
1.3.1. MATERIALES ........................................................................................................ 30
1.3.2. PROCESO ............................................................................................................. 31
1.3.3. APLICACIONES Y FUNCIONALIDAD .................................................................. 31
1.4. REFERENCIAS ............................................................................................................ 32
2. ENERGÍA: CONVERSIÓN .................................................................................................... 35
2.1. CONVERSIÓN ELECTROQUÍMICA CON CELDAS DE COMBUSTIBLES DE ÓXIDO SÓLIDO. ........................................................................................................................................ 35
2.1.1. MATERIALES ............................................................................................................ 36
2.1.1.1. ELECTROLITO .................................................................................................. 36
2.1.1.2. ELECTRODOS .................................................................................................. 37
2.1.1.3. ÁNODO .............................................................................................................. 39
2.1.1.4. CÁTODO............................................................................................................ 41
2.1.1.5. COLECTOR ....................................................................................................... 41
2.1.2. PROCESO ................................................................................................................. 42
2.1.2.1. PROCESOS DE TRANSPORTE ....................................................................... 42
2.1.2.2. REACCIONES EN LOS ELECTRODOS E INTERFASES ................................ 43
2.1.2.3. INTERACCIONES ENTRE LOS PROCESOS DE TRANSPORTE Y LAS REACCIONES ....................................................................................................................... 44
2.1.3. APLICACIONES Y FUNCIONALIDAD ...................................................................... 45
2.1.3.1. TENDENCIAS .................................................................................................... 45
2.1.3.2. APLICACIONES ................................................................................................ 46
2.1.3.3. TECNOLOGÍAS RELACIONADAS ................................................................... 48
2.2. CONVERSIÓN ELECTROQUÍMICA CON CELDAS DIRECTAS DE CARBÓN ................... 48
2.2.1. MATERIALES ............................................................................................................ 49
2.2.2. PROCESO ................................................................................................................. 49
2.2.3. APLICACIONES Y FUNCIONALIDAD ...................................................................... 49
2.3. CONVERSIÓN FOTOVOLTAICA .......................................................................................... 49
2.3.1. MATERIALES ............................................................................................................ 51
2.3.1.1. AUMENTAR EL NÚMERO DE NIVELES DE ENERGÍA EN EL PANEL .......... 51
2.3.1.2. GENERAR FOTONES CON LA ENERGÍA ADECUADA .................................. 53
2.3.1.3. CAPTURAR LOS ELECTRONES ANTES QUE SE TRANSFORMEN EN ENERGÍA TÉRMICA ............................................................................................................. 53
2.3.2. PROCESOS .............................................................................................................. 53
2.3.2.1. SEMICONDUCTORES III-V .............................................................................. 53
3
2.3.2.2. SILICIO .............................................................................................................. 54
2.3.3. APLICACIONES Y FUNCIONALIDAD ...................................................................... 55
2.3.3.1. TENDENCIAS .................................................................................................... 55
2.3.3.2. APLICACIONES ................................................................................................ 56
2.3.3.3. TECNOLOGÍAS RELACIONADAS ................................................................... 56
2.4. CONVERSIÓN TERMO-ELÉCTRICA ................................................................................... 56
2.4.1. MATERIALES ............................................................................................................ 57
2.4.2. PROCESOS .............................................................................................................. 58
2.4.3. APLICACIONES Y FUNCIONALIDAD ...................................................................... 58
2.4.3.1. APLICACIONES ................................................................................................ 58
2.4.3.2. TENDENCIAS .................................................................................................... 58
2.5. PRODUCCIÓN DE HIDRÓGENO ......................................................................................... 59
PRODUCCIÓN DE HIDROGENO POR ELECTROLISIS ............................................................. 60
2.5.1.1. MATERIALES ........................................................................................................ 60
2.5.1.2. PROCESOS .......................................................................................................... 60
2.5.1.3. APLICACIONES Y FUNCIONALIDAD .................................................................. 60
2.5.2. PRODUCCIÓN SOLAR DE HIDROGENO .................................................................... 61
2.5.2.1. MATERIALES Y PROCESO ................................................................................. 61
2.5.2.2. APLICACIONES Y FUNCIONALIDAD .................................................................. 63
2.6. REFERENCIAS ...................................................................................................................... 64
3. ENERGÍA: ALMACENAMIENTO ............................................................................................... 67
3.1. ALMACENAMIENTO DE ENERGÍA ELÉCTRICA EN BATERÍAS Li-ION .................... 70
3.1.1. MATERIALES ........................................................................................................ 70
3.1.2. PROCESO ............................................................................................................. 75
3.1.3. APLICACIONES Y FUNCIONALIDAD .................................................................. 77
3.2. ALMACENAMIENTO DE ENERGÍA ELÉCTRICA EN BATERÍAS NiMH ..................... 80
3.2.1. MATERIALES ........................................................................................................ 81
3.2.2. PROCESOS .......................................................................................................... 82
3.2.3. APLICACIONES Y FUNCIONALIDAD .................................................................. 82
3.3. ALMACENAMIENTO DE HIDRÓGENO EN ESTADO SOLIDO ................................... 82
3.3.1. MATERIALES ........................................................................................................ 84
3.3.2. PROCESO ............................................................................................................. 86
3.3.3. APLICACIONES Y FUNCIONALIDAD .................................................................. 88
3.4. ALMACENAMIENTO DE ENERGÍA TÉRMICA ............................................................ 89
3.4.1. MATERIALES ........................................................................................................ 89
4
3.4.2. PROCESO ............................................................................................................. 91
3.4.3. APLICACIONES Y FUNCIONALIDAD .................................................................. 91
3.5. REFERENCIAS ............................................................................................................ 93
4. ENERGÍA: EFICIENCIA EN PROCESOS TÉRMICOS ............................................................ 96
4.4. RECUBRIMIENTOS DE ALTA TEMPERATURA .................................................................. 96
4.4.1. REFRACTARIOS ........................................................................................................... 96
4.4.1.1. MATERIALES ........................................................................................................ 97
4.4.1.2. PROCESO ........................................................................................................... 102
4.4.1.3. APLICACIONES Y FUNCIONALIDAD ................................................................ 104
4.4.2. BARRERAS TERMICAS ............................................................................................. 105
4.4.2.1. MATERIALES ...................................................................................................... 106
4.4.2.2. PROCESO ........................................................................................................... 110
4.4.2.3. APLICACIONES Y FUNCIONALIDAD ................................................................ 110
4.5. COMBUSTIÓN EN ESTRUCTURAS POROSAS ............................................................... 111
4.5.1. MATERIALES .......................................................................................................... 111
4.5.1.1. MATERIALES BASE ....................................................................................... 111
4.5.1.2. ESTRUCTURA ................................................................................................ 112
4.5.2. PROCESO ............................................................................................................... 112
4.5.3. APLICACIONES Y FUNCIONALIDAD .................................................................... 113
4.5.3.1. APLICACIONES .............................................................................................. 113
4.5.3.2. TENDENCIAS .................................................................................................. 115
4.6. SENSORES DE GAS DE OXIDOS METALICOS ............................................................... 116
4.6.1. MATERIALES .......................................................................................................... 117
4.6.1.1. PROPIEDADES DE LA SUPERFICIE ............................................................. 117
4.6.1.2. PROPIEDADES ELECTRO-FÍSICAS. ............................................................ 118
4.6.1.3. ESTABILIDAD ................................................................................................. 119
4.6.1.4. PARÁMETROS ESTRUCTURALES EN MATERIALES ACTIVOS ................ 120
4.6.2. PROCESO ............................................................................................................... 121
4.6.2.1. TEORÍA DE SENSORES DE GAS .................................................................. 121
4.6.2.2. ESTRUCTURAS HUECAS Y JERÁRQUICAS EN SENSORES ................... 123
4.6.3. APLICACIONES Y FUNCIONALIDAD .................................................................... 123
4.6.3.1. APLICACIONES .............................................................................................. 123
4.6.3.2. TENDENCIAS .................................................................................................. 123
4.4. REFERENCIAS .................................................................................................................... 125
5. MEDIO AMBIENTE: TRATAMINETO DE AGUA Y GASES ................................................... 127
5
5.1. PROCESO ................................................................................................................... 128
5.1.1. MEMBRANAS ...................................................................................................... 128
5.1.2. MEMBRANAS DE NANOFILTRACIÓN ............................................................... 129
5.1.3. MEMBRANAS DE ULTRAFILTRACIÓN ............................................................. 129
5.1.4. MEMBRANAS DE MICROFILTRACIÓN ............................................................. 129
5.1.5. MEMBRANAS DE ADSORCIÓN ......................................................................... 129
5.1.6. SISTEMAS DE OXIDACIÓN AVANZADOS ........................................................ 130
5.1.7. DEGRADACIÓN EN PROCESOS DE MEMBRANA .......................................... 132
5.2. MATERIALES .............................................................................................................. 135
5.2.1. FABRICACIÓN .................................................................................................... 135
5.2.2. USO DE PARTÍCULAS NANOMÉTRICAS EN MEMBRANAS CERÁMICAS. ... 135
5.3. APLICACIONES Y FUNCIONALIDAD ........................................................................ 137
5.3.1. AGUA ................................................................................................................... 137
5.3.2. GASES................................................................................................................. 138
5.4. REFERENCIAS ................................................................................................................ 142
6. FABRICACIÓN DE ESTRUCTURAS CERÁMICAS FUNCIONALES ................................. 143
6.1. MÉTODOS CON PLANTILLA ..................................................................................... 144
6.1.1. PLANTILLAS DURAS .......................................................................................... 144
6.1.2. PLANTILLAS BLANDAS ...................................................................................... 150
6.2. MÉTODOS SIN PLANTILLA ....................................................................................... 156
6.2.1. KIRKENDALL: ESFERAS HUECAS ................................................................... 156
6.2.2. OSTWALD: ESFERAS HUECAS ........................................................................ 158
6.2.3. REMOCIÓN QUÍMICA CON SUPERFICIE PROTEGIDA: ESFERAS HUECAS 159
6.2.4. ESTRATEGIAS COMBINADAS: ESFERAS HUECAS ....................................... 160
6.3. REFERENCIAS ................................................................................................................ 161
6
I. AVANCE PROYECTO DE ESTRUCTURACIÓN DE UN MAPA DE RUTA PARA EL DESARROLLO DE LOS MATERIALES CERÁMICOS EN COLOMBIA.
1. OBJETIVOS
1.1. OBJETIVOS DESARROLLADOS
I. Identificar las aplicaciones tecnológicas de los materiales cerámicos con mayor potencial para generar ganancia económica y social en Colombia.
II. Definir el panorama de desarrollo tecnológico y científico a nivel internacional en las aplicaciones tecnológicas seleccionadas.
1.2. OBJETIVOS NO-DESARROLLADOS
III. Definir el panorama de desarrollo tecnológico y científico de los materiales cerámicos a nivel nacional en las aplicaciones tecnológicas seleccionadas.
IV. Proponer un mapa de ruta para el desarrollo de las aplicaciones tecnológicas seleccionadas en Colombia, con base a: las necesidades de la sociedad, las políticas del gobierno, los intereses del sector privado y las capacidades de los grupos de investigación.
2. ACTIVIDADES
2.1. ACTIVIDADES REALIZADAS
Actividades relacionadas con el objetivo I: Determinar las aplicaciones tecnológicas a tratar con base a los intereses de investigación, desarrollo e implementación de los sectores: público-educativo e industrial.
Actividades relacionadas con el objetivo II: Realizar una investigación bibliográfica para definir el estado de arte del la ciencia y tecnología de los materiales cerámicos a nivel internacional en las aplicaciones tecnológicas seleccionadas.
2.2. ACTIVIDADES NO-REALIZADAS
Actividades relacionadas con el objetivo III: Realizar una investigación bibliográfica para definir el avance en ciencia y tecnología cerámica a nivel nacional en las aplicaciones tecnológicas seleccionadas.
Actividades relacionadas con el objetivo IV: Interrelacionar los intereses de los sectores público-educativo e industrial con el fin de proponer un mapa de ruta para el desarrollo de las aplicaciones tecnológicas seleccionadas a nivel nacional.
7
II. IDENTIFICACIÓN DE APLICACIONES TECNOLÓGICAS DE MATERIALES CERÁMICOS EN COLOMBIA
1. INTRODUCCIÓN
A nivel global se considera que las sociedades económicamente fuertes del futuro estarán basadas en el conocimiento y la capacidad tecnológica en las siguientes áreas: (i) infraestructura, energía y medio ambiente, (ii) medicina y cuidado de la salud, (iii) movilidad y transporte y (iv) electrónica, información y comunicación. Estas cuatro áreas determinan así mismo el futuro bienestar de una sociedad. [1]
La evolución del conocimiento y la capacidad tecnológica en las áreas mencionados se hace posible a través de la investigación y el desarrollo de la ciencia de materiales, i.e. el bienestar social y económico está relacionado con el avance de la ciencia de materiales. Los materiales se pueden dividir en tres tipos, cerámicos, metales y polímetros. La combinación de los diferentes tipos de materiales da origen a materiales compuestos; la idea en el caso de los materiales compuesto es lograr una sinergia de propiedades específicas. Los materiales cerámicos pueden ser caracterizados como sólidos inorgánicos no metálicos, este tipo de materiales posee el mayor rango de funciones entre los tres mencionados. [1]
El avance científico y tecnológico en la ciencia de materiales así como en cualquier otra área del conocimiento en una sociedad, se construye en la medida que dicha sociedad sea capaz de enfocar sus capacidades a la realización de objetivos concretos en el tiempo. Así mismo, a medida que la ciencia y la tecnología avanzan, las interacciones entre los sectores económicos, la sociedad y el medio ambiente se vuelven más complejas, esta realidad dificulta los procesos de toma de decisiones de las organizaciones públicas y privadas. Estas ideas son la base para el desarrollo de métodos de prospección tecnológica. La prospección tecnológica es un proceso que busca sistemáticamente una visión del futuro; relacionado la ciencia y la tecnología con la economía, el medio ambiente y la sociedad. Esta actividad se realiza con el fin de identificar las tecnologías genéricas emergentes y las áreas de investigación estratégica con el potencial de generar el mayor beneficio económico y social. [4]
De forma específica un mapa de ruta es un método de prospección tecnológica que presenta de forma gráfica las conexiones entre, la investigación, el desarrollo e implementación de nuevas tecnologías y las necesidades de la sociedad. La primera compañía en utilizar este método de prospección tecnológica fue Motorola en 1987.
De acuerdo con las ideas de Ronald Kostoff y Robert Schaller, los objetivos intrínsecos de un mapa de ruta de Ciencia-Tecnología son: (i) informar el estado del arte de la ciencia y la tecnología, (ii) expresar la necesidad de transformar la ciencia en desarrollo tecnológico, (iii) informar de forma clara las conexiones entre la ciencia y la tecnología con sus eventuales aplicaciones, (iv) evidenciar de forma convincente la ganancia económica y social futura y (v) filtrar las tecnologías con mayor potencial económico y social [22].
Los mapas de ruta pueden desarrollarse en retrospectiva o en prospectiva. Cuando el mapa de ruta es prospectivo existen dos alternativas: (i) se inicia con el proyecto de investigación y se
8
avanza en el tiempo identificando sus posibilidades tecnológicas y de implementación, o (ii) se inicia con base en un producto deseado y se avanza en el tiempo identifican los retos científicos y tecnológicos requeridos para obtener dicho producto. Estas alternativas de desarrollo se conocen como empuje tecnológico y jalonamiento de mercado respectivamente. [22]
A nivel nacional se encontraron tres ejercicios de prospección relavantes al tema, (i) el plan estratégico de desarrollo tecnológico para el sector industrial (2005-2010), (ii) el plan estratégico de desarrollo tecnológico del sector minero-energetico (2005-2010), estos dos desarrollados por Colciencias [2, 3] y (iii) programa de uso racional y eficiente de energía y fuentes no convencionales, estrcturado por el ministerio de minas y energía [11]
El propósito de los planes estratégicos de desarrollo tecnológico, es generar un patrón de especialización tecnológica para Colombia. De esta forma se busca concentrar los recursos y esfuerzos, en actividades con potencial competitivo y orientar acciones explicitas por parte del gobierno; que permitan priorizar la asignación de recursos [2]. En el caso del programa estrcturado por el ministerio de minas y energia, el objetivo principal es: Asegurar el abastecimiento energético pleno y oportuno, la competitividad de la economía colombiana, la protección al consumidor y la promoción del uso de energías no convencionales de manera sostenible con el medio ambiente y los recursos naturales [11].
Las ideas presentadas nos indican que la primera etapa para desarrollar un mapa de ruta es determinar un panorama de la ciencia y la tecnología a nivel global. Este panorama global debe estar enmarcado en la realidad nacional (ejercicios de prospección a nivel nacional). El presente capitulo tiene como objetivo determinar las aplicaciones tecnológicas de los materiales cerámicos con mayor potencial de impacto, en el área de infraestructura, energía y medio ambiente en Colombia. Se presentan en su orden, proyecciones de mercado para materiales cerámicos utilizados en aplicaciones tradicionales y avanzadas, un panorama basico de los intereses de los sectores público y privado en relación con el desarrollo tecnológico en el area infraestrctura, energia y el medio ambiente y un mapa de las aplicaciones tecnológicas de los materiales cerámicos, coherente con los intereses sociales y económicos nacionales.
2. MERCADO DE MATERIALES CERÁMICOS
Los planes estratégicos de desarrollo elaborados por Colciencias identifican el desarrollo de nuevos materiales como una tecnología transversal, con el pontencial para promover el desarrollo tecnológico nacional. Lo anterior hace que conocer las perspectivas de mercado de los materiales cerámicos a nivel internacional, sea relevante al tratar de identificar las aplicaciones de estos materiales con mayor potencial para generar ganancia económica en el pais. Actualmente se pueden identificar dos tipos de aplicación para los materiales cerámicos, (i) aplicaciones tradicionales y (ii) aplicaciones avanzadas; esta diferenciación no es universal, mas es útil para presentar el potencial económico de las aplicaciones avanzadas de los materiales cerámicos.
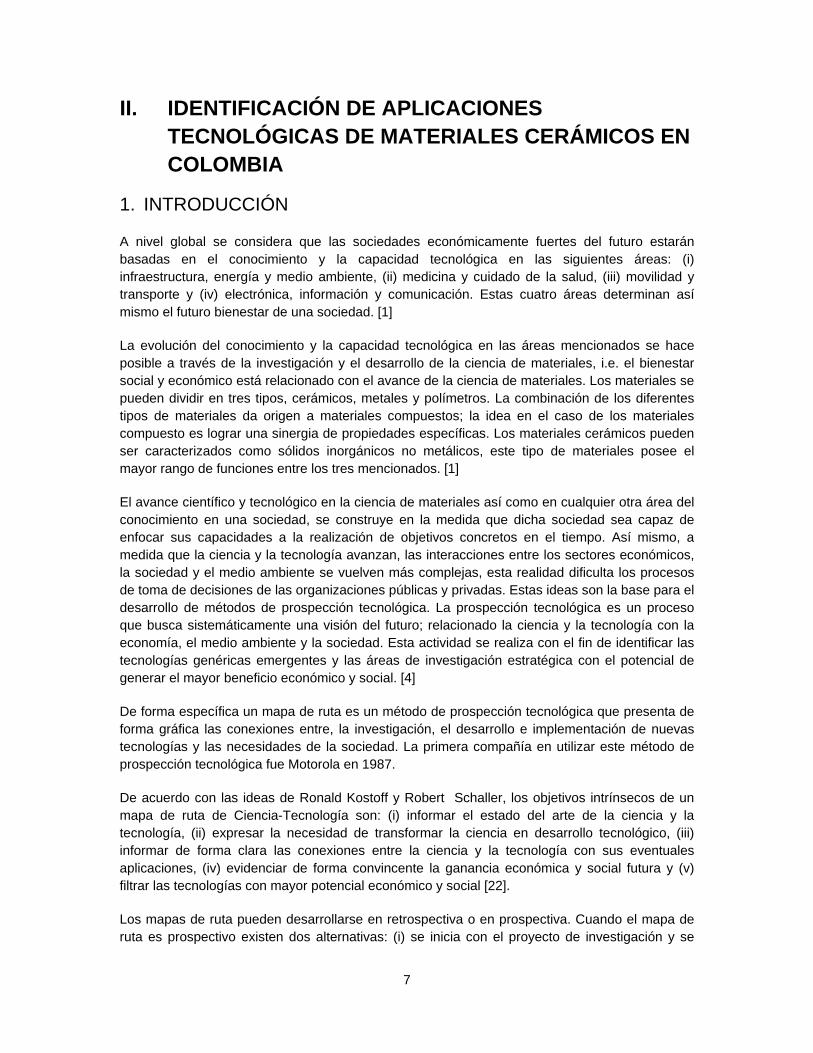
El Gráfico 2.1. presenta la demanda proyectada de materiales cerámicos a nivel global para el 2010 en billones de dólares e.i. miles de millones de dólares. La demanda proyectada para aplicaciones tradicionales esta está compuesta por cemento y refractarios. De acuerdo con los datos presentados en la ref. 7, la demanda de cemento en el 2010 alcanzara 2.8 billones de toneladas métricas, con un valor por encima de los 200 billones de dólares, el 75% del consumo
9
estimado de cemento corresponde a cemento tipo Portland para la producción de concreto estructural.
La demanda proyectada de refractarios en el 2012 es 45.2 millones de toneladas métricas, con un valor aproximado de 28.5 billones de dólares. El consumo estimado lo determina la producción de acero, cemento y vidrio, en su orden.
Para determinar la demanda proyectada de refractarios para el año 2010, se realizó una interpolación con los datos para el 2007 y el 2012 presentados en la ref. 5. En el caso de aplicaciones avanzadas de materiales cerámicos la demanda proyectada a nivel global para el 2009 es de 40 billones de dólares, ver referencia 4. El Gráfico 2.1. ilustra la importancia económica de las aplicaciones tradicionales de los materiales cerámicos a nivel global, e.g. el mercado del cemento es 5 veces mayor al de los cerámicos avanzados.
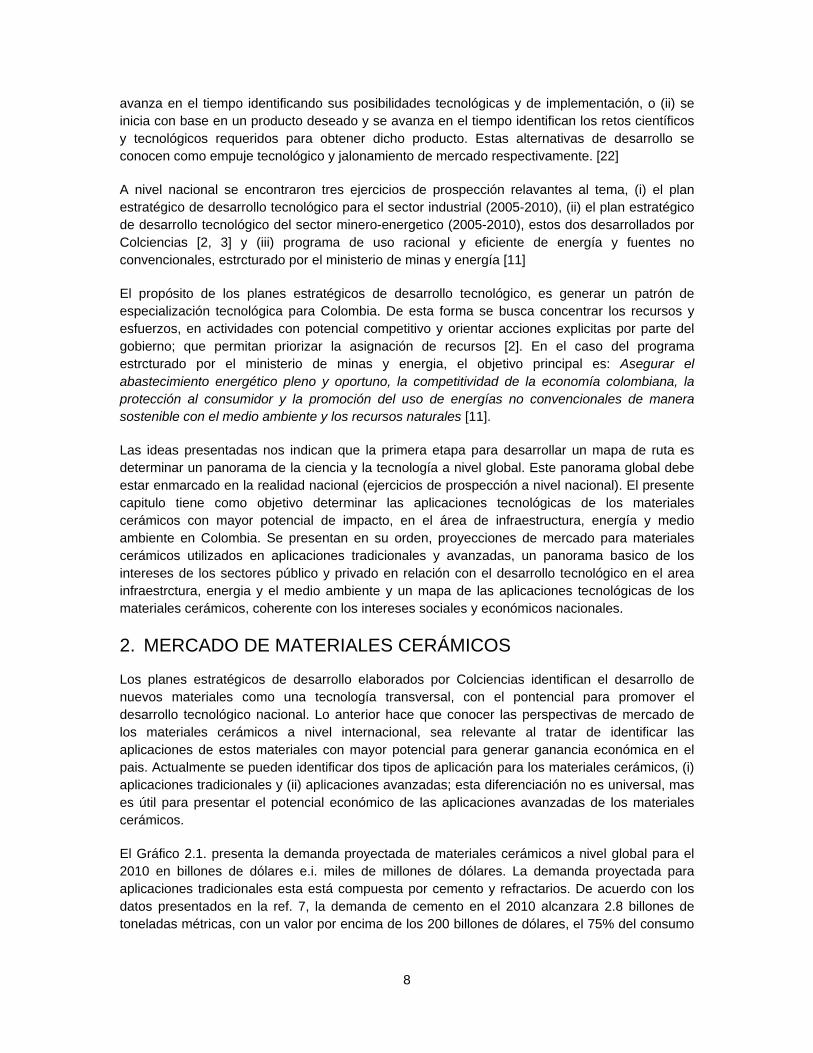
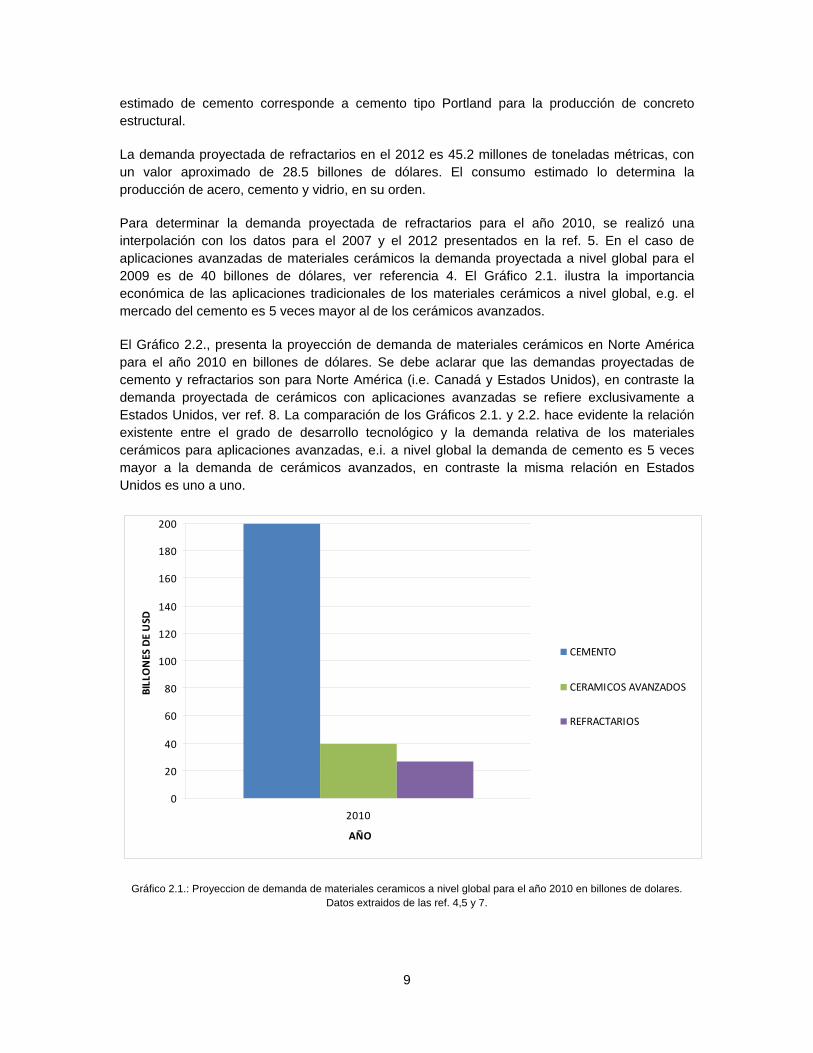
El Gráfico 2.2., presenta la proyección de demanda de materiales cerámicos en Norte América para el año 2010 en billones de dólares. Se debe aclarar que las demandas proyectadas de cemento y refractarios son para Norte América (i.e. Canadá y Estados Unidos), en contraste la demanda proyectada de cerámicos con aplicaciones avanzadas se refiere exclusivamente a Estados Unidos, ver ref. 8. La comparación de los Gráficos 2.1. y 2.2. hace evidente la relación existente entre el grado de desarrollo tecnológico y la demanda relativa de los materiales cerámicos para aplicaciones avanzadas, e.i. a nivel global la demanda de cemento es 5 veces mayor a la demanda de cerámicos avanzados, en contraste la misma relación en Estados Unidos es uno a uno.
Gráfico 2.1.: Proyeccion de demanda de materiales ceramicos a nivel global para el año 2010 en billones de dolares. Datos extraidos de las ref. 4,5 y 7.
0
20
40
60
80
100
120
140
160
180
200
2010
AÑO
BILL
ON
ES D
E U
SD
CEMENTO
CERAMICOS AVANZADOS
REFRACTARIOS
10
Gráfico 2.2. : Proyeccion de la demanda de materiales ceramicos en Norte América para el año 2010. * Estados Unidos. Datos extraidos de las ref. 4,5 y 7.
Gráfico 2.3.: Demanda de ceramicos avanzados en Estados Unidos en billones de dolares. Datos extraidos de la referencia 8.
0
2
4
6
8
10
12
14
16
2010
AÑO
BILL
ON
ES D
E U
SD
CEMENTO
CERÁMICOS AVANZADOS*
REFRACTARIOS
0
2
4
6
8
10
12
14
16
1997 2002 2007 2012 2017
AÑO
BILL
ON
ES D
E U
SD
OTROS
PRODUCTOS MEDICOS
MEDIO AMBIENTE
BLINDAJE CORPORAL
QUIMICOS Y PLASTICOS
EQUIPO DE TRANSPORTE
MAQUINARIA INDUSTRIAL
EQUIPO ELECTRICO
COMPONENTES ELECTRONICOS
11
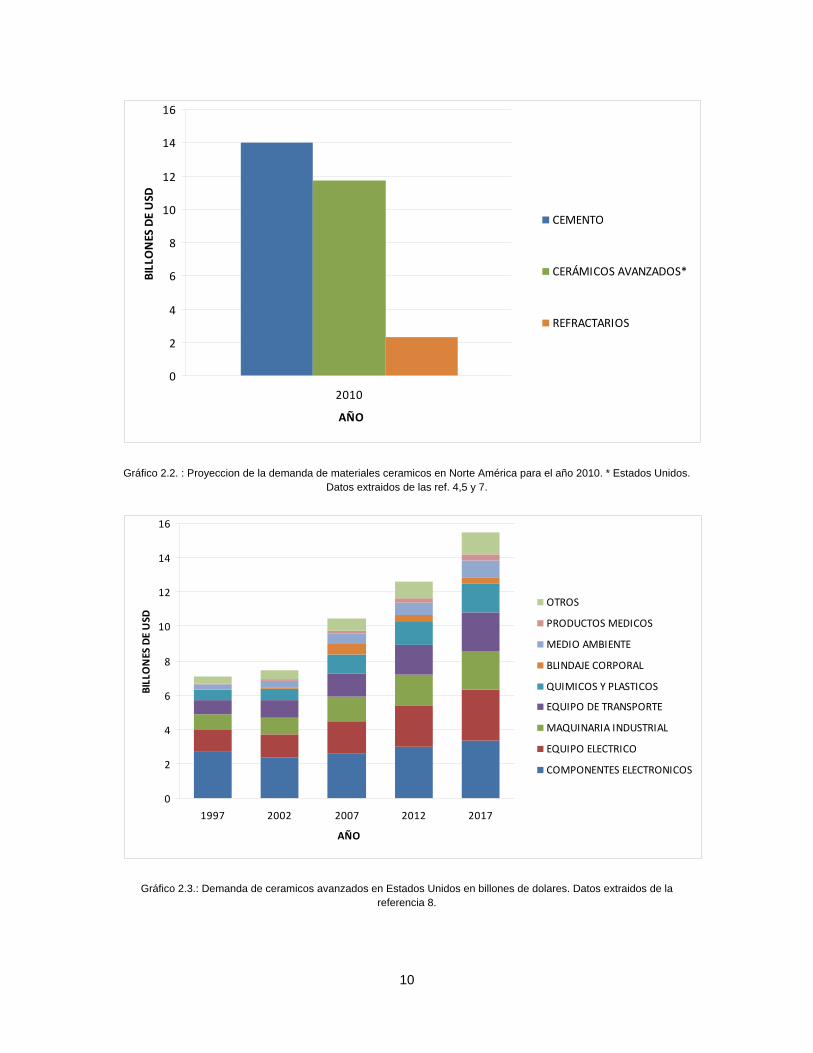
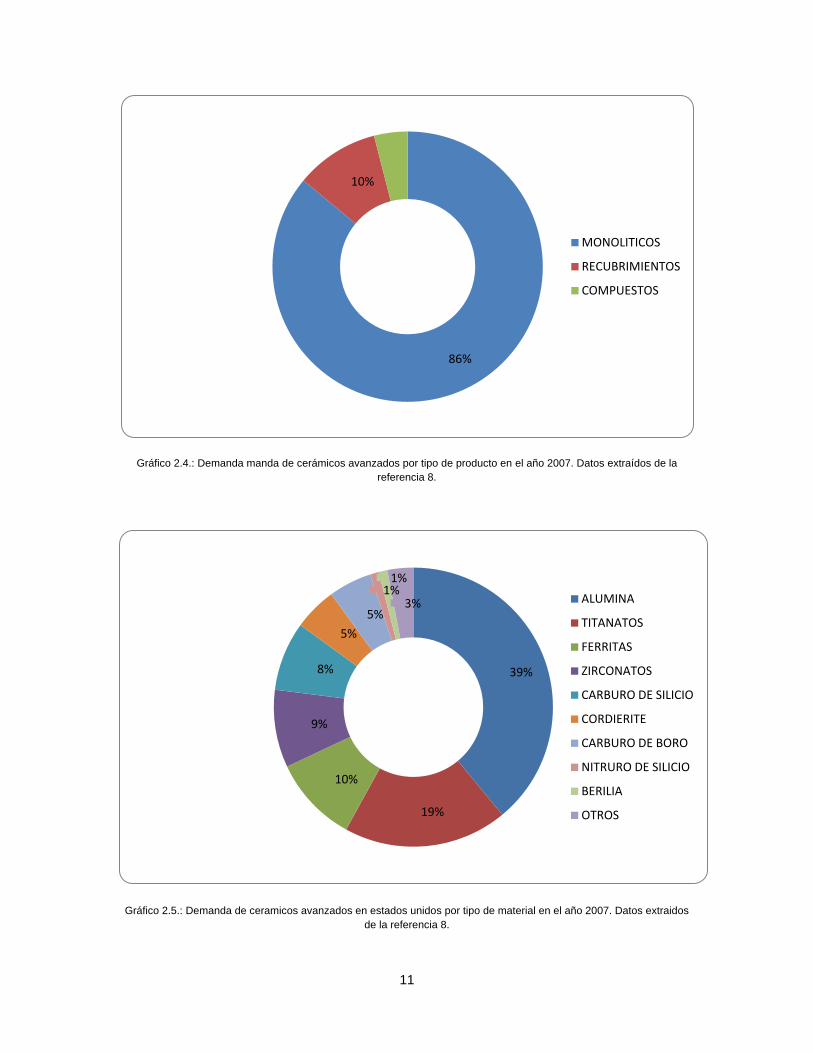
Gráfico 2.4.: Demanda manda de cerámicos avanzados por tipo de producto en el año 2007. Datos extraídos de la referencia 8.
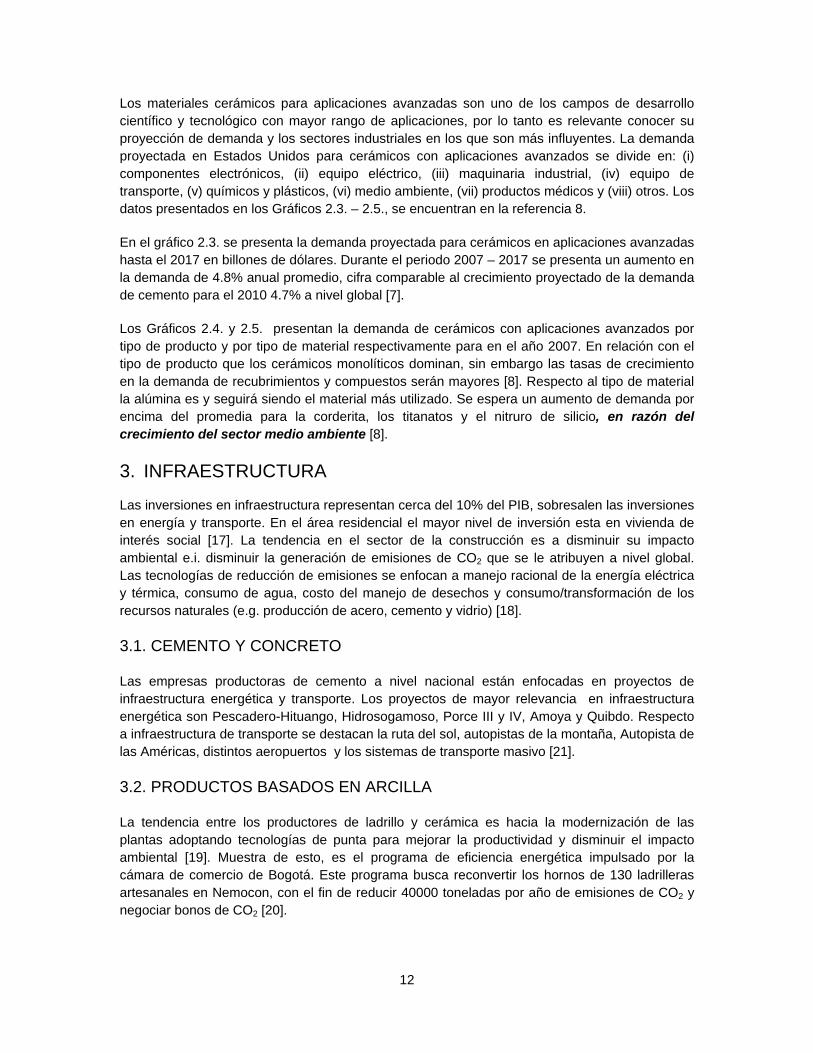
Gráfico 2.5.: Demanda de ceramicos avanzados en estados unidos por tipo de material en el año 2007. Datos extraidos de la referencia 8.
86%
10%
MONOLITICOS
RECUBRIMIENTOS
COMPUESTOS
39%
19%
10%
9%
8%
5%5%
1%1%
3% ALUMINA
TITANATOS
FERRITAS
ZIRCONATOS
CARBURO DE SILICIO
CORDIERITE
CARBURO DE BORO
NITRURO DE SILICIO
BERILIA
OTROS
12
Los materiales cerámicos para aplicaciones avanzadas son uno de los campos de desarrollo científico y tecnológico con mayor rango de aplicaciones, por lo tanto es relevante conocer su proyección de demanda y los sectores industriales en los que son más influyentes. La demanda proyectada en Estados Unidos para cerámicos con aplicaciones avanzados se divide en: (i) componentes electrónicos, (ii) equipo eléctrico, (iii) maquinaria industrial, (iv) equipo de transporte, (v) químicos y plásticos, (vi) medio ambiente, (vii) productos médicos y (viii) otros. Los datos presentados en los Gráficos 2.3. – 2.5., se encuentran en la referencia 8.
En el gráfico 2.3. se presenta la demanda proyectada para cerámicos en aplicaciones avanzadas hasta el 2017 en billones de dólares. Durante el periodo 2007 – 2017 se presenta un aumento en la demanda de 4.8% anual promedio, cifra comparable al crecimiento proyectado de la demanda de cemento para el 2010 4.7% a nivel global [7].
Los Gráficos 2.4. y 2.5. presentan la demanda de cerámicos con aplicaciones avanzados por tipo de producto y por tipo de material respectivamente para en el año 2007. En relación con el tipo de producto que los cerámicos monolíticos dominan, sin embargo las tasas de crecimiento en la demanda de recubrimientos y compuestos serán mayores [8]. Respecto al tipo de material la alúmina es y seguirá siendo el material más utilizado. Se espera un aumento de demanda por encima del promedia para la corderita, los titanatos y el nitruro de silicio, en razón del crecimiento del sector medio ambiente [8].
3. INFRAESTRUCTURA
Las inversiones en infraestructura representan cerca del 10% del PIB, sobresalen las inversiones en energía y transporte. En el área residencial el mayor nivel de inversión esta en vivienda de interés social [17]. La tendencia en el sector de la construcción es a disminuir su impacto ambiental e.i. disminuir la generación de emisiones de CO2 que se le atribuyen a nivel global. Las tecnologías de reducción de emisiones se enfocan a manejo racional de la energía eléctrica y térmica, consumo de agua, costo del manejo de desechos y consumo/transformación de los recursos naturales (e.g. producción de acero, cemento y vidrio) [18].
3.1. CEMENTO Y CONCRETO
Las empresas productoras de cemento a nivel nacional están enfocadas en proyectos de infraestructura energética y transporte. Los proyectos de mayor relevancia en infraestructura energética son Pescadero-Hituango, Hidrosogamoso, Porce III y IV, Amoya y Quibdo. Respecto a infraestructura de transporte se destacan la ruta del sol, autopistas de la montaña, Autopista de las Américas, distintos aeropuertos y los sistemas de transporte masivo [21].
3.2. PRODUCTOS BASADOS EN ARCILLA
La tendencia entre los productores de ladrillo y cerámica es hacia la modernización de las plantas adoptando tecnologías de punta para mejorar la productividad y disminuir el impacto ambiental [19]. Muestra de esto, es el programa de eficiencia energética impulsado por la cámara de comercio de Bogotá. Este programa busca reconvertir los hornos de 130 ladrilleras artesanales en Nemocon, con el fin de reducir 40000 toneladas por año de emisiones de CO2 y negociar bonos de CO2 [20].
13
4. ENERGÍA
En el sector energía se discutirán temas relacionados con conversión de energía, almacenamiento de energia química (producción de combustisbles sinteticos a partir de material biológico) y eficiencia energética. Conversión presenta, combustibles, minería y energía eléctrica, en su orden.
4.1. CONVERSIÓN DE ENERGÍA
COMBUSTIBLES
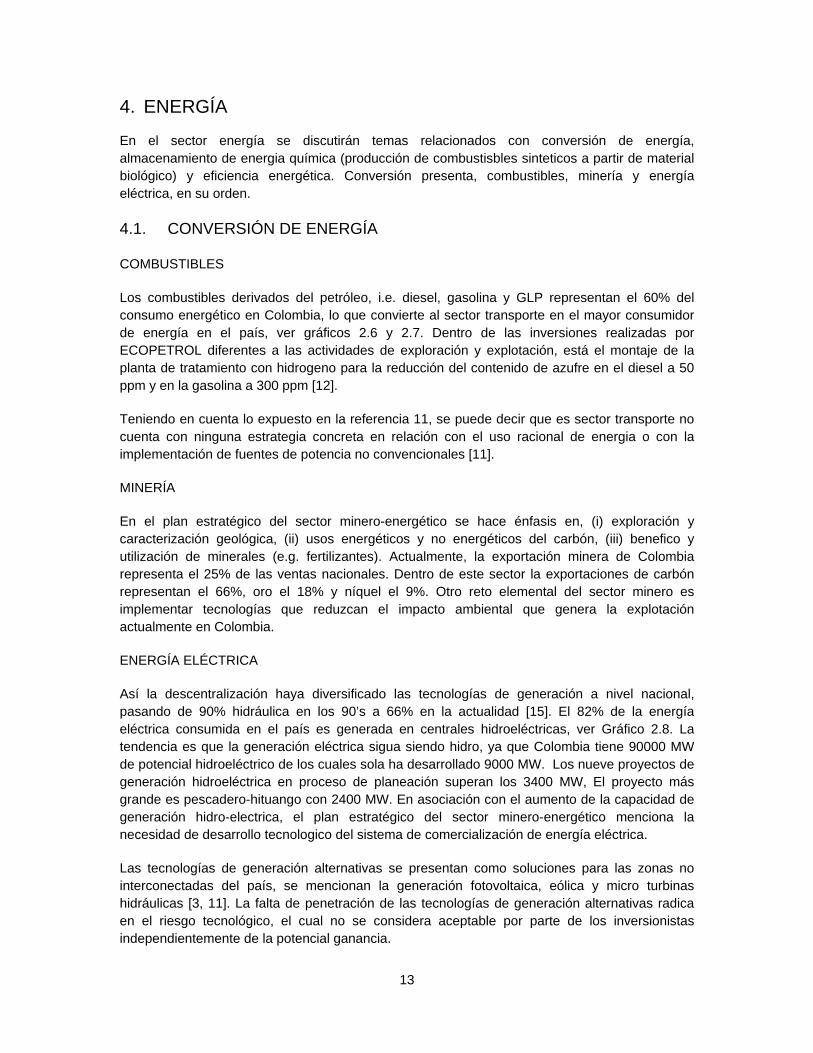
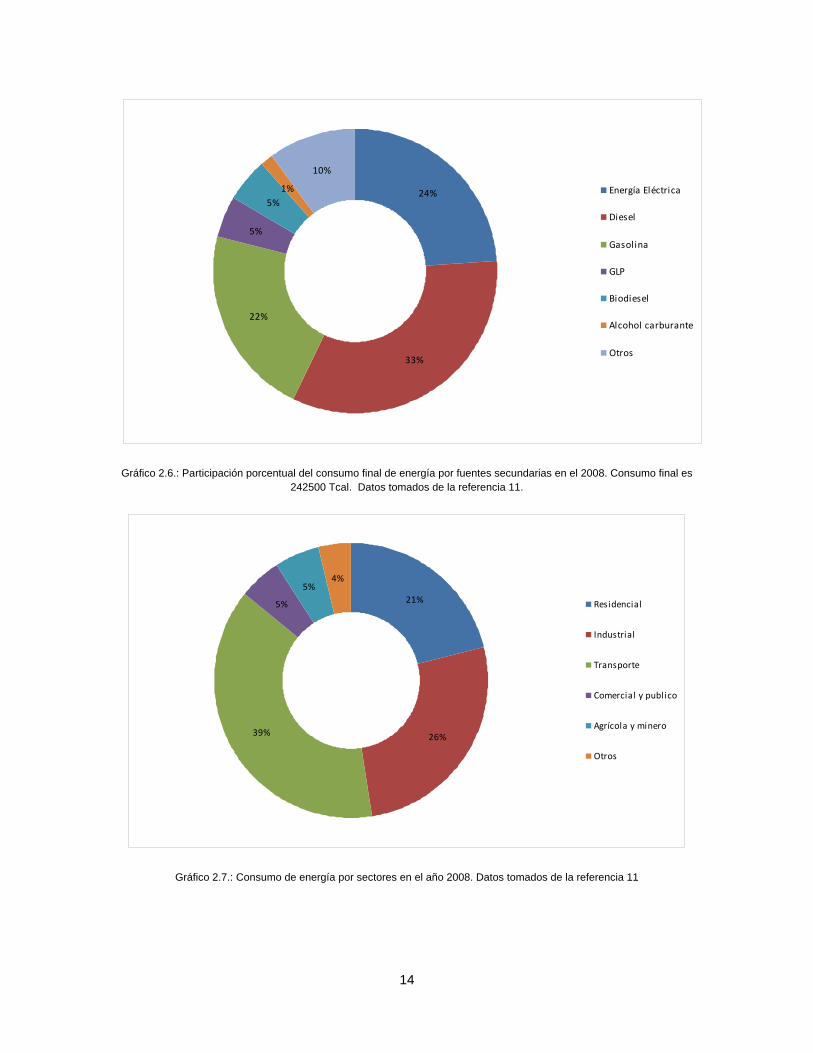
Los combustibles derivados del petróleo, i.e. diesel, gasolina y GLP representan el 60% del consumo energético en Colombia, lo que convierte al sector transporte en el mayor consumidor de energía en el país, ver gráficos 2.6 y 2.7. Dentro de las inversiones realizadas por ECOPETROL diferentes a las actividades de exploración y explotación, está el montaje de la planta de tratamiento con hidrogeno para la reducción del contenido de azufre en el diesel a 50 ppm y en la gasolina a 300 ppm [12].
Teniendo en cuenta lo expuesto en la referencia 11, se puede decir que es sector transporte no cuenta con ninguna estrategia concreta en relación con el uso racional de energia o con la implementación de fuentes de potencia no convencionales [11].
MINERÍA
En el plan estratégico del sector minero-energético se hace énfasis en, (i) exploración y caracterización geológica, (ii) usos energéticos y no energéticos del carbón, (iii) benefico y utilización de minerales (e.g. fertilizantes). Actualmente, la exportación minera de Colombia representa el 25% de las ventas nacionales. Dentro de este sector la exportaciones de carbón representan el 66%, oro el 18% y níquel el 9%. Otro reto elemental del sector minero es implementar tecnologías que reduzcan el impacto ambiental que genera la explotación actualmente en Colombia.
ENERGÍA ELÉCTRICA
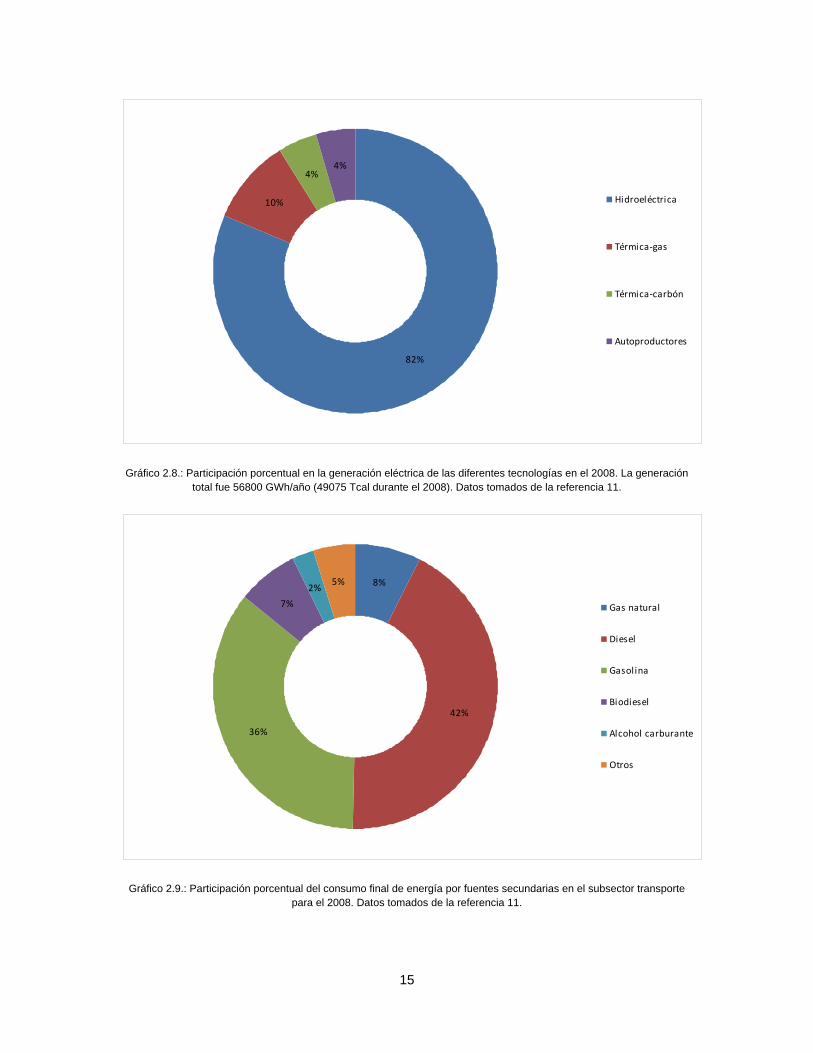
Así la descentralización haya diversificado las tecnologías de generación a nivel nacional, pasando de 90% hidráulica en los 90’s a 66% en la actualidad [15]. El 82% de la energía eléctrica consumida en el país es generada en centrales hidroeléctricas, ver Gráfico 2.8. La tendencia es que la generación eléctrica sigua siendo hidro, ya que Colombia tiene 90000 MW de potencial hidroeléctrico de los cuales sola ha desarrollado 9000 MW. Los nueve proyectos de generación hidroeléctrica en proceso de planeación superan los 3400 MW, El proyecto más grande es pescadero-hituango con 2400 MW. En asociación con el aumento de la capacidad de generación hidro-electrica, el plan estratégico del sector minero-energético menciona la necesidad de desarrollo tecnologico del sistema de comercialización de energía eléctrica.
Las tecnologías de generación alternativas se presentan como soluciones para las zonas no interconectadas del país, se mencionan la generación fotovoltaica, eólica y micro turbinas hidráulicas [3, 11]. La falta de penetración de las tecnologías de generación alternativas radica en el riesgo tecnológico, el cual no se considera aceptable por parte de los inversionistas independientemente de la potencial ganancia.
14
Gráfico 2.6.: Participación porcentual del consumo final de energía por fuentes secundarias en el 2008. Consumo final es 242500 Tcal. Datos tomados de la referencia 11.
Gráfico 2.7.: Consumo de energía por sectores en el año 2008. Datos tomados de la referencia 11
24%
33%
22%
5%
5%1%
10%
Energía Eléctrica
Diesel
Gasolina
GLP
Biodiesel
Alcohol carburante
Otros
21%
26%39%
5%
5%4%
Residencial
Industrial
Transporte
Comercial y publico
Agrícola y minero
Otros
15
Gráfico 2.8.: Participación porcentual en la generación eléctrica de las diferentes tecnologías en el 2008. La generación total fue 56800 GWh/año (49075 Tcal durante el 2008). Datos tomados de la referencia 11.
Gráfico 2.9.: Participación porcentual del consumo final de energía por fuentes secundarias en el subsector transporte para el 2008. Datos tomados de la referencia 11.
82%
10%
4%4%
Hidroeléctrica
Térmica-gas
Térmica-carbón
Autoproductores
8%
42%
36%
7%2% 5%
Gas natural
Diesel
Gasolina
Biodiesel
Alcohol carburante
Otros
16
4.2. ALMECENAMIENTO DE ENERGÍA
BIOCOMBUSTIBLES
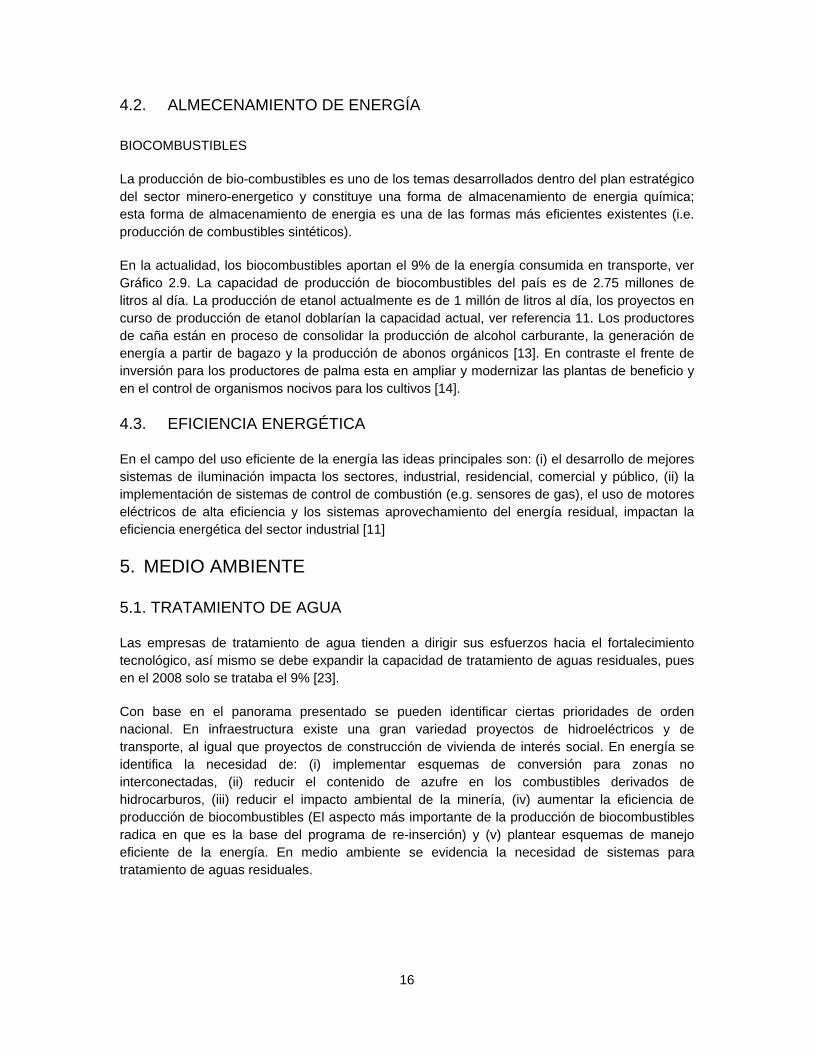
La producción de bio-combustibles es uno de los temas desarrollados dentro del plan estratégico del sector minero-energetico y constituye una forma de almacenamiento de energia química; esta forma de almacenamiento de energia es una de las formas más eficientes existentes (i.e. producción de combustibles sintéticos).
En la actualidad, los biocombustibles aportan el 9% de la energía consumida en transporte, ver Gráfico 2.9. La capacidad de producción de biocombustibles del país es de 2.75 millones de litros al día. La producción de etanol actualmente es de 1 millón de litros al día, los proyectos en curso de producción de etanol doblarían la capacidad actual, ver referencia 11. Los productores de caña están en proceso de consolidar la producción de alcohol carburante, la generación de energía a partir de bagazo y la producción de abonos orgánicos [13]. En contraste el frente de inversión para los productores de palma esta en ampliar y modernizar las plantas de beneficio y en el control de organismos nocivos para los cultivos [14].
4.3. EFICIENCIA ENERGÉTICA
En el campo del uso eficiente de la energía las ideas principales son: (i) el desarrollo de mejores sistemas de iluminación impacta los sectores, industrial, residencial, comercial y público, (ii) la implementación de sistemas de control de combustión (e.g. sensores de gas), el uso de motores eléctricos de alta eficiencia y los sistemas aprovechamiento del energía residual, impactan la eficiencia energética del sector industrial [11]
5. MEDIO AMBIENTE
5.1. TRATAMIENTO DE AGUA
Las empresas de tratamiento de agua tienden a dirigir sus esfuerzos hacia el fortalecimiento tecnológico, así mismo se debe expandir la capacidad de tratamiento de aguas residuales, pues en el 2008 solo se trataba el 9% [23].
Con base en el panorama presentado se pueden identificar ciertas prioridades de orden nacional. En infraestructura existe una gran variedad proyectos de hidroeléctricos y de transporte, al igual que proyectos de construcción de vivienda de interés social. En energía se identifica la necesidad de: (i) implementar esquemas de conversión para zonas no interconectadas, (ii) reducir el contenido de azufre en los combustibles derivados de hidrocarburos, (iii) reducir el impacto ambiental de la minería, (iv) aumentar la eficiencia de producción de biocombustibles (El aspecto más importante de la producción de biocombustibles radica en que es la base del programa de re-inserción) y (v) plantear esquemas de manejo eficiente de la energía. En medio ambiente se evidencia la necesidad de sistemas para tratamiento de aguas residuales.
17
6. APLICACIONES TECNOLÓGICAS DE LOS MATERIALES CERÁMICOS
Como se anunció anteriormente, el siguiente paso es determinar las aplicaciones tecnológicas de los materiales cerámicos con mayor potencial de impacto económico y social en Colombia. Los intereses identificados indican que el área de infraestructura, energía y medio ambiente es una de las de mayor relevancia tecnológica para el país.
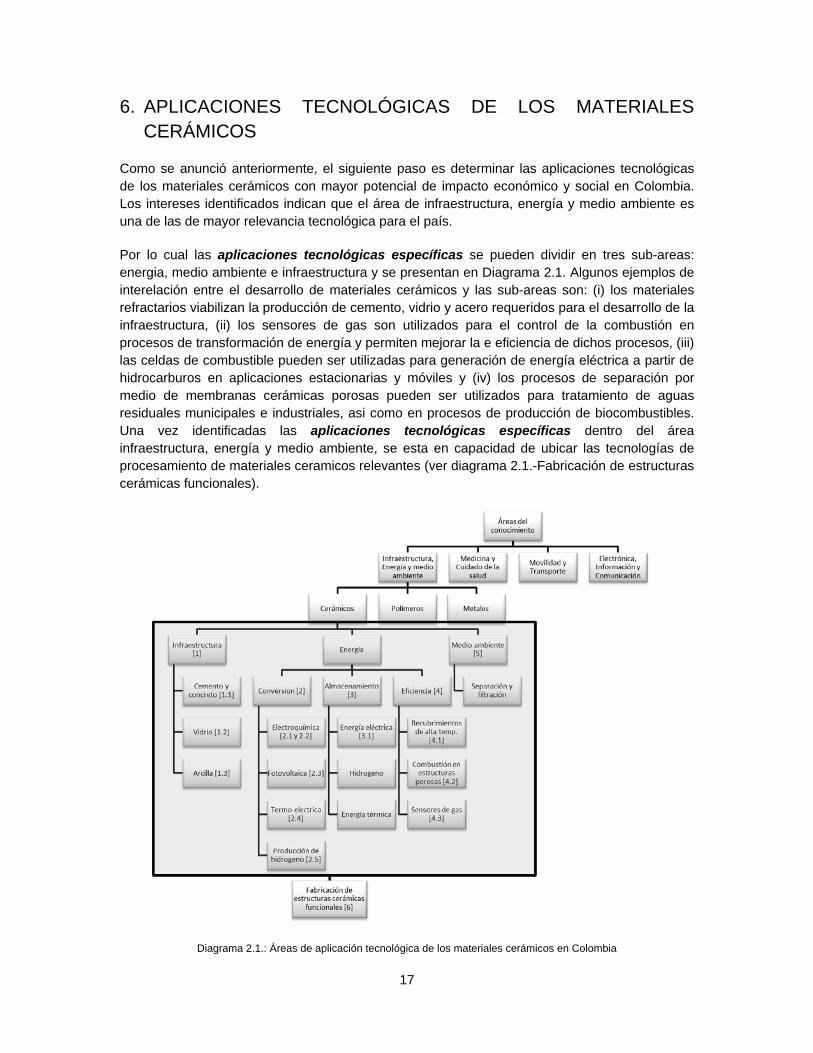
Por lo cual las aplicaciones tecnológicas específicas se pueden dividir en tres sub-areas: energia, medio ambiente e infraestructura y se presentan en Diagrama 2.1. Algunos ejemplos de interelación entre el desarrollo de materiales cerámicos y las sub-areas son: (i) los materiales refractarios viabilizan la producción de cemento, vidrio y acero requeridos para el desarrollo de la infraestructura, (ii) los sensores de gas son utilizados para el control de la combustión en procesos de transformación de energía y permiten mejorar la e eficiencia de dichos procesos, (iii) las celdas de combustible pueden ser utilizadas para generación de energía eléctrica a partir de hidrocarburos en aplicaciones estacionarias y móviles y (iv) los procesos de separación por medio de membranas cerámicas porosas pueden ser utilizados para tratamiento de aguas residuales municipales e industriales, asi como en procesos de producción de biocombustibles. Una vez identificadas las aplicaciones tecnológicas específicas dentro del área infraestructura, energía y medio ambiente, se esta en capacidad de ubicar las tecnologías de procesamiento de materiales ceramicos relevantes (ver diagrama 2.1.-Fabricación de estructuras cerámicas funcionales).
Diagrama 2.1.: Áreas de aplicación tecnológica de los materiales cerámicos en Colombia
18
7. REFERENCIAS
[1] H. Dosch and M.H. Van de Voorde, Materials Science in Europe. European white book on fundamental research in material science. Max planck institute für metallforschung, Stuttgart, 2000, p 26 – 48 and 269-270.
[2] Plan estratégico del programa nacional de desarrollo tecnológico, industrial y calidad, Instituto Colombiano para el Desarrollo de la Ciencia y la Tecnología “Francisco José de Caldas” Colciencias. Bogotá D. C., Noviembre de 2005.
[3] Plan estratégico programa nacional de investigaciones en energía y minería, Instituto Colombiano para el Desarrollo de la Ciencia y la Tecnología “Francisco José de Caldas” Colciencias. Bogotá D. C., Noviembre de 2005.
[4] Jürgen Rödel, Alain B.N. Kounga, Marion Weissenberger-Eibl, Daniel Koch, Antje Bierwisch, Wolfgang Rossner, Michael J. Hoffmann, Robert Danzer and Gerhard Schneider, Development of a roadmap for advanced ceramics: 2010–2025. Journal of the European Ceramic Society 29 (2009) 1549–1560.
[5] World demand for refractories forecast to rise 3.5% annually through 2012 to 45.2 million metric tons, Peter Wray. Ceramic tech today. April 3, 2009.
[6] Bricks & Blocks , The Freedonia Group, Inc.,Cleveland, OH. June 2006.
[7] World Cement, The Freedonia Group, Inc., Cleveland, OH. June 2006.
[8] Advanced Ceramics in Demand, Ceramic Industry. December 1, 2009.
[9] Flooring Market Steps Up, wood working network. October 13, 2009.
[10] Glass market overview
[11] Programa de uso racional y eficiente de energía y fuentes no convencionales – PROURE
[12] Con tratamiento especial se eliminara el azufre de los combustibles, Erika Contreras G., Carta Petrolera, EDICIÓN 118, febrero de 2008.
[13] Azúcar y etanol. Revista dinero, Edición 350, 28 de mayo de 2010.
[14] Palma y aceite. Revista dinero, Edición 350, 28 de mayo de 2010.
[15] Energía bienes y servicios conexos. Revista dinero, Edición 350, 28 de mayo de 2010
[16] Fiebre de energía. Revista dinero, Edición 337, 3 de noviembre de 2009
[17] Construcción. Revista dinero, Edición 350, 28 de mayo de 2010
[18] Construcción, en la onda verde. Revista dinero, Edición 346, 26 de marzo 2010
[19] Arcilla, ladrillo y cerámica. Revista dinero, Edición 303, 6 de junio de 2008

19
[20] Cámara de comercio de Bogota implementara programa de eficiencia energética. Revista dinero, 26 de mayo de 2010
[21] Cemento. Revista dinero, Edición 350, 28 de mayo de 2010.
[22] Ronald N. Kostoff and Robert R. Schaller, Science and Technology Roadmaps. IEEE Transactions On Engineering Management, VOL. 48, NO. 2, MAY 2000.
[23] Colombia solo trata el 9% de sus aguas residuales, El Espectador, 25 SEP 2008.
20
III. PANORAMA DE DESARROLLO TECNOLÓGICO Y CIENTÍFICO A NIVEL INTERNACIONAL DE LAS APLICACIONES TECNOLÓGICAS SELECCIONADAS
El siguiente capitulo presenta el panorama científico y tecnológico de las aplicaciones tecnologicas de los materiales cerámicos relacionadas en el diagrama 2.1. Una vez presentadas las tres sub areas principlaes, i.e. infraestrctura, energia (El sub-area de energia se dividirá en conversión, almacenamiento y eficiencia) y medioambiente, se exponen las técnicas de manufactura de estrcturas ceramcias funcionales que viabilizan dichas aplicaciones tecnológicas.
1. INFRAESTRUCTURA
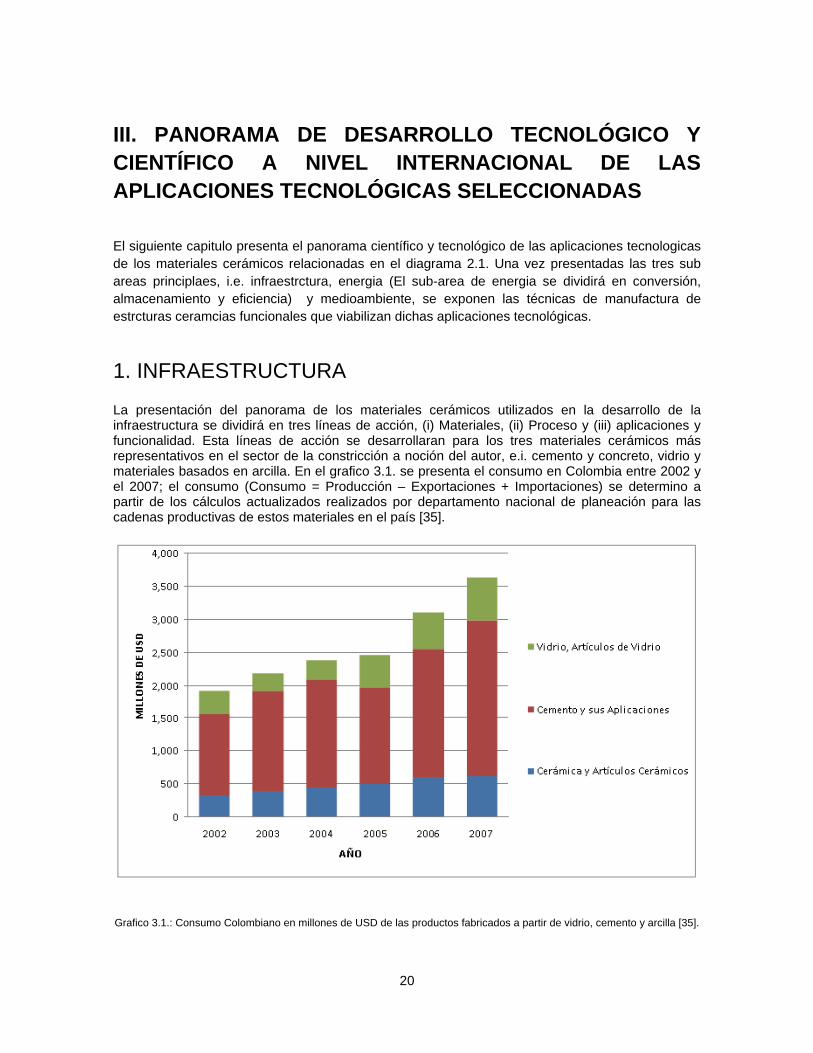
La presentación del panorama de los materiales cerámicos utilizados en la desarrollo de la infraestructura se dividirá en tres líneas de acción, (i) Materiales, (ii) Proceso y (iii) aplicaciones y funcionalidad. Esta líneas de acción se desarrollaran para los tres materiales cerámicos más representativos en el sector de la constricción a noción del autor, e.i. cemento y concreto, vidrio y materiales basados en arcilla. En el grafico 3.1. se presenta el consumo en Colombia entre 2002 y el 2007; el consumo (Consumo = Producción – Exportaciones + Importaciones) se determino a partir de los cálculos actualizados realizados por departamento nacional de planeación para las cadenas productivas de estos materiales en el país [35].
Grafico 3.1.: Consumo Colombiano en millones de USD de las productos fabricados a partir de vidrio, cemento y arcilla [35].
21
En la línea de acción materiales, se presentan temas relacionados al control de las propiedades y la microestructura. En la línea de acción proceso, se discute la optimización del proceso de producción respecto a consumo de energía e impacto ambiental, en mayor medida (e.g. utilización de desechos como materia prima o combustible). La línea de acción aplicaciones y funcionalidad, presenta las tendencias en la integración de nuevas propiedades y usos a productos existentes, mediante la modificación estructural o superficial (e.g. pisos antibacteriales, vidrios para control térmico y estructuras de concreto con auto-monitoreo) [1, 2].
1.1. CEMENTO Y CONCRETO
El concreto es el producto hecho por el hombre más usado a nivel global, en el 2002 en promedio se produjeron dos toneladas de concreto por persona [3]. El concreto está compuesto por agua, cemento, agregados, aditivos químicos, aditivos minerales y barras de acero. Los aditivos minerales en general poseen propiedades cementantes, por cual sirven como substitutos del cemento en el concreto o como sustitutos de clinker en el cemento tipo Portland. En su mayoría los aditivos minerales utilizados son desechos industriales, estos aditivos además de mejorar la durabilidad y el desempeño del concreto, generan beneficios económicos y ambientales [3].
1.1.1. MATERIALES
Respecto a los temas relacionados con el control de propiedades y la estructura se destacan tres áreas: (i) entendimiento y caracterización del proceso de hidratación y formación de la microestructura, (ii) entendimiento de los procesos de degradación y el desempeño de las estructuras de concreto mediante modelos y medición, e.g. corrosión del acero utilizado como refuerzo, (iii) entendimiento del comportamiento reológico del concreto [3, 4, 5]. La finalidad de las tres áreas de investigación mencionadas es poder diseñar concretos con propiedades específicas que permitan optimizar su uso y mejorar el desempeño de las estructuras fabricadas. Dentro de los temas de investigación mencionados el proceso de hidratación y la evolución microestructural son la base para entender los procesos y propiedades a nivel macro.
ENTENDIMIENTO Y CARACTERIZACIÓN DEL PROCESO DE HIDRATACIÓN Y FORMACIÓN DE LA MICROESTRUCTURA
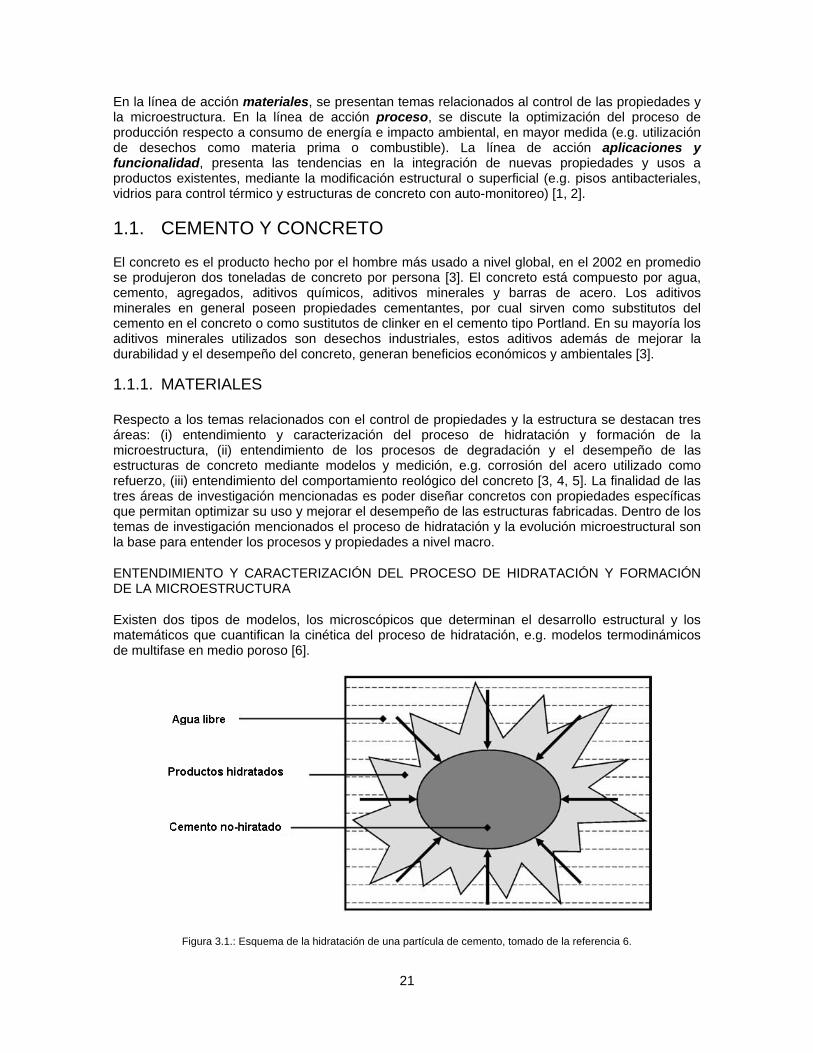
Existen dos tipos de modelos, los microscópicos que determinan el desarrollo estructural y los matemáticos que cuantifican la cinética del proceso de hidratación, e.g. modelos termodinámicos de multifase en medio poroso [6].
Figura 3.1.: Esquema de la hidratación de una partícula de cemento, tomado de la referencia 6.
22
Los fenómenos asociados a la hidratación del cemento son la generación de calor, el desarrollo de resistencia y la reducción volumétrica. Estos fenómenos están relacionados a procesos físicos, químicos y mecánicos, el entendimiento de estos procesos es un prerrequisito para modelar la cinética de hidratación del cemento. En la figura 3.1. se presenta un esquema de la hidratación de una partícula de cemento, tomada de la referencia 6.
Como se mencionó anteriormente, uno de los fenómenos asociados a hidratación del cemento es la generación de calor; esto sumado a La relativa baja conductividad térmica del concreto genera un gradiente de temperatura entre la superficie y el núcleo en grandes estructuras de concreto durante la etapa inicial de construcción. Este gradiente de temperatura puede generar esfuerzos térmicos y fractura si existen restricciones internas o externas. La simulación de un proceso de hidratación es indispensable para cuantificar los esfuerzos térmicos y evaluar el riesgo de fractura en grandes estructuras, e.g. las represas [7]. Por lo tanto el entendimiento del proceso de hidratación permite tanto determinar el riesgo de falla de una estructura como optimizar su tiempo de ejecución.
ENTENDIMIENTO DE LOS PROCESOS DE DEGRADACIÓN Y EL DESEMPEÑO DE LAS ESTRUCTURAS DE CONCRETO MEDIANTE MODELOS Y MEDICIÓN
La corrosión del acero de refuerzo es la principal causa de falla en las estructuras de concreto. Estudios realizados en Colombia muestran que La tasa de corrosión del refuerzo es más alta para acero embebido en concreto a base de escoria activada por álcalis que en concreto producido a partir de cemento tipo portland. La escoria granulada de alto horno contiene compuestos de azufre que pueden catalizar la generación de átomos de hidrogeno en el interior de la estructura, esto a su vez genera la fragilización del acero por la penetración de hidrogeno [9].
ENTENDIMIENTO DEL COMPORTAMIENTO REOLÓGICO DEL CONCRETO
Una pasta de cemento es una suspensión concentrada de partículas de cemento en agua. El concreto es la mezcla entre la pasta de cemento y los agregados. La calidad de una estructura de concreto depende tanto de la calidad de los componentes, como del comportamiento reológico del concreto durante el proceso de vertido [5].
El comportamiento reológico dependiente del tiempo de una pasta de cemento esta aparentemente gobernado por dos comportamientos (i) la combinación de procesos de coagulación-dispersión-coagulación de las partículas de cemento, e.i. comportamiento tixotrópico y (ii) el rompimiento de enlaces químicos entre partículas, e.i. degradación estructural. La adición de polímetros que se adsorben en la superficie de las partículas de cemento, cambian la energía potencial total, dificultando la coagulación estericamente, e.i. modifican el comportamiento reológico [5]. El Control del comportamiento reológico del concreto es una herramienta para optimizar los procesos de construcción, esta herramienta debe ser relacionada con las propiedades mecánicas del concreto fraguado.
1.1.2. PROCESO
Respecto al proceso de producción del cemento la tendencia es a reducir el impacto ambiental y el consumo de energía eléctrica y térmica [3].
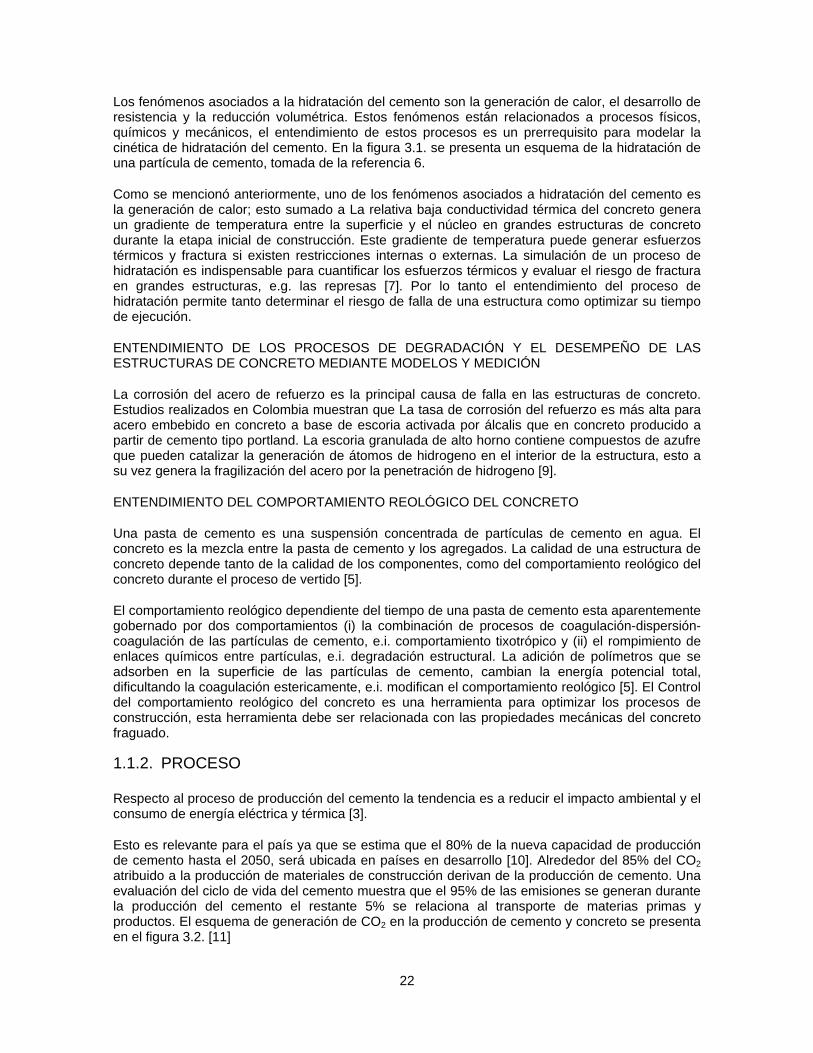
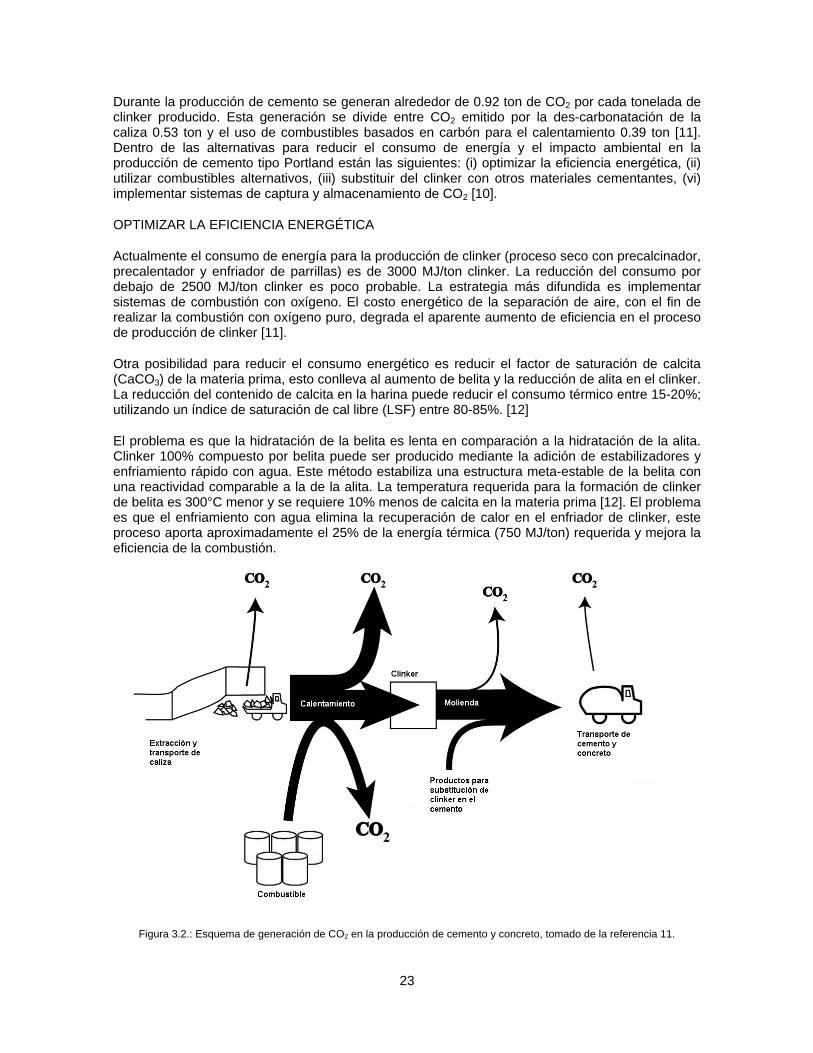
Esto es relevante para el país ya que se estima que el 80% de la nueva capacidad de producción de cemento hasta el 2050, será ubicada en países en desarrollo [10]. Alrededor del 85% del CO2 atribuido a la producción de materiales de construcción derivan de la producción de cemento. Una evaluación del ciclo de vida del cemento muestra que el 95% de las emisiones se generan durante la producción del cemento el restante 5% se relaciona al transporte de materias primas y productos. El esquema de generación de CO2 en la producción de cemento y concreto se presenta en el figura 3.2. [11]
23
Durante la producción de cemento se generan alrededor de 0.92 ton de CO2 por cada tonelada de clinker producido. Esta generación se divide entre CO2 emitido por la des-carbonatación de la caliza 0.53 ton y el uso de combustibles basados en carbón para el calentamiento 0.39 ton [11]. Dentro de las alternativas para reducir el consumo de energía y el impacto ambiental en la producción de cemento tipo Portland están las siguientes: (i) optimizar la eficiencia energética, (ii) utilizar combustibles alternativos, (iii) substituir del clinker con otros materiales cementantes, (vi) implementar sistemas de captura y almacenamiento de CO2 [10].
OPTIMIZAR LA EFICIENCIA ENERGÉTICA
Actualmente el consumo de energía para la producción de clinker (proceso seco con precalcinador, precalentador y enfriador de parrillas) es de 3000 MJ/ton clinker. La reducción del consumo por debajo de 2500 MJ/ton clinker es poco probable. La estrategia más difundida es implementar sistemas de combustión con oxígeno. El costo energético de la separación de aire, con el fin de realizar la combustión con oxígeno puro, degrada el aparente aumento de eficiencia en el proceso de producción de clinker [11].
Otra posibilidad para reducir el consumo energético es reducir el factor de saturación de calcita (CaCO3) de la materia prima, esto conlleva al aumento de belita y la reducción de alita en el clinker. La reducción del contenido de calcita en la harina puede reducir el consumo térmico entre 15-20%; utilizando un índice de saturación de cal libre (LSF) entre 80-85%. [12]
El problema es que la hidratación de la belita es lenta en comparación a la hidratación de la alita. Clinker 100% compuesto por belita puede ser producido mediante la adición de estabilizadores y enfriamiento rápido con agua. Este método estabiliza una estructura meta-estable de la belita con una reactividad comparable a la de la alita. La temperatura requerida para la formación de clinker de belita es 300°C menor y se requiere 10% menos de calcita en la materia prima [12]. El problema es que el enfriamiento con agua elimina la recuperación de calor en el enfriador de clinker, este proceso aporta aproximadamente el 25% de la energía térmica (750 MJ/ton) requerida y mejora la eficiencia de la combustión.
Figura 3.2.: Esquema de generación de CO2 en la producción de cemento y concreto, tomado de la referencia 11.
24
UTILIZAR COMBUSTIBLES ALTERNATIVOS
Además de tener el potencial de disminuir las emisiones de CO2 la utilización de combustibles alternativos tiene otras ventajas como lo son: ahorro de las reservas de combustibles fósiles, reducción de residuos sólidos y destrucción de compuestos orgánicos peligrosos.
Los combustibles con el potencial de diminuir la emisión de CO2 son los considerados neutros [11]. Los combustibles neutros son: Biomasa, Desechos municipales biodegradables, desechos animales, desechos de papel. Dentro de los considerados no neutros están: los derivados de combustibles fósiles como: solventes, plásticos y llantas.
Pero no todo es positivo, la utilización de combustibles alternativos influencia el proceso de producción, en especial la estabilidad del proceso de quema. El azufre y los elementos alcalinos (e.i. sodio, potasio y cloro) están presentes tanto en las materias primas como el combustible, estos elementos no están atados a la fases del clinker. Altos niveles o proporciones inadecuadas de azufre en relación con los elementos alcalinos, con frecuencia forman bloqueos. Para evitar esto debe existir suficiente azufre para inmovilizar los metales alcalinos [13].
La utilización de combustibles alternativos es 30% en promedio en Europa, pero del 70% en los países bajos. La clave para asegurar la utilización de combustibles alternativos en la producción de clinker, es la habilidad de organizar una cadena de suministro que permita la provisión regular a las plantas de cemento [17].
SUBSTITUIR DEL CLINKER CON OTROS MATERIALES CEMENTANTES
Actualmente la tasa promedio de sustitución de clinker a nivel mundial es de alrededor del 20%. La sustitución del clinker permite además de aumentar la capacidad de producción, reducir los costos por tonelada de cemento producido.
Dentro de los posibles materiales que pueden ser utilizados para la sustitución de clinker en el cemento se encuentran: (i) la escoria granulada, (ii) las cenizas volantes, (iii) el metacaolín, (iv) las cenizas de cascarilla de arroz, (v) las puzolanas naturales, (vi) la caliza, entre otros. La escoria granulada, entre los citados es el material que puede remplazar una mayor fracción de clinker. El límite de remplazo está restringido por la disponibilidad, e.g. la producción mundial de escoria granulada de alto horno fue de alrededor de 150 millones de toneladas año (2005) mientras la producción de clinker para el mismo año fue de 2500 millones de toneladas, ver referencia 11.
Otro material de remplazo con excelentes propiedades es la ceniza de cascarilla de arroz. Las cenizas de cascarilla de arroz producidas mediante combustión controlada, constituyen un material de remplazo del clinker de alta reactividad. Esta propiedad en particular es sensible a las condiciones de quema y al contenido de iones metálicos. Con el fin de remover los iones metálicos contaminantes, la cascarilla puede ser lavada con ácido. Este proceso permite la obtención de silica amorfa pura, cuando el proceso de combustión es controlado [14]. La adición de cenizas de cascarilla de arroz mejora la resistencia y la durabilidad del concreto. El nivel de mejora logrado con las cenizas lavadas químicamente es comparable al que se logra con humos de silica, ver referencia 14.
La clasificación de las propiedades de los materiales de substitución y la identificación de las relaciones entre materiales de substitución y sus aplicaciones, son mecanismos para aumentar el porcentaje de remplazo del clinker [10]. Hasta ahora solo se han identificado algunos de los efectos de las adiciones en las propiedades del concreto. En general estas adiciones mejoran la resistencia mecánica a largo plazo y la resistencia química, pero reducen la resistencia mecánica a temprana edad [10].
25
IMPLEMENTAR SISTEMAS DE CAPTURA Y ALMACENAMIENTO DE CO2
Los sistemas de captura y almacenamiento de CO2 actuales aumentan el consumo energético entre 50 – 120% a nivel de planta y los costos son altos, se estiman entre 20 – 75 Euros/ton CO2 [10]. Otro requisito del sistema es la disponibilidad de un reservorio geológico adecuado o la existencia es una red de transporte para el gas.
1.1.3. APLICACIONES Y FUNCIONALIDAD
Dentro de la nuevas aplicaciones y funcionalidades del concreto la tendencia es hacia, (i) concretos con sistemas de auto-reparación de grietas, (ii) concretos con mayor resistencia a la fractura (iii) recubrimientos para concreto y (iv) concretos alternativos. [3, 4, 11]
CONCRETOS CON SISTEMAS DE AUTO-REPARACIÓN DE GRIETAS
La fractura del concreto está relacionada con su baja resistencia a la tensión. Los altos esfuerzos de tensión encontrados en estructuras de concreto se generan por: deformaciones impuestas, cambio de volumen, asentamiento y/o reacciones expansivas (e.g. la corrosión del refuerzo, la reacción entre sustancias alcalinas y silica y el ataque por azufre) [15].
La formación de grietas afecta la durabilidad de las estructuras de concreto, ya que facilita la entrada de agua y gas, el ingreso de estas sustancias posibilita la reacciones expansivas mencionas. El fluido en los poros del concreto tiene un pH de 13, esto ayuda a proteger el acero que se usa como refuerzo; cuando el pH cae por debajo de 9 (penetración de agua) la capa protectora de óxido de hierro se degenera y el refuerzo se corroe.
Los anterior justifica el desarrollo de sistemas de auto reparación de grietas en el concreto, existen seis atributos que debe tener un sistema de reparación, (i) el sistema debe estar listo para activarse cuando y donde sea necesario, (ii) el sistema debe permanecer activo durante la vida útil de la estructura, (iii) el sistema debe ser económicamente probable, (iv) el sistema debe recuperar la propiedades al nivel del material nuevo, (v) el mecanismo de recuperación utilizado por el sistema debe ser consistente bajo un rango amplio de ambientes típicos para estructuras de concreto y (vi) el sistema debe tener la habilidad de sanar en múltiples eventos de daño [16]
Los sistemas económicamente viables actualmente son los basados en, la hidratación de partículas de cemento no hidratadas en el concreto y la precipitación de calcita por métodos biológicos.
Intrínsecamente el concreto contiene micro-reservorios de partículas de cemento no hidratadas, esto ocurre en mayor medida en los concretos con bajos radios agua/cemento. De hecho la cantidad de cemento no hidratado en un concreto puede ser hasta del 25 wt%. Este sistema de curado autógeno es económico si se compara con los métodos de encapsulación de polímeros, pero es necesario Investigar la confiabilidad y la calidad curado proporcionado por este método [16].
La precipitación de calcita bacterial está determinada por (i) la concentración de carbón inorgánico, (ii) el pH, (iii) la concertación de iones de calcio y (iv) la presencia de sitios de nucleación. Las tres primeras condiciones las provee el metabolismo de la bacteria, mientras que las paredes celulares de la bacteria sirven como sitios de nucleación. El problema es que el pH del concreto es alto (13), lo que hace necesario proteger las bacterias [15].
CONCRETOS CON MAYOR RESISTENCIA A LA FRACTURA
Al igual que los sistemas de auto-reparación de grietas, el aumento de la resistencia a la fractura tiene como finalidad aumentar la durabilidad de las estructuras de concreto. La tendencia es
26
adicionar refuerzos en forma de fibras metálicas, polimétricas o cerámicas. Los resultados obtenidos con fibras de carbono son los más interesantes. La incorporación de fibras de carbono como material de refuerzo en concretos, además de mejorar la resistencia a la fractura del material (e.i. dificulta la propagación de micro-grietas), genera una respuesta eléctrica que puede ser utilizada para el monitoreo de daños y deformaciones [17].
RECUBRIMIENTOS PARA CONCRETO
La fotocatálisis atrajo la atención del público cuando Honda y Fujishima describieron el fenómeno de descomposición del agua en una celda foto-electro-química que utilizaba dióxido de titanio. La actividad fotocatalítica del dióxido de titanio tiene dos efectos, promover una superficie auto-limpiante (e.i. modifica el ángulo de contacto entre al agua y la superficie impidiendo que el polvo adhiera) y en segundo lugar purificar el aire (e.i. puede oxidar tanto de compuestos orgánicos como compuestos inorgánicos, como NOx, SOx y NH3). Los pisos de concreto con propiedades fotocatalíticas fueron lanzados al mercado por primera vez en Japón, a finales de 1990’s y se han convertido desde entonces en uno de los elementos de construcción de mayor reconocimiento con estas propiedades [18].
CONCRETOS ALTERNATIVOS
Los cementos alternativos son materiales ligantes que requieren una menor cantidad de energía y generan una menor cantidad de emisiones de CO2 durante su producción, en comparación con el cemento tipo Portland. Existen tres tipo de cementos alternativos, (i) los activados con elementos alcalinos, (ii) los Basados en carbonatos de calcio y magnesio + hidróxidos de calcio y magnesio y (iii) los basados en silicatos de magnesio [10, 11]. Entre estos, los únicos comerciales actualmente son los activados con elementos alcalinos.
La historia de los Cementos de activación alcalina comienza en 1940, cuando Glukhousky sentó las bases teóricas y desarrollo los concretos de activación alcalina en base a escorias granuladas de alto horno [19, 20].
Existen dos modelos de cementos de activación alcalina, (i) los basados en escorias granuladas de alto horno (Si + Ca) que se activan con soluciones de baja alcalinidad y generan silicato de calcio hidratado (C-S-H) como producto de la reacción y (ii) los basados en metacaolín o cenizas volantes (Si + Al) que se activan con soluciones de alta alcalinidad y para la cuales el producto de la reacción son zeolitas con estructura de polímero. Es por esto que Davidovits nombro este grupo como geopolímeros.
La ventaja de los cementos basados en escorias es su elevada estabilidad química en medios agresivos [20]. La cinética de la reacción en este tipo de cemento depende del grado de polimerización y del tamaño de partícula; partículas por debajo de las 2 micras reaccionan completamente en menos de 24 horas tanto en cementos activados por sustancias alcalinas como en cementos mezclados (e.i. cemento tipo portland+escoria) [19]. En cuanto a los cementos basados en metacaolín cabe mencionar que la clave para su alta reactividad es la deformación de los enlaces de red producidos durante la eliminación térmica de OH de la caolinita. Su desventaja es que poseen una alta área superficial por lo cual demandan gran cantidad de agua [19].
Con el fin de lograr una sinergia de propiedades entre los dos modelos de cementos alcalinos se han desarrollado mezclas binarias, en el modelo desarrollado en la referencia 20 puede ser utilizado en la producción de estos materiales en función del desempeño mecánico requerido.
1.2. VIDRIO
De 1992 a 1999 la capacidad instalada en el mundo para recubriendo de vidrio plano aumento de 60 millones de m2 a 120 millones de m2 [21]. En el 2000 casi el 70% del vidrio producido a nivel
27
global era recubierto. Por estas razones el panorama que se presenta del vidrio está enfocado en la modificación superficial, e.i. recubrimientos. Los recubrimientos modifican las propiedades superficiales del vidrio y se utilizan para optimizar, la transmitancia visual (e.g. vidrio anti-reflectivo), las transmitancia térmica, la transmitancia solar total y el mantenimiento (e.g. vidrio auto-limpiante). Dentro de los aspectos a mejorar de los recubrimientos los más importantes son el costo y la durabilidad. [22, 23]
1.2.1. MATERIALES
El vidrio es altamente resistente al ataque químico y al desgaste, además de ser transparente en el espectro visible; aun así el vidrio no es totalmente ideal para aplicaciones arquitectónicas. La baja reflectividad en el espectro infrarrojo de longitud de onda larga, aumenta la energía requerida para calentar el interior de una construcción en climas fríos y la alta transmisión en el espectro infrarrojo de longitud de onda corta, aumenta la energía requerida para enfriar el interior de una construcción en climas cálidos [21]. Con el fin de corregir las deficiencias mencionadas se han diseñado dos tipos de recubrimientos, los de baja emisividad y los de control solar.
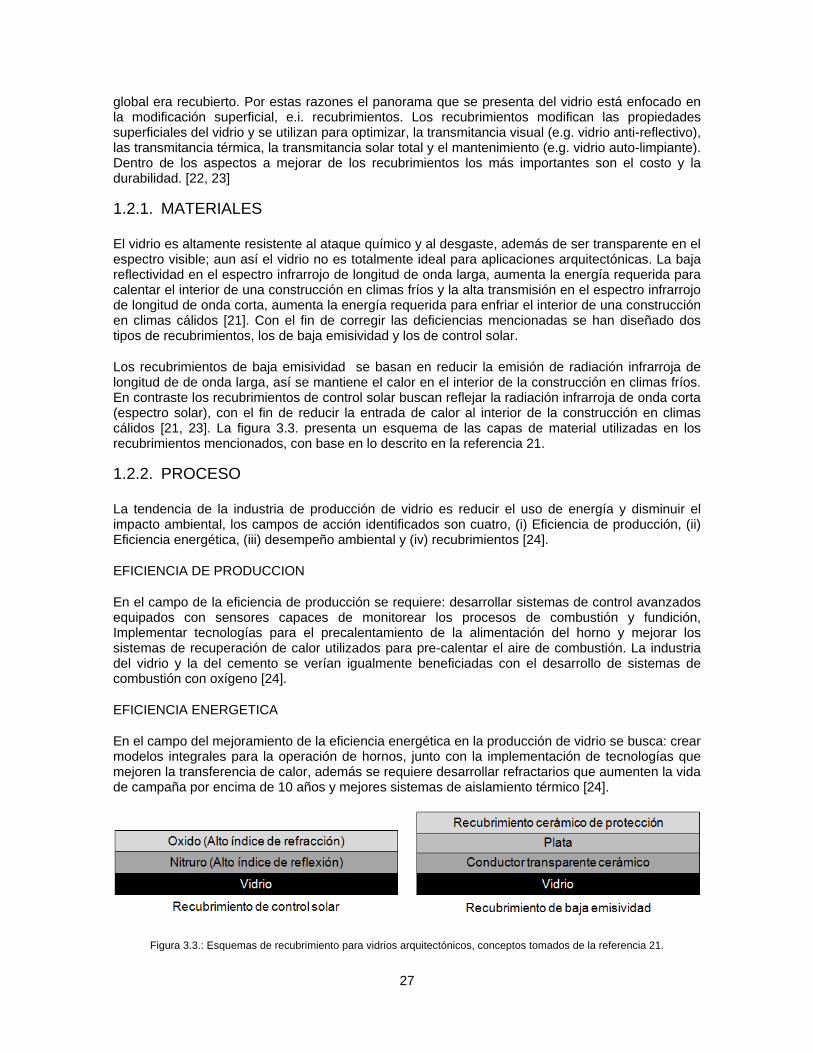
Los recubrimientos de baja emisividad se basan en reducir la emisión de radiación infrarroja de longitud de de onda larga, así se mantiene el calor en el interior de la construcción en climas fríos. En contraste los recubrimientos de control solar buscan reflejar la radiación infrarroja de onda corta (espectro solar), con el fin de reducir la entrada de calor al interior de la construcción en climas cálidos [21, 23]. La figura 3.3. presenta un esquema de las capas de material utilizadas en los recubrimientos mencionados, con base en lo descrito en la referencia 21.
1.2.2. PROCESO
La tendencia de la industria de producción de vidrio es reducir el uso de energía y disminuir el impacto ambiental, los campos de acción identificados son cuatro, (i) Eficiencia de producción, (ii) Eficiencia energética, (iii) desempeño ambiental y (iv) recubrimientos [24].
EFICIENCIA DE PRODUCCION
En el campo de la eficiencia de producción se requiere: desarrollar sistemas de control avanzados equipados con sensores capaces de monitorear los procesos de combustión y fundición, Implementar tecnologías para el precalentamiento de la alimentación del horno y mejorar los sistemas de recuperación de calor utilizados para pre-calentar el aire de combustión. La industria del vidrio y la del cemento se verían igualmente beneficiadas con el desarrollo de sistemas de combustión con oxígeno [24].
EFICIENCIA ENERGETICA
En el campo del mejoramiento de la eficiencia energética en la producción de vidrio se busca: crear modelos integrales para la operación de hornos, junto con la implementación de tecnologías que mejoren la transferencia de calor, además se requiere desarrollar refractarios que aumenten la vida de campaña por encima de 10 años y mejores sistemas de aislamiento térmico [24].
Figura 3.3.: Esquemas de recubrimiento para vidrios arquitectónicos, conceptos tomados de la referencia 21.
28
DESEMPENO AMBIENTAL
En el campo del desempeño ambiental se requiere implementar la medición y control de las emisiones.
RECUBRIMIENTOS
La deposición de recubrimientos se realiza actualmente con, magnetrones gemelos de frecuencia media [21] y mediante evaporación con haz de electrones. El éxito de las tecnologías mencionadas radica en la capacidad de recubrir grandes áreas de forma rápida, reproductible y con excelente uniformidad. La desventaja que tienen es que la deposición se debe realizar en vacío, esto hace que sean tecnologías costosas. Una opción son los procesos de sol gel, estos proceso pueden alcanzar diversos objetivos de diseño: (i) recubrimientos multifuncionales, (ii) bajo costo (no requiere vacío), (iii) versatilidad, (iv) durabilidad y (v) procesamiento a baja temperatura [23].
1.2.3. APLICACIONES Y FUNCIONALIDAD
La tendencia esta direccionada al área de los recubrimientos funcionales, dentro de estas tendencias se distingue los recubrimientos (i) antireflectivos, (ii) autolimpiantes e (iii) inteligentes [4, 24].
ANTIREFLECTIVOS
El desarrollo de recubrimientos antireflectivos se basa en multicapas o capas-gradientes con índices de refracción variables.
AUTOLIMPIANTES
Existen dos aproximaciones a los recubrimientos auto-limpiantes, los hidrofilicos y los hidrofobicos. La Ley de Wenzel nos dice que, en superficies hidrofilicas el aumento de la rugosidad reduce el ángulo de contacto; mientras que en superficies hidrofobicas el aumento de la rugosidad aumenta el ángulo de contacto.
En recubrimientos de comportamiento hidrofobico, las partículas de polvo no se adhieren a la superficie gracias a la rugosidad superficial y las gotas de agua las arrastran. El ángulo de contracto entre la gota de agua y la superficie es alto [23]. En contraste los recubrimientos de comportamiento hidrofilico, forman una película de agua que no permite que el polvo se adhiera a la superficie, en este caso el ángulo de contacto es bajo [23].
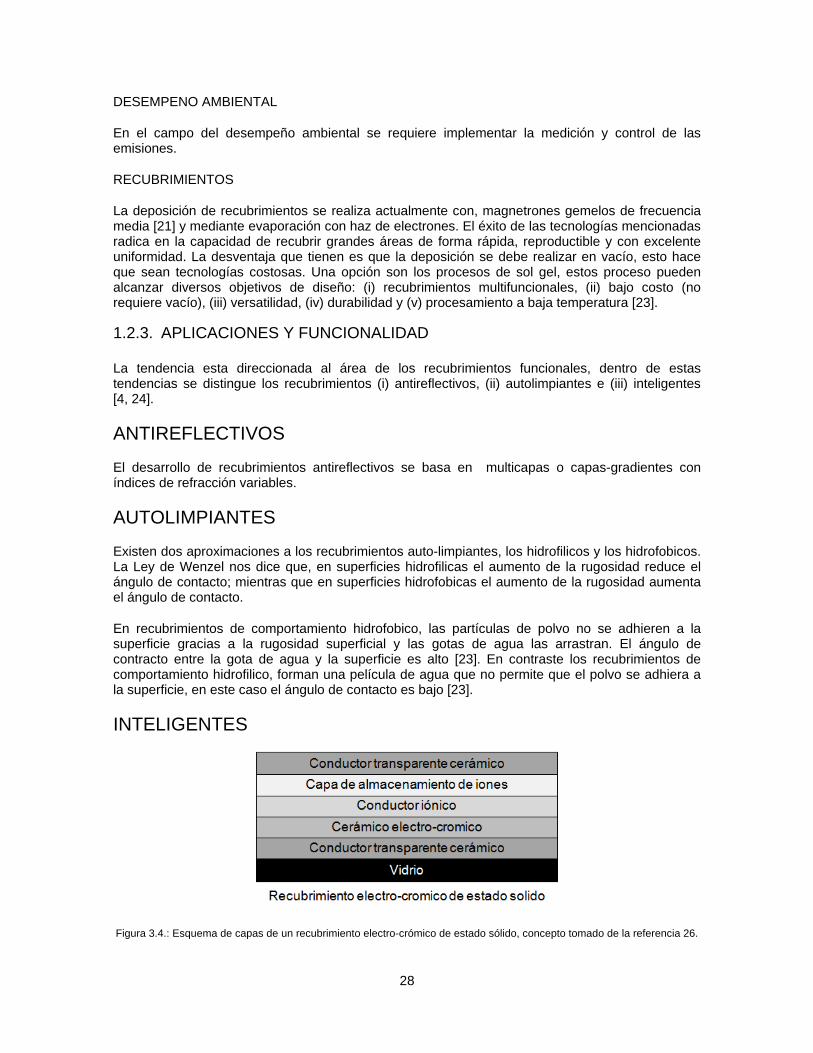
INTELIGENTES
Figura 3.4.: Esquema de capas de un recubrimiento electro-crómico de estado sólido, concepto tomado de la referencia 26.
29
Las tecnologías para recubrimiento de vidrio desarrolladas desde 1980 han generado un mejoramiento continuo del desempeño del vidrio arquitectónico, generando soluciones optimizadas para condiciones climáticas específicas; la tendencia es eliminar la especialización, mediante el diseño de sistemas que puedan modificar las propiedades ópticas [25].
Los recubrimientos inteligentes permiten modificar propiedades ópticas en respuesta a una corriente eléctrica o a condiciones ambientales. Dentro de las tecnologías disponibles en el mercado se encuentran los sistemas basados en, (i) materiales crómicos, (ii) cristales líquidos y (iii) dispositivos de partículas suspendidas (i.e. dispositivos electroforéticos) [26]. Debido a que los materiales cerámicos tienen una función esencial dentro de los sistemas crómicos, esta tecnología será la única discutida.
Los materiales crómicos se dividen en: electro-crómicos, gaso-crómicos, foto-crómicos y termo-crómicos. En las dos primeras categorías el cambio de color es generado por una corriente eléctrica en los las últimas dos por condiciones ambientales. Las condiciones ambientales no pueden ser controladas, por lo tanto las propiedades del sistema no podrían ser controladas. Por tal razón se trataran de forma exclusiva los dispositivos de control eléctrico, e.i. electro-crómicos y gaso-crómicos [24].
En estos dispositivos los cerámicos conductores electrónicos transparentes son indispensables. Dentro de los utilizados actualmente se encuentran los siguientes: In2O3(Sn), SnO2(F), ZnO(Al) y ZnO(Ga). Hoy en día el conductor electrónico más utilizado es el óxido de indio dopado con estaño. El problema es que el indio es un metal escaso y su precio subió en los últimos 6 años de 100 USD/kg a 1000 USD/kg [40].
Dentro de los nuevos conductores transparentes cabe resaltar el C12A7 (12CaO7Al2O3) que además de ser conductor transparente es un material electrocrómico. Los materiales electrocrómicos son aquellos que cambian sus propiedades ópticas de forma reversible, cuando un potencial eléctrico es aplicado, generando un proceso de inserción y extracción de iones. Los materiales electrocrómicos utilizados en la actualidad son: WO3, NiO hidratado, Ir2O3, Nb2O5. Dentro de estos, el más utilizado y más estudiado es el WO3, el cambio de propiedades ópticas en oxido de tungsteno se puede inducir con iones de, H+, Li+, Na+ o K+ [40].
Un sistema electrocrómico “tradicional” está compuesto por capas de material electrocrómico inmersas en un electrolito. Al combinar la capa electrocrómica con, una capa de conductor iónico y una capa de almacenamiento de iones, se pueden crear dispositivos electrocrómicos de estado sólido. La estructura de un recubrimiento electrocrómico de estado sólido se presenta en la figura 3.4.
Los dispositivos gasocrómicos se consideran más simples y más baratos ya que solo se necesitan una capa de cerámico electrocrómico y no requieren de conductores transparentes. El control de las propiedades está basado en el control del proceso de intercambio de gas. El dispositivo mas estudiado se basa en WO3, en este sistema la capa electrocrómica es columnar y debe estar cubierta por una capa catalítica, generalmente de paladio; esta capa actúa como una membrana que regula el intercambio de gas. El inconveniente es que tanto H2 y O2 deben ser suministrados para generar el cambio de color.
1.3. MATERIALES BASADOS EN ARCILLA
La actividad científica en piso de porcelana no iguala la importancia del negocio. Se pueden encontrar 60 veces más artículos científicos sobre nitruro de silicio que sobre pisos de porcelana, así el negocio de los pisos de porcelana sea unas 300 veces mayor al del nitruro de silicio [27].
30
1.3.1. MATERIALES
Los pisos cerámicos tanto los producidos con base en caolín como los producidos con base arcilla roja poseen extraordinariamente baja porosidad, lo que resulta en alta resistencia al ataque químico y al desgaste [27, 28]. Las materias primas utilizadas en la fabricación de pisos de porcelana se pueden dividir en: (i) Plastificantes, (ii) Agentes de flujo y (iii) agentes de relleno. Los plastificantes como la Arcilla y el Caolín, proveen la plasticidad y la resistencia mecánica en verde.
Los agentes de flujo generan fase líquida a baja temperatura que asiste el proceso de sinterización y permite reducir la porosidad abierta (niveles por debajo del 0.5%) y la porosidad cerrada (niveles por debajo del 10%). Los agentes de flujo más utilizados son los feldespatos. El agente de relleno aporta estabilidad térmica y dimensional gracias a su alto punto de fusión, el agente de relleno que se utiliza con mayor frecuencia es el cuarzo. Este conjunto complejo de componentes genera una microestructura compuesta por granos de cuarzo unidos por una matriz de cristales de mulita y fase vítrea [29]
Respecto a las relaciones entre la microestructura y las propiedades se tiene claridad sobre los siguientes puntos [27],
• Para una misma composición las propiedades mecánicas alcanzan su punto máximo a la temperatura de quema que genera la menor porosidad.
• La estructura porosa final es resultado de la estructura en verde y del tratamiento térmico.
• La densificación de la porcelana para pisos requiere de sinterización en estado líquido. Durante el proceso de quema entre los 900 - 1000°C se empieza a formar una importante cantidad de fase liquida generada por disolución total de los agentes de flujo y parcial del cuarzo.
• Durante el enfriamiento se generan esfuerzos residuales. El nivel residual de esfuerzos aumenta si exististe enfriamiento rápido a la temperatura viscoelástica del material, esta temperatura esta alrededor de los 700°C.
• Los esfuerzos residuales son causados por la diferencia en el coeficiente de expansión térmica entre las partículas de cuarzo y la matriz.
• Los esfuerzos residuales en los pisos de porcelana a nivel micro y macro son extremadamente importantes ya que afectan de forma profunda sus propiedades mecánicas
• La geometría de la pieza puede ser afectada durante el tratamiento térmico y el enfriamiento. Los cambios de geometría son inducidos por dos mecanismos opuestos que ocurren de forma simultánea pero con cinética diferente. El primero es la generación de esfuerzos residuales y creep de forma asimétrica y el segundo es La expansión por humedad asimétrica, causado por la diferencia en la cantidad de calor transferida a la parte superior y a la parte inferior de la pieza
Falta claridad sobre,
• Los esfuerzos residuales producidos por las partículas de cuarzo pueden generar daño microestructural o servir como mecanismo de refuerzo en la pieza sinterizada.
31
• La evolución microestructural durante el proceso de sinterización y los cambios que genera el cambio o la adición de componentes. En la referencias 30 y 31 se presenta un estudio de la evolución microestructural durante el tratamiento térmico de pisos de porcelana. Los autores argumentan que existen diferencias significativas en la evolución microestructural de los componentes durante tratamiento térmico aislado y en mezclas binarias, ternarias o cuaternarias. Los estudios proveen una especie de mapa para diseño microestructural.
1.3.2. PROCESO
El proceso de manufactura de los pisos de porcelana es el siguiente: (i) molienda en húmedo y homogenización, (ii) Secado por aspersión (5-7% H2O), (iii) Prensado uniaxial (35-45 MPa) y (iv) quema por 40 – 60 minutos (1180 - 1220°C) [27].
1.3.3. APLICACIONES Y FUNCIONALIDAD
Las tendencias identificadas en la producción de materiales basados en arcilla son la siguientes, (i) implementación de nuevas tecnologías de fabricación y (ii) nuevas aplicaciones y funcionalidades [27, 32, 33]
IMPLEMENTACION DE NUEVAS TECNOLOGIAS DE FABRICACION
Dentro de las nuevas tecnologías para la manufactura de productos basados en arcilla se encuentran las siguientes: (i) desarrollo de nuevas herramientas de simulación y modelado de proceso, (ii) Imprimación de cerámica por inyección de tinta, (iii) Prensado continuo, esta tecnología facilita la producción de grandes formatos y de productos con diferentes capas y (iv) fabricación por ruta seca [27, 32]
NUEVA APLICACIONES Y FUNCIONALIDADES
Dentro de las nuevas aplicaciones se distinguen las fachadas ventiladas. En el caso de nuevas funcionalidades se dividen en superficies avanzadas e.g. antideslizantes, autolimpiantes, antibacteriales, fotovoltaicas; y estructuras laminares e.g. capas conductivas, capas porosas para aislamiento térmico y acústico [4, 27, 34].
32
1.4. REFERENCIAS
[1] Lynnette D Madsen and Stephen Freiman, A global roadmap for ceramics: Today´s grand challenges and critical enablers. Global roadmap for ceramics ICC2 proceedings, Verona, 4 de Julio de 2008.
[2] Inovation and improved funtionalities in construction materials: Roadmap, Arnoldo Moreno Berto. Global roadmap for ceramics ICC2 proceedings, Verona, 4 de Julio de 2008.
[3] Roadmap 2030: The US concrete industry technology roadmap. Strategic development council. Diciembre de 2002.
[4] Nanotechnology in construction: A roadmap for development. P.J.M. Bartos. The Queen’s University of Belfast & University of West of Scotland. 2009.
[5] Jon Elvar Wallevik, Rheological properties of cement paste: Thixotropic behavior and structural breakdown. Cement and Concrete Research 39 (2009) 14–29.
[6] Feng Lin, Christian Meyer, Hydration kinetics modeling of Portland cement considering the effects of curing temperature and applied pressure. Cement and Concrete Research 39 (2009) 255–265
[7] Xiao-Yong Wang, Han-Seung Lee, Modeling the hydration of concrete incorporating fly ash or slag. Cement and Concrete Research 40 (2010) 984–996.
[8] E. Gallucci, P. Mathur, K. Scrivener, Microstructural development of early age hydration shells around cement grains. Cement and Concrete Research 40 (2010) 4–13.
[9] W. Aperador, R. Mejía de Gutiérrez, D.M. Bastidas, Steel corrosion behaviour in carbonated alkali-activated slag concrete. Corrosion Science 51 (2009) 2027–2033.
[10] Cement technology roadmap 2009. International Energy Agency (IEA), World Business Council for Sustainable Development (WBCSD)
[11] G. Habert, C. Billard, P. Rossi, C. Chen, N. Roussel, Cement production technology improvement compared to factor 4 objectives. Cement and concrete research 40 (2010), 820-826.
[12] Larbi Kacimi, Angélique Simon-Masseron, Souria Salem, Abdelhamid Ghomari, Zoubir Derriche, Synthesis of belite cement clinker of high hydraulic reactivity. Cement and Concrete Research 39 (2009) 559–565.
[13] Alternative fuels in cement production, Morten Boberg Larsen, PhD thesis, DTU 2007.
[14] Andres Salas, Silvio Delvasto, Ruby Mejía de Gutierrez, David Lange, Comparison of two processes for treating rice husk ash for use in high performance concrete. Cement and Concrete Research 39 (2009) 773–778.
[15] Kim Van Tittelboom, Nele De Belie, Willem De Muynck, Willy Verstraete, Use of bacteria to repair cracks in concrete. Cement and Concrete Research 40 (2010) 157–166.
[16] Self healing in concrete materials, Victor C. Li and En Hua yang. Self healing materials: An alternative approach to 20 centuries of materials science. Springer, the Netherlands. 2007.
[17] Susan Bernal, Johanna Esguerra, Javier Galindo, Ruby Mejía de Gutiérrez, Erich Rodríguez, Marisol Gordillo y Silvio Delvasto, Morteros geopolimericos reforzados con fibras de carbono
33
basados en un sistema binario de un subproducto industrial. Suplemento de la Revista Latinoamericana de Metalurgia y Materiales 2009; S1 (2): 587-592.
[18] M. Hunger, G. Hüsken, H.J.H. Brouwers. Photocatalytic degradation of air pollutants — From modeling to large scale application. Cement and Concrete Research 40 (2010) 313–320.
[19] Chao Li, Henghu Sun, Longtu Li, A review: The comparison between alkali-activated slag (Si+Ca) and metakaolin (Si+Al) cements. Cement and Concrete Research 40 (2010) 1341–1349.
[20] Erich Rodríguez, Ruby Mejía de Gutiérrez, Susan Bernal, Marisol Gordillo, Efecto de los módulos SiO2/Al2O3 y Na2O/SiO2 en las propiedades de sistemas geopoliméricos basados en un metacaolín. Rev. Fac. Ing. Univ. Antioquia N.° 49. pp. 30-40. Septiembre, 2009.
[21] G. Brauer, Large area glass coating. Surface and Coatings Technology 112 (1999) 358–365.
[22] j. L. J. Rosenfeld, w. J. Platzer, h. Van dijk and a. Maccari, modeling the optical and thermal properties of complex glazing: overview of recent developments. Solar Energy Vol. 69(Suppl.), Nos. 1–6, pp. 1–13, 2000.
[23] Alessandro Cannavale, Francesco Fiorito, Michele Manca, Giovanni Tortorici, Roberto Cingolani , Giuseppe Gigli, Multifunctional bioinspired sol-gel coatings for architectural glasses. Building and Environment 45 (2010) 1233–1243.
[24]Glass industry technology roadmap. Abril de 2002.
[25] Annica M. Nilsson, Arne Roos, Evaluation of optical and thermal properties of coatings for energy efficient windows. Thin Solid Films 517 (2009) 3173–3177.
[26] Ruben Baetens, Bjørn PetterJelle, Arild Gustavsen, Properties, requirements and possibilities of smart windows for dynamic daylight and solar energy control in buildings: A state-of-the-art review. Solar Energy Materials & Solar Cells 94 (2010) 87–105.
[27] E. Sanchez, J. Garcıa-Ten, V. Sanz, A. Moreno, Porcelain tile: Almost 30 years of steady scientific-technological evolution. Ceramics International 36 (2010) 831–845.
[28] Ceramic tiles in the XXI st century, Tiziano Manfredini. Global roadmap for ceramics ICC2 proceedings, Verona, 4 de Julio de 2008.
[29] J. Martın-Marquez, J. Ma. Rincon, M. Romero. Effect of firing temperature on sintering of porcelain stoneware tiles. Ceramics International 34 (2008) 1867–1873.
[30] Tarnkamol Tarvornpanich, Guilherme P. Souza and William E. Lee. Microstructural Evolution in Clay-Based Ceramics I: Single Components and Binary Mixtures of Clay, Flux, and Quartz Filler. J. Am. Ceram. Soc., 91 [7] 2264–2271 (2008).
[31] Tarnkamol Tarvornpanich, Guilherme P. Souza and William E. Lee. Microstructural Evolution in Clay-Based Ceramics II: Ternary and Quaternary Mixtures of Clay, Flux, and Quartz Filler. J. Am. Ceram. Soc., 91 [7] 2272–2280 (2008).
[32] New process technology for the buildings of the future: Continuos compaction on clay based materials, Sacmi. Global roadmap for ceramics ICC2 proceedings, Verona, 4 de Julio de 2008.
[33] VIEIRA C.M.F., MONTEIRO S.N., Incorporation of solid wastes in red ceramics – an updated review. Revista Matéria, v. 14, n. 3, pp. 881 – 905, 2009.
34
[34] Highly flexible technological plant for the production of indoor – outdoor wall tiles, Domenico Barani. Global roadmap for ceramics ICC2 proceedings, Verona, 4 de Julio de 2008.
[35] www.dnp.gov.co/PortalWeb/Programas/DesarrolloEmpresarial/CadenasProductivas.aspx
35
2. ENERGÍA: CONVERSIÓN El agua y la energía son recursos claves para asegurar la seguridad económica y social. El agua es utilizada en su orden para, la agricultura, el servicio de acueducto y en procesos de conversión de energía. Así como la distribución de agua requiere de grandes cantidades de energía, los procesos de conversión de energía requieren grandes cantidades de agua [1]. En estos procesos, el agua se utiliza durante todo el ciclo de transformación: extracción, limpieza, separación y conversión. Aparte de los procesos tradicionales, la tendencia a producir combustibles sintéticos también debe ser tenida en cuenta, pues la producción de biocombustibles e hidrógeno requieren substanciales cantidades de agua [1]. Lo que nos indica que la disponibilidad del agua es una dimensión adicional que se debe tener en cuenta en la planeación de futuros sistemas energéticos; si tenemos en cuenta que tanto el aumento en el consumo de energía como el aumento de la población, reducen la disponibilidad del agua. Es importante tener lo anterior en mente para juzgar de forma crítica los temas que se discutirán en este documento.
La presentación del panorama de los materiales cerámicos utilizados en sistemas de conversión de energía se dividirá en tres líneas de acción, (i) Materiales, (ii) Proceso y (iii) aplicaciones y funcionalidad. Estas líneas de acción se desarrollaran para procesos de generación de energía eléctrica e hidrogeno. Dentro de los procesos de generación de energía eléctrica se discutirán sistemas electroquímicos, (i.e. celdas de combustible de óxido sólido) sistemas fotovoltaicos, (i.e. celdas solares) y sistemas termoeléctricos (i.e. generadores Seebeck y enfriadores Peltier). Los procesos de producción de hidrogeno a discutir serán los basados en energía eléctrica i.e. electrolisis de alta temperatura y los que utilizan ciclos termoquímicos.
En la línea de acción materiales, se presentan temas relacionados al control de las propiedades y la micro-estructura. En la línea de acción proceso, se discuten las bases del proceso de generación de energía eléctrica o producción de hidrogeno, según corresponda. La línea de acción aplicaciones y funcionalidad, presenta las aplicaciones potenciales de los diferentes procesos.
2.1. CONVERSIÓN ELECTROQUÍMICA CON CELDAS DE COMBUSTIBLES DE ÓXIDO SÓLIDO.
La historia del desarrollo de las celdas de combustible cubre más de dos siglos. EL concepto de la celda de combustible de hidrógeno fue introducido por Sir Willian Robert Grove, en 1838. Sin embargo la descomposición del agua mediante electrolisis, ya había sido descubierta en 1800 por los británicos Sir Anthony Carlisle y William Nicholson [2]. Luego en 1900 Walther Nernst se convirtió en el primero en utilizar un electrolito solido de zirconia, lo cual se podría interpretar como el nacimiento de las celdas de combustible de óxido sólido. En 1921 Emil Baur experimento con electrolitos de óxidos de zirconia, lantano e itrio a alta temperatura. Pero no fue hasta 1962 cuando J. Weissbart y R. Ruka pudieron poner a funcionar una celda de combustible a 1000°C, utilizando el electrolito solido de Nernst [2].
Las celdas de combustible convierten de forma directa la energía química en energía eléctrica y calor. Esto es diferente a una planta térmica convencional, el cual la energía química es convertida en energía térmica, luego mecánica y finalmente en eléctrica [5]. Otro aspecto básico es que las celdas de combustible a diferencia de las baterías no almacenan energía [5].
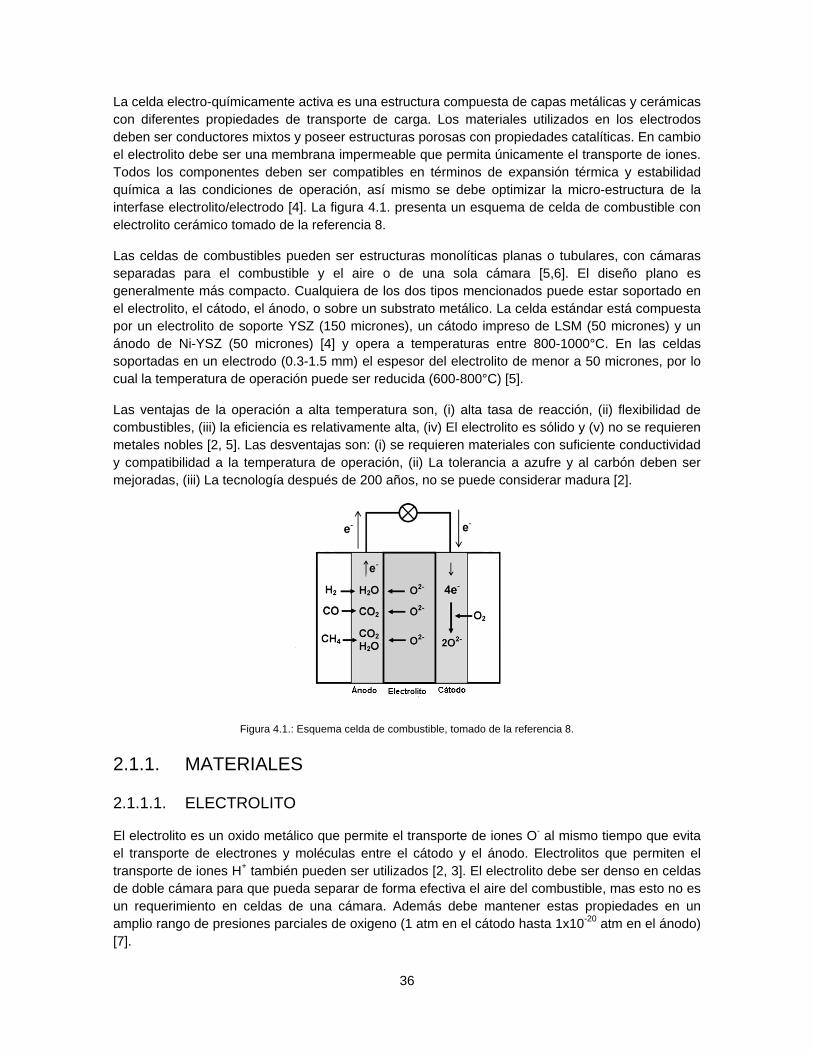
36
La celda electro-químicamente activa es una estructura compuesta de capas metálicas y cerámicas con diferentes propiedades de transporte de carga. Los materiales utilizados en los electrodos deben ser conductores mixtos y poseer estructuras porosas con propiedades catalíticas. En cambio el electrolito debe ser una membrana impermeable que permita únicamente el transporte de iones. Todos los componentes deben ser compatibles en términos de expansión térmica y estabilidad química a las condiciones de operación, así mismo se debe optimizar la micro-estructura de la interfase electrolito/electrodo [4]. La figura 4.1. presenta un esquema de celda de combustible con electrolito cerámico tomado de la referencia 8.
Las celdas de combustibles pueden ser estructuras monolíticas planas o tubulares, con cámaras separadas para el combustible y el aire o de una sola cámara [5,6]. El diseño plano es generalmente más compacto. Cualquiera de los dos tipos mencionados puede estar soportado en el electrolito, el cátodo, el ánodo, o sobre un substrato metálico. La celda estándar está compuesta por un electrolito de soporte YSZ (150 micrones), un cátodo impreso de LSM (50 micrones) y un ánodo de Ni-YSZ (50 micrones) [4] y opera a temperaturas entre 800-1000°C. En las celdas soportadas en un electrodo (0.3-1.5 mm) el espesor del electrolito de menor a 50 micrones, por lo cual la temperatura de operación puede ser reducida (600-800°C) [5].
Las ventajas de la operación a alta temperatura son, (i) alta tasa de reacción, (ii) flexibilidad de combustibles, (iii) la eficiencia es relativamente alta, (iv) El electrolito es sólido y (v) no se requieren metales nobles [2, 5]. Las desventajas son: (i) se requieren materiales con suficiente conductividad y compatibilidad a la temperatura de operación, (ii) La tolerancia a azufre y al carbón deben ser mejoradas, (iii) La tecnología después de 200 años, no se puede considerar madura [2].
Figura 4.1.: Esquema celda de combustible, tomado de la referencia 8.
2.1.1. MATERIALES
2.1.1.1. ELECTROLITO
El electrolito es un oxido metálico que permite el transporte de iones O- al mismo tiempo que evita el transporte de electrones y moléculas entre el cátodo y el ánodo. Electrolitos que permiten el transporte de iones H+ también pueden ser utilizados [2, 3]. El electrolito debe ser denso en celdas de doble cámara para que pueda separar de forma efectiva el aire del combustible, mas esto no es un requerimiento en celdas de una cámara. Además debe mantener estas propiedades en un amplio rango de presiones parciales de oxigeno (1 atm en el cátodo hasta 1x10-20 atm en el ánodo) [7].
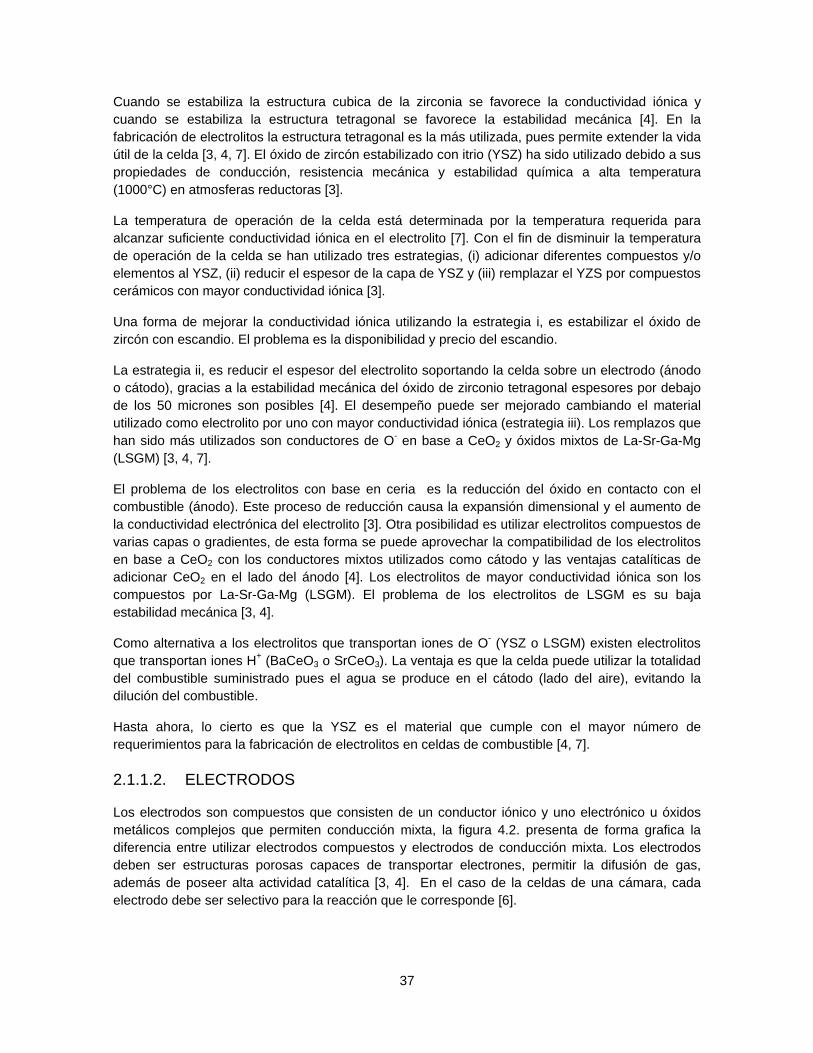
37
Cuando se estabiliza la estructura cubica de la zirconia se favorece la conductividad iónica y cuando se estabiliza la estructura tetragonal se favorece la estabilidad mecánica [4]. En la fabricación de electrolitos la estructura tetragonal es la más utilizada, pues permite extender la vida útil de la celda [3, 4, 7]. El óxido de zircón estabilizado con itrio (YSZ) ha sido utilizado debido a sus propiedades de conducción, resistencia mecánica y estabilidad química a alta temperatura (1000°C) en atmosferas reductoras [3].
La temperatura de operación de la celda está determinada por la temperatura requerida para alcanzar suficiente conductividad iónica en el electrolito [7]. Con el fin de disminuir la temperatura de operación de la celda se han utilizado tres estrategias, (i) adicionar diferentes compuestos y/o elementos al YSZ, (ii) reducir el espesor de la capa de YSZ y (iii) remplazar el YZS por compuestos cerámicos con mayor conductividad iónica [3].
Una forma de mejorar la conductividad iónica utilizando la estrategia i, es estabilizar el óxido de zircón con escandio. El problema es la disponibilidad y precio del escandio.
La estrategia ii, es reducir el espesor del electrolito soportando la celda sobre un electrodo (ánodo o cátodo), gracias a la estabilidad mecánica del óxido de zirconio tetragonal espesores por debajo de los 50 micrones son posibles [4]. El desempeño puede ser mejorado cambiando el material utilizado como electrolito por uno con mayor conductividad iónica (estrategia iii). Los remplazos que han sido más utilizados son conductores de O- en base a CeO2 y óxidos mixtos de La-Sr-Ga-Mg (LSGM) [3, 4, 7].
El problema de los electrolitos con base en ceria es la reducción del óxido en contacto con el combustible (ánodo). Este proceso de reducción causa la expansión dimensional y el aumento de la conductividad electrónica del electrolito [3]. Otra posibilidad es utilizar electrolitos compuestos de varias capas o gradientes, de esta forma se puede aprovechar la compatibilidad de los electrolitos en base a CeO2 con los conductores mixtos utilizados como cátodo y las ventajas catalíticas de adicionar CeO2 en el lado del ánodo [4]. Los electrolitos de mayor conductividad iónica son los compuestos por La-Sr-Ga-Mg (LSGM). El problema de los electrolitos de LSGM es su baja estabilidad mecánica [3, 4].
Como alternativa a los electrolitos que transportan iones de O- (YSZ o LSGM) existen electrolitos que transportan iones H+ (BaCeO3 o SrCeO3). La ventaja es que la celda puede utilizar la totalidad del combustible suministrado pues el agua se produce en el cátodo (lado del aire), evitando la dilución del combustible.
Hasta ahora, lo cierto es que la YSZ es el material que cumple con el mayor número de requerimientos para la fabricación de electrolitos en celdas de combustible [4, 7].
2.1.1.2. ELECTRODOS
Los electrodos son compuestos que consisten de un conductor iónico y uno electrónico u óxidos metálicos complejos que permiten conducción mixta, la figura 4.2. presenta de forma grafica la diferencia entre utilizar electrodos compuestos y electrodos de conducción mixta. Los electrodos deben ser estructuras porosas capaces de transportar electrones, permitir la difusión de gas, además de poseer alta actividad catalítica [3, 4]. En el caso de la celdas de una cámara, cada electrodo debe ser selectivo para la reacción que le corresponde [6].
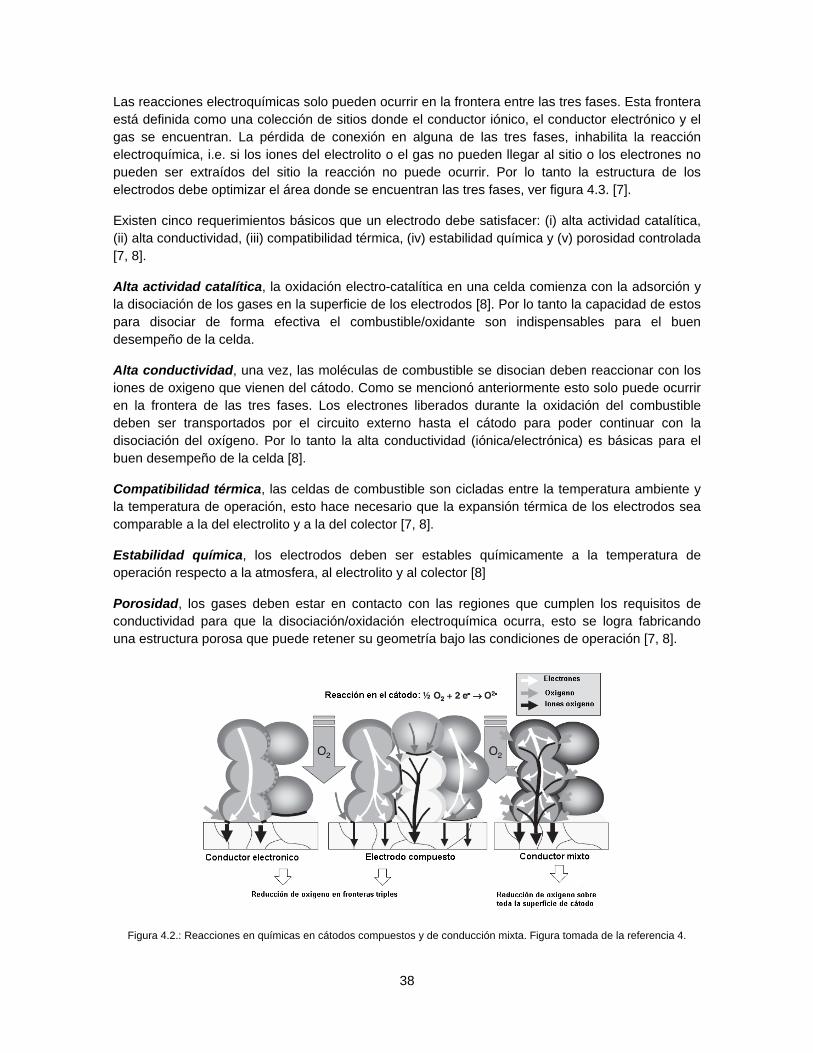
38
Las reacciones electroquímicas solo pueden ocurrir en la frontera entre las tres fases. Esta frontera está definida como una colección de sitios donde el conductor iónico, el conductor electrónico y el gas se encuentran. La pérdida de conexión en alguna de las tres fases, inhabilita la reacción electroquímica, i.e. si los iones del electrolito o el gas no pueden llegar al sitio o los electrones no pueden ser extraídos del sitio la reacción no puede ocurrir. Por lo tanto la estructura de los electrodos debe optimizar el área donde se encuentran las tres fases, ver figura 4.3. [7].
Existen cinco requerimientos básicos que un electrodo debe satisfacer: (i) alta actividad catalítica, (ii) alta conductividad, (iii) compatibilidad térmica, (iv) estabilidad química y (v) porosidad controlada [7, 8].
Alta actividad catalítica, la oxidación electro-catalítica en una celda comienza con la adsorción y la disociación de los gases en la superficie de los electrodos [8]. Por lo tanto la capacidad de estos para disociar de forma efectiva el combustible/oxidante son indispensables para el buen desempeño de la celda.
Alta conductividad, una vez, las moléculas de combustible se disocian deben reaccionar con los iones de oxigeno que vienen del cátodo. Como se mencionó anteriormente esto solo puede ocurrir en la frontera de las tres fases. Los electrones liberados durante la oxidación del combustible deben ser transportados por el circuito externo hasta el cátodo para poder continuar con la disociación del oxígeno. Por lo tanto la alta conductividad (iónica/electrónica) es básicas para el buen desempeño de la celda [8].
Compatibilidad térmica, las celdas de combustible son cicladas entre la temperatura ambiente y la temperatura de operación, esto hace necesario que la expansión térmica de los electrodos sea comparable a la del electrolito y a la del colector [7, 8].
Estabilidad química, los electrodos deben ser estables químicamente a la temperatura de operación respecto a la atmosfera, al electrolito y al colector [8]
Porosidad, los gases deben estar en contacto con las regiones que cumplen los requisitos de conductividad para que la disociación/oxidación electroquímica ocurra, esto se logra fabricando una estructura porosa que puede retener su geometría bajo las condiciones de operación [7, 8].
Figura 4.2.: Reacciones en químicas en cátodos compuestos y de conducción mixta. Figura tomada de la referencia 4.
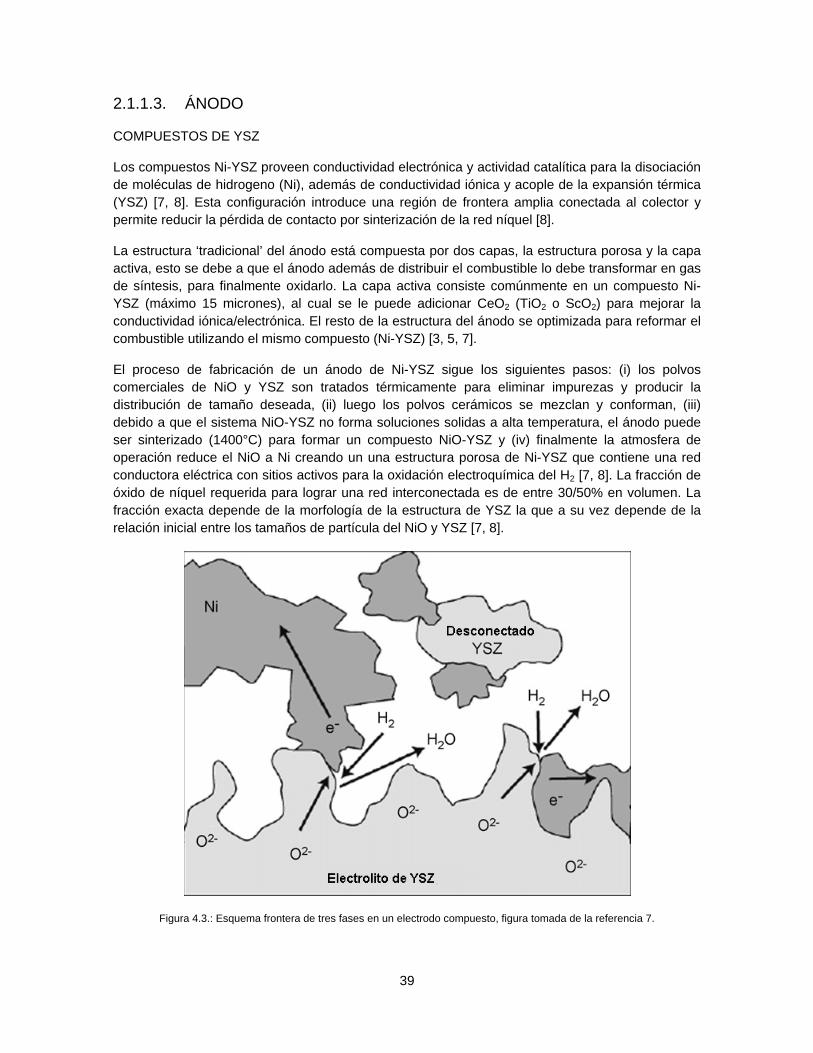
39
2.1.1.3. ÁNODO
COMPUESTOS DE YSZ
Los compuestos Ni-YSZ proveen conductividad electrónica y actividad catalítica para la disociación de moléculas de hidrogeno (Ni), además de conductividad iónica y acople de la expansión térmica (YSZ) [7, 8]. Esta configuración introduce una región de frontera amplia conectada al colector y permite reducir la pérdida de contacto por sinterización de la red níquel [8].
La estructura ‘tradicional’ del ánodo está compuesta por dos capas, la estructura porosa y la capa activa, esto se debe a que el ánodo además de distribuir el combustible lo debe transformar en gas de síntesis, para finalmente oxidarlo. La capa activa consiste comúnmente en un compuesto Ni-YSZ (máximo 15 micrones), al cual se le puede adicionar CeO2 (TiO2 o ScO2) para mejorar la conductividad iónica/electrónica. El resto de la estructura del ánodo se optimizada para reformar el combustible utilizando el mismo compuesto (Ni-YSZ) [3, 5, 7].
El proceso de fabricación de un ánodo de Ni-YSZ sigue los siguientes pasos: (i) los polvos comerciales de NiO y YSZ son tratados térmicamente para eliminar impurezas y producir la distribución de tamaño deseada, (ii) luego los polvos cerámicos se mezclan y conforman, (iii) debido a que el sistema NiO-YSZ no forma soluciones solidas a alta temperatura, el ánodo puede ser sinterizado (1400°C) para formar un compuesto NiO-YSZ y (iv) finalmente la atmosfera de operación reduce el NiO a Ni creando un una estructura porosa de Ni-YSZ que contiene una red conductora eléctrica con sitios activos para la oxidación electroquímica del H2 [7, 8]. La fracción de óxido de níquel requerida para lograr una red interconectada es de entre 30/50% en volumen. La fracción exacta depende de la morfología de la estructura de YSZ la que a su vez depende de la relación inicial entre los tamaños de partícula del NiO y YSZ [7, 8].
Figura 4.3.: Esquema frontera de tres fases en un electrodo compuesto, figura tomada de la referencia 7.
40
Otra forma de producir este tipo de ánodo es mediante la fabricación de un soporte poroso de YSZ que se impregna con una solución acuosa de Ni. La ventaja de este proceso es que permite introducir otros elementos o aleaciones [8].
El compuesto Ni-YSZ es la mejor opción para celdas que operan a temperaturas por encima de los 800°C con H2, se debe tener en cuenta que el desempeño depende del control de la porosidad del soporte de YSZ y de la distribución e interconectividad de la red de Ni [8]. En condiciones de operación el cambio estructural predomínate es la formación de islas de Ni, este proceso hace que la interconectividad de la red de níquel se pierda. La causa ha sido atribuida a baja capacidad del níquel para mojar el YSZ [8].
A pesar de las excelentes propiedades electro-catalíticas del compuesto Ni-YSZ en celdas operando con H2, cuando la celda funciona con hidrocarburos la deposición de carbón y la contaminación con azufre degradan la actividad catalítica del níquel [3, 7, 8]. Para que los ánodos de Ni-YSZ funcionen adecuadamente con hidrocarburos se requiere un radio vapor/carbón por encima de 2, para prevenir la deposición de carbón en el níquel, lo cual no es práctico [8]. Otra opción para reducir la tendencia a la deposición de carbón, es utilizar aleaciones Cu-Ni o Cu-Ni-Fe en remplazo del níquel [7]. La resistencia a la contaminación con H2S de los compuestos Ni-YSZ es baja, a concentraciones de 2 ppm (1000°C) se observa una reducción en el desempeño de la celda [7].
CONDUCTORES MIXTOS CERÁMICOS
MATERIALES CON ESTRUCTURA DE FLUORITA
El remplazo de ánodos Ni-YSZ se ha realizado con compuestos Cu-CeO2, en estos compuestos el cobre el actúa como conductor electrónico (el cobre no es activo para la deposición de carbón) y la CeO2 provee la actividad catalítica para reformar el combustible [7]. Esto se relaciona con el hecho de que la ceria bajo las condiciones de operación del ánodo es un conductor mixto, gracias a la existencia de pares Ce4+/Ce3+, i.e. la ceria posee baja estabilidad térmica bajo las condiciones de operación [7, 8].
Los ánodos de Cu-CeO2-YSZ presentan mejor desempeño en comparación con los ánodos de Ni-YSZ en celdas que operan con hidrocarburos, esto se debe a que la ceria es mucho más resistente a la contaminación con carbón y azufre, e.g. Los ánodos de Cu-CeO2-YSZ no presentan reducción del desempeño hasta niveles de H2S de 450 ppm (800°C) [7, 8].
MATERIALES CON ESTRUCTURA DE PEROVSKITA
La fórmula general para este tipo de óxido es ABO3, los elementos de interés que pueden ocupar la posición A son La, Sr, Ca y los elementos que pueden ocupar la posición B son Ti, Cr, Ni, Fe, Co y Zr. Las perovskitas ABO3 son principalmente conductores electrónicos, la conductividad iónica se puede controlar mediante la formación de vacancias de oxígeno [8]. La formación de vacancias se realiza mediante la sustitución de parcial de cationes A o B por cationes con diferentes valencias, cuando la suma de las valencias de los átomos de remplazo es menor a 6, las cargas pérdidas son balanceadas con vacancias de oxígeno [7]. Algunos ejemplos exitosos son los óxidos compuestos por: La-Sr-Ga-Mg (LSGM), Gd-Ti-Mo, La-Sr-Ti-Mn-Ga, Sr-Mg-Mn-Mo y La-Sr-Cr-Mn (LSCM), de hecho el LSCM puede ser utilizado como ánodo y como cátodo [7, 8].
Además del mejoramiento de la conductividad, los cátodos manufacturados con óxidos de Sr-La-Ti y YSZ no presentan degradación de sus propiedades a concentraciones de H2S de 5000 ppm [7].
41
MATERIALES CON ESTRUCTURA DE PIROCLORO
Otros materiales alternativos son los óxidos A2B2O7 (estructura pirocloro). Los óxidos compuestos por Gd-Ti-Mo del tipo A2B2O7, presentan tolerancia a la contaminación con H2S hasta 10000 ppm [7].
2.1.1.4. CÁTODO
El material más utilizado en la manufactura de cátodos es LaMnO3 adicionado con estroncio (LSM), este material es principalmente un conductor electrónico, por lo tanto es necesario incorporar el material utilizado como electrolito en la estructura del cátodo. La capa mixta LSM-YSZ no debe tener un espesor mayor a 15 micrones, e.i. el espesor de la capa electro-químicamente activa debe ser menor a 15 micrones [3]. El resto del cátodo es una estructura porosa para distribución de gas con buena conductividad electrónica [3].
Los otros cerámicos utilizados son conductores mixtos (MIEC) del tipo ABO3 [4, 7]. Los óxidos tipo ABO3 están compuestos por lantano, estroncio o calcio en la posición A de la formula y por cromo, manganeso, hierro, cobalto o níquel en la posición B.
Las propiedades de los óxidos tipo ABO3 puede ser manipuladas con adiciones que remplacen parcialmente el elemento A y/o B, e.g. la adición de Cobalto como remplazo parcial del manganeso en LaMnO3 aumenta la vacancias de oxígeno, mejorando las propiedades de conducción; pero al aumentar la cantidad adicionada el coeficiente de expansión térmica aumenta, causando la de-laminación de la interfase electrodo/electrolito [4].
Dentro de los conductores mixtos los más utilizados están los óxidos de La-Sr-Fe-Co (LSFC), Los cátodos de LSFC no pueden tener contacto directo con los electrolitos de YSZ, pues a la temperatura de operación reaccionan formado compuestos que deterioran las propiedades de conducción en la interfase. Una solución es utilizar un cátodo de doble capa, la capa en contacto con el electrolito de YSZ es de ceria y el resto del cátodo es de LSFC [3].
2.1.1.5. COLECTOR
Las características del material utilizado como colector/interconector en celdas de combustibles de óxido solido son, (i) excelente conductividad eléctrica, (ii) excelente resistencia a la corrosión en aire y en H2/H2O a alta temperatura, (iii) un coeficiente de expansión térmica cercano al del electrodo con el cual se conecta y (iv) compatibilidad química con los electrodos y sellos [9]. Los colectores pueden ser cerámicos (800-1000°C) o metálicos (600-800°C). los colectores cerámicos son perovskitas (ABO3), el más utilizado es el óxido de La-Ca-Cr. En el caso de los metales se utilizan aleaciones formadoras de cromia en base a níquel o hierro [9].
Entre los óxidos protectores la cromia es la de mayor conductividad electrónica; aun así, la baja conductividad de la capa de cromia hace que se pierda potencia por generación de calor en las interfaces colector/electrodo en periodos largos de operación [9]. A alta temperatura la capa de cromia formada térmicamente crece de forma continua lo que genera un proceso de degradación/regeneración. La capa de óxido de cromo crece principalmente por difusión de cromo a la superficie, lo que puede generar la formación de vacíos en la interface oxido/metal y consecuentemente reduce la adhesión del óxido, otro problema es la volatilización del óxido de cromo en presencia de agua alta temperatura, lo que genera la contaminación del electrodo [9].
42
Los aceros ferriticos inoxidables están compuestos por FeCrMn con adiciones de Ti/La. La adición de Mn favorece la formación de óxidos compuestos con estructura tipo espinel que reducen la volatilización de la cromia y aumentan la conductividad de la capa de óxido. La adición de titanio permite la formación de precipitados de TiO2 en la interfase metal/oxido, estos precipitados pueden aumentar adhesión de la capa de óxido al metal.
La adición de metales reactivos como el Lantano aumentan la contribución de la difusión de oxígeno en el crecimiento de la capa de óxido, lo que ayuda a mejora la adhesión de la capa de óxido [9]. Un acercamiento alternativo en la utilización de acero ferriticos inoxidables en colectores; es recubrir la superficie del colector con óxidos conductores, como las perovskitas (ABO3) utilizadas en la fabricación del ánodo [9].
Las pruebas de oxidación a alta temperatura de aceros ferriticos inoxidables recubiertos y no recubiertos muestran que el agua tiene una gran influencia sobre el proceso de oxidación. En atmosferas de operación (ánodo) la tasa de corrosión es mayor que en aire (cátodo), las muestras tienden a formar óxidos con morfología de agujas de baja adhesión. También se observa que la presencia de agua aumenta la porosidad de la capa de óxido [9].
2.1.2. PROCESO
En las celdas con electrolitos que conducen iones de oxígeno, la reacción comienza con la división de la molécula de oxígeno en el cátodo, el proceso requiere energía por ende consume electrones cuatro por molécula para ser exactos, los iones son transportados a través del electrolito mediante vacancias de oxigeno hasta la frontera donde se unen las tres fases (i.e. el electrolito/ánodo que transporta los iones, el ánodo que transporta electrones y el combustible que se difunde a través de los poros del ando), solo cuando las tres fases se encuentran puede ocurrir la oxidación del combustible, esta reacción libera dos electrones por cada molécula de H2O/CO2 formada y calor. Los electrones se transportan de nuevo al cátodo a través de una resistencia para que realicen trabajo y el calor se utiliza principalmente para activar el proceso de transporte a través del electrólito y reformar hidrocarburos [3, 5]. La temperatura de operación de la celda está determinada por los procesos de transporte y oxidación activados térmicamente, e.g. la conducción iónica del electrolito, las reacciones en los electrodos e interfases electrodo/electrolito. [4]
2.1.2.1. PROCESOS DE TRANSPORTE
Los procesos de transporte a tener en cuenta son, (i) transporte de masa, (ii) transporte de momento, (iii) transporte de calor y (iv) transporte de carga.
TRANSPORTE DE MASA
Las moléculas de gas se difunden hacia la frontera de las tres fases, en donde las reacciones electroquímicas tienen lugar. El suministro de combustible puede llegar a ser el limitante cinético, pues en general los coeficientes de difusión de las moléculas de gas son menores a los de los iones, mientras el proceso de transferencia de carga entre el electrolito y el ánodo depende de la concentración de hidrógeno (transporte a través de los poros y cinética de la reforma) [5].
43
La transferencia de masa está dominada por la difusión de gas a través de los poros del electrodo [5]. En un material poroso la difusión molecular es el tipo dominante, cuando el tamaño de poro es grande (i.e. el tamaño del poro es muchos más grande el camino libre medio de las moléculas de gas que se difunden), mientras que el modelo de difusión de Knudsen, es el apropiado para describir procesos de difusión cuando los poros son pequeños en comparación con el camino libre medio del gas; pues en este caso las moléculas colisionan en mayor grado con las paredes del sólido que entre ellas [5].
TRANSPORTE DE MOMENTO
La descripción del flujo de gases en el sistema puede ser descrito a través de las ecuaciones de Navier-Stokes, en cambio para describir flujo a traves de los poros del electrodo se debe utilizar la ecuación de Darcy, es importante tener en cuenta que esta aproximación al flujo solo es válida lejos de las paredes [5].
TRASPORTE DE CALOR
La predicción precisa de la distribución de temperatura en las celdas de combustible es esencial para optimizar el desempeño y prevenir la degradación termo-mecánica.
En general la mayor cantidad de calor es generada cerca a las interfaces electrolito/electrodo y se disipa por, (i) conducción a través de matriz sólida, (ii) convección del solido a los gases dentro de los poros y (iii) advección de gases a través de los poros hacia el exterior de la celda [5].
TRANSPORTE DE CARGA
El electrolito tiene dos funciones, transportar iones del cátodo al ánodo y bloquear el paso de electrones entre el ánodo y el cátodo. El flujo de electrones a través del circuito externo balancea el flujo interno de iones y produce potencia eléctrica [5].
2.1.2.2. REACCIONES EN LOS ELECTRODOS E INTERFASES
Las reacciones a tener en cuenta son las reacciones electroquímicas en los electrodos y el proceso de reforma cuando se utilizan hidrocarburos como combustible.
REACCIONES ELECTROQUÍMICAS
Las reacciones electroquímicas ocurren en la región donde el electrodo, el electrolito y el gas se encuentran. Los iones migran a través del conductor de iones, los electrones a través del conductor eléctrico y el gas a través de los poros del electrodo. Por lo tanto una región de frontera mayor entre las tres fases, aumenta el área de superficie útil para la reacción electroquímica; mientras esté conectada al resto de la estructura, i.e. los poros deben estar interconectados para permitir el flujo de gas, la fase que conduce electrones en el electrodo debe estar conectada al colector y la fase que conduce iones en el electrodo debe estar conectada al electrolito [5].
Por lo tanto, el mejoramiento del diseño del ánodo debe estar enfocado en la optimización del área de frontera y la difusión en la interface electrodo/electrolito [7]. El área de frontera depende del tamaño de partícula utilizado en la fabricación del electrodo, la reducción del tamaño aumenta el área de frontera pero reduce la difusividad y la permeabilidad [5].
44
REFORMA DE HIDROCARBUROS
Las reacciones de reforma pueden llevarse a cabo externa (dispositivo dedicado) o internamente (ánodo). En el caso de realizar la reforma externa de debe producir más vapor pues no se puede utilizar el generado en el interior de la celda y el requerimiento de aire para enfriamiento de la celda aumenta, i.e. el proceso de reforma consume alrededor de la mitad del calor generado por las reacciones electroquímicas en la celda [5].
La reacciones de reforma en el interior del ánodo permiten la conversión de hidrocarburos y agua en hidrogeno y monóxido de carbono (gas de síntesis). El agua y la energía térmica requerida para en el proceso de reforma lo generan las reacciones electroquímicas en la superficie de la región de frontera [5].
Existen tres problemas relevantes generados por la reforma interna de hidrocarburos, (i) la perdida de actividad catalítica del ánodo por contaminación con carbón y/o azufre, (ii) la generación de tensiones térmicas que pueden llevar a falla mecánica de la celda. Las tensiones térmicas mencionadas se deben al gradiente térmico que se forma cuando la velocidad de la reacción de reforma es más alta que la tasa de suministro de calor (i.e. la tasa de oxidación del gas de síntesis [5]) y (iii) contaminación de los sitios activos con impurezas (e.g. cuando las impurezas alcanzan las regiones de frontera pueden ser oxidadas o reducidas, inhabilitando estos sitios para la oxidación del combustible; dentro de las más importantes se encuentra la contaminación con cromo, azufre y carbón [10]).
2.1.2.3. INTERACCIONES ENTRE LOS PROCESOS DE TRANSPORTE Y LAS REACCIONES
El transporte de calor, masa, cargas, momento y las reacciones electroquímicas son interdependientes. Las propiedades de flujo y el transporte de momento dependen de la temperatura y la concentración de especies. La velocidad de las reacciones electroquímicas depende de la temperatura, la concentración de especies y de la disponibilidad de área superficial, pero al mismo tiempo las reacciones electroquímicas consume/generan calor por lo cual la distribución de temperatura depende de la velocidad de la reacciones y de las propiedades de los sólidos y los líquidos involucrados. Por lo tanto un modelo comprensivo requiere que las ecuaciones que describen los diversos fenómenos sean resueltas de forma acoplada, i.e. acople de modelos multi-escala [5].
El modelamiento multi-escala aumenta el entendimiento de los fenómenos de transporte y puede ser utilizado para el diseño de la celda y el control de las condiciones de operación. Una celda debe ser descrita a diversas escalas de tamaño y tiempo, (i) Sistema (m), (ii) Componentes (cm), (iii) Difusión de gas (mm), las escalas i, ii y iii son sistemas macro que se pueden modelar utilizando el método de volumen finito. (iv) estructura del material e interfaces (µm), en donde el modelado se realiza utilizando técnicas del continuo o monte-carlo y (v) transporte iónico y electrónico (nm) a esta escala se puede utilizar teoría de densidad funcional o dinámica molecular [5]. Existen dos métodos para la integración de ecuaciones diferenciales a diversas escalas de longitud, el método jerárquico y el concurrente. Actualmente el método jerárquico es el más utilizado, en este método se resuelven las ecuaciones empezando por la escala más pequeña y las propiedades determinadas se usan como datos de entrada para la siguiente escala [5].
45
2.1.3. APLICACIONES Y FUNCIONALIDAD
2.1.3.1. TENDENCIAS
Las celdas de combustible cuestan entre 4000-8000 USD/kW, los generadores diesel 800-1500 USD/kW y las turbinas de gas máximo 400 USD/kW [12]. Por lo tanto la comercialización de la tecnología depende de la reducción del costo de generación de las celdas de combustible, las estrategias utilizadas para lograr esto son: (i) el aumento de la vida útil, (ii) la utilización de materiales de menor costo, (iii) la optimización del proceso de fabricación, (iv) flexibilización en el uso de combustible y (v) la optimización de la escalabilidad del sistema.
AUMENTO DE LA VIDA ÚTIL
La vida útil del sistema es el parámetro más importante para el uso comercial de las celdas de combustible de óxido sólido [10]. El aumento de la vida útil requiere del acople entre el entendimiento de los fenómenos de transporte a diversas escalas y los mecanismos de reacción en el interior de la celda con la reducción de la temperatura de operación; pues la vida útil solo puede ser extendida mediante la reducción del estrés termo-mecánico, el aumento de la estabilidad de los sellos y la optimización de las interfaces sobre las cuales ocurren las reacciones electroquímicas [3-6].
MATERIALES DE MENOR COSTO
La estrategia más difundida es el desarrollo de nuevos materiales de alta conductividad para temperaturas de operación más bajas (600-800°C). En esta estrategia la reducción del costo está relacionada con el uso de interconexiones y componentes externos más baratos [3-7].
OPTIMIZACIÓN DEL PROCESO DE FABRICACIÓN
Las celdas de combustible pueden ser de dos formas básicas, planas o tubulares. Los procesos de fabricación de celdas planas se basan en adición de capas sobre un soporte, lo que permite optimizar el espesor de las capas soportadas en función del desempeño y costo de la celda [11].
Métodos como el colado en cinta, recubrimiento por inmersión y la impresión han sido utilizados extensivamente en la fabricación de celdas. Estas tecnologías requieren un proceso de sinterización a alta temperatura; que en celdas de gran área es un proceso lento que introduce una gran cantidad de defectos. Recientemente, la aspersión con plasma atmosférico se ha utilizado en la fabricación de componentes para celdas de combustible. Este proceso permite aumentar el área sin aumentar los defectos de sinterización y manteniendo las propiedades mecánicas. Otra ventaja de este método es la posibilidad de controlar la composición y la microestructura variando los parámetros de aspersión [7].
Un método interesante para la manufactura a gran escala de celdas tubulares soportadas en el electrolito es la co-extrusión. La sinterización de las diferentes capas, sea simultanea o en secuencia genera esfuerzos térmicos en la celda; por lo cual la co-extrusión de múltiples pastas requiere el control y la unificación de la reología, con el fin de prevenir la formación de defectos y permitir la utilización de extrusión continua [11]. La unificación de la reología de las tres pastas se puede realizar mediante el análisis de las relaciones entre los parámetros reológicos y la carga de sólidos de las composiciones de frontera (material de función gradiente), estos datos permiten predecir el comportamiento del empaquetamiento en condiciones intermedias.
46
El conocimiento del empaquetamiento a su vez permite calcular la composición de las pastas intermedias, reduciendo el número de experimentos requeridos obtener la reología adecuada [11].
FLEXIBILIZACIÓN EN EL USO DE COMBUSTIBLE
La operación de las celdas con hidrocarburos hace que la tecnología sea mucho más competitiva, pero las soluciones hasta ahora utilizadas para evitar la contaminación con carbón y azufre aumentan el costo de producción, debido a la imposibilidad de utilizar níquel como catalizador [8, 12]. La tendencia es desarrollar ánodos que puedan reformar hidrocarburos en seco, utilizando la conversión electro-catalítica [3, 12].
ESCALABILIDAD DEL SISTEMA
Otro aspecto indispensable para la comercialización de las celdas de combustible es la optimización de la escalabilidad. Los que permitiría superar el límite actual de 1MW [4, 12]
2.1.3.2. APLICACIONES
Las aplicaciones los sistemas de generación con celdas de combustibles pueden ser estacionarias o móviles, Los requerimientos para esto dos tipos de sistema son diferentes y esto se debe tener en cuenta en el diseño [4].
SISTEMAS ESTACIONARIOS
Los sistemas de generación con celdas son modulares, esto permite atender diversas necesidades de generación. Los sistemas estacionarios se pueden clasificar en dos grupos, generación centralizada (>50MW) y generación distribuida (> 10 kW) [12].
SISTEMAS DE GENERACIÓN CENTRALIZADA
La eficiencia de los ciclos térmicos convencionales (eficiencia de cogeneración 40%) puede ser aumentada mediante la integración de celdas de óxido sólido. La integración permite el desarrollo de plantas multi-producto con eficiencias de hasta el 75% para gas y 60% para carbón. La disponibilidad es el parámetro clave en el diseño de sistemas hibrido, i.e. un sistema debe suplir la cantidad masa/calor requerida para el funcionamiento del sistema acoplado [2, 12].
Los sistemas híbridos pueden ser acoplados en términos de transferencia de masa o transferencia de calor. Existen dos técnicas de acople térmico para de las celdas, integración directa en donde el fluido de trabajo y la presión de operación es la misma en los dos procesos y la integración indirecta donde el acople se realiza a través de un intercambiador de calor, en este caso los sistemas tiene diferentes fluidos de trabajo y presiones de operación. Los esquemas de integración por transferencia de masa se refieren al acople de la celda con sistemas de reforma de hidrocarburos, gasificación de carbón, sistemas de producción de hidrogeno o plantas de tratamiento de agua y rellenos sanitarios que producen metano [2, 12].
El caso más representativo de la integración térmica directa, es el acople turbina de gas-celda presurizada [4, 8, 12]. En este caso el aire comprimido se calienta mediante la oxidación electroquímica del gas en la celda de combustible para luego ser expandido en la turbina, ver figura 4.4. (i.e la celda remplaza la cámara de combustión de la turbina). En la integración térmica indirecta, e.g. turbina de gas-celda a presión atmosférica [12].
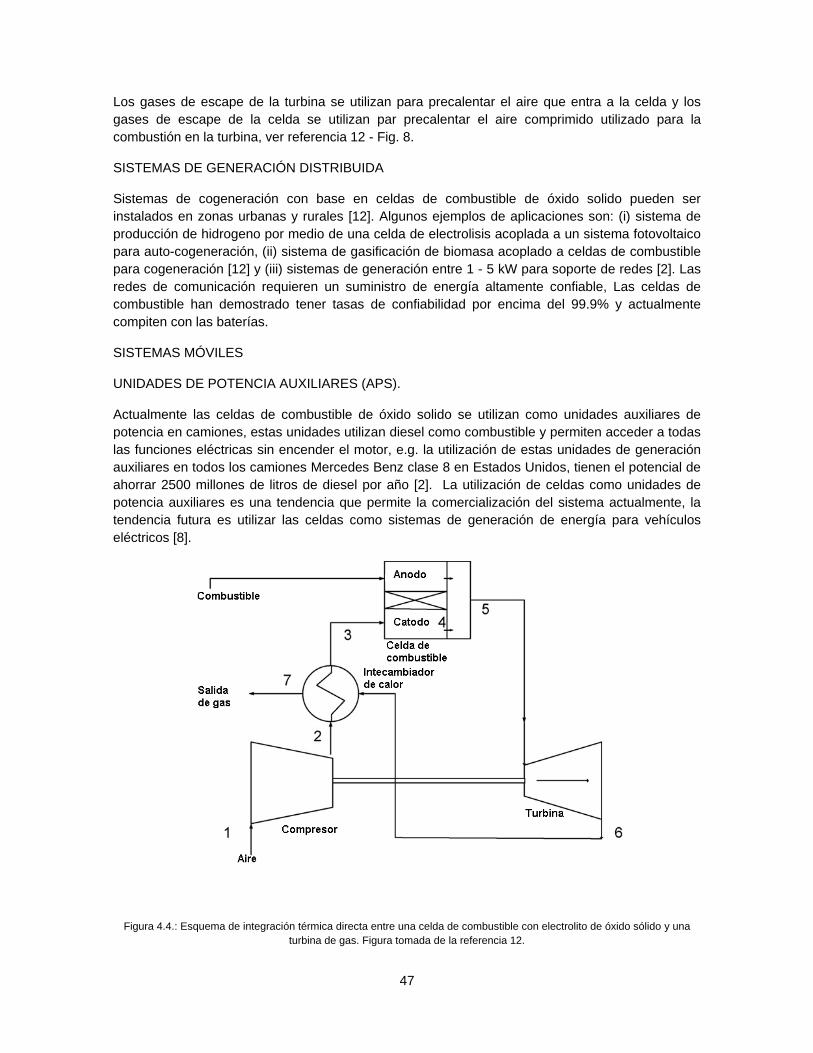
47
Los gases de escape de la turbina se utilizan para precalentar el aire que entra a la celda y los gases de escape de la celda se utilizan par precalentar el aire comprimido utilizado para la combustión en la turbina, ver referencia 12 - Fig. 8.
SISTEMAS DE GENERACIÓN DISTRIBUIDA
Sistemas de cogeneración con base en celdas de combustible de óxido solido pueden ser instalados en zonas urbanas y rurales [12]. Algunos ejemplos de aplicaciones son: (i) sistema de producción de hidrogeno por medio de una celda de electrolisis acoplada a un sistema fotovoltaico para auto-cogeneración, (ii) sistema de gasificación de biomasa acoplado a celdas de combustible para cogeneración [12] y (iii) sistemas de generación entre 1 - 5 kW para soporte de redes [2]. Las redes de comunicación requieren un suministro de energía altamente confiable, Las celdas de combustible han demostrado tener tasas de confiabilidad por encima del 99.9% y actualmente compiten con las baterías.
SISTEMAS MÓVILES
UNIDADES DE POTENCIA AUXILIARES (APS).
Actualmente las celdas de combustible de óxido solido se utilizan como unidades auxiliares de potencia en camiones, estas unidades utilizan diesel como combustible y permiten acceder a todas las funciones eléctricas sin encender el motor, e.g. la utilización de estas unidades de generación auxiliares en todos los camiones Mercedes Benz clase 8 en Estados Unidos, tienen el potencial de ahorrar 2500 millones de litros de diesel por año [2]. La utilización de celdas como unidades de potencia auxiliares es una tendencia que permite la comercialización del sistema actualmente, la tendencia futura es utilizar las celdas como sistemas de generación de energía para vehículos eléctricos [8].
Figura 4.4.: Esquema de integración térmica directa entre una celda de combustible con electrolito de óxido sólido y una turbina de gas. Figura tomada de la referencia 12.
48
CELDAS DE UNA CÁMARA
Las celdas de una cámara son candidatas para la fabricación de sistemas simples de baja potencia. En una celda de una sola cámara el ánodo y el cátodo son expuestos a la misma mezcla de aire y combustible, este diseño permite eliminar componentes del sistema y la necesidad de sellos [6].
Los materiales utilizados son los mismos que utilizan las celdas de combustible de doble cámara, i.e. electrolito de YSZ, cátodo de LSM y ánodo de Ni-YSZ [6]. La clave para su comercialización es mejorar la eficiencia en la utilización del combustible, pues la eficiencia de conversión no llega al 10%, debido a la gran cantidad de combustible que sale del sistema sin reaccionar y al que se quema por contacto directo entre aire y el combustible [6].
2.1.3.3. TECNOLOGÍAS RELACIONADAS
La dos tecnologías relacionadas de mayor impacto en la comercialización de la celdas de combustible son: la Producción de hidrogeno a gran escala por medio de electrolisis de alta temperatura y los ciclos termoquímicos, en paralelo con el desarrollo de sistemas de almacenamiento de hidrogeno [12].
2.2. CONVERSIÓN ELECTROQUÍMICA CON CELDAS DIRECTAS DE CARBÓN
En 1896 William Jacques presento la primera celda directa de carbón [13]. Pero la optimización del generador de vapor a principios del siglo 20, puso la tecnología de las celdas directas de carbón en descanso hasta 1970 [13]. El principio de operación es sencillo, carbón solido es alimentado de forma directa en el compartimento del ánodo, donde es oxidado a CO2 a alta temperatura para generar energía eléctrica y térmica. Las claves de la alta eficiencia del sistema está en que el cambio de entropía es cercano a cero a alta temperatura, y en que tanto el C como CO2 existen como sustancias puras en compartimentos separados; por los tanto el potencial químico es fijo e independiente de la reacción de oxidación, lo que permite una cinética estable y el potencial para utilizar el 100% del combustible [13, 16].
Como sistema de generación eléctrica su eficiencia es mayor a la de las celdas de óxido sólido y su nivel de emisiones es menor al de una planta térmica a carbón. La eficiencia práctica para el ciclo sin cogeneración es 80% en una celda directa de carbón, mientras que para una celda de óxido solido utilizando H2 la eficiencia es de 45%. Con base en la eficiencia, la utilización de celdas de carbón directas puede reducir a la mitad la generación de CO2 en comparación con los ciclos térmicos utilizados actualmente [13, 15]. Más importante aún, por medio de pirolisis combustibles ricos en carbón (biomasa, carbón, basura orgánica) pueden ser utilizados en este tipo de celdas [13, 15]. El carbón es el combustible fósil más abundante y barato en la tierra, actualmente provee el 25% del consumo de energía primaria a nivel mundial y se pronostica que aumente a 28% para el 2030 [16]. La producción de carbones apropiados para ser utilizados en celdas directas de carbón por medio de pirolisis, consume menos energía y requiere una menor inversión de capital que la producción de combustibles ricos en hidrogeno. Otra ventaja, es que tanto el sistema de beneficio como el de generación son sistemas relativamente simples que puede ser construidos en la mina eliminando los costos de transporte [13].
49
2.2.1. MATERIALES
La dificultad intrínseca en la implementación de celdas directas de carbón, está relacionada con la baja cinética de la oxidación electroquímica, derivada de la reducida interacción entre el electrolito, el electrodo y el combustible.
La mayoría de las investigaciones se basan en electrolitos líquidos de alta temperatura o en electrolitos sólidos y lodos electrodo/combustible; el segundo concepto permite utilizar los materiales desarrollados para celdas de óxido sólido, por lo tanto es que se desarrollara [13, 15].
Las celdas directas de carbón con electrolito solido utilizan materiales/estructuras similares a los utilizados en celdas de combustibles de óxido sólido. El ánodo de la celda es una estructura porosa de NiO-litiado, el electrolito es oxido de zircón estabilizado con itrio (YSZ) y el cátodo es un mezcla de YSZ y LSM con colector de LSM [13, 14, 15]. El combustible que utilizan las celdas directas de carbón con electrolito solido es una pasta compuesta por carbón y una mezcla eutéctica fundida de LiCO3 (32%) y K2CO3 (68%) que sirve de conductor iónico.
2.2.2. PROCESO
La clave para el buen funcionamiento de la celda es a reactividad electroquímica del carbón utilizado y la estabilidad operativa, con relación a la reactividad del carbón los aspectos claves son: (i) la composición química (alto contenido de carbono fijo y bajo contenido de volátiles), (ii) el contenido de fases grafitadas (buena conductividad eléctrica), (iii) el área superficial y (iv) cantidad de grupos funcionales superficiales (capacidad de las sales fundidas para mojar el carbón) [13, 15, 16].
La estabilidad operativa de la celda está directamente relacionada con las impurezas que contiene el carbón. La presencia de azufre en el carbón, corroe el ánodo y degrada el desempeño de la celda en el tiempo [13, 16]. Impurezas como la alúmina (Al2O3) y la silica (SiO2) inhiben la reacción de oxidación del cátodo, mientras que CaO, MgO y Fe2O3 muestran un efecto catalítico en la oxidación electroquímica del carbón [16].
2.2.3. APLICACIONES Y FUNCIONALIDAD
El desarrollo de las celdas directas de carbón para aplicaciones estacionarias todavía se encuentra en su infancia, por lo cual todavía se deben enfrentar retos tanto en aspectos fundamentales como en aspectos de ingeniería [13, 14]. Dentro de los aspectos fundamentales el estudio de: (i) los mecanismos de oxidación electroquímica del carbón en sales fundidas, (ii) Influencia de las impurezas que contiene el carbón en la cinética de la oxidación y (iii) cinética de la reacción en el ánodo. En relación con aspectos de ingeniería los dos retos más importantes son, (i) diseñar un sistema que permita la alimentación de carbón solido seguro, que no interrumpa la operación de la celda y (ii) optimizar las tecnologías para remoción de impurezas del carbón [13, 15].
2.3. CONVERSIÓN FOTOVOLTAICA En 1839 Bequerel, fue el primero en observar el efecto fotovoltaico y sugirió que la energía solar podía ser convertida en electricidad. Después en 1900 Planck propuso la naturaleza cuántica de la luz y Wilson en 1930 relaciono los fotones con las propiedades de los sólidos.
50
En 1940 Mott y Schottky desarrollaron la teoría del diodo de estado sólido y Chapin fabrico la primera celda fotovoltaica con la capacidad de convertir la luz solar en electricidad por medio de uniones de diodo en 1954 [17, 22].
Para una celda de silicio las perdidas relacionadas con fotones de baja energía representan el 19% de la radiación solar y las perdidas relacionadas con fotones de alta energía representan el 31% de la radiación solar [17]. La razón de estas pérdidas es la naturaleza del proceso de generación, que se presenta a continuación; Los fotones con energías menores a Eg (la energía requerida para crear un par electrón-hueco) del semiconductor activo en la celda no son absorbidos, por lo tanto su energía se pierde.
Los fotones con energías mayores a Eg son absorbidos y generan pares electrón-hueco con una diferencia de energía igual a la del fotón, una vez generado el par ‘caliente’ (de alta energía) se va ‘enfriando’ hasta que reduce su energía a Eg. En este momento la diferencia de energía del par electrón-hueco puede ser extraída del material como energía eléctrica. La energía disipada durante el ‘enfriamiento’ de convierte en energía térmica [17].
Todavía existen varios obstáculos para el uso extendido de la conversión de energía solar en electricidad, la principal razón es el costo de conversión. Si se considera el radio entre costo/(eficiencia x tiempo de vida x tasa de producción) de la conversión fotovoltaica es alto para aplicaciones de generación a gran escala y no compite en el mercado con las centrales de generación convencionales [21].
Los esfuerzos a nivel gubernamental e industrial han sido importantes; la tasa de crecimiento de la industria de los paneles fotovoltaicos en la última década ha sido del 30% anual, este crecimiento explosivo ha sido motivado por programas de desarrollo de mercados [19].
La idea es que la energía fotovoltaica cuando esté disponible, será una de las formas más baratas de generación y la energía de la red tendera a subir por el aumento de la intermitencia de la demanda [18]. Los sistemas de almacenamiento de gran escala son necesarios y pueden reducir la intermitencia pero todavía no están disponibles; por ende los sistemas de almacenamiento de energía son un área clave de investigación para el soporte de la energía solar y eólica [18].
El promedio el costo de los sistemas fotovoltaicos comerciales en la actualidad oscila entre 1.6 y 2.6 USD/W [18]; Las dos tecnologías fotovoltaicas de mayor impacto actualmente son los paneles de múltiples niveles de energía, tanto los de monocristales III-V con concentrador (42% lab) como los planos de silicio amorfo (13% lab). Las eficiencias de los módulos comerciales son cercanas al 50% de la eficiencia máxima alcanzada en laboratorios para las dos tecnologías mencionadas [18]. La disponibilidad del silicio no es un problema pues representan el 27% de la corteza terrestre. Pero su purificación requiere enormes cantidades de energía y tiempo. Una área importante de investigación es como manufacturar celdas solares eficientes a partir de silicio de menor calidad [18]. En la actualidad el precio del silicio grado electrónico varía entre 30 y 300 USD/kg; aun así las celdas de silicio seguirán dominando el mercado y estableciendo el precio final del producto [18].
Telurio (Te) y el Indio (In) son elementos raros en la corteza terrestre y el Cd es carcinógeno. Los paneles de varios niveles de energía se crecen sobre substratos de germanio (Ge) que también es un metal raro [18]. Otro material que influye en el costo del óxido de estaño adicionado con indio utilizado como conductor transparente [18].
51
2.3.1. MATERIALES
El mecanismo más influyente en la perdida de energía en celdas fotovoltaicas se reduce al hecho que el proceso de excitación de electrones tiene un mínimo energético (Eg), todos los fotones con energías menores al mínimo no pueden ser convertidos en energía eléctrica; en cuanto a los fotones con energías mayores al mínimo, la diferencia de energía entre el mínimo y la energía del fotón se disipa en forma de calor. El mecanismo descrito conlleva a la pérdida del el 50% de la energía de la radiación solar durante la conversión fotovoltaica [18], en consecuencia la máxima eficiencia teórica para una celda de silicio con un único nivel de energía es 29%. Por lo tanto los intentos por encontrar formas de convertir este exceso de energía en electricidad son de interés [21].
Existen tres tendencias para evitar estas pérdidas, (i) Aumentar el número de niveles de energía en el panel, (ii) generar fotones con la energía adecuada y (iii) capturar los electrones antes que se transformen en energía térmica [18].
2.3.1.1. AUMENTAR EL NÚMERO DE NIVELES DE ENERGÍA EN EL PANEL
El método más utilizado para reducir las pérdidas mencionadas es usar paneles con varios niveles de energía [17]. En estos paneles la celda hecha con el semiconductor de mayor Eg intercepta la radiación solar primero. Esta técnica fue sugerida por Jackson en 1955, logrando la división del espectro y selectividad de fotones un solo arreglo, ver figura 4.5. [18].
Para formar paneles con múltiples niveles de energía las celdas individuales deben ser organizadas en arreglos mecánicos o en serie [18]. En el arreglo mecánico cada celda es independiente, en el arreglo en serie cada celda debe generar la misma corriente, la conexión en serie de las celdas resulta en la suma de los voltajes producidos por cada nivel de energía a corriente constante [17]. Debido a que en la tierra el espectro solar cambia a través del día, el arreglo mecánico es más eficiente, pues permite la optimización de cada celda en el arreglo por separado, pero la facilidad de fabricación del arreglo en serie hace que sea el más utilizado [17, 18]. La eficiencia de conversión de un panel aumenta con el número de niveles de energía, pero la magnitud de los incrementos disminuye con el número de niveles [18]. El máximo nivel de eficiencia que puede alcanzar una celda de múltiples niveles (infinitos niveles) está entre 68% (1 sol - energía no concentrada) y 87% (500 soles – energía concentrada).
Los arreglos con múltiples niveles de energía más importantes son los basados en (i) semiconductores III-V, (ii) silicio amorfo, (iii) silicio nanocristalino y (iv) semiconductores con bandas intermedias.
SEMICONDUCTORES III-V
Los paneles más eficientes se obtienen utilizando semiconductores monocristalinos III-V. Estos cristales se fabrican con procesos de crecimiento epitaxial a partir de un substrato de germanio (Ge). Esto requiere que el parámetro de red de los semiconductores utilizados sea casi igual al del substrato. Los que limita el número de niveles de energía a máximo tres. A pesar de la alta eficiencia, los paneles de 3 niveles de energía comprometen la división ideal del espectro solar en favor de la calidad de la celda. Los paneles terrestres del futuro deben tener cuatro (1.9/1.4/1/0.7 eV) o más niveles de energía alcanzando 45% eficiencia utilizando energía solar concentrada [18, 20].

52
El problema que tienen los paneles de cuatro niveles es la falta de materiales con Eg = 1eV que tengan los parámetros de red adecuados para ser integrados a la celda de alta eficiencia [20]. Una técnica utilizada para relajar este requerimiento es formar arreglos parcialmente deformados (Ge/GaInP/GaAs/GaInAs).
Los costos relacionados con el proceso de manufactura y los materiales utilizados en estos paneles hace que sean económicamente viables cuando se utilizan lentes o espejos para enfocar/concentrar la luz en pequeños paneles para aumentar la eficiencia [17,18]. Los sistemas fotovoltaicos con concentrador que utilizan módulos de alta eficiencia son una tecnología viable para la generación a gran escala de energía eléctrica.
Los módulos de múltiples energías fabricados con semiconductores III-V, específicamente los módulos triples de GaInP/GaInAs/Ge mono-cristalinos tienen una eficiencia de 37% a 500 soles son una tecnología viable para la generación a gran escala de energia electrica [20]. El problema es que los concentradores requieren luz directa a diferencia de los paneles planos que funcionan con cielo nublado [18].
Figura 4.5.: Esquema celda con múltiples niveles de energía, tomado de la referencia 17.
SILICIO
Una forma de reducir el costo del panel es utilizar materiales con mayor densidad de defectos y menor eficiencia pero que puedan ser producidos de forma mucho más económica, con menores requerimientos de energía y utilizando materiales menos escasos y tóxicos [18]. Las celdas de silicio amorfo usadas en paneles de un solo nivel de energía tienen una eficiencia de entre 4-5%, debido a la alta concentración de defectos. La eficiencia del panel se puede aumentar al 10% utilizando arreglos de dos o tres niveles de energía. Esto se logra reduciendo el ancho de banda del α-Si dopándolo con germanio [18].
Otra opción es tratar térmicamente las películas de silicio amorfo para formar silicio cristalino, este tipo de celda en un panel de un solo nivel de energía tiene una eficiencia del 10%. El acercamiento para crear paneles con varios niveles de energía es utilizar posos cuánticos laminados entre materiales dieléctricos en base a silicio (SiO2, Si3N4 o SiC) que tengan anchos de banda distintos a los del silicio cristalino [18].
SEMICONDUCTORES CON NIVELES INTERMEDIOS
La idea es introducir uno más niveles de energía entre las bandas de energía del semiconductor. De esta forma una sola unión puede adsorber fotones con más de una energía. Esto se puede lograr incorporando defectos profundos (1/3 de Eg), e.g. incorporar B en SiC [18].
53
2.3.1.2. GENERAR FOTONES CON LA ENERGÍA ADECUADA
Dentro de los métodos de manipulación de energía fotonica simples están los que convierten un fotón con energía hν=2Eg en dos fotones con energía Eg (Conversión hacia abajo) y los que convierten dos fotones con energía hν=1/2Eg en un fotón con energía Eg (conversión hacia arriba). Un método más eficiente que la conversión hacia abajo es la conversión múltiple, donde un fotón con energía hν=nEg genera n fotones con energía Eg [21].
El proceso de conversión de fotones se realiza en un material semiconductor aislado eléctricamente de la celda. Como ya sabemos los materiales semiconductores tiene un ancho de banda definido, entonces para el proceso de conversión hacia abajo Eg del conversor = 2Eg de la celda, pues los fotones convertidos generalmente se emiten en el nivel fermi (i.e. más o menos en la mitad de la banda para semiconductores intrínsecos). Para el proceso de conversión hacia arriba Eg del conversor = Eg de la celda, pero se introducen niveles intermedios distribuidos (existen otros métodos) [21].
La conversión múltiple es un concepto más general y flexible, lo que lo hace intrínsecamente más interesante que la conversión hacia abajo, la ventaja es que el conversor hacia abajo se puede optimizar independiente de la celda (no está eléctricamente acoplado) [21]. La utilización de la conversión múltiple y la conversión hacia arriba permite aumentar la eficiencia de los módulos con un único nivel de energía hasta 38% [21].
2.3.1.3. CAPTURAR LOS ELECTRONES ANTES QUE SE TRANSFORMEN EN ENERGÍA TÉRMICA
La última opción para aumentar la eficiencia es permitir la absorción de fotones con un amplio rango de energías pero almacenar los electrones/huecos generados antes que conviertan la energía extra (energía por encima de Eg) en energía térmica. La clave para lograr esto es producir contactos selectivos para un rango de energía cerrado, que permitan extraer el par electrón/hueco antes de que su energía sea Eg [18].
2.3.2. PROCESOS
2.3.2.1. SEMICONDUCTORES III-V
SEMICONDUCTORES CdTe
El proceso de producción de los módulos fotovoltaicos de CdTe se compone de los siguientes pasos: (i) deposición de óxido conductor transparente sobre un substrato de vidrio, (ii) se deposita una capa de 100 nm de CdS y la capa de CdTe (Eg=1.5 eV) de 5 micrones, estos dos semiconductores semicritalinos pueden ser depositados de forma no-estequiometria para lograr dopajes tipo n y p, i.e. no se requiere adicionar otros elementos;
(iii) una vez depositadas las capas mencionadas se realiza un tratamiento de térmico a 400-500°C en una atmosfera de CdCl2 y (iv) se deposita una capa que sirve de contacto [19].
El principal problema técnico de estos módulos es obtener una capa de contacto de baja resistencia y estable en el largo plazo; otros aspectos problemáticos son la toxicidad del cadmio y las escases del telurio. La eficiencia de los módulos comerciales es del 11% [19].
54
SEMICONDUCTORES InCuSe2
Los módulos se InCuSe2 se fabrican en el orden inverso i.e. el proceso comienza atrás y termina en el frente del panel. Por lo tanto el substrato no necesita ser transparente, aun así el substrato más utilizado es el vidrio [19].
El proceso se compone de los siguientes pasos: (i) limpieza del vidrio, (ii) depósito de una capa de molibdeno (iii) sobre la capa de molibdeno se deposita la capa de InCuSe2-p (Eg=1eV), (iv) deposición de una capa de CdS-n de 50 nm y (v) se depositan ZnO y el óxido conductor transparente (ZnO:Al) [19].
La eficiencia de los módulos comerciales es de entre 11-13%. El principal problema de esta tecnología está asociado a la complejidad de la capa de InCuSe2 pues se debe adicionar Cd y S, esto hace que sea complicado obtener propiedades homogéneas en áreas grandes. Además de la escases del In y la toxicidad del Cd [19].
OPCIONES TECNOLÓGICAS PARA LA FABRICACIÓN DE PANELES III-V CON VARIOS NIVELES DE ENERGÍA
Los paneles con 4, 5 y 6 niveles de energía deberán utilizar nuevas tecnología para su producción, con el fin de obtener los anchos de banda requeridos y la calidad del material. Existen dos opciones tecnológicas, (i) crecer monocristales levemente deformados en secuencia con la ayuda de capas metamórficas o (ii) crecer los monocristales sobre diferentes substratos y después unirlos [20].
MONOCRISTALES LEVEMENTE DEFORMADOS
El crecimiento de monocristales de GaInAs (Eg=1 eV) levemente deformados sobre germanio ha sido posible mediante el uso de capas gradientes que alteran gradualmente el parámetro de red (Ge) hasta lograr un buen acople con el GaInAs. La unión no es sencilla pues la diferencia entre el parámetro de red del Ge y el de GaInAs el alrededor del 2%, y aún más difícil es crecer las otras celdas (mayor Eg) utilizando este nuevo parámetro de red. Como se mencionó antes específicamente esta celdas (GaInAs) se fabrican de atrás hacia adelante (S-Eg1<Eg2<Eg3) a diferencia de cualquier otra celda. Si se fabrican de adelante hacia atrás (S-Eg1>Eg2>Eg3) se logra mayor calidad en los materiales de de mayor ancho de banda y en general en el panel [20].
MONOCRISTALES SOBRE DIFERENTES SUBSTRATOS
Las celdas de monocristales pueden ser exfoliadas de los substratos en los que fueron crecidas y unidas para formar una sola estructura. Este proceso permite obtener celdas con múltiples niveles de energía que con están restringidas por el parámetro de red a bajo costo [20].
2.3.2.2. SILICIO
Películas delgadas de silicio amorfo y policristalino son utilizadas actualmente para la fabricación de celdas de un nivel o múltiples niveles de energía. Las celdas con un único nivel de energía pueden tener uniones p-n o p-i-n. Mientras los paneles fotovoltaicos de silicio amorfo han estado en el mercado por más de 20 años, solo recientemente se empezaron a fabricar de forma industrial paneles de silicio policristalino soportados en vidrio. El silicio policristalino se crece a partir de una mezcla de gases con 6% de SiH4, en este régimen de deposición la capa está compuesta por columnas (cristales) de unos 100 nm de ancho por unos cuantos micrones de alto.
55
Los paneles de silicio policristalino depositados sobre vidrio tienen eficiencias de 10%, para mejorar la capacidad de captura de luz de la celda la superficie del vidrio se texturiza, recubriéndola con micro esferas de silica [19].
El proceso de manufactura de la celda (p-i-n) se compone de los siguientes pasos: (i) deposición del óxido conductor transparente sobre el vidrio, (ii) se realizan los cortes que definen las fronteras de cada celda, (iii) se depositan las tres capas de materiales semiconductores que forman la celda (p, i, n, el semiconductor–p puede ser carburo de silicio amorfo hidrogenado o silicio microcristalino hidrogenado, el semiconductor-i (sin dopar) es silicio amorfo hidrogenado y el semiconductor-n puede ser silicio amorfo hidrogenado o silicio microcristalino hidrogenado), (iv) realizar cortes a través de las capas semiconductoras exponiendo el óxido conductor transparente, (v) se deposita una segunda capa de óxido conductor transparente y la capa reflectora de plata y (vi) finalmente se realizan los últimos cortes que dejan al descubierto la primera capa de conductor transparente esto hace que la celdas queden conectadas en serie. Los cortes se pueden realizar con láser o mecánicamente.
Una nueva estructura con mayor capacidad para atrapar la luz está siendo utilizada en la producción de celdas (p-i-n) de silicio, la técnica consiste en texturizar la primera capa de óxido conductor transparente y añadir un superficie reflectora de doble capa, compuesta por óxido de estaño dopado con aluminio y planta [19].
Paneles con varios niveles de energía se pueden fabricar utilizando silicio amorfo y policristalino. En este tipo de panel la celda que recibe la luz directa es la de silicio amorfo (Eg=1.7 eV) y la de silicio policristalino (Eg=1 eV) está debajo, de esta forma se obtine un panel con 12% de eficiencia estable [19].
2.3.3. APLICACIONES Y FUNCIONALIDAD
2.3.3.1. TENDENCIAS
Los costos de los componentes de un panel fotovoltaico se dividen de la siguiente forma: 40% capas protectoras, 15% agente de unión, 10% resto del empaque y 35% materiales para fabricación de celdas [18]. Debido a que los costos del panel se escalan por área los beneficios económicos del aumento de eficiencia son importantes. Por lo tanto las prioridades son (i) mejorar la eficiencia y (ii) reducir el tiempo de manufactura.
AUMENTO DE EFICIENCIA
La tercera generación de celda fotovoltaicas busca reducir el costo a 0.2 USD/W. La estrategia es aumentar la eficiencia manteniendo el costo económico y ambiental [17].
La metodología a seguir es combinar el uso de diversos niveles de energía, procesos de fabricación avanzados y la producción de nano-estructuras como los puntos cuánticos que permitan optimizar la absorción, la generación y la separación [17, 20]. La tecnología más cercana es la utilización de paneles con múltiples niveles de energía, los sistemas de conversión hacia arriba y hacia abajo están todavía en una etapa temprana de desarrollo y respecto a las conceptos más avanzados como la conversión múltiple y la producción de semiconductores con niveles intermedios todavía deben ser validados de forma teórica [17].
56
REDUCIR EL TIEMPO DE MANUFACTURA
La tecnología líder es silicio multicristalino (20% lab) producido por diferentes métodos, lo cierto es que todos son relativamente lentos, esto hace que los módulos sean costosos, en el caso de los paneles de semiconductores III-V utilizan materiales escasos y tóxicos, junto con métodos de deposición complejos y lentos [18]. Dentro de las alternativas tecnológicas los métodos de impresión son los más rápidos y se pueden realizar a presión atmosférica [18].
Además de reducir el tiempo de manufactura del panel, es importante mejorar las celdas solares producidas a partir de silicio de baja calidad y reducir el tiempo de producción del silicio. También falta investigación en cómo operan los sistemas, pues la mayoría de las investigaciones se enfocan en la síntesis de materiales y en grabar records de desempeño [18].
2.3.3.2. APLICACIONES
Los sistemas fotovoltaicos se pueden separar según su aplicación en la tierra en (i) generación eléctrica/bombeo de agua en zonas no interconectadas (8%), (ii) generación en zonas interconectadas (5%), (iii) sistemas de producción de hidrogeno (4%) y (iv) sistemas mixtos generación de energía térmica y eléctrica (40%) [22].
Cuando se integran requerimientos de energía térmica al módulo fotovoltaico se denomina sistema hibrido, estos sistemas pueden ser utilizados para calentamiento de agua/aire y generación de energía eléctrica. Además presentan una mayor eficiencia [22].
2.3.3.3. TECNOLOGÍAS RELACIONADAS
Las tecnologías relacionadas de mayor impacto son el desarrollo de inversores (DCAC) y sistemas de almacenamiento de energía [18].
La necesidad de convertir la corriente en AC para la transmisión es que reduce la corrosión electroquímica de las líneas y presenta una menor tendencia a formar arcos [18]. La necesidad de mejores tecnologías de almacenamiento de energía, surge la naturaleza intermitente de la generación fotovoltaica, La opciones son baterías de alta capacidad y sistemas de almacenamiento de hidrogeno. Para almacenamiento de alta capacidad la tecnología más prometedora es la electrolisis de agua para producir hidrogeno, el problemas es que no existe una tecnología adecuada para el almacenamiento de grandes cantidades de hidrogeno [18].
Debido a la intermitencia de la radiación solar un sistema fotovoltaico no puede proveer energía de forma continua. En la actualidad este problema se soluciona mediante el uso de una batería [22].
2.4. CONVERSIÓN TERMO-ELÉCTRICA El efecto de Peltier y el efecto de Seeback fueron descubiertos en metales entre 1820 y 1830, pero el bajo desempeño termoeléctrico de los metales hizo que no les diera la relevancia que ahora tienen, debido en gran parte al desarrollo de materiales semiconductores dopados en 1950 [23]. El efecto de Seebeck consiste en generar energía eléctrica a partir de un gradiente de temperatura, mientras el efecto de Peltier es lo contrario, generar un gradiente de temperatura por medio de energía eléctrica [27]. Por ende los materiales termoeléctricos pueden ser utilizados en sistemas de estado sólido, para generación eléctrica o en sistemas de refrigeración [23-25, 27].
57
En los sistemas termoeléctricos como en cualquier otro ciclo térmico, la eficiencia aumenta con la diferencia de temperatura entre los reservorios; en estos sistemas los electrones y los huecos son el fluido de trabajo. Un sistema termoeléctrico trabajando a una diferencia de 500°C tiene una eficiencia de 15% para un ZT=1 [24].
La eficiencia de un material termoeléctrico a una temperatura (T) dada esta determinada por el parámetro ZT = S2Tσ/κ, donde S es el coeficiente de Seebeck, σ es la conductividad electrónica y κ es la conductividad térmica. La conductividad electrónica de un material es la conductividad total menos la iónica y la conductividad térmica de un material es la suma del calor transportado por electrones y el calor transportado por fonones (vibraciones de la red) [24, 25].
Los mejores termoeléctricos utilizados por la industria en sistemas que operan a temperaturas alrededor de 25°C, son compuestos Bi2Te3-Sb2Te3, estos materiales termoeléctricos fueron desarrollados en los 60´s [24].
2.4.1. MATERIALES
Para asegurar que el parámetro ZT sea alto, solo debe existir un tipo de conductor, electrones o huecos (si existen ambos se cancelan), además los conductores con alta masa efectiva están asociados a un mejor el efecto termoeléctrico. El problema es que la alta masa efectiva reduce la movilidad, por lo tanto se debe lograr un balance entre masa efectiva y alta movilidad. Generalmente en los óxidos los conductores poseen alta masa efectiva pero baja movilidad y en los semiconductores sucede lo contrario [25].
La conductividad térmica en materiales termoeléctricos tiene dos fuentes, (i) electrones o huecos transportando calor y (ii) fonones viajando a través de la red [25]. Los mejores termoeléctricos son materiales cristalinos que pueden dispersar fonones sin afectar la conductividad eléctrica. Los fonones tienen un amplio espectro de longitudes de onda y caminos libres medios (1nm – 10 micrones).Lo que hace necesario la existencia de centros de dispersión a diferentes escalas. Por lo tanto un termoeléctrico, puede ser definido como un vidrio para fonones y un cristal para electrones [25].
La componente de la conductividad térmica relacionada con las vibraciones de la red en un material termoeléctrico debe ser lo más cercana a cero posible. Existen tres estrategias generales para reducir la conductividad térmica asociada al transporte de fonones (vibraciones de la red), (i) dispersar fonones en la escala de la celda unitaria creando estructuras oscilantes o defectos de punto (átomos intersticiales, vacancias o remplazo de átomos), (ii) utilizar estructuras complejas para separar el transporte de electrones del transporte de fonones y (iii) dispersar fonones en interfaces [25].
DISPERSIÓN DE FONONES EN LA CELDA UNITARIA
El silicio (Si) es un material termoeléctrico, una forma de reducir la conductividad térmica sin afectar su conductividad electrónica es aleándolo con germanio (Ge), lo que introduce defectos de punto [24]. Otro ejemplo son los compuestos complejos con estructuras compuestas por ‘cajas’ como los clatratos (Ba8Ga16Ge30) o las escuteruditas (LaFe4Sb12); En los caltratos el átomo de bario esta débilmente enlazado y se ubica en el centro de la ‘caja’, esto permite que vibre y disperse fonones [24].
58
ESTRUCTURAS COMPLEJAS
El Ca3Co4O9 es un oxido laminar compuesto por capas de CoO de alta conductividad eléctrica y capas de Ca2CoO3 que actúan como regiones de dispersión de fonones, reduciendo la conductividad térmica [25, 27]. La ventaja principal del Ca3Co4O9 respecto a otros óxidos termoeléctricos (Na-Co-O, Bi-Ca-O, Sr-Co-O, Bi-Pr-Co-O) es su resistencia a la oxidación en aire a alta temperatura.
DISPERSIÓN EN INTERFACES
Una opción es la creación de estructuras laminares (>5 nm) intercaladas de materiales termoeléctricos y barreras termoeléctricas, esta técnica mejora ZT en la capa termoeléctrica debido al confinamiento cuántico de los electrones, pero no tiene mayor efecto en el ZT del compuesto [24].
2.4.2. PROCESOS
Los óxidos de CaCo4O9 sinterizadas por chispa de plasma son de particular interés debido a que la texturización se puede lograr mediante un proceso simple de tres pasos: (i) compactar (50 MPa), (ii) pre-sinterizar la pieza y (iii) sinterización en un crisol de mayor tamaño que permita la deformación (i.e. la pieza no está confinada). La texturización de la microestrcutura mejora las propiedades termoeléctricas del material respecto a muestras de polvo sinterizadas directamente en el crisol [26]. En procesos de producción por chispa de plasma, la presión de compactación y la temperatura de sinterización son los parámetros de mayor influencia [27].
2.4.3. APLICACIONES Y FUNCIONALIDAD
2.4.3.1. APLICACIONES
Los sistemas de generación termoeléctricos fueron desarrollado para aplicaciones espaciales en 1960, la razones para su elección fueron, sistemas sin partes móviles, con más de 100000 horas de operación estable, control preciso de temperatura (+-0.1°C) y adaptabilidad a diversas fuentes de energía y tipos de combustible [23].
En la tierra los sistemas termoeléctricos pueden ser utilizados para aprovechar el calor de desecho en procesos industriales mediante su utilización en sistemas de generación termoeléctricos y en sistemas de refrigeración termoeléctricos para aplicaciones de baja potencia [23]. La figura 4.6. presenta el esquema de un aparato termoeléctrico.
2.4.3.2. TENDENCIAS
Las tendencias está dirigida a descubrir nuevos materiales termoeléctricos y mejorar ZT de los ya conocidos; Las posibilidades de mejoramiento del ZT se pueden dividir en dos, las que buscan mejorar el factor de potencia (S2σ) y la que busca reducir la conductividad térmica (κ) sin afectar la conductividad eléctrica [24]. Para aplicaciones prácticas, las propiedades termoeléctricas de los materiales deben ser mejoradas por lo menos dos o tres órdenes de magnitud respecto a las presentadas por los materiales policristalinos preparados por sinterizacion convencional.
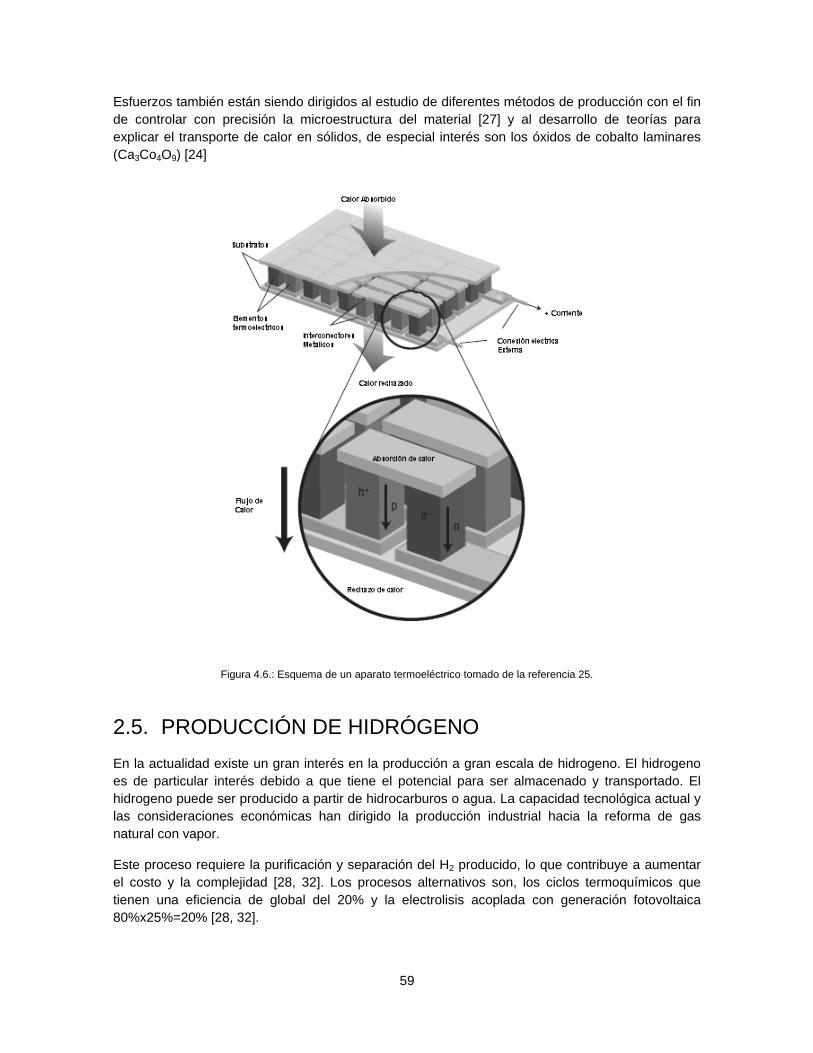
59
Esfuerzos también están siendo dirigidos al estudio de diferentes métodos de producción con el fin de controlar con precisión la microestructura del material [27] y al desarrollo de teorías para explicar el transporte de calor en sólidos, de especial interés son los óxidos de cobalto laminares (Ca3Co4O9) [24]
Figura 4.6.: Esquema de un aparato termoeléctrico tomado de la referencia 25.
2.5. PRODUCCIÓN DE HIDRÓGENO En la actualidad existe un gran interés en la producción a gran escala de hidrogeno. El hidrogeno es de particular interés debido a que tiene el potencial para ser almacenado y transportado. El hidrogeno puede ser producido a partir de hidrocarburos o agua. La capacidad tecnológica actual y las consideraciones económicas han dirigido la producción industrial hacia la reforma de gas natural con vapor.
Este proceso requiere la purificación y separación del H2 producido, lo que contribuye a aumentar el costo y la complejidad [28, 32]. Los procesos alternativos son, los ciclos termoquímicos que tienen una eficiencia de global del 20% y la electrolisis acoplada con generación fotovoltaica 80%x25%=20% [28, 32].
60
PRODUCCIÓN DE HIDROGENO POR ELECTROLISIS
2.5.1.1. MATERIALES
Se espera que la electrolisis a alta temperatura consuma menos energía en comparación con la electrolisis a baja temperatura, en razón de las condiciones cinéticas y electroquímicas más favorables [29].
Las celdas comerciales para electrolisis de alta temperatura utilizan los mismos materiales que la celdas de combustibles de óxido sólido, i.e. un electrolito de 140 micrones de espesor hecho de óxido de zircón estabilizado con itrio o escandio, ánodo de Ni-YSZ (ScSZ) y cátodo de LSM con placas de interconexión de acero inoxidable ferritico [28].
Dentro de los materiales alternativos utilizados en la fabricación de ánodos, están los óxidos conductores mixtos basados en el sistema Ba-Sr-Co-Fe (BSFC-YSZ). Este tipo de ánodo presenta una menor resistencia eléctrica y la tasa de producción de hidrogeno es casi tres veces la alcanzada bajo las mismas condiciones de operación por la celda con el ánodo de LSM [30].
En relación con el desempeño del cátodo, la sinterizacion, la corrosión del níquel y la difusión del vapor limitan la reacción global. Estos problemas pueden ser solucionados mediante la optimización de la estructura del cátodo Ni-YSZ (ScSZ). Los parámetros claves en el control microestructural, son la porosidad (tamaño, distribución, forma y conectividad) y la interconectividad de la red de níquel. Por lo cual es importante que durante la preparación del cátodo las partículas de NiO recubran las Partículas de YSZ (ScSZ) [30].
2.5.1.2. PROCESOS
Existen tres modos de operación para un sistema de electrolisis a alta temperatura, termoneutro, endotérmico y exotérmico. El modo termoneutro se refiere a que los gases salen a la misma temperatura a la que entra el vapor; la energía eléctrica que se alimenta al sistema es igual a la entalpia de la reacción, y la entropía requerida para dividir la molécula es igual al calor generado por la reacciones de perdida (exotérmicas) en la celda. En el modo exotérmico la energía eléctrica alimentada es mayor a la entalpia de la reacción y en el modo endotérmico la celda se alimenta con menos energía eléctrica de la requiere; por lo tanto, energía en forma de calor debe ser suministrada a la celda para mantener la temperatura [29].
Una celda de electrolisis de alta temperatura es una celda de óxido solido operada en reversa. El proceso es simple, el vapor se alimenta por el lado del cátodo (LSM) donde es reducido a H+ y O-, Los iones de oxigeno atraviesan el electrolito (YSZ) hasta el ánodo (Ni-YSZ) donde se recombinan para formar la molécula de oxigeno liberando electrones [29]. El comportamiento celda es completamente reversible.
2.5.1.3. APLICACIONES Y FUNCIONALIDAD
La tendencia observada es hacia la producción de hidrogeno a gran escala acoplada a reactores nucleares. El desarrollo de sistemas de producción de hidrogeno a gran escala es un objetivo industrial, por lo cual está bastante enfocado a resolver problemas de implementación [28, 30].
61
La prioridad es adquirir datos confiables sobre la termodinámica, la cinética, el comportamiento de los materiales, y el desempeño electroquímico para soportar simulaciones y optimizar la tecnología [30]. La investigación se debe enfocar en la selección de materiales, optimización del proceso, optimización en la distribución de calor, análisis económico del proceso completo, plantas demostrativas [30].
2.5.2. PRODUCCIÓN SOLAR DE HIDROGENO Los procesos termoquímicos de producción de hidrogeno permiten que la energía solar pueda ser almacenable y transportable. El H2 puede ser utilizado para la generación de energía térmica o eléctrica [32, 33].
2.5.2.1. MATERIALES Y PROCESO
CICLOS TERMOQUÍMICOS
El ciclo termoquímico de división de moléculas de agua utiliza óxidos metálicos en ciclos de dos y tres pasos para la producción de hidrogeno. Las altas temperaturas requeridas por las reacciones endotérmicas pueden ser generadas por energía solar concentrada [31].
Los ciclos termoquímicos a su vez pueden ser volátiles (ZnO/Zn) o no-volátiles (Fe2O3/Fe3O4). En los ciclos volátiles el material activo regenerado sale del reactor en estado gaseoso, en el ciclo no-volátil el óxido se mantiene en estado sólido durante el proceso de regeneración. Las eficiencias globales para estos dos tipos de ciclo son similares, 18.6% y 20.8% para Fe3O4/FeO y ZnO/Zn respectivamente [31].
Las ventajas del ciclo termoquímico son: (i) la temperatura requerida puede ser generada en un concentrado solar (1200-1800°C), (ii) Las materias primas del sistema son agua y calor y el producto es hidrogeno, (iii) El hidrogeno y el oxígeno se producen por separado y (iv) el hidrogeno y el oxígeno producidos son puros [32]. Los ciclos termoquímicos más fácilmente escalables son los volátiles de dos pasos, por esta razón son los únicos que serán tratados de aquí en adelante.
CICLOS VOLÁTILES DE DOS PASOS
El proceso de un ciclo volátil de dos pasos inicia con la oxidación del material activo por vapor de agua, este primer paso produce hidrogeno, el segundo paso es la reducción del óxido metálico a alta temperatura, utilizando energía solar concentrada, esto regenera el material activo [32]. Los ciclos termoquímicos de dos pasos ZnO/Zn y SnO2/SnO son eficientes para la producción de hidrogeno mediante hidrolisis, la hidrolisis es la oxidación del Zn/SnO utilizando vapor de agua para producir ZnO/SnO2 e hidrogeno. La producción de H2 se puede realizar en un reactor de cama fija; controlando la tasa de calentamiento, mientras la temperatura determina la cinética del proceso [34]. La cinética de oxidación del zinc es más alta pero el Sn produce una mayor cantidad de hidrogeno por unidad de masa, lo que resulta en niveles productividad similares [34].
ZnO/Zn
El óxido de zinc se descompone cerca a los 1800°C en un reactor solar, un vez esto sucede se recupera después de enfriar los gases. La recombinación del zinc con el oxígeno es la reacción que recude la producción de material activo en el proceso.
62
La eficiencia de regeneración es del 45%, por lo tanto minimizar la recombinación es el mayor reto del proceso [32]. El zinc metálico recuperado puede ser utilizado para producción de hidrogeno o para la fabricación de baterías. La hidrolisis de las partículas (70-100 nm) de zinc producidas durante la recuperación del metal tiene una eficiencia de conversión del 70% [32]. En comparación, la hidrolisis de vapor de agua en zinc fundido forma capas de óxido que impiden el proceso de difusión entre la superficie y el zinc interno, deteniendo la hidrolisis [34].
SnO2/SnO
El ciclo volátil SnO2/SnO, exhibe ciertas características atractivas cuando se compara con el ciclo del zinc [32]:
(i) La temperatura de reducción del ciclo SnO2/SnO es 1600°C o menos cuando se trabaja a baja presión.
(ii) La diferencia entre la temperatura de evaporación y la de condensación es mínima, lo que relaja las condiciones de proceso que se deben utilizar para evitar la recombinación.
(iii) La hidrolisis de partículas de SnO es rápida a temperaturas por encima de 500°C
(iv) El óxido de estaño (SnO) es estable a condiciones atmosféricas (se oxida en aire a temperaturas cercanas a 500°C), lo que lo hace fácil de transportar para generar hidrogeno en donde y cuando sea necesario,
(v) La casiterita (SnO2) es abundante y de bajo costo,
(vi) El hecho de que sea un ciclo volátil permite que el material activo salga del reactor solar transportado por los gases generados y que sea recuperado en el filtro.
(vii) La eficiencia de regeneración es 80%.
RECOMBINACIÓN
La principal fuente de optimización de los procesos termoquímicos volátiles se encuentra en limitar la recombinación del producto regenerado con el oxígeno durante el enfriamiento. Otra opción de optimización del proceso es recuperar el calor de los gases producidos para realizar el proceso de hidrolisis [31].
La presencia simultánea de Zn/SnO y O2 a la salida del reactor conlleva a la recombinación, esta oxidación parasítica es favorecida termodinámicamente en el momento que la temperatura del flujo está por debajo de la temperatura de reducción. Más aun la recombinación es favorecida por la alta temperatura a la salida del reactor. Los métodos más utilizados para evitar la recombinación son: (i) Diluir el flujo que sale del reactor con un gas neutro y (ii) enfriamiento rápido [35].
La recombinación es una reacción superficial (necesita sitios de nucleación), por lo tanto la temperatura del gas inyectado para la dilución debe estar por encima del punto de condensación del Zn/SnO, el problema es que esto no evita la formación de depósitos en las paredes (puntos de nucleación) y por lo tanto niveles importantes de recombinación tienen lugar.
63
El enfriamiento rápido se realiza en dos pasos, (i) condensar las partículas con un flujo laminar de gas neutro para evitar depósitos en las paredes y (ii) enfriamiento rápido con un flujo turbulento de gas neutral. Para evitar la recombinación hay que aumentar la dilución, aumentar la tasa de enfriamiento sin un aumento de la dilución no evita de forma efectiva la recombinación [35]. La utilización de grandes cantidades de gas neutral amenaza la viabilidad económica del proceso, pues se requieren unidades dedicadas a reciclar el gas y se reduce la eficiencia térmica del proceso [35].
Otra opción que no ha sido estudiada para evitar la recombinación es reducir la presión de operación del reactor, el trabajo requerido para reducir la presión es justificado por reducción en la tasa de recombinación [35].
2.5.2.2. APLICACIONES Y FUNCIONALIDAD
El uso de ciclos termoquímicos puede ser usados para la producción a gran escala de hidrogeno. Este combustible tiene la potencialidad para mitigar el uso de hidrocarburos en sector transporte, industrial y residencial [31]. Falta considerar en detalle el escalamiento de los ciclos [31].
64
2.6. REFERENCIAS [1] Anna Mercé Rio Carrillo, Christoph Frei, Water: A key resource in energy production. Energy Policy 37 (2009) 4303–4312.
[2] J.M. Andújar, F. Segura, Fuel cells: History and updating - A walk along two centuries. Renewable and Sustainable Energy Reviews 13 (2009) 2309–2322.
[3] J.P.P. Huijsmans, Ceramics in solid oxide fuel cells. Current Opinion in Solid State and Materials Science 5 (2001) 317–323.
[4] André Weber, Ellen Ivers-Tiffée, Materials and concepts for solid oxide fuel cells (SOFCs) in stationary and mobile applications. Journal of Power Sources 127 (2004) 273–283.
[5] Martin Andersson, Jinliang Yuan, Bengt Sundén, Review on modeling development for multiscale chemical reactions coupled transport phenomena in solid oxide fuel cells. Applied Energy 87 (2010) 1461–1476.
[6] Masaya Yano, Atsuko Tomita, Mitsuru Sano, Takashi Hibino, Recent advances in single-chamber solid oxide fuel cells: A review. Solid State Ionics 177 (2007) 3351–3359.
[7] Chunwen Suna, Ulrich Stimming, Recent anode advances in solid oxide fuel cells. Journal of Power Sources 171 (2007) 247–260.
[8] John B. Goodenough, Yun-Hui Huang, Alternative anode materials for solid oxide fuel cells. Journal of Power Sources 173 (2007) 1–10.
[9] Sébastien Fontana, Sébastien Chevalier, Gilles Caboche, Metallic interconnects for solid oxide fuel cell: Effect of water vapour on oxidation resistance of differently coated alloys. Journal of Power Sources 193 (2009) 136–145.
[10] Harumi Yokokawaa, Katsuhiko Yamajia, M.E. Britoa, Haruo Kishimotoa, Teruhisa Horita, General considerations on degradation of Solid Oxide Fuel Cell anodes and cathodes due to impurities in gases. Journal of Power Sources xxx (2010) xxx–xxx.
[11] Jonathan Powell, Stuart Blackburn, The unification of paste rheologies for the co-extrusion of solid oxide fuel cells. Journal of the European Ceramic Society 29 (2009) 893–897.
[12] Xiongwen Zhang, S.H. Chan, Guojun Li, H.K. Ho, Jun Li, Zhenping Feng, A review of integration strategies for solid oxide fuel cells. Journal of Power Sources 195 (2010) 685–702.
[13] Dianxue Cao, Yong Sun, Guiling Wang, Direct carbon fuel cell: Fundamentals and recent developments. Journal of Power Sources 167 (2007) 250–257.
[14] Sneh L. Jain, Yuta Nabae, Barry J. Lakeman, Kevin D. Pointon, John T.S. Irvine, Solid state electrochemistry of direct carbon/air fuel cells. Solid State Ionics 179 (2008) 1417–1421.
[15] Mingming Chen, Chengyang Wang, Xiaomeng Niu, Shuo Zhao, Jian Tang, Bin Zhu, Carbon anode in direct carbon fuel cell. International journal of hydrogen energy 35 (2010) 2732–2736.
[16] Xiang Li, Zhonghua Zhua, Roland De Marco, John Bradley, Andrew Dicks, Evaluation of raw coals as fuels for direct carbon fuel cells. Journal of Power Sources 195 (2010) 4051–4058.
65
[17] Gavin Conibeer, Third-generation photovoltaics. Materials today, Nov. 2007, Vol. 10, N. 11.
[18] Angus A. Rockett, The future of energy – Photovoltaics. Current Opinion in Solid State and Materials Science xxx (2010) xxx–xxx
[19] Armin G. Aberle, Thin-film solar cells. Thin Solid Films 517 (2009) 4706–4710.
[20] Daniel C. Law, R.R. King, H. Yoon, M.J. Archer, A. Boca, C.M. Fetzer, S. Mesropian, T. Isshiki, M. Haddad, K.M. Edmondson, D.B husari, J. Yen, R.A. Sherif, H.A. Atwater, N.H. Karama. Future technology pathways of terrestrial III–V multijunction solar cells for concentrator photovoltaic systems. Solar Energy Materials & Solar Cells 94 (2010) 1314–1318.
[21] Hagay Shpaisman, Olivia Niitsoo, Igor Lubomirsky, David Cahen, Can up- and down-conversion and multi-exciton generation improve photovoltaics?. Solar Energy Materials & Solar Cells 92 (2008) 1541–1546.
[22] Anand S. Joshi, Ibrahim Dincer, Bale V. Reddy, Performance analysis of photovoltaic systems: A review. Renewable and Sustainable Energy Reviews 13 (2009) 1884–1897.
[23] Hongxia Xi, Lingai Luo, Gilles Fraisse, Development and applications of solar-based thermoelectric technologies. Renewable and Sustainable Energy Reviews 11 (2007) 923–936.
[24] Brian C. Sales, Critical Overview of Recent Approaches to Improved Thermoelectric Materials. Int. J. Appl. Ceram. Technol., 4 [4] 291–296 (2007).
[25] G. Jeffrey Snyder & Eric S. Toberer, Complex thermoelectric materials. Nature Materials, Vol. 7, February 2008.
[26] J.G. Noudem, A new process for lamellar texturing of thermoelectric Ca3Co4O9 oxides by spark plasma sintering. Journal of the European Ceramic Society 29 (2009) 2659–2663.
[27] Driss Kenfaui, Guillaume Bonnefont, Daniel Chateigner, Gilbert Fantozzi, Moussa Gomina, Jacques Guillaume Noudem, Ca3Co4O9 ceramics consolidated by SPS process: Optimisation of mechanical and thermoelectric properties. Materials Research Bulletin 45 (2010) 1240–1249.
[28] J. Stephen Herring, James E. O’Brien, Carl M. Stoots, G.L. Hawkes, Joseph J. Hartvigsen, Mehrdad Shahnam, Progress in high-temperature electrolysis for hydrogen production using planar SOFC technology. International Journal of Hydrogen Energy 32 (2007) 440 – 450.
[29] Annabelle Brisse, Josef Schefold, Mohsine Zahid, High temperature water electrolysis in solid oxide cells. international journal of hydrogen energy 33 (2008) 5375–5382.
[30] Yu Bo, Zhang Wenqiang, Xu Jingming, Chen Jing, Status and research of highly efficient hydrogen production through high temperature steam electrolysis at INET. International journal of hydrogen energy 35 (2010) 2829–2835.
[31] Patrice Charvin, Abanades Stephane, Lemort Florent, Flamant Gilles, Analysis of solar chemical processes for hydrogen production from water splitting thermochemical cycles. Energy Conversion and Management 49 (2008) 1547–1556.
66
[32] Stephane Abanadesa, Patrice Charvin, Florent Lemont, Gilles Flamant, Novel two-step SnO2/SnO water-splitting cycle for solar thermochemical production of hydrogen. International journal of hydrogen energy 33 (2008) 6021–6030 [31].
[33] Patrice Charvin, Stéphane Abanades, Eric Beche, Florent Lemont, Gilles Flamant, Hydrogen production from mixed cerium oxides via three-step water-splitting cycles. Solid State Ionics 180 (2009) 1003–1010.
[34] Marc Chambon, Stephane Abanades, Gilles Flamant, Kinetic investigation of hydrogen generation from hydrolysis of SnO and Zn solar nanopowders. International journal of hydrogen energy 34 (2009) 5326–5336.
[35] Marc Chambon, Stephane Abanades, Gilles Flamant, Solar thermal reduction of ZnO and SnO2: Characterization of the recombination reaction with O2. Chemical Engineering Science 65 (2010) 3671–3680.
67
3. ENERGÍA: ALMACENAMIENTO
El sector energético tiene la tarea de garantizar un suministro de energía continuo a todos los sectores de la economía. Esta es una tarea complicada y requiere del manejo eficiente de: (i) los recursos energéticos nacionales e importados, (ii) los procesos de conversión y (iii) la logística de transporte. La dificultad del manejo de los recursos energéticos radica principalmente en las fluctuaciones de consumo y en la variación de la disponibilidad de los recursos energéticos, resultante de situaciones físicas, económicas o políticas. Los sistemas de almacenamiento tiene la capacidad de aislar los sistemas de generación de la demanda y al consumidor de la variación de disponibilidad; esto hace que tengan un rol crítico en la planeación energética.
Lo anterior nos indics que el desarrollo de sistemas de almacenamiento, puede disminuir la dependencia en la importación de energéticos como el petróleo o el gas natural, asegurar la calidad del suministro, aprovechar energía de desecho y reducir la volatilidad del precio. De forma específica para el sistema eléctrico, los sistemas de almacenamiento viabilizan la integración al sistema interconectado de fuentes intermites de generación [1], su utilización en zonas no interconectadas y permite aumentar la eficiencia de generación. En cambio, el no desarrollar sistemas de almacenamiento adecuados en conjunto con sistemas de generación y distribución, es una amenaza para la calidad del servicio de energía, que posiblemente lleve a mayores costos en el futuro [1]; así los sistemas de almacenamiento estén intrínsecamente ligados a perdidas de energía por la leyes de la termodinámica.
A continuación se presentan los tres tipos de almacenamiento de energía existentes: (i) almacenamiento de energía eléctrica, (ii) almacenamiento de energía química y (iii) almacenamiento de energía térmica, de forma general.
ALMACENAMIENTO DE ENERGÍA ELÉCTRICA
Los sistemas de almacenamiento de energía eléctrica más importantes son, (i) almacenamiento hidráulico, (ii) almacenamiento neumático, (iii) almacenamiento electroquímico, (iv) almacenamiento electromagnético, (v) almacenamiento mecánico y (vi) almacenamiento de carga.
Los sistemas i y ii se consideran de alta capacidad (300 MW); estos sistemas pueden ser utilizados para balancear la diferencia entre generación y demanda, almacenando energía durante los valles de demanda y generando en los picos. Los demás sistemas mencionados son de capacidad media/baja y pueden ser utilizados para: propulsar sistemas de transporte, posibilitar la integración de fuentes de generación fluctuantes a la red eléctrica y mejorar la calidad y confiabilidad del suministro de energía eléctrica [1].
A continuación se presenta una breve descripción de los sistemas de almacenamiento de energía eléctrica listados en su orden.
ALMACENAMIENTO HIDRÁULICO
El almacenamiento hidráulico es la tecnología más utilizada para el almacenamiento de energía eléctrica a gran escala (10-100 MW), esto se debe a su alta eficiencia efectiva (70-65%) y a la alta confiabilidad de la tecnología utilizada. La restricción del sistema es el requerimiento de una
68
ubicación geográfica apropiada, pues para disminuir el costo de capital del proyecto es necesario utilizar grandes diferencias de altura y bajo caudal [1]. El almacenamiento de energía hidráulica se realiza en temporadas húmedas durante los valles de demanda y la generación en temporadas secas durante los picos de demanda. Razón por la cual, el tiempo de retorno de inversión depende exclusivamente del la diferencia del precio de la energía en picos y valles de demanda [1].
ALMACENAMIENTO NEUMÁTICO
El esquema de utilización más eficiente para este sistema de almacenamiento de energía, se obtiene al acoplar un reservorio de aire comprimido con una turbina de gas (50-300 MW). En este tipo de planta, el aire comprimido mueve el compresor, reduciendo en un 50%-60% la energía total consumida por la turbina. El aire comprimido es comúnmente almacenado en formaciones geológicas, de especial interés son los acuíferos, ya que funcionan como un sistema de almacenamiento a presión constante, i.e. el aire almacenado debe desplazar agua, al retirar el aire el agua retorna y mantiene la presión del reservorio constante. Este tipo de sistema de almacenamiento al igual que el hidráulico requiere de la disponibilidad de ubicaciones geográficas adecuadas [1].
ALMACENAMIENTO ELECTROQUÍMICO
Las baterías pueden liberar energía de forma rápida y sostenida por periodos largos de tiempo, pero la pueden almacenar por periodos relativamente cortos (auto-descarga), las baterías pueden ser utilizadas principalmente en aplicaciones de capacidad media/baja (5 MW) como lo son: nivelar variaciones de demanda durante el día, integrar fuentes de generación fluctuantes a la red y generar potencia en medios de transporte livianos. Respecto a su utilización en medios de transporte es importante tener en cuenta, que ninguna batería puede alcanzar la densidad energética de un combustible líquido e.g. la gasolina. La eficiencia de una batería está dada por el factor de carga, este relaciona la cantidad de energía requerida para recargar la batería con la energía total liberada en la descarga [1]. El factor de carga en baterías de tecnología avanzada, i.e. Li-ion y NiMH, es menor a 1.25.
ALMACENAMIENTO ELECTROMAGNETICO
La eficiencia de almacenamiento es la más alta entre los sistemas de almacenamiento de energía eléctrica, además los procesos de carga y descarga son extremadamente rápidos debido a que no involucran ningún proceso de conversión de energía, por la misma razón la velocidad de respuesta es alta, limitada únicamente por el tiempo requerido para la conversión de corriente directa en corriente alterna. Las aplicaciones de este tipo de sistemas son nivelación de carga y control de frecuencia y voltaje [1].
ALMACENAMIENTO MECANICO
En la actualidad los volantes (10 MW) se utilizan para proveer energía in-interrumpida de alta calidad y confiabilidad a redes de comunicaciones y plantas industriales. Las masas de un volante para almacenamiento de energía eléctrica, giran a una velocidad aproximada de 50000 rpm sobre rodamientos magnéticos. Los volantes modernos son fabricados con cerámicos y compuestos de alta resistencia, con el fin de aumentar la capacidad de almacenamiento del sistema por unidad de masa [1].
69
ALMACENAMIENTO DE CARGA
La aplicabilidad de los capacitores está reducida a algunas tareas específicas que requieren alta potencia a altos voltajes por periodos de tiempo cortos, como por ejemplo la aceleración y almacenamiento de la energía de frenado en vehículos eléctricos [1].
ALMACENAMIENTO DE ENERGÍA QUÍMICA
La densidad energética del almacenamiento químico es por lo menos 100 veces mayor, a la de cualquier tecnología de almacenamiento de energía eléctrica o térmica. Los productos de esta forma de almacenamiento se denominan energéticos i.e. carbón, petróleo, gas natural y biomasa. Por lo tanto la producción y almacenamiento de energéticos sintéticos como el hidrógeno o los bio-combustibles, constituye un método de almacenamiento de energía [1].
HIDRÓGENO
Actualmente el hidrógeno se utiliza como consumible en: procesos petroquímicos, procesamiento de alimentos, manufactura de componentes electrónicos e industrias metalúrgicas. El hidrógeno tiene el potencial para, convertirse en un energético importante y disminuir el impacto ambiental de los combustibles ricos en carbono e.g. biocombustibles [1].
BIOMASA
El contenido energético de la biomasa puede ser utilizado directamente para generar energía térmica o para la producción de combustibles líquidos o gaseosos alternativos. La producción sustentable de biocombustibles requiere, del manejo eficiente de los cultivos energéticos, este manejo se debe basar en una visión integrada de la cadena de producción, desde la cosecha hasta la distribución del producto y el aprovechamiento de residuos [1].
Dentro de los bio-combustibles la generación de biogás es la opción más interesante, por la diversidad de procesos y materias primas disponibles para su producción, además el biogás puede ser utilizado como producto intermedio en la producción de combustibles líquidos o gas natural sintético. Otra parte importante del impacto de la producción de biocombustibles es que provee beneficios directos al sector agrícola, si se realiza de forma eficiente [1].
ALMACENAMIENTO DE ENERGÍA TÉRMICA
La sustancia más utilizada para almacenamiento de energía térmica es el agua. El agua tiene varias ventajas, bajo precio, alta disponibilidad y posee buenas características de transferencia de calor; pero, los sistemas de almacenamiento que utilizan agua requieren grandes volúmenes para alcanzar niveles adecuados de almacenamiento de calor o están limitados a operar a su temperatura de cambio de fase. Por lo tanto, otros materiales deben ser usados cuando existen limitaciones de espacio y se requiere almacenar energía térmica a temperaturas distintas a 0°C o 100°C, e.g. materiales de cambio de fase [1].
La presentación del panorama de los materiales cerámicos utilizados en sistemas de almacenamiento de energía se dividirá en tres líneas de acción, (i) Materiales, (ii) Proceso y (iii) aplicaciones y funcionalidad. Estas líneas de acción se desarrollaran para las tres tecnologías de almacenamiento seleccionadas por el autor e.i. almacenamiento de energía eléctrica en baterías
70
Li-ion, almacenamiento de H2 en estado sólido y almacenamiento de energía térmica en materiales de cambio de fase inorgánicos.
En la línea de acción materiales, se presentan temas relacionados al control de las propiedades y la micro-estructura. En la línea de acción proceso, se discute el proceso mediante el cual se lleva a cabo el almacenamiento de energía. La línea de acción aplicaciones y funcionalidad, presenta las aplicaciones potenciales de los diferentes sistemas de almacenamiento energético.
3.1. ALMACENAMIENTO DE ENERGÍA ELÉCTRICA EN BATERÍAS Li-ION
Actualmente en el mundo se producen alrededor de 1550 millones de celdas para baterías de teléfonos celulares y cerca de 750 millones de celdas para baterías de computadores portátiles [2]. La tendencia tecnológica es aumentar la potencia de este tipo de baterías para utilizarlas en: sistemas de transporte, sistemas acoplados con fuentes de generación intermitentes y sistemas distribuidos de almacenamiento de energía eléctrica para nivelar picos y valles de demanda. El desarrollo esta tecnología en América Latina puede ser importante, ya que el 84% de las reservas mundiales de litio se encuentran repartidas entre, Bolivia, Chile, Argentina y Brasil [3].
El interés actual en la popularización de los vehículos eléctricos radica en la eficiencia energética y en la tendencia a reducir las emisiones de CO2. La eficiencia well-to-wheel de un vehículo eléctrico es en promedio 2.6 veces mayor a la de un vehículo con motor de combustión interna, razón por la cual el costo de recarga es menor. La desventaja es su mayor costo de capital, directamente relacionado con el costo de la batería [4].
3.1.1. MATERIALES
Una batería está compuesta por (i) un electrodo positivo (cátodo) fabricado a partir de óxidos metálicos, en la actualidad el material más utilizado es LiCoO2, (ii) un electrodo negativo (ánodo), que en la mayoría de los casos es grafito, (iii) un separador/electrolito que actúa como barrera para los electrones, pero permite el transporte de iones; que consiste en una solución de LiPO6 en solventes orgánicos, (iv) los colectores metálicos y (v) el conector eléctrico [5-6].
En todos los electrodos utilizados en baterías Li-ion se forman interfaces solido-electrolito que modifican la trasferencia de carga [7], este fenómeno es quizás el más influyente tanto en la operación de la batería como en su proceso de envejecimiento.
CÁTODO
Los materiales utilizados como cátodos deben estar en capacidad de aceptar y liberar iones de litio de forma continua y rápida. Los materiales utilizados como cátodos son generalmente óxidos de metales de transición, que pueden ser oxidados a mayor valencia cuando liberan los iones de litio. La oxidación del metal de transición a una mayor valencia permite la neutralidad de carga del cátodo, pero el cambio de composición con frecuencia genera cambios de fase, por lo tanto estructuras estables en un rango amplio de composiciones deben ser utilizadas [8].
La estabilidad estructural es de vital importancia durante el proceso de carga, cuando la mayoría del litio se retira del cátodo. Durante la descarga los iones de litio son insertados en el cátodo y los electrones del ánodo reducen el metal de transición en el cátodo. La tasa de estos procesos, junto
71
con la facilidad de acceso de los iones de litio en el electrolito a la superficie del cátodo, controlan la máxima descarga de corriente [8].
El intercambio de iones de litio con el electrolito ocurre en la interface electrodo-electrolito. Por lo tanto el desempeño del cátodo depende tanto de su estructura y morfología, como de su conductividad iónica y electrónica. El cambio del contenido de litio cambia los parámetros de red del material inicial, esto genera esfuerzos y micro-grietas en las partículas que componen el cátodo [8].
Los materiales más estudiados y utilizados como cátodos son LiCoO2, LiMn2O4 y LiFePO4. Los iones de litio entran y salen del cátodo siguiendo diferentes caminos, que dependen de la estructura cristalina del material. El LiCoO2 tiene planos completamente formados por litio y es a través de estos planos los iones entran y salen del cátodo, en el LiMn2O4 los caminos de entrada y salida están constituidos por una red tridimensional de canales y en cátodos de LiFePO4 el litio forma cadenas unidimensionales a lo largo de la dirección [010], ver referencia 8.
Dentro de los métodos utilizados para mejorar el desempeño del cátodo, la modificación de la microestructura y la morfología es el más utilizado. Como se explicó anteriormente la entrada y salida del litio ocurre a través de planos cristalográficos o direcciones determinadas; por lo tanto el perfeccionamiento de la estructura cristalina unido al control de la morfología de las partículas que conforman el cátodo, disminuye la distancia efectiva difusión, provee mayor área superficial sin afectar la seguridad y aumenta vida útil del cátodo [8].
En materiales como el LiMn2O4 donde los canales de entrada y salida del litio conforman una red tridimensional, las partículas esféricas son las de mejor desempeño. En materiales con canales de entrada y salida laminares como LiCoO2, las partículas de mejor desempeño son la tienen forma de barra [10]. La difusión del litio en LiFePO4 ocurre por canales a lo largo la dirección [010], por lo tanto es necesario reducir el tamaño a lo largo de esta dirección manteniendo la cristalinidad. El problema es que la tendencia de las partículas es a crecer en forma de platos en el plano xy, i.e. la dirección de menor dimensión es la [001], ver referencia 9.
Otro aspecto morfológico importante es el control de la porosidad de las partículas que componen el cátodo, pues se ha mostrado que partículas micrométricas porosas presentan un mejor desempeño que partículas nanométricas, debido a que permiten la entrada del electrolito [8].
ÁNODO
El grafito natural es el material más utilizado como ánodo, pero no es el único tipo de carbón que puede cumplir esta función, carbones tratados térmicamente han sido empleados exitosamente como ánodos. La capacidad de descarga de los ánodos de carbón está estrechamente ligada a la temperatura de tratamiento térmico independientemente del tipo de carbón [10].
Los carbones utilizados como ánodos en baterías de iones de litio se pueden clasificar en (i) carbones tratados a temperatura por debajo de los 1000°C, este tipo presenta alta capacidad pero bajo desempeño cíclico, (ii) El segundo grupo esta compuestos por los carbones tratados entre 1000 y 2500°C, este tipo se denomina carbón turbo-estático, y (iii) los carbones tratados a más de 2500°C, estos se conocen como grafito artificial, poseen alta cristalinidad, buen desempeño cíclico y alta capacidad [9]. El segundo grupo, los carbones tratados térmicamente entre 1000 y 2500°C. presentan una alta velocidad de carga/descarga y larga vida útil, lo que los constituye como materiales efectivos para la fabricación de ánodos [10].
72
ELECTROLITO
La gran mayoría de las baterías Li-ion utilizan electrolito líquidos, que consisten en una solución de LiPO6 en un solvente orgánico perteneciente al grupo de los carbonatos alcalinos. La solución obtenida pose, buena conductividad, un rango razonable de temperaturas de operación, nivel bajo de toxicidad y características de seguridad aceptables [6].
CONDUCCIÓN
El mejoramiento de las baterías de ion de litio es posible mediante el mejoramiento de la conductividad electrónica y la difusividad iónica de los electrodos [5, 11]. Para alcanzar este objetivo se debe mejorar el proceso de manufactura y aumentar el nivel de conocimiento de los materiales involucrados.
La ciencia de materiales computacional juega un rol clave tanto en el mejoramiento de los procesos de manufactura como en el entendimiento de los proceso conducción. Los modelos a nivel atómico y molecular pueden ser utilizados para identificar la arquitectura de materiales que intrínsecamente pueden proveer alta conductividad/difusividad, los modelos de partículas pueden ser utilizados para definir formas, fracciones de tamaño y fracción de aditivos para controlar la conductividad/difusividad, mientras que Los modelos de medio continuo son útiles para optimizar el diseño y definir el control de la celda [5].
En general cuando se trabaja con celdas electroquímicas, el fenómeno clave es la conducción de partículas cargadas (iones y electrones). La cinética de la transferencia de carga y masa en la celda es controlada por su resistencia interna, la cual es afectada por las propiedades de conducción de los componentes y las interfaces; por lo tanto, examinar las fuentes de resistencia provee las calves para optimizar la conducción en la celda [5].
La conductiva iónica en las baterías de litio determina, (i) la tasa de carga y descarga, (ii) la capacidad práctica y (iii) la estabilidad de ciclaje. La ley de Fick describe el proceso transporte de iones y la cinética del proceso depende de la temperatura siguiendo una relación tipo Arrhenius para materiales condensados, i.e. sólidos y líquidos [5].
Los mecanismos de difusión en materiales sólidos se pueden clasificar en dos categorías, los de alta energía de activación y los de baja energía de activación. Los de alta energía de activación son los mecanismos mediados por vacancias y defectos de punto. Los mecanismos de alta energía de activación importantes en la difusión iónica son: los pares (desorden tipo) Schottky e.i. vacancia de ion positivo más vacancia de ion negativo y los pares Frenkel i.e. vacancia de ion positivo más ion positivo intersticial. Los sólidos iónicos con mayoría de defectos tipo Schokkty poseen menor conductividad iónica y entalpias de activación más altas. En los cristales con mayoría de defectos tipo Frenkel el transporte de iones se realiza a través de sitios intersticiales, esto mejora la conductividad iónica y reduce la entalpia de activación. El litio se difunde principalmente a través de sitios intersticiales. Debido a que los iones son órdenes de magnitud más grandes que los electrones, es común que el proceso que determina la cinética de la reacción en la celda es la difusión de iones de litio [5].
Dentro de los mecanismos de baja energía de activación, es importante mencionar la difusión por fronteras de grano. Para poder obtener valores realistas de la difusividad iónica de los materiales utilizados como electrodos, se deben tener en cuenta los efectos de las fronteras de grano y la estructura a escalas micro y macro. La relevancia de la difusión a través de fronteras de grano
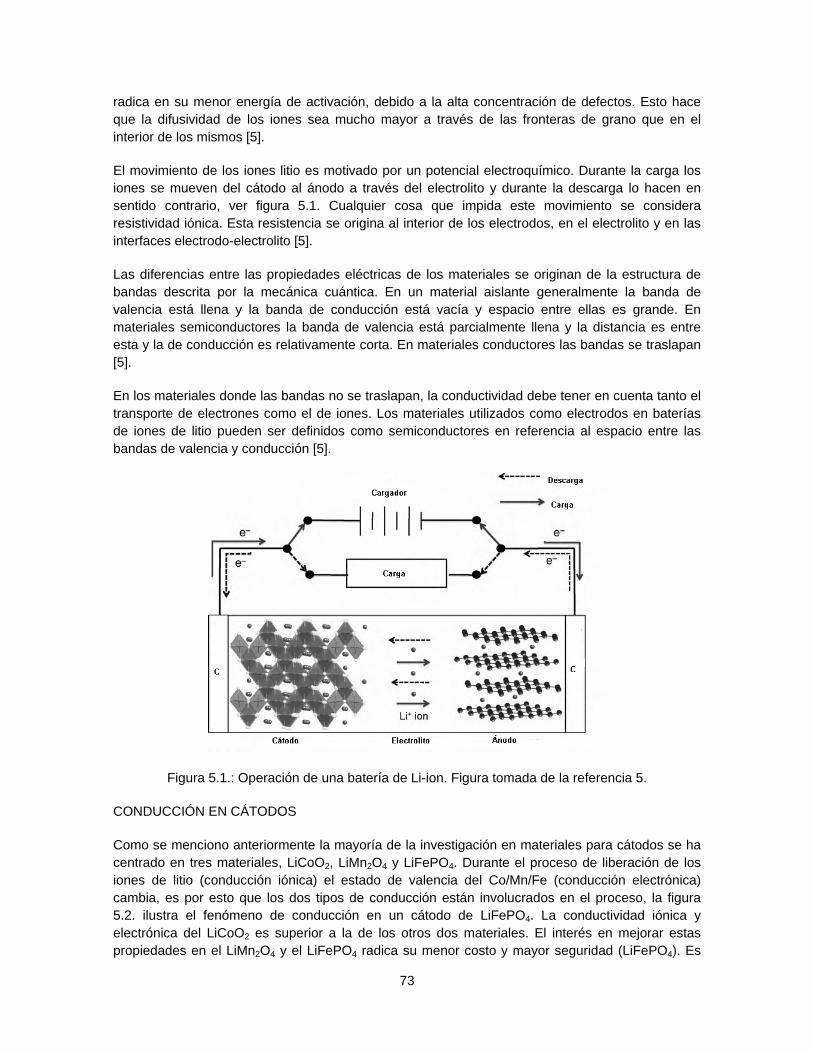
73
radica en su menor energía de activación, debido a la alta concentración de defectos. Esto hace que la difusividad de los iones sea mucho mayor a través de las fronteras de grano que en el interior de los mismos [5].
El movimiento de los iones litio es motivado por un potencial electroquímico. Durante la carga los iones se mueven del cátodo al ánodo a través del electrolito y durante la descarga lo hacen en sentido contrario, ver figura 5.1. Cualquier cosa que impida este movimiento se considera resistividad iónica. Esta resistencia se origina al interior de los electrodos, en el electrolito y en las interfaces electrodo-electrolito [5].
Las diferencias entre las propiedades eléctricas de los materiales se originan de la estructura de bandas descrita por la mecánica cuántica. En un material aislante generalmente la banda de valencia está llena y la banda de conducción está vacía y espacio entre ellas es grande. En materiales semiconductores la banda de valencia está parcialmente llena y la distancia es entre esta y la de conducción es relativamente corta. En materiales conductores las bandas se traslapan [5].
En los materiales donde las bandas no se traslapan, la conductividad debe tener en cuenta tanto el transporte de electrones como el de iones. Los materiales utilizados como electrodos en baterías de iones de litio pueden ser definidos como semiconductores en referencia al espacio entre las bandas de valencia y conducción [5].
Figura 5.1.: Operación de una batería de Li-ion. Figura tomada de la referencia 5.
CONDUCCIÓN EN CÁTODOS
Como se menciono anteriormente la mayoría de la investigación en materiales para cátodos se ha centrado en tres materiales, LiCoO2, LiMn2O4 y LiFePO4. Durante el proceso de liberación de los iones de litio (conducción iónica) el estado de valencia del Co/Mn/Fe (conducción electrónica) cambia, es por esto que los dos tipos de conducción están involucrados en el proceso, la figura 5.2. ilustra el fenómeno de conducción en un cátodo de LiFePO4. La conductividad iónica y electrónica del LiCoO2 es superior a la de los otros dos materiales. El interés en mejorar estas propiedades en el LiMn2O4 y el LiFePO4 radica su menor costo y mayor seguridad (LiFePO4). Es
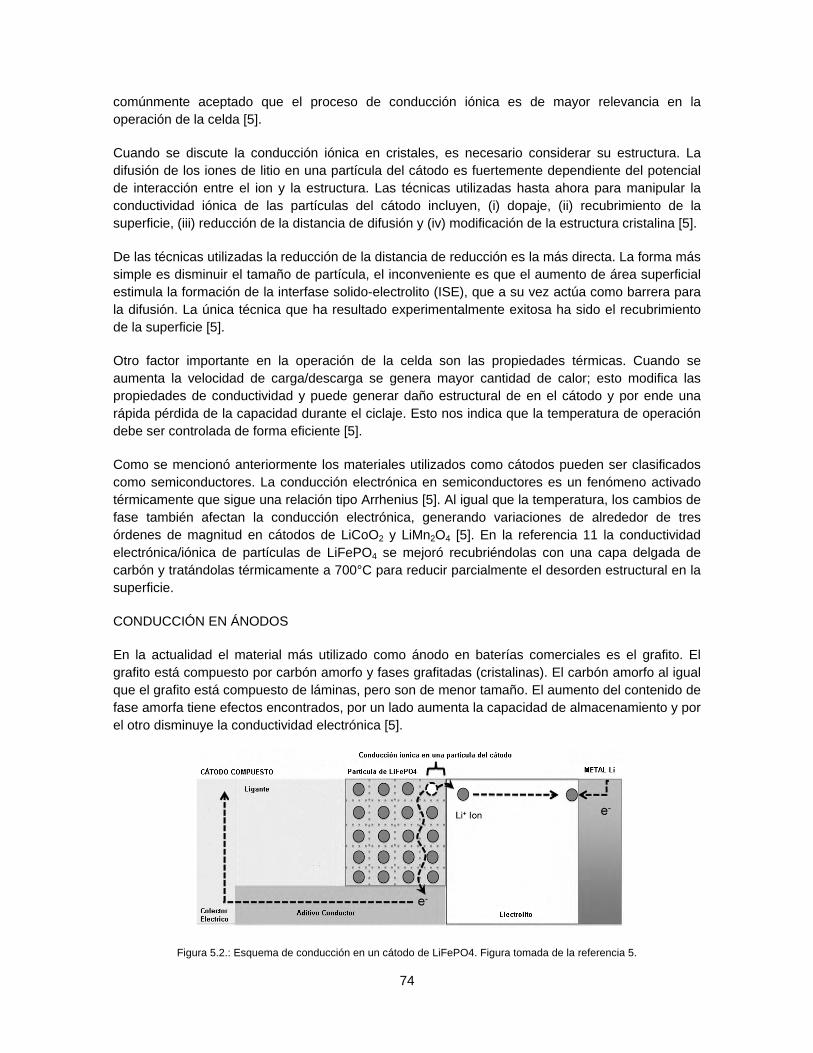
74
comúnmente aceptado que el proceso de conducción iónica es de mayor relevancia en la operación de la celda [5].
Cuando se discute la conducción iónica en cristales, es necesario considerar su estructura. La difusión de los iones de litio en una partícula del cátodo es fuertemente dependiente del potencial de interacción entre el ion y la estructura. Las técnicas utilizadas hasta ahora para manipular la conductividad iónica de las partículas del cátodo incluyen, (i) dopaje, (ii) recubrimiento de la superficie, (iii) reducción de la distancia de difusión y (iv) modificación de la estructura cristalina [5].
De las técnicas utilizadas la reducción de la distancia de reducción es la más directa. La forma más simple es disminuir el tamaño de partícula, el inconveniente es que el aumento de área superficial estimula la formación de la interfase solido-electrolito (ISE), que a su vez actúa como barrera para la difusión. La única técnica que ha resultado experimentalmente exitosa ha sido el recubrimiento de la superficie [5].
Otro factor importante en la operación de la celda son las propiedades térmicas. Cuando se aumenta la velocidad de carga/descarga se genera mayor cantidad de calor; esto modifica las propiedades de conductividad y puede generar daño estructural de en el cátodo y por ende una rápida pérdida de la capacidad durante el ciclaje. Esto nos indica que la temperatura de operación debe ser controlada de forma eficiente [5].
Como se mencionó anteriormente los materiales utilizados como cátodos pueden ser clasificados como semiconductores. La conducción electrónica en semiconductores es un fenómeno activado térmicamente que sigue una relación tipo Arrhenius [5]. Al igual que la temperatura, los cambios de fase también afectan la conducción electrónica, generando variaciones de alrededor de tres órdenes de magnitud en cátodos de LiCoO2 y LiMn2O4 [5]. En la referencia 11 la conductividad electrónica/iónica de partículas de LiFePO4 se mejoró recubriéndolas con una capa delgada de carbón y tratándolas térmicamente a 700°C para reducir parcialmente el desorden estructural en la superficie.
CONDUCCIÓN EN ÁNODOS
En la actualidad el material más utilizado como ánodo en baterías comerciales es el grafito. El grafito está compuesto por carbón amorfo y fases grafitadas (cristalinas). El carbón amorfo al igual que el grafito está compuesto de láminas, pero son de menor tamaño. El aumento del contenido de fase amorfa tiene efectos encontrados, por un lado aumenta la capacidad de almacenamiento y por el otro disminuye la conductividad electrónica [5].
Figura 5.2.: Esquema de conducción en un cátodo de LiFePO4. Figura tomada de la referencia 5.
75
CONDUCCIÓN EN ELECTROLITOS
Las fuerzas entre capas de grafito son débiles (Van del Waals) y la distancia entre capas es relativamente grande (3.35 A). Esto permite que los iones de litio se difundan fácilmente entre las capas del grafito. El proceso de inserción modifica la estructura cristalina y electrónica del material, esto sumado a la formación de la interfase solido-electrolito hace que proceso de conducción en el ánodo sea complejo.
El rol de electrolito es proveer un camino para los iones de litio entre el ánodo y el cátodo. Por lo tanto la prioridad es aumentar su conductividad iónica. Los electrolitos orgánicos son ampliamente utilizados, gracias a su alta conductividad iónica, baja conductividad electrónica y rango de temperatura de operación. Un electrólito orgánico está compuesto por una sal de litio (LiPF6) disuelta en un solvente orgánico, al disolverse la sal se generan iones de Li+ y iones de PF6
-. Las sales con iones negativos grandes mejoran la conductividad y la solubilidad [5].
La viscosidad de la solución determina su conducción iónica, ya que una menor viscosidad facilita el movimiento de los iones de litio. Así la conductividad iónica del electrolito sea su característica más importante, otros factores como: las propiedades de la interfase solido-electrolito, estabilidad respecto al cátodo y al ánodo, estabilidad a alta temperatura, estabilidad a altas corrientes y la toxicidad, también deben ser considerados [5-6].
A manera de conclusión podemos decir que los retos más importantes relacionados al mejoramiento de la conductividad en baterías de Li-ion son: (i) optimizar la conductividad iónica y electrónica de los materiales utilizados como cátodo, (ii) optimizar la mezcla de fases amorfas y cristalinas en los electrodos negativos de carbón, (iii) modelado multi-escala con el fin de diseñar mejores materiales y baterías, considerando tanto la conductividad iónica como la electrónica de los electrodos, y (iv) se necesita una teoría que unifique las relaciones entre la conductividad electrónica y la conductividad iónica [5].
3.1.2. PROCESO
Las baterías de ion de litio comerciales trabajan a un diferencial de voltaje de 4V y su energía específica es de entre 100 – 150 Wh/kg. El voltaje diferencial es dado como su nombre lo indica por la diferencia entre el potencial de extracción de electrones de ánodo y el potencial de inserción de electrones en el ánodo. En ánodos de grafito el potencial de extracción es 0.05 V y en cátodos de LiCoO2 el potencial de inserción es 4 V. Eso genera un potencial entre los terminales de la batería de aproximadamente 4 V [2].
El rango de estabilidad de un electrolito líquido (solución de LiPO6 en solvente orgánico) está entre 0.8 y 4.5 V, esto hace que una batería C/LiCoO2 sea termodinámicamente inestable, e.i el proceso de extracción de electrones del ánodo degrada la solución electrolítica. En la práctica, la batería opera bajo un equilibrio dinámico, pues la descomposición inicial del electrolito genera una capa protectora en la superficie del ánodo (grafito), ver referencia 2. Esta capa (interfase solido-electrolito) permite que el proceso de extracción de electrones del ánodo se realice con relativa seguridad. La inserción de electrones en el cátodo tiene lugar por debajo del límite de degradación del electrolito, por lo tanto la degradación del electrolito ocurre principalmente por interacciones con el ánodo [2].
76
ENVEJECIMIENTO
Como se puede ver las baterías Li-ion son sistemas complejos de entender y los procesos de envejecimiento son aún más complicados. La reducción de la capacidad y potencia no se originan de una causa única, sino por la interacción de varios procesos, peor aún estos procesos no pueden ser estudiados de forma independiente y ocurren en escalas de tiempo similares, lo cual complica su investigación [12].
El envejecimiento causado por el tiempo de almacenamiento y el uso puede producir o ser causado por cambios (i) del electrodo en la interfase con el electrolito, (ii) del electrolito, (iii) del material activo en el electrodo y (iv) del electrodo en general (material activo, ligante, colector, aditivos conductores, porosidad…)
ENVEJECIMIENTO DEL ÁNODO
Los cambios causados por la reacción entre el electrolito y el ánodo de carbón son considerados por la mayoría de los investigadores la principal causa del envejecimiento del ánodo. En resumen, la reacción entre el ánodo y el electrolito genera la descomposición por reducción del electrolito. Esta reacción está acompañada del consumo irreversible de iones de litio, que quedan atrapados en una capa que recubre la superficie del ánodo [12].
Es razonable decir que la capa formada en la superficie del ánodo (grafito) es protectora, pues reduce la tendencia de reducción del electrolito y protege al electrodo de la oxidación. La formación de la interfase solido-electrolito tiene lugar durante el primer ciclo de carga y descarga, pero continuamente se transforma, crece y degrada [12].
Además de los procesos que ocurren en la superficie, el envejecimiento del ánodo también está influenciado por cambios estructurales. El principal problema es la pérdida de contacto, una de las fuentes es el cambio de volumen, lo cual puede causar la pérdida de contacto entre (i) partículas de carbón, (ii) colector y partículas de carbón, (iii) ligante y partículas de carbón y (iv) ligante y colector. El cambio de volumen también afecta la porosidad del electrodo, modificando la capacidad de penetración del electrolito al interior del electrodo [12].
En conclusión con respecto al envejecimiento del ánodo podemos decir que:
• El envejecimiento del ánodo es principalmente atribuido a los cambios en la interfase solido-electrolito.
• La formación de la interfase solido-electrolito tiene lugar durante el primer ciclo, pero el crecimiento de la capa continua durante el ciclaje y el almacenamiento.
• La alta temperatura promueve en crecimiento y el desprendimiento de la capa durante el ciclaje.
• En paralelo con el crecimiento de la interfase solido-electrolito, el litio se corroe sobre la superficie del carbón. Esto causa perdida de capacidad, por la pérdida de litio móvil.
• El crecimiento de la interfase solido-electrolito conduce a una pérdida gradual de contacto en el ánodo, aumentando la impedancia de la celda.
77
ENVEJECIMIENTO DEL CÁTODO
La degradación de cátodo afecta la vida útil y el desempeño cíclico de la batería. El proceso de degradación del cátodo está asociado a, (i) cambios estructurales durante el ciclaje, (ii) descomposición y disolución, (iii) modificación de la capa superficial [12].
Los procesos de mayor impacto en el envejecimiento del cátodo son los relacionados con cambios estructurales. La inserción y extracción de iones de litio genera esfuerzos y deformación y cambios de fase en el ánodo. Estos procesos de naturaleza cíclica en una batería generan la destrucción física del cátodo. La figura 5.3. presenta un resumen grafico de los mecanismos de envejecimiento del cátodo.
3.1.3. APLICACIONES Y FUNCIONALIDAD
La tendencia identificada es a fabricar baterías con mayor potencia y mayor densidad de almacenamiento, que puedan ser utilizadas en bienes de consumo durables y bienes de inversión como: sistemas de transporte, sistemas acoplados con fuentes de generación intermitentes y sistemas distribuidos de almacenamiento de energía eléctrica para nivelar picos y valles de demanda [2, 5, 12]. Las características de mayor relevancia para los tipos de aplicación mencionados son, (i) la seguridad, (ii) la duración del ciclo de vida y (iii) el costo [2], e.g. el requerimiento de vida útil en términos del ciclo de uso de una batería para vehículos eléctricos deber ser de 1000 ciclos con una descarga del 80% [12].
Las tendencias pueden ser dividas en dos tipos, las relacionadas con el remplazo de materiales y las relacionadas con las propiedades de la celda. Dentro de las relacionadas con el remplazo de materiales encontramos, (i) remplazo del cátodo, (ii) remplazo del ánodo y (iii) remplazo del electrolito y las relacionadas con las propiedades de la celda son, (i) aumento de la potencia, (ii) aumento de la seguridad y la confiabilidad, (iii) la reducción del costo de producción y (iv) aumento de la energía específica.
REMPLAZO DEL CÁTODO
La utilización de cátodos LiMn2O4 es una de las estrategias para reducir el costo y aumentar la densidad de energía. El aumento de la densidad de energía radica en el mayor voltaje de operación en sistemas LiNi0.5Mn1.5O4/C (5V) en comparación con el sistema LiCoO2/C (4V), esto hace que la densidad de energía generada sea casi un 30% mayor [2, 13]. El principal problema relacionado con la utilización de cátodos de LiMn2O4 es la contaminación del electrolito con manganeso, lo que reduce el ciclo de vida de la batería, con el fin de solucionar este problema la superficie del electrodo se recubre con óxidos [2].
El remplazo del LiCoO2 por LiFePO4 disminuye la densidad energética del sistema, reduce el costo y genera mayor seguridad intrínsecamente, i.e. la fuerza de los enlaces P-O eliminan la posibilidad de generación de oxigeno eliminado la posibilidad de degradar el electrolito. El problema del LiFePO4 es su alta resistividad electrónica, la solución a esto ha sido aplicar recubrimientos de grafito. Este material es útil en aplicaciones que requieran alta potencia pero baja densidad de almacenamiento, e.g. sistemas de almacenamiento estacionarios [2].
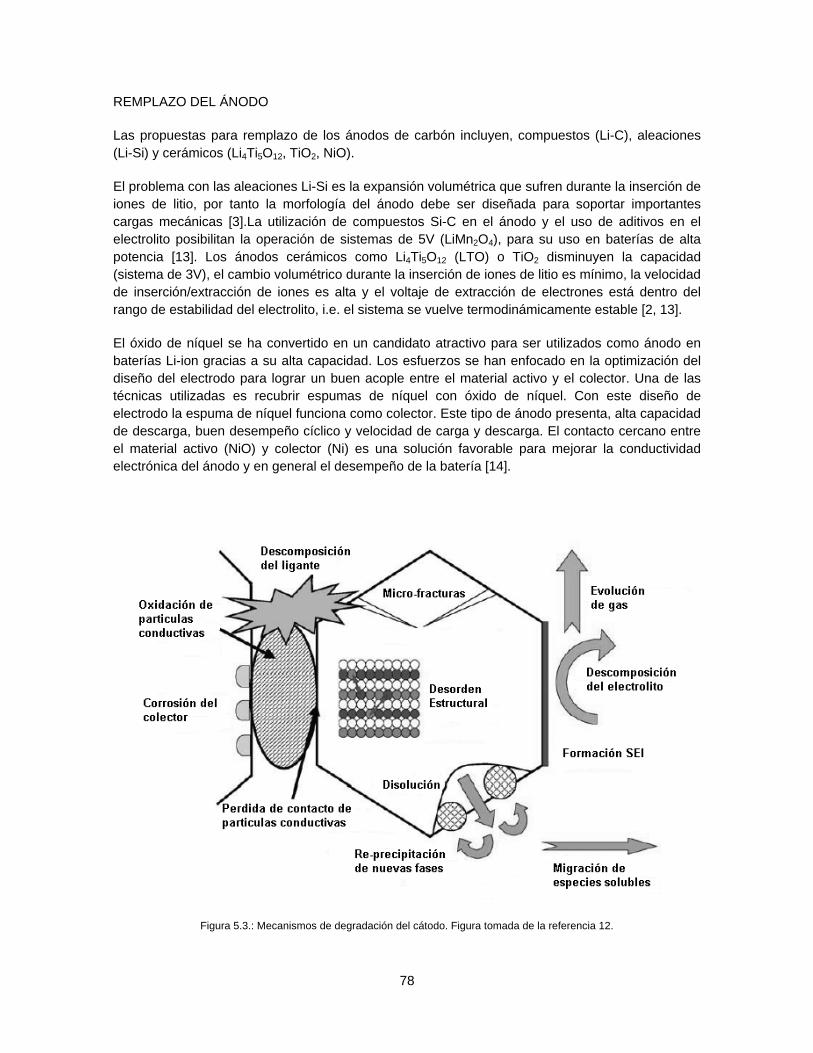
78
REMPLAZO DEL ÁNODO
Las propuestas para remplazo de los ánodos de carbón incluyen, compuestos (Li-C), aleaciones (Li-Si) y cerámicos (Li4Ti5O12, TiO2, NiO).
El problema con las aleaciones Li-Si es la expansión volumétrica que sufren durante la inserción de iones de litio, por tanto la morfología del ánodo debe ser diseñada para soportar importantes cargas mecánicas [3].La utilización de compuestos Si-C en el ánodo y el uso de aditivos en el electrolito posibilitan la operación de sistemas de 5V (LiMn2O4), para su uso en baterías de alta potencia [13]. Los ánodos cerámicos como Li4Ti5O12 (LTO) o TiO2 disminuyen la capacidad (sistema de 3V), el cambio volumétrico durante la inserción de iones de litio es mínimo, la velocidad de inserción/extracción de iones es alta y el voltaje de extracción de electrones está dentro del rango de estabilidad del electrolito, i.e. el sistema se vuelve termodinámicamente estable [2, 13].
El óxido de níquel se ha convertido en un candidato atractivo para ser utilizados como ánodo en baterías Li-ion gracias a su alta capacidad. Los esfuerzos se han enfocado en la optimización del diseño del electrodo para lograr un buen acople entre el material activo y el colector. Una de las técnicas utilizadas es recubrir espumas de níquel con óxido de níquel. Con este diseño de electrodo la espuma de níquel funciona como colector. Este tipo de ánodo presenta, alta capacidad de descarga, buen desempeño cíclico y velocidad de carga y descarga. El contacto cercano entre el material activo (NiO) y colector (Ni) es una solución favorable para mejorar la conductividad electrónica del ánodo y en general el desempeño de la batería [14].
Figura 5.3.: Mecanismos de degradación del cátodo. Figura tomada de la referencia 12.
79
Además de utilizar materiales alternativos al grafito, también se ha intentado modificar la morfología. Una de las estrategias es utilizar esferas huecas en la fabricación de electrodos (e.g. ánodos SnO2, Si, TiO2, SnO2/C), esto mejora el desempeño electroquímico debido a los siguientes factores: (i) las cavidades en la estructura hueca provee espacio extra para el almacenamiento de iones de litio, lo que mejora la capacidad especifica de la batería, (ii) la estructura hueca es asociada con una mayor área de superficie y una menor distancia efectiva de reducción para los iones de litio, lo que permite aumentar la velocidad de carga/descarga y la potencia generada, (iii) el espacio libre en las esferas huecas reduce el impacto del cambio de volumen provocado por el proceso de inserción/desinserción de los iones de litio, reduciendo la tendencia a la pulverización y la agregación del material que constituye el electrodo, lo que mejora la estabilidad cíclica y extiende la vida útil de la batería [29].
REMPLAZO DEL ELECTROLITO
En el diseño de electrolito los retos más importantes son aumentar la conductividad iónica y obtener alta estabilidad para sistemas de 5V. La tendencia de corto plazo es combinar LiPO6 con otras sales y aditivos para mejorar sus propiedades y la tendencia de largo plazo es sustituir los electrolitos líquidos por sólidos [2, 6].
El remplazo de los electrolitos líquidos por electrolitos de estado sólido tiene varias ventajas importantes, como los son: diseño simple de la batería, sello natural, resistencia a variaciones de presión y temperatura, mayor estabilidad electroquímica y mayor seguridad. El problema es que los electrolitos de estado sólido hasta ahora utilizados es su baja conductividad iónica, e.g. Los electrolitos poliméricos compuestos por una matriz de óxido de polietileno (PEO) que contiene una sal de litio e.g. LiCF3SO3 son los más estudiados. Este tipo de electrolito posee buena conductividad iónica a temperaturas superiores a 70°C, i.e. puede ser utilizado en vehículos pero no en teléfonos celulares [2, 5].
De manera general los electrolitos de estado sólido se pueden clasificar en cuatro tipos, (i) geles, (ii) polímeros, (iii) compuestos cristalinos inorgánicos y (iv) vidrios inorgánicos. El costo, el tiempo de síntesis y la temperatura de procesamiento de los electrolitos tipo III y IV son demasiado altos para ser prácticos [5]. Los electrolitos poliméricos en general tienen el problema de la baja conductividad iónica, lo que nos conduce a pensar en los geles como los electrolitos de estado sólido más promisorios, pues combinan una la resistencia mecánica de los polímeros con la conductividad iónica de los electrolitos líquidos [6].
MEJORAMIENTO DE POTENCIA
La capacidad en potencia de una batería Li-ion depende de manera crítica de la velocidad a la cual los iones y los electrones puedan moverse a través del electrolito y de la estructura del electrodo [15]. Las opciones utilizadas para mejorar conductiva de los electrodos se han enfocado en (i) mejorar la conductividad electrónica en la superficie y en el material o (ii) en reducir el la longitud que deben recorrer los iones de litio.
Recientemente se ha mostrado que la conducción iónica superficial es tan importante como la conducción electrónica. De hecho el mejoramiento de la conducción iónica superficial, mediante la creación de un recubrimiento de fosfato de litio en la superficie de partículas de LiFePO4, ha hecho posibles la fabricación de cátodos que presentan una extremadamente alta velocidad de carga y descarga (comparable a super-capacitores), ver referencia 15.
80
Respecto al segundo en foque se puede decir que, la tendencia es a reducir la longitud de difusión manteniendo estructuras que puedan soportar los esfuerzos cíclicos que ejerce el proceso de carga/descarga de la batería [2] y la producción de estas estructuras debe tener en cuenta la selección de los ligantes y aditivos conductores requeridos para la conformación del electrodo [2]. Otro aspecto a resaltar es que la utilización de partículas de alta área superficial (nanométricas) reducen la densidad de llenado, por ende reducen la densidad energética de la batería, una técnica que ha dado mejor resultado es reducir el espesor del electrodo [2].
REDUCCIÓN DEL COSTO DE PRODUCCIÓN
La reducción del costo de producción está directamente relacionada con la síntesis de materiales para baterías de menor costo, utilizando materiales más abundantes y procesos de síntesis de baja temperatura [2].
SEGURIDAD Y CONFIABILIDAD
La mayoría, sino todos los acercamientos a aumentar la seguridad del sistema han resultado en una reducción de la densidad energética, y están enfocadas en utilizar combinaciones de electrodos que operen en la ventana de estabilidad del electrolito o remplazar el electrolito [2].
AUMENTO DE LA ENERGÍA ESPECÍFICA
El acercamiento al aumento de la energía especifica no relacionado con el remplazo de materiales se a direccionado hacia la fabricación de empaques más ligeros que puedan almacenar una mayor cantidad de materiales activos para electrodos [2]
La tendencia de mayor impacto en la energía específica es substituir el proceso de inserción de iones de litio por un proceso de conversión. Recientemente se demostró que los hidruros metálicos son candidatos para ser utilizados como ánodos en baterías de ion de litio. La ventaja intrínseca es el aumento del número de electrones de uno por formula a entre 2 y 6 logrando densidades de energía mucho mas altas. Entre los procesos de conversión el de mejor desempeño es el que utiliza hidruros metálicos, e.g. MgH2. El esquema de la reacción es el siguiente: 2Li + MgH2 ↔ Mg + 2LiH. Estos estudios unifican la tecnológica de las baterías con la tecnología de almacenamiento de hidrógeno [2, 11].
3.2. ALMACENAMIENTO DE ENERGÍA ELÉCTRICA EN BATERÍAS NiMH
A finales de 1980´s las baterías de NiMH fueron lanzadas al mercado. El principal cambio respecto a las baterías recargables en base a níquel existentes, fue el remplazo del ánodo por una aleación capaz de almacenar hidrógeno de forma reversible en condiciones altamente corrosivas [16]. La base para este desarrollo se centró en la invención del acumulador de níquel-hierro de Edison y la batería de Níquel-cadmio de Jungner [16].
La producción de baterías de Níquel-hidruro metálico utilizadas en aplicaciones de baja potencia en 2007 superó el millón de celdas y son la tecnología dominante para vehículos eléctricos [17]. Dentro de la diversas características de este tipo de batería cabe destacar: (i) tamaño flexible entre 30 mAh – 250 Ah, (ii) Operación segura a alto voltaje (320 V), (iii) buena capacidad volumétrica tanto de potencia como de energía, (iv) Empaque flexible y (v) buenas propiedades térmicas [17].
81
3.2.1. MATERIALES
Las baterías de Ni-MH están compuestas de un ánodo que almacena hidrógeno, un cátodo de hidróxido de níquel y una suspensión acuosa de KOH que sirve de electrólito [21]. La aleación para almacenamiento de hidrógeno juega un rol dominante en la potencia y la vida útil de la batería y determina las propiedades electroquímicas de la misma [18].
ÁNODO
El componente principal de una batería de NiMH sin lugar a dudas es el ánodo. El hidruro metálico utilizado como ánodo es una aleación diseñada a partir de diversos elementos, los hidruros metálicos se utilizan son del tipo AB2, AB5 o AB7. Estas aleaciones complejas permiten almacenar hidrógeno en sus intersticios y tienen una alta resistencia a la corrosión. Un ánodo de hidruro metálico del tipo AB5 está compuesto por La, Ce, Pr, Nd, Ni, Co, Mn y Al y las fórmula para de un ánodo tipo AB2 incluye: V, Ti, Zr, Ni, Cr y Mn [17].
La complejidad de la aleación le permite cumplir con los requerimientos necesarios para ser utilizada como ánodo, los principales requerimientos son, (i) capacidad de almacenar hidrógeno, (ii) fuerza aceptable del enlace metal-hidrógeno, (iii) capacidad catalítica aceptable, (iv) cinética de descarga aceptable, (v) suficiente resistencia a la corrosión y la oxidación [17].
La clave para el buen desempeño de una batería de NiMH es la estructura de la capa de óxido que recubre el ánodo y la estabilidad estructural de hidruro metálico, estos dos aspectos determinan la capacidad de potencia y el envejecimiento de una batería de NiMH [16].
Los factores a controlar en la capa de óxido son, el espesor, la micro-porosidad y la actividad catalítica [17]. Uno de los avances claves para aumentar la velocidad de descarga fue la dispersión de clústeres (50-70 A) de aleaciónes de Ni en la capa de óxido. Estos clústeres son excelentes catalizadores para la división del agua [17]. Los clústeres en la capa de óxido son creados por corrosión preferencial de la aleación. En particular la adición de elementos menos nobles que el níquel, e.g. vanadio, titanio, zirconio o cerio, permiten que el níquel en presencia de cobalto, manganeso y aluminio forme clústeres metálicos. El éxito en la producción de una capa de óxido de alta actividad catalítica está en el control del número, el tamaño, la densidad y la topología de los clústeres metálicos [17].
El tamaño de los clústeres es importante, pues cuando son menores a 70 A existe un numero de equivalente de átomos en la superficie y en el interior de la capa de óxido. El espacio entre clústeres es de aproximadamente 100 A por lo general. La porosidad de la capa de óxido es insuficiente para permitir la transferencia rápida de reactantes a temperaturas entre 15-30 °C, pero no a baja temperatura por lo tanto es necesario aumentar de forma controlada la porosidad interconectada de 4% a 20% [19].
La inserción de hidrógeno en la estructura de la aleación genera un aumento del volumen de la celda unitaria. La magnitud del aumento depende la composición de la aleación y de la cantidad de hidrógeno insertado. La continua expansión y contracción estructural causada por la inserción y extracción cíclica de hidrógeno, produce esfuerzos mecánicos y fractura de los granos. Como resultado el tamaño medio de la aleación se reduce y el área superficial aumenta. El aumento del área superficial incrementa tanto la velocidad de carga como las reacciones de corrosión/oxidación, dependiendo del balance entre estos dos procesos el efecto neto en la celda
82
puede ser positivo o negativo. En general el aumento de área superficial del ánodo genera la reducción de la estabilidad de ciclaje [16].
De lo anterior se deduce que mantener la integridad estructural de la aleación durante el ciclaje es de vital importancia para alargar la vida útil de la batería. La adición de cobalto ha demostrado ser clave para el mejoramiento de las propiedades mecánicas de las aleaciones para almacenamiento de hidrógeno [16]. Una mejor solución es diseñar aleaciones que presenten menor expansión volumétrica durante el ciclaje, esto reduce la tendencia a la pulverización, minimizando la corrosión y aumentando la vida útil.
3.2.2. PROCESOS
El proceso de inserción/extracción de hidrógeno en el cátodo de una batería NiMH es el mismo que se explica para los hidruros metálicos en la sección de almacenamiento de H2, la diferencia es que las moléculas que deben ser divididas no son de hidrógeno sino de agua [18]. La complicación en las baterías NiMH es que cuando la difusión del hidrógeno al interior de la aleación es mucho más lenta que la transferencia de electrones se pude producir gas de hidrógeno [16].
3.2.3. APLICACIONES Y FUNCIONALIDAD
La tendencia es a mantenerse como tecnología dominante para vehículos eléctricos. Los esfuerzos en desarrollo están enfocados a mejorar el desempeño de los materiales utilizados (i) potencia, (ii) temperatura de operación, (iii) velocidad de carga/descarga, (iv) extender la vida útil y (iv) reducir el costo [17].
De los aspectos mencionado el más importante a mejorar en la baterías NiMH es el costo, esto comienza reconociendo que la principal fuente del problema son los materiales utilizados, hasta ahora la estrategia utilizada ha sido mejorar la potencia específica. Esto se ha enfocado en aumentar la potencia y la velocidad de descarga, con particular énfasis en la actividad catalítica de la superficie del ánodo de hidruro metálico [17]. El mejoramiento del desempeño a altas temperaturas también es importante. Ya que actualmente al aumentar la temperatura de operación de la batería por encima de 65°C, la aceptación de carga del cátodo disminuye, en consecuencia la batería no puede ser completamente cargada [17].
3.3. ALMACENAMIENTO DE HIDRÓGENO EN ESTADO SOLIDO
A nivel mundial ¼ de la energía es consumida como electricidad y ¾ como combustible [19] Considerando el desarrollo histórico del uso de los combustibles, se puede observar que dicha evolución es hacia un mayor contenido de energía por unidad de masa, i.e. C (carbón) CH2 (petróleo) CH4 (gas natural) H2 (hidrógeno). El hidrógeno posee el mayor poder calorífico por unidad de masa de todos los combustibles; pero debe ser producido, ya que en la tierra solo está presente en el agua y en los hidrocarburos. Esto significa que debemos pagar un costo energético/económico para poder utilizarlo. Si se desea adaptar el mundo para la utilización de combustibles sintéticos como el hidrógeno, la economía mundial debe estar convencida de los beneficios de pagar por el contenido energético del combustible [20].
La producción mundial de hidrógeno en el 2004 era de alrededor de 5x1010 kg por año. La mayoría producido a partir de hidrocarburos a alta temperatura (850°C). El proceso de reforma de hidrocarburos es endotérmico y consume 9 kWh por kilogramo de hidrógeno [20]. El hidrógeno se
83
puede considerar una fuente renovable si se produce mediante la separación de agua utilizando energía solar directa o energía eléctrica producida por fuentes renovables, e.g. fotovoltaica, eólica, geotérmica o hidráulica [20]. Los procesos más estudiados para la división de agua son los ciclos termoquímicos y la electrolisis de alta temperatura, pues la electrolisis a temperatura ambiente consume alrededor de 45 kWh por kilogramo de hidrógeno, i.e. cinco veces la energía requerida para producir hidrógeno a partir de hidrocarburos [20].
El hidrógeno puede ser almacenado en seis formas distintas, (i) en cilindros de gas de alta presión (800 MPa - 77 K), (ii) hidrógeno líquido en tanques criogénicos (T<33 K), (iii) adsorbido en la superficie de materiales de alta área superficial ( T<100 K), (iv) Absorbido en sitios intersticiales de una aleación metálica (To y Po) y (v) químicamente enlazado en compuestos iónicos y covalentes (To y Po) [20]. Respecto a los diferentes esquemas de almacenamiento de hidrogeno existentes, se pueden resaltar los siguientes aspectos: los recipientes a presión poseen una limitada eficiencia volumétrica, pero una capacidad gravimétrica considerablemente alta. El almacenamiento de hidrogeno liquido requiere una gran cantidad de energía para la refrigeración, la adsorción en materiales de alta área superficial además de requerir energía para la refrigeración poseen baja eficiencia tanto gravimétrica como volumétrica, los hidruros metálicos poseen altas eficiencias volumétricas pero su eficiencia gravimétrica es bastante baja. Los sistemas de hidruros complejos a pesar de su buena eficiencia tienen problemas de reversibilidad (general el almacenamiento es irreversible) [31].
El método de almacenamiento más utilizado son los cilindros de gas a alta presión. La máxima presión alcanzada son 70 MPa, a esta presión la densidad de almacenamiento es 30 kg de H2 por metro cubico. El almacenamiento en microesferas huecas de vidrio es un tipo de almacenamiento de alta presión, con la distinción que usa un micro-contenedor de vidrio de alta resistencia. Este método además de ser un método seguro intrínsecamente debido al tamaño del contenedor, permite el transporte y la separación del hidrogeno de un flujo compuesto por diversos gases [30, 31]. Las presiones de llenado que puede soportar una esfera de vidrio hueca están en el orden de 600 – 1400 MPa, pero estas presiones no son prácticas pues el llenado/vaciado del hidrogeno a presiones tan altas se vuelve peligroso, lento, ineficiente y costoso, además la densidad gravimétrica disminuye por el mayor espesor de pared requerido [31]. La utilización de las microesferas de vidrio huecas ha sido impedida por la baja tasa de liberación del hidrogeno. Tradicionalmente la tasa de carga/descarga han sido controlada ajustando la temperatura del proceso; pero recientemente ha sido mostrado que la tasa de difusión de hidrogeno a través de vidrios de borosilicato dopados con metales de transición puede ser mejorada radicalmente mediante la utilización de luz en el espectro infrarrojo cercano [30].
La utilización de tanques criogénicos permite aumentar la densidad de almacenamiento a 70 kg de hidrógeno por metro cubico a temperaturas a 21 K y presión atmosférica [20]. El almacenamiento en estado líquido requiere una unidad de refrigeración para mantener el estado criogénico, lo que equivale a perder aproximadamente el 40% del contenido energético del hidrógeno [21].
De acuerdo con el conocimiento actual el hidrógeno puede ser almacenado en estado sólido de dos formas, (i) absorción en hidruros metálicos y (ii) adsorción de hidrógeno molecular en materiales de alta área superficial [19], Las densidades más altas de almacenamiento se alcanzan en hidruros metálicos. Finalmente el hidrógeno puede ser almacenado/producido directamente con metales reactivos como el Li, Na, Mg, Al o Zn, estos metales reaccionan fácilmente con el agua formado hidróxidos y liberando hidrógeno [20].
84
3.3.1. MATERIALES
El almacenamiento de hidrógeno en estado sólido sea por absorción en sitios intersticiales de aleaciones metálicas o por adsorción en materiales de alta área superficial como carbones activados son de interés, los primeros por su alta densidad de almacenamiento y los segundos por su relativo bajo precio. Los sistemas de almacenamiento de estado sólido por absorción son los de mayor densidad de almacenamiento, por ejemplo el MgH2 almacena 6.5 átomos de H/cm3, los sistemas líquidos pueden almacenar 4.2 átomos de H/cm3 y los sistemas gaseosos solo alcanzan a almacenar 1 átomo de H/cm3 [21].
El material óptimo para el almacenamiento de hidrógeno debe poseer las siguientes características, (i) alta capacidad de almacenamiento por unidad de masa, (ii) alta capacidad de almacenamiento por unidad de volumen, (iii) baja temperatura de disociación, (iv) moderada presión de disociación, (v) bajo calor de formación, con el fin de reducir la energía necesaria para liberar el hidrógeno, (vi) reversibilidad, (vii) limitada perdida de energía durante la inserción y extracción del hidrógeno, (viii) cinética rápida, (ix) alta estabilidad frente al oxígeno y al agua para asegurar larga vida útil, (x) alta resistencia al ciclaje, (xi) bajo costo de recarga y reciclaje y (xii) alta seguridad [21].
MATERIALES DE ALTA ÁREA SUPERFICIAL
La capacidad de almacenamiento reportada para nano-estructuras de carbón está dispersa en un rango amplio de órdenes de magnitud (0.2 a 10% en masa). Bajo los requerimientos de operación mencionados (T<100 K – 35 MPa) las capacidad es fácilmente del orden de 0.2% en masa, ver sección de proceso [21].
HIDRUROS METÁLICOS
Son metales o aleaciones con la capacidad de formar hidruros metálicos. La organización estructural es la misma del metal o aleación pero con átomos de hidrógeno ocupando sitios intersticiales, por cual también se conocen como hidruros intersticiales. Los átomos de hidrógeno pueden ocupar sitios tetraédricos, octaédricos o una combinación de ambos. El grupo más interesante son los hidruros metálicos formados a partir de aleaciones del tipo ABxHn, pues mediante la variación de los componentes se pueden diseñar materiales con diversas propiedades. El elemento A tiene la capacidad de formar hidruros estables (metal alcalino), y el elemento B es un formador de hidruros inestables (metal de transición) [20, 16].
Existen diversos metales y aleaciones (ABxHn) para almacenamiento de hidrógeno, entre las cuales podemos encontrar, A, AB, AB2, AB3, AB5, A2B, A2B7… Los sistemas comerciales existentes utilizan, FeTi (AB), ZrV2 (AB2), LaNi5 (AB5) y Mg2Ni (A2B). Aleaciones MgNi3 (AB3) no se utilizan comercialmente pero han generado gran interés [18]
Dentro de los metales (A) que forman hidruros reversibles, el más utilizado es el magnesio. El hidruro de magnesio (MgH2) posee la mayor densidad de energía de todos los hidruros reversibles y su costo es comparativamente bajo. El uso del magnesio presenta tres dificultades básicas, (i) debido a la alta estabilidad del hidruro, la región de almacenamiento reversible se presenta a una presión muy baja (0.36 atm a 100°C), para obtener presiones de descarga cercanas a la presión atmosférica la temperatura se debe elevar a unos 300°C, (ii) aun a 300°C tanto la inserción, como la extracción de hidrógeno son bastante lentas y (iii) el magnesio es altamente reactivo con O2, N2,
85
H2O, CO y CO2 [19, 21]. La resistencia de los hidruros metálicos a impurezas es un tema crítico, para extender la vida útil del material y del sistema de almacenamiento. El oxígeno y el nitrógeno reducen la tasa de absorción de hidrógeno del magnesio, mientras que el CO y CO2 previenen completamente su absorción [21].
La catálisis es otro aspecto importante para el mejoramiento de la cinética en sistemas de almacenamiento de estado sólido, pues permite la disociación rápida y efectiva de las moléculas de H2 [21]. En la aleaciones de magnesio el níquel actúa como catalizador debilitando la interacción Mg-H y por ende aumenta la difusión de hidrógeno [18].
La tasa de absorción de hidrógeno es controlada por, (i) la tasa de disociación de H2, (ii) la capacidad de hidrógeno para penetrar la capa de óxido superficial y (iii) la difusión del hidrógeno a través del hidruro ya formado [21]. Las moléculas de hidrógeno se disocian y adsorben rápidamente en clústeres superficiales de níquel. Adicionando un 1% en masa de níquel a la superficie de las partículas de magnesio se puede mejorar drásticamente la cinética del proceso de adsorción [21], La razón es que el níquel posee orbitales electrónicos parcialmente llenos que reducen la barrera energética para la transferencia de carga [18]. Otra ventaja del níquel en la superficie es que puede prevenir la formación de una capa de óxido de magnesio cerrada [21]. La adición de óxidos como el TiO2, V2O5, Cr2O3 y Fe3O4 han demostrado mejorar las propiedades hidrogenación del magnesio, más aun los mecanismos responsables del mejoramiento no son claros [21].
Las aleaciones más estudiadas están compuestas principalmente de magnesio y níquel [18]. Uno de los primeros procesos utilizados en la fabricación de Mg2Ni fue la aleación mecánica (1980´s). El hidruro formado (Mg2NiH4) por esta aleación libera el hidrógeno a temperaturas entre 250-300°C y presiones entre 2 y 3 atmosferas, los beneficios de utilizar la aleación son, el menor costo y la reducción de la reactividad del material [21].
Ha sido observado que el aumento de tamaño de las partículas de Mg2Ni puede aumentar de manera efectiva la estabilidad cíclica y la velocidad de descarga del ánodo, debido a su menor sensibilidad a la corrosión/oxidación. Aun así la velocidad de descarga alcanzada sigue siendo lenta, lo cual limita la utilización de las aleaciones de magnesio en aplicaciones comerciales [18].
HIDRUROS COMPUESTOS
Las características requeridas para un sistema de almacenamiento de hidrógeno practico están lejos de ser satisfechas, y su obtención a través de un único material es una ilusión, por lo tanto soluciones más realista como la utilización de hidruros compuestos son importantes [19].
Generalmente el componente mayoritario en un hidruro compuesto es una aleación con alta capacidad de almacenamiento y el componente minoritario es una aleación que mejore la cinética del proceso de inserción y extracción del hidrógeno, e.g. mezcla de Mg2Ni y Ti2Ni, la aleación en base a magnesio aporta la capacidad de almacenamiento, mientras la basada en titanio mejora la transferencia de carga superficial y la difusión de hidrógeno en el interior del electrodo [21], otro ejemplo es la mezcla de MgFeH6 y MgH2 [21].
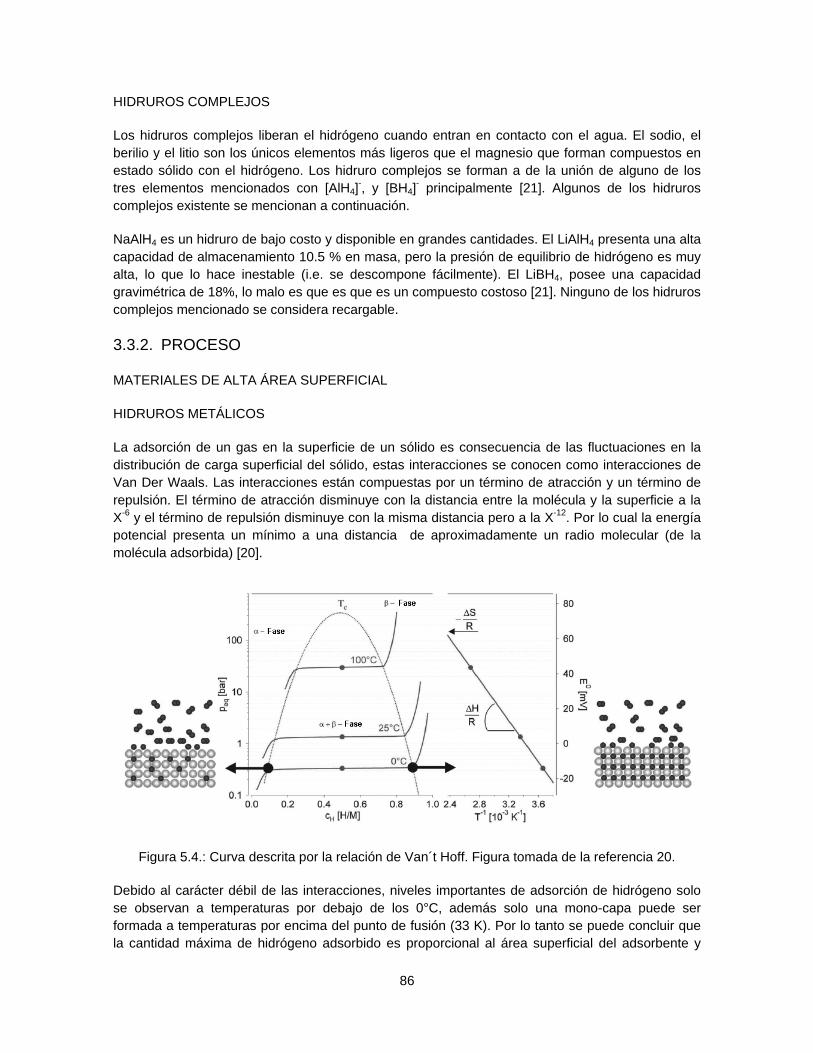
86
HIDRUROS COMPLEJOS
Los hidruros complejos liberan el hidrógeno cuando entran en contacto con el agua. El sodio, el berilio y el litio son los únicos elementos más ligeros que el magnesio que forman compuestos en estado sólido con el hidrógeno. Los hidruro complejos se forman a de la unión de alguno de los tres elementos mencionados con [AlH4]-, y [BH4]- principalmente [21]. Algunos de los hidruros complejos existente se mencionan a continuación.
NaAlH4 es un hidruro de bajo costo y disponible en grandes cantidades. El LiAlH4 presenta una alta capacidad de almacenamiento 10.5 % en masa, pero la presión de equilibrio de hidrógeno es muy alta, lo que lo hace inestable (i.e. se descompone fácilmente). El LiBH4, posee una capacidad gravimétrica de 18%, lo malo es que es que es un compuesto costoso [21]. Ninguno de los hidruros complejos mencionado se considera recargable.
3.3.2. PROCESO
MATERIALES DE ALTA ÁREA SUPERFICIAL
HIDRUROS METÁLICOS
La adsorción de un gas en la superficie de un sólido es consecuencia de las fluctuaciones en la distribución de carga superficial del sólido, estas interacciones se conocen como interacciones de Van Der Waals. Las interacciones están compuestas por un término de atracción y un término de repulsión. El término de atracción disminuye con la distancia entre la molécula y la superficie a la X-6 y el término de repulsión disminuye con la misma distancia pero a la X-12. Por lo cual la energía potencial presenta un mínimo a una distancia de aproximadamente un radio molecular (de la molécula adsorbida) [20].
Figura 5.4.: Curva descrita por la relación de Van´t Hoff. Figura tomada de la referencia 20.
Debido al carácter débil de las interacciones, niveles importantes de adsorción de hidrógeno solo se observan a temperaturas por debajo de los 0°C, además solo una mono-capa puede ser formada a temperaturas por encima del punto de fusión (33 K). Por lo tanto se puede concluir que la cantidad máxima de hidrógeno adsorbido es proporcional al área superficial del adsorbente y
87
que para alcanzar altas densidades de almacenamiento se debe refrigerar [20]. El aumento de presión también puede ayudar a mejorar el nivel de adsorción.
En conclusión la adsorción reversible de hidrógeno, es proporcional al área superficial. La máxima capacidad de almacenamiento de hidrógeno en nano-estructuras de carbón es 2% en masa, este máximo solo puede ser alcanzado a temperaturas cercanas a 32 K. A temperatura ambiente y presiones de 35 MPa las nano-estructuras de carbón no adsorben más del 0.1% en masa de hidrógeno [20]. Los mismos principios aplican al almacenamiento de hidrógeno en zeolitas. La máxima densidad del almacenamiento para las zeolitas también es cercano a 2% en masa [20]. Por lo tanto la poca cantidad de hidrógeno y la baja temperatura requerida son las principales restricciones del almacenamiento de hidrógeno por adsorción [20].
La reacción del gas de hidrógeno con el metal es un proceso de absorción, los pasos de este proceso son los siguientes, (i) adsorción física de la molécula sobre la superficie del metal gracias a fuerzas de Van Der Waals (10 kJ/mol H2), (ii) Una vez adsorbido el hidrógeno debe superar la barrera de activación para la disociación y la formación del enlace M-H, estos átomos de hidrógeno están químicamente adsorbidos por la superficie (50 kJ/mol H2), (iii) al alcanzar un nivel de cobertura lo suficientemente alto los átomos pueden saltar capas sub-superficiales, (iv) posteriormente los átomos se difunden a través de sitios intersticiales de la estructura del metal/aleación generando una solución solida (fase-α), (v) al aumentar la concentración de hidrógeno en el metal/aleación, las interacciones locales entre los átomos de hidrógeno aumentan dando origen a la formación y el crecimiento de la fase-β, (vi) mientras que las fases α y β coexistan la inserción de hidrógeno ocurre a presión y temperatura constante, el hidrógeno absorbido en este paso representa la capacidad reversiblemente almacenada, (vii) finalmente cuando la transformación de αβ termina el material no puede absorber mas hidrógeno. La presión de equilibrio depende de la temperatura y está relacionada a los valores absolutos de los cambios de entalpia y entropía por la relación de Van’t Hoff [19-20].
El cambio de entalpia relacionado con la formación o disociación del hidruro, puede ser determinado experimentalmente de la pendiente de la curva descrita por la relación de Van’t Hoff, ver figura 5.4.; mientras la entalpia depende de la estabilidad del enlace M-H, la entropía depende esencialmente de la transición de hidrógeno molecular a hidrógeno atómico. La temperatura de trabajo del sistema Metal/Hidrógeno es fijada por la presión termodinámica de equilibrio y por la cinética global de la reacción. En materiales útiles para el almacenamiento de hidrógeno la presión de trabajo de estar entre 1 y 10 atm y la temperatura entre -20 y 100°C (este rango de temperatura corresponde a un cambio de entalpia entre 28 y 48 kJ/mol H2) para sistemas móviles. Para su uso en sistemas estacionarios, mayores temperatura no son un problema, pero es costo del material debe ser el menor posible [19].
HIDRUROS COMPLEJOS
Todos los hidruros metálicos con radios H/M mayores a dos, son compuestos iónicos o covalentes y se consideran hidruros complejos y no hidruros metálicos [20]. Los hidruros complejos forman compuestos estables, los cuales solo se pueden descomponer a alta temperatura, comúnmente esta temperatura es mayor a la temperatura de fusión de complejo. Los tipos más importantes de hidruros complejos son M(BH4) y M(AlH4), como se mencionó en la sección de materiales [20].
88
ALEACIÓN MECÁNICA
El método de aleación mecánica posee varias ventajas en la preparación de aleaciones para almacenamiento de hidrógeno, (i) permite sintetizar de manera controlada aleaciones en equilibro y meta-estables, (ii) permite sintetizar materiales compuestos por dos o más aleaciones para almacenamiento de hidrógeno, (iii) el producto es un polvo que puede ser utilizado directamente para el almacenamiento de hidrógeno y (iv) es una técnica simple y económica que opera a temperatura ambiente [18].
Durante la molienda de alta energía las partículas son continuamente aplastadas, soldadas en frio, fracturadas y soldadas nuevamente, generado una estructura laminar. [18]. Adicionalmente el aumento de temperatura durante la molienda de alta energía, ayuda a la difusión permitiendo un verdadero proceso de aleación entre los componentes [18]. El método de aleación mecánica ha sido utilizado con éxito a escala de laboratorio y semi-industrial, ver referencia 22.
TRANSFERENCIA DE CALOR
La entropía de formación de los hidruros metálicos genera importantes cantidades de calor durante la absorción de hidrógeno. Esta misma cantidad de calor debe ser suministrada al hidruro para liberar el hidrógeno [20]. Para un hidruro estable como MgH2, el calor que se debe suministrar para la liberación de hidrógeno a 300°C y presión atmosférica, es aproximadamente el 25% del poder calorífico alto del hidrógeno [20]. El calor liberado durante el almacenamiento y el calor requerido para la extracción, debe ser retirado/suministrado eficientemente pues la velocidad del proceso depende de ello, este manejo térmico es complicado por a la baja conductividad térmica del hidruro metálico [23].
3.3.3. APLICACIONES Y FUNCIONALIDAD
El almacenamiento de hidrógeno en estado sólido, en especial los hidruros metálicos puede ser utilizados en: sistemas de almacenamiento para medios de transporte, en sistemas de almacenamiento acoplados a tecnologías de generación eléctrica intermitentes y sistemas de almacenamiento para procesos industriales.
Las tendencias en el almacenamiento de hidrógeno se pueden dividir en dos áreas, (i) aspectos científicos y (ii) aspectos tecnológicos. A nivel fundamental se requiere un mejor entendimiento del comportamiento electrónico de la interacción del hidrógeno con otros elementos, especialmente metales, otro aspecto científicamente interesante es el almacenamiento de hidrógeno en películas delgadas [21]. En relación con aspectos tecnológicos, el diseño de sistemas de almacenamiento de H2 para medios de transporte es la prioridad. Un acercamiento interesante es utilizar tanques de almacenamiento con varias etapas, esto posibilita mejorar la repuesta del sistema y mantenerlo económico. Materiales de baja capacidad de almacenamiento pero con alta velocidad de liberación pueden ser utilizados para el arranque del sistema y materiales baratos, con alta capacidad de almacenamiento, temperaturas de operación altas y velocidad de liberación más lenta pueden entrar en funcionamiento de forma consecutiva [19].
89
3.4. ALMACENAMIENTO DE ENERGÍA TÉRMICA
Las prospecciones de demanda en el consumo de energía y la preocupación por el cuidado del medio ambiente, han contribuido a la re-exanimación de sistemas de almacenamiento de energía. El almacenamiento de energía térmica puede ayudar a conservar y mejorar el uso de la energía en los sectores industrial y residencial [24].
La energía térmica puede ser almacenada como un cambio en la energía interna del material (e.i. calor sensible), calor latente o un cambio termoquímico [25] El almacenamiento de calor sensible se basa en aumentar la temperatura de un material solido o líquido, el agua es el material más utilizado en este tipo de almacenamiento [25]. La baja capacidad de almacenamiento de los sistemas que utilizan materiales que almacenan calor sensible conlleva a sistemas de almacenamiento de considerable volumen [26].
Almacenamiento de calor latente se basa en la absorción o liberación de calor que tiene lugar cuando el material de almacenamiento cambia de estado [25]. El almacenamiento de calor termoquímico se basa en la energía absorbida y liberada durante el rompimiento o la formación de enlaces moleculares de reacciones totalmente reversibles. En este caso el calor guardado depende de la cantidad de material, el calor de reacción y la extensión de la conversión [25].
Entre los tres mecanismos mencionados, el almacenamiento de calor latente es particularmente atractivo debido a su alta densidad de almacenamiento y la capacidad de almacenar calor a temperatura constante (i.e. la temperatura de cambio de fase o estado [25]). Las transiciones solido-solido almacenan energía cuando la estructura cristalina del material cambia o el material pasa de cristalino a amorfo (ordenamiento de largo y corto alcance). En las transiciones solido-solido, por lo general presentan bajo calor latente y mínima expansión/contracción volumétrica. La mayoría de los materiales de cambio de fase solido-solido son polímeros con acepción del sulfuro de litio (LiSO4) [25]. El almacenamiento en materiales que cambian de líquido a gas el calor absorbido es mayor pero los cambios de volumen son grandes, lo que hace que los sistemas de almacenamiento sean complejos y poco prácticos. Los que nos deja con materiales que cambian de solido a líquido, en estos sistemas la capacidad de almacenamiento sigue siendo alta y los cambio en volumen están en el orden del 10% [25].
3.4.1. MATERIALES
Como se mencionó anteriormente los materiales de cambio de fase almacenan y liberan calor a temperatura constante y almacenan mayor energía por unidad de volumen que los materiales que almacenan calor sensible, e.g. las sales inorgánicas pueden almacenar entre 5 y 14 veces el calor que almacena el agua por unidad de volumen [25]. Los materiales de cambio de fase se pueden dividir en dos clases, orgánicos e inorgánicos. Las parafinas son los materiales orgánicos más utilizados en sistemas de almacenamiento de energía térmica [25]. Los inorgánicos se pueden clasificar en sales/mezclas de sales y metales. Los metales hasta el momento no han sido considerados seriamente debido a su peso, pero en aplicaciones donde la reducción de volumen del sistema es primordial, son la mejor opción [25].
Las propiedades que debe poseer un material de cambio de fase ideal son las siguientes: (i) temperatura de fusión en el rango requerido de operación, (ii) alta capacidad térmica específica, (iii) los materiales de cambio de fase deben mantener su composición estequiometria tanto en estado sólido como en estado líquido, (iv) conversión confiable tras numerosos ciclos de
90
transformación de fase, (v) alta conductividad térmica para minimizar los gradiente de temperatura, (vi) mínimo cambio de volumen durante el cambio de fase, (vi) sub-enfriamiento mínimo durante la trasformación de líquido a sólido, (vii) estabilidad química para asegurar la vida útil requerida, (viii) compatibilidad y resistencia a la oxidación con los materiales de construcción, (ix) toxicidad mínima, (x) alta disponibilidad y (xi) bajo costo [26].
MATERIALES DE CAMBIO DE FASE CON BAJO PUNTO DE FUSIÓN
La integración de materiales de cambio de fase de bajo punto fusión (20 – 30°C) con materiales de construcción es una forma de mejorar la capacidad de almacenamiento de energía de una construcción. Esto permite ofrecer confort térmico a los ocupantes y minimizar el consumo de energía [27]. Algunos métodos utilizados para integrar materiales de cambio de fase en materiales de construcción son, (i) impregnación, (ii) encapsulación en polímeros, (iii) estabilización en matrices poliméricas [27].
Desde el punto de vista práctico, solo materiales de cambio de fase solido-liquido son utilizados en materiales de construcción. El material utilizado puede ser una sustancia pura, una mezcla eutéctica o una mezcla no-eutéctica. La diferencia básica entre la mezcla eutéctica y la no eutéctica es que la primera cambia de fase a una temperatura específica y en la segunda el cambio de fase tiene lugar dentro de un rango de temperatura [27].
Los materiales de cambio de fase adicionados a materiales de construcción pueden ser orgánicos e inorgánicos. Las desventajas de los materiales orgánicos son la flamabilidad y la baja capacidad de almacenamiento volumétrica en el caso de los inorgánicos las principales desventajas son el cambio volumétrico y el sub enfriamiento [27].
MATERIALES DE CAMBIO DE FASE CON ALTO PUNTO DE FUSIÓN
Para almacenamiento de energía térmica entre 120-1000°C las sales inorgánicas son de gran interés, ya que presentan un rango de puntos de fusión entre 250 - 1680°C, y alto calor de fusión entre 68 – 1041 kJ/kg. La sales con puntos de fusión bajos son las formadas por metales como: litio, sodio y el potasio e.g. LiNO3 (253°C), y las de mayor punto de fusión son las formadas en base a metales como: magnesio, calcio y bario e.g. BaSO4 (1680°C) [26]. Las sales puras requieren altas temperatura de operación, para viabilizar la aplicación tecnológica de estos compuestos se requiere disminuir la temperatura de fusión, el acercamiento ha sido mediante el diseño de mezclas eutécticas de dos o más componentes [26].
En sistemas de almacenamiento isotérmicos ideales, la acumulación y liberación de calor ocurre a una única temperatura. En la práctica la velocidad de solidificación está definida por la estructura cristalina, la presencia de centros de nucleación y las condiciones de intercambio de calor. Desafortunadamente muchas sales están sujetas al sub-enfriamiento, esto degrada las características operacionales del sistema y en casos de extremo sub-enfriamiento puede hacerlo inservible [26].
Otra propiedad importante es el cambio de volumen relacionado al cambio de fase. En general las sales presentan variaciones de volumen por debajo del 15%. El problema generado por grandes cambios de volumen durante la fusión es que se pueden formar vacíos durante la subsecuente solidificación, lo que disminuye la intensidad de la remoción de calor y aumenta el tiempo de carga [26]. Respecto al envejecimiento de los sistemas de almacenamiento de energía térmica no existe mucha información, se supone que los sistemas comerciales deben tener vidas útiles de entre 20 y
91
30 años, lo que indica que el material de cambio de fase debe tener características estables durante este periodo de tiempo [26]. Además de poseer propiedades físicas útiles los materiales de cambio de fase deben ser químicamente resistentes y no interactuar con los materiales utilizados para contenerlos. Algunos de los materiales utilizados como contenedores son, aceros inoxidables, aleaciones de níquel y aleaciones de titanio [26].
CONDUCTIVIDAD TÉRMICA
La baja conductividad térmica de los materiales de cambio de fase, hace que la velocidad de carga y descarga del sistema de almacenamiento térmico sea generalmente lenta. La introducción de materiales de alta conductividad para formar compuestos es la solución lógica, dentro de las técnicas utilizadas cabe mencionar la inserción de aluminio, níquel, cobre, acero inoxidable y grafito con varias morfologías, (i) lanas y fibras, (ii) espumas, (iii) aletas y (iv) partículas. Al parecer no se ha intentado encapsular los materiales de cambio de fase en materiales conductores [24, 26, 27]. Para mejorar la conductividad de forma efectiva el material adicionado debe estar distribuido de forma uniforme y alineado paralelo a la dirección del flujo de calor. Así mismo caminos de conducción continuos son los más indicados, por los tanto el uso de espumas, lanas o fibras orientadas al azar no es óptimo [24].
Otra característica importante relacionada con la transferencia de calor en sistemas de almacenamiento térmico es el auto-aislamiento que se produce durante la solidificación del material, debido al efecto aislante que tiene el aumento del espesor de la capa de material solidificado [24].
3.4.2. PROCESO
El principio de funcionamiento de los materiales de cambio de fase es simple, cuando la temperatura aumenta el materias pasa de solido a liquido adsorbiendo calor y cuando la temperatura disminuye el material se solidifica y libera calor. Respecto al diseño de los sistemas de almacenamiento los factores más importantes son la conductividad térmica y el cambio de volumen [25].
Los materiales de cambio de fase pueden ser utilizados como aislantes térmicos y como sistemas de almacenamiento/intercambio de calor [24]. Cuando se utilizan en aplicaciones almacenamiento/intercambio, es importante tener en cuenta que los materiales de cambio de fase en general no pueden ser utilizados como medio de transferencia de calor. Por lo tanto un sistema de almacenamiento/intercambio de energía térmica que utilice materiales cambio de fase debe estar compuesto por, (i) un material de cambio de fase con el punto de fusión en el rango de temperatura de trabajo, (ii) una superficie de intercambio de calor apropiada y (iii) un contenedor compatible con el material [25]. Dentro de las posibles técnicas para viabilizar el uso de materiales de cambio de fase en sistemas de transferencia de calor, La utilización de aletas es una solución efectiva [28].
3.4.3. APLICACIONES Y FUNCIONALIDAD
Los sistemas de almacenamiento de calor son utilizados en: sistemas de calentamiento de agua y aire, diferentes materiales de construcción (e.g. paneles de ligeros para construcción, ver figura 5.5.), para mejorar el confort térmico en edificaciones, sistemas electrónicos utilizados en la aviación y la exploración espacial y sistemas de recuperación de calor en sistemas industriales [24-
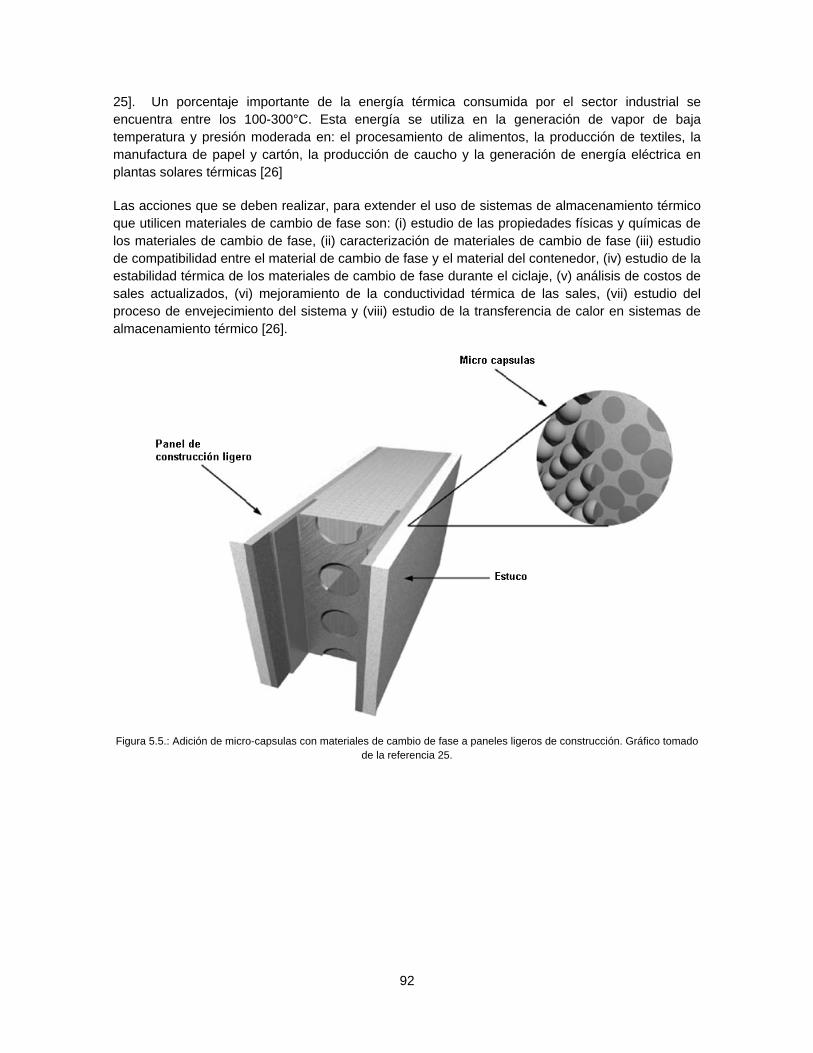
92
25]. Un porcentaje importante de la energía térmica consumida por el sector industrial se encuentra entre los 100-300°C. Esta energía se utiliza en la generación de vapor de baja temperatura y presión moderada en: el procesamiento de alimentos, la producción de textiles, la manufactura de papel y cartón, la producción de caucho y la generación de energía eléctrica en plantas solares térmicas [26]
Las acciones que se deben realizar, para extender el uso de sistemas de almacenamiento térmico que utilicen materiales de cambio de fase son: (i) estudio de las propiedades físicas y químicas de los materiales de cambio de fase, (ii) caracterización de materiales de cambio de fase (iii) estudio de compatibilidad entre el material de cambio de fase y el material del contenedor, (iv) estudio de la estabilidad térmica de los materiales de cambio de fase durante el ciclaje, (v) análisis de costos de sales actualizados, (vi) mejoramiento de la conductividad térmica de las sales, (vii) estudio del proceso de envejecimiento del sistema y (viii) estudio de la transferencia de calor en sistemas de almacenamiento térmico [26].
Figura 5.5.: Adición de micro-capsulas con materiales de cambio de fase a paneles ligeros de construcción. Gráfico tomado de la referencia 25.
93
3.5. REFERENCIAS
[1] Marco Semadeni, Energy storage as an essential part of sustainable energy systems: A review on applied energy storage technologies. CEPE Working Paper No. 24, May 2003.
[2] Bruno Scrosati, Jürgen Garche, Lithium batteries: Status, prospects and future. Journal of Power Sources 195 (2010) 2419–2430.
[3] Lithium lowdown, Peter Wray. American Ceramic Soceity Bulletin, Vol 88, No 7.
[4] Mathew Werber, Michael Fischer, Peter V. Schwartz, Batteries: Lower cost than gasoline. Energy Policy 37 (2009) 2465–2468.
[5] Myounggu Park, Xiangchun Zhang, Myoungdo Chung, Gregory B. Less, Ann Marie Sastry, A review of conduction phenomena in Li-ion batteries. Journal of Power Sources 195 (2010) 7904–7929.
[6] Doron Aurbach, Yosef Talyosef, Boris Markovsky, Elena Markevich, Ella Zinigrad, Liraz Asraf, Joseph S. Gnanaraj, Hyeong-Jin Kim, Design of electrolyte solutions for Li and Li-ion batteries: a review. Electrochimica Acta 50 (2004) 247–254.
[7] S.K. Martha, E. Markevich, V. Burgel, G. Salitra, E. Zinigrad, B. Markovsky, H. Sclar, Z. Pramovich, O. Heik, D. Aurbach, I. Exnar, H. Buqa, T. Drezen, G. Semrau, M. Schmidt, D. Kovacheva, N. Saliyski, A short review on surface chemical aspects of Li batteries: A key for a good performance. Journal of Power Sources 189 (2009) 288–296.
[8] Jeffrey W. Fergus, Recent developments in cathode materials for lithium ion batteries. Journal of Power Sources 195 (2010) 939–954.
[9] K. Zaghib, P. Charest, M. Dontigny, A. Guerfi, M. Lagace, A. Mauger, M. Kopec, C.M. Julien, LiFePO4: From molten ingot to nanoparticles with high-rate performance in Li-ion batteries. Journal of Power Sources 195 (2010) 8280–8288.
[10] Hiroyuki Fujimoto, Development of efficient carbon anode material for a high-power and long-life lithium ion battery. Journal of Power Sources 195 (2010) 5019–5024.
[11] Bo Peng, Jun Chen, Functional materials with high-efficiency energy storage and conversion for batteries and fuel cells. Coordination Chemistry Reviews 253 (2009) 2805–2813.
[12] J. Vetter, P. Novak, M.R. Wagner, C. Veit, K.-C. Moller, J.O. Besenhard, M. Winter, M. Wohlfahrt-Mehrens, C. Vogler, A. Hammouche, Ageing mechanisms in lithium-ion batteries. Journal of Power Sources 147 (2005) 269–281.
[13] Sébastien Patoux, Lise Daniel, Carole Bourbon, Hélène Lignier, Carole Pagano, Frédéric Le Cras, Séverine Jouanneau, Sébastien Martinet, High voltage spinel oxides for Li-ion batteries: From the material research to the application. Journal of Power Sources 189 (2009) 344–352.
[14] Xifei Li, Abirami Dhanabalan, Kevin Bechtold, Chunlei Wang, Binder-free porous core–shell structured Ni/NiO configuration for application of high performance lithium ion batteries. Electrochemistry Communications 12 (2010) 1222–1225.
94
[15] Byoungwoo Kang and Gerbrand Ceder, Battery materials for ultrafast charging and discharging. Nature letters Vol. 458 12 March 2009.
[16] Peter Bäuerlein, Christina Antonius, Jens Löffler, Jörg Kümpers, Progress in high-power nickel–metal hydride batteries. Journal of Power Sources 176 (2008) 547–554.
[17] M.A. Fetcenko, S.R. Ovshinsky, B. Reichman, K. Young, C. Fierro, J. Koch, A. Zallen, W. Mays, T. Ouchi. Recent advances in NiMH battery technology. Journal of Power Sources 165 (2007) 544–551.
[18] Xiangyu Zhao, Liqun Ma, Recent progress in hydrogen storage alloys for nickel/metal hydride secondary batteries. International journal of hydrogen energy 34 (2009) 4788 – 4796.
[19] G. Principi, F. Agresti, A. Maddalena, S. Lo Russo, The problem of solid state hydrogen storage. Energy 34 (2009) 2087–2091.
[20] Andreas Züttel, Hydrogen storage methods. Naturwissenschaften (2004) 91:157–172.
[21] Billur Sakintuna, Farida Lamari-Darkrim, Michael Hirscher, Metal hydride materials for solid hydrogen storage: A review. International Journal of Hydrogen Energy 32 (2007) 1121 – 1140.
[22] B. Molinas, A.A. Ghilarducci, M. Melnichuk, H.L. Corso, H.A. Peretti, F. Agresti, A. Bianchin, S. Lo Russo, A. Maddalena, G. Principi, Scaled-up production of a promising Mg-based hydride for hydrogen storage. international journal of hydrogen energy 34 (2009) 4597–4601.
[23] Timothée L. Pourpoint, Varsha Velagapudi, Issam Mudawar, Yuan Zheng, Timothy S. Fisher, Active cooling of a metal hydride system for hydrogen storage. International Journal of Heat and Mass Transfer 53 (2010) 1326–1332.
[24] Liwu Fan, J.M. Khodadadi, Thermal conductivity enhancement of phase change materials for thermal energy storage: A review. Renewable and Sustainable Energy Reviews xxx (2010) xxx–xxx.
[25] Atul Sharma, V.V. Tyagi, C.R. Chen, D. Buddhi, Review on thermal energy storage with phase change materials and applications. Renewable and Sustainable Energy Reviews 13 (2009) 318–345.
[26] Murat M. Kenisarin, High-temperature phase change materials for thermal energy storage. Renewable and Sustainable Energy Reviews 14 (2010) 955–970.
[27] Frédéric Kuznik, Damien David, Kevyn Johannes, Jean-Jacques Roux, A review on phase change materials integrated in building walls . Renewable and Sustainable Energy Reviews xxx (2010) xxx–xxx.
[28] Andrés Felipe Macía, Jhon Camilo Parra, Farid Chejne, Análisis de un sistema de almacenamiento de energía térmica usando cloruro de magnesio hexa-hidratado. Rev. Fac. Ing. Univ. Antioquia N.° 51 pp. 34-43. Febrero, 2010.
[29] Xiong Wen Lou, Lynden A. Archer, and Zichao Yang, Hollow Micro-/Nanostructures: Synthesis and Applications. Adv. Mater. 2008, 20, 3987-4019.
95
[30] M.L. Schmitt, J.E. Shelby and M.M. Hall, Preparation of hollow glass microspheres from sol–gel derived glass for application in hydrogen gas storage. Journal of Non-Crystalline Solids, Volume 352, Issues 6-7, 15 May 2006, Pages 626-631.
[31] D.K. Kohli, R.K. Khardekar, Rashmi Singh, P.K. Gupta, Glass micro-container based hydrogen storage scheme. International Journal of Hydrogen Energy 33 (2008) 417 – 422.
96
4. ENERGÍA: EFICIENCIA EN PROCESOS TÉRMICOS En razón de que la energía ahorrada es más valiosa que la energía generada, la demanda de tecnologías que permitan extender la eficiencia energética está en aumento. La presentación del panorama de los materiales cerámicos utilizados para incrementar la eficiencia de procesos térmicos se dividirá en tres líneas de acción, (i) Materiales, (ii) Proceso y (iii) aplicaciones y funcionalidad. Estas líneas de acción se desarrollaran para materiales cerámicos utilizados en, recubrimientos de alta temperatura, combustión en medios porosos y sensores de gas basados en óxidos metálicos semiconductores. En la línea de acción materiales, se presentan temas relacionados al control de las propiedades y la micro-estructura. En la línea de acción proceso, se presentan los principios de funcionamiento y las técnicas de manufactura. La línea de acción aplicaciones y funcionalidad, presenta aplicaciones y tendencias en investigación y desarrollo.
4.4. RECUBRIMIENTOS DE ALTA TEMPERATURA 4.4.1. REFRACTARIOS Los refractarios han permitido la utilización de procesos de alta temperatura en la producción de materiales desde la edad de bronce (i.e. desde hace 4000 años [1]). Las fuerzas que han impulsado el desarrollo de los refractarios, han sido el mejoramiento de los procesos de producción y el interés de las industrias productoras de materiales en incrementar la productividad; mediante campañas más largas a mayor temperatura. Esto requiere de compuestos refractarios con mejores propiedades termo-mecánicas y mayor resistencia a la corrosión [1]. En particular las necesidades de la industria del hierro y el acero han constituido la fuerza de desarrollo más importante; esta industria actualmente consume cerca del 65% de la producción mundial de refractarios, otros grandes consumidores de refractarios son los fabricantes de, vidrio, cemento y otros materiales cerámicos, con aproximadamente el 8% de la producción cada uno [3].
La arcilla (fire clay) fue el primer material refractario utilizado; mediante la adición de agua la arcilla era moldeada en forma de crisoles para fundir metales y vidrios [1]. El aumento del contenido de alúmina en la arcilla fue necesario para aumentar la refractoriedad del material [1]. Los refractarios derivados de arcillas son refractarios compuesto por aluminosilicatos, estos refractarios son de naturaleza acida, i.e. estables en ambientes de pH bajo (alta concentración de iones H+). Por lo cual eran capaces de contener relativamente bien metales fundidos y escorias acidas, características de los primeros procesos de producción de hierro y acero (i.e. convertidores tipo Bessemer y hornos ácidos a corazón abierto [1]).
El siguiente paso en la evolución de la producción de acero y por ende en la industria de los refractarios fue el desarrollo de procesos de naturaleza básica, esto creo la necesidad de refractarios adecuados para estas nuevas condiciones de operación [1]. Los ladrillos de dolomita calcinada (MgCO3-CaCO3) unidos con alquitrán aparentemente fueron utilizados por primera vez en 1878 cuando Sydney Gilchrist Thomas los utilizo para recubrir un convertidor tipo Bessemer experimental, la idea de Gilchrist era remover el fosforo de la fundición de hierro, favoreciendo la formación de un escoria de naturaleza básica [1].
97
Más tarde en 1889 Jhon Edgar Baker y George Billmeyer formaron la compañía que hoy se conoce como J.E. Baker; iniciando la producción industrial de ladrillos de dolomita calcinada en 1901 para hornos básicos de corazón abierto y luego (1914) para hornos de arco eléctrico (EAF). [1].
El periodo entre 1920 y 1930 se considera uno de los más relevantes en la investigación de refractarios; durante este periodo se construyeron los diagramas de fases para los sistemas (Al2O3-SiO2, Fe2O3-Al2O3, MgO-Al2O3-SiO2 y FeO-Al2O3-SiO2) más utilizados en la industria cerámica y se determinó la estructura cristalina de las arcillas, utilizando difracción de rayos-X [1].
Alrededor de 1930 los ladrillos de dolomita fueron remplazados por ladrillos de cromia-magnesia, este avance permito aumentar la temperatura de operación y el número de campañas, lo que aumento de forma importante la productividad de las compañías productoras de acero [1]. Con la introducción del horno básico de oxigeno (BOF) después de la segunda guerra mundial, se inició la utilización de refractarios compuestos por agregados de magnesia-dolomita-cromia, unidos por matrices de resinas derivadas del petróleo o vegetales. La función de la matriz además de unir los agregados era evitar la hidratación de la magnesia. Más tarde se descubrió que la adición de carbón aumentaba la vida útil del recubrimiento y se comenzó a adicionar grafito a la matriz de los refractarios utilizados en la producción de acero [1]. En los ladrillos oxido-carbón, el óxido aporta la resistencia a la oxidación y el carbón mejora la conductividad térmica, aumentando la resistencia a la fractura y la corrosión. El enlace de carbón que une los agregados en estos refractarios se forma in-situ una vez inicia la operación del horno [1]. En 1970 los japoneses introdujeron el uso de matrices producidas a partir de resinas fenólicas adicionadas con antioxidantes metálicos [1].
A finales de los 70´s el alemán Korf-Fuchs introdujo los paneles enfriados por agua para hornos de arco eléctrico (EAF) y el consumo de refractarios en hornos de arco eléctrico se redujo en un 75%. El panel enfriado permitía la solidificación de una capa de escoria que servía como refractario in-situ. Los hornos de arco eléctrico utilizan refractarios en: la parte central donde se insertan los electrodos de grafito se utiliza concreto de alta alúmina, el corazón se utiliza magnesia de alta densidad y MgO-C en la línea de la escoria. En la actualidad el 60% del acero se produce en hornos BOF el restante 40% en hornos EAF [1].
4.4.1.1. MATERIALES
COMPONENTES MICROESTRUCTURALES DE UN COMPUESTO REFRACTARIO
Para caracterizar la microestructura de un refractario es necesario determinar la estructura cristalina, la textura (i.e. la relación entre los agregados, los enlaces y la porosidad) y la morfología de las fases presentes. La microestructura básica de un refractario consiste en agregados y fases de enlace [3].
AGREGADOS
Los agregados utilizados en la manufactura de refractarios pueden ser producidos por sinterización o por fusión. Los agregados fundidos son más costosos debido a la alta temperatura de procesamiento, pero también son de mayor pureza. Los agregados sinterizados son más económicos y generalmente de menor densidad, pero contienen impurezas de degradan las propiedades del refractario a alta temperatura [3].
98
SINTERIZACIÓN
Los agregados sinterizados son generalmente producidos a partir de materias primas naturales como, arcillas, cuarzo, dolomita, grafito, bauxita, magnesita entre otros, mediante procesos relativamente simples de beneficio y calcinación/sinterización [3].
Los agregados relevantes producidos por sinterización son: magnesia, alúmina y óxidos tipo espinel (MgAl2O4 y MgCr2O4) [3]. Dentro de estos el más utilizado es la alúmina; la alúmina sinterizada se produce mediante la calcinación de la bauxita, este proceso produce granos de alúmina con impurezas de SiO2, TiO2 y Fe2O3 que facilitan la sinterización en fase liquida y la formación de enlaces entre los cristales de alúmina [3]. Los agregados de MgO se producen a partir de magnesita (MgCO3). Los agregados se magnesia se sinterizan mediante la adición de CaO, Fe2O3 o SiO2 para acelerar el crecimiento de grano y reducir el área disponible para la hidratación [3].
La frontera entre los agregados sinterizados y los fundidos la establece la alúmina tabular. Para producir alúmina tabular el óxido se calienta hasta 1925°C con el fin de crecer los granos de alúmina alfa; los granos de alúmina producidos (50-200 micrones) poseen buena conductividad térmica y porosidad interna (inhibidores de crecimiento de grietas), estas características hacen que tenga una alta resistencia al choque térmico, incluso superior a la de la alúmina fundida [1, 3].
FUSIÓN
El uso de los agregados cerámicos fundidos se ha aumentado de forma continua desde 1940 [1]. Los materiales típicos utilizados como agregados producidos por fusión son alúmina, mulita, magnesia y compuestos en base zirconia. La alúmina blanca se produce a partir de alúmina Bayer calcinada, mientras que la marrón se produce a partir de bauxita [1, 3].
Un caso especial, es el uso de bloques refractarios fundidos de Al2O3-ZrO2-SiO2 (AZS) y Al2O3 en tanques para fundición de vidrio. La microestructura de los bloques fundidos de AZS contienen estructuras casi eutécticas alargadas de Al2O3-ZrO2 y Al2O3, dendritas se zirconia y 10-20 vol% de fase vítrea compuesta de aluminio-silicatos y zirconia [1]. Los bloques fundidos de AZS son inicialmente fracturados por el cambio volumétrico (4%) asociado al cambio fase militar de la zirconia (tetragonal↔monoclinica) y la diferencia en el coeficiente de expansión térmica de los diferentes constituyentes [5]. Pero durante operación la fase vítrea es lo suficientemente viscosa (800-1200°C) para deformarse y acomodar el cambio de volumen y cerrar las fracturas. El límite inferior de la fluidez de la fase vítrea es muy importante, ya que si es demasiado baja puede ser extruida fuera del bloque [1].
FASES DE ENLACE
La fase de enlace en un refractario confiere la integridad estructural del componente final. La fase de enlace se forma a alta temperatura, a partir de la fase ligante utilizada para mantener los agregados en posición a baja temperatura o a partir de agregados finos mediante la adición de mineralizadores [1]. Las fases ligantes utilizadas en refractarios se pueden clasificar en: (i) minerales y (ii) carbonosas [1, 3].
FASE LIGANTE MINERAL
Los enlaces minerales pueden ser formados por materias primas naturales como la arcilla o sintéticas como el cemento.
99
Las fases de enlace naturales son basadas en aluminio-silicatos vítreos y cristalinos (mulita), derivados del tratamiento térmico de las arcillas (fase ligante). Los refractarios enlazados por alumino-silicatos son generalmente utilizados a baja temperatura (<1000°C) [1, 3].
Las fases ligantes sintéticas más utilizadas son los cementos. Los cementos forman uniones hidráulicas a temperatura ambiente mediante la adición de agua. Durante el tratamiento térmico las uniones hidráulicas son destruidas (250-500°C) para dar paso a la formación fases de enlace cerámicas (CaO-Al2O3-SiO2 ó CaO-Al2O3 según el tipo de cemento utilizado) entre los 1000-1200°C [1, 3].
FASE LIGANTE CARBONOSA
En los refractarios unidos por carbón, los agregados (MgO, Al2O3 o ZrO2) se mantienen unidos por una red carbonosa derivada de la descomposición de materiales ricos en carbón [3]. La formación del enlace de carbón ocurre generalmente in-situ; bajo condiciones de operación [1].
MINERALIZADORES
Los mineralizadores son básicamente polvos finos (< 45 micrones) y en algunos casos nanométricos; que se adicionan a una mezcla reactiva para asistir en la formación y/o la cristalización de otros compuestos durante la quema. Pueden funcionar de varias formas, (i) reduciendo la temperatura de formación de la fase de enlace, (ii) aumentando la estabilidad de la fase de enlace, (iii) acelerando la reacción en estado sólido o (iv) modificando la viscosidad y la tensión superficial de la fase liquida [1, 3, 4].
Una de las fases de enlace cerámico formada con la ayuda de mineralizadores, son los óxidos con estructura de espinel constituidos por magnesia y alúmina, e.g. la adición de B2O3 (mineralizador) a una mezcla de Al2O3-MgO (agregados finos) permite la disolución del óxido de magnesio y del óxido de aluminio formado fases liquidas de boro-aluminio y boro-magnesio, esto facilita el transporte de masa y media la formación de óxidos tipo espinel de MgAl2O4 que funcionan como fase de enlace [4]. El uso de compuestos de boro debe ser cuidadosamente controlado debido a que reducen la refractoriedad del material [4].
PROPIEDADES DE UN COMPUESTO REFRACTARIO
La principal fuente de debilidad en los compuestos refractarios es la desintegración de los agregados y la pérdida de cohesión entre la fase de enlace y el agregado; con el fin de maximizar la vida útil del compuesto refractario, las propiedades termo-mecánicas, el diseño microestructural y la resistencia a la corrosión deben ser optimizadas [1].
PROPIEDADES TERMO-MECÁNICAS
Las propiedades termo-mecánicas de mayor relevancia en compuestos refractarios son: (i) la refractoriedad, (ii) la conductividad térmica, (iii) el coeficiente de expansión térmica y (iv) la resistencia al choque térmico
La refractoriedad de un material se relaciona con el ablandamiento del material causado por la fusión de diversas fases dentro de un rango de temperatura [1]. La técnica utilizada para determinar la refractoriedad de un material fue diseñada por Clews y Green; esta técnica se conoce como cono pirométrico equivalente [1].
100
La conductividad térmica es una de las propiedades críticas de los refractarios, la razón es que un horno se pueden buscar uno de dos objetivos: (i) contener el calor estableciendo un gradiente térmico, para lo cual se requiere una baja conductividad térmica o (ii) removerlo de forma rápida, para lo cual se requiere una alta conductividad térmica [1]. Los esfuerzos internos afectan de forma crítica la durabilidad de un refractario; comúnmente, una parte importante de estos esfuerzos son generados por las diferencias entre coeficientes de expansión térmica de las fases presentes [3].
Los primeros trabajos relacionados con el daño causado por el choque térmico fueron realizados por Norton, el introdujo el termino desconchado (spalling), i.e. la perdida de fragmentos de un componente refractario causada por esfuerzos internos. Los esfuerzos internos pueden causados por cambios en la: temperatura, estructura o composición [1]. Para que un compuesto refractario sea resistente al choque térmico debe poseer una estructura relativamente flexible, baja densidad de macro-defectos, bajo coeficiente de expansión térmica y alta conductividad térmica [1].
DISEÑO MICROESTRUCTURAL
Existen dos acercamientos al diseño microestructural de los materiales refractarios: (i) diseñar para que el material este tan cerca al equilibrio como sea posible, con el fin de evitar cambios durante su uso a alta temperatura y (ii) diseñar microestrcuturas que se alteren durante el uso mediante la reacción entre los componentes del refractario o por la reacción de los componentes con el contenido del horno [2].
DISEÑO DE EQUILIBRIO
En un principio los refractarios fueron diseñados y manufacturados para estar los más cerca al equilibrio termodinámico posible, con el fin de limitar los cambios durante la operación. Los problemas relacionados con este acercamiento son, (i) las condiciones de operación cambian de manera local y (ii) el uso a alta temperatura implica que el sistema tiende continuamente al equilibrio local durante el uso [2].
DISEÑO FUERA DEL EQUILIBRIO
En la actualidad se realizan adiciones que reaccionan bajo condiciones de operación y generan efectos que aumentan la vida útil del recubrimiento, este desarrollo a su vez aumenta la rentabilidad de las empresas de refractarios, pues el cliente es el que paga por el tratamiento térmico de alta temperatura [1, 2].
Los refractarios fuera de equilibrio son realmente compuestos en los que cada componente tiene una función determinada; por ejemplo en refractarios oxido-carbón, el óxido confiere la resistencia a la oxidación y la refractoriedad; mientras el grafito mejora la conductividad térmica y evita que la escoria fundida moje el refractario. Debido a que el óxido y el grafito pueden reaccionar a alta temperatura, una tercera fase es requerida para unirlos, esta función la cumple el carbón derivado de la pirolisis del ligante utilizado (resina) [3].
Una de las principales ventajas de los refractarios oxido-carbón es la posibilidad de utilizar diferentes tipos de agregado en diferentes partes de un mismo componente, e.g. los refractarios oxido-carbón utilizados durante la solidificación continua de acero utilizan agregados de MgO o ZrO2 en las regiones de alto desgaste y Al2O3 en el resto [3].
101
Además de los componentes básicos mencionados (i.e. oxido-grafito-resina), dos tipos de aditivos antioxidantes son comúnmente utilizados en refractarios oxido-carbón, los metales/aleaciones (Al, Si, Mg, Al/Si, Al/Mg …) y compuestos en base a calcio o boro (B4C, CaB6, ZrB2, SiB6…); estos dos tipos de aditivos trabajan de formas distintas [2, 3]. Los metales/aleación actúan como agentes reductores previniendo la oxidación de los enlaces de carbón o formando enlaces cerámicos que mejoran la resistencia mecánica a alta temperatura. Los compuesto de boro, bloquean los poros abiertos mediante la formación de fases liquidas reduciendo la oxidación de los enlaces de carbón, el problema es que la formación de fase liquida reduce la resistencia mecánica del refractario [3].
En años recientes los refractarios MgO-C han sido investigados debido a su alta resistencia al choque térmico y a la corrosión, para su aplicación en la industria del acero (convertidores, hornos de arco eléctrico, crisoles…). Estos refractarios están compuestos por más de 80% en peso de MgO, entre 10-15% de grafito y aditivos antioxidantes [6]. Los refractarios MgO-C forman óxidos tipo espinel (MgAl2O4) durante el uso, esta producción in-situ está acompañada de una expansión volumétrica, que reduce el volumen de poros y mejora las propiedades del refractario [6]. La formación de óxidos tipo espinel (MgAl2O4) depende en gran medida del tamaño de partícula y la reactividad de la magnesia y la alúmina. La adición de alúmina reactiva reduce la temperatura de formación de MgAl2O4 de 1450°C a 1300°C. En comparación con la adición de aluminio, la adición de alúmina mejora el enlace cerámico y la refractoriedad del material [6, 7].
RESISTENCIA A LA CORROSIÓN
La degradación de los refractarios es un fenómeno complejo mediado principalmente por interacciones solido-liquido o solido-gas. Estas interacciones involucran, desgaste químico (corrosión) y desgaste físico (erosión y abrasión) a alta temperatura [1]. Por lo tanto para entender los mecanismos de degradación de los refractarios es necesario examinar de manera conjunta la microestructura del refractario, las propiedades de la fase liquida/gaseosa y las interacciones entre las dos fases a alta temperatura [1].
CORROSIÓN POR INTERACCIÓN SOLIDO-LIQUIDO
Generalmente los refractarios no son corroídos por metales fundidos, pero existen dos excepciones importantes, la reducción de refractarios compuestos por aluminio-silicatos por aluminio fundido y el manganeso adicionado a ciertos aceros. [1] La corrosión de los refractarios utilizados en hornos por escoria o vidrio fundido son de interés en la manufactura de productos como: el acero, el vidrio o el cemento [4]. La corrosión de refractarios por escoria y vidrio fundido involucra procesos de penetración y disolución.
PENETRACIÓN
El proceso de penetración del líquido (escoria o vidrio fundido) está determinado por la composición y la estructura de la fase de enlace, e.g. la escoria fundida no moja los refractarios carbón-oxido, esta característica nos indica que la escoria no penetra fácilmente vía poros abiertos, pero no nos dice nada del proceso de disolución [1, 4].
DISOLUCIÓN
El proceso de disolución está determinado por las características de la fase liquida, en especial la composición y la viscosidad local y el producto de la reacción liquido-refractario [1, 4]. Es proceso puede ser directo o indirecto [2].
102
Cuando el producto de la reacción es soluble en la fase liquida el proceso de disolución es directo (corrosión activa), este proceso genera una degradación rápida del refractario. La corrosión activa puede ser controlada mediante la manipulación de la composición local de la escoria por medio de adiciones que pueden ser parte del refractario o la escoria [1].
El proceso de disolución directo es controlado por la cinética de la reacción en la interfase escoria/refractario o por la tasa de transporte difusivo de los productos de reacción en la fase liquida, lejos de la interfase escoria/refractario [3]. Cuando el producto no es soluble en la fase liquida el proceso de disolución es indirecto y crea una barrera impermeable que previene el avance del proceso de disolución y penetración de forma efectiva (corrosión es pasiva). En contraste con la disolución directa, la disolución indirecta es controlada por el transporte difusivo de especies a través la interfase solida formada entre el refractario y la escoria [3].
La presencia de cationes (Ca y Fe) en la fase liquida puede acelerar la disolución del refractario, estos cationes de alta movilidad se ubican en la interfase liquido/solido, por lo cual la composición local del líquido es la realmente importante [4]. Por lo tanto es importante que el refractario tenga la habilidad de acomodar estos cationes mediante solución solida; esto le permite modificar el carácter agresivo del líquido en la interfase liquido/solido [2]. Los agregados de magnesia, mulita, espinel, frosterita y alúmina tienen la capacidad de: (i) incorporar cationes fluidizantes (Ca y Fe) en su estructura a la temperatura de operación, lo que reduce la viscosidad de la escoria y la hace menos penetrante o (ii) de reaccionar con la escoria para formar capas protectoras.
CORROSIÓN POR INTERACCIÓN SOLIDO GAS
Los principales casos de corrosión por interacciones refractario gas son (i) La corrosión por CO en refractarios que contienen óxidos de hierro (Fe2O3), (ii) la hidratación de refractarios que contienen CaO y MgO y (iii) La corrosión por KCl, aluminatos de sodio y NaCl en la industria del vidrio [1]
4.4.1.2. PROCESO
Los refractarios son materiales compuestos usados en grandes volúmenes en ambientes extremos y usualmente corrosivos, como recubrimientos para hornos y otras aplicaciones en las que la propiedades termo-químicas y termo-mecánicas son criticas [2, 3]. Estos materiales pueden ser: preformados como los ladrillos o no-preformados como los concretos y fibras. Los refractarios de baja masa térmica fabricados a partir de fibras se conocen como aislantes [3].
REFRACTARIOS PREFORMADOS
Los refractarios preformados son fabricados a partir de mezclas de polvos que combinan diferentes tipos de materiales, e.g. óxidos metálicos, grafito, aleaciones metálicas, resinas… [3]. Los polvos utilizados tienen una distribución de tamaño amplia, lo que permite un alto nivel de empaquetamiento; de esta forma la mayor parte de la densificación ocurre durante el proceso de conformación, a diferencia de lo que ocurre en la mayoría de los cerámicos, donde la mayor parte de la densidad se obtiene durante el proceso de sinterización.
Las técnicas de conformado utilizadas son la compactación en seco y la extrusión; una vez conformados, los refractarios en verde pueden llegar a densidades del 85%. [1, 3]. Debido a que la mayoría de la densificación se logra antes de la quema, la finalidad de la sinterización en compuestos refractarios es crear una fase de unión para mejorar la resistencia mecánica.
103
En refractarios preformados, la fracción más fina y reactiva en la fase de unión reacciona para unir los agregados; esto aumenta la resistencia mecánica pero también introduce esfuerzos residuales que pueden crear (micro)grietas en el material. La generación de esfuerzos se debe principalmente a los diferentes coeficientes de expansión térmica de las fases presentes [3]. Las micro-grietas de tamaño menor al tamaño crítico, evitan de forma efectiva la propagación de las grietas aumentando la resistencia a la fractura y al choque térmico [3].
Los bloques refractarios también pueden ser producidos por fundición utilizando hornos de arco eléctrico (EAF), vertiendo el cerámico fundido en moldes de grafito y enfriando de manera controlada por varios días. Este proceso permite formar estructuras similares a las obtenidas en componentes metálicos fundidos. La solidificación del material fundido genera una estructura compuesta por granos (mm) con bajos niveles de porosidad e interconectados por una fase vítrea. Los bloques refractarios fundidos son utilizados en aplicaciones que requieren resistencia extrema a la corrosión [3].
REFRACTARIOS NO-preformados
Los refractarios no-preformados, incluyen: suspensiones (concretos), mezclas viscosas y mezclas plásticas. Una vez instalado y quemado el refractario monolítico adquiere una estructura de grano-enlace, donde el nivel de porosidad es generalmente mayor al de los refractarios pre-formados [3].
CONCRETOS REFRACTARIOS
Briebach clasifico los concretos refractarios en cuatro grupos, (i) cementos tipo portland, (ii) cemento fondu (la materia prima se funde completamente), (iii) cementos con contenido de alúmina < 70% y (iv) cementos con contenido de alúmina mayor al 70% [1]. La tendencia en concretos refractarios es a reducir el contenido y a mejorar la dispersión de material cementante (menor requerimiento de agua), con la finalidad de facilitar el secado y reducir la porosidad (aumenta la resistencia mecánica y la escoria). En la actualidad se utilizan concretos de bajo cemento (8-15%) y concretos de ultra bajo contenido de cemento (<1%) [1].
La utilización de materiales cementantes permite que los refractarios sean conformados durante su instalación y/o en geometrías complejas [3]. Las tecnología de instalación más utilizada es el concreto instalado por aspersión en húmedo, En esta técnica el control de la reología es importante, debido a que la mezcla debe fluir a través de una manguera desde el mezclador hasta la boquilla, en donde es aspersando con aire a presión, la mezcla una vez aplicada debe permanecer en su lugar [1]. Una vez instalado, el concreto refractario se trata térmicamente.
AISLANTES
Los refractarios de baja masa térmica (alta porosidad), como los manufacturados a partir de fibras (mantas) se conocen como aislantes [3]. En este tipo de refractario el control de la porosidad es la clave para determinar la permeabilidad y la conductividad térmica [3].
104
4.4.1.3. APLICACIONES Y FUNCIONALIDAD
APLICACIONES
PRODUCCIÓN DE ACERO
Uno de los avances más significativos en la industria de los refractarios para la producción de acero fueron los ladrillos con alta conductividad MgO-C. En la actualidad estos refractarios resisten campañas de entre 10-15 años [1]. La durabilidad de los ladrillos MgO-C se debe a la formación de una capa densa de magnesia en la superficie del refractario durante la operación. Esta capa se forma por la disociación del óxido de magnesio en el interior del refractario debido a la alta temperatura y la baja presión parcial del oxígeno, el gas de Mg se difunde hacia la superficie del refractario donde la presión parcial de oxigeno es más alta y se oxida formado la capa protectora previamente mencionada [1].
PRODUCCIÓN DE CEMENTO.
Los refractarios utilizados en los hornos cortos de cemento se dividen en dos zonas, la zona de carga, la zona de transición y sinterización. Los refractarios de la zona de carga deben tener alta resistencia a la abrasión y generalmente se utilizan ladrillos o concretos de alta alúmina, en la zona de transición y sinterización se utilizan refractarios básicos con agregados de magnesia-alúmina, Magnesia-zirconia o Magnesia-CaO-zirconia que reaccionan con las fases liquidas en el clinker para formar una capa protectora in-situ generalmente compuesta por CaO-Al2O3 [1].
PRODUCCIÓN DE VIDRIO
Los refractarios utilizados en los tanques de vidrio fundido son bloques fundidos de Al2O3-ZrO2-SiO2 (AZS). La alta resistencia a la corrosión de los bloque de AZS está relacionada con la micro-estructura, la baja permeabilidad y la disolución de alúmina. La disolución de alúmina crea una capa viscosa en la superficie del recubrimiento, reduciendo la solubilidad de la zirconia en la interfase liquido/solido [1]. Para la fabricación de vidrios de boro-silicato el refractario utilizado para el recubrimiento del tanque es zirconia [1].
En los hornos regenerativos (F. Siemens 1750) los gases de combustión se pasan a través de una estructura refractaria de alta masa, que almacena parte del calor transportado por los gases de combustión; cada veinte minutos el flujo cambia de dirección y la energía almacenada es transmitida al aire de combustión. Los refractarios utilizados deben tener alta resistencia a la corrosión, alta conductividad y capacidad térmica, y resistencia al choque térmico [1]. Un intercambiador regenerativo moderno tiene tres secciones, (i) la sección alta temperatura, (ii) la sección media y (iii) la sección de baja temperatura. La sección de alta temperatura utiliza bloques de magnesia con uniones de MgAl2O4, mientras en las secciones de media y baja temperatura los bloques son de frosterita (Mg2SiO4) o magnesia con uniones de frosterita [1].
OTROS PROCESOS
Los refractarios de SiC son utilizados en incineradores de basura y los refractarios de AZS en unidades petroquímicas de craqueo [1].
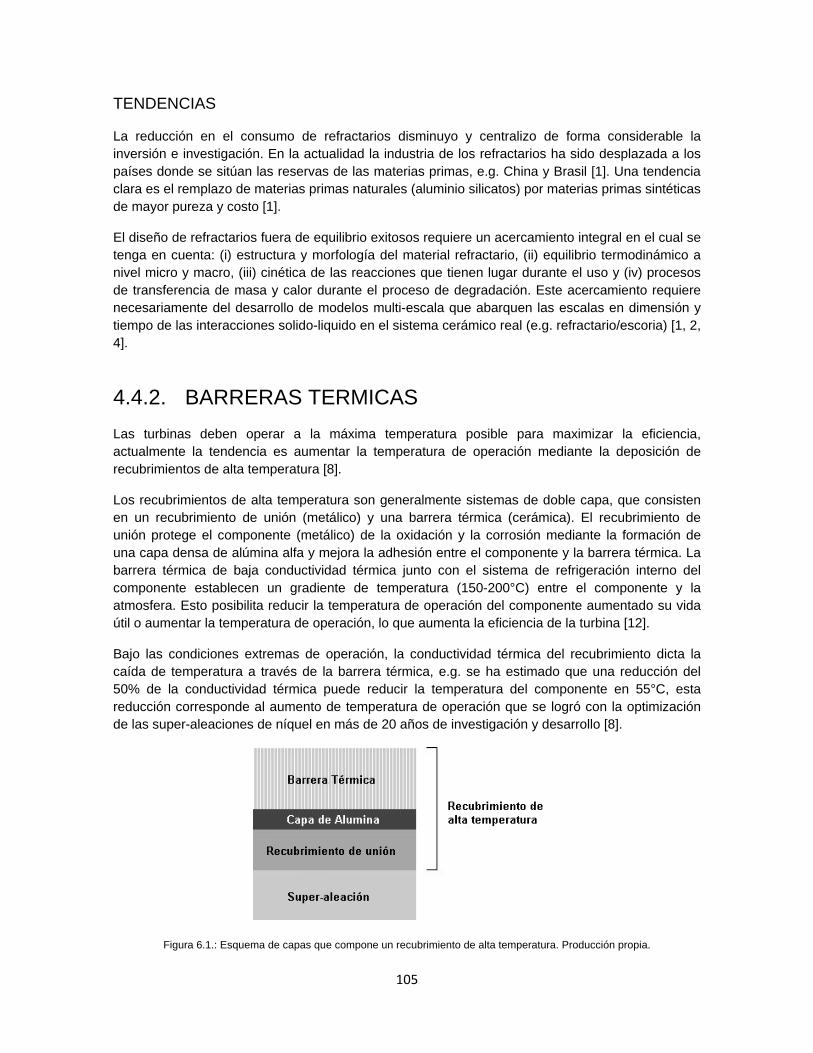
105
TENDENCIAS
La reducción en el consumo de refractarios disminuyo y centralizo de forma considerable la inversión e investigación. En la actualidad la industria de los refractarios ha sido desplazada a los países donde se sitúan las reservas de las materias primas, e.g. China y Brasil [1]. Una tendencia clara es el remplazo de materias primas naturales (aluminio silicatos) por materias primas sintéticas de mayor pureza y costo [1].
El diseño de refractarios fuera de equilibrio exitosos requiere un acercamiento integral en el cual se tenga en cuenta: (i) estructura y morfología del material refractario, (ii) equilibrio termodinámico a nivel micro y macro, (iii) cinética de las reacciones que tienen lugar durante el uso y (iv) procesos de transferencia de masa y calor durante el proceso de degradación. Este acercamiento requiere necesariamente del desarrollo de modelos multi-escala que abarquen las escalas en dimensión y tiempo de las interacciones solido-liquido en el sistema cerámico real (e.g. refractario/escoria) [1, 2, 4].
4.4.2. BARRERAS TERMICAS Las turbinas deben operar a la máxima temperatura posible para maximizar la eficiencia, actualmente la tendencia es aumentar la temperatura de operación mediante la deposición de recubrimientos de alta temperatura [8].
Los recubrimientos de alta temperatura son generalmente sistemas de doble capa, que consisten en un recubrimiento de unión (metálico) y una barrera térmica (cerámica). El recubrimiento de unión protege el componente (metálico) de la oxidación y la corrosión mediante la formación de una capa densa de alúmina alfa y mejora la adhesión entre el componente y la barrera térmica. La barrera térmica de baja conductividad térmica junto con el sistema de refrigeración interno del componente establecen un gradiente de temperatura (150-200°C) entre el componente y la atmosfera. Esto posibilita reducir la temperatura de operación del componente aumentado su vida útil o aumentar la temperatura de operación, lo que aumenta la eficiencia de la turbina [12].
Bajo las condiciones extremas de operación, la conductividad térmica del recubrimiento dicta la caída de temperatura a través de la barrera térmica, e.g. se ha estimado que una reducción del 50% de la conductividad térmica puede reducir la temperatura del componente en 55°C, esta reducción corresponde al aumento de temperatura de operación que se logró con la optimización de las super-aleaciones de níquel en más de 20 años de investigación y desarrollo [8].
Figura 6.1.: Esquema de capas que compone un recubrimiento de alta temperatura. Producción propia.
106
4.4.2.1. MATERIALES
BARRERA TÉRMICA
Durante esta última década la YSZ fue identificada como un material de buen desempeño para la fabricación de barreras térmicas, razón por la cual ha sido el material estándar durante los últimos 30 años [8, 10, 12]. En términos de técnicas de deposición dos tecnologías han sido desarrolladas ampliamente, la evaporación con haz de electrones y la aspersión por plasma. Las barreras térmicas depositadas utilizando la evaporación con haz de electrones están constituidas por columnas. Este tipo de barreras son utilizadas principalmente en los álabes con mayor carga termo-mecánica de las turbinas de avión. Las barreras depositadas por aspersión con plasma, de menor costo pero mayor rigidez; son utilizadas en componentes estáticos (e.g. la cámara de combustión), aunque en turbinas estacionarias de generación eléctrica este tipo de recubrimiento ha sido utilizado en los álabes [12].
La barrera térmica debe estar diseñada para resistir el estrés térmico causado por los continuos ciclos de calentamiento y enfriamiento; esta capacidad de acomodar las deformaciones es típicamente introducida a la barrera térmica mediante porosidad estructural. Otro requerimiento es que el material no debe presentar cambios de fase durante los ciclos térmicos, ya que generalmente los cambios de fase están acompañados por cambios de volumen que reducen la vida cíclica de la barrera [8]. Los materiales prácticos para la producción de barreras térmicas también deben ser resistentes a la erosión y a la oxidación, por lo cual los materiales utilizados son óxidos metálicos tenaces [8].
Otro requerimiento, menos obvio pero igualmente importante es que la barrera térmica debe ser termodinámicamente compatible con el óxido formado durante la oxidación del recubrimiento de unión. Los recubrimientos de unión son aleaciones con la habilidad de formar capas densas de Al2O3 bajo las condiciones de operación de la turbina. Esto sugiere que la barrera térmica debe ser compatible con la alúmina, sin embargo barreras térmicas de doble capa pueden ser manufacturadas de tal forma que la capa interior sea compatible con la alúmina y la capa externa provea la protección al ambiente de alta temperatura [8].
Las barreras térmicas también deben ser resistentes a la corrosión. La YSZ puede ser desestabilizada por productos de combustión, formados por mugre en el combustible o polvo en el flujo de aire de combustión, por lo tanto afecta tanto a aeroturbinas como a turbinas estacionarias. El origen de esta desestabilización es la interacción a alta temperatura entre YSZ y los depósitos fundidos de calcio-magnesio-alumino-silicatos (CMAS) [13].
La mayoría de estudios realizados en el taque por CMAS, han determinado que la falla ocurre por la penetración del líquido en el cerámico poroso y su posterior solidificación, i.e. durante el enfriamiento, el líquido (CMAS) se solidifica generando esfuerzos en la barrera térmica por la diferencia de coeficientes de expansión, este aumento de esfuerzos conlleva a la formación y crecimiento de grietas durante el ciclo térmico.
El análisis de barreras térmicas de YSZ atacadas por depósitos de CMAS, muestra que los cationes de Ca2+ en el líquido penetran la barrera de YSZ, lo que conlleva a: (i) aumentar la estabilidad de la fase cubica de YSZ, (ii) expansión en volumen de la capa de YSZ y (iii) un cambio en la distribución de los esfuerzos residuales en la barrera térmica.
107
La composición del depósito de CMAS en la interfase deposito/barrera y dentro de los poros de la barrera es diferente a la composición volumétrica del depósito y contiene una cantidad importante de anhidrita (CaSO4). La estabilidad térmica y química de la anhidrita respecto a YSZ y al depósito de CMAS, indica de la anhidrita puede ser utilizada como barrera ambiental para proteger la barrera térmica del ataque por CMAS [13].
RECUBRIMIENTO DE UNIÓN
La capa de óxido que crece sobre en el recubrimiento de unión, actúa como barrera de difusión, limitando la penetración del oxígeno. Para temperaturas de operación hasta 900°C, las aleaciones formadoras de óxido de cromo son las más utilizadas, por encima de los 900°C se utilizan aleaciones formadoras de alúmina [9].
Además de generar una capa de alúmina densa y fuertemente adherida, el recubrimiento de unión debe tener los siguientes atributos: (i) resistencia a la inter-difusión con la super-aleación, (ii) mínima diferencia de coeficiente expansión térmica con el substrato, (iii) resistencia al creep y (iv) adecuada ductilidad [10].
A la temperatura de interés 1000-1125°C el crecimiento de la capa de alúmina alfa está dada por la interdifusion de oxígeno y aluminio a lo largo de las fronteras de los granos de alúmina. Por lo tanto el flujo de difusión y por ende la tasa de crecimiento de la capa de óxido está dictada por el tamaño de grano de la alúmina [10]. Durante el enfriamiento los esfuerzos de compresión aumentan drásticamente, debido a diferencias entre los coeficientes de expansión entre la capa de óxido y el substrato. Por lo cual así la capa de óxido protector sea delgada (5-6 micrones) al final de la vida útil del recubrimiento, la energía almacenada por unidad de área es alta y contribuye substancialmente a la delaminación en la interface oxido/recubrimiento de unión [10].
La capa protectora de alúmina tiene la capacidad de reformarse bajo las condiciones de operación de la turbina. El oxígeno en los gases de combustión reacciona con el aluminio en el recubrimiento de unión para formar una capa protectora de óxido, esta capa tiene la capacidad de reformase mientras la aleación sea capaz de proveer el aluminio requerido. Este efecto de regeneración es claramente observado durante ciclos térmicos; durante el enfriamiento la diferencia en los coeficientes de expansión genera esfuerzos que causan el desconchado de la capa de alúmina y durante el calentamiento subsecuente, la capa protectora es regenerada en las aéreas afectadas. El consumo continuo de aluminio relacionado con la regeneración de la capa protectora de alúmina, reduce de forma constante el contenido de aluminio en la capa de unión, lo que reduce la capacidad de regeneración constantemente, una vez el reservorio se agota se forman óxidos con menor capacidad de protección y la capa de unión de oxida internamente, deteriorando las propiedades del recubrimiento de alta temperatura [11].
CONDUCTIVIDAD TERMICA
De forma sorprendente la investigación experimental de la conductividad térmica (medida del flujo de calor en un gradiente de temperatura dado) a alta temperatura ha sido evadida desde el trabajo de Kingery et. al. Ellos midieron la conductividad de diversos óxidos metálicos (simples y mixtos) en función de la temperatura y estudiaron los efectos de la porosidad. A su vez demostraron que, la conductividad térmica de la mayoría de los óxidos decrece con 1/T, en concordancia con la conductividad térmica controlada por procesos de dispersión inelástica de fonones.
108
Sin embargo encontraron tres óxidos con estructura de fluorita para los cuales la conductividad térmica a alta temperatura era independiente de la temperatura, YSZ, UO2 y ThUO2. El óxido de zircón sin estabilizar presenta la misma dependencia 1/T [8].
Una característica importante de la conductividad térmica a alta temperatura, es que en contraste con la conductividad térmica a baja temperatura es independiente de la presencia de defectos como, dislocaciones o campos de deformación asociados con inclusiones. Esto se debe a que estos defectos afectan el transporte de los fonones en escalas mayores al espacio entre átomos, por lo tanto las mediciones de conductividad térmica a baja y media temperatura no son una guía adecuada para intuir la conductividad térmica a alta temperatura [8].
OXIDO DE ZIRCÓN ESTABILIZADO CON ITRIO
La selección inicial del YSZ como barrera termia se basó en el hecho de que la zirconia era uno de los pocos óxidos refractarios que podía ser depositado mediante aspersión por plasma. La identificación de la itria como estabilizador óptimo, siguió tras una serie de pruebas bajo ciclos térmicos [8]. La alta concentración de defectos de punto en la YSZ cambia los modos de vibración de la red en comparación con el ZrO2, reduciendo su conductividad térmica mientras permanece cristalino [8].
Con la tendencia a aumentar la temperatura de operación, el YSZ está llegando a su límite de funcionalidad debido a la sinterización y transformaciones de fase de la estructura meta estable a alta temperatura [12]. En exposiciones prolongadas a elevada temperatura la YSZ se descompone en dos fases una con alto contenido de itria y otra con bajo contenido de itria. La fase con bajo contenido de itria se transforma de tetragonal a monoclínica durante el enfriamiento. El cambio de volumen degrada la durabilidad de la barrera térmica. El límite máximo de temperatura de operación aceptado es 1200°C. Además de la limitada estabilidad a alta temperatura, la sinterización reduce la tolerancia de la barrera térmica a la deformación, lo que reduce la vida útil del recubrimiento de alta temperatura [12]
Una opción para aumentar la estabilidad térmica son los óxidos ternarios de ZrO2-YO2-TaO2, en estos óxidos las composiciones son inmunes a la separación de fases hasta 1500°C y tenacidad comparable a la de YSZ [8]. Esta estrategia podría ser conjugada con otra técnica ya probada para la reducción de la conductividad térmica en YSZ. La técnica de reducción de conductividad consiste en el dopaje de YSZ con diferentes cationes de tierras raras; el dopaje conlleva a la formación de clústeres de dopantes que pueden reducir la conductividad térmica hasta en un 40%. Los sistemas estudiados están compuestos por ZrO2-Y2O3-(Nd2O3, Gd2O3, Sm2O3, Yb2O3, Sc2O3) [12].
ÓXIDOS ALTERNATIVOS
ÓXIDOS CON ESTRUCTURA DE PIROCLORO
Para aplicaciones a temperaturas superiores a 1300°C, materiales con estructura de pirocloro A2B2O7 ofrecen propiedades comparables a las de la YSZ a menor temperatura; en especial la menor conductividad térmica y la excelente estabilidad térmica de ciertos zirconatos.
Estas propiedades están posiblemente relacionadas con el hecho de que los cationes tienen una posición fija en este tipo de estructura cristalina [12]. Dentro de los óxidos con estructura de pirocloro más interesantes para su utilización como barrera térmica están: Ln2Zr2O7, La2Hf2O7, Gd2Hf2O7 y La2Ce2O7 [8, 12].
109
El Ln2Zr2O7 es uno de los más promisorios para producción de barreras térmicas, debido a su baja conductividad térmica, alta estabilidad térmica (2000°C) y baja tendencia a la sinterización. El problema es el bajo coeficiente de expansión térmica, lo cual tiende a aumentar los esfuerzos generados durante el ciclo térmico. Esto podría estar directamente relacionado a la baja vida cíclica presentada por barreras térmicas de Ln2Zr2O7.
Una forma de aumentar la vida cíclica es depositar barreras térmicas de doble capa, la capa externa de Ln2Zr2O7 y la interna de YSZ. Los estudios de estabilidad química en estructuras de doble capa La2Zr2O7-YSZ han demostrado que no existe reacción a temperaturas por debajo de 1250°C, lo que indica una buena estabilidad química del sistema [12]. De hecho las barreras térmicas con esta estructura manufacturada mediante aspersión con plasma (Jülich) pueden extender la temperatura de operación 100°C. La complicación es que durante la aspersión con plasma de zirconatos se pierde La2O3, lo que genera un fase contamínate de zirconia no estabilizada [12].
Otra limitación de YSZ es la degradación por penetración de CMAS (calcio-magnesio-alumino-silicato). El ataque por CMAS es comúnmente observado en aero-turbinas, por depósitos de arena que se funden y penetran la barrera térmica, durante el enfriamiento los depósitos líquidos se solidifican entre los poros de la barrera térmica reduciendo la tolerancia a la deformación. Los óxidos de Gd2Zr2O7 pueden aumentar la temperatura de cristalización del silicato, debido a que la cinética de reacción y la de re-cristalización son competitivas con la penetración, esta última es efectivamente reducida. Los problemas con el Gd2Zr2O7 es la baja tenacidad y la incompatibilidad con la capa de alúmina formada por el recubrimiento de unión, El problema de incompatibilidad se puede solucionar depositando una barrera de difusión (e.g. YSZ) entre la barrera térmica y el recubrimiento de unión [10, 12].
ÓXIDOS CON ESTRUCTURA DE PEROVSKITA
Las perovkistas son óxidos con estructuras rígidas tipo ABO3, la ventaja de los óxidos con esta estructura es que pueden acomodar una gran variedad de iones de alta masa atómica en solución sólida y la mayoría son estables a alta temperatura [8, 12].
Dentro de los zirconatos con estrctura de perovskita que se han propuesto como remplazo de YSZ, están BaZrO3, SrZrO3, CaZrO3. El BaZrO3 posee alto punto de fusión, pero baja estabilidad química y térmica lo que reduce vida útil de la barrera térmica, El SrZrO3, presenta transformación de fase a 730°C, la estructura puede ser estabilizada con Gd o Yb. El CaZrO3, tiene un punto de fusión menor que el YSZ y menor conductividad térmica [12]. Otra opción estudiada es la perovskita laminada de BaLa2Ti3O10, este material posee una baja conductividad térmica debido a fases con enlaces débiles que existen entre planos de óxidos rígidos [12].
HEXA-ALUMINATOS
Los hexaaluminatos de lantano poseen un alto punto de fusión, alto coeficiente de expansión térmica, baja conductividad térmica, buena resistencia a la sinterización y estabilidad estructural hasta los 1800°C, la composición nominal de este tipo de óxido es (La, Nd)MAl11O19, donde M puede ser Mg, Mn, Zn, Cr, Sm, Li, entre otros. Dentro de los óxidos de este tipo, el más estudiado para aplicación en barreras térmica es LaMgAl11O19. El LaLiAl11O19 se comenzó a estudiar solo recientemente [12].
110
4.4.2.2. PROCESO
DESEMPEÑO Y DURABILIDAD
Para diseñar recubrimientos de alta temperatura con la capacidad de sobrevivir ciclos térmicos extremos la relación entre las deformaciones de las diferentes capas deben ser entendidas y controladas. Estas deformaciones son causadas por las diferencias en los coeficientes de expansión térmica, las transformaciones de fase y la interdifusion. Las deformaciones, generan esfuerzos residuales durante los ciclos térmicos que limitan la durabilidad del recubrimiento.
La diferencia entre coeficientes de expansión térmica es de menor importancia en la barrera térmica, pues consiste en una capa de porosidad controlada fácilmente deformable, la función de la barrera térmica es aislar térmicamente el componente metálico, no protegerlo contra la oxidación. El recubrimiento de unión es el encargado de proteger el componente contra la oxidación, mediante la formación de una capa densa de alúmina [10].
La durabilidad del recubrimiento de alta temperatura está gobernada por el desconchado de la barrera térmica. El desconchado es precedido por grietas que crecen y se unen a lo largo de planos de delaminación localizados dentro de la barrera térmica o en la interfase entre capa de óxido protector y el recubrimiento de unión [10].
Para entender el proceso de desconchado en la interfase oxido protector/recubrimiento de unión, se requiere considerar la energía de deformación asociada a con la diferencia en coeficientes de expansión en las diferentes capas. Estos esfuerzos son la fuerza conductora del proceso. La fuerza conductora es proporcional al espesor de la capa de óxido protector y el crecimiento de esta capa está regido por una constante de crecimiento relacionada con la difusión de oxígeno y aluminio, por lo cual una reducción del coeficiente de difusión o de la densidad de caminos rápidos de difusión (fronteras de grano) resultan en una reducción de la tasa de crecimiento de la capa de óxido protector [11].
El desconchado de la capa protectora de óxido de aluminio ocurre cuando la liberación de la energía de deformación es mayor a la tenacidad de la interfase oxido protector/recubrimiento de unión. Aun así solo una parte de la energía de deformación sea transmitida a la interfase, la tenacidad de la interfase es un factor crítico en la vida útil del recubrimiento de alta temperatura [11].
4.4.2.3. APLICACIONES Y FUNCIONALIDAD
TENDENCIAS
La tendencia en relación a los recubrimientos de alta temperatura es a aumentar la durabilidad del sistema, las iniciativas más significativas son: (i) Inducir sistemas de auto-regeneración en la barrera térmica, (ii) Profundizar el entendimiento de la formación de la capa de óxido protector, (iii) estudiar de forma fundamental la adhesión entre la capa protectora de alúmina y el recubrimiento de unión y (iv) Evaluar los mecanismos de deformación y el efecto de los cambios de composición en la resistencia mecánica de YSZ, con el fin de mejorar la tolerancia al impacto [8, 10-12]. En relación con iniciativa i de puede decir lo siguiente; la barrera térmica a diferencia de la capa de óxido protector utilizada no exhibe ninguna capacidad de reparación de grietas. Esto limita la durabilidad, en especial para los recubrimientos depositados por aspersión por plasma que son más rígidos.
111
Por tanto desarrollar una barrera térmica con la capacidad de regenerase bajo las condiciones de operación es un reto importante para aumentar la vida útil del sistema. Una ruta promisoria es la adición de partículas con la capacidad de oxidarse cuando se desarrollen grietas en la barrera térmica [11].
La tendencia en barreras térmicas es reducir el coeficiente de conducción térmica a alta temperatura, las iniciativas más interesantes son: (i) introducción de clústeres de dopantes en YSZ, (ii) estudio de óxidos con estructura de pirocloro y (iii) simulaciones de nivel atómico para guiar experimentos de conducción térmica a alta temperatura [8, 10, 12]
4.5. COMBUSTIÓN EN ESTRUCTURAS POROSAS Un número creciente de aplicaciones que requieren cerámicos porosos han aparecido en las últimas décadas, especialmente en operaciones que involucran, alta temperatura, excesivo desgaste y condiciones corrosivas. Estas aplicaciones incluyen: filtración de metales fundidos, aislamiento térmico a alta temperatura, soporte para reacciones catalíticas, filtración de partículas en motores diesel, filtración de gases corrosivos en procesos industriales, quemadores de medio poroso, electrodos y soportes para baterías Li-ion y celdas de combustible, sensores químicos, entre otras [14].
Las ventajas de utilizar cerámicos porosos en estas aplicaciones son usualmente el alto punto de fusión del material, conductividad pre-diseñada, alta resistencia a la corrosión y al desgaste y las ventajas asociadas con el carácter poroso de la estructura, i.e. baja masa térmica, baja conductividad térmica, permeabilidad pre-diseñada, alta área superficial, baja densidad y alta resistencia especifica [14]. Las propiedades mencionadas pueden ser ajustadas para aplicaciones específicas mediante el control de la composición y la microestructura del cerámico poroso. Los cambios en la porosidad abierta y cerrada, distribución de tamaño de los poros y morfología de los poros pueden tener efectos importantes en las propiedades del material [14].
Como se menciono al principio de este capitulo, la energía ahorrada es de mayor valor que la energía generada, razón por la cual la demanda por esquemas de manejo energético eficientes esta aumentado. La combustión en medio poroso es una opción tecnológica y económicamente viable para el ahorro de energía [17].
4.5.1. MATERIALES
La selección del material debe tener en cuenta tres principios básicos: (i) los quemadores transmiten el calor por radiación, (ii) se utilizan principalmente para calentar agua (e.g. calderas, calentadores, procesos de secado, curado, procesamiento de alimentos…) y (iii) deben funcionar de forma estable durante varios años; por lo tanto los materiales utilizados en la fabricación de quemadores porosos son cerámicos con una estructura y propiedades termo-mecánicas que permitan la recirculación de calor y mantener la integridad estructural con una alta eficiencia radiante en un espectro de emisión ajustado al espectro de absorción del agua [15, 16].
4.5.1.1. MATERIALES BASE
Los cerámicos son materiales adecuados para la manufactura de quemadores porosos, pues pueden ser utilizados a alta temperatura, son estables químicamente, y tienen alta resistencia a la erosión y a la abrasión.
112
Dentro de los cerámicos utilizados están: alúmina, carburo de silicio, zirconia, nitruro de silicio, mulita y cordierita [15, 17]. Entre estos la alúmina es el más popular, el problema principal de la alúmina es su escasa resistencia al choque térmico.
El carburo de silicio de oxida a temperaturas por encima de 600°C, pero la capa de silica formada en la superficie protege el material de forma efectiva (SiO2 se descompone en hidróxidos volátiles en atmosferas humedas a alta temperatura). En comparación con la alúmina, el carburo de silicio tiene mayor conductividad térmica y menor coeficiente de expansión térmica por lo cual su resistencia al choque térmico también es mayor. El problema del óxido de zirconia es su baja conductividad térmica y alto coeficiente de expansión térmica, lo que reduce su resistencia al choque térmico, la ventaja es su alta tenacidad y resistencia al desgaste. Los óxidos de zirconia utilizados son estabilizados con itria y unidos con magnesia o alúmina, también se utiliza zirconia para aumentar la tenacidad de la mulita o de la alúmina [16].
4.5.1.2. ESTRUCTURA
Los cerámicos utilizados en la fabricación de quemadores presentan variadas estructuras, el requerimiento común es que el material poroso debe estar compuesto por una red interconectada que permita la fácil penetración del flujo [17].
Se utilizan estructuras de poro abierto con porosidades entre 70-90% con tamaños de poro entre 0.4 y 5 mm (material macroporoso). Que pueden ser espumas o estructuras con cavidades alineadas [16]. Las camas de partículas discretas en ocasiones son utilizadas de forma alternativa a las espumas. Las camas poseen mayor durabilidad, pues las partículas no están restringidas en una matriz rígida. Cuando se utilizan partículas esféricas de alúmina con diámetros entre 5-20 mm la cama tiene una porosidad baja. La porosidad de la cama depende de la distribución de tamaño de las partículas utilizadas, pero comúnmente está entre 30-50%, lo que genera importantes pérdidas de presión. Mediante la utilización de geometrías irregulares la porosidad de la cama puede aumentarse hasta el 90% [16].
4.5.2. PROCESO
La principal diferencia entre los sistemas de combustión en medio poroso y la combustión de llama libre, es que la estructura porosa permite la transferencia de calor entre los productos y los reactantes. Este proceso estabiliza la combustión en un amplio rango de velocidad de los reactantes, radios combustible/oxidante y potencias [17].
Los sistemas de combustión en medio poroso pueden ser diseñados de dos formas estacionario o transciente. El diseño estacionario es ampliamente utilizado en quemadores radiantes y quemadores de superficie debido a la alta emisividad del sólido, en este tipo de diseño la zona de combustión es estabilizada por los vacíos en la matriz porosa. El diseño transciente se basa en la teoría de llama con exceso de entalpia; donde la zona de combustión inestable posee la libertad para propagarse como una onda de combustión tanto hacia adelante como hacia atrás, debido a flujos positivos y negativos de energía. Este concepto de llama con exceso de entalpia forma la base para el diseño de quemadores compactos, económicos, con baja emisión de gases y eficientes, con la capacidad de operar utilizando flujos de reactantes a alta o baja velocidad [17].
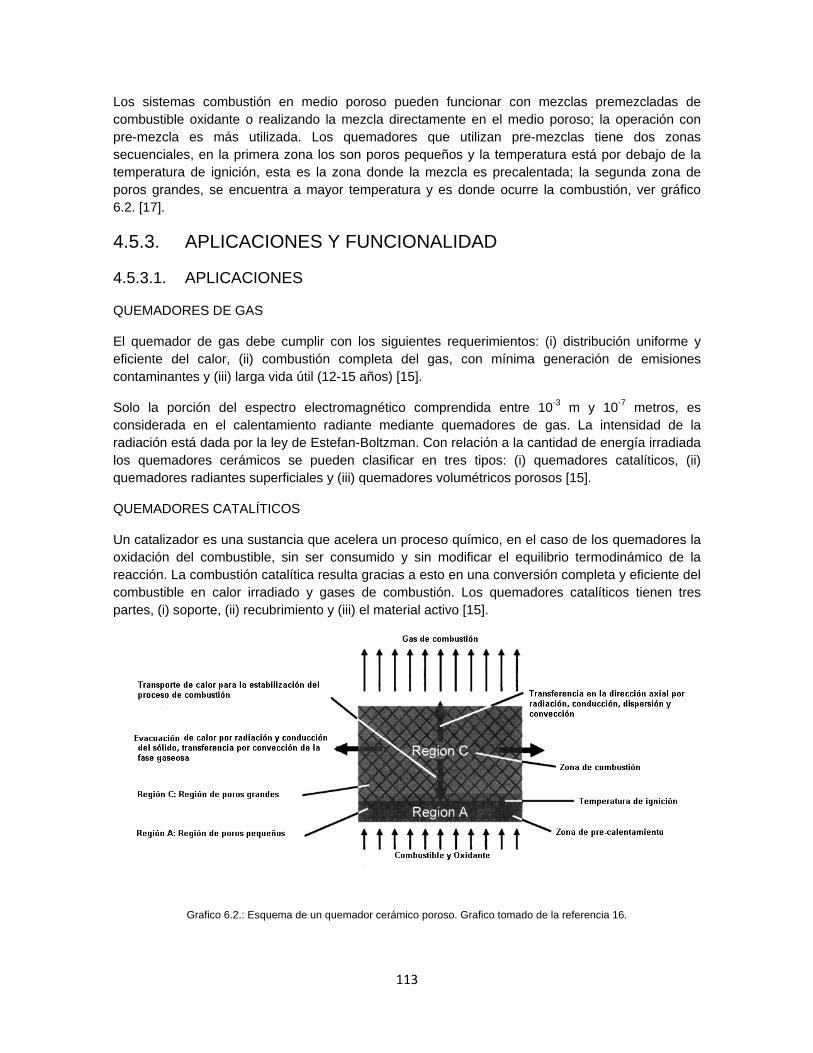
113
Los sistemas combustión en medio poroso pueden funcionar con mezclas premezcladas de combustible oxidante o realizando la mezcla directamente en el medio poroso; la operación con pre-mezcla es más utilizada. Los quemadores que utilizan pre-mezclas tiene dos zonas secuenciales, en la primera zona los son poros pequeños y la temperatura está por debajo de la temperatura de ignición, esta es la zona donde la mezcla es precalentada; la segunda zona de poros grandes, se encuentra a mayor temperatura y es donde ocurre la combustión, ver gráfico 6.2. [17].
4.5.3. APLICACIONES Y FUNCIONALIDAD
4.5.3.1. APLICACIONES
QUEMADORES DE GAS
El quemador de gas debe cumplir con los siguientes requerimientos: (i) distribución uniforme y eficiente del calor, (ii) combustión completa del gas, con mínima generación de emisiones contaminantes y (iii) larga vida útil (12-15 años) [15].
Solo la porción del espectro electromagnético comprendida entre 10-3 m y 10-7 metros, es considerada en el calentamiento radiante mediante quemadores de gas. La intensidad de la radiación está dada por la ley de Estefan-Boltzman. Con relación a la cantidad de energía irradiada los quemadores cerámicos se pueden clasificar en tres tipos: (i) quemadores catalíticos, (ii) quemadores radiantes superficiales y (iii) quemadores volumétricos porosos [15].
QUEMADORES CATALÍTICOS
Un catalizador es una sustancia que acelera un proceso químico, en el caso de los quemadores la oxidación del combustible, sin ser consumido y sin modificar el equilibrio termodinámico de la reacción. La combustión catalítica resulta gracias a esto en una conversión completa y eficiente del combustible en calor irradiado y gases de combustión. Los quemadores catalíticos tienen tres partes, (i) soporte, (ii) recubrimiento y (iii) el material activo [15].
Grafico 6.2.: Esquema de un quemador cerámico poroso. Grafico tomado de la referencia 16.
114
El soporte proporciona la resistencia mecánica a alta temperatura y el área superficial requerida. Los materiales típicamente utilizados son soportes de poro abierto de cordierita (Mg,Fe)2Al3(Si5AlO18) y recubrimientos activos de óxidos con estructura de perovskita [15]. El recubrimiento no debe ser necesariamente activo, ya que su función principal es incrementar el área efectiva de reacción y minimizar la reacción entre el material activo y el soporte. Otros materiales utilizados como soporte ó recubrimiento son: Al2O3, ZrO2, MgO y SiC [15]. El material activo es el catalizador; para esta función además de los oxidos con estructura de perovskita, se pueden utilizar óxidos de metales de transición como, Fe2O3 y Co3O4 [15].
Los quemadores catalíticos se distinguen por las siguientes características: (i) potencia especifica entre 20 y 50 kW/m2, (ii) poca capacidad de modulación de potencia, (iii) temperatura del emisor 500-600°C y (iv) eficiencia radiante mayor al 85% [15]. Los quemadores catalíticos son utilizados para calefacción y en procesos industriales de curado y secado [15].
QUEMADORES RADIANTES DE SUPERFICIE
Esto tipo de quemador es manufacturado con diversos tipos de estructuras: (i) placas con orificios, (ii) espumas cerámicas, (iii) fibras cerámicas. Las placas cerámicas perforadas (60%) con agujeros de alrededor de 1.5 mm y son fabricadas típicamente con cordierita, mulita o carburo se silicio. La eficiencia radiante de estos quemadores esta entre 18-20% y depende del exceso de aire y la potencia especifica del quemador [15].
Los quemadores que utilizan espumas cerámicas poseen una amplia capacidad de modulación de potencia, la espuma generalmente se fabrica en cordierita o mulita. La resistencia al flujo de estos quemadores es importante, por lo cual requieren ventilación forzada. Con el fin de aumentar la eficiencia radiante, la cara caliente de la espuma se puede recubrir con pinturas de SiC [15]. Los quemadores de fibra cerámica son autoportantes al igual que los que utilizan espumas cerámicas y generalmente las fibras son de carburo de silicio [15].
En general los quemadores radiantes de superficie se distinguen por las siguientes características: (i) potencia especifica entre 100 y 2000 kW/m2, (ii) amplio rango de capacidad de modulación (10:1), (iii) temperatura del emisor entre 950 y 1100°C y (iv) eficiencia radiante entre 20-30% [15]. Este tipo de quemador es utilizado para: secado, conformado y tratamiento superficial en diferentes industrias y en calderas/calentadores de agua residenciales [15].
QUEMADORES POROSOS RADIANTES
Son quemadores de alta temperatura poco utilizados en aplicaciones domésticas. La combustión tiene lugar en los poros de la estructura cerámica, por cual no se ve llama como en los quemadores superficiales. La transferencia de calor desde el interior del material hacia su periferia se realiza por la acción combinada de la radiación, la convección y la conducción a través del medio poroso [15].
Los quemadores porosos radiantes están compuestos por dos capas diferentes, la estructura porosa y la placa base. La estructura porosa es generalmente una espuma de SiC, Al2O3 o ZrO2 que debe soportar ciclos térmicos de alta temperatura. La placa base debe soportar los esfuerzos termo-mecánicos generados por el gradiente de temperatura (To - 1400°C) y evitar la tendencia al retroceso de la llama, por estas razones los poros de la placa base deben ser de mucho menor tamaño que los de la estructura porosa. La placa se fabrica habitualmente con Al2O3 o SiO2 [15].
115
En general los quemadores porosos radiantes se distinguen por las siguientes características: (i) potencia especifica entre 200 y 2000 kW/m2, (ii) amplio rango de modulación de potencia (10:1), (iii) temperatura de emisor 1400°C y (iv) eficiencia radiante entre 35 y 60% [15].
4.5.3.2. TENDENCIAS
Se pueden diferenciar dos tendencias (i) remplazo de sistemas de combustión de llama abierta y (ii) nuevos sistemas
REMPLAZO DE SISTEMAS
Algunos sistemas donde la combustión de llama abierta puede ser remplazado por sistemas de combustión en medio poroso son: (i) turbinas de gas; en las turbinas se puede utilizar una cámara de combustión de medio poroso. las ventajas son, poder alcanzar mayores temperaturas de gas con pre-mezclas de menor poder calorífico, reducir el requerimiento de enfriamiento de la cámara de combustión y eliminar el ruido producido por la combustión, (ii) intercambiadores de calor; la idea es integrar los quemadores porosos a calderas y calentadores de agua, (iii) producción de hidrogeno; la combustión en medio poroso puede ser utilizada para producir gas de síntesis a partir de metano y producir hidrogeno y azufre a partir de sulfuro de hidrogeno, (iv) combustión de combustibles sólidos; la posibilidad de la combustión de combustibles sólidos en quemadores porosos ha sido investigada de manera numérica únicamente y (v) oxidación de compuestos orgánicos volátiles; los quemadores porosos pueden ser utilizados para destruir compuestos orgánicos volátiles, como los: fenoles, formaldehidos, acetonas, entre otros [17].
NUEVOS SISTEMAS
Dentro de los nuevos esquemas de implementación de la combustión en medio poroso podemos encontrar:
QUEMADORES DE HIDROGENO
La combustión de mezclas ricas en hidrogeno tienen el problema de la mayor velocidad de combustión, por lo cual presentan una peligrosa tendencia al retroceso. La técnica utilizada es utilizar estructuras porosas de baja conductividad térmica (a alta temperatura) y poro pequeño [15].
QUEMADORES DE GASES DE BAJO PODER CALORIFICO
La combustión en medio poroso es una técnica eficiente para quemar gases de bajo poder calorífico, esto permite ahorrar energía primaria y evitar la emisión de gases contaminantes. La composición fluctuante y el bajo poder calorífico resultan en dificultades técnicas para mantener la combustión estable en sistemas de llama libre, los quemadores porosos ofrecen grandes ventajas en estas condiciones [17].
Algunos de los gases de bajo poder calorífico que pueden ser utilizados son: los recuperados de rellenos sanitarios, gasificación de biomasa, gases de combustión, gas generado de procesos de coquización o emisiones de metano de los sistemas de ventilación en minas de carbón [16]. Para la combustión de mezclas de reactantes de bajo poder calorífico la recirculación de calor es el parámetro más importante. Por lo cual un material de alta conductividad térmica es necesario, la temperatura de operación es de máximo 1200°C debido a bajo poder calorífico de la mezcla.
116
Esto hace que el material de elección sea el carburo de silicio. La estructura requerida debe transferir el calor en la dirección deseada por lo cual una espuma no es la geometría ideal, arreglos de tubos o estructuras de panal son una mejor elección [16]
MOTORES DE COMBUSTIÓN INTERNA
El concepto de regeneración térmica en motores diesel se basa en la utilización de los gases de combustión para acumular energía térmica en medios porosos y utilizarla para aumentar la temperatura de la pre-mezcla [17]
EXTRACCIÓN DE GAS Y PETRÓLEO
La combustión en medio poroso puede ser utilizada para generar vapor directamente en el poso durante la recuperación de crudos pesados, esto permite mejorar la capacidad de bombeo, aumentar la temperatura en los reservorios de gas condensado y mejorar la extracción del metano almacenado en hidratos (methane clathrate/methane hydrate) [17].
PRODUCCIÓN COMBINADA DE ENERGÍA ELÉCTRICA Y TÉRMICA
Micro sistemas de generación de energía eléctrica y térmica pueden ser diseñado mediante la integración de la combustión de mezclas de muy bajo poder calorífico en cerámicos porosos termoeléctricos [17].
4.6. SENSORES DE GAS DE OXIDOS METALICOS En la actualidad existen tres tipos principales de sensores de gas de estado sólido utilizados a gran escala: (i) los basados en electrolitos sólidos que se conocen como sensores electroquímicos, (ii) los basados en combustión catalítica y (iii) los basados en modulación de la conductividad de oxidos semiconductores.
Los óxidos metálicos semiconductores, son los materiales que presentan mejor desempeño en sensores basados en adsorción química, entre estos el SnO2 es el más popular [18-20]. Los sensores de óxido semiconductor están compuestos por una capa semiconductora con alto radio área/volumen soportada sobre un substrato aislante ubicado entre dos electrodos metálicos. Las reacciones con las moléculas de gas tienen lugar en la zona cercna a la superficie del semiconductor, estas interaciones solido-gas cambian la densidad de electrones/huecos disponible los cual produce un cambio en la conductividad del material activo [18].
Los sensores de óxido semiconductor en los que se mide el cambio de resistividad/conductividad del material activo, se encuentran entre los más investigados. La popularidad de su uso se debe al bajo costo, la flexibilidad de manufactura, la simplicidad de uso, la amplia variedad de gases detectables y sus múltiples campos de aplicación [19].
El material activo en un sensor de gas de estado sólido debe poseer una combinación específica de propiedades físicas y químicas. Los requerimientos se pueden dividir en requerimientos relacionados con el desempeño y los relacionados con la confiabilidad. Los requerimientos de desempeño más importantes son: (i) alta sensibilidad, (ii) alta selectividad, (iii) reversibilidad y (iv) tiempo de respuesta/recuperación corto; las características i y ii requieren interacciones químicas fuertes entre el material activo y la especie a sensar, mientras que las características iii y iv son favorecidas por interacciones débiles.
117
Los requerimientos relacionados con la confiabilidad son: (i) mínima deriva, (ii) alta estabilidad y (iii) alta resistencia a la contaminación. Debido a los diversos requerimientos y a su carácter en ocasiones encontrado, es un reto encontrar/desarrollar materiales activos de buen desempeño [18-20].
El desempeño global del sensor está determinado por la combinación de las contribuciones de sus componentes. Los sensores están compuestos por las siguientes partes, (i) material activo, es el óxido metálico sobre el cual se adsorbe el gas a sensar, (ii) substrato que soporta los diferentes componentes del sensor, (iii) electrodos que permiten medir los cambios en las propiedades eléctricas, (iv) calentador que regenera y calienta la capa activa hasta la temperatura de operación y (v) aislamiento eléctrico que separa el calentador de los electrodos y el material activo [19].
4.6.1. MATERIALES
Una consideración sistemática de los requerimientos en materiales para uso en sensores de gas nos indica que las propiedades más importantes son las: (i) propiedades de la superficie, (ii) las propiedades electro-físicas, (iii) las propiedades relacionadas con la estabilidad y (iv) la estructura cristalográfica [18].
4.6.1.1. PROPIEDADES DE LA SUPERFICIE
ADSORCIÓN Y DESORCIÓN
Cuando los óxidos metálicos son expuestos a la atmosfera a temperatura moderada, pueden ocurrir dos cosas: (i) adsorción de moléculas de gas a la superficie del óxido metálico o (ii) reacción de las moléculas de gas con especies previamente adsorbidas en la superficie del óxido. Existen dos tipos de adsorción (i) adsorción física y (ii) la adsorción química.
La adsorción física ocurre cuando la molécula adsorbida no se disocia y el proceso es de carácter neutro, Las adsorción química ocurre cuando la molécula se disocia y el proceso requiere del intercambio de electrones entre el óxido metálico y la especie adsorbida. Esto quiere decir que solo los procesos de adsorción química pueden modificar la resistividad/conductividad superficial del óxido metálico [18].
La sensibilidad del sensor aumenta cuando la energía de activación para la adsorción química se reduce y la energía de activación para la desorción aumenta, el problema es que si la energía de activación para la desorción es muy alta el tiempo de recuperación aumenta, esto reduce la capacidad del sensor para reaccionar a cambios de composición en la atmosfera. Por lo tanto un material con energías de activación para adsorción/desorción adecuadas a la temperatura de trabajo es un requerimiento esencial para materiales utilizados en sensores [18].
RESISTENCIA A LA CONTAMINACIÓN
Otro requerimiento es que material debe ser estable respecto a la contaminación superficial, i.e. debe tener una energía de desorción baja para productos de reacciones catalíticas, de lo contrario estos productos se acumulan en la superficie de elemento activo e inhiben el funcionamiento del sensor. Uno de los tipos de contaminación más común es la contaminación con azufre [18].
118
ACTIVIDAD CATALÍTICA
En muchos sensores de gas el cambio de la conductividad está determinado por la efectividad del efecto catalítico del material activo en la reacción superficial con el gas. La temperatura de operación de un sensor, está determinada por la temperatura de catálisis en la que se alcanza una conversión del 50% del gas de prueba. La temperatura de operación es importante porque determina la potencia que se debe generar para que el material activo tenga un óptimo desempeño. En casos prácticos lo que se busca es reducir el consumo de energía, por lo tanto se prefiere una temperatura de operación baja [18]. Se debe tener en cuenta que la temperatura de máxima actividad catalítica difiere para las diferentes especies presentes en un flujo de gas real, esta característica permite manipular la selectividad del sensor modificando la temperatura de operación [18].
4.6.1.2. PROPIEDADES ELECTRO-FÍSICAS.
ESTRUCTURA ELECTRÓNICA
Los óxidos metálicos se pueden clasificar en: (i) óxidos de metales de transición (NiO), (ii) óxidos de metales de pre-transición (Al2O3) y (iii) óxidos de metales post-transición (SnO2) [18].
En los óxidos de metales de transición la diferencia energética entre los diferentes estados de oxidación es relativamente pequeña; la consecuencia de esto es que los óxidos de transición presentan diversas composiciones estables [18]. Los óxidos de metales de transición son más sensitivos a los cambios en la composición de la atmosfera que los rodea, pero solo óxidos de transición con configuraciones electrónicas d0 (TiO2) y d10 (ZnO) se utilizan en sensores de modulación de resistividad/conductividad en aplicaciones prácticas [18]. Los metales de pre-transición (Al2O3) son inertes, pues no es fácil reducirlos ni oxidarlos. En términos de la estructura electrónica estos óxidos metálicos tienen un gran ancho de banda; por lo cual pares electrón/hueco son difíciles de crear, lo que los hace excelentes aislantes eléctricos. Los materiales con muy alta resistividad eléctrica no son candidatos aptos para sensores de gas resitivos, debido a la dificulta que representa identificar cambios en la resitividad/conductividad del material [18].
Los óxidos de metales post-transición (SnO2), solo pueden ser reducidos (solo aceptan electrones), por lo cual no reaccionan con el oxígeno a no ser de que el material/superficie haya sido reducida previamente. La adición de electrones (reducción) aumenta la conductividad de los óxidos de metales post-transición de forma radical, lo cual es conveniente para su aplicación en sensores [18].
ANCHO DE BANDA
Los óxidos semiconductores utilizados como material activo deben tener anchos de banda grandes, esto es necesario para evitar que el sensor opere en la región auto-conductiva i.e. que los electrones en la banda de conducción provengan de la creación térmica de pares electrón/hueco. Como regla entre más alta es la temperatura del gas, mayor debe ser el ancho de banda, por ejemplo para sensores operando a temperatura de las mayores a 300°C el ancho de banda debe ser mayor a 2.5 eV [18].
CONDUCTIVIDAD ELECTRÓNICA
Para sensores de gas de adsorción química el material activo debe ser conductor, i.e. la concentración de defectos de punto debe ser alta, entre 1017 y 1020 por centímetro cubico.
119
Así mismo la concentración de cargas libres debe ser alta. En los materiales utilizados a alta temperatura (>800°C) la conductividad electrónica puede ser aparente solo a dicha temperatura [18].
Los materiales utilizados en sensores de gas pueden conducir cargas negativas (tipo-n) o cargas positivas (tipo-p), en materiales donde se los conductores principales son positivos (tipo-p) la conductividad aumenta con el aumento de la presión parcial de oxígeno, en conductores donde los conductores principales son negativos (tipo-n), la conductividad disminuye con el aumento de la presión parcial de oxígeno. Los sensores de gas más efectivos son lo que utilizan materiales que conducen cargas negativas (SnO2, ZnO, TiO2). [18].
CONDUCTIVIDAD IÓNICA
En los óxidos semiconductores no-estequeométricos, las vacancias de oxigeno son los principales defectos de punto. Esto significa que los cambios en la presión parcial de oxigeno pueden cambiar la conductividad volumétrica del material activo, i.e. los iones de oxigeno se difunden desde la superficie del material al interior y viceversa, para alcanzar un equilibrio con la presión parcial de oxígeno en la atmosfera circundante.
Un alto coeficiente de difusión de oxigeno es necesario en sensores que trabajan en base a las propiedades volumétricas del material activo. El principal uso de este tipo de sensor es la medición de la presión parcial de oxígeno para control de sistemas de combustión; estos sistemas utilizan sensores de electrolito solido (YSZ) a alta temperatura, en lugar de sensores resitivos. Estos sensores de alta temperatura son más adecuados para control in-situ de procesos industriales de alta temperatura [18].
A baja/media temperatura el cambio en la concentración de un determinado gas en la atmosfera, no necesariamente conlleva un estado de equilibrio en el óxido metálico o simplemente el estado de equilibrio no puede ser alcanzado en un tiempo practico. Sin embrago la atmosfera afecta las propiedades eléctricas a través de reacciones con la superficie, por lo tanto para sensores de temperatura media/baja la difusividad de iones de oxígeno en el óxido metálico debe ser mínima [18].
4.6.1.3. ESTABILIDAD
ESTABILIDAD TERMODINÁMICA
Cuanto mejor sea la estabilidad termodinámica del material activo, mayor puede ser la temperatura de operación del sensor en atmosferas reductoras y mejor es la estabilidad de largo plazo. Respecto a la estabilidad térmica el parámetro más estudiado es la temperatura mínima de reducción del óxido metálico en función de la presión parcial de oxigeno [18].
ESTABILIDAD QUÍMICA
La alta estabilidad química minimiza los cambio de composición del material activo generados por reacciones con la atmosfera, pero al ser muy alta también dificulta el proceso de manufactura del sensor [18].
120
ESTABILIDAD TEMPORAL
Los sensores deben ser utilizados por largos periodos de tiempo en ambientes que pueden ser de naturaleza corrosiva. Durante la vida útil (> 2 años) del sensor la señal de salida debe ser estable; los materiales con mayor estabilidad de largo plazo son los óxidos metálicos, tanto en atmosferas de alto contenido de oxígeno como en atmosferas de alto contenido de agua [18]. Las razones para la pérdida de estabilidad en el largo plazo de sensores de óxido metálico son: (i) cambios microestructurales o morfológicos en el material activo, (ii) reacciones irreversibles con la fase gaseosa y (iii) reacciones irreversibles con el substrato [18].
ESTABILIDAD EN ATMOSFERAS DE ALTA HUMEDAD
Los sensores de gas deben trabajar en atmosferas que contienen vapor de agua, por lo tanto el material activo debe tener una baja tendencia a la hidratación; de forma alternativa, el elemento de calentamiento utilizado para definir la temperatura de operación del material activo puede ser utilizado para su regeneración, i.e. evaporar el agua adsorbida en la superficie del material activo. Los problemas asociados son, la inhabilidad del sensor para procesar información durante la regeneración y el consumo extra de energía [18].
4.6.1.4. PARÁMETROS ESTRUCTURALES EN MATERIALES ACTIVOS
En la actualidad la estructura de un oxido metálico puede ser obtenida en cuatro diferentes estados de orden: (i) orden de corto alcance, (ii) nanocristalino, (iii) policristalino y (iv) monocristalino. Cada estado tiene sus particularidades propias, en sensores de gas comerciales los más utilizados son los óxidos nanocristalinos y los policristalinos. La tendencia es a utilizar materiales nanocristalinos, materiales nanométricos (fibras, esferas, barras) o estructuras nanometricas (estructuras huecas, estructuras jerárquicas) a baja temperatura y materiales policristalinos de grano grande para mejorar la estabilidad estructural en sensores de alta temperatura [18, 22].
ESTRUCTURAS NANOMÉTRICAS
Se ha demostrado que la respuesta al gas aumenta de forma abrupta cuando el tamaño de partícula es comparable a la longitud de Debye (unos cuantos nanómetros). La dispersión uniforme de partículas de tamaño nanométrico se puede lograr en suspensiones mediante estabilización electroestática o estérica, pero cuando las partículas son consolidadas, la tendencia a la agregación es fuerte, debido a que la fuerza de Van Der Waals es inversamente proporcional al tamaño de la partícula. Cuando los agregados formados por particulas nanometricas son grandes y densos, solo las partículas en la superficie reaccionan con el gas mientras que las del centro permanecen inactivas. Bajo estas condiciones una respuesta intensa no es realmente lograda, pues el cambio de conductividad solo ocurre en superficie del agregado, además la difusión lenta a través de los agregados nanoestructurados reduce la velocidad de respuesta [22].
Estructuras con una dimensión nanométrica (alambres, barras, tubos) se aglomeran en menor grado, esto permite mejorar la sensibilidad. Las nanoestructuras jerárquicas son estructuras ensambladas a partir de bloques de tamaño nanométrico (partículas, alambres, placas). Las estructuras jerárquicas tienen estructuras porosas alineadas y presentan una muy alta área superficial [22]. Las estructuras huecas de pared delgada son otra posibilidad para conseguir configuraciones de alta área superficial y baja aglomeración. Esto nos indica que una respuesta marcada y rápida puede ser obtenida en sensores de gas utilizando estructuras jerárquicas o huecas bien diseñadas en la fabricación de la capa activa [22].
121
En sensores de gas que utilizan estructuras huecas, los parámetros relacionados con la sensibilidad son: (i) espesor de pared, (ii) permeabilidad de la pared y (iii) morfología superficial de la pared [22].
ESPESOR DE LA PARED
Cuando la pared es muy densa y gruesa, la reacción con el gas solo ocurre en la región cerca a la superficie de la esfera, mientras que la parte interna de la pared permanece inactiva. En cambio cuando la pared es lo suficientemente delgada o permeable, toda la esfera hueca se vuelve activa y la velocidad de respuesta aumenta, debido al aumento de eficiencia de la difusión [22].
PERMEABILIDAD DE LA PARED
Cuando la pared es porosa los gases se pueden difundir tanto en la superficie interna como en la superficie externa de la esfera hueca, por lo tanto se obtiene una respuesta marcada incluso si la pared es relativamente gruesa, mientras que la difusión a través de los poros no sea impedida de manera importante [22].
MORFOLOGÍA DE LA SUPERFICIE DE LA ESFERA
La mayoría de las esferas huecas tienen superficies lisas en contraste con ciertas estructuras jerárquicas que poseen superficies de alta área superficial, que mejoran la respuesta del material activo [22].
MECANISMOS DE SENSADO DE GAS EN ESTRUCTURAS HUECAS Y JERÁRQUICAS
Los esfuerzos realizados para aumentar la intensidad y la velocidad de respuesta de los sensores de gas mediante el uso de partículas nanométricas son inefectivos debido a la formación de agregados. La agregación entre partículas nanométricas es fuerte e irreversible. La difusión al interior de los agregados formados es lenta por el escaso tamaño de los poros y la tortuosidad del camino. Esto causa que la conductividad solo cambie en la superficie del agregado y que las partículas en el interior permanezcan inactivas [22].
En contraste el camino de difusión en esferas huecas es corto y las estructuras jerárquicas tienen estructuras porosas bien alineadas y definidas, facilitando de forma efectiva la difusión del gas. Las estructuras huecas resultan en un aumento de la velocidad de respuesta y permiten respuestas de mayor intensidad. El tiempo de respuesta en estructuras huecas es de entre 4-15 s, mientras que el tiempo de respuesta en una estructura porosa tradicional varía entre 30-300 s. La reducción del tiempo de respuesta debe ser entendida como un mejoramiento del transporte de gas hacia la superficie del material activo [22].
4.6.2. PROCESO
4.6.2.1. TEORÍA DE SENSORES DE GAS
Los sensores de gas basados en óxidos semiconductores detectan un determinado gas, a partir del cambio en la resistividad/conductividad eléctrica de un material activo. El material activo es un ensamble poroso de partículas de óxidos metálicos semiconductores como el SnO2. Las propiedades de sensibilidad del sensor de gas han sido enmarcadas en tres funciones básicas (i) la función receptor, (ii) la función transductor y (iii) la función utilidad; el grafico 6.3. se presenta la escala representativa para cada función.
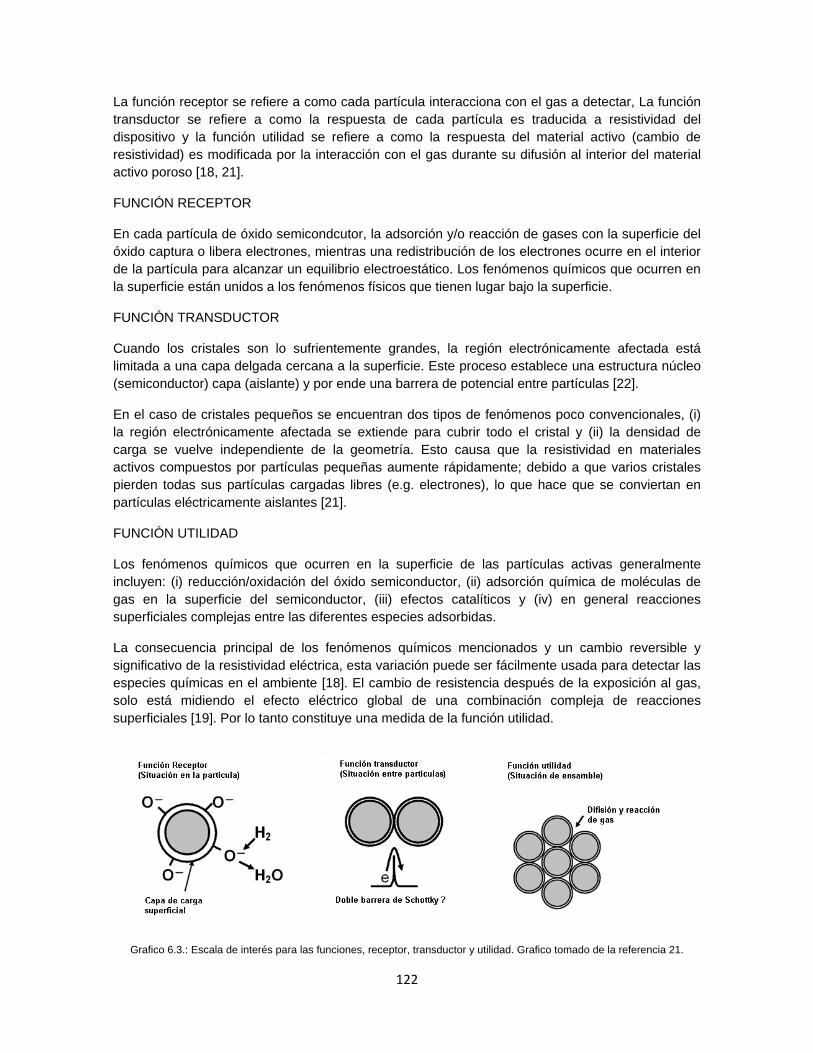
122
La función receptor se refiere a como cada partícula interacciona con el gas a detectar, La función transductor se refiere a como la respuesta de cada partícula es traducida a resistividad del dispositivo y la función utilidad se refiere a como la respuesta del material activo (cambio de resistividad) es modificada por la interacción con el gas durante su difusión al interior del material activo poroso [18, 21].
FUNCIÓN RECEPTOR
En cada partícula de óxido semicondcutor, la adsorción y/o reacción de gases con la superficie del óxido captura o libera electrones, mientras una redistribución de los electrones ocurre en el interior de la partícula para alcanzar un equilibrio electroestático. Los fenómenos químicos que ocurren en la superficie están unidos a los fenómenos físicos que tienen lugar bajo la superficie.
FUNCIÓN TRANSDUCTOR
Cuando los cristales son lo sufrientemente grandes, la región electrónicamente afectada está limitada a una capa delgada cercana a la superficie. Este proceso establece una estructura núcleo (semiconductor) capa (aislante) y por ende una barrera de potencial entre partículas [22].
En el caso de cristales pequeños se encuentran dos tipos de fenómenos poco convencionales, (i) la región electrónicamente afectada se extiende para cubrir todo el cristal y (ii) la densidad de carga se vuelve independiente de la geometría. Esto causa que la resistividad en materiales activos compuestos por partículas pequeñas aumente rápidamente; debido a que varios cristales pierden todas sus partículas cargadas libres (e.g. electrones), lo que hace que se conviertan en partículas eléctricamente aislantes [21].
FUNCIÓN UTILIDAD
Los fenómenos químicos que ocurren en la superficie de las partículas activas generalmente incluyen: (i) reducción/oxidación del óxido semiconductor, (ii) adsorción química de moléculas de gas en la superficie del semiconductor, (iii) efectos catalíticos y (iv) en general reacciones superficiales complejas entre las diferentes especies adsorbidas.
La consecuencia principal de los fenómenos químicos mencionados y un cambio reversible y significativo de la resistividad eléctrica, esta variación puede ser fácilmente usada para detectar las especies químicas en el ambiente [18]. El cambio de resistencia después de la exposición al gas, solo está midiendo el efecto eléctrico global de una combinación compleja de reacciones superficiales [19]. Por lo tanto constituye una medida de la función utilidad.
Grafico 6.3.: Escala de interés para las funciones, receptor, transductor y utilidad. Grafico tomado de la referencia 21.
123
4.6.2.2. ESTRUCTURAS HUECAS Y JERÁRQUICAS EN SENSORES
La clave en la manufactura de sensores es la reproducibilidad. Para poder producir sensores estables, selectivos y confiables se requiere una preparación cuidadosa del material activo, ya sea una estructura porosa, una capa delgada o un esfera hueca [18]. Las estructuras huecas tienen una amplia variedad de aplicaciones (e.g. catálisis, almacenamiento de energía…); en el caso concreto de los sensores de gas, las estructuras huecas con paredes permeables y delgadas son ventajosas para lograr una completa perdida de electrones libres y las difusión efectiva de gases [22].
Las estructuras jerárquicas pueden ser utilizadas como: filtro de iones de metales pesados, material activo en sensores de gas, agente fotocatalítico, electrodos de baterías. Las rutas más importantes para la síntesis de estructuras jerárquicas son las reacciones hidrotermales y el crecimiento a partir de una fase de vapor [22]. Las partículas nanométricas, comúnmente forman aglomerados duros, con poros de unos cuantos nanómetros, que dificultan la difusión de gas hacia el interior de las estructuras. En las estructuras jerárquicas los bloque nanométricos son ensamblados en arreglos periódicos porosos, de esta forma se obtienen grandes áreas superficiales y una estructura de poros alineados que facilita la difusión del gas. Al igual que las estructuras huecas, las estructuras jerárquicas mejoran intensidad y la velocidad de respuesta de los sensores de gas [22].
4.6.3. APLICACIONES Y FUNCIONALIDAD
4.6.3.1. APLICACIONES
Los sensores se utilizan para monitorear ciertas especies de gas in situ, en tiempo real y de forma continua para asegurar una operación segura, eficiente y/o más amigable con el usuario. En la actualidad tanto gases reductores (metano, propano, monóxido de carbono, amonia, sulfuro de hidrogeno…) como gases adsortivos (oxigeno, nitrógeno, ozono…) pueden ser detectados con sensores de gas basados en óxidos metálicos semiconductores, electrolitos o combustión catalítica [21].
4.6.3.2. TENDENCIAS
Las tencias observadas en el diseño de sensores de gas se pueden agrupar en: (i) frabicación, (ii) diseño de materiales activos y (iii) diseño de nuevos sistemas.
FABRICACIÓN
Dentro de las tendencias de fabricación se destaca, la tendencia a la miniaturización mediante la implementación de las tecnologías de manufactura utilizadas para sistemas micro electro-mecánicos en la fabricación de sensores de gas [21], y la fabricación de sensores que incorporen las estructuras huecas y jerárquicas. Dentro de las posibles tecnologías de fabricación de sensores con estructuras huecas o jerárquicas están: deposición en fase vapor, deposición de soluciones e impresión con suspensiones [22].
124
MATERIALES ACTIVOS
La tendencia en el diseño de materiales activos está dirigida a mejorar la selectividad, la sensibilidad y la velocidad de respuesta; la utilización de estructuras huecas y jerárquicas ha demostrado ser una técnica con la capacidad para mejorar el desempeño de los materiales activos. Los retos son sintetizar estructuras huecas y jerárquicas de composición múltiple o con superficies funcionales cubiertas por óxidos cerámicos o metales catalizadores, además de controlar de forma precisa la composición y las características morfológicas [22].
NUEVOS SISTEMAS
La tendencia está dirigida al mejoramiento de sensores de gas de alta velocidad de respuesta y alta sensibilidad para la detección instantánea de gases tóxicos (compuestos orgánicos volátiles), el monitoreo en tiempo real y el desarrollo de sistemas del olfateo artificiales [21, 22]. Los sistemas de olfateo artificiales discriminan y/o cuantifican los complejos químicos que constituyen un olor mediante el reconocimiento de patrones enviados por arreglos de sensores, la velocidad de respuesta del sistema está limitada por el sensor de menor velocidad de respuesta; por lo cual la utilización de estructuras huecas o jerárquicas de alta velocidad y confiabilidad son de utilidad para el diseño de estos sistemas de sensores compuestos [22].
125
4.4. REFERENCIAS [1] William E. Lee and Robert E. Moore, Evolution of in Situ Refractories in the 20th Century. J. Am. Ceram. Soc., 81 [6] 1385–410 (1998).
[2] William E. Lee, Bernard B. Argent and Shaowei Zhang, Complex Phase Equilibria in Refractories Design and Use. J. Am. Ceram. Soc., 85 [12] 2911–18 (2002).
[3] W. E. Lee, S. Zhang, M. Karakus, Refractories: Controlled microstructure composites for extreme environments. Journal of Materials Science 39 (2004) 6675 – 6685.
[4] W.E. Lee, D.D. Jayaseelan, S. Zhang, Solid–liquid interactions: The key to microstructural evolution in ceramics. Journal of the European Ceramic Society 28 (2008) 1517–1525.
[5] Michel Boussuge, Investigation of the thermomechanical properties of industrial refractories: the French programme PROMETHEREF. J Mater Sci (2008) 43:4069–4078.
[6] M. Bavand-Vandchali, F. Golestani-Fard, H. Sarpoolaky, H.R. Rezaie, C.G. Aneziris, The influence of in situ spinel formation on microstructure and phase evolution of MgO–C refractories. Journal of the European Ceramic Society 28 (2008) 563–569.
[7] H.S. Tripathi, A. Ghosh, Spinelisation and properties of Al2O3–MgAl2O4–C refractory: Effect of MgO and Al2O3 reactants. Ceramics International 36 (2010) 1189–1192.
[8]. by David R. Clarke and Simon R. Phillpot, Thermal barrier coating materials. Materials Today, june 2005.
[9] I. J. Bennett, J. M. Kranenburg and W. G. Sloof, Modeling the Influence of Reactive Elements on the Work of Adhesion between Oxides and Metal Alloys. J. Am. Ceram. Soc., 88 [8] 2209–2216 (2005).
[10] A.G. Evans, D.R. Clarke, C.G. Levi, The influence of oxides on the performance of advanced gas turbines. Journal of the European Ceramic Society 28 (2008) 1405–1419.
[11] Wim G. Sloof, Self Healing in Coatings at High Temperatures. S. van der Zwaag (ed.), Self Healing Materials. An Alternative Approach to 20 Centuries of Materials Science, 309–321. 2007 Springer.
[12] Robert Vaßen, Maria Ophelia Jarligo, Tanja Steinke, Daniel Emil Mack, Detlev Stöver, Overview on advanced thermal barrier coatings. Surface & Coatings Technology 205 (2010) 938–942.
[13] G. Witz, V. Shklover,W. Steurer, S. Bachegowda, H.-P. Bossmann, High-temperature interaction of yttria stabilized zirconia coatings with CaO–MgO–Al2O3–SiO2 (CMAS) deposits. Surface & Coatings Technology (2009).
[14] Andre´ R. Studart, Urs T. Gonzenbach, Elena Tervoort, and Ludwig J. Gauckler, Processing Routes to Macroporous Ceramics: A Review. J. Am. Ceram. Soc., 89 [6] 1771–1789 (2006).
[15] R. Marin, Materiales y estructuras cerámicas para el diseño de quemadores de gas. Bol. Soc. Esp. Ceram. V., 47, 5, 298-304 (2008).
126
[16] Susie Wood, Andrew T. Harris, Porous burners for lean-burn applications. Progress in Energy and Combustion Science 34 (2008) 667– 684.
[17] M. Abdul Mujeebu, M.Z. Abdullah, M.Z. Abu Bakar, A.A. Mohamad, R.M.N. Muhad, M.K. Abdullah, Combustion in porous media and its applications – A comprehensive survey. Journal of Environmental Management 90 (2009) 2287–2312.
[18] G. Korotcenkov, Metal oxides for solid-state gas sensors: What determines our choice?. Materials Science and Engineering B 139 (2007) 1–23.
[19] N. Barsan, D. Koziej, U. Weimar, Metal oxide-based gas sensor research: How to?. Sensors and Actuators B 121 (2007) 18–35.
[20] Alexandru Oprea, Nicolae Barsan, Udo Weimar, Work function changes in gas sensitive materials: Fundamentals and applications. Sensors and Actuators B 142 (2009) 470–493.
[21] Noboru Yamazoe, Kengo Shimanoe, New perspectives of gas sensor technology. Sensors and Actuators B 138 (2009) 100–107.
[22] Jong-Heun Lee, Gas sensors using hierarchical and hollow oxide nanostructures: Overview. Sensors and Actuators B 140 (2009) 319–336.
127
5. MEDIO AMBIENTE: TRATAMINETO DE AGUA Y GASES Dentro de las múltiples aplicaciones ambientales de los materiales se destacan, el tratamiento de agua y la filtración de gases calientes. Se estima que cerca de cuatro billones de personas en el mundo (3/4 de la población mundial) tienen acceso restringido o no tienen acceso a agua apta para el consumo humano, además millones de personas muren todos los años por enfermedades transportadas por el agua. Los contaminantes presentes en el agua pueden ser origen bilógico o químico, los contaminantes bilógicos en especial los microbios, representan la principal amenaza para la salud humana [1]. Los riegos de contaminación química del agua puede ser de origen natural (compuestos de arsénico), industrial (metales pesados) o agrario (pesticidas) [1].
El riesgo biológico/químico, sumado a la creciente demanda de agua de alta calidad, la necesidad creciente de utilizar agua residual y los requerimientos de calidad cada vez más estrictos, hacen que el desarrollo de sistemas avanzados para tratamiento de agua, sea una prioridad global [5, 6]. En principio la tecnología de membranas es atractiva para su implementación debido a que provee una barrera absoluta para el control de riesgos biológicos/químicos y su construcción modular permite implementar sistemas en cualquier escala [1], viabilizando la reutilización de aguas residuales rurales y municipales para actividades industriales o agrícolas y la desalinización del agua de mar, i.e. los procesos de membrana permiten la utilización efectiva de las dos mayores fuentes de agua existentes [6].
Los campos de mayor relevancia tecnológica en el área de tratamiento de gases son, (i) reducción de la emisión de material particulado y NOx de los motores diesel y (ii) la implementación de sistemas de separación de gases en procesos termo-eléctricos para la reducción de emisiones de CO2.
La alta eficiencia de los motores diesel, el bajo costo operativo, la alta durabilidad y la confiabilidad, han permitido que sean los líderes en el mercado de los vehículos de trabajo pesado [10]. El problema principal es que el material particulado transportado por los gases de combustión, tiene implicaciones graves sobre la salud humana debido a su carácter carcinógeno. El carácter carcinógeno se debe a la presencia de hidrocarburos aromáticos poli-cíclicos (PAH) y a que el tamaño de las partículas está en el rango nocivo para los pulmones (10-200 nm). La aproximación inicial a la reducción de emisiones de material particulado fue mejorar el diseño del motor y pre-tratar el combustible, después siguió el control preciso de la combustión; el acercamiento más reciente es el uso de dispositivos filtrantes o no filtrantes para la eliminación del material particulado [10].
La reducción de las emisiones de CO2 de las plantas de generación eléctrica de carbón y gas es un objetivo principal de la discusión socio-económica y política. Actualmente las plantas térmicas de generación eléctrica emiten el 40% del CO2 antropogenico, constituyéndose en los mayores focos puntuales de emisión de CO2 [12]. Para la utilización de procesos de membrana en la separación de CO2 se deben superar varios retos tecnológicos, entre estos están: alta permeabilidad, selectividad específica, larga vida útil (100000 h). La ventaja de la utilización de membranas radica en la reducción de la energía requerida para la separación en comparación con los procesos convencionales [12].
La presentación del panorama de los materiales cerámicos utilizados para la fabricación de membranas se dividirá en tres líneas de acción, (i) proceso, (ii) materiales y (iii) aplicaciones y funcionalidad. En la línea de acción proceso, se presentan los principios de funcionamiento. En la línea de acción material, se presentan temas relacionados al control de las propiedades, la micro-estructura y las técnicas de manufactura. La línea de acción aplicaciones y funcionalidad, presenta aplicaciones y tendencias en investigación y desarrollo.
128
Para un mejor entendimiento del este capitulo en particular se decidió presentar incialmente la línea de acción proceso en lugar de la línea de acción materiales comos se realizo en las secciones anteriores.
5.1. PROCESO
En general los procesos de membrana son caracterizados por el uso de una barrera permeable y una fuerza motriz. La fuerza motriz puede ser una diferencia de: presión, temperatura (destilación con membranas) o potencial eléctrico (electro-diálisis). La mayoría de los procesos de membrana son activados por diferencias de presión y se conocen como procesos de filtración [1]. Los procesos de membrana son de gran interés pues reducen el número de pasos en el proceso de separación/filtración permitiendo: recuperar productos de alto valor, separación selectiva, operación continúa, costo de operación relativamente bajo, proceso fácilmente escalable y reducir el requerimiento de espacio físico [3]. Además el avance en la manufactura de membranas ha permitido reducir el costo inversión y los requerimientos energéticos [1].
La limitación principal de los procesos de membrana es la acumulación de material en la superficie de la membrana, lo que reduce la permeabilidad y degradando el desempeño del sistema. La degradación del desempeño se ve reflejada en: el aumento el consumo de energía, la reducción de la disponibilidad del sistema, la degradación de la calidad del producto y la introducción de costos relacionados con la limpieza/remplazo de las membranas [3]. Además de los problemas relacionados a la formación de capas superficiales; la generación de un flujo concentrado es intrínseca a los procesos de membrana, lo cual dependiendo de la aplicación puede inducir costos extras en el proceso de separación/filtración [5].
Los procesos de membrana son utilizados en diversos procesos de producción, e.g. textiles, farmacéuticos, papel, semiconductores, cuero, minería, lácteos, alimentos, bebidas, biotecnología y tratamiento de agua; de hecho el mercado global para el 2010 de sistemas de tratamiento de agua/agua residual con base en membranas es de aproximadamente 10 billones de USD [1, 3, 8].
5.1.1. MEMBRANAS
Las membranas son barreras selectivas entre dos fases, que restringen el transporte de partículas y iones que no hacen parte del solvente (e.g. agua). El transporte selectivo se logra mediante las diferencias en las propiedades químicas o físicas de los solutos [3]. Actualmente la mayoría de las membranas utilizadas son poliméricas. No obstante, las membranas cerámicas (TiO2, Al2O3, ZrO2, SiO2) tienen varias ventajas sobre las membranas poliméricas, entre estas están: (i) mayor estabilidad térmica, (ii) mayor resistencia mecánica y al desgaste abrasivo, (iii) mejor resistencia contra la corrosión y el ataque químico, (iv) tienden en menor grado a formar capas superficiales debido al carácter hidrofilico de la superficie, lo que extienda su vida útil, (v) tienen una composición definida y (vi) la estructura de poros es relativamente uniforme [3, 4, 7].
Las membranas pueden ser clasificadas en dos grandes grupos, las membranas porosas y las membranas no-porosas. Las membranas porosas separan partículas con base a las diferencias de tamaño, entre estas podemos encontrar las membranas de micro, ultra y nano filtración. Las membranas no porosas, separan las partículas con base a las diferencias de difusividad entre el solvente y el soluto a través de la membrana, las membranas cerámicas no porosas se utilizan en mayor grado para filtrar gases a alta temperatura. El mercado más desarrollado en los proceso de membrana es la microfiltración [3, 8].
129
5.1.2. MEMBRANAS DE NANOFILTRACIÓN
Las membranas de nanofiltración (poro<2 nm) operan a presiones entre 200 y 1000 kPa, y se utilizan en la separación de iones multivalentes (η>90%), pesticidas, herbicidas, arsénico, químicos, entre otros [1, 3, 5]. La industria de los alimentos generalmente adopta nuevas tecnologías de forma relativamente rápida, de hecho la industria de los lácteos fue una de las primeras en utilizar membranas de nanofiltración. Sin embargo los retos en la industria de los alimentos son altos, debido a los altos estándares y las aplicaciones emergentes como productos bajos en grasa, bajos en calorías y en general productos para dietas especiales que requieren procesos mejorados de separación. Las membranas de nanofiltración tienen el potencial de separar iones monovalentes y/o multivalentes y de separar solutos orgánicos de diferente tamaño [5]. El potencial de utilización de las membranas de nanofiltración es opacado por: la tendencia a la formación de capas o taponamiento de poros por sustancias inorgánicas y/o orgánicas en la superficie de las membranas, el alto consumo energético y la baja eficiencia hidráulica [2, 5].
5.1.3. MEMBRANAS DE ULTRAFILTRACIÓN
Las membranas ultraporosas (2<poro<50 nm) operan a presiones entre 50-200 kPa, estas membranas son utilizadas para separar partículas, virus y solutos (azucares, sales, colorantes) [1, 3, 4]. Las membranas de ultrafiltración han emergido con particular fuerza en los procesos de tratamiento de agua, esto se debe a que en la actualidad son el único medio confiable para remover virus (25-200 nm) y otros tipos de riesgo micro-biológico del suministro de agua [1, 2]. Los sistemas de tratamiento de agua que utilizan membranas de ultrafiltración pueden operar con presión hidrostática e incluyen, un filtro grueso de arena, un micro-filtro (500 micrómetros) y un filtro de seguridad (5 micrómetros). La función de la pre-filtración es reducir la deposición de material sobre la superficie de la membrana [1]. Las membranas de ultrafiltración también pueden ser utilizadas para el tratamiento de aguas residuales con alta concentración de colorantes [4].
5.1.4. MEMBRANAS DE MICROFILTRACIÓN
Las membranas de microfiltración (50<poro<2000 nm) operan a presiones entre 10-50 kPa y se utilizan para separar partículas y bacterias [3]. Las membranas de microfiltración cerámicas son fabricadas en monolitos o tubos cilíndricos huecos. El tamaño de poro nominal es de alrededor de 200 nm. Debido al tamaño de poro, las estas membranas proveen protección completa contra bacterias, pero solo protección parcial contra virus. La mayoría de las membranas de microfiltración comerciales son impregnadas con partículas de plata, estas partículas actúan como un paso adicional de desinfección y previene la formación de la formación de bio-capas en la superficie de la membrana [1].
5.1.5. MEMBRANAS DE ADSORCIÓN
Una técnica alternativa para la remoción de virus es la filtración por adsorción, en esta técnica el agua a tratar pasa a través de un medio filtrante con porosidad abierta (micrones) y las partículas dispersas son adsorbidas en las paredes mediante interacciones electrostáticas y fuerzas de Van der Waals. Dentro de las aproximaciones a la filtración por adsorción diversos sistemas han sido presentados: diatomitas modificadas superficialmente con hidróxidos metálicos (Al, Mg, Fe, Ca), celulosa modificada superficialmente hidróxidos metálicos (Al, Mg, Fe, Ca) y óxidos metálicos (Al2O3, SiO2), Arenas modificadas superficialmente con hidróxidos metálicos (Al, Fe), carbón activado modificado superficialmente con óxidos metálicos (Al2O3), entre otros [2].
130
Los medios filtrantes mencionados son de carácter electro-positivo y la mayor contribución al proceso de adsorción la realizan las fuerzas electroestáticas, i.e. la atracción de las partículas cargadas a una superficie de carga opuesta. Los virus transportados por el agua generalmente tienen superficies cargadas negativamente, el objetivo es el desarrollo de medios de alta porosidad con un carga superficial positiva (potencial zeta-positivo) en el mayor rango de pH posible [2].
La diatomitas son básicamente un forma natural altamente porosa de SiO2, por lo tanto son utilizadas como material base para filtros de alto flujo con capacidad para adsorber virus. El punto isoeléctrico de la diatomita suspendida en agua está alrededor de pH 2, lo que nos indica que la superficie está cargada de negativamente, esto genera la necesidad de modificar la superficie. El óxido de itrio (Y2O3) es un adsorbente potencial con un punto isoeléctrico alrededor de pH 9-10 (rango de operación para filtración de agua pH 5-9), por lo tanto la superficie del Y2O3 esta positivamente carga a menor pH y negativamente cargada a mayor pH [2].
La inactivación de los virus adsorbidos, desorción de los virus y la regeneración del filtro se realiza mediante calor. Los dos problemas principales son (i) una capacidad limitada de vida de filtración de virus y (ii) perdida de la capa superficial activa en operación [2].
5.1.6. SISTEMAS DE OXIDACIÓN AVANZADOS
El principio de este tipo de tecnología se basa en la generación transitoria de especies altamente reactivas como el peróxido de hidrogeno, el ozono y grupos OH para la mineralización (transformación a agua y dióxido de carbono) de compuestos orgánicos [6].
Dentro de los procesos avanzados de oxidación, la fotocatálisis heterogénea con semiconductores (TiO2, ZnO, Fe2O3) ha demostrado ser eficiente para mineralizar una amplia variedad compuestos orgánicos estables. Dentro de los óxidos semiconductores el más estudiado es el dióxido de titanio, pues además de ser un oxido semiconductor posee, alta estabilidad electro-química, alta estabilidad térmica y buenas propiedades mecánicas [6].
Cuando la energía del fotón (hν) es mayor o igual al ancho de banda del óxido de titanio (3.2 eV-anatasa y 3 eV-rutilo) se genera un par electrón-hueco, el electrón es excitado hasta la banda de conducción y un hueco es generado en banda de valencia. Los electrones y huecos atrapados en la superficie del TiO2 no se recombinan, lo que permite la formación las especies activas a partir del oxígeno disuelto y las moléculas de agua; estas especies activas transitorias mineralizan los compuestos orgánicos. La figura 7.1. presenta un esquema del proceso descrito [6].
Las características que hacen de la fotocatálisis heterogénea una tecnología aplicable al tratamiento de agua son: (i) temperatura y presión de operación atmosférica, (ii) posibilidad de mineralización completa de compuestos orgánicos sin polución secundaria y (iii) bajos costos de operación. La post-separación de las partículas de dióxido de titanio después de tratar el agua es el mayor obstáculo para la aplicación industrial. Además, el reducido tamaño de partícula y la alta área superficial requeridas en teoria para alcanzar una alta eficiencia, crean una fuerte tendencia a la aglomeración de las partículas; la aglomeración reduce el área de superficie utilizable y la vida útil del material [6].
DESARROLLO DE FOTOCATALIZADORES
Existen dos configuraciones básicas, los reactores con partículas fotocatalíticas suspendidas y los reactores con partículas fotocatalíticas inmovilizadas sobre substratos inertes [6].
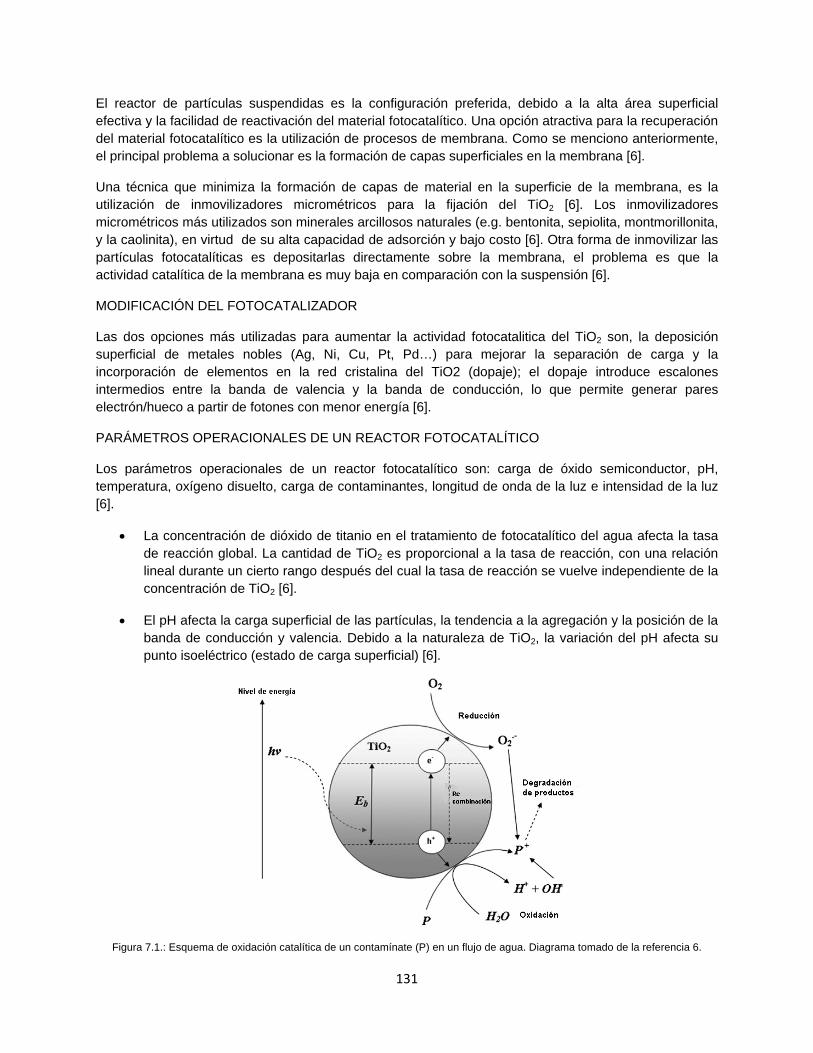
131
El reactor de partículas suspendidas es la configuración preferida, debido a la alta área superficial efectiva y la facilidad de reactivación del material fotocatalítico. Una opción atractiva para la recuperación del material fotocatalítico es la utilización de procesos de membrana. Como se menciono anteriormente, el principal problema a solucionar es la formación de capas superficiales en la membrana [6].
Una técnica que minimiza la formación de capas de material en la superficie de la membrana, es la utilización de inmovilizadores micrométricos para la fijación del TiO2 [6]. Los inmovilizadores micrométricos más utilizados son minerales arcillosos naturales (e.g. bentonita, sepiolita, montmorillonita, y la caolinita), en virtud de su alta capacidad de adsorción y bajo costo [6]. Otra forma de inmovilizar las partículas fotocatalíticas es depositarlas directamente sobre la membrana, el problema es que la actividad catalítica de la membrana es muy baja en comparación con la suspensión [6].
MODIFICACIÓN DEL FOTOCATALIZADOR
Las dos opciones más utilizadas para aumentar la actividad fotocatalitica del TiO2 son, la deposición superficial de metales nobles (Ag, Ni, Cu, Pt, Pd…) para mejorar la separación de carga y la incorporación de elementos en la red cristalina del TiO2 (dopaje); el dopaje introduce escalones intermedios entre la banda de valencia y la banda de conducción, lo que permite generar pares electrón/hueco a partir de fotones con menor energía [6].
PARÁMETROS OPERACIONALES DE UN REACTOR FOTOCATALÍTICO
Los parámetros operacionales de un reactor fotocatalítico son: carga de óxido semiconductor, pH, temperatura, oxígeno disuelto, carga de contaminantes, longitud de onda de la luz e intensidad de la luz [6].
• La concentración de dióxido de titanio en el tratamiento de fotocatalítico del agua afecta la tasa de reacción global. La cantidad de TiO2 es proporcional a la tasa de reacción, con una relación lineal durante un cierto rango después del cual la tasa de reacción se vuelve independiente de la concentración de TiO2 [6].
• El pH afecta la carga superficial de las partículas, la tendencia a la agregación y la posición de la banda de conducción y valencia. Debido a la naturaleza de TiO2, la variación del pH afecta su punto isoeléctrico (estado de carga superficial) [6].
Figura 7.1.: Esquema de oxidación catalítica de un contamínate (P) en un flujo de agua. Diagrama tomado de la referencia 6.
132
• La generación de pares electrón-hueco en materiales semiconductores es un procesos activado térmicamente, pero la energía térmica es inadecuada para activar la superficie de TiO2. Debido a que la operación por encima de los 80°C favorece la recombinación (i.e. los electrones y huecos generados no pueden ser atrapados por la superficie), evitando la adsorción de los compuestos orgánicos en la superficie del dióxido de titanio [6].
• La función del oxígeno disuelto y las moléculas de agua es asegurar la existencia de una alta densidad de trampas para electrones y huecos en la superficie de la partícula de TiO2, previniendo la recombinación [6].
• La variación en la concentración inicial de contaminantes, resulta en cambios en el tiempo de reacción requerido para alcanzar la mineralización completa (desinfección).
• La alta concentración de substancias orgánicas también puede saturar la superficie de TiO2, lo cual reduce la eficiencia de adsorción de fotones y lleva a la desactivación del fotocatalizador [6].
• La longitud de onda requerida para la creación de pares electron-hueco depende de la fase cristalina de dióxido de titanio; el rutilo tiene un ancho de banda de 3 eV mientras el TiO2 con estructura anatasa tiene un ancho de banda de 3.2 eV, por lo cual requiere radiación de menor longitud de onda. En general es aceptado que la longitud onda debe ser menor a 400 nm [6].
• Intensidad de la luz: En particular se requiere una alta intensidad de luz para proveer el nivel de activación requerido del fotocatalizador [6].
CALIDAD DEL AGUA
Los parámetros principales de la calidad del agua son, turbiedad, concentración de iones inorgánicos, concentración de metales nobles y concetración de metales pesados [6]; entre los parámetros mencionados, la turbiedad es el que tiene mayor influencia en el proceso. La turbiedad se refiere a las partículas insolubles presentes en el agua, la presencia de este tipo de contaminante es altamente perjudicial para el proceso de fotocatálisis, pues estas partículas afectan las propiedades ópticas del medio e impiden la penetración de la luz ultravioleta mediante la dispersión y absorción [6].
5.1.7. DEGRADACIÓN EN PROCESOS DE MEMBRANA
Existen dos fenómenos que degradan el desempeño del proceso de filtración con membranas, (i) la polarización por concentración y (ii) la formación de capas de material orgánico/inorgánico en la superficie de la membrana.
POLARIZACIÓN POR CONCENTRACIÓN
La polarización por concentración ocurre debido a las diferencias en permeabilidad entre el solvente y las partículas/solutos. El aumento de la concentración de partículas y solutos en la superficie de la membrana, genera un aumento de la difusión de estos lejos de la superficie de la membrana (presión osmótica) hasta alcanzar un estado estable.
El estado estable se alcanza cuando la tasa de difusión equipara la tasa de acumulación en la superficie de la membrana [3]. Este fenómeno aumenta el riesgo de taponamiento de poros, reduce la calidad del permeato y reduce la tasa de transporte a través de la membrana debido al incremento de la presión osmótica. La polarización por concentración no se considera deposición, debido a que una vez se detiene el proceso de filtración/separación la polarización por concentración desaparece [3].
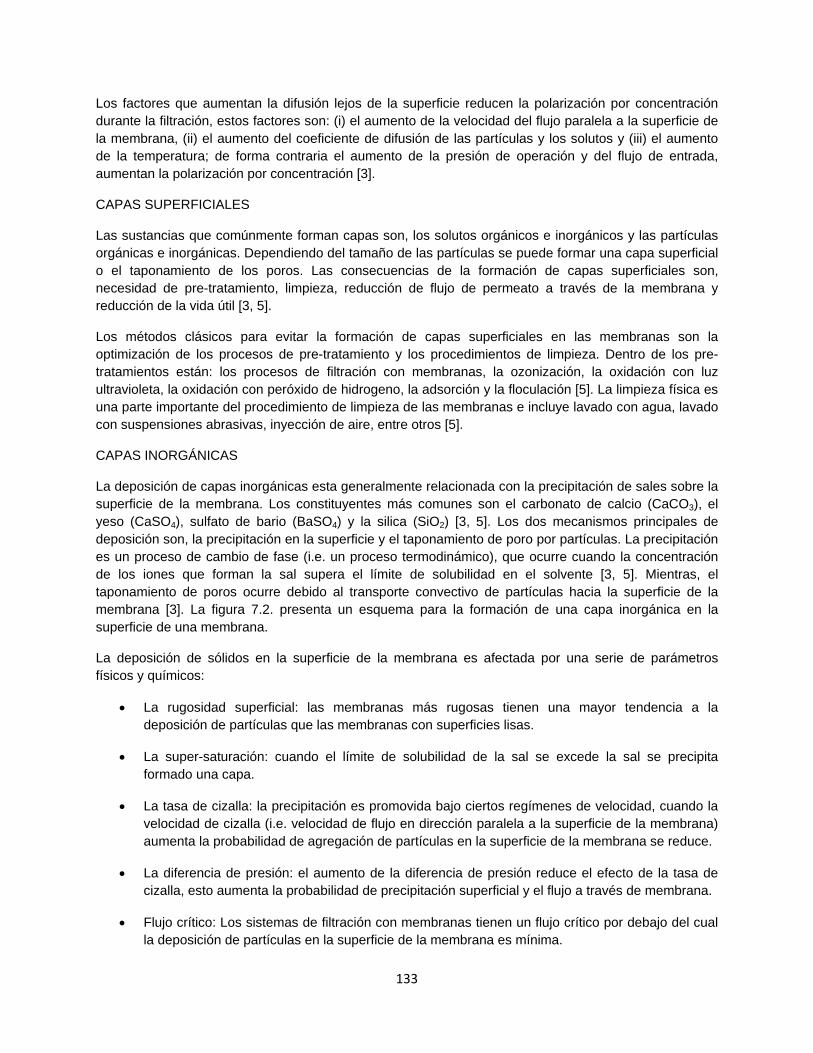
133
Los factores que aumentan la difusión lejos de la superficie reducen la polarización por concentración durante la filtración, estos factores son: (i) el aumento de la velocidad del flujo paralela a la superficie de la membrana, (ii) el aumento del coeficiente de difusión de las partículas y los solutos y (iii) el aumento de la temperatura; de forma contraria el aumento de la presión de operación y del flujo de entrada, aumentan la polarización por concentración [3].
CAPAS SUPERFICIALES
Las sustancias que comúnmente forman capas son, los solutos orgánicos e inorgánicos y las partículas orgánicas e inorgánicas. Dependiendo del tamaño de las partículas se puede formar una capa superficial o el taponamiento de los poros. Las consecuencias de la formación de capas superficiales son, necesidad de pre-tratamiento, limpieza, reducción de flujo de permeato a través de la membrana y reducción de la vida útil [3, 5].
Los métodos clásicos para evitar la formación de capas superficiales en las membranas son la optimización de los procesos de pre-tratamiento y los procedimientos de limpieza. Dentro de los pre-tratamientos están: los procesos de filtración con membranas, la ozonización, la oxidación con luz ultravioleta, la oxidación con peróxido de hidrogeno, la adsorción y la floculación [5]. La limpieza física es una parte importante del procedimiento de limpieza de las membranas e incluye lavado con agua, lavado con suspensiones abrasivas, inyección de aire, entre otros [5].
CAPAS INORGÁNICAS
La deposición de capas inorgánicas esta generalmente relacionada con la precipitación de sales sobre la superficie de la membrana. Los constituyentes más comunes son el carbonato de calcio (CaCO3), el yeso (CaSO4), sulfato de bario (BaSO4) y la silica (SiO2) [3, 5]. Los dos mecanismos principales de deposición son, la precipitación en la superficie y el taponamiento de poro por partículas. La precipitación es un proceso de cambio de fase (i.e. un proceso termodinámico), que ocurre cuando la concentración de los iones que forman la sal supera el límite de solubilidad en el solvente [3, 5]. Mientras, el taponamiento de poros ocurre debido al transporte convectivo de partículas hacia la superficie de la membrana [3]. La figura 7.2. presenta un esquema para la formación de una capa inorgánica en la superficie de una membrana.
La deposición de sólidos en la superficie de la membrana es afectada por una serie de parámetros físicos y químicos:
• La rugosidad superficial: las membranas más rugosas tienen una mayor tendencia a la deposición de partículas que las membranas con superficies lisas.
• La super-saturación: cuando el límite de solubilidad de la sal se excede la sal se precipita formado una capa.
• La tasa de cizalla: la precipitación es promovida bajo ciertos regímenes de velocidad, cuando la velocidad de cizalla (i.e. velocidad de flujo en dirección paralela a la superficie de la membrana) aumenta la probabilidad de agregación de partículas en la superficie de la membrana se reduce.
• La diferencia de presión: el aumento de la diferencia de presión reduce el efecto de la tasa de cizalla, esto aumenta la probabilidad de precipitación superficial y el flujo a través de membrana.
• Flujo crítico: Los sistemas de filtración con membranas tienen un flujo crítico por debajo del cual la deposición de partículas en la superficie de la membrana es mínima.
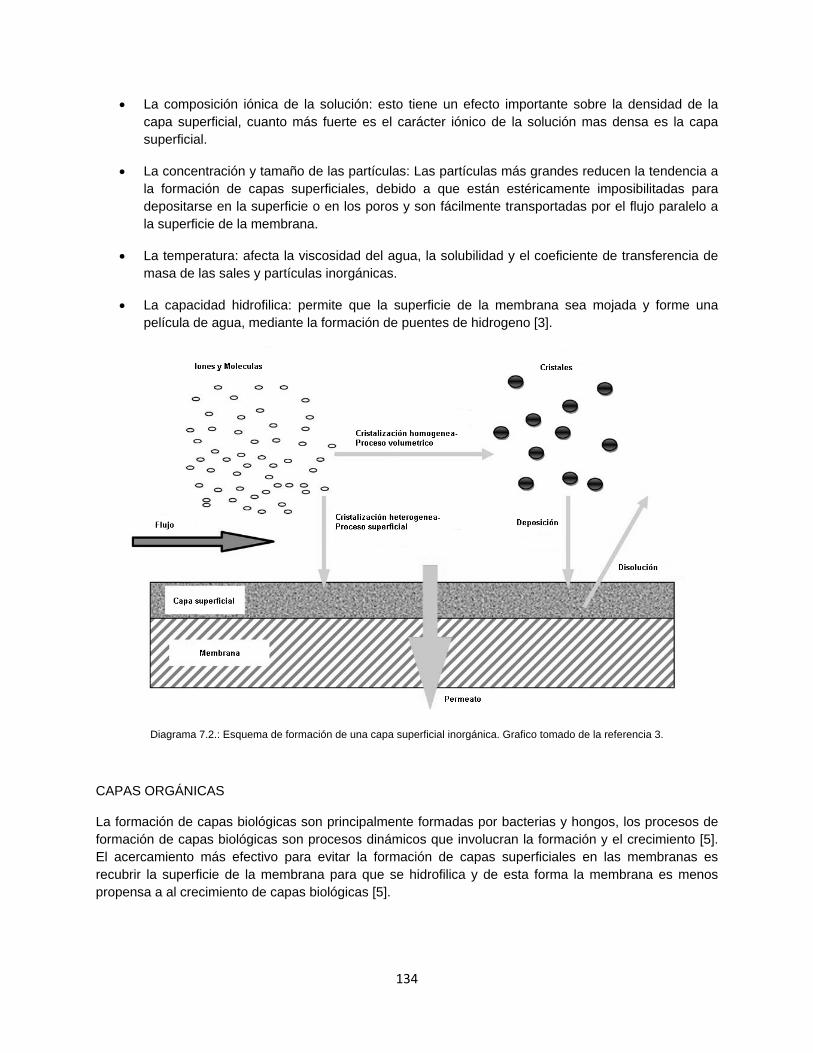
134
• La composición iónica de la solución: esto tiene un efecto importante sobre la densidad de la capa superficial, cuanto más fuerte es el carácter iónico de la solución mas densa es la capa superficial.
• La concentración y tamaño de las partículas: Las partículas más grandes reducen la tendencia a la formación de capas superficiales, debido a que están estéricamente imposibilitadas para depositarse en la superficie o en los poros y son fácilmente transportadas por el flujo paralelo a la superficie de la membrana.
• La temperatura: afecta la viscosidad del agua, la solubilidad y el coeficiente de transferencia de masa de las sales y partículas inorgánicas.
• La capacidad hidrofilica: permite que la superficie de la membrana sea mojada y forme una película de agua, mediante la formación de puentes de hidrogeno [3].
Diagrama 7.2.: Esquema de formación de una capa superficial inorgánica. Grafico tomado de la referencia 3.
CAPAS ORGÁNICAS
La formación de capas biológicas son principalmente formadas por bacterias y hongos, los procesos de formación de capas biológicas son procesos dinámicos que involucran la formación y el crecimiento [5]. El acercamiento más efectivo para evitar la formación de capas superficiales en las membranas es recubrir la superficie de la membrana para que se hidrofilica y de esta forma la membrana es menos propensa a al crecimiento de capas biológicas [5].
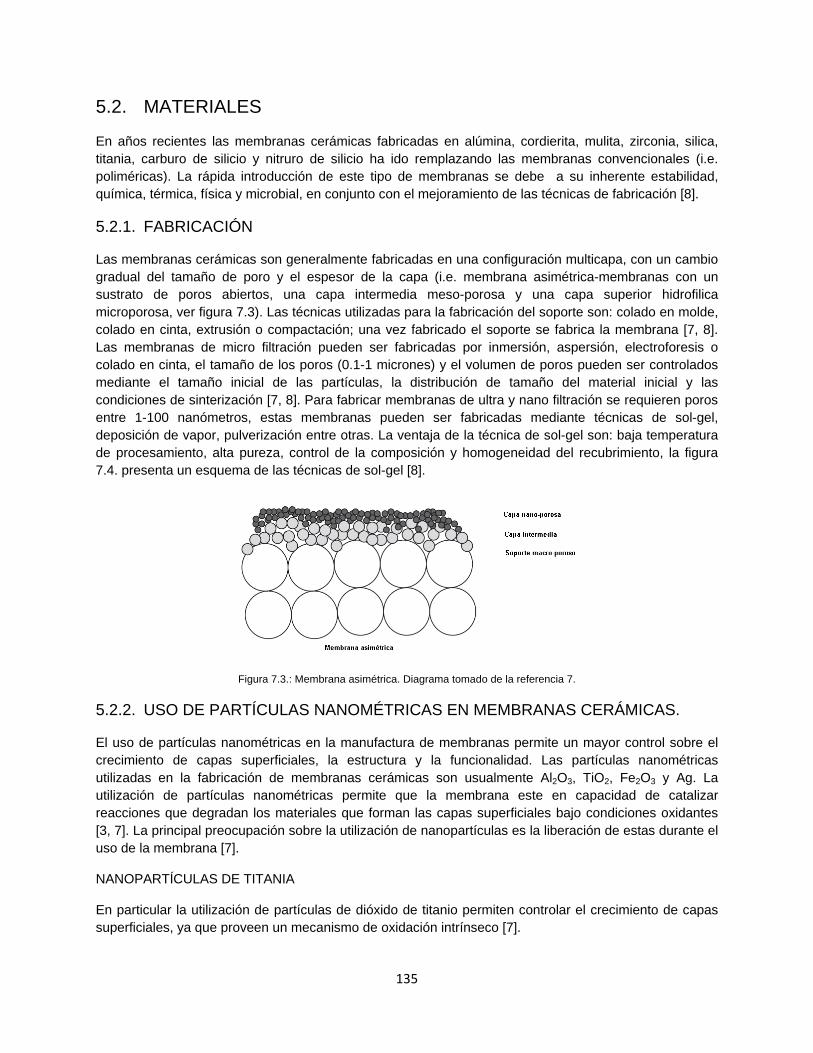
135
5.2. MATERIALES
En años recientes las membranas cerámicas fabricadas en alúmina, cordierita, mulita, zirconia, silica, titania, carburo de silicio y nitruro de silicio ha ido remplazando las membranas convencionales (i.e. poliméricas). La rápida introducción de este tipo de membranas se debe a su inherente estabilidad, química, térmica, física y microbial, en conjunto con el mejoramiento de las técnicas de fabricación [8].
5.2.1. FABRICACIÓN
Las membranas cerámicas son generalmente fabricadas en una configuración multicapa, con un cambio gradual del tamaño de poro y el espesor de la capa (i.e. membrana asimétrica-membranas con un sustrato de poros abiertos, una capa intermedia meso-porosa y una capa superior hidrofilica microporosa, ver figura 7.3). Las técnicas utilizadas para la fabricación del soporte son: colado en molde, colado en cinta, extrusión o compactación; una vez fabricado el soporte se fabrica la membrana [7, 8]. Las membranas de micro filtración pueden ser fabricadas por inmersión, aspersión, electroforesis o colado en cinta, el tamaño de los poros (0.1-1 micrones) y el volumen de poros pueden ser controlados mediante el tamaño inicial de las partículas, la distribución de tamaño del material inicial y las condiciones de sinterización [7, 8]. Para fabricar membranas de ultra y nano filtración se requieren poros entre 1-100 nanómetros, estas membranas pueden ser fabricadas mediante técnicas de sol-gel, deposición de vapor, pulverización entre otras. La ventaja de la técnica de sol-gel son: baja temperatura de procesamiento, alta pureza, control de la composición y homogeneidad del recubrimiento, la figura 7.4. presenta un esquema de las técnicas de sol-gel [8].
Figura 7.3.: Membrana asimétrica. Diagrama tomado de la referencia 7.
5.2.2. USO DE PARTÍCULAS NANOMÉTRICAS EN MEMBRANAS CERÁMICAS.
El uso de partículas nanométricas en la manufactura de membranas permite un mayor control sobre el crecimiento de capas superficiales, la estructura y la funcionalidad. Las partículas nanométricas utilizadas en la fabricación de membranas cerámicas son usualmente Al2O3, TiO2, Fe2O3 y Ag. La utilización de partículas nanométricas permite que la membrana este en capacidad de catalizar reacciones que degradan los materiales que forman las capas superficiales bajo condiciones oxidantes [3, 7]. La principal preocupación sobre la utilización de nanopartículas es la liberación de estas durante el uso de la membrana [7].
NANOPARTÍCULAS DE TITANIA
En particular la utilización de partículas de dióxido de titanio permiten controlar el crecimiento de capas superficiales, ya que proveen un mecanismo de oxidación intrínseco [7].
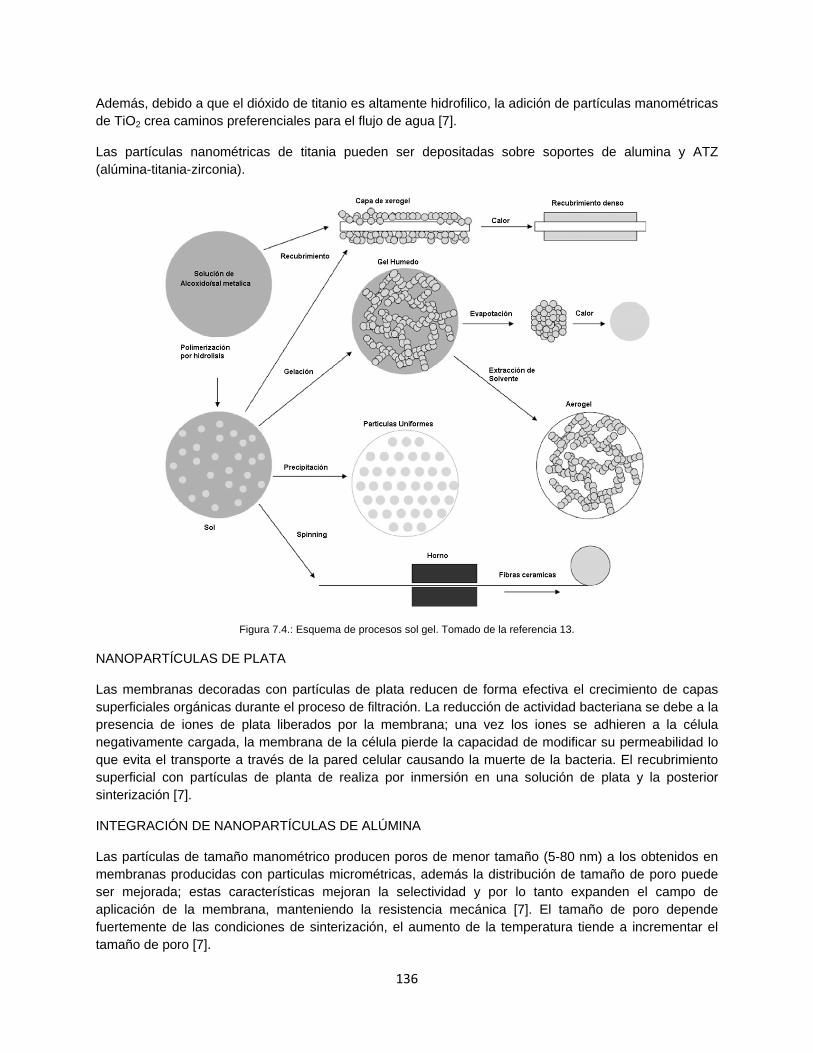
136
Además, debido a que el dióxido de titanio es altamente hidrofilico, la adición de partículas manométricas de TiO2 crea caminos preferenciales para el flujo de agua [7].
Las partículas nanométricas de titania pueden ser depositadas sobre soportes de alumina y ATZ (alúmina-titania-zirconia).
Figura 7.4.: Esquema de procesos sol gel. Tomado de la referencia 13.
NANOPARTÍCULAS DE PLATA
Las membranas decoradas con partículas de plata reducen de forma efectiva el crecimiento de capas superficiales orgánicas durante el proceso de filtración. La reducción de actividad bacteriana se debe a la presencia de iones de plata liberados por la membrana; una vez los iones se adhieren a la célula negativamente cargada, la membrana de la célula pierde la capacidad de modificar su permeabilidad lo que evita el transporte a través de la pared celular causando la muerte de la bacteria. El recubrimiento superficial con partículas de planta de realiza por inmersión en una solución de plata y la posterior sinterización [7].
INTEGRACIÓN DE NANOPARTÍCULAS DE ALÚMINA
Las partículas de tamaño manométrico producen poros de menor tamaño (5-80 nm) a los obtenidos en membranas producidas con particulas micrométricas, además la distribución de tamaño de poro puede ser mejorada; estas características mejoran la selectividad y por lo tanto expanden el campo de aplicación de la membrana, manteniendo la resistencia mecánica [7]. El tamaño de poro depende fuertemente de las condiciones de sinterización, el aumento de la temperatura tiende a incrementar el tamaño de poro [7].
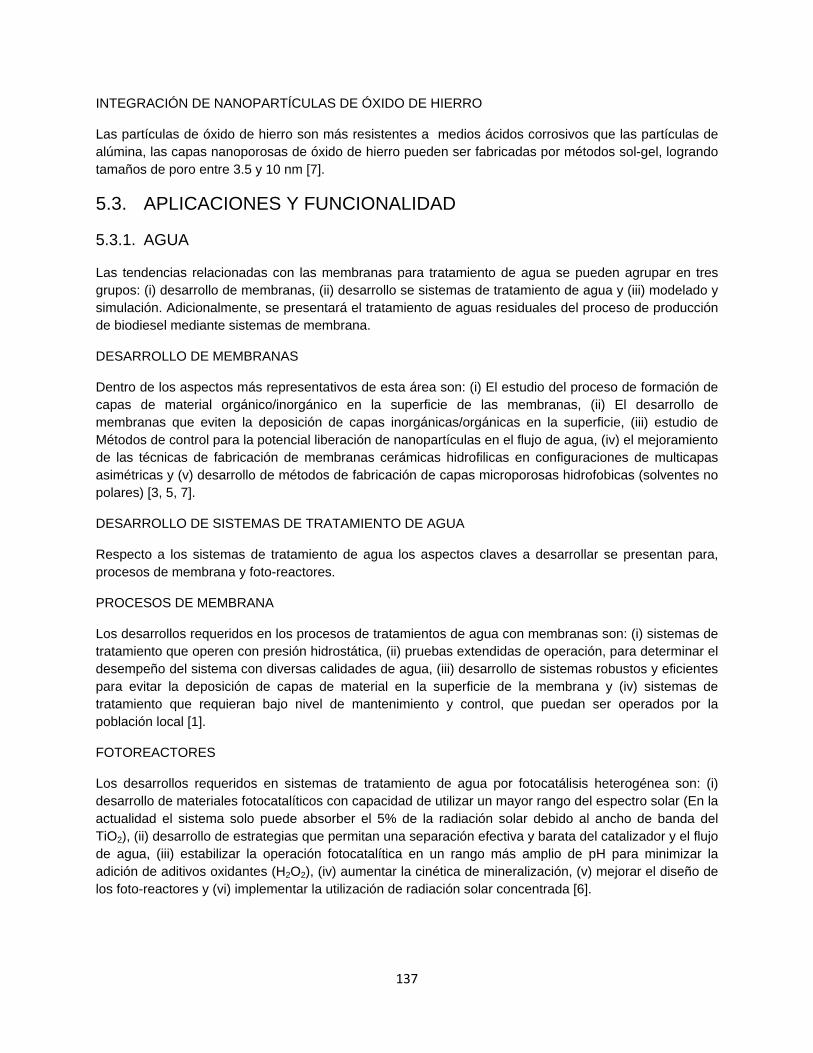
137
INTEGRACIÓN DE NANOPARTÍCULAS DE ÓXIDO DE HIERRO
Las partículas de óxido de hierro son más resistentes a medios ácidos corrosivos que las partículas de alúmina, las capas nanoporosas de óxido de hierro pueden ser fabricadas por métodos sol-gel, logrando tamaños de poro entre 3.5 y 10 nm [7].
5.3. APLICACIONES Y FUNCIONALIDAD
5.3.1. AGUA
Las tendencias relacionadas con las membranas para tratamiento de agua se pueden agrupar en tres grupos: (i) desarrollo de membranas, (ii) desarrollo se sistemas de tratamiento de agua y (iii) modelado y simulación. Adicionalmente, se presentará el tratamiento de aguas residuales del proceso de producción de biodiesel mediante sistemas de membrana.
DESARROLLO DE MEMBRANAS
Dentro de los aspectos más representativos de esta área son: (i) El estudio del proceso de formación de capas de material orgánico/inorgánico en la superficie de las membranas, (ii) El desarrollo de membranas que eviten la deposición de capas inorgánicas/orgánicas en la superficie, (iii) estudio de Métodos de control para la potencial liberación de nanopartículas en el flujo de agua, (iv) el mejoramiento de las técnicas de fabricación de membranas cerámicas hidrofilicas en configuraciones de multicapas asimétricas y (v) desarrollo de métodos de fabricación de capas microporosas hidrofobicas (solventes no polares) [3, 5, 7].
DESARROLLO DE SISTEMAS DE TRATAMIENTO DE AGUA
Respecto a los sistemas de tratamiento de agua los aspectos claves a desarrollar se presentan para, procesos de membrana y foto-reactores.
PROCESOS DE MEMBRANA
Los desarrollos requeridos en los procesos de tratamientos de agua con membranas son: (i) sistemas de tratamiento que operen con presión hidrostática, (ii) pruebas extendidas de operación, para determinar el desempeño del sistema con diversas calidades de agua, (iii) desarrollo de sistemas robustos y eficientes para evitar la deposición de capas de material en la superficie de la membrana y (iv) sistemas de tratamiento que requieran bajo nivel de mantenimiento y control, que puedan ser operados por la población local [1].
FOTOREACTORES
Los desarrollos requeridos en sistemas de tratamiento de agua por fotocatálisis heterogénea son: (i) desarrollo de materiales fotocatalíticos con capacidad de utilizar un mayor rango del espectro solar (En la actualidad el sistema solo puede absorber el 5% de la radiación solar debido al ancho de banda del TiO2), (ii) desarrollo de estrategias que permitan una separación efectiva y barata del catalizador y el flujo de agua, (iii) estabilizar la operación fotocatalítica en un rango más amplio de pH para minimizar la adición de aditivos oxidantes (H2O2), (iv) aumentar la cinética de mineralización, (v) mejorar el diseño de los foto-reactores y (vi) implementar la utilización de radiación solar concentrada [6].
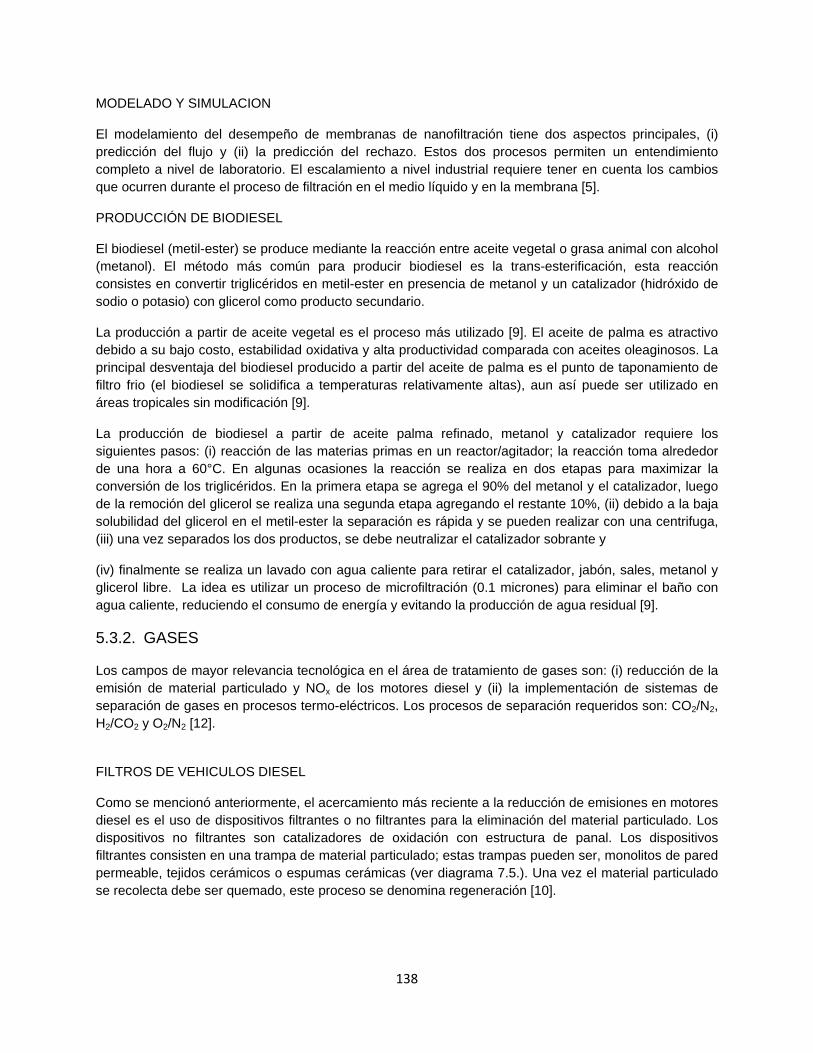
138
MODELADO Y SIMULACION
El modelamiento del desempeño de membranas de nanofiltración tiene dos aspectos principales, (i) predicción del flujo y (ii) la predicción del rechazo. Estos dos procesos permiten un entendimiento completo a nivel de laboratorio. El escalamiento a nivel industrial requiere tener en cuenta los cambios que ocurren durante el proceso de filtración en el medio líquido y en la membrana [5].
PRODUCCIÓN DE BIODIESEL
El biodiesel (metil-ester) se produce mediante la reacción entre aceite vegetal o grasa animal con alcohol (metanol). El método más común para producir biodiesel es la trans-esterificación, esta reacción consistes en convertir triglicéridos en metil-ester en presencia de metanol y un catalizador (hidróxido de sodio o potasio) con glicerol como producto secundario.
La producción a partir de aceite vegetal es el proceso más utilizado [9]. El aceite de palma es atractivo debido a su bajo costo, estabilidad oxidativa y alta productividad comparada con aceites oleaginosos. La principal desventaja del biodiesel producido a partir del aceite de palma es el punto de taponamiento de filtro frio (el biodiesel se solidifica a temperaturas relativamente altas), aun así puede ser utilizado en áreas tropicales sin modificación [9].
La producción de biodiesel a partir de aceite palma refinado, metanol y catalizador requiere los siguientes pasos: (i) reacción de las materias primas en un reactor/agitador; la reacción toma alrededor de una hora a 60°C. En algunas ocasiones la reacción se realiza en dos etapas para maximizar la conversión de los triglicéridos. En la primera etapa se agrega el 90% del metanol y el catalizador, luego de la remoción del glicerol se realiza una segunda etapa agregando el restante 10%, (ii) debido a la baja solubilidad del glicerol en el metil-ester la separación es rápida y se pueden realizar con una centrifuga, (iii) una vez separados los dos productos, se debe neutralizar el catalizador sobrante y
(iv) finalmente se realiza un lavado con agua caliente para retirar el catalizador, jabón, sales, metanol y glicerol libre. La idea es utilizar un proceso de microfiltración (0.1 micrones) para eliminar el baño con agua caliente, reduciendo el consumo de energía y evitando la producción de agua residual [9].
5.3.2. GASES
Los campos de mayor relevancia tecnológica en el área de tratamiento de gases son: (i) reducción de la emisión de material particulado y NOx de los motores diesel y (ii) la implementación de sistemas de separación de gases en procesos termo-eléctricos. Los procesos de separación requeridos son: CO2/N2, H2/CO2 y O2/N2 [12].
FILTROS DE VEHICULOS DIESEL
Como se mencionó anteriormente, el acercamiento más reciente a la reducción de emisiones en motores diesel es el uso de dispositivos filtrantes o no filtrantes para la eliminación del material particulado. Los dispositivos no filtrantes son catalizadores de oxidación con estructura de panal. Los dispositivos filtrantes consisten en una trampa de material particulado; estas trampas pueden ser, monolitos de pared permeable, tejidos cerámicos o espumas cerámicas (ver diagrama 7.5.). Una vez el material particulado se recolecta debe ser quemado, este proceso se denomina regeneración [10].
139
La regeneración controlada se realiza siguiendo una de las siguientes aproximaciones: (i) el gas de combustión o el filtro se calientan a la temperatura de ignición del material particulado, (ii) la temperatura de ignición del material particulado se reduce con el uso de catalizadores o (iii) mediante una combinación de los dos métodos [10]. El catalizador puede ser adicionado al combustible o depositado en la superficie del filtro, la segunda opción es la que se utiliza actualmente [10].
La mayoría de los filtros comerciales son de pared permeable fabricados en carburo de silicio o cordierita, el tamaño de poro esta alrededor de los 10 micrones y la eficiencia en la reducción de emisión de material particulado es superior al 90%. Los filtros de espumas cerámicas, tienen poros entre 100-400 micrones y son fabricados en zirconia reforzada con alúmina, mulita o carburo de silicio. Los filtros tejidos, son generalmente de fibras de alúmina dopada, el tamaño medio de los poros en filtros tejidos es de 10 micrones. La eficiencia de los filtros de espuma y los tejidos es menor a la de los filtros de pared permeable [10].
Figura 7.5.: Tipos de trampa para material particulado, Tipo A: monolitos de pared permeable, Tipo B: espumas cerámicas o Tipo C: tejidos cerámicos. Grafico tomado de la referencia 10.
140
FILTRO PEUGEOT-CITROËN (PSA)
Es un filtro de pared permeable fabricado en carburo de silicio, la selección del tipo filtro se basa en la alta eficiencia y la selección del material es basada en la alta resistencia al choque térmico. La estrategia de regeneración es aumentar la temperatura de los gases de combustión con base en la caída de presión a través del filtro. Se utiliza un sistema de combustión previo al filtro para quemar el combustible extra en los gases de combustión y poder quemar el material particulado retenido en el filtro. Además se adiciona Ce al combustible, de esta forma las partículas de CeO2 quedan embebidas en material particulado reduciendo la temperatura de ignición [10].
Los problemas con el sistema PSA son: (i) las partículas de ceria se depositan sobre las paredes del filtro, esto hace necesario una limpieza periódica y (ii) alto costo de inversión debido a los múltiples componentes del sistema [10].
TRAMPA DE REGENERACIÓN CONTINUA
Es un filtro de pared permeable con un dispositivo no filtrante que lo precede, la ventaja es que el dispositivo no filtrante permite la regeneración continua del filtro. Cuando la temperatura de los gases de combustión se mantiene entre los 200 - 450°C la actividad catalítica en el dispositivo no filtrante puede oxidar el CO y el NO, lo que permite la ignición del material particulado. La regeneración continua evita gradientes extremos de temperatura, aumentando la vida útil del filtro. El mayor problema del sistema es la baja resistencia a la contaminación con azufre del catalizador, en el dispositivo no filtrante [10].
FILTRO TOYOTA
El filtro de Toyota está compuesto un dispositivo filtrante recubierto de óxido metálico alcalino decorado con platino, el platino funciona como reservorio de oxígeno [10].
FILTROS AVANZADOS
Las soluciones que se han presentado hasta ahora a excepción de la utilizada por Toyota solo están en capacidad de reducir la emisión de material particulado. Los motores diesel de última generación generan óxidos de nitrógeno y material particulado carcinógeno, con el fin de reducir estas emisiones existen tres aproximaciones: (i) Sistemas de dos etapas, en la primera etapa se oxida el material particulado y el NOx se elimina en la segunda etapa, (ii) trampas de NOx, en estos filtros el soporte (γ-alúmina) se recubre con una capa de óxido de metal de transición, decorado con un metal precioso (Pt- esta capa es el componente de almacenamiento). Durante la operación con alto contenido de oxidante, el NOx es atrapado por la capa de almacenamiento y luego en el periodo de operación con alto contenido de combustible, el NOx es reducido por el CO y el H2 a N2. El mayor problema de las trampas de NOx es la contaminación de la capa de almacenamiento con azufre y (iii) Sistemas donde las dos reducciones se realizan en un único filtro fabricado con un material catalítico adecuado; esta aproximación permite reducir la caída de presión y el costo de inversión. Los óxidos mixtos con estructura de perovskita (ABO3) y los oxidos tipo espinel (AB2O4) son candidatos promisorios para esta aplicación [11].
El mejor compromiso entre reducción de material particulado y emisión de NOx entre los óxidos tipo espinel utilizados en la refencia 10 se obtuvo con CoCr2O4 como catalizador. En el caso de los oxidos tipo perovskita utilizados en la referencia 11, el de mejor desempeño es LaCuO3 de remplazo doble, i.e. una parte de los átomos en sitios A (La) se remplazan con K y una parte de los atomos en sitios B (Cu) se remplazan con Fe.
141
En general la tendencia es a desarrollar sistemas: (i) que no requieren la utilización de combustible para aumentar la temperatura, (ii) con la capacidad catalítica requerida para reducir tanto las emisiones de material particulado como las emisiones de NOx, (iii) resistentes a la contaminación con azufre y (iv) que reduzcan la perdida de presión a través del filtro [10].
MEMBRANAS POROSAS PARA SEPARACIÓN DE H2/CO2 Y CO2/N2
Las membranas porosas para separación de gases más opcionadas son: (i) las fabricadas por métodos sol-gel y (ii) las fabricadas a partir de zeolitas
Membranas microporosas fabricadas por sol-gel de TiO2-ZrO2 (0.9 nm) han sido aplicadas exitosamente en procesos de nanofiltración, para su aplicación en procesos de separación de gas el tamaño de poro debe ser reducido a 0.5 nm. El problema es que estas membranas tienden a recristalizarse a temperaturas relativamente bajas (300-400°C), formando meso-poros (3-7 nm) no selectivos. Por lo cual nuevos materiales (Nb2O5 y Ta2O5) están siendo evaluados [12]. Las membranas de TiO2-ZrO2 más estables son las que tienen composiciones ricas en zirconia. Respecto a las membranas de Ta2O5 todavía se requiere optimizar la receta del sol-gel y/o el procedimiento de recubrimiento, para poder lograr membranas que sirvan como filtro molecular [12].
Las membranas de zeolitas (NaA, SOD y ITQ-29) no son estable en atmosferas húmedas (2.5 %vol) a temperatura superiores a 270°C. Ademas, las membranas fabricadas con zeolitas NaA y ITQ-29 no son apropiadas para la separación de gas debido a la presencia de poros inter-cristalinos.
Las membranas de zeolita tipo SOD tienen poros de 2.5 A, por lo tanto tienen el potencialidad de ser altamente selectivas para la separación de hidrogeno, el problema es que la remoción de la plantilla genera altos esfuerzos y finalmente la destrucción de la membrana. Por lo cual se prefieren las zeolitas tipo H-SOD que pueden ser fabricadas sin plantilla [12]. Trabajo adicional es requerido para mejorar el método de fabricación y controlar la selectividad [12].
MEMBRANAS DENSAS PARA SEPARACIÓN DE O2/N2
Los materiales utilizado son óxidos conductores mixtos (electrones+iones de oxigeno), de los cuatro óxidos pre-seleccionados, tres son perovskitas (ABO3): BrCoO3 (co-dopado con Sr y Fe), LaCoO3 (co-dopado con Sr y Fe) y BrCoO3 (dopado en B con Fe y Zr), el cuarto es oxido de ceria dopado con gandolia (estructura tipo fluorita), las membranas fabricadas con estos óxidos son utilizadas para la separación de aire a alta temperatura (>800°C). El óxido de ceria dopado es el más estable. Respecto a las membranas de separación de aire fabricadas con perovskitas que contienen bario es necesario aumentar la resistencia al creep y la estabilidad estructural debe ser mejorada [12].
MEMBRANAS DENSAS PARA SEPARACIÓN DE H2/CO2
Entre los materiales útiles para la fabricación de membranas de óxidos conductores mixtos (electrones+protones), se destaca el sistema Ln6WO12 (dopado con Ca) que presenta alta conductividad protónica y electrónica a temperaturas intermedias (600°C), además de buena resistencia a la corrosión en ambientes húmedos ricos en CO2. Las propiedades finales de conductividad del Ln6WO12 pueden ser contraladas variando el radio Ln/W [12].
142
5.4. REFERENCIAS
[1] Maryna Peter-Varbanets, Chris Zurbrügg, Chris Swartz, Wouter Pronk, Decentralized systems for potable water and the potential of membrane technology. Water Research 43 (2009) 245–265.
[2] Markus Wegmann, Benjamin Michen, Thomas Graule, Nanostructured surface modification of microporous ceramics for efficient virus filtration, Journal of the European Ceramic Society 28 (2008) 1603–1612.
[3] Saqib Shirazi, Che-Jen Lin, Dong Chen, Inorganic fouling of pressure-driven membrane processes - A critical review. Desalination 250 (2010) 236–248.
[4] Katarzyna M. Majewska-Nowak, Application of ceramic membranes for the separation of dye particles. Desalination 254 (2010) 185–191.
[5] B. Van der Bruggen, M. Mänttäri, M. Nyström, Drawbacks of applying nanofiltration and how to avoid them: A review. Separation and Purification Technology 63 (2008) 251–263.
[6] Meng Nan Chong, Bo Jin, Christopher W.K. Chow, Chris Saint, Recent developments in photocatalytic water treatment technology: A review. Water Research 44 (2010) 2997-3027.
[7] Jeonghwan Kim, Bart Van der Bruggen, The use of nanoparticles in polymeric and ceramic membrane structures: Review of manufacturing procedures and performance improvement for water treatment. Environmental Pollution 158 (2010) 2335-2349.
[8] Nandini Das, H.S. Maiti, Ceramic membrane by tape casting and sol–gel coating for microfiltration and ultrafiltration application. Journal of Physics and Chemistry of Solids 70 (2009) 1395–1400.
[9] Yong Wang, Xingguo Wang, Yuanfa Liu, Shiyi Ou, Yanlai Tan, Shuze Tang, Refining of biodiesel by ceramic membrane separation. Fuel Processing Technology 90 (2009) 422–427.
[10] Debora Fino, Vito Specchia, Open issues in oxidative catalysis for diesel particulate abatement. Fuel Processing Technology 90 (2009) 422–427.
[11] D. Mescia, J.C. Caroca, N. Russo, N. Labhsetwar, D. Fino, G. Saracco, V. Specchia, Towards a single brick solution for the abatement of NOx and soot from diesel engine exhausts. Catalysis Today 137 (2008) 300–305.
[12] M. Czypereka, P. Zappa, H.J.M. Bouwmeesterb, M. Modigellc, K. Ebertd, I. Voigte, W.A. Meulenberga, L. Singheisera, D. Stöver, Gas separation membranes for zeroemission fossil power plants: MEMBRAIN. Journal of Membrane Science 359 (2010) 149–159.
[13] Alessandro Cannavale, Francesco Fiorito, Michele Manca, Giovanni Tortorici, Roberto Cingolani , Giuseppe Gigli, Multifunctional bioinspired sol-gel coatings for architectural glasses. Building and Environment 45 (2010) 1233–1243.
143
6. FABRICACIÓN DE ESTRUCTURAS CERÁMICAS FUNCIONALES
Las estructuras cerámicas con mayor impacto tecnológico en las aplicaciones mencionadas a los largo del capitulo III son las estructuras porosas y las estructuras huecas; entre las estructuras huecas, la geometría más común es la esfera.
ESTRUCTURAS POROSAS
El campo de aplicación de las estructuras porosas cerámicas se ha expandido de forma importante en las últimas décadas, especialmente en aplicaciones que requieren: alta temperatura de operación, conductividad pre-diseñada, alta resistencia a la corrosión y al desgaste, además de las ventajas asociadas con el carácter poroso de la estructura, i.e. baja masa térmica, baja conductividad térmica, permeabilidad pre-diseñada, alta área superficial, baja densidad y alta resistencia especifica [1]. Las propiedades mencionadas pueden ser ajustadas para aplicaciones específicas mediante el control de la composición y la microestructura del cerámico poroso [1, 18].
La funcionalidad de la estructura porosa es determinada en gran parte por: la distribución de tamaño, la morfología y la densidad de poros. De acuerdo con la IUPAC, los materiales macroporosos son aquellos con poros mayores a 50 nanómetros, los materiales mesoporosos tiene tamaños de poro entre 50 y 2 nanómetros y los microporosos tienen tamaños de poro menores a 2 nanómetros [1].
Las estructuras macroporosas pueden estar compuestas de poros monodispersos espacialmente organizados o por poros polidispersos desorganizados. Dependiendo del tipo de estructura el material puede ser útil en determinados campos de aplicación. Las estructuras desorganizadas pueden ser utilizadas en aplicaciones como: filtración de metales fundidos, aislamiento térmico de bajo peso a alta temperatura, soporte de catalizadores, filtración de partículas en motores diesel, filtración de gases corrosivos en procesos industriales, quemadores de medio poroso, electrodos y soportes para baterías y celdas de combustible, sensores, soportes para el crecimiento de hueso y tejidos, entre otros [1, 18]. Las estructuras porosas organizadas además de tener el potencial para ser utilizadas en las aplicaciones mencionadas para las estructuras desorganizadas, también pueden ser utilizadas en: fotonica, microelectrónica, procesos de adsorción, cromatografía, liberación controlada de drogas, entre otros [16].
Las estructuras mesoporosas y microporosas son utilizadas en diversos procesos de producción, e.g. textiles, farmacéuticos, papel, semiconductores, cuero, minería, lácteos, alimentos, bebidas, biotecnología y agua potable; para, (i) la separación y concentración de suspensiones de partículas o soluciones, (ii) recuperación de substancias de bajo peso molecular, (iii) recuperación de proteínas y (iv) separación de sustancias orgánicas e inorgánicas potencialmente nocivas para la salud humana [19].
ESFERAS HUECAS
La funcionalidad de las esferas huecas depende de su tamaño, cuando se habla de macro, micro, meso o nano esferas nos referimos directamente al orden de magnitud de su dimensión característica (i.e. al diámetro externo). Dependiendo del tamaño de la esfera hueca los métodos de producción varían; los métodos mediados por plantillas (duras o blandas) son adecuados para producir macro y micro esferas, mientas que los métodos sin plantilla son eficientes para la producción de meso y nano esferas [4].
144
Las macro esferas huecas son utilizadas principalmente en la fabricación de compuestos aislantes con alta resistencia mecánica y bajo peso; entre estos compuestos, los más comunes se conocen como espumas sintácticas [10]
Las micro, meso y nano esferas huecas son relevantes tanto en la investigación fundamental como en aplicaciones prácticas; esta relevancia se debe a su estructura única que puede ser utilizada en una gran variedad de aplicaciones [3]. Las características de las esferas huecas son: baja densidad, alto radio superficie/volumen, bajo coeficiente de expansión y conducción térmica y bajo índice de refracción [3, 5]. Además, las propiedades ópticas, eléctricas, térmicas, mecánicas, magnéticas y catalíticas se pueden manipular mediante la variación de: el tamaño, la forma, la composición de la estructura y el espesor y porosidad de la capa externa [3].
A causa de sus características, las micro, meso y nano esferas pueden ser utilizadas como: (i) contenedores de materiales activos (e.g. gases, metales preciosos, drogas), (ii) materiales activos (e.g. sensores, recubrimientos anti-reflectivos, baterías, adsorción electromagnética, catálisis), (iii) materiales de relleno/refuerzo o (iv) soportes robustos [2-5,11, 13]. Por lo tanto la habilidad para producir este tipo de estructuras a bajo precio y a gran escala es necesaria para su aplicación industrial [5].
La presentación del panorama de los métodos de fabricación de estructuras cerámicas funcionales se dividirá en dos líneas principales, (i) métodos con plantilla y (ii) métodos sin plantilla. En los métodos con platilla se discutirá el uso de plantillas duras y blandas y en los métodos sin plantilla se discutirán los métodos basados en los fenómenos físicos descritos por Ernest Kirkendall, Wilhelm Ostwald y el método de remoción química con superficie estabilizada.
6.1. MÉTODOS CON PLANTILLA
Los métodos de síntesis de estructuras cerámicas porosas y esferas huecas asistidos con plantillas han sido los más utilizados en los últimos veinte años. Estos métodos pueden ser divididos en dos grupos principales: (i) plantillas duras y (ii) plantillas blandas [4]. Las platillas duras poseen formas rígidas, dentro de las más utilizadas podemos encontrar: espumas poliméricas, bio-estructuras de carbón o material cerámico y partículas de silica, carbón, o polímeros. Las plantillas suaves incluyen: surfactantes, polímeros, líquidos, gases y organismos biológicos [4].
6.1.1. PLANTILLAS DURAS
La síntesis con plantillas duras requiere de cuatro pasos principales, (i) preparación de la plantilla, (ii) funcionalización/modificación de la superficie de la plantilla para obtener propiedades superficiales favorables, (iii) recubrir la plantilla con los materiales o precursores deseados, realizando un post tratamiento de ser necesario para formar una capa externa auto-soportable y (iv) remover de forma selectiva la plantilla para obtener la estructura deseada, utilizando tratamientos químicos o térmicos [3, 4].
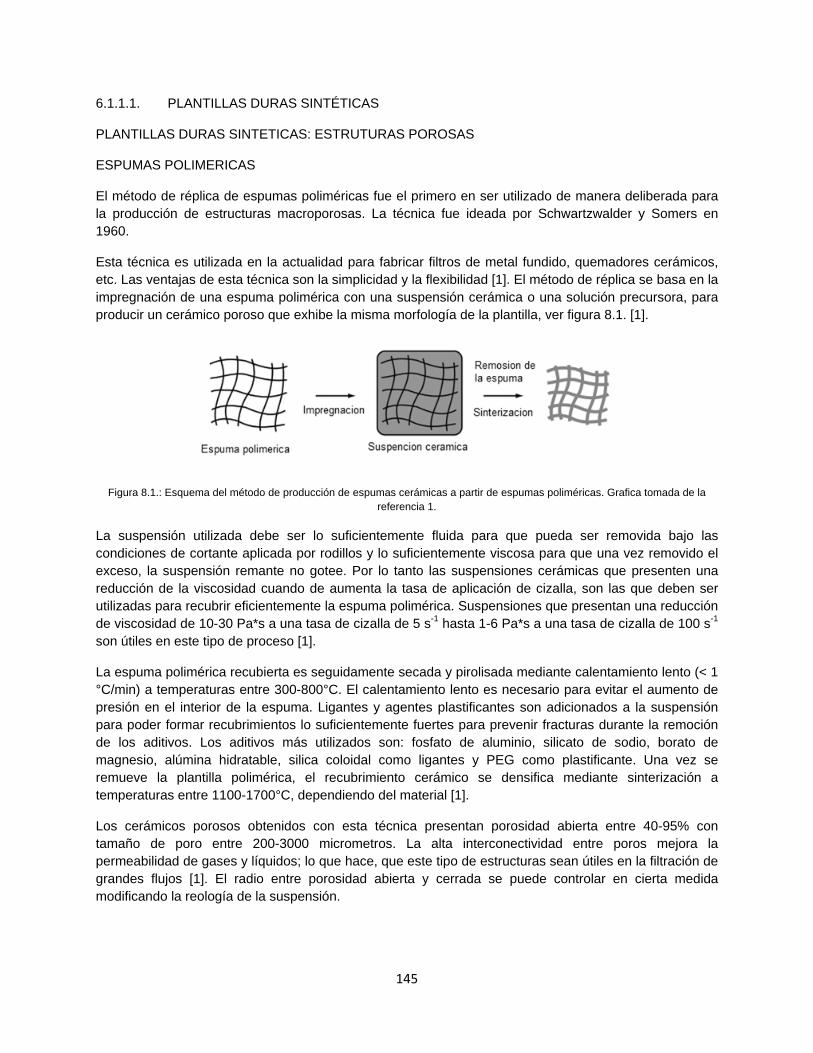
145
6.1.1.1. PLANTILLAS DURAS SINTÉTICAS
PLANTILLAS DURAS SINTETICAS: ESTRUTURAS POROSAS
ESPUMAS POLIMERICAS
El método de réplica de espumas poliméricas fue el primero en ser utilizado de manera deliberada para la producción de estructuras macroporosas. La técnica fue ideada por Schwartzwalder y Somers en 1960.
Esta técnica es utilizada en la actualidad para fabricar filtros de metal fundido, quemadores cerámicos, etc. Las ventajas de esta técnica son la simplicidad y la flexibilidad [1]. El método de réplica se basa en la impregnación de una espuma polimérica con una suspensión cerámica o una solución precursora, para producir un cerámico poroso que exhibe la misma morfología de la plantilla, ver figura 8.1. [1].
Figura 8.1.: Esquema del método de producción de espumas cerámicas a partir de espumas poliméricas. Grafica tomada de la referencia 1.
La suspensión utilizada debe ser lo suficientemente fluida para que pueda ser removida bajo las condiciones de cortante aplicada por rodillos y lo suficientemente viscosa para que una vez removido el exceso, la suspensión remante no gotee. Por lo tanto las suspensiones cerámicas que presenten una reducción de la viscosidad cuando de aumenta la tasa de aplicación de cizalla, son las que deben ser utilizadas para recubrir eficientemente la espuma polimérica. Suspensiones que presentan una reducción de viscosidad de 10-30 Pa*s a una tasa de cizalla de 5 s-1 hasta 1-6 Pa*s a una tasa de cizalla de 100 s-1 son útiles en este tipo de proceso [1].
La espuma polimérica recubierta es seguidamente secada y pirolisada mediante calentamiento lento (< 1 °C/min) a temperaturas entre 300-800°C. El calentamiento lento es necesario para evitar el aumento de presión en el interior de la espuma. Ligantes y agentes plastificantes son adicionados a la suspensión para poder formar recubrimientos lo suficientemente fuertes para prevenir fracturas durante la remoción de los aditivos. Los aditivos más utilizados son: fosfato de aluminio, silicato de sodio, borato de magnesio, alúmina hidratable, silica coloidal como ligantes y PEG como plastificante. Una vez se remueve la plantilla polimérica, el recubrimiento cerámico se densifica mediante sinterización a temperaturas entre 1100-1700°C, dependiendo del material [1].
Los cerámicos porosos obtenidos con esta técnica presentan porosidad abierta entre 40-95% con tamaño de poro entre 200-3000 micrometros. La alta interconectividad entre poros mejora la permeabilidad de gases y líquidos; lo que hace, que este tipo de estructuras sean útiles en la filtración de grandes flujos [1]. El radio entre porosidad abierta y cerrada se puede controlar en cierta medida modificando la reología de la suspensión.
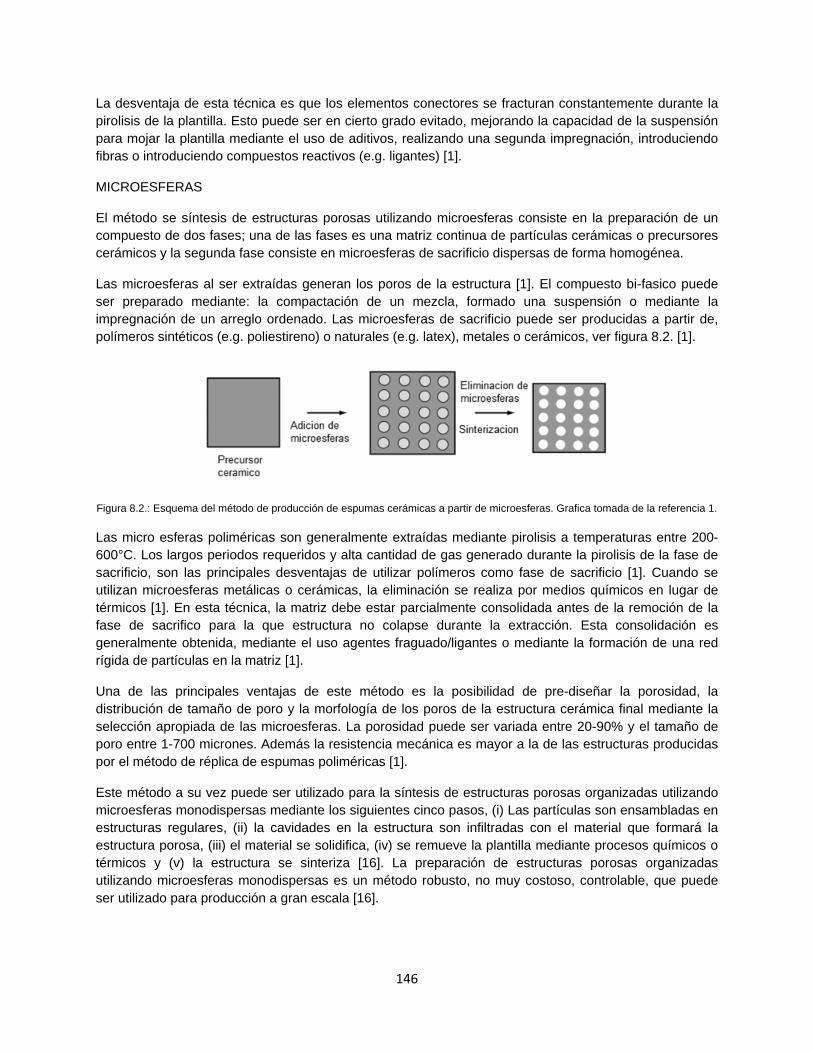
146
La desventaja de esta técnica es que los elementos conectores se fracturan constantemente durante la pirolisis de la plantilla. Esto puede ser en cierto grado evitado, mejorando la capacidad de la suspensión para mojar la plantilla mediante el uso de aditivos, realizando una segunda impregnación, introduciendo fibras o introduciendo compuestos reactivos (e.g. ligantes) [1].
MICROESFERAS
El método se síntesis de estructuras porosas utilizando microesferas consiste en la preparación de un compuesto de dos fases; una de las fases es una matriz continua de partículas cerámicas o precursores cerámicos y la segunda fase consiste en microesferas de sacrificio dispersas de forma homogénea.
Las microesferas al ser extraídas generan los poros de la estructura [1]. El compuesto bi-fasico puede ser preparado mediante: la compactación de un mezcla, formado una suspensión o mediante la impregnación de un arreglo ordenado. Las microesferas de sacrificio puede ser producidas a partir de, polímeros sintéticos (e.g. poliestireno) o naturales (e.g. latex), metales o cerámicos, ver figura 8.2. [1].
Figura 8.2.: Esquema del método de producción de espumas cerámicas a partir de microesferas. Grafica tomada de la referencia 1.
Las micro esferas poliméricas son generalmente extraídas mediante pirolisis a temperaturas entre 200-600°C. Los largos periodos requeridos y alta cantidad de gas generado durante la pirolisis de la fase de sacrificio, son las principales desventajas de utilizar polímeros como fase de sacrificio [1]. Cuando se utilizan microesferas metálicas o cerámicas, la eliminación se realiza por medios químicos en lugar de térmicos [1]. En esta técnica, la matriz debe estar parcialmente consolidada antes de la remoción de la fase de sacrifico para la que estructura no colapse durante la extracción. Esta consolidación es generalmente obtenida, mediante el uso agentes fraguado/ligantes o mediante la formación de una red rígida de partículas en la matriz [1].
Una de las principales ventajas de este método es la posibilidad de pre-diseñar la porosidad, la distribución de tamaño de poro y la morfología de los poros de la estructura cerámica final mediante la selección apropiada de las microesferas. La porosidad puede ser variada entre 20-90% y el tamaño de poro entre 1-700 micrones. Además la resistencia mecánica es mayor a la de las estructuras producidas por el método de réplica de espumas poliméricas [1].
Este método a su vez puede ser utilizado para la síntesis de estructuras porosas organizadas utilizando microesferas monodispersas mediante los siguientes cinco pasos, (i) Las partículas son ensambladas en estructuras regulares, (ii) la cavidades en la estructura son infiltradas con el material que formará la estructura porosa, (iii) el material se solidifica, (iv) se remueve la plantilla mediante procesos químicos o térmicos y (v) la estructura se sinteriza [16]. La preparación de estructuras porosas organizadas utilizando microesferas monodispersas es un método robusto, no muy costoso, controlable, que puede ser utilizado para producción a gran escala [16].
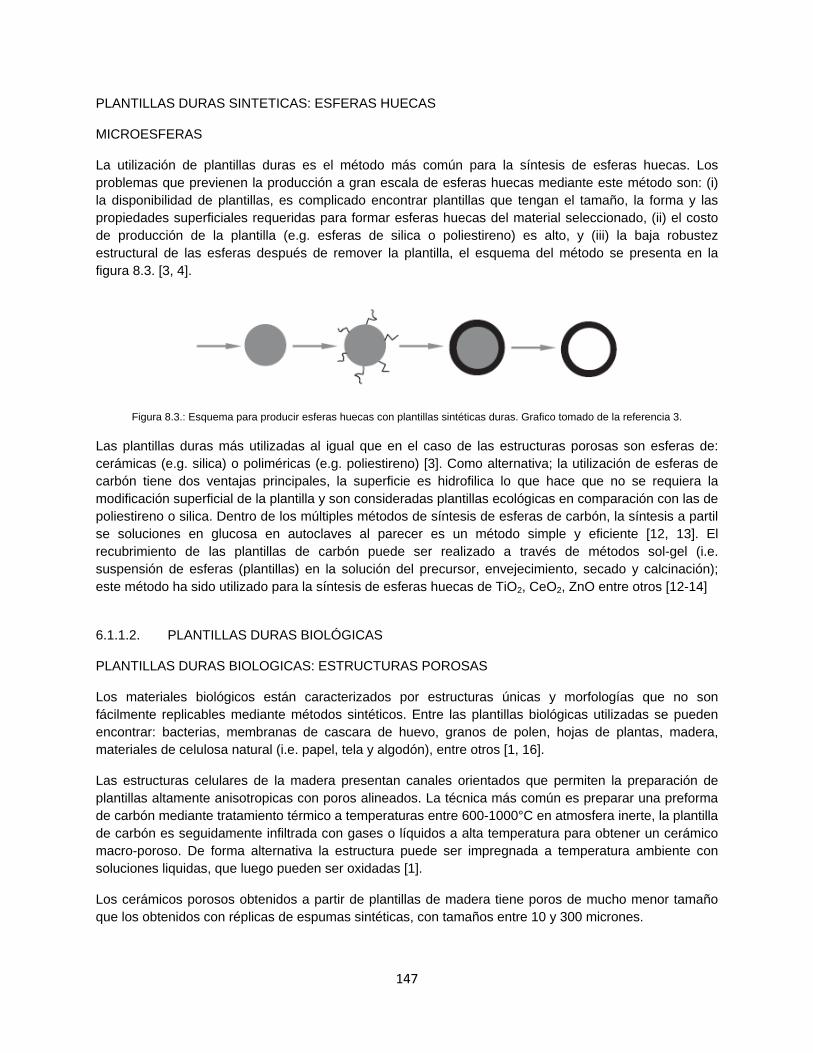
147
PLANTILLAS DURAS SINTETICAS: ESFERAS HUECAS
MICROESFERAS
La utilización de plantillas duras es el método más común para la síntesis de esferas huecas. Los problemas que previenen la producción a gran escala de esferas huecas mediante este método son: (i) la disponibilidad de plantillas, es complicado encontrar plantillas que tengan el tamaño, la forma y las propiedades superficiales requeridas para formar esferas huecas del material seleccionado, (ii) el costo de producción de la plantilla (e.g. esferas de silica o poliestireno) es alto, y (iii) la baja robustez estructural de las esferas después de remover la plantilla, el esquema del método se presenta en la figura 8.3. [3, 4].
Figura 8.3.: Esquema para producir esferas huecas con plantillas sintéticas duras. Grafico tomado de la referencia 3.
Las plantillas duras más utilizadas al igual que en el caso de las estructuras porosas son esferas de: cerámicas (e.g. silica) o poliméricas (e.g. poliestireno) [3]. Como alternativa; la utilización de esferas de carbón tiene dos ventajas principales, la superficie es hidrofilica lo que hace que no se requiera la modificación superficial de la plantilla y son consideradas plantillas ecológicas en comparación con las de poliestireno o silica. Dentro de los múltiples métodos de síntesis de esferas de carbón, la síntesis a partil se soluciones en glucosa en autoclaves al parecer es un método simple y eficiente [12, 13]. El recubrimiento de las plantillas de carbón puede ser realizado a través de métodos sol-gel (i.e. suspensión de esferas (plantillas) en la solución del precursor, envejecimiento, secado y calcinación); este método ha sido utilizado para la síntesis de esferas huecas de TiO2, CeO2, ZnO entre otros [12-14]
6.1.1.2. PLANTILLAS DURAS BIOLÓGICAS
PLANTILLAS DURAS BIOLOGICAS: ESTRUCTURAS POROSAS
Los materiales biológicos están caracterizados por estructuras únicas y morfologías que no son fácilmente replicables mediante métodos sintéticos. Entre las plantillas biológicas utilizadas se pueden encontrar: bacterias, membranas de cascara de huevo, granos de polen, hojas de plantas, madera, materiales de celulosa natural (i.e. papel, tela y algodón), entre otros [1, 16].
Las estructuras celulares de la madera presentan canales orientados que permiten la preparación de plantillas altamente anisotropicas con poros alineados. La técnica más común es preparar una preforma de carbón mediante tratamiento térmico a temperaturas entre 600-1000°C en atmosfera inerte, la plantilla de carbón es seguidamente infiltrada con gases o líquidos a alta temperatura para obtener un cerámico macro-poroso. De forma alternativa la estructura puede ser impregnada a temperatura ambiente con soluciones liquidas, que luego pueden ser oxidadas [1].
Los cerámicos porosos obtenidos a partir de plantillas de madera tiene poros de mucho menor tamaño que los obtenidos con réplicas de espumas sintéticas, con tamaños entre 10 y 300 micrones.
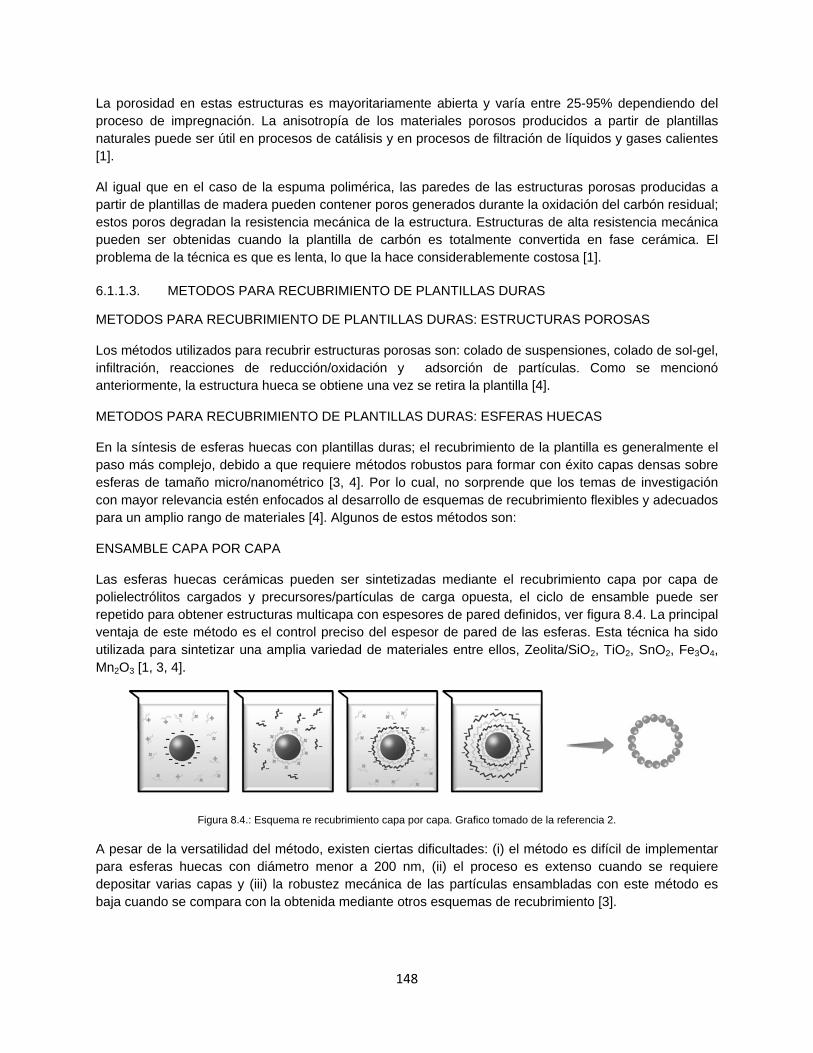
148
La porosidad en estas estructuras es mayoritariamente abierta y varía entre 25-95% dependiendo del proceso de impregnación. La anisotropía de los materiales porosos producidos a partir de plantillas naturales puede ser útil en procesos de catálisis y en procesos de filtración de líquidos y gases calientes [1].
Al igual que en el caso de la espuma polimérica, las paredes de las estructuras porosas producidas a partir de plantillas de madera pueden contener poros generados durante la oxidación del carbón residual; estos poros degradan la resistencia mecánica de la estructura. Estructuras de alta resistencia mecánica pueden ser obtenidas cuando la plantilla de carbón es totalmente convertida en fase cerámica. El problema de la técnica es que es lenta, lo que la hace considerablemente costosa [1].
6.1.1.3. METODOS PARA RECUBRIMIENTO DE PLANTILLAS DURAS
METODOS PARA RECUBRIMIENTO DE PLANTILLAS DURAS: ESTRUCTURAS POROSAS
Los métodos utilizados para recubrir estructuras porosas son: colado de suspensiones, colado de sol-gel, infiltración, reacciones de reducción/oxidación y adsorción de partículas. Como se mencionó anteriormente, la estructura hueca se obtiene una vez se retira la plantilla [4].
METODOS PARA RECUBRIMIENTO DE PLANTILLAS DURAS: ESFERAS HUECAS
En la síntesis de esferas huecas con plantillas duras; el recubrimiento de la plantilla es generalmente el paso más complejo, debido a que requiere métodos robustos para formar con éxito capas densas sobre esferas de tamaño micro/nanométrico [3, 4]. Por lo cual, no sorprende que los temas de investigación con mayor relevancia estén enfocados al desarrollo de esquemas de recubrimiento flexibles y adecuados para un amplio rango de materiales [4]. Algunos de estos métodos son:
ENSAMBLE CAPA POR CAPA
Las esferas huecas cerámicas pueden ser sintetizadas mediante el recubrimiento capa por capa de polielectrólitos cargados y precursores/partículas de carga opuesta, el ciclo de ensamble puede ser repetido para obtener estructuras multicapa con espesores de pared definidos, ver figura 8.4. La principal ventaja de este método es el control preciso del espesor de pared de las esferas. Esta técnica ha sido utilizada para sintetizar una amplia variedad de materiales entre ellos, Zeolita/SiO2, TiO2, SnO2, Fe3O4, Mn2O3 [1, 3, 4].
Figura 8.4.: Esquema re recubrimiento capa por capa. Grafico tomado de la referencia 2.
A pesar de la versatilidad del método, existen ciertas dificultades: (i) el método es difícil de implementar para esferas huecas con diámetro menor a 200 nm, (ii) el proceso es extenso cuando se requiere depositar varias capas y (iii) la robustez mecánica de las partículas ensambladas con este método es baja cuando se compara con la obtenida mediante otros esquemas de recubrimiento [3].
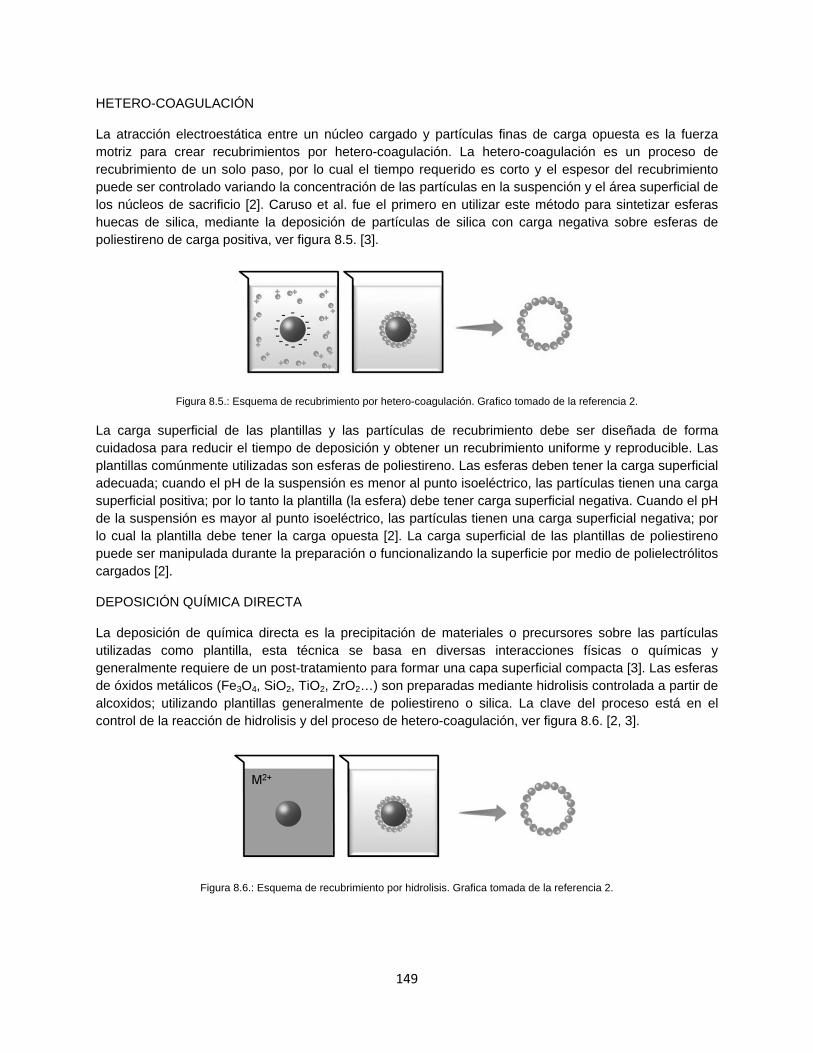
149
HETERO-COAGULACIÓN
La atracción electroestática entre un núcleo cargado y partículas finas de carga opuesta es la fuerza motriz para crear recubrimientos por hetero-coagulación. La hetero-coagulación es un proceso de recubrimiento de un solo paso, por lo cual el tiempo requerido es corto y el espesor del recubrimiento puede ser controlado variando la concentración de las partículas en la suspención y el área superficial de los núcleos de sacrificio [2]. Caruso et al. fue el primero en utilizar este método para sintetizar esferas huecas de silica, mediante la deposición de partículas de silica con carga negativa sobre esferas de poliestireno de carga positiva, ver figura 8.5. [3].
Figura 8.5.: Esquema de recubrimiento por hetero-coagulación. Grafico tomado de la referencia 2.
La carga superficial de las plantillas y las partículas de recubrimiento debe ser diseñada de forma cuidadosa para reducir el tiempo de deposición y obtener un recubrimiento uniforme y reproducible. Las plantillas comúnmente utilizadas son esferas de poliestireno. Las esferas deben tener la carga superficial adecuada; cuando el pH de la suspensión es menor al punto isoeléctrico, las partículas tienen una carga superficial positiva; por lo tanto la plantilla (la esfera) debe tener carga superficial negativa. Cuando el pH de la suspensión es mayor al punto isoeléctrico, las partículas tienen una carga superficial negativa; por lo cual la plantilla debe tener la carga opuesta [2]. La carga superficial de las plantillas de poliestireno puede ser manipulada durante la preparación o funcionalizando la superficie por medio de polielectrólitos cargados [2].
DEPOSICIÓN QUÍMICA DIRECTA
La deposición de química directa es la precipitación de materiales o precursores sobre las partículas utilizadas como plantilla, esta técnica se basa en diversas interacciones físicas o químicas y generalmente requiere de un post-tratamiento para formar una capa superficial compacta [3]. Las esferas de óxidos metálicos (Fe3O4, SiO2, TiO2, ZrO2…) son preparadas mediante hidrolisis controlada a partir de alcoxidos; utilizando plantillas generalmente de poliestireno o silica. La clave del proceso está en el control de la reacción de hidrolisis y del proceso de hetero-coagulación, ver figura 8.6. [2, 3].
Figura 8.6.: Esquema de recubrimiento por hidrolisis. Grafica tomada de la referencia 2.
150
ATOMIZACIÓN DE SUSPENCIONES
Para recubrir esferas de poliestireno, una suspensión estable es atomizada sobre las esferas que se encuentran fluidizadas y rotando [10]. El tamaño de las esferas producidas con este método varía generalmente entre 1-15 milímetros. El espesor de la capa se puede modificar, cambiando el tamaño de los polvos utilizados, mientras la porosidad y la densidad de la capa externa pueden ser modificadas durante el proceso de sinterización.
El flujo constante de gas (fluidización) durante el proceso de recubrimiento permite secar y endurecer la capa externa [10]. Este método de recubrimiento permite utilizar polvos metálicos y cerámicos. El tratamiento térmico se lleva a cabo en dos fases, en la primera se elimina la plantilla de poliestireno y el ligante mediante pirolisis, en la segunda etapa la capa formada se sinteriza [10].
6.1.2. PLANTILLAS BLANDAS
A pesar de que las plantillas duras son las más utilizadas tiene varias desventajas intrínsecas, entre ellas está la dificultad para obtener una alta tasa de producción y la falta de robustez estructural de las capas después de la remoción de la plantilla [3]. La síntesis con plantillas suaves reduce los problemas mencionados para la síntesis con plantillas duras, debido a que los materiales utilizados como plantilla son más fáciles de remover; esto permite obtener una mayor integridad estructural del producto final [3]. Además las técnicas que utilizan plantillas blandas facilitan el almacenamiento de sustancias activas en esferas huecas [3, 5].
En algunos casos, escalar los métodos de plantillas suaves es complicado; debido principalmente a las complicaciones asociadas con la producción de la plantilla o al proceso de recubrimiento de la plantilla blanda. Los métodos de recubrimiento incluyen procesos de sol-gel, tratamientos hidrotérmicos, entre otros [16].
Las plantillas suaves incluyen, estructuras formadas por surfactantes, polímeros de cadena larga y estructuras biológicas (virus: moléculas anfifilicas con cabeza hidrofilica y cadena hidrofobica). Las moléculas mencionadas forman estructuras (plantillas blandas solidas), e.g. micelas, vesículas o agregados. También son utilizadas como plantillas blandas, las gotas de liquido (plantillas blandas liquidas) y las burbujas de gas (plantillas blandas gaseosas) [3, 4, 16].
6.1.2.1. PLANTILLAS BLANDAS SÓLIDAS
PLANTILLAS BLANDAS SÓLIDAS: ESTRUCTURAS POROSAS
Este mecanismo propuesto por Samson Jenekhe en 1999, se basa en la utilización de polímeros compuestos por dos partes: un polímero de barra y un polímero flexible con estructura de resorte. Cuando estos polímeros dibloque son disueltos en un solvente selectivo se organizan en forma de micelas esféricas con diámetros de algunos micrones. Al aumentar la concentración, las micelas se auto-organizan en estructuras de alto empaquetamiento con orden de largo alcance. Esta estructura puede ser utilizada como plantilla para la producción es estructuras porosas ordenadas, ver figura 8.7. [16].
151
PLANTILLAS BLANDAS SÓLIDAS: ESFERAS HUECAS
MICELAS
Las moléculas anfifilicas como los surfactantes pueden ser ensambladas en micelas, cuando su concentración en solución supera determinado valor critico (CMC). A concentraciones mucho más altas que el valor crítico para la formación de micelas, estas estructuras se transforman en vesículas compuestas por una estructura cerrada de doble capa. En general la estructura y la estabilidad de las micelas/vesículas se ven afectadas por el pH, la temperatura, la concentración, el solvente, los aditivos y el carácter iónico de la solución. Esto hace que en la practica la geometría y las características estructurales de las micelas y las vesículas no sean conocidas en la mayoría de la ocasiones [3].
La síntesis de esferas huecas utilizando micelas como plantilla, se puede realizar en autoclaves (, i.e. hornos de alta presión y baja temperatura), la ventaja de la técnica es que el proceso de síntesis de las micelas y el proceso de recubrimiento de las mismas mediante reacciones hidro-térmicas o solvo-térmicas se puede realizar en un único paso [2]. Este método ha sido utilizado en la síntesis de esferas de SiO2, CuO2, SnO2 entre otros [2, 3].
Como se mencionó anteriormente la estabilidad de las micelas/vesículas de surfactantes depende de diversos parámetros, lo que dificulta el control de la síntesis. Estos problemas pueden ser reducidos formado agregados de polielectrólitos y surfactantes de carga opuesta que presentan interacciones fuertes [3].
6.1.2.2. PLANTILLAS BLANDAS LIQUIDAS
Cuando dos líquidos inmiscibles se mezclan mecánicamente, las gotas de uno de los líquidos pueden ser dispersadas en la fase continua del otro, formando una emulsión. En general las emulsiones son termodinámicamente inestables, por lo cual surfactantes o polímeros anfifilicos que se adhieran a la interface entre las gotas y la fase continua, son requeridos para aumentar la estabilidad de la emulsión [3]. En general, es complicado obtener una emulsión uniforme con gotas pequeñas (< 100 nm), debido a que estas se unen y al crecimiento tipo Oswald [3].
PLANTILLAS BLANDAS LIQUIDAS: ESTRUCTURAS POROSAS
El uso de gotas de emulsión como plantilla permite formar materiales cerámicos porosos con tamaños de poro que van desde 100 nm hasta varios micrones. El procedimiento general es el siguiente: (i) mediante mezcla mecánica se producen gotas polidispersas de emulsión (si se desea producir una estructura porosa organizada se puede obtener un suspensión monodispersa por métodos de fraccionamiento), (ii) se prepara un sol de precursores cerámicos/metálicos, este precursor se agrega a la fase continua en la emulsión, (iii) la emulsión se concentra mediante centrifugación, lo cual genera un ensamble de gotas en una estructura de alto empaquetamiento (e.g. FCC), (iv) se realiza el proceso de gelación de la fase continua, (v) el gel se lava repetidas veces con alcohol para retirar el componente líquido y el surfactante, (vi) el gel se seca a baja temperatura por periodos relativamente largos de tiempo y (vii) la estructura remanente se sinteriza [16].
Mediante este método se han fabricado estructuras porosas organizadas de titania, zirconia, silica. Como se deduce de la cantidad de pasos, el método es tedioso y largo [16]. Además, las emulsiones consolidadas por métodos de sol-gel requieren un estricto control sobre la química de la reacción y el control de la composición es complicado, para materiales que no has sido extansamente estudiados.
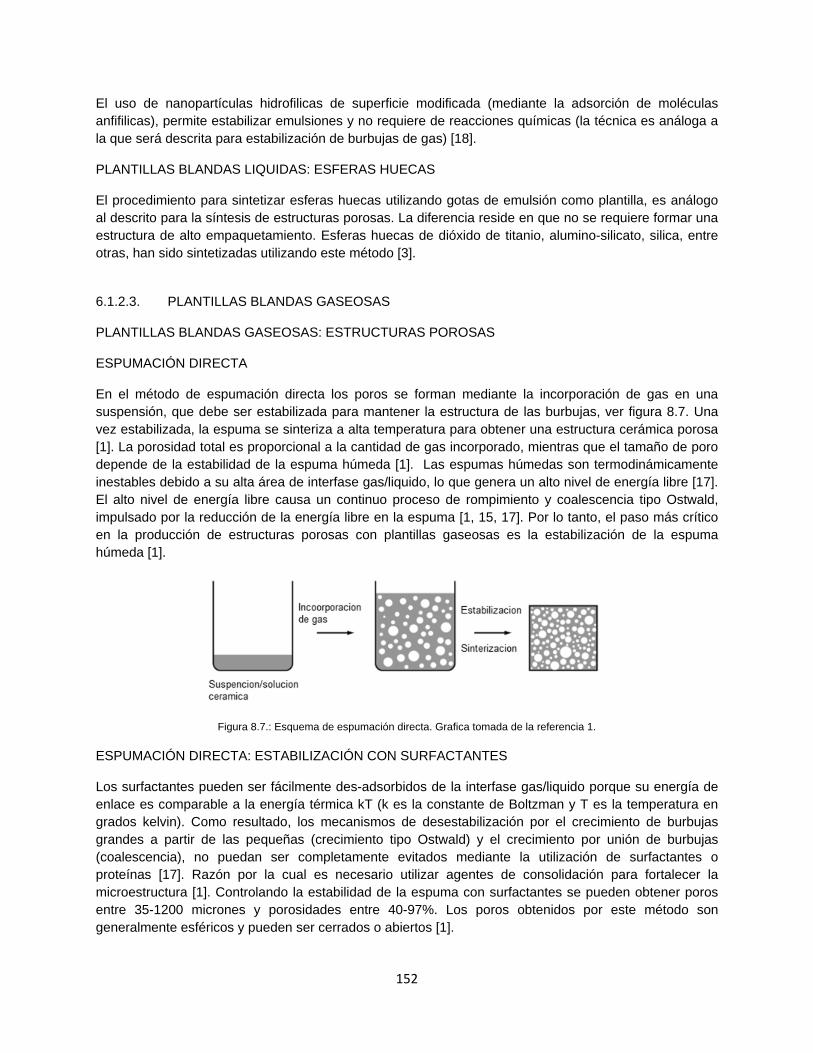
152
El uso de nanopartículas hidrofilicas de superficie modificada (mediante la adsorción de moléculas anfifilicas), permite estabilizar emulsiones y no requiere de reacciones químicas (la técnica es análoga a la que será descrita para estabilización de burbujas de gas) [18].
PLANTILLAS BLANDAS LIQUIDAS: ESFERAS HUECAS
El procedimiento para sintetizar esferas huecas utilizando gotas de emulsión como plantilla, es análogo al descrito para la síntesis de estructuras porosas. La diferencia reside en que no se requiere formar una estructura de alto empaquetamiento. Esferas huecas de dióxido de titanio, alumino-silicato, silica, entre otras, han sido sintetizadas utilizando este método [3].
6.1.2.3. PLANTILLAS BLANDAS GASEOSAS
PLANTILLAS BLANDAS GASEOSAS: ESTRUCTURAS POROSAS
ESPUMACIÓN DIRECTA
En el método de espumación directa los poros se forman mediante la incorporación de gas en una suspensión, que debe ser estabilizada para mantener la estructura de las burbujas, ver figura 8.7. Una vez estabilizada, la espuma se sinteriza a alta temperatura para obtener una estructura cerámica porosa [1]. La porosidad total es proporcional a la cantidad de gas incorporado, mientras que el tamaño de poro depende de la estabilidad de la espuma húmeda [1]. Las espumas húmedas son termodinámicamente inestables debido a su alta área de interfase gas/liquido, lo que genera un alto nivel de energía libre [17]. El alto nivel de energía libre causa un continuo proceso de rompimiento y coalescencia tipo Ostwald, impulsado por la reducción de la energía libre en la espuma [1, 15, 17]. Por lo tanto, el paso más crítico en la producción de estructuras porosas con plantillas gaseosas es la estabilización de la espuma húmeda [1].
Figura 8.7.: Esquema de espumación directa. Grafica tomada de la referencia 1.
ESPUMACIÓN DIRECTA: ESTABILIZACIÓN CON SURFACTANTES
Los surfactantes pueden ser fácilmente des-adsorbidos de la interfase gas/liquido porque su energía de enlace es comparable a la energía térmica kT (k es la constante de Boltzman y T es la temperatura en grados kelvin). Como resultado, los mecanismos de desestabilización por el crecimiento de burbujas grandes a partir de las pequeñas (crecimiento tipo Ostwald) y el crecimiento por unión de burbujas (coalescencia), no puedan ser completamente evitados mediante la utilización de surfactantes o proteínas [17]. Razón por la cual es necesario utilizar agentes de consolidación para fortalecer la microestructura [1]. Controlando la estabilidad de la espuma con surfactantes se pueden obtener poros entre 35-1200 micrones y porosidades entre 40-97%. Los poros obtenidos por este método son generalmente esféricos y pueden ser cerrados o abiertos [1].
153
ESPUMACIÓN DIRECTA: ESTABILIZACIÓN CON PARTÍCULAS
Las espumas húmedas estabilizadas con particulas son extremadamente resistentes a la coalescencia y al rompimiento tipo Ostwald. La alta resistencia de las espumas estabilizadas con partículas es atribuida a la adsorción irreversible de partículas parcialmente hidrofobicas a la interfase gas/liquido, estas particulas forman una armadura que resiste la reducción de presión interna causada por la difusión de gas, desde las burbujas pequeñas hacia las burbujas grandes (i.e. crecimiento tipo Ostwald); mientras la red partículas entre las burbujas, previene el crecimiento causado por el aumento de presión interna en la burbujas grandes (i.e. coalescencia). La resistencia de la red de partículas depende de la constante de Hanaker entre las partículas de óxido (i.e. la magnitud de las fuerzas de Van Der Walls entre partículas), las redes de partículas con mayor constate de Hamaker poseen mayor resistencia mecánica [1, 15, 17].
La razón física para que las partículas generen espumas más estables que los surfactantes, es que la energía de enlace de una partícula a la interface gas/liquido es del orden de 103-105 kT; mientras, en el caso de los surfactantes es del orden de kT por molécula. Por lo cual la adsorción de partículas nanometricas en las interface liquido/gas puede ser considerada irreversible [15, 17].
La selección de la cabeza de la cadena anfifilica (cabeza de la molécula utilizada para modificar la superficie de la partícula estabilizadora) depende de la carga superficial de la partícula a utilizar, los óxidos metálicos con alta relación carga-tamaño (e.g. Si4+) tienden a tener grupos OH sin protones (O-) enlazados a su superficie, mientras que los óxidos metálicos con baja relación carga/tamaño (e.g. Mg2+) tienden a tener grupos OH con protones (OH2+) en medios acuosos neutros (pH=7). La modificación del pH, altera la concentración relativa de los grupos enlazados a la superficie de los óxidos metálicos. El pH al cual la densidad relativa de especies de O- y OH2+ es igual en la superficie de la partícula del óxido se conoce como el punto isoeléctrico (IEP) [17].
Las adsorción de especies en un medio acuoso a la superficie del óxido, es motivada por, (i) interacciones electroestáticas entre la superficie cargada de la partícula y la molécula ionizada y (ii) reacciones químicas especificas entre la molécula y los grupos OH enlazados a la superficie [17].
En el caso de partículas de óxidos metálicos que presentan cargas superficiales predominantemente positivas o negativas (i.e. alto punto isoeléctrico o bajo punto isoeléctrico respectivamente), la adsorción electroestática de moléculas anfifilicas es un acercamiento conveniente para la hidrofobización de la superficie. Para hidrofobizar la superficie de un óxido con alto punto de isoeléctrico (alta densidad relativa de OH2+ a pH neutro) se utilizan grupos carboxílicos ácidos de-protonados, mientras que la superficie de un oxido con bajo punto isoeléctrico (alta densidad relativa de O- a pH neutro) se hidrofobiza con aminas protonadas. En el caso de óxidos con puntos isoeléctricos neutros, para la hidrofobización de la superficie se deben elegir moléculas anfifilicas que reaccionen con los grupos OH enlazados a la superficie del óxido [17].
Las mediciones de potencial zeta se realizan para determinar la carga superficial y el punto isoeléctrico de las partículas de óxido; mientras que la medición de la tensión superficial de utiliza para determinar el grado de hidrofobización de las partículas, alcanzado mediante la adsorción superficial de las moléculas anfifilicas [17].
Debido a la alta estabilidad, la espuma puede tener poros más pequeños y ser directamente formada y sinterizada para obtener un cerámico macroporoso sin utilizar agentes de consolidación. El gas puede ser incorporado por agitación mecánica, inyección, o mediante la iniciación de una reacción química que libere productos gaseosos [1, 15, 17].
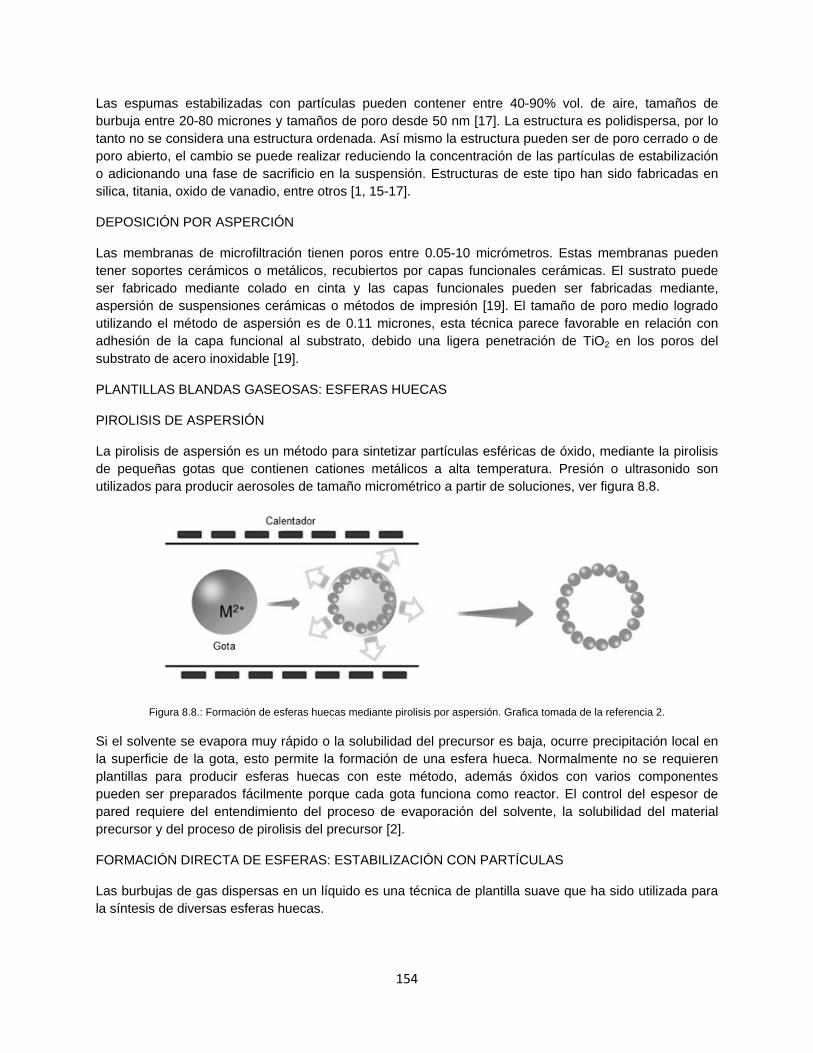
154
Las espumas estabilizadas con partículas pueden contener entre 40-90% vol. de aire, tamaños de burbuja entre 20-80 micrones y tamaños de poro desde 50 nm [17]. La estructura es polidispersa, por lo tanto no se considera una estructura ordenada. Así mismo la estructura pueden ser de poro cerrado o de poro abierto, el cambio se puede realizar reduciendo la concentración de las partículas de estabilización o adicionando una fase de sacrificio en la suspensión. Estructuras de este tipo han sido fabricadas en silica, titania, oxido de vanadio, entre otros [1, 15-17].
DEPOSICIÓN POR ASPERCIÓN
Las membranas de microfiltración tienen poros entre 0.05-10 micrómetros. Estas membranas pueden tener soportes cerámicos o metálicos, recubiertos por capas funcionales cerámicas. El sustrato puede ser fabricado mediante colado en cinta y las capas funcionales pueden ser fabricadas mediante, aspersión de suspensiones cerámicas o métodos de impresión [19]. El tamaño de poro medio logrado utilizando el método de aspersión es de 0.11 micrones, esta técnica parece favorable en relación con adhesión de la capa funcional al substrato, debido una ligera penetración de TiO2 en los poros del substrato de acero inoxidable [19].
PLANTILLAS BLANDAS GASEOSAS: ESFERAS HUECAS
PIROLISIS DE ASPERSIÓN
La pirolisis de aspersión es un método para sintetizar partículas esféricas de óxido, mediante la pirolisis de pequeñas gotas que contienen cationes metálicos a alta temperatura. Presión o ultrasonido son utilizados para producir aerosoles de tamaño micrométrico a partir de soluciones, ver figura 8.8.
Figura 8.8.: Formación de esferas huecas mediante pirolisis por aspersión. Grafica tomada de la referencia 2.
Si el solvente se evapora muy rápido o la solubilidad del precursor es baja, ocurre precipitación local en la superficie de la gota, esto permite la formación de una esfera hueca. Normalmente no se requieren plantillas para producir esferas huecas con este método, además óxidos con varios componentes pueden ser preparados fácilmente porque cada gota funciona como reactor. El control del espesor de pared requiere del entendimiento del proceso de evaporación del solvente, la solubilidad del material precursor y del proceso de pirolisis del precursor [2].
FORMACIÓN DIRECTA DE ESFERAS: ESTABILIZACIÓN CON PARTÍCULAS
Las burbujas de gas dispersas en un líquido es una técnica de plantilla suave que ha sido utilizada para la síntesis de diversas esferas huecas.
155
En general el proceso puede ser conceptualizado en tres pasos, (i) formación de partículas finas y burbujas de gas, (ii) unión de las partículas finas a la interface gas/líquido y (iii) incremento de la agregación de partículas formando capas compactas de material alrededor de la burbuja. Es sabido que la adhesión de partículas sólidas a la superficie de las burbujas es un proceso complejo, el cual es afectado por diversos factores, e.g. la propiedades superficiales de las partículas, tamaño de las partículas, interacciones electroestáticas y condiciones hidrodinámicas [3]. Dentro de las esferas huecas manufacturadas con este método están, CaCO3, TiO2, Co2P, SnO2, Fe3O4, entre otras [3]. El mecanismo de formación de esferas huecas utilizado burbujas de gas como plantilla todavía es bastante especulativo, especialmente en sistemas que utilizan gases de alta solubilidad (i.e. CO2 y NH3) [3].
SECADO POR ASPERSIÓN
El secado por aspersión posee ciertas ventajas, por ejemplo: el producto puede ser obtenido en un solo paso, el control del proceso es relativamente sencillo y la distribución de tamaño del producto es cerrada; además, es un método de alta productividad fácilmente aplicable a nivel industrial [5].
El secado por aspersión puede ser utilizado para producir tanto esferas solidas como esferas huecas y el tamaño puede ser controlado desde 1 y 100 micrones [5]. Los pasos de formación de las esferas huecas mediante un proceso de secado por aspersión son: (i) asperción de la suspensión en la cámara de secado, en este paso la concentración de soluto en la superficie de la gota es mayor a la concentración en el centro, debido a la menor difusividad de las partículas. (ii) durante el secado el medio de suspensión se evapora y se forma una capa solida externa, mientras la presión al interior de la gota aumenta, (iii) si la capa externa es porosa la presión puede ser liberada y se forma una esfera hueca, si la capa es densa la esfera se fractura [5].
Los parámetros de operación que tienen mayor influencia sobre la morfología del producto son: (i) La temperatura del aire de secado: El aumento en la temperatura del aire de secado facilita
la formación de estructuras huecas; el problema es que genera formas irregulares y la fractura de las esferas es más común, debido al aumento en la tasa de evaporación del medio de suspensión [5].
(ii) Presión de atomización: En general, cuanto mayor es la presión de atomización menor es el tamaño medio de las partículas formadas. A presiones muy altas se pueden formar morfologías irregulares y presiones muy bajas hacen que la suspensión se pegue a las paredes del secador [5].
(iii) Tasa de alimentación: Aumentar la tasa de alimentación aumenta el tamaño de la gota, las gotas de mayor tamaño facilitan la formación de estructuras huecas [5].
Parámetros de la suspensión que tienen mayor influencia sobre la morfología del producto: (i) Concentración de la suspensión: La formación de estructuras huecas es posible a bajas
concentraciones de sólidos, pues las partículas se pueden desplazar fácilmente a la superficie de la gota en estas condiciones [5].
(ii) Tamaño de las partículas primarias: las partículas pequeñas se difunde más lentamente en la suspención y forman estructuras huecas más fácilmente [5].
(iii) Contenido de aditivos: la correcta selección de los aditivos permite estabilizar las estructuras huecas formadas [5].
Por lo tanto, es de vital importancia relacionar los parámetros de operación del proceso de secado por aspersión, con las propiedades de la suspensión y la morfología del producto [5]. Dentro de los materiales utilizados en la fabricación de esferas huecas utilizando el método de secado por aspersión estan: Fe2O3 recubiertas con silica, hidroxiapatita, YCZ (Y2O3-CeO2-ZrO2), vidrio entre otros [5].
156
Dentro de las técnicas utilizadas para la producción de esferas de vidrio huecas cabe mencionar la aspersión con oxígeno-combustible, la aspersión con plasma, atomización de vidrio líquido y el secado por aspersión de un precursor líquido que luego es tratado térmicamente [8]. Cuando se utiliza la aspersión con oxígeno-combustible, el material inicial se obtiene por medio de métodos sol-gel. Una vez preparado, el gel se seca por aspersión y los gránulos formados se dispersan en una llama de oxigeno-propano; las microesferas formadas son recolectadas en un recipiente. El problema del método es la baja productividad, pues la mayoría del material producido no son esferas huecas [8].
Las esferas huecas de vidrio pueden ser producidas utilizando un horno vertical, fundiendo la materia prima y luego atomizando con gas a alta presión [9]. Mediante el control de las condiciones de operación y dependiendo de la composición y tamaño de la alimentación, microesferas de vidrio huecas pueden ser producidas con una gran variedad de tamaños, relaciones de aspecto, resistencia y permeabilidad [9].
6.2. MÉTODOS SIN PLANTILLA
Con el fin de eliminar las dificultades asociadas a los métodos de síntesis asistidos por plantillas, como lo son la compatibilidad entre materiales utilizados y la complejidad del proceso, se han desarrollado diferentes métodos que no requieren plantillas para la fabricación de esferas cerámicas huecas, entre estos los más novedosos son: el método basado en el crecimiento tipo Ostwald, el método basado en el efecto kirkendall y la remoción química con superficie protegida. El denominador común es estos métodos es la posibilidad de realizar la síntesis del nanomaterial y evacuar el material no requerido en la misma reacción, además de ser procesos más simples, de alta uniformidad y reproducibilidad, bajo costo y fácil control. Las razones mencionadas hacen que la síntesis sin plantilla sea generalmente más eficiente [3, 4, 6].
6.2.1. KIRKENDALL: ESFERAS HUECAS
El efecto kirkendall (1939-1947) es una consecuencia de las diferentes difusividades de los átomos en una pareja de difusión, que causa una super-saturación de vacancias. La super-saturación puede llevar a la condensación de vacíos cerca a la interfase metal/sólido. A escalas micro y macro métricas los vacíos formados por el efecto Kirkendall son generalmente considerados inconvenientes pues deterioran las propiedades de la interfase. En contraste, a escalas nanométricas este efecto ha sido usado positivamente como una ruta de fabricación esferas huecas, ver figura 8.9. [3, 4, 6, 7]. El efecto Kirkendall puede ser utilizado para la formación de esferas huecas mediante la oxidación, sulfurización o la nitruración de una partícula metálica, mientras el transporte de cationes metálicos a través de la capa externa sea más rápido que el transporte de la especies oxidantes al interior de la partícula [2, 7].
Nakamura ha estudiado de forma sistemática la formación de esferas huecas de tamaño nanométrico de óxidos metálicos (Zn, Al, Fe, Cu), donde la difusión hacia el exterior del metal fue explicada con base en la teoría de Caberra y Mott (i.e. los cationes metálicos de difunden a través de la capa de óxido durante el inicio del proceso de oxidación debido a un campo electroestático), Nakamura et al. determinaron algunos tamaños críticos para poder formar esferas huecas a partir de partículas metálicas, pero múltiples preguntas sobre el mecanismo de formación todavía están abiertas [2, 3].
Gösele y Zacharias consideran que la fuerza motriz del proceso de difusión en la etapa inicial es la diferencia en el potencial químico de los átomos en la superficie interna y los átomos en la superficie externa, mientras que la segunda etapa está dominada por la difusión superficial [3, 6, 7] del material en el núcleo.
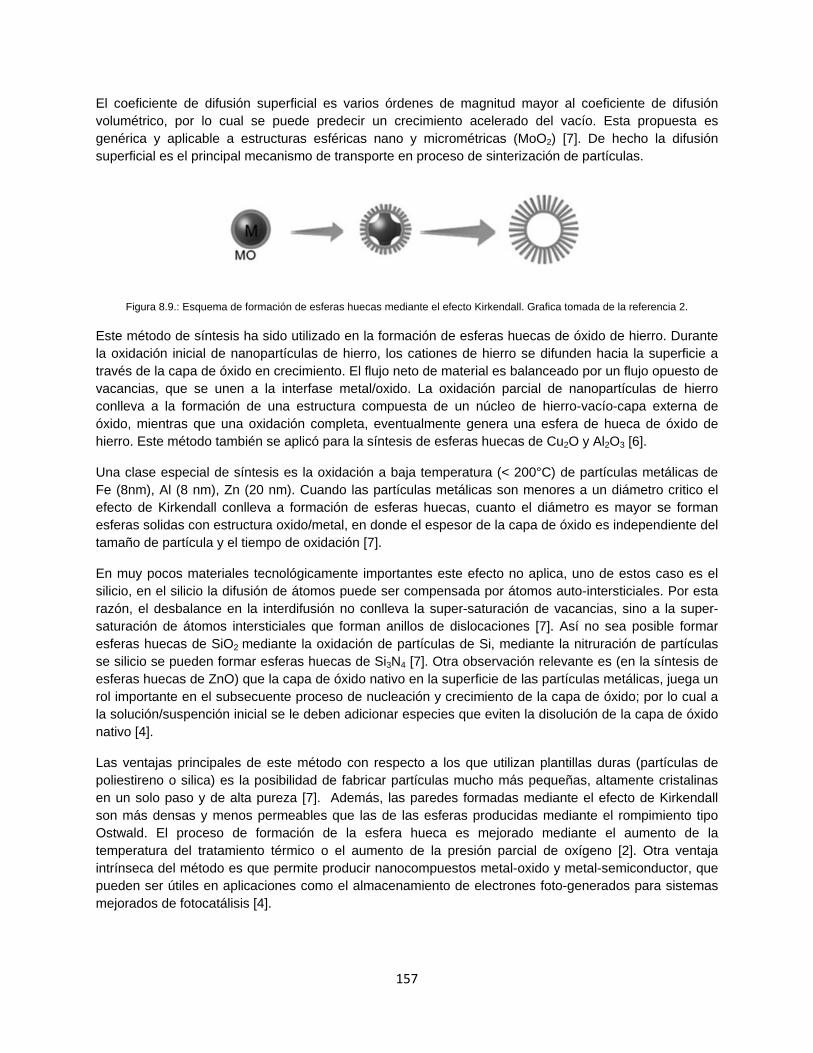
157
El coeficiente de difusión superficial es varios órdenes de magnitud mayor al coeficiente de difusión volumétrico, por lo cual se puede predecir un crecimiento acelerado del vacío. Esta propuesta es genérica y aplicable a estructuras esféricas nano y micrométricas (MoO2) [7]. De hecho la difusión superficial es el principal mecanismo de transporte en proceso de sinterización de partículas.
Figura 8.9.: Esquema de formación de esferas huecas mediante el efecto Kirkendall. Grafica tomada de la referencia 2.
Este método de síntesis ha sido utilizado en la formación de esferas huecas de óxido de hierro. Durante la oxidación inicial de nanopartículas de hierro, los cationes de hierro se difunden hacia la superficie a través de la capa de óxido en crecimiento. El flujo neto de material es balanceado por un flujo opuesto de vacancias, que se unen a la interfase metal/oxido. La oxidación parcial de nanopartículas de hierro conlleva a la formación de una estructura compuesta de un núcleo de hierro-vacío-capa externa de óxido, mientras que una oxidación completa, eventualmente genera una esfera de hueca de óxido de hierro. Este método también se aplicó para la síntesis de esferas huecas de Cu2O y Al2O3 [6].
Una clase especial de síntesis es la oxidación a baja temperatura (< 200°C) de partículas metálicas de Fe (8nm), Al (8 nm), Zn (20 nm). Cuando las partículas metálicas son menores a un diámetro critico el efecto de Kirkendall conlleva a formación de esferas huecas, cuanto el diámetro es mayor se forman esferas solidas con estructura oxido/metal, en donde el espesor de la capa de óxido es independiente del tamaño de partícula y el tiempo de oxidación [7].
En muy pocos materiales tecnológicamente importantes este efecto no aplica, uno de estos caso es el silicio, en el silicio la difusión de átomos puede ser compensada por átomos auto-intersticiales. Por esta razón, el desbalance en la interdifusión no conlleva la super-saturación de vacancias, sino a la super-saturación de átomos intersticiales que forman anillos de dislocaciones [7]. Así no sea posible formar esferas huecas de SiO2 mediante la oxidación de partículas de Si, mediante la nitruración de partículas se silicio se pueden formar esferas huecas de Si3N4 [7]. Otra observación relevante es (en la síntesis de esferas huecas de ZnO) que la capa de óxido nativo en la superficie de las partículas metálicas, juega un rol importante en el subsecuente proceso de nucleación y crecimiento de la capa de óxido; por lo cual a la solución/suspención inicial se le deben adicionar especies que eviten la disolución de la capa de óxido nativo [4].
Las ventajas principales de este método con respecto a los que utilizan plantillas duras (partículas de poliestireno o silica) es la posibilidad de fabricar partículas mucho más pequeñas, altamente cristalinas en un solo paso y de alta pureza [7]. Además, las paredes formadas mediante el efecto de Kirkendall son más densas y menos permeables que las de las esferas producidas mediante el rompimiento tipo Ostwald. El proceso de formación de la esfera hueca es mejorado mediante el aumento de la temperatura del tratamiento térmico o el aumento de la presión parcial de oxígeno [2]. Otra ventaja intrínseca del método es que permite producir nanocompuestos metal-oxido y metal-semiconductor, que pueden ser útiles en aplicaciones como el almacenamiento de electrones foto-generados para sistemas mejorados de fotocatálisis [4].
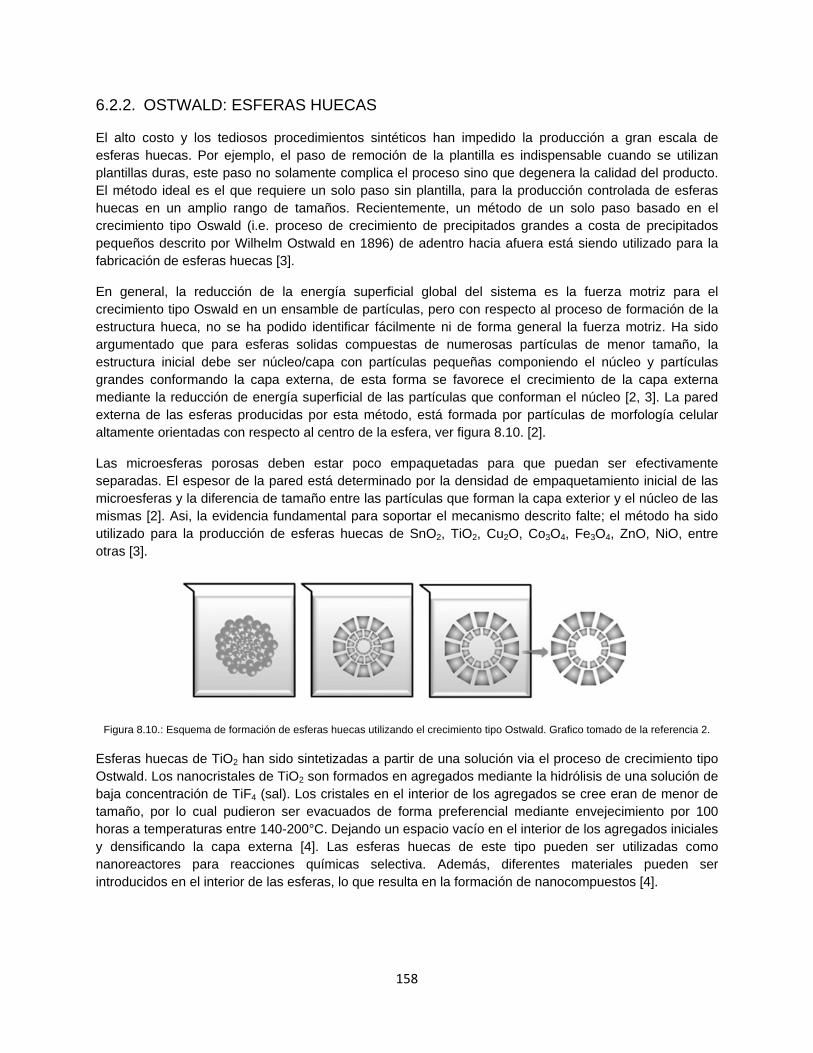
158
6.2.2. OSTWALD: ESFERAS HUECAS
El alto costo y los tediosos procedimientos sintéticos han impedido la producción a gran escala de esferas huecas. Por ejemplo, el paso de remoción de la plantilla es indispensable cuando se utilizan plantillas duras, este paso no solamente complica el proceso sino que degenera la calidad del producto. El método ideal es el que requiere un solo paso sin plantilla, para la producción controlada de esferas huecas en un amplio rango de tamaños. Recientemente, un método de un solo paso basado en el crecimiento tipo Oswald (i.e. proceso de crecimiento de precipitados grandes a costa de precipitados pequeños descrito por Wilhelm Ostwald en 1896) de adentro hacia afuera está siendo utilizado para la fabricación de esferas huecas [3].
En general, la reducción de la energía superficial global del sistema es la fuerza motriz para el crecimiento tipo Oswald en un ensamble de partículas, pero con respecto al proceso de formación de la estructura hueca, no se ha podido identificar fácilmente ni de forma general la fuerza motriz. Ha sido argumentado que para esferas solidas compuestas de numerosas partículas de menor tamaño, la estructura inicial debe ser núcleo/capa con partículas pequeñas componiendo el núcleo y partículas grandes conformando la capa externa, de esta forma se favorece el crecimiento de la capa externa mediante la reducción de energía superficial de las partículas que conforman el núcleo [2, 3]. La pared externa de las esferas producidas por esta método, está formada por partículas de morfología celular altamente orientadas con respecto al centro de la esfera, ver figura 8.10. [2].
Las microesferas porosas deben estar poco empaquetadas para que puedan ser efectivamente separadas. El espesor de la pared está determinado por la densidad de empaquetamiento inicial de las microesferas y la diferencia de tamaño entre las partículas que forman la capa exterior y el núcleo de las mismas [2]. Asi, la evidencia fundamental para soportar el mecanismo descrito falte; el método ha sido utilizado para la producción de esferas huecas de SnO2, TiO2, Cu2O, Co3O4, Fe3O4, ZnO, NiO, entre otras [3].
Figura 8.10.: Esquema de formación de esferas huecas utilizando el crecimiento tipo Ostwald. Grafico tomado de la referencia 2.
Esferas huecas de TiO2 han sido sintetizadas a partir de una solución via el proceso de crecimiento tipo Ostwald. Los nanocristales de TiO2 son formados en agregados mediante la hidrólisis de una solución de baja concentración de TiF4 (sal). Los cristales en el interior de los agregados se cree eran de menor de tamaño, por lo cual pudieron ser evacuados de forma preferencial mediante envejecimiento por 100 horas a temperaturas entre 140-200°C. Dejando un espacio vacío en el interior de los agregados iniciales y densificando la capa externa [4]. Las esferas huecas de este tipo pueden ser utilizadas como nanoreactores para reacciones químicas selectiva. Además, diferentes materiales pueden ser introducidos en el interior de las esferas, lo que resulta en la formación de nanocompuestos [4].
159
El crecimiento tipo Ostwald puede ser utilizado para controlar el tamaño de los cristales que forman la capa externa, esto permite modificar el ancho de banda de óxidos semiconductores nanoestrcturados, Mediante este método ha sido posible sintetizar esferas huecas de Cu2O (diámetro entre 100 y 200 nm) con anchos de banda entre 2.4 y 2.2 eV, simplemente variando el tiempo de envejecimiento. Por lo tanto las esferas huecas de óxidos semiconductores pueden ser utilizadas para aprovechar la energía solar en el espectro visible [4].
Una teoría similar, es que en las esferas solidas amorfas el proceso de estabilización termodinámica comienza en la superficie. Esto hace que se forme una capa cristalina delgada menos soluble en la superficie de la esfera solida amorfa. Como resultado el núcleo amorfo tiende a disolverse y difundirse hacia el exterior de la esfera, debido a que no está en equilibrio con la solución externa (fuerza motriz), esto aumenta el nivel de saturación por encima del límite de solubilidad y permite una segunda cristalización sobre la superficie externa de la partícula. Con el tiempo la capa externa aumenta su espesor y el interior de la partícula se vacía. Este mecanismo ha sido observado en la formación de esferas huecas de SnO2, SiO2 y Fe2O3, mas no se considera un fenómeno generalizado [3, 4].
En la mayoría de los casos el proceso de formación de la cavidad tiene lugar en partículas cristalinas, por lo tanto el proceso de cristalización anteriormente explicado no se considera una fuerza motriz universal para el proceso de crecimiento de adentro hacia afuera tipo Oswald. Otro mecanismo alterno es la formación de esferas huecas de CaCO3, en la caso de la calcita el núcleo es menos estable que la capa superficial hidratada. Lo cual promueve la disolución preferencial del núcleo [3]. Por lo tanto podemos decir que, en general lo que se busca es una capa superficial de mayor estabilidad termodinámica que permita la disolución preferencial el núcleo de la partícula [3].
La mayoría de los métodos de producción de estructuras huecas están basados en síntesis a partir de una solución (no suspensión), en este tipo de síntesis la concentración de los precursores es usualmente baja (mili-moles), por lo cual la escalabilidad del proceso para producir cantidades industriales presenta retos importantes para el control: del tamaño, la forma y el espesor de la capa. Este aspecto (escalabilidad del proceso) todavía está en su infancia y presenta oportunidades importantes para el futuro [3].
6.2.3. REMOCIÓN QUÍMICA CON SUPERFICIE PROTEGIDA: ESFERAS HUECAS
Este método se basa en la diferencia de estabilidad entre el núcleo y la capa superficial contra tratamientos térmicos o químicos. Los métodos de disolución química han sido utilizados en la preparación de esferas huecas de óxido de hierro, en este método se utilizaron aniones inorgánicos (sulfatos y fosfatos) para estabilizar la capa externa, de esta forma se puede disolver el núcleo, formando una estructura hueca.
Este método se ha utilizado para la producción de esferas de TiO2, SiO2 entre otros. Las microesferas de TiO2 producidas por métodos de sol-gel, están compuestas por nanopartículas amorfas de TiO2, con intersticios sub-nanométricos que permiten la entrada de agentes de disolución al interior de la esfera. El agente para estabilizar la superficie es ácido poliacrilico (PAA) y el agente de disolución es glicol dietileno (DEG). En el caso de las partículas de SiO2 sintetizadas a partir de procesos sol-gel se utiliza PVP para proteger la superficie y una solución de NaOH como agente de disolución.
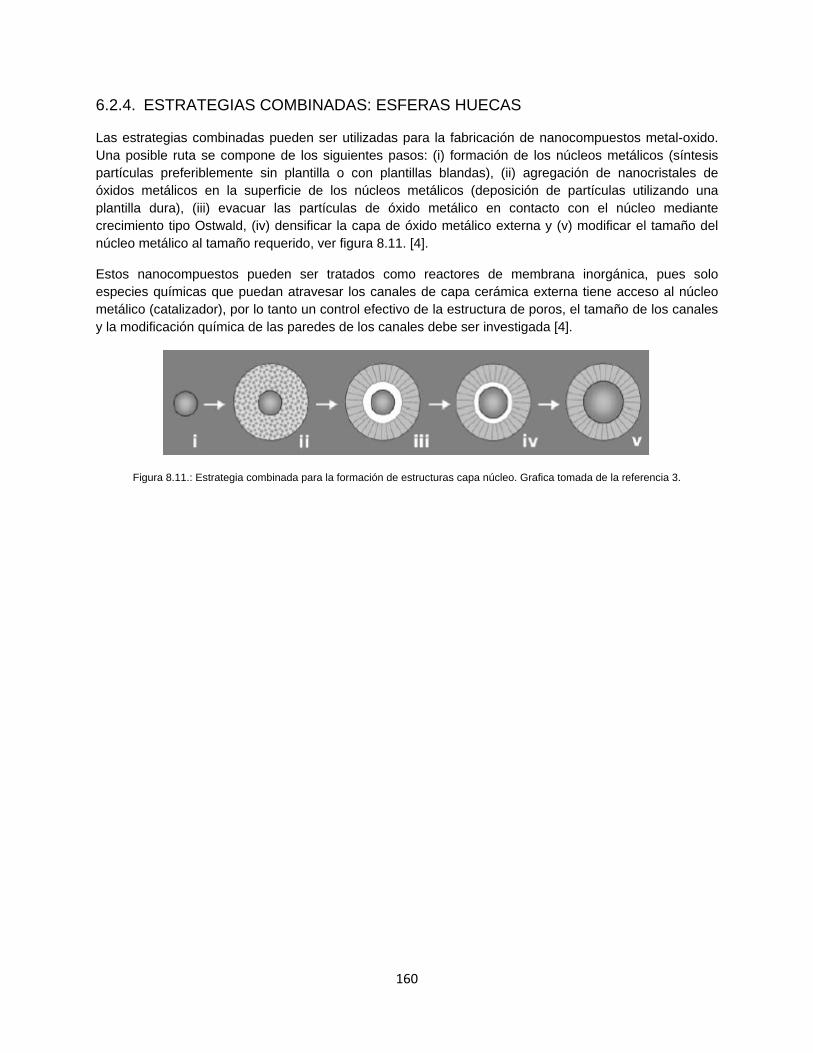
160
6.2.4. ESTRATEGIAS COMBINADAS: ESFERAS HUECAS
Las estrategias combinadas pueden ser utilizadas para la fabricación de nanocompuestos metal-oxido. Una posible ruta se compone de los siguientes pasos: (i) formación de los núcleos metálicos (síntesis partículas preferiblemente sin plantilla o con plantillas blandas), (ii) agregación de nanocristales de óxidos metálicos en la superficie de los núcleos metálicos (deposición de partículas utilizando una plantilla dura), (iii) evacuar las partículas de óxido metálico en contacto con el núcleo mediante crecimiento tipo Ostwald, (iv) densificar la capa de óxido metálico externa y (v) modificar el tamaño del núcleo metálico al tamaño requerido, ver figura 8.11. [4].
Estos nanocompuestos pueden ser tratados como reactores de membrana inorgánica, pues solo especies químicas que puedan atravesar los canales de capa cerámica externa tiene acceso al núcleo metálico (catalizador), por lo tanto un control efectivo de la estructura de poros, el tamaño de los canales y la modificación química de las paredes de los canales debe ser investigada [4].
Figura 8.11.: Estrategia combinada para la formación de estructuras capa núcleo. Grafica tomada de la referencia 3.
161
6.3. REFERENCIAS
[1] Andre´ R. Studart, Urs T. Gonzenbach, Elena Tervoort, and Ludwig J. Gauckler, Processing Routes to Macroporous Ceramics: A Review. J. Am. Ceram. Soc., 89 [6] 1771–1789 (2006).
[2] Jong-Heun Lee, Gas sensors using hierarchical and hollow oxide nanostructures: Overview. Sensors and Actuators B 140 (2009) 319–336.
[3] Xiong Wen Lou, Lynden A. Archer, and Zichao Yang, Hollow Micro-/Nanostructures: Synthesis and Applications. Adv. Mater. 2008, 20, 3987-4019.
[4] Hua Chun Zeng, Synthetic architecture of interior space for inorganic nanostructures. J. Mater. Chem., 2006, 16, 649–662.
[5] Ai-Juan Wang, Yu-Peng Lu, Rui-Xue Sun, Recent progress on the fabrication of hollow microspheres. Materials Science and Engineering A 460–461 (2007) 1–6.
[6] Qiao Zhang, Wenshou Wang, James Goebl, Yadong Yin, Self-templated synthesis of hollow nanostructures. Nano Today (2009) 4, 494—507.
[7] Hong Jin Fan, Ulrich Gösele and Margit Zacharias, Formation of Nanotubes and Hollow Nanoparticles Based on Kirkendall and Diffusion Processes: A Review. small 2007, 3, No. 10, 1660 – 1671.
[8] M.L. Schmitt, J.E. Shelby and M.M. Hall, Preparation of hollow glass microspheres from sol–gel derived glass for application in hydrogen gas storage. Journal of Non-Crystalline Solids, Volume 352, Issues 6-7, 15 May 2006, Pages 626-631.
[9] D.K. Kohli, R.K. Khardekar, Rashmi Singh, P.K. Gupta, Glass micro-container based hydrogen storage scheme. International Journal of Hydrogen Energy 33 (2008) 417 – 422.
[10] Christian Augustin, Wolfgang Hungerbach, Production of hollow spheres (HS) and hollow sphere structures (HSS). Materials Letters 63 (2009) 1109–1112.
[11] I-Han Chen, Cheng-Chien Wang and Chun-Yung Chen, Synthesis of mono-disperse hollow nickel spheres with a double shell structure using poly(methyl methacrylate) as a template. Scripta Materialia 58 (2008) 37–40.
[12] Yanhui Ao, Jingjing Xu, Degang Fu, Chunwei Yuan, A simple method for the preparation of titania hollow sphere. Catalysis Communications 9 (2008) 2574–2577.
[13] Shurong Wang, Jun Zhang, Junqing Jiang, Rui Liu, Baolin Zhu, Mijuan Xu, Yan Wang, Jianliang Cao, Minyan Li, Zhongyong Yuan, Shoumin Zhang, Weiping Huang, Shihua Wu, Porous ceria hollow microspheres: Synthesis and characterization. Microporous and Mesoporous Materials 123 (2009) 349–353.
[14] Jun Zhang, Shurong Wang, Yan Wang, Mijuan Xu, Huijuan Xia, Shoumin Zhang, Weiping Huang, Xianzhi Guo and Shihua Wu, ZnO hollow spheres: Preparation, characterization, and gas sensing properties. Sensors and Actuators B, Volume 139, Issue 2, 4 June 2009, Pages 411-417.
[15] M. Vignes-Adlera and D. Weaire, New foams: Fresh challenges and opportunities. Current Opinion in Colloid & Interface Science, Volume 13, Issue 3, June 2008, Pages 141-149.
162
[16] Marcus Liew Kai Hoa, Meihua Lu and Yong Zhang, Preparation of porous materials with ordered hole structure. Advances in Colloid and Interface Science, Volume 121, Issues 1-3, 13 September 2006, Pages 9-23.
[17] Urs T. Gonzenbach, Andre´ R. Studart, Elena Tervoort, and Ludwig J. Gauckler, Stabilization of Foams with Inorganic Colloidal Particles. Langmuir 2006, 22, 10983-10988.
[18] Ilke Akartuna, André R. Studart, Elena Tervoort, Ludwig J. Gauckler, Macroporous Ceramics from Particle-stabilized Emulsions. Advanced Materials, Volume 20, Issue 24, pages 4714–4718, December 17, 2008.
[19] Wilhelm A. Meulenberg, Josef Mertens, Martin Bram, Hans-Peter Buchkremer and Detlef Stöver, Graded porous TiO2 membranes for microfiltration. Journal of the European Ceramic Society, Volume 26, Issues 4-5, 2006, Pages 449-454.
[20] E. Chevereaua, N. Zouaouib, L. Limousya, P. Dutourniéa, S. Déonc, and P. Bourseaud, Surface properties of ceramic ultrafiltration TiO2 membranes: Effects of surface equilibriums on salt retention. Desalination, Volume 255, Issues 1-3, 31 May 2010, Pages 1-8.

163