Autonomacion (2)
25
Autonomacion y poka yoke Administración de la calidad
-
Upload
arrza -
Category
Technology
-
view
1.376 -
download
1
Transcript of Autonomacion (2)

Autonomacion
y poka yoke
Administración de la
calidad
Autonomacion
(Jidoka)
Jidoka Automatización con un toque humano
Filosofía la cual tiene como finalidad evitar que
cualquier pieza o producto defectuoso avance en
un proceso productivo.
Jidoka permite que el proceso tenga su propio
autocontrol de calidad.
Equipo 7

¿en que consiste Jidoka?
si existe una anormalidad durante el proceso, este
se detendrá ya sea automática o manualmente,
impidiendo que las piezas defectuosas avancen en
el proceso.
.Sistemas tradicionales de
calidad
Jidoka
las piezas son inspeccionadas
al final de su proceso
productivo.
Jidoka mejora la calidad en el
proceso ya que solo se
producirán piezas con cero
defectos
Equipo 7

Como funciona Jidoka….. Jidoka no funcionaria sólo con el simple hecho de
detectar una anomalía y parar la línea. Jidoka es
algo más, es corregir la condición anormal e
investigar la causa raíz para eliminarla para
siempre.
Equipo 7

Pasos para el Jidoka..
1. Detectar la anormalidad.
2. Parar.
3. Fijar o corregir la condición anormal.
4. Investigar la causa raíz e instalar las
contramedidas
Los dos primeros pasos pueden ser automatizados. A diferencia de los
pasos tres y cuatro, los cuales son de total dominio de personas, ya que
requieren de un diagnóstico, de un análisis, y de una resolución de
problemas.
1er paso: Detectar la
anormalidad
se construyen mecanismos dentro de las
máquinas, los cuales detectan anomalías y
automáticamente paran la máquina durante el
tiempo de ocurrencia. En el caso de personas, se
les da la autoridad para que opriman botones o
tiren de cuerdas llamadas “cuerdas andón” que
como consecuencia podría llegar a parar una
línea entera de producción.
Equipo 7

2do paso: parar
las líneas de producción se pueden dividir ensecciones y estas a su vez en estaciones de trabajo,de forma que cuando una estación de trabajo avisade su problema tirando de una “cuerda andon”, lalínea sigue produciendo, teniendo un tiempo de ciclopara resolver el problema hasta que la sección de lalínea entra en parada.
Si se llega a la situación en la que el problema no sepuede resolver dentro del tiempo de ciclo, la seccióncuenta con un buffer controlado a su entrada quefunciona como si fuera un pulmón, de manera que lasección que esté aguas arriba o sección anterior,puede seguir produciendo y así evitar que se paretoda la fábrica.
Equipo 7
3er paso: fijar o corregir la
función anormal………
El tercer paso es fijar o corregir la condición anormal
para volver al ritmo de producción. Para volver a este
ritmo, usaremos distintas opciones como pueden ser:
• Poner a funcionar un proceso excepcional como
implementar un Kanban.(sistema de señal por tarjetas).
• Poner una unidad en estación dere–trabajo.
• Parar la producción hasta que un herramienta rota sea
arreglada
Equipo 7

4to paso: investigar la
causa raíz………………….
Tenemos que bajar al nivel del usuario del proceso
para, por ejemplo, a través del método de “los
cinco por qué” encontrar la raíz del problema.
Una vez investigado podemos instalar una solución
permanente que haga que este problema no
vuelva a suceder. Jidoka ayuda a expandir el
conocimiento sobre el proceso y sistema de
producción.
Equipo 7

Poka yoke
La frase POKA-YOKE viene del japonés y está
formada por las palabras:
POKA: Evitar
YOKERU: Error inadvertido
Equipo 7
Como nació poka yoke…
Poka-yoke es una técnica de calidad desarrollada por elingeniero japonés Shigeo Shingo en los años 60, que
significa "a prueba de errores". La idea principal es la de
crear un proceso donde los errores sean imposibles de
realizar.
La finalidad del Poka-yoke es la eliminar los defectos en un
producto ya sea previniendo o corrigiendo los errores que
se presenten lo antes posible
EQUIPO 7

Dispositivos poka yoke
Un dispositivo Poka-yoke es cualquier mecanismo queayuda a prevenir los errores antes de que sucedan, o loshace que sean muy obvios para que el trabajador se decuenta y lo corrija a tiempo.
El concepto es simple: si los errores no se permite que sepresenten en la línea de producción, entonces la calidadserá alta y el retrabajo poco. Esto aumenta la satisfaccióndel cliente y disminuye los costos al mismo tiempo.
El resultado, es de alto valor para el cliente. No solamentees el simple concepto, pero normalmente las herramientasy/o dispositivos son también simples.
EQUIPO 7
La función y su practica
La práctica del sistema Poka-yoke se realiza más frecuentemente en lacomunidad manufacturera para enriquecer la calidad de sus productospreviniendo errores en la línea de producción.
UN SISTEMA POKA-YOKE POSEE DOS FUNCIONES:
1. una es la de hacer la inspección del 100% de las partes producidas, y;2. la segunda es si ocurren anormalidades puede dar retroalimentación
y acción correctiva.
Los efectos del método Poka-Yoke en reducir defectos va a dependeren el tipo de inspección que se este llevando a cabo, ya sea: en elinicio de la línea, auto-chequeo, o chequeo continuo.
Los efectos de un sistema poka-yoke en la reducción de defectos varíandependiendo del tipo de inspección.
EQUIPO 7

En que consiste poka yoke:
Imaginemos que en un traspaso entre cuentas bancarias queremos
minimizar el error de enviar el dinero a una cuenta incorrecta.
El Poka Yoke propone varias aproximaciones para la prevención de
errores humanos, como:
▓ Eliminación: rediseñar el sistema de forma que se eliminen las partes o
tareas que pueden causar un error.
Impedir que se realicen errores al realizar traspasos eliminando la opción de
realizarlos puede no sernos útil en este caso, pero replantearnos la utilidad de
una funcionalidad o característica de un sistema siempre debería ser la
primera opción antes de pensar diseños alternativos.
Equipo 7
El primer paso para lograr cero defectos es distinguir entre errores y defectos.
"DEFECTOS Y ERRORES NO SON LA MISMA COSA"
DEFECTOS son resultados
ERRORES son las causas de los resultados
ERROR
Deficiencia o accidente, nos desviamos o fracasamos en alcanzar lo que se debería hacer.
EQUIPO 7

Casi todos los defectos están causados por errores humanos,
y hay varios tipos de errores humanos, entre ellos
Diferentes clases de errores
humanos

1. Métodos de contacto. Son métodos donde un dispositivo sensitivo
detecta las anormalidades en el acabado o las dimensiones de la pieza,
donde puede o no haber contacto entre el dispositivo y el producto.
2. Método de valor fijo. Con este método, las anormalidades son
detectadas por medio de la inspección de un número específico de
movimientos, en casos donde las operaciones deben de repetirse un
número predeterminado de veces.
3. Método del paso-movimiento. Estos son métodos en el cual las
anormalidades son detectadas inspeccionando los errores en
movimientos estándares donde las operaciones son realizadas con
movimientos predeterminados. Este extremadamente efectivo método
tiene un amplio rango de aplicación, y la posibilidad de su uso debe de
considerarse siempre que se este planeando la implementación de un
dispositivo Poka-Yoke.
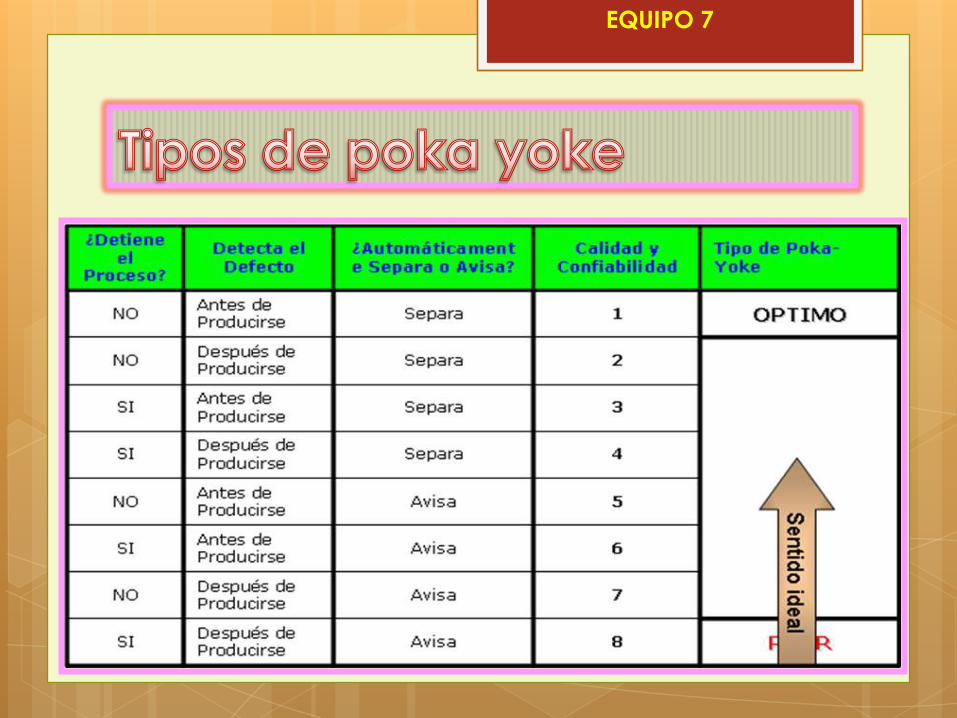
Clasificación de métodos poka
yoke………….
EQUIPO 7
EQUIPO 7

EQUIPO 7
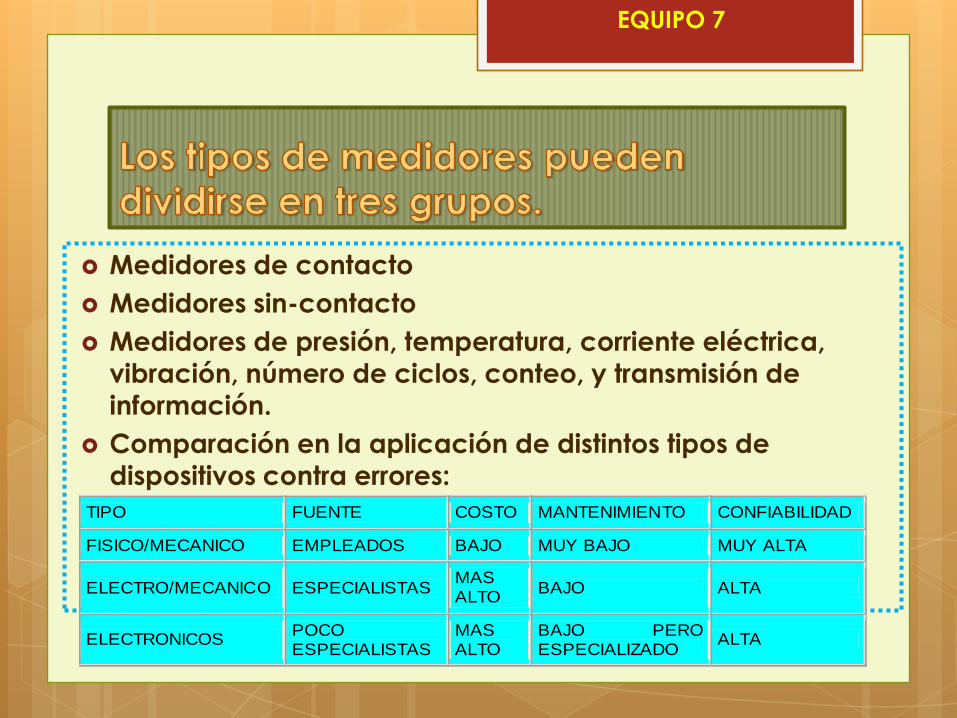
Medidores de contacto
Medidores sin-contacto
Medidores de presión, temperatura, corriente eléctrica,
vibración, número de ciclos, conteo, y transmisión de
información.
Comparación en la aplicación de distintos tipos de
dispositivos contra errores:
TIPO FUENTE COSTO MANTENIMIENTO CONFIABILIDAD
FISICO/MECANICO EMPLEADOS BAJO MUY BAJO MUY ALTA
ELECTRO/MECANICO ESPECIALISTAS MAS ALTO
BAJO ALTA
ELECTRONICOS POCO ESPECIALISTAS
MAS ALTO
BAJO PERO ESPECIALIZADO
ALTA
EQUIPO 7

Características de un buen sistema poka yoke:
Son simples y baratos.
Son parte del proceso.
Son puestos cerca o en el lugar donde ocurre el
error.
EQUIPO 7

Ventajas…………. Mejor que la auto inspección para encontrar defectos a
simple vista.
Promueve el trabajo en equipo
Se enfoca en prevenir que el error se convierta endefecto
Algunas de las desventajas son:
Mayor demora antes de descubrir el defecto.
El descubrimiento es removido de la causa raíz.
Inspección en la fuente
Utilizada en la etapa del error
Menores defectos y
desperdicios
EQUIPO 7

INTEGRANTES……….
Angulo Castro Teódulo
Arce López Margarita
Arrayales Zamora Katia
Cervantes Cota José Rosario
González Mundaca Lucero
Mendoza Pinto Obed
Montoya García Edgar
Yamamoto Núñez Juan José
EQUIPO 7