
Automatización de un proceso de fabricación mediante …deeea.urv.cat/DEEEA/lguasch/NoemiFerre...
361
Automatización de un proceso de fabricación mediante un reactor químico TITULACIÓN: E.T.I.E. AUTORA: Noemí Ferré del Rincón DIRECTOR: Lluís Guasch Pesquer DATA: Septiembre 2006
-
Upload
truongkhanh -
Category
Documents
-
view
214 -
download
0
Transcript of Automatización de un proceso de fabricación mediante …deeea.urv.cat/DEEEA/lguasch/NoemiFerre...

Automatización de un proceso de fabricación mediante un reactor químico
TITULACIÓN: E.T.I.E.
AUTORA: Noemí Ferré del Rincón DIRECTOR: Lluís Guasch Pesquer
DATA: Septiembre 2006
ÍNDICE GENERAL
Índice Memoria....................................................................................................................... 1 1.0 Hoja de identificación .................................................................................................... 8 1.1 Objeto ............................................................................................................................... 9 1.2 Alcance .............................................................................................................................. 9
1.3 Antecedentes .................................................................................................................... 10 1.3.1 Descripción de la Planta ......................................................................................... 10 1.3.2 Descripción del Proceso de Fabricación ................................................................ 15
1.4 Normas y Referencias ..................................................................................................... 18
1.4.1 Disposiciones Legales y Normas Aplicadas .......................................................... 18 1.4.2 Bibliografía ............................................................................................................. 19 1.4.3 Programa de Cálculo .............................................................................................. 19 1.4.4 Plan de Gestión de Calidad Aplicado durante la Redacción del Proyecto .......... 19 1.4.5 Otras Referencias .................................................................................................... 20
1.5 Definiciones y Abreviaturas .......................................................................................... 20
1.5.1 Diagrama de Flujo de Proceso ............................................................................... 20
1.6 Requisitos de Diseño ....................................................................................................... 26
1.6.1 Actuadores ............................................................................................................... 26
1.6.1.1 Válvulas ...................................................................................................... 26
1.6.2 Sensores ................................................................................................................... 27 1.6.2.1 Medición de Presión .................................................................................. 27 1.6.2.2 Medición de Nivel ..................................................................................... 28 1.6.2.3 Medición de Caudal ................................................................................... 29 1.6.2.4 Medición de Temperatura ......................................................................... 29 1.6.2.5 Puesta a tierra de los Camiones Cisterna ................................................. 29
1.6.3 Hardware ................................................................................................................. 30 1.6.4 Software de Control ................................................................................................ 30
1.6.5 Tendido y Conexionado de Cable........................................................................... 30
1.7 Análisis de Soluciones ..................................................................................................... 30
1.7.1 Actuadores ............................................................................................................... 30
1.7.1.1 Válvulas ...................................................................................................... 30
1.7.2 Sensores ................................................................................................................... 43 1.7.2.1 Medición de Presión .................................................................................. 43 1.7.2.2 Medición de Nivel ..................................................................................... 46 1.7.2.3 Medición de Temperatua ........................................................................... 50 1.7.2.4 Medición de Caudal ................................................................................... 53 1.7.2.5 Puesta a Tierra de los Camiones Cisterna ................................................ 56
1.7.3 Hardware ................................................................................................................. 57
1.7.3.1 Sistema de Control
1.7.4 Software: programa ................................................................................................ 69
1.7.5 Cableado .................................................................................................................. 71
1.8 Resultados Finales ........................................................................................................... 74 1.8.1 Actuadores ............................................................................................................. 74
1.8.1.1 Válvulas de Sector de Bola (todo/nada) ................................................... 74 1.8.1.2 Válvula de control de asiento .................................................................... 78 1.8.1.3 Accesorios de las Válvulas ........................................................................ 83
1.8.2 Sensores .................................................................................................................. 89
1.8.2.1 Indicador de Nivel Visual por Tubo de Cristal ........................................ 89 1.8.2.2 Detector de Nivel por Vibración ............................................................... 92 1.8.2.3 Detector de Nivel por Diferencia de Presión ........................................... 98 1.8.2.4 Transmisor de Temperatua ....................................................................... 101 1.8.2.5 Transmisor de Caudal ............................................................................... 105 1.8.2.6 Transmisor de Presión .............................................................................. 110 1.8.2.7 Puesta a tierra ............................................................................................ 114

1.8.3 Hardware ................................................................................................................ 116 1.8.3.1 Autómata Programable (PLC) ................................................................... 116 1.8.3.2 Fuente de Alimentación.............................................................................. 120 1.8.3.3 CPU ............................................................................................................. 124 1.8.3.4 Módulos de señal (SM) .............................................................................. 126 1.8.3.5 Módulos de función (FM) .......................................................................... 130 1.8.3.6 Módulos (DP).............................................................................................. 132
1.8.4 Software: programación ........................................................................................ 132
1.8.5 Cableado ................................................................................................................. 136
1.9 Planificación ..................................................................................................................... 138 1.10 Orden de prioridad entre los documentos básicos .................................................. 139 Índice Anexos ........................................................................................................................ 140 2.1 Cálculos ............................................................................................................................ 141
2.1.1 Posicionador ...................................................................................................... 141 2.1.2 Final de carrera ................................................................................................... 142 2.1.3 Electroválvula ................................................................................................... 142 2.1.4 Transmisor de temperatura ............................................................................... 144 2.1.5 Tansmisor de caudal .......................................................................................... 145 2.1.6 Indicador de nivel de líquido ............................................................................ 148 2.1.7 Indicación de nivel por vibración ..................................................................... 148 2.1.8 Indicación de nivel por presión diferencial ..................................................... 148 2.1.9 Válvulas .............................................................................................................. 157
2.1.9.1 Válvulas todo/nada ............................................................................... 157 2.1.9.2 Válvulas de control ............................................................................... 157

2.1.10 Cableado ........................................................................................................... 163 2.1.11Hardware ........................................................................................................... 166 2.1.12 Software ........................................................................................................... 168
2.3 Anexos de aplicación en el ámbito del proyecto ......................................................... 198 2.4 Otros documentos ........................................................................................................... 198
Índice Planos .......................................................................................................................... 199
3.1 Introducción ..................................................................................................................... 202 3.2 Planos ................................................................................................................................ 203
1. Planta de producción D-7 (Alzado y planta) 2. Diagrama de proceso D-1. Reactor R-100 3. Diagrama de proceso D-2. Depósito B-102 4. Diagrama de proceso D-3. Depósito B-103 5. Diagrama de proceso D-4. Depósito B-104 6. Diagrama de proceso D-5. Depósitos B-106 y B-107 7. Lista de los instrumentos que intervienen en el proceso y cálculo de señales 8. Esquema y detalle del PLC R-100 con sus respectivos módulos 9. Módulo de entradas digitales EBO 10. Módulo de entradas digitales EB4 11. Módulo de entradas digitales EB8 12. Módulo salidas digitales AB0 13. Módulo de entradas analógicas EW0 14. Módulo de salidas analógicas AW4 15. Bastidor: autómata (PLC), regleteros, barreras y alimentaciones 16. Esquema de interconexiones entre los distintos instrumentos y salas 17. Regleta de bornas: EV-1. Caja en campo 18. Regleta de bornas: EV-2. Caja en campo 19. Regleta de bornas: EV-3. Caja en campo 20. Regleta de bornas: EV-4. Caja en campo 21. Regleta de bornas: L1-1. Bastidor sala de conexiones 22. Regleta de bornas: L1-2. Bastidor sala de conexiones 23. Regleta de bornas: L1-3. Bastidor sala de conexiones 24. Regleta de bornas: L1-4. Bastidor sala de conexiones
25. Regleta de bornas: LI-1. Bastidor sala de conexiones 26. Regleta de bornas: LI-1. Bastidor sala de conexiones 27. Regleta de bornas: LI-1. Bastidor sala de conexiones 28. Regleta de bornas: LO-1. Bastidor sala de conexiones 29. Regleta de bornas: LIA-1. Bastidor sala de conexiones 30. Regleta de bornas: LOA-1. Bastidor sala de conexiones 31. Regleta de bornas: LEL-1. Bastidor sala de conexiones 32. Regleta de bornas: L2-1. Sala eléctrica 33. Regleta de bornas: KRK (relés de acoplamiento) Sala eléctrica 34. Bornas armario guardamotores KV01. Sala eléctrica 35. Lazo de control: H-101. Válvula salida R-100 36. Lazo de control: H-102. Válvula salida B-102 37. Lazo de control: H-103. Válvula salida B-103 38. Lazo de control: H-104. Válvula salida camión cisterna 39. Lazo de control: H-105. Válvula salida B-104 40. Lazo de control: H-106. Válvula entrada B-106 41. Lazo de control: H-107. Válvula entrada B-107 42. Lazo de control: H-108. Válvula salida B-106 43. Lazo de control: H-109. Válvula salida B-107 44. Lazo de control: H-110. Válvula entrada camión cisterna 45. Lazo de control: H-111. Válvula entrada R-100 (Producto A) 46. Lazo de control: FVK-112. Válvula entrada R-100 (Producto B) 47. Lazo de control: H-113. Válvula entrada R-100 (Producto C) 48. Lazo de control: H-114. Válvula entrada R-100 (Agua limpieza) 49. Lazo de control: H-115. Válvula entrada camisa refrigeración R-100 50. Lazo de control: NP-101. Bomba/motor salida R-100 51. Lazo de control: NP-102. Bomba/motor salida B-102 52. Lazo de control: NP-103. Bomba/motor salida B-103 53. Lazo de control: NP-104. Bomba/motor entrada B-104 54. Lazo de control: NP-105. Bomba/motor salida B-104 55. Lazo de control: NP-106. Bomba/motor salida B-106/B-107 56. Lazo de control: NR-100. Agitador R-100 57. Lazo de control: P-100. Presión R-100 58. Lazo de control: P-101. Presión salida bomba/motor NP-101 59. Lazo de control: P-102. Presión salida bomba/motor NP-102 60. Lazo de control: P-103. Presión salida bomba/motor NP-103 61. Lazo de control: P-104. Presión salida bomba/motor NP-104 62. Lazo de control: P-105. Presión salida bomba/motor NP-105 63. Lazo de control: P-106. Presión salida bomba/motor NP-106 64. Lazo de control: F-102. Caudal línea producto A 65. Lazo de control: F-103. Caudal línea producto B 66. Lazo de control: F-104. Caudal línea producto C 67. Lazo de control: L-100. Nivel R-100 68. Lazo de control: L-101. Nivel R-100 69. Lazo de control: L-103. Nivel B-103 70. Lazo de control: L-104. Nivel B-104 71. Lazo de control: L-106. Nivel B-106
72. Lazo de control: L-107. Nivel B-107 73. Lazo de control: X-104. Pinzas puesta tierra camión cisterna 74. Lazo de control: X-106. Pinzas puesta tierra camión cisterna 75. Lazo de control: T-100. Temperatura R-100 76. Esquema eléctrico: NP-101. Motor salida R-100 77. Esquema eléctrico: NP-102. Motor salida B-102 78. Esquema eléctrico: NP-103. Motor salida B-103 79. Esquema eléctrico: NP-104. Motor entrada B-104 80. Esquema eléctrico: NP-105. Motor salida B-104 81. Esquema eléctrico: NP-106. Motor salida B-106/B-107 82. Esquema eléctrico: NR-100. Agitador de R-100 83. Condiciones de enclavamiento. Causas y efectos 84. Diagrama lógico DL1: H-101 y H-114 85. Diagrama lógico DL2: H-102, H-103 y H-105 86. Diagrama lógico DL3: H-106 y H-107 87. Diagrama lógico DL4: H-108 y H-109 88. Diagrama lógico DL5: H-104 y H-110 89. Diagrama lógico DL6: H-111 90. Diagrama lógico DL7: FV-112 91. Diagrama lógico DL8: H-113 92. Diagrama lógico DL9: NP-101 93. Diagrama lógico DL10: NP-102 94. Diagrama lógico DL11: NP-103 95. Diagrama lógico DL12: NP-104 96. Diagrama lógico DL13: NP-105 97. Diagrama lógico DL14: NP-106 98. Diagrama lógico DL15: NR-100
Índice Pliego de Condiciones ............................................................................................... 204 4.1 Condiciones Generales ................................................................................................... 206
4.1.1 Introducción ............................................................................................................ 206 4.1.2 Documentos del Proyecto ...................................................................................... 206 4.1.3 Reglamentos y Normas .......................................................................................... 207 4.1.4 Modificaciones en la Instalación ........................................................................... 207 4.1.5 Materiales ................................................................................................................ 207 4.1.6 Medidas de Orden y Seguridad .............................................................................. 208
4.1.7 Personal ................................................................................................................... 208 4.1.8 Ejecución de la Instalación .................................................................................... 208
- Comienzo - Plazo de ejecución
4.1.9 Libro de Órdenes ..................................................................................................... 209 4.1.10 Recepción de la Instalación ................................................................................. 209
- Plazo de garantía - Recepción definitiva
4.2 Condiciones Económicas ................................................................................................ 209
4.2.1 Abono de la Instalación........................................................................................... 209 4.2.2 Precios ..................................................................................................................... 210 4.2.3 Revisión de Precios ................................................................................................ 210 4.2.4 Reclamación de Aumento de Precios .................................................................... 210 4.2.5 Indemnización por Cuenta del Contratista ............................................................ 210 4.2.6 Instalación Defectuosa ........................................................................................... 211 4.2.7 Conservación de la Instalación .............................................................................. 211 4.2.8 Gastos por Pruebas y Ensayos ............................................................................... 212 4.2.9 Fianzas .................................................................................................................... 212 4.2.10 Penalizaciones ....................................................................................................... 212
4.3 Condiciones Administrativas ........................................................................................ 212 4.3.1 Contrato ................................................................................................................... 212 4.3.2 Responsabilidades .................................................................................................. 212 4.3.3 Rescisión del Contrato ............................................................................................ 213
- Causas de rescisión - Liquidación en el caso de rescisión de contrato
4.4 Condiciones Facultativas ............................................................................................... 213
4.4.1 Delimitación General de Funciones Técnicas ....................................................... 213 4.4.2 Obligaciones Generales del Contratista ................................................................ 214 4.4.3 Presencia del Director de Obra .............................................................................. 214 4.4.4 Faltas de Personal ................................................................................................... 214 4.4.5 Ampliación del Proyecto por Causas de Fuerza Mayor ....................................... 215 4.4.6 Procedencia de los Materiales y Aparatos ............................................................ 215 4.4.7 Materiales y Aparatos Defectuosos ....................................................................... 215 4.4.8 Reconocimientos y Ensayos Previos ..................................................................... 215 4.4.9 Ensayos .................................................................................................................... 215 4.4.10 Puesta en Marcha .................................................................................................. 216
4.5 Condiciones Técnicas ...................................................................................................... 216
4.5.1 Condiciones Generales ........................................................................................... 216 4.5.2 Normas a Seguir ..................................................................................................... 216 4.5.3 Instalación del Cableado ........................................................................................ 217 4.5.4 Instalación de Cajas de Campo .............................................................................. 217 4.5.5 Instalación del PLC ................................................................................................ 217 4.5.6 Alimentación del Sistema de Control .................................................................... 217 4.5.7 Módulos de Entradas y Salidas .............................................................................. 218 4.5.8 Instrumentos: actuadores y sensores .................................................................... 218 4.5.9 Armario (bastidor) .................................................................................................. 218 4.5.10 Materiales .............................................................................................................. 218
4.6 Plan de Seguridad, Higiene y Prevención ................................................................... 219
4.6.1 Seguridad y Salud de los Trabajadores ................................................................. 219 4.6.2 Normas de Seguridad, Higiene y Prevención ....................................................... 220 4.6.3 Incumplimiento de las Normas .............................................................................. 221 4.6.4 Sanciones ................................................................................................................. 221 4.6.5 Documentación a Presentar .................................................................................... 222 4.6.6 Inspecciones ............................................................................................................ 222 4.6.7 Accidentes de Trabajo ............................................................................................ 223 4.6.8 Daños a Terceros .................................................................................................... 223
Índice Estado de Mediciones ............................................................................................... 224 5.1 Mediciones ........................................................................................................................ 225
Capítulo 1: Actuadores .................................................................................................... 225 Capítulo 2: Sensores ........................................................................................................ 226 Capítulo 3: Hardware ....................................................................................................... 227 Capítulo 4: Software ........................................................................................................ 228 Capítulo 5: Cableado ....................................................................................................... 229
Índice Presupuesto ............................................................................................................... 230
6.1 Listado de precios unitarios ......................................................................................... 231

6.2 Cuadro de descompuestos ............................................................................................. 235 Capítulo 1: Actuadores .................................................................................................... 235 Capítulo 2: Sensores ........................................................................................................ 237 Capítulo 3: Hardware ....................................................................................................... 240 Capítulo 4: Software ........................................................................................................ 241 Capítulo 5: Cableado ....................................................................................................... 242
6.3 Presupuesto ..................................................................................................................... 243
Capítulo 1: Actuadores .................................................................................................... 243 Capítulo 2: Sensores ........................................................................................................ 244 Capítulo 3: Hardware ....................................................................................................... 245 Capítulo 4: Software ........................................................................................................ 245 Capítulo 5: Cableado ....................................................................................................... 245
6.3 Resumen del presupuesto .............................................................................................. 246
Automatización de un Proceso de Fabricación Mediante un Reactor Químico
1. MEMORIA
Autora: Noemí Ferré del Rincón Director: Lluís Guasch Pesquer
Data: Septiembre 2006
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
1
ÍNDICE MEMORIA
1.1 Objeto ............................................................................................................................... 9 1.2 Alcance .............................................................................................................................. 9
1.3 Antecedentes .................................................................................................................... 10 1.3.1 Descripción de la Planta ......................................................................................... 10
- Sala de Producción (campo) - Sala Eléctrica - Sala de Conexiones - Sala de Control - Otros aspectos a tener en cuenta
1.3.2 Descripción del Proceso de Fabricación ................................................................ 15 - Dosificación del Producto A al Reactor - Dosificación del Producto B al Reactor - Dosificación del Producto C al Reactor - Dosificación del Producto C a depósito B-104 - Reacción de Mezcla en el Reactor R-100 - Camisa de Refrigeración - Vaciado del Producto Acabado a los Depósitos B-106 y B-107 - Dosificación del Producto Acabado al Camión Cisterna - Limpieza del Reactor con Agua Desmineralizada
1.4 Normas y Referencias ..................................................................................................... 18
1.4.1 Disposiciones Legales y Normas Aplicadas .......................................................... 18 1.4.2 Bibliografía ............................................................................................................. 19 1.4.3 Programa de Cálculo .............................................................................................. 19 1.4.4 Plan de Gestión de Calidad Aplicado durante la Redacción del Proyecto .......... 19 1.4.5 Otras Referencias .................................................................................................... 20
1.5 Definiciones y Abreviaturas .......................................................................................... 20
1.5.1 Diagrama de Flujo de Proceso ............................................................................... 20
- Puntos de Medida TCP - Representación de la Función del Actuador - Flujo de señales - Otras Identificaciones
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
2
1.6 Requisitos de Diseño ....................................................................................................... 26 1.6.1 Actuadores ............................................................................................................... 26
1.6.1.1 Válvulas ...................................................................................................... 26 - Válvulas de Cierre Todo/Nada - Válvulas de Control
1.6.2 Sensores ................................................................................................................... 27 1.6.2.1 Medición de Presión .................................................................................. 27 1.6.2.2 Medición de Nivel ..................................................................................... 28 1.6.2.3 Medición de Caudal ................................................................................... 29 1.6.2.4 Medición de Temperatura ......................................................................... 29 1.6.2.5 Puesta a tierra de los Camiones Cisterna ................................................. 29
1.6.3 Hardware ................................................................................................................. 30 1.6.4 Software de Control ................................................................................................ 30 1.6.5 Tendido y Conexionado de Cable........................................................................... 30
1.7 Análisis de Soluciones ..................................................................................................... 30
1.7.1 Actuadores ............................................................................................................... 30
1.7.1.1 Válvulas ...................................................................................................... 30 Ø Tipos de Válvulas
- Válvulas de Control 1. Cuerpo de la válvula 2. Actuador o servomotor
- Válvulas de cierre todo/nada - Diseño de las válvulas
1. Válvulas de compuerta 2. Válvulas de macho 3. Válvulas de asiento 4. Válvulas de bola 5. Válvulas de mariposa 6. Válvulas de diafragma 7. Válvulas de apriete 8. Válvulas de retención
Ø Solución Adoptada
1.7.2 Sensores ................................................................................................................... 43 1.7.2.1 Medición de Presión .................................................................................. 43
Ø Tipos de Medida - Instrumentos de medida de presión en líquidos

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
3
• Los manómetros de tubo en forma de U • Manómetro con depósito
- Instrumentos de medida de presión con émbolo - Instrumentos de medida de presión con elementos elásticos
• Instrumento de medida del tipo Bourdon • Instrumento de medida con diafragma • Instrumento de medida con fuelle (elástico) • Instrumento de medida de presión con tubo helicoidal
- Instrumentos de medida de presión diferencial • Instrumento de medida de doble memebrana • Célula Barton • Célula capacitiva para medidas de presión
Ø Solución Adoptada
1.7.2.2 Medición de Nivel ..................................................................................... 46 Ø Tipos de Medida
- Medidor de nivel mediante varilla graduada - Medidor de nivel por mirilla - Medidor por flotación - Medición por ultrasonidos - Medidor radar - Medición de nivel por burbujeo - Medición de nivel por células de peso - Medición de nivel por sonda vibratoria - Medidor de nivel visual por tubo de cristal - Medidor de nivel por presión diferencial
Ø Solución Adoptada
1.7.2.3 Medición de Temperatua ........................................................................... 50 Ø Tipos de Medida
- Termómetro de vidrio para líquidos - Termómetro bimetálico - Termómetro de varilla dilatable - Termómetro de bulbo y capilar
• Termómetro de espiral por líquido • Termómetro de espiral por presión de vapor
- Pirómetro • Pirómetro de radiación total • Pirómetro de radiación parcial (óptico)
- Termómetro por resistencia Rth Ø Solución Adoptada
1.7.2.4 Medición de Caudal ................................................................................... 53
Ø Tipos de Medida - Medición de caudal por presión diferencial
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
4
• Medición de caudal con placa de orificio o diafragma • Medición de caudal con tobera normalizada, tobera venturi ...
- Medición de caudal por cuerpo flotante (rotámetro) - Medición de caudal con medidor de caudal inductivo - Medición de caudal por turbulencias - Medición de caudal por ultrasonidos - Medición de caudal másico por medidor de Coriolis
Ø Solución Adoptada
1.7.2.5 Puesta a Tierra de los Camiones Cisterna ................................................ 56 Ø Tipos de Puesta a Tierra Ø Solución Adoptada
1.7.3 Hardware ................................................................................................................. 57 1.7.3.1 Sistema de Control
Ø Tipos de PLC Simatic S7 - S7-200 - S7-300 - S7-400
Ø Solución Adoptada
1. Fuente de alimentación 2. Módulo central (CPU) 3. Módulos de señal (SM)
• Módulo de entradas digitales (DI) • Módulo de salidas digitales (DO) • Módulo de entradas analógicas (AI) • Módulo de salidas analógicas (AO) • Modulos de entradas y salidas digitales
4. Módulos de función (FM) • Módulo de posicionamiento • Módulo de contaje
5. Módulos (DP) • Módulo para el bus de comunicación
1.7.4 Software: programa ................................................................................................ 69
Ø Tipos de software Simatic - STEP 7 - STEP 7 Professional - STEP 7 Lite - STEP 7 Micro
Ø Solución Adoptada

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
5
1.7.5 Cableado .................................................................................................................. 71 Ø Tipos de Cable
- Cable IC-VV - Cable IC-VVMV - Cable IC-VVFV - Cable IC-VVTV - Cable IC-VOV - Cable IC-VOVMV - Cable IC-VOVFV - Cable IC-VOVTV
Ø Solución Adoptada
1.8 Resultados Finales ........................................................................................................... 74 1.8.1 Actuadores ............................................................................................................. 74
1.8.1.1 Válvulas de Sector de Bola (todo/nada) ................................................... 74
- Descripción de la válvula - Descripción del accionamiento - Características de la válvula - Características del accionamiento
1.8.1.2 Válvula de control de asiento .................................................................... 78
- Descripción de la válvula - Descripción del accionamiento - Características de la válvula - Características del accionamiento
1.8.1.3 Accesorios de las Válvulas ........................................................................ 83
• Final de carrera - Descripción del final de carrera - Características del final de carrera
• Electroválvula - Descripción de la electroválvula - Características de la electroválvula
• Posicionador - Descripción del posicionador - Características del posicionador
1.8.2 Sensores .................................................................................................................. 89 1.8.2.1 Indicador de Nivel Visual por Tubo de Cristal ........................................ 89
- Descripción - Características

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
6
1.8.2.2 Detector de Nivel por Vibración ............................................................... 92
- Descripción - Aplicaciones - Características - Interruptor de nivel de llenado Nivotester
1.8.2.3 Detector de Nivel por Diferencia de Presión ........................................... 98 - Descripción - Funcionamiento - Características
1.8.2.4 Transmisor de Temperatua ....................................................................... 101
- Descripción - Características
1.8.2.5 Transmisor de Caudal ............................................................................... 105 - Descripción - Características -
1.8.2.6 Transmisor de Presión .............................................................................. 110 - Descripción - Características
1.8.2.7 Puesta a tierra ............................................................................................ 114 - Abrazadera 70AK - Rewinder de cable 601 KR/A
1.8.3 Hardware ................................................................................................................ 116
1.8.3.1 Autómata Programable (PLC) ................................................................... 116
- Composición - Funcionamiento - Datos técnicos -
1.8.3.2 Fuente de Alimentación.............................................................................. 120 - Datos técnicos
1.8.3.3 CPU ............................................................................................................. 124
- Descripción - Características - Funciones - Propiedades parametrizables - Funciones de información y visualización - Funciones de comunicación integradas
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
7
1.8.3.4 Módulos de señal (SM) .............................................................................. 126 - Módulo de entradas digitales (DI) - Módulo de salidas digitales (DO) - Módulo de entradas analógicas (AI) - Módulo de salidas analógicas (AO)
1.8.3.5 Módulos de función (FM) .......................................................................... 130 - Módulo de posicionamiento - Módulo de contaje
1.8.3.6 Módulos (DP).............................................................................................. 132 - Módulo para el bus de comunicación
1.8.4 Software: programación ........................................................................................ 132 - Descripción - Características - Funciones
• Bloques Step 7 • Lenguajes de programación
1.8.5 Cableado ................................................................................................................. 136 - Características
1.9 Planificación ..................................................................................................................... 138 1.10 Orden de prioridad entre los documentos básicos .................................................. 139
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
8
1.0 Hoja de identificación
Título del proyecto: Automatización de un proceso de fabricación mediante un reactor químico. Código del proyecto: 2497231 La Propiedad Empresa: IPQ S.A. Representante de la empresa: Sr. Jose López Cid, con N.I.F.: 26784319-P Dirección: kilómetro 210 de la Nacional 340, código postal 43006, Tarragona El promotor Empresa: Automatización Industrial S.A. Representante de la empresa: Sr. Carlos Gutiérrez Martí, con N.I.F.: 36487914-E Dirección: C/ Industria 36, código postal 43503, Tarragona Técnico: Srta. Noemí Ferré del Rincón, Ingeniera Técnica Industrial en Electricidad, número de colegiada 05419 y con N.I.F.: 48224189-D. Tarragona, a 5 de Septiembre de 2006 La propiedad El promotor Técnico IPQ S.A. Automatización Industrial S.A. Noemí Ferré
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
9
1.1 Objeto El objetivo de este proyecto es automatizar el proceso de fabricación mediante un reactor químico, de la planta de Producción D-7 de la empresa petroquímica IPQ S.A, situada en el kilómetro 210 de la N-340 al término municipal de Tarragona. Esta empresa se dedica a la elaboración de productos químicos sometiendo las materias primas a varios procesos industriales, y a suministrar estos productos acabados a otras empresas. En este caso el producto acabado es un producto no corrosivo, con una bajo nivel de peligrosidad, el cual se crea a partir de 3 materias primas, una de ellas un tanto corrosiva. 1.2 Alcance El cliente nos facilitará las características constructivas de la Planta a automatizar, así como el proceso de fabricación, las condiciones de presión, temperatura, nivel y caudal deseadas en el proceso, y finalmente la maquinaria e instalaciones ya disponibles en la planta. A continuación se describen los trabajos a realizar por la empresa promotora en la Planta de Producción: - Estudio de los diferentes tipos de instrumentos a instalar, así como del sistema de
control; y elección de la mejor opción para cada caso, ajustándose a las condiciones de demanda de la empresa propietaria.
- Instalación en campo de todos los instrumentos necesarios para automatizar el
proceso, tales como: válvulas, medidores de caudal, de presión, de temperatura, de nivel y puestas a tierra de los camiones cisterna.
- Cableado desde los instrumentos y motores hasta las cajas ya existentes situadas en la
sala de producción. El cableado se transportará por bandeja galvanizada ya existente también, en la sala de producción.
- Cableado desde las cajas situadas en la sala de producción hasta el bastidor ya
existente situado en la sala de conexiones, así como las interconexiones entre los diferentes regleteros existentes en dicho bastidor y el PLC.
- Instalación del Controlador Lógico Programable (PLC) el cual está formado por la
Unidad Central de Proceso (CPU), módulos de entradas y salidas digitales (DI/DO), módulos de entradas y salidas analógicas (AI/AO), módulos de función para contaje y posicionamiento (FM) y módulos para el bus de comunicación (DP). El PLC se instalará en el bastidor ya existente de la sala de conexiones.
- Realización de la programación del PLC con el software adecuado.
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
10
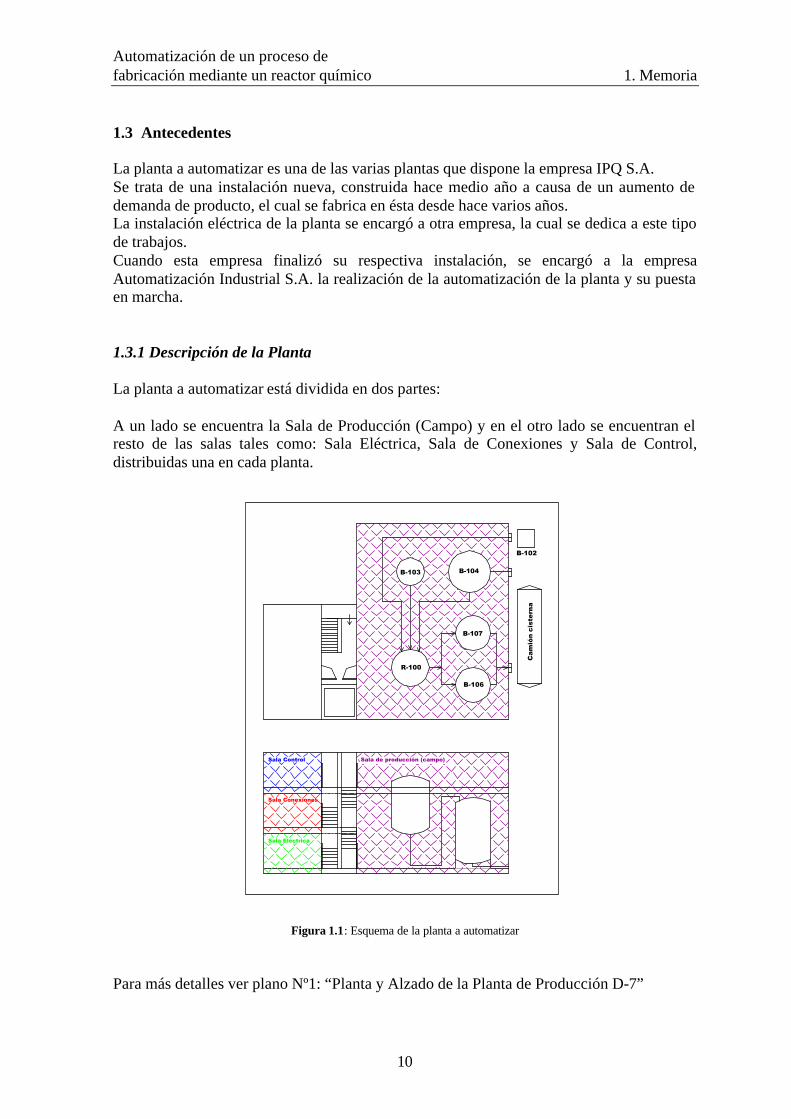
1.3 Antecedentes La planta a automatizar es una de las varias plantas que dispone la empresa IPQ S.A. Se trata de una instalación nueva, construida hace medio año a causa de un aumento de demanda de producto, el cual se fabrica en ésta desde hace varios años. La instalación eléctrica de la planta se encargó a otra empresa, la cual se dedica a este tipo de trabajos. Cuando esta empresa finalizó su respectiva instalación, se encargó a la empresa Automatización Industrial S.A. la realización de la automatización de la planta y su puesta en marcha. 1.3.1 Descripción de la Planta La planta a automatizar está dividida en dos partes: A un lado se encuentra la Sala de Producción (Campo) y en el otro lado se encuentran el resto de las salas tales como: Sala Eléctrica, Sala de Conexiones y Sala de Control, distribuidas una en cada planta.
R-100
B-106
B-107
B-104B-103
B-102
Cam
ión
cist
erna
Sala Control
Sala Conexiones
Sala Eléctrica
Sala de producción (campo)
Figura 1.1: Esquema de la planta a automatizar
Para más detalles ver plano Nº1: “Planta y Alzado de la Planta de Producción D-7”
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
11
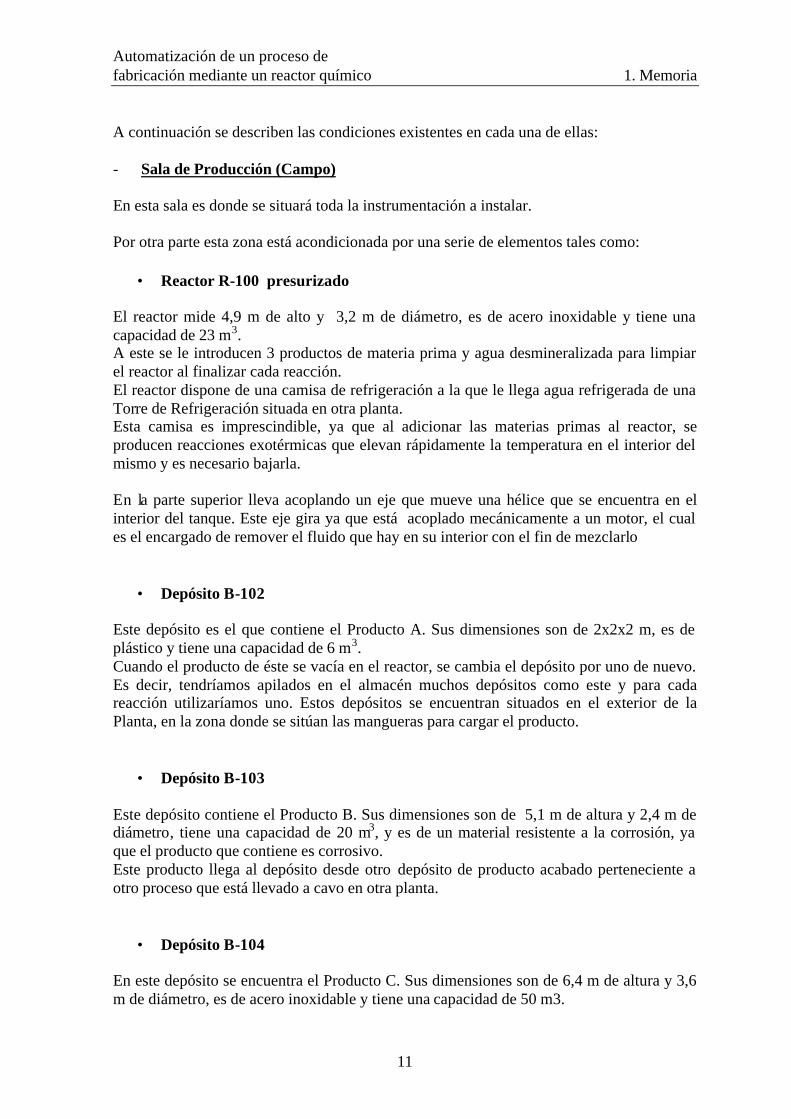
A continuación se describen las condiciones existentes en cada una de ellas: - Sala de Producción (Campo) En esta sala es donde se situará toda la instrumentación a instalar. Por otra parte esta zona está acondicionada por una serie de elementos tales como:
• Reactor R-100 presurizado El reactor mide 4,9 m de alto y 3,2 m de diámetro, es de acero inoxidable y tiene una capacidad de 23 m3. A este se le introducen 3 productos de materia prima y agua desmineralizada para limpiar el reactor al finalizar cada reacción. El reactor dispone de una camisa de refrigeración a la que le llega agua refrigerada de una Torre de Refrigeración situada en otra planta. Esta camisa es imprescindible, ya que al adicionar las materias primas al reactor, se producen reacciones exotérmicas que elevan rápidamente la temperatura en el interior del mismo y es necesario bajarla. En la parte superior lleva acoplando un eje que mueve una hélice que se encuentra en el interior del tanque. Este eje gira ya que está acoplado mecánicamente a un motor, el cual es el encargado de remover el fluido que hay en su interior con el fin de mezclarlo
• Depósito B-102 Este depósito es el que contiene el Producto A. Sus dimensiones son de 2x2x2 m, es de plástico y tiene una capacidad de 6 m3. Cuando el producto de éste se vacía en el reactor, se cambia el depósito por uno de nuevo. Es decir, tendríamos apilados en el almacén muchos depósitos como este y para cada reacción utilizaríamos uno. Estos depósitos se encuentran situados en el exterior de la Planta, en la zona donde se sitúan las mangueras para cargar el producto.
• Depósito B-103 Este depósito contiene el Producto B. Sus dimensiones son de 5,1 m de altura y 2,4 m de diámetro, tiene una capacidad de 20 m3, y es de un material resistente a la corrosión, ya que el producto que contiene es corrosivo. Este producto llega al depósito desde otro depósito de producto acabado perteneciente a otro proceso que está llevado a cavo en otra planta.
• Depósito B-104 En este depósito se encuentra el Producto C. Sus dimensiones son de 6,4 m de altura y 3,6 m de diámetro, es de acero inoxidable y tiene una capacidad de 50 m3.
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
12
A este depósito le llega el producto de un camión cisterna que estará situado en el exterior de la Planta, en la zona donde se sitúan las mangueras para cargar el producto.
• Depósito B-106 y B-107 Estos dos depósitos son iguales y es donde va a parar el producto acabado al salir del reactor. Cuando el primero se termina de llenar, empieza a llenarse el segundo. Cuando algún camión precise cargar producto acabado de alguno de estos dos depósitos, este se conectará a la manguera de salida de los depósitos que estará situada en el exterior de la planta. Sus dimensiones son de 6 m de altura y 3 m de diámetro, es de acero inoxidable y tiene una capacidad de 35 m3 Todos los depósitos están situados a 0 m respecto a la cota más baja de la sala de producción. El reactor está situado entre los 3,5 – 8,5 m mas o menos, ya que una pequeña parte de él está en la tercera planta y el resto está en las otras dos. Tanto el reactor como los depósitos están situados dentro de la Sala de Producción, a excepción del depósito B-102 ya que se utiliza uno diferente para cada reacción y por este motivo se sitúan afuera.
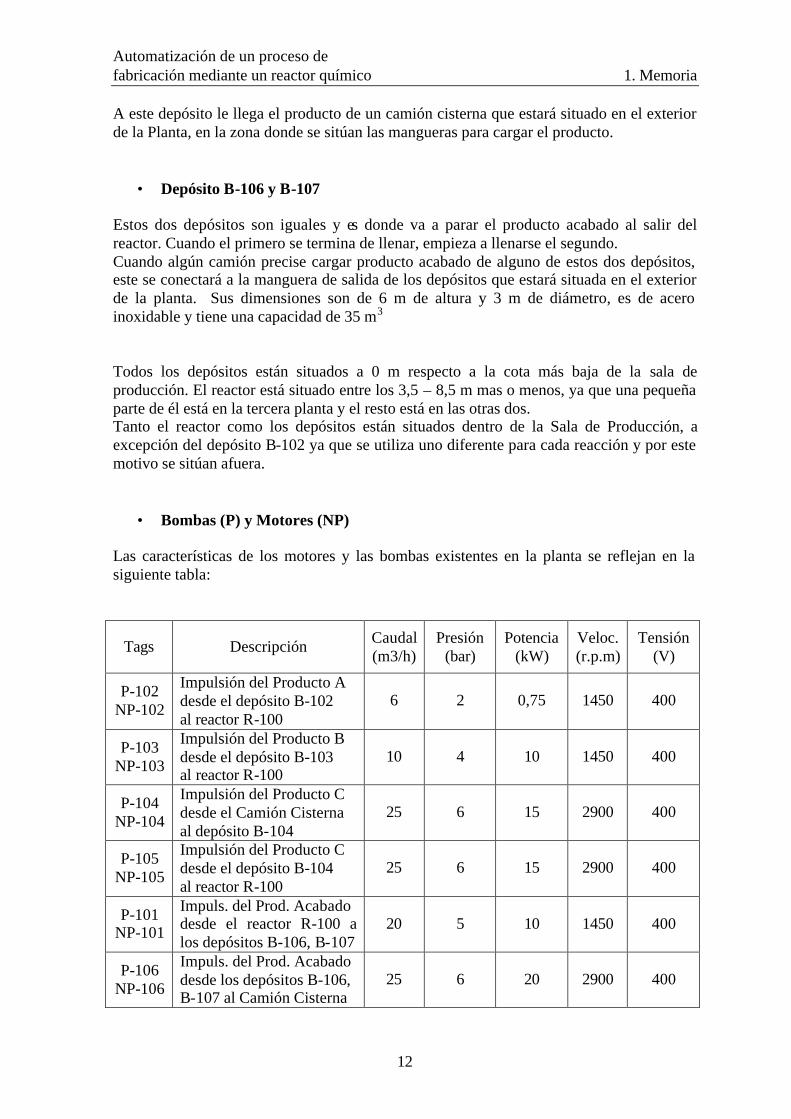
• Bombas (P) y Motores (NP) Las características de los motores y las bombas existentes en la planta se reflejan en la siguiente tabla:
Tags Descripción Caudal (m3/h)
Presión (bar)
Potencia (kW)
Veloc. (r.p.m)
Tensión (V)
P-102 NP-102
Impulsión del Producto A desde el depósito B-102 al reactor R-100
6 2 0,75 1450 400
P-103 NP-103
Impulsión del Producto B desde el depósito B-103 al reactor R-100
10 4 10 1450 400
P-104 NP-104
Impulsión del Producto C desde el Camión Cisterna al depósito B-104
25 6 15 2900 400
P-105 NP-105
Impulsión del Producto C desde el depósito B-104 al reactor R-100
25 6 15 2900 400
P-101 NP-101
Impuls. del Prod. Acabado desde el reactor R-100 a los depósitos B-106, B-107
20 5 10 1450 400
P-106 NP-106
Impuls. del Prod. Acabado desde los depósitos B-106, B-107 al Camión Cisterna
25 6 20 2900 400
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
13
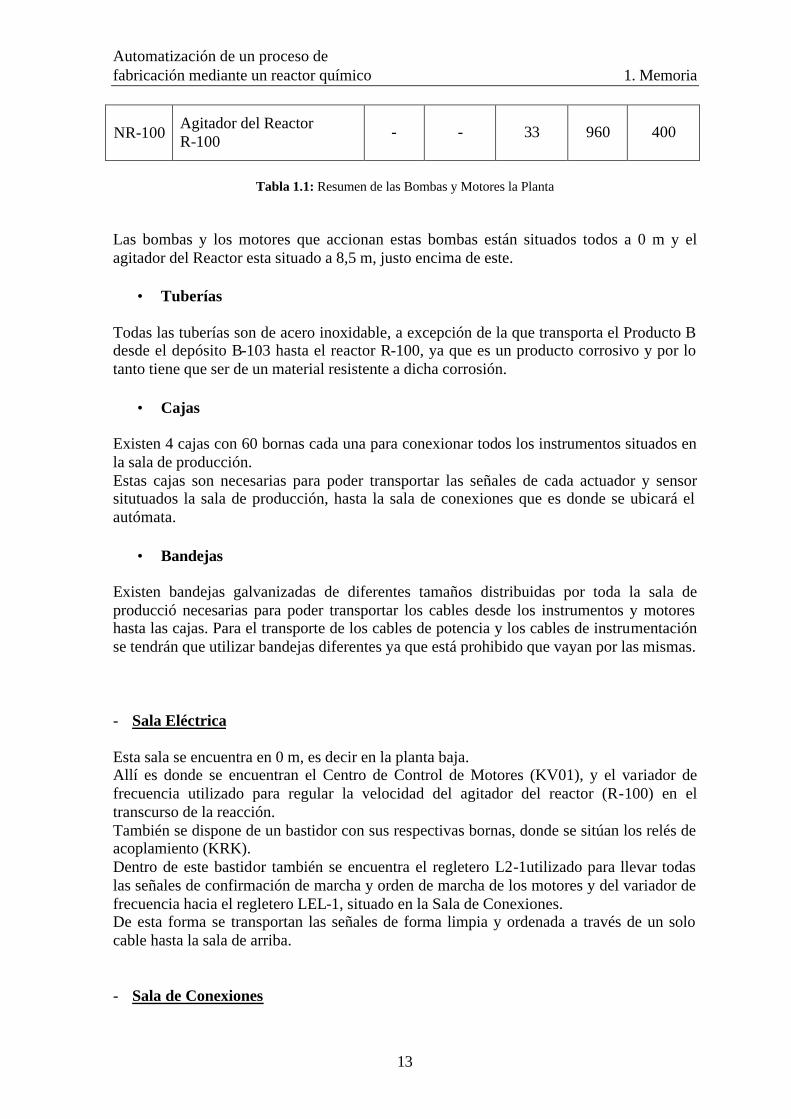
NR-100
Agitador del Reactor R-100 - - 33 960 400
Tabla 1.1: Resumen de las Bombas y Motores la Planta
Las bombas y los motores que accionan estas bombas están situados todos a 0 m y el agitador del Reactor esta situado a 8,5 m, justo encima de este.
• Tuberías Todas las tuberías son de acero inoxidable, a excepción de la que transporta el Producto B desde el depósito B-103 hasta el reactor R-100, ya que es un producto corrosivo y por lo tanto tiene que ser de un material resistente a dicha corrosión.
• Cajas Existen 4 cajas con 60 bornas cada una para conexionar todos los instrumentos situados en la sala de producción. Estas cajas son necesarias para poder transportar las señales de cada actuador y sensor situtuados la sala de producción, hasta la sala de conexiones que es donde se ubicará el autómata.
• Bandejas
Existen bandejas galvanizadas de diferentes tamaños distribuidas por toda la sala de producció necesarias para poder transportar los cables desde los instrumentos y motores hasta las cajas. Para el transporte de los cables de potencia y los cables de instrumentación se tendrán que utilizar bandejas diferentes ya que está prohibido que vayan por las mismas. - Sala Eléctrica Esta sala se encuentra en 0 m, es decir en la planta baja. Allí es donde se encuentran el Centro de Control de Motores (KV01), y el variador de frecuencia utilizado para regular la velocidad del agitador del reactor (R-100) en el transcurso de la reacción. También se dispone de un bastidor con sus respectivas bornas, donde se sitúan los relés de acoplamiento (KRK). Dentro de este bastidor también se encuentra el regletero L2-1utilizado para llevar todas las señales de confirmación de marcha y orden de marcha de los motores y del variador de frecuencia hacia el regletero LEL-1, situado en la Sala de Conexiones. De esta forma se transportan las señales de forma limpia y ordenada a través de un solo cable hasta la sala de arriba. - Sala de Conexiones
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
14
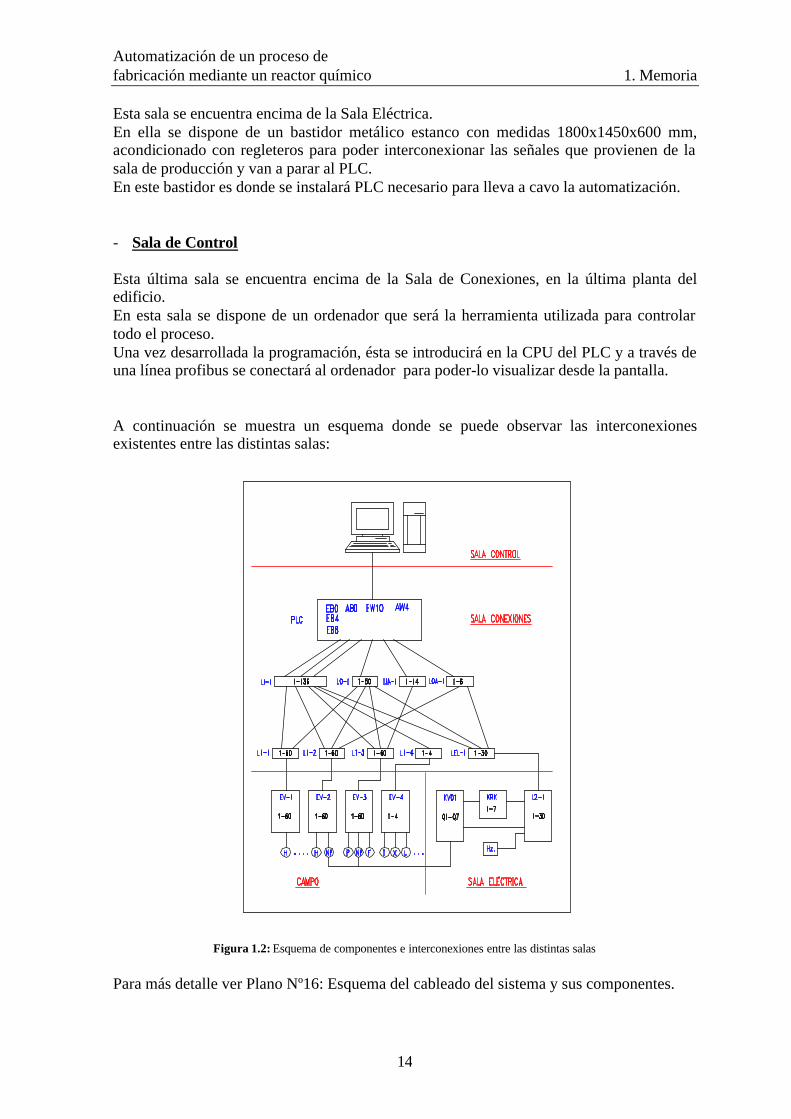
Esta sala se encuentra encima de la Sala Eléctrica. En ella se dispone de un bastidor metálico estanco con medidas 1800x1450x600 mm, acondicionado con regleteros para poder interconexionar las señales que provienen de la sala de producción y van a parar al PLC. En este bastidor es donde se instalará PLC necesario para lleva a cavo la automatización. - Sala de Control Esta última sala se encuentra encima de la Sala de Conexiones, en la última planta del edificio. En esta sala se dispone de un ordenador que será la herramienta utilizada para controlar todo el proceso. Una vez desarrollada la programación, ésta se introducirá en la CPU del PLC y a través de una línea profibus se conectará al ordenador para poder-lo visualizar desde la pantalla. A continuación se muestra un esquema donde se puede observar las interconexiones existentes entre las distintas salas:
Figura 1.2: Esquema de componentes e interconexiones entre las distintas salas Para más detalle ver Plano Nº16: Esquema del cableado del sistema y sus componentes.
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
15
- Otros Aspectos a Tener en Cuenta Estas tres plantas descritas anteriormente disponen de un falso suelo de 50 cm por el cual se harán pasar los cables que provienen de las otras salas o de la Sala de Producción. La parte de potencia de los motores ya está cableada hasta el Centro de Control de Motores situado en Sala Eléctrica. Una vez allí, se dispone del cableado entre los diferentes equipos hasta llegar al regletero L2-1. Para transportar los cables de instrumentación desde la Sala de Producción hasta el resto de salas, se utilizarán bandejas metálicas galvanizadas ya existentes. Se tendrá que tener en cuenta que no se pueden utilizar las mismas bandejas para transportan los cables de potencia, que para transportar los cables de instrumentación, ya que es obligatorio que vayan por diferentes bandejas. Áreas con Peligro de Explosión En las plantas químicas existen zonas clasificadas como áreas de peligro de explosión. Por lo tanto antes de diseñar en detalle ninguna instalación de automatización, se debe hacer un estudio sobre la clasificación de estas áreas de peligro de explosión. Se sigue una clasificación según la norma UNE EN50014 por la cual se distinguen las siguientes áreas clasificadas. ZONA 0.- Existe permanentemente o durante largos periodos una atmósfera explosiva.
Interior de tanques, purgas, venteos, etc.. ZONA1.- Existe intermitentemente la posibilidad que haya una atmósfera explosiva.
Conexión y desconexión de mangueras. ZONA2.- Existe eventualmente una atmósfera explosiva. Además de esta clasificación hay que definir qué tipos de gases son los que podrán estar presentes en cada una de las áreas de peligro. Así los gases como el propano, propileno, etileno y etano están clasificados dentro del grupo IIA y IIB. Con las bases de diseño proporcionadas por la empresa se ha comprobado que en este caso no existe riesgo de explosión alguno; y por lo tanto no se tiene que tener en cuenta a la hora de definir los instrumentos y cables. 1.3.2 Descripción del Proceso de Fabricación Para ver los esquemas del proceso de fabricación, ver planos: 2 - 6: Diagrama de proceso
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
16
El proceso de fabricación que se quiere automatizar consta de un reactor R-100, al cual se le introducen 3 productos de materia prima. - Dosificación del Producto A al Reactor
El primer producto (Producto A) llega desde el depósito B-102 a través de una tubería de DN25. Este producto está impulsado por la bomba centrífuga P-102 la cual está accionada por el motor NP-102. Cuando el producto de éste se vacía en el reactor se cambia el depósito por uno nuevo. La cantidad de producto aportada al reactor será de 6 m3, es decir todo el contenido del depósito B-102. La dosificación se hará a través un caudalímetro másico que dejará pasar producto al reactor hasta que éste detecte que se han introducido 6 m3, a continuación mandará al motor que pare y a la válvula situada anteriormente, que cierre para no dejar pasar más producto. - Dosificación del Producto B al Reactor
El segundo producto (Producto B) llega desde el depósito B-103 a través de una tubería de DN40. Este producto está empujado por la bomba centrífuga P-103 la cual está accionada por el motor NP-103. En este caso la cantidad a adicionar al reactor será de 4 m3. Este producto llega hasta B-103 desde otro proceso el cual no tenemos que automatizar y se trata de un producto corrosivo por lo que las condiciones de los instrumentos a instalar y los materiales tanto del depósito, como de las tuberías serán diferentes. En este caso la dosificación se hará a través de un caudalímetro másico que estará directamente asociado a una válvula de control situada a la entrada del reactor. Este producto al ser corrosivo, se tiene que introducir muy lentamente y poca cantidad. Por lo tanto el caudalímetro mandará variar la apertura de la válvula según el caudal introducido. - Dosificación del Producto C al Reactor
El tercer producto (Producto C) llega desde el depósito B-104 a través de una tubería de DN80. Este producto está empujado por la bomba centrífuga P-105 la cual está accionada por el motor NP-105. En este último caso se tendrán que adicionar al reactor 7 m3. La dosificación se hará a través un caudalímetro másico que dejará pasar producto al reactor hasta que éste detecte que se han introducido 7 m3, a continuación mandará al motor que pare y a la válvula situada anteriormente que cierre, para no dejar pasar más producto.
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
17
- Dosificación del Producto C al depósito B-104
Por otra parte, a este depósito se le suministra el producto desde un camión cisterna situado en el exterior de la planta, más concretamente, en la zona de carga de producto. Esta zona está acondicionada con unas mangueras para poder realizar la adición. En este caso el producto también llega a través de una tubería de DN80 y se empuja a través de la bomba centrífuga P-104 la cual está accionada por el motor NP-104. El depósito irá llenándose hasta que se termine el producto del camión cisterna. En el caso de llenarse el depósito B-104, un detector de nivel daría la orden de parar el motor y cerrar las válvulas para que éste no rebosara. - Reacción de Mezcla en el Reactor R-100
Cuando ya tenemos introducido en el reactor R-100 las cantidades demandadas de cada producto, se procede a remover esta mezcla con el agitador situado en la parte superior de este. Durante 30 minutos se agita a una velocidad de 700 rpm y a continuación gracias a un variador de frecuencia situado en la Sala Eléctrica, se regula la velocidad hasta 1500 rpm y se agita durante 15 minutos más. - Camisa de Refrigeración
Al reactor lo envuelve una camisa de refrigeración que es la encargada de mantener una temperatura constante durante todo el proceso de reacción. Cada vez que se introduce un producto se produce una reacción exotérmica por lo que la temperatura en el interior de éste aumenta considerablemente. Cuando ocurre este fenómeno, entra en funcionamiento la camisa de refrigeración consiguiendo una temperatura más o menos constante en todo momento. El valor de esta temperatura tiene que ser de 50ºC pudiendo oscilar ±10ºC como mucho. Por este motivo el reactor tendrá que llevar instalado en su parte superior un medidor de temperatura para calcular en todo momento la temperatura dentro de él. Este medidor estará relacionado en todo momento con una válvula de control situada en la tubería de entrada a la camisa de refrigeración, la cual transporta el agua refrigerada. A continuación, según aumente o disminuya la temperatura, la válvula dejará pasar más o menos agua refrigerada para poder mantener así la temperatura constante deseada. El agua refrigerada que se introduce en la camisa del reactor llega a ésta a través de unas tuberías las cuales llegan a la camisa desde otra planta, donde se sitúa una torre de refrigeración. Esta torre es la que se encarga de la producción de frío y envía y recibe agua de varias camisas de refrigeración situadas en los distintos reactores que contiene cada planta. - Vaciado del Producto Acabado a los Depósitos B-106 y B-107
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
18
Cuando finaliza la reacción de los tres productos se procede a vaciar el contenido del reactor en los depósitos de Producto Acabado. Este producto se envía a los depósitos a través de una tubería de DN80 y con la ayuda de la bomba centrífuga P-101, la cual está accionada por el motor NP-101. Se dispone de dos depósitos de iguales características en donde se vacía el Producto Acabado. Primero se introduce el producto en el depósito B-106 y a continuación, cuando éste está lleno, el producto empieza a llenar el depósito B-107. En el caso de llenarse los dos depósitos, un detector de nivel mandaría cerrar las válvulas y parar el motor situados en la tubería. - Dosificación del Producto Acabo al Camión Cisterna
Finalmente se procede a llenar el Camión Cisterna con el producto de los dos depósitos anteriores. El camión se sitúa en el exterior de la planta, en la zona de carga de producto, y a través de una manguera (que será una manguera diferente a la que se utiliza para adicionar producto al depósito B-104), se suministra al camión la cantidad deseada. En este caso cuando el camión cisterna se llena, se da la orden de cerrar la válvula y parar el motor que dejan pasar el producto hacia dicho camión - Limpieza del Reactor con Agua Desmineralizada
Una vez se ha vaciado el contenido del reactor en los dos depósitos de producto acabado, un operador cerrará una válvula manual situada en la tubería de salida del reactor y abrirá la boca de limpieza situada en la parte inferior de éste. A continuación se dejará circular agua desmineralizada por el interior del reactor durante 20 minutos para su completa limpieza. Al finalizar se volverá a cerrar la boca de limpieza y se volverá a abrir la válvula manual, de esta forma el proceso está listo para empezar una nueva reacción. 1.4 Normas y Referencias 1.4.1 Disposiciones Legales y Normas Aplicadas Para la elaboración del presente proyecto técnico se han tenido en cuenta las siguientes normas y reglamentos: - Ley 31/1995, de 8 de Noviembre de prevención de riesgos laborales - Real Decreto 1627/1997 de 24 de octubre de 1997, sobre disposiciones mínimas de
seguridad y salud en las obras.
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
19
- Real Decreto 486/1997 de 14 de abril de 1997, sobre disposiciones mínimas de
seguridad y salud en los lugares de trabajo.
- Norma UNE 157001 por la que se establecen los Criterios Generales pera la elaboración de proyectos.
1.4.2 Bibliografía - Formación de operador de planta química: apuntes suministrados por el departamento
de automatización de una empresa química. - Introducción a la instrumentación: apuntes suministrados por el departamento de
automatización de una empresa química. También se han consultado las siguientes páginas web: - www.es.endress.com - www.krohne.com - www.emersonprocess.com - www.samson.de - http://mall.automation.siemens.com/ES/guest - www.etse.urv.es - www.telecnor.com - www.eltex.de - www.wika.com 1.4.3 Programa de Cálculo - SAMSON valve sizing versión 3.5, para el cálculo de las válvulas de control.
- STEP 7, para la programación del autómata S7-300. 1.4.4 Plan de Gestión de Calidad Aplicado durante la Redacción del Proyecto Durante la redacción del proyecto se han hecho revisiones de coherencia entre diferentes partes de este. Se han contrastado las partes más importantes del proyecto para así eliminar los errores que puedan dar pie a una desviación importante de lo que serian los resultados finales correctos. El plan seguido incluye estos apartados:
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
20
- Elección de las partidas de obra y elementos de la instalación que tengan un peso importante en el conjunto del proyecto, en cuanto a volumen y coste económico se refieren.
- Comprobación de que los cálculos de los cuales se obtiene el resultado de instalar los elementos de gran peso, sean correctos.
- Comprobación de que lo establecido en el apartado de mediciones corresponda a la realidad, comparando el resultado con las dimensiones reales de los planos del proyecto
- Comprobación de que el precio establecido en el presupuesto sea coherente con el que se determina en el apartado de mediciones, planos, memoria y catálogos.
1.4.5. Otras Referencias
Este apartado no es de aplicación.
1.5 Definiciones y Abreviaturas 1.5.2 Diagrama de Flujo o de Proceso
En los diagramas de flujo D-1, D-2, D-3, D-4, D-5 en los que se describe la instalación, se ha utilizado el estándar DIN19227 para denominar cada uno de los instrumentos utilizados para poder automatizar el proceso. El objeto de la presente norma es la descripción de un sistema de símbolos y letras características para la representación de funciones TCP en esquemas de flujo. Mediante el diagrama de flujo y con la nomenclatura que se describe a continuación se describen de forma esquemática los diferentes equipos de proceso y los equipos de automatización para el correcto funcionamiento de la planta. Punto de Medida TCP Cada equipo de automatización viene indicado mediante un círculo. En este círculo aparecen descritos la funcionalidad del instrumento y el “Tag” o nombre que define ese instrumento en concreto. En un círculo de punto de TCP se describen: - La denominación del lugar (ver tabla 1.2). - En la parte inferior la denominación del punto de TCP - En la parte superior, la función mediante letras características (ver tabla 1.3) 1. Denominación del lugar
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
21
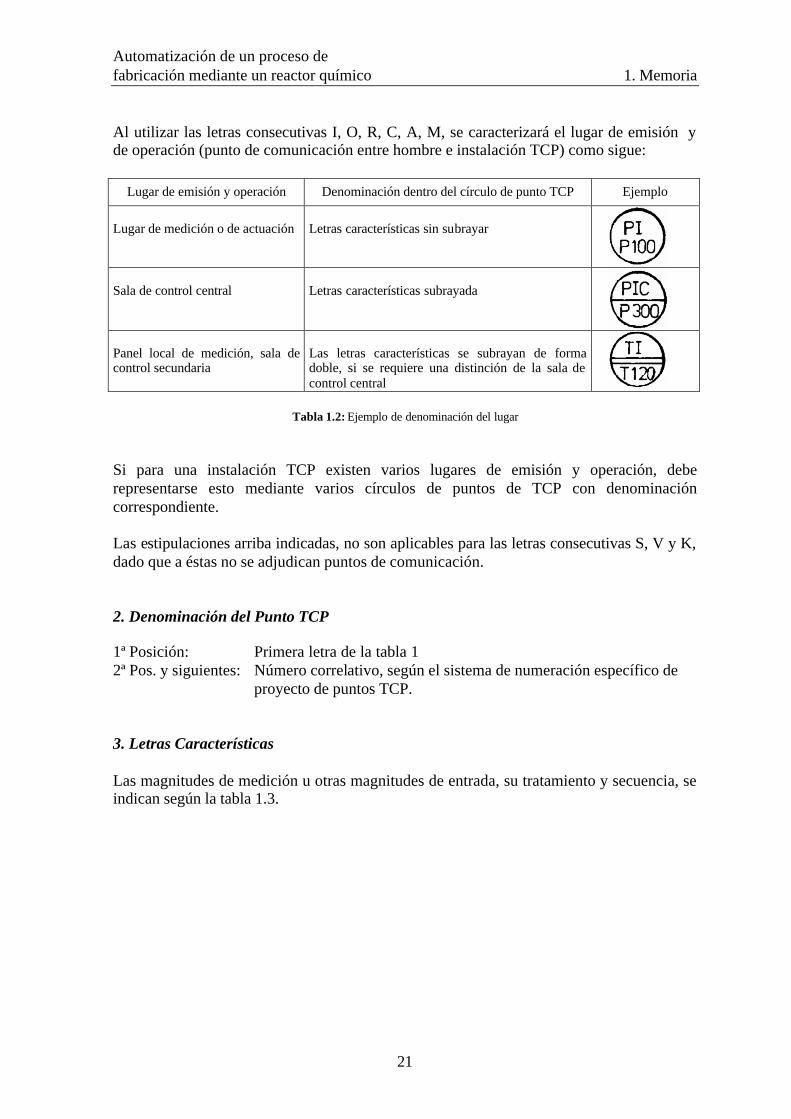
Al utilizar las letras consecutivas I, O, R, C, A, M, se caracterizará el lugar de emisión y de operación (punto de comunicación entre hombre e instalación TCP) como sigue:
Lugar de emisión y operación Denominación dentro del círculo de punto TCP Ejemplo
Lugar de medición o de actuación
Letras características sin subrayar
Sala de control central
Letras características subrayada
Panel local de medición, sala de control secundaria
Las letras características se subrayan de forma doble, si se requiere una distinción de la sala de control central
Tabla 1.2: Ejemplo de denominación del lugar
Si para una instalación TCP existen varios lugares de emisión y operación, debe representarse esto mediante varios círculos de puntos de TCP con denominación correspondiente. Las estipulaciones arriba indicadas, no son aplicables para las letras consecutivas S, V y K, dado que a éstas no se adjudican puntos de comunicación. 2. Denominación del Punto TCP 1ª Posición: Primera letra de la tabla 1 2ª Pos. y siguientes: Número correlativo, según el sistema de numeración específico de
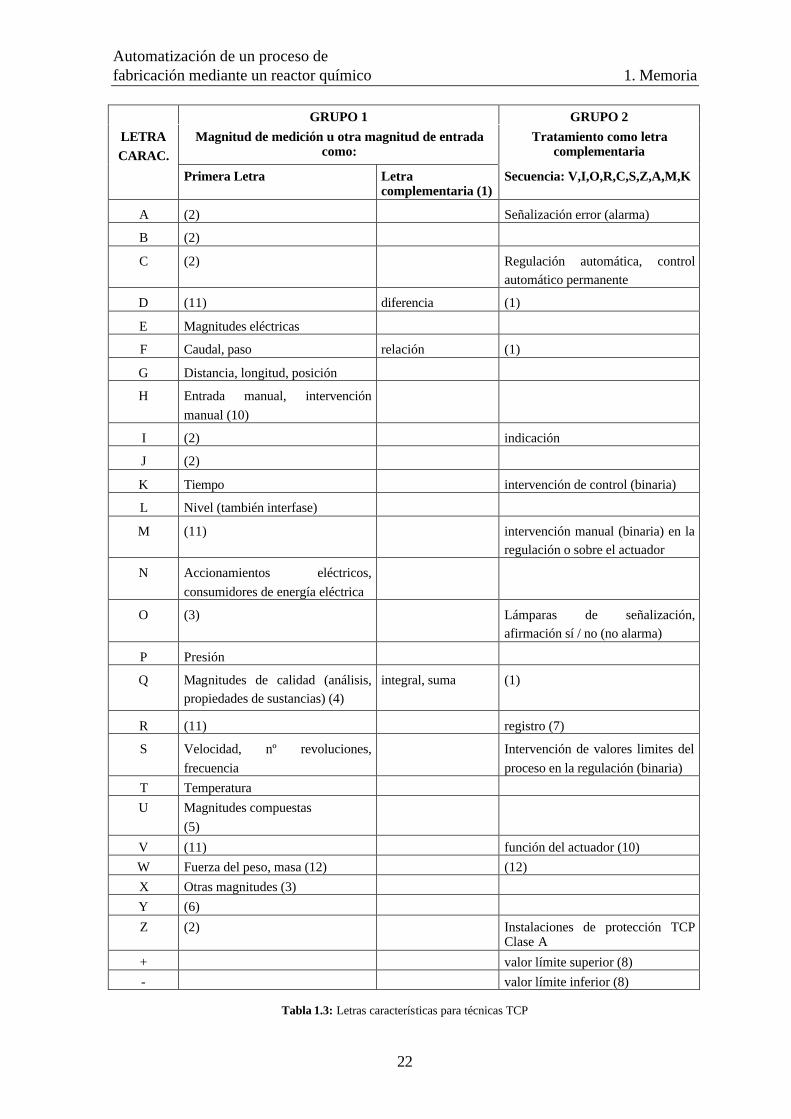
proyecto de puntos TCP. 3. Letras Características Las magnitudes de medición u otras magnitudes de entrada, su tratamiento y secuencia, se indican según la tabla 1.3.
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
22
GRUPO 1 GRUPO 2 LETRA CARAC.
Magnitud de medición u otra magnitud de entrada como:
Tratamiento como letra complementaria
Primera Letra Letra complementaria (1)
Secuencia: V,I,O,R,C,S,Z,A,M,K
A (2) Señalización error (alarma)
B (2)
C (2) Regulación automática, control automático permanente
D (11) diferencia (1)
E Magnitudes eléctricas
F Caudal, paso relación (1)
G Distancia, longitud, posición
H Entrada manual, intervención manual (10)
I (2) indicación
J (2)
K Tiempo intervención de control (binaria)
L Nivel (también interfase)
M (11) intervención manual (binaria) en la regulación o sobre el actuador
N Accionamientos eléctricos, consumidores de energía eléctrica
O (3) Lámparas de señalización, afirmación sí / no (no alarma)
P Presión
Q Magnitudes de calidad (análisis, propiedades de sustancias) (4)
integral, suma
(1)
R (11) registro (7)
S Velocidad, nº revoluciones, frecuencia
Intervención de valores limites del proceso en la regulación (binaria)
T Temperatura U Magnitudes compuestas
(5)
V (11) función del actuador (10) W Fuerza del peso, masa (12) (12) X Otras magnitudes (3) Y (6)
Z (2) Instalaciones de protección TCP Clase A
+ valor límite superior (8) - valor límite inferior (8)
Tabla 1.3: Letras características para técnicas TCP

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
23
Explicaciones: (1) Letras que ya de por sí tienen un significado como "letra complementaria", no pueden
utilizarse como letra siguiente. (2) Las letras A, V, C, I, J y Z en grupo 1, quedan reservadas a una norma posterior. (3) Las letras O y X están reservadas para la libre disposición del usuario. (4) Magnitudes de calidad son p. ej.: concentración, pH, conductividad, poder calorífico,
índice Wobbe, punto de inflamación, índice de color, índice de refracción, consistencia, densidad, viscosidad, humedad, valores de radiación.
(5) Magnitud compuesta de varias magnitudes, siempre que no puedan representarse
mediante otras letras características. (6) La primera letra Y está reservada para la denominación de válvulas de seguridad. (7) Registro en el sentido de registrador o representación de tendencias en pantalla, pero
no en forma de protocolo. (8) El valor límite superior e inferior del valor de medición, se indica mediante signo de
más y de menos, que se colocan a continuación de las letras O, S, Z, A. En este sentido, también pueden utilizarse + y - para caracterizar las posiciones finales
"abierto" o bien "cerrado" o de los estados de conexión "con." o bien "des.".
Si al alcanzar el primer valor límite se da alarma y al alcanzar el segundo valor límite resultara con nueva alarma una intervención en una instalación de mando, se anotará en lugar del primer signo de más o menos de la letra S un cero, por ej. TISo+A++.
(9) En base a la recomendación NAMUR NE 31 - En caso de intervención de valores límite de proceso o de forma manual (binario) debe
utilizarse como clase de protección clase A en lugar de “S” o bien una “M” o una “Z”. - En el caso de sensores sin función de conexión, las señalizaciones relevantes en cuanto
a seguridad deben identificarse mediante una Z final entre paréntesis, p.e.: QRA+(Z). - En instalaciones de protección de TCP es necesaria una identificación de la función del
posicionador. Esta resulta asimismo mediante una Z final entre paréntesis, p.e.: HVM±(Z).
(10) H sólo puede aparecer en unión con otras letras. Ejemplos: HVC: - control de un aparato actuador, analógico HVK: - control de un aparato actuador a partir de mando binario
HM+-: - función de operación (pulsador, interruptor) sin coordinación clara con un aparato actuador o un consumidor de energía eléctrica.
HZ+/HZ-: - intervención manual con función CAT II (ver apartado 11)
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
24
HV: - (sin letras siguientes): aparato actuador con operación manual local y mecánica (p.ej. manivela)
(11) Determinaciones en DIN 19 227 Parte 1, que no son objeto de WN 01-106 (ver
anexo específico BASF, Apartado 13). (12) La letra W se utiliza cuando mediante un proceso de medida se determina un peso.
Esto también es válido para magnitudes derivadas como el cálculo de materia que pasa. P.e. en el caso de básculas de dosificación diferencial o de cinta, y en la determinación de nivel a partir del peso. Con la identificación adicional en el diagrama RI mediante letras complementarias y letras adicionales, solamente es posible una descripción de la función completa de pesado de forma insuficiente. Por ello, con el círculo TCP se describen las funciones principales de las instalaciones de pesado y la función exacta en la documentación (p.e. plano neumático, esquemas eléctricos). Las letras A y O solamente se utilizan si se transmiten hacia fuera las señales de “alarma” y “marcha”. La letra M sólo debe utilizarse en relación con instalaciones de pesado si se trata de dispositivos y/o válvulas de dosificación., si están provistas con un mando manual para el servicio regular (p.e. como HV o HM).
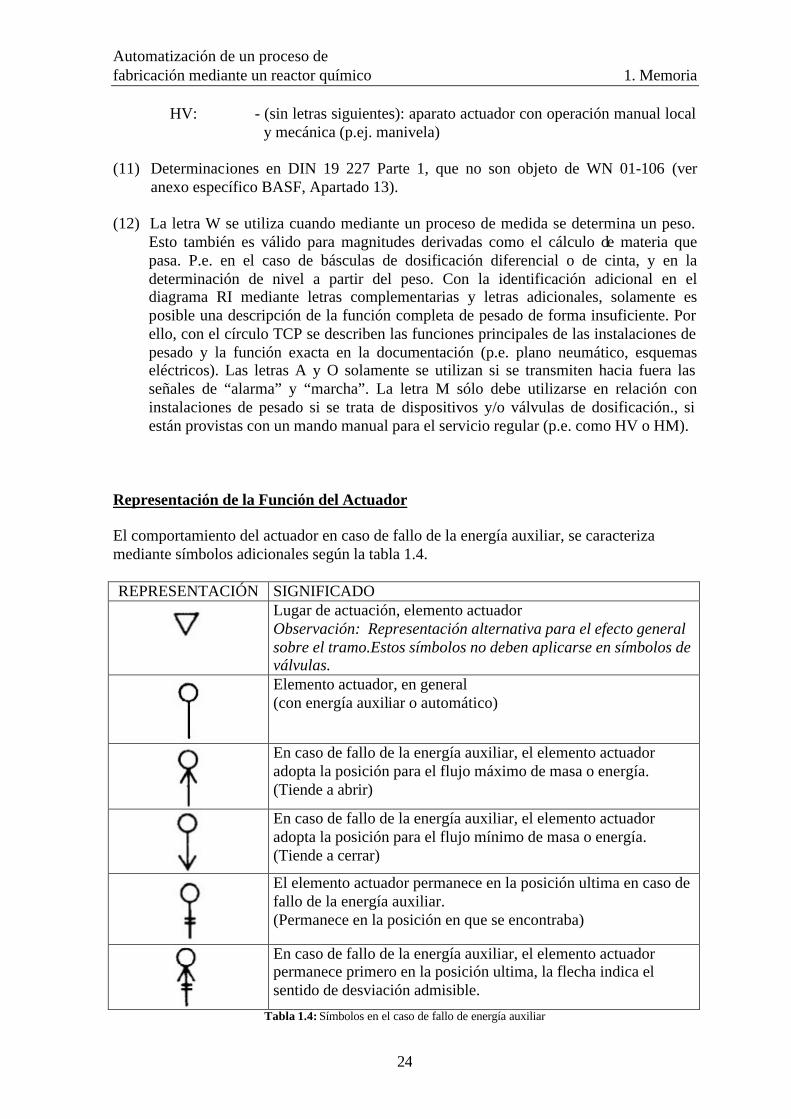
Representación de la Función del Actuador El comportamiento del actuador en caso de fallo de la energía auxiliar, se caracteriza mediante símbolos adicionales según la tabla 1.4. REPRESENTACIÓN SIGNIFICADO
Lugar de actuación, elemento actuador Observación: Representación alternativa para el efecto general sobre el tramo.Estos símbolos no deben aplicarse en símbolos de válvulas.
Elemento actuador, en general (con energía auxiliar o automático)
En caso de fallo de la energía auxiliar, el elemento actuador adopta la posición para el flujo máximo de masa o energía. (Tiende a abrir)
En caso de fallo de la energía auxiliar, el elemento actuador adopta la posición para el flujo mínimo de masa o energía. (Tiende a cerrar)
El elemento actuador permanece en la posición ultima en caso de fallo de la energía auxiliar. (Permanece en la posición en que se encontraba)
En caso de fallo de la energía auxiliar, el elemento actuador permanece primero en la posición ultima, la flecha indica el sentido de desviación admisible.
Tabla 1.4: Símbolos en el caso de fallo de energía auxiliar
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
25
En base a la representación del círculo de punto de TCP, el círculo del elemento actuador sirve para la identificación de un actuador cuando una asignación clara a un círculo de punto de TCP no es posible. Esto es válido cuando: - cuando a la primera letra H sigue la letra consecutiva V. - cuando un control binario se realiza p. ej. mediante válvula electromagnética (letra
consecutiva K o M). - cuando el elemento actuador no vaya unido mediante una línea interrumpida (señal
analógica) con el círculo de punto TCP, por ej. en caso de la representación en hojas diferentes.
Flujo de Señales 1. Señales Analógicas La unión desde el lugar de medición al círculo de punto TCP, se representa mediante una línea corta y estrecha. El camino de flujo de señales desde el círculo de punto TCP hacia el elemento actuador, se representa mediante una línea de trazos interrumpidos de la misma anchura. Si no pueden evitarse cruces, debe interrumpirse una de las dos, preferentemente la más estrecha. El sentido de flujo de señales puede caracterizarse mediante una flecha. 2. Señales Binarias El camino desde el origen de la señal (letras S, M) hasta el lugar de actuación (letra K) no es necesario representarlo. Si se quiere hacer de todas formas (normalmente en caso de actuación directa) hay que hacerlo mediante líneas de punto y raya. La función de mando es generalmente tan compleja, que para la ocasión deben hacerse planos de funciones particulares (ver WN 01-107) Otras Identificaciones Si las letras características indicadas en tabla 1 no fueran suficientes, pueden utilizarse símbolos adicionales o notas fuera del círculo de puntos TCP. Estas explicaciones son especialmente necesarias para las primeras letras E, Q y X, debiéndose utilizar en estos casos, en lo posible, los símbolos normalizados.

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
26
1.6 Requisitos de Diseño Para automatizar la planta anteriormente descrita y poder cumplir con las condiciones que nos ha pedido la empresa, se procederá a instalar los siguientes componentes:
- Actuadores - Sensores - Hardware - Software de control - Tendido de cable
1.6.1 Actuadores 1.6.1.1 Válvulas En muchos tramos de las tuberías existen válvulas manuales, instaladas para poder actuar sobre ellas si es preciso. Algunos de los motivos por los que es necesario tener estas válvulas se cita a continuación:
- Problema por alguna obstrucción en la tubería - Necesidad de limpiar algún tramo de tubería. - Necesidad de desmontar algún instrumento para su reparación o limpieza. - Necesidad de detener de forma imprevista la producción.
Además de estas válvulas ya existentes, es necesario instalar otro tipo de válvulas que nos sirvan para automatizar la producción, tales como válvulas de cierre todo/nada o válvulas de control. Las características de estas válvulas se elegirán según el lugar y las condiciones en las que han de trabajar. A continuación se enumeran las válvulas necesarias a instalar en el proceso y el lugar donde van instaladas: - Válvulas de Cierre Todo/Nada. Son válvulas que sólo pueden estar completamente abiertas o completamente cerradas, de ahí el nombre “Todo o Nada” Estas válvulas se abrirán y se cerrarán por secuencia y/o por la pantalla del PC situado en Sala de Control, cuando sea necesario. Las válvulas H-101, H-104 y H-110, a excepción de las otras, también se podrán abrir desde campo a través de una botonera, ya que a la empresa le interesa poder controlar manualmente la válvula a la salida del reactor y las válvulas de entrada o salida de los camiones cisterna, por temas de seguridad. En el caso de la H-104 y la H-110 también se dispondrá de una lámpara en campo para poder visualizar si la válvula está abierta o cerrada.
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
27
• H-101, situada en la salida del reactor R-100 • H-102, situada en la salida del depósito B-102 • H-103, situada en la salida del depósito B-103 • H-104, situada en la salida del camión cisterna • H-105, situada en la salida del depósito B-104 • H-106, situada en la entrada del depósito B-106 • H-107, situada en la entrada del depósito B-107 • H-108, situada en la salida del depósito B-106 • H-109, situada en la salida del depósito B-107 • H-110, situada en la entrada del Camión cisterna • H-111, situada en la entrada al reactor R-100 (producto A) • H-113, situada en la entrada al reactor R-100 (producto C) • H-114, situada en la entrada al reactor R-100 (agua desmineralizada)
- Válvulas de Control Estas válvulas se abrirán y se cerrarán por secuencia y/o por la pantalla del PC situado en sala de control cuando sea necesario. Son válvulas que pueden adoptar varias posiciones de apertura, es decir, estarán más o menos cerradas en función de la demanda de fluido que tenga que pasar por ellas.
• FV-113, situada en la entrada al reactor R-100 (Producto B) à
Ésta válvula va a depender del medidor de caudal F-102 y se abrirá más o menos en función del caudal que pase por dicho caudalímetro.
• TV-115, situada en la entrada de la camisa de refrigeración del reactor R-100 à Ésta válvula va a depender del medidor de temperatura T-100 y dejará pasar hacia la camisa de refrigeración del reactor, más o menos agua, en función del valor que se tome de temperatura.
1.6.2 Sensores 1.6.2.1 Medición de Presión A la salida de cada bomba, las cuales están accionadas por motores, se tendrán que instalar unos Transmisor de Presión, ya que muchas veces, se puede dar el caso de tener una presión muy alta a la salida de bomba a causa de un mal funcionamiento de esta, o por una obstrucción de la tubería. Si se diera este caso, el Transmisor de Presión nos daría una señal de máximo y nos pararía el motor. También se instalará un Transmisor de presión en la parte superior del reactor, ya que este es un depósito presurizado y conviene controlar la presión a la que se encuentra. A continuación se muestra la lista de medidores de presión a instalar y los valores de presión máxima permitidos en cada uno de ellos:
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
28
• P-100, situado en la parte superior del reactor R-100 à Presión máxima: 6 bar • P-101, situado en la salida de la bomba P-101 à Presión máxima: 5 bar • P-102, situado en la salida de la bomba P-102 à Presión máxima: 2 bar • P-103, situado en la salida de la bomba P-103 à Presión máxima: 4 bar • P-104, situado en la salida de la bomba P-104 à Presión máxima: 6 bar • P-105, situado en la salida de la bomba P-105 à Presión máxima: 6 bar • P-106, situado en la salida de la bomba P-106 à Presión máxima: 6 bar
1.6.2.2 Medición de Nivel Tanto en los depósitos como en el reactor, se tendrán que controlar los nivele máximos y mínimos, por lo tanto se tendrán que instalar unos Transmisores de Nivel adecuados para hacer dicho control. La consigna de máximo es necesaria para hacer que los motores y las válvulas de entrada a los depósitos y al reactor, que se paren y se cierren, ya que si el depósito está lleno ya no pude entrar más producto. Por otra parte, la consigna de mínimo también es necesaria para hacer que los motores paren y las válvulas cierren, ya que la bomba no puede estar funcionando si en la tubería no hay producto. En este caso se trata de las válvulas y motores de salida o vaciado de los depósitos y del reactor. En el reactor se instalarán dos medidores de nivel, ya que se necesita una mayor seguridad. Por lo tanto, en el caso de fallo de uno (L-100), actuará el otro (L-101) A continuación se muestra la lista de medidores de nivel a instalar, y sus respectivos valores máximos y mínimos en los que tienen que trabajar.
• L-100, situado en el reactor R-100 à Valor máximo: 900 mm (A 4 m de altura) • L-101, situado en el reactor R-100 à Valor máximo: 700 mm (A 4,2 m de altura)
Valor mínimo: 300 mm • L-103, situado en el depósito B-103 à Valor mínimo: 500 mm • L-104, situado en el depósito B-104 à Valor máximo: 400 mm (A 6 m de altura)
Valor mínimo: 500 mm • L-106, situado en el depósito B-106 à Valor máximo: 200 mm (A 5,8 m de altura)
Valor mínimo: 500 mm • L-107, situado en el depósito B-107 à Valor máximo: 200 mm (A 5,8 m de altura)
Valor mínimo: 500 mm
Valor máximo: Distancia desde la brida donde va a instalarse el instrumento, hasta el valor máximo de liquido deseado. Valor mínimo: Distancia desde el punto más bajo del depósito hasta la altura mínima deseada.
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
29
1.6.2.3 Medición de Caudal En cada una de las tres líneas de adición de producto al Reactor, se necesita un Medidor de Caudal para dosificar la cantidades deseadas. La función de este instrumento es la de hacer parar a su respectivo motor y cerrar su respectiva válvula cuando se haya introducido en el reactor el valor máximo deseado de cada producto. A continuación se muestra la lista de los medidores de caudal a instalar y la cantidad de producto que ha de introducir-se en el reactor en cada caso.
• F-102, situado en la línea de adición al reactor R-100 del Producto A, a continuación de la bomba P-102 à Caudal: 6 m3
• F-103, situado en la línea de adición al reactor R-100 del Producto B, a continuación de la bomba P-103 à Caudal: 4 m3
• F-104, situado en la línea de adición al reactor R-100 del Producto C, a continuación de la bomba P-104 à Caudal: 7 m3
1.6.2.4 Medición de Temperatura En este caso, la temperatura solo se necesita tener en cuenta en el reactor, ya que en el caso de elevarse mucho la temperatura en su interior, la válvula situada en la línea de entrada a la camisa de refrigeración del reactor (TV-115) se abriría dejando pasar agua refrigerada hasta que la temperatura del reactor bajase. La temperatura debe mantenerse siempre constante en un cierto valor, así que en función de la temperatura que tome el medidor de temperatura, la válvula de la camisa se abrirá y se cerrará más o menos para mantener en todo momento esa temperatura constante.
• T-100, situada en la parte superior del reactor R-100 à La temperatura en el interior del reactor debe ser de 50ºC, pudiendo oscilar en un margen de ±10ºC.
1.6.2.5 Puesta a tierra de los Camiones Cisterna Se tendrá que instalar un sistema de puesta a tierra para los camiones cisterna, con el fin de garantizar la protección de las personas. Como se dispondrá de camiones cisterna de adición de materia prima y de extracción de producto acabado, se instalarán dos puestas a tierra, una para cada tipo.
• X-104, se conecta al camión cisterna que nos suministra materia prima. • X-106, se conecta al camión cisterna, al cual le suministramos producto acabado.
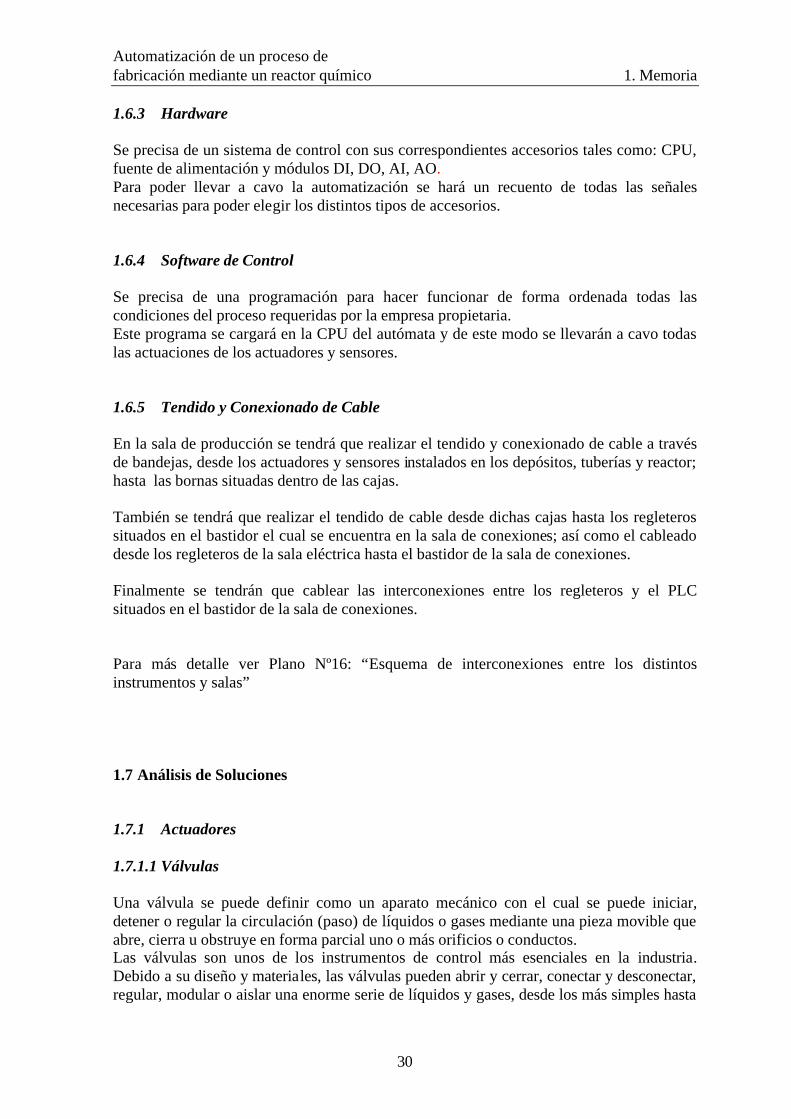
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
30
1.6.3 Hardware Se precisa de un sistema de control con sus correspondientes accesorios tales como: CPU, fuente de alimentación y módulos DI, DO, AI, AO. Para poder llevar a cavo la automatización se hará un recuento de todas las señales necesarias para poder elegir los distintos tipos de accesorios. 1.6.4 Software de Control Se precisa de una programación para hacer funcionar de forma ordenada todas las condiciones del proceso requeridas por la empresa propietaria. Este programa se cargará en la CPU del autómata y de este modo se llevarán a cavo todas las actuaciones de los actuadores y sensores. 1.6.5 Tendido y Conexionado de Cable En la sala de producción se tendrá que realizar el tendido y conexionado de cable a través de bandejas, desde los actuadores y sensores instalados en los depósitos, tuberías y reactor; hasta las bornas situadas dentro de las cajas. También se tendrá que realizar el tendido de cable desde dichas cajas hasta los regleteros situados en el bastidor el cual se encuentra en la sala de conexiones; así como el cableado desde los regleteros de la sala eléctrica hasta el bastidor de la sala de conexiones. Finalmente se tendrán que cablear las interconexiones entre los regleteros y el PLC situados en el bastidor de la sala de conexiones. Para más detalle ver Plano Nº16: “Esquema de interconexiones entre los distintos instrumentos y salas” 1.7 Análisis de Soluciones 1.7.1 Actuadores 1.7.1.1 Válvulas Una válvula se puede definir como un aparato mecánico con el cual se puede iniciar, detener o regular la circulación (paso) de líquidos o gases mediante una pieza movible que abre, cierra u obstruye en forma parcial uno o más orificios o conductos. Las válvulas son unos de los instrumentos de control más esenciales en la industria. Debido a su diseño y materiales, las válvulas pueden abrir y cerrar, conectar y desconectar, regular, modular o aislar una enorme serie de líquidos y gases, desde los más simples hasta

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
31
los más corrosivos o tóxicos. En algunas instalaciones se requiere un sellado absoluto; en otras, las fugas o escurrimientos no tienen importancia. Ø Tipos de Válvulas - Válvulas de control
La válvula automática de control generalmente constituye el último elemento en un lazo de control instalado en la línea de proceso y se comporta como un orificio cuya sección de paso varia continuamente con la finalidad de controlar un caudal en una forma determinada.
• Partes de la válvula de control Las válvulas de control constan básicamente de dos partes que son: la parte motriz o actuador y el cuerpo. 1. Cuerpo de la válvula Es la parte externa de la válvula y está provisto de un obturador o tapón, los asientos del mismo, la empaquetadura y una serie de accesorios. La unión entre la válvula y la tubería puede hacerse por medio de bridas soldadas o roscadas directamente a la misma. Debe resistir temperatura y presión y estará calculada con el tamaño del caudal que debe pasar por ella y además, deberá ser compatible con el fluido de manera que no ocurran fenómenos de corrosión. - Obturador Junto con el asiento es la parte más importante de la válvula. El obturador es la pieza móvil de la válvula que, variando su posición relativa respecto al asiento, regula el caudal del fluido que pasa a través de ella. Éste puede actuar en la dirección de su propio eje mediante un movimiento angular o bien tener un movimiento rotativo. Esta unido por medio de un vástago al actuador. Éste vástago pasa a través de la tapa del cuerpo y es accionado por el actuador (servomotor). El asiento y el obturador fijarán también cuánto será el caudal máximo que pueda pasar por una válvula, variando el área de paso del caudal cuando cambia la apertura de la ésta. - Asiento Es una de las partes más sensibles de la válvula. Es donde se apoya el obturador cerrando el paso del flujo. Debe tener un acabado de calidad y es muy importante que se haya elegido un material adecuado resistente a la corrosión y la erosión del producto que pase por el mismo.
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
32
Comúnmente se utiliza acero al carbono o acero inoxidable. Dentro de estos dos grupos de materiales existe una gran variedad de subgrupos con sus respectivas particularidades y aplicaciones. - Empaquetadura El obturador de la válvula se prolonga mediante un eje hasta el exterior de la válvula para poder conectarse con el actuador. Sin embargo, el asiento está en contacto con el fluido de manera que si no se le pone ningún impedimento, este fluido saldrá hacia fuera. Por este motivo se precisa de una empaquetadura que es quien realiza el cierre de la válvula en el eje del obturador. La empaquetadura ideal debe ser elástica, tener un bajo coeficiente de rozamiento, ser químicamente inerte y ser un aislante eléctrico, con el fin de no formar un puente gálvanico con el vástago que dé lugar a una corrosión de partes de la válvula. La empaquetadura que se utiliza normalmente es de teflón cuya temperatura máxima de servicio es de 220º C. - Accesorios Las válvulas de control pueden ir equipadas con varios accesorios. Estos equipos sirven por ejemplo para comandar el accionamiento y señalizar la carrera. a) Posicionador Es el elemento que posiciona la válvula a la apertura deseada. Su misión consiste en conseguir que la posición del obturador sea, en todo momento, la correspondiente a la señal recibida del controlador. Es decir, aseguran una relación preestablecida entre la posición de la válvula (magnitud regulada) y la magnitud de guía (punto de consigna). Es un instrumento de equilibrio de fuerzas que permite la entrada o salida de aire al actuador (servomotor) de la válvula hasta conseguir el equilibrio entre la fuerza generada por la señal de control y la generada por un muelle que está acoplado mecánicamente al vástago de la válvula y que, según la posición de éste, se tensa más o menos. De acuerdo con la señal de entrada se distingue entre posicionadores neumáticos y electroneumáticos. La magnitud de entrada en los aparatos neumáticos es una señal normalizada de 0,2 a 1 bar y la señal de salida una presión de mando de hasta 6 bar. En los posicionadores electroneumáticos, la señal de entrada es una señal analógica de corriente contínua de 4 a20 mA, o de 1 a 5 mA. La señal de salida es una presión de mando de hasta 6 bar. b) Finales de carrera Los finales de carrera están equipados con dos contactos inductivos, eléctricos o neumáticos, que envían una señal al sobrepasar por arriba o por abajo un valor limite ajustado. En caso de no alcanzarse o superarse los valores límite ajustados se envía la correspondiente señal.

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
33
c) Electroválvula Su función es cortar el suministro de aire a la válvula y ventear el contenido del actuador para poder cerrar o abrir rápidamente la válvula. Las electroválvulas convierten señales binarias procedentes de dispositivos eléctricos en señales neumáticas de mando. Las señales eléctricas binarias de una estación de mando se convierten en señales de mando binarias neumáticas y seguidamente la válvula se conduce rápidamente a su posición final. Se montan en válvulas todo-nada y en válvulas de control con posición de seguridad. 2. Actuador o servomotor Es el elemento que mueve la válvula. Se trata de una campana con una membrana interior y unos muelles internos que presionan dicha membrana y ésta mueve el vástago que finalmente abrirá o cerrará el obturador. Lo que se busca en un actuador de tipo neumático es que cada valor de la presión recibida por la válvula corresponda una posición determinada del vástago. El accionamiento puede ser neumático, eléctrico o hidráulico. Generalmente suele estar accionada por un actuador neumático que funciona por presión de aire. Se suelen utilizar estos a causa de su sencillez y la rápida actuación que tienen.
- Válvulas de cierre todo/nada Estas válvulas son utilizadas para bloquear o dejar pasar el producto por completo. Es decir, no permiten apertura parcial. Los componentes de ésta básicamente son los mismos que para las válvulas de control. La única diferencia está a la hora de elegir los accesorios ya que en este caso no se utilizarán posicionadores, pero sí finales de carrera y electroválvulas. - Diseño de las válvulas Debido a las diferentes variables, no puede haber una válvula universal; por tanto, para satisfacer los cambiantes requisitos de la industria se han creado innumerables diseños y variantes con el paso de los años, conforme se han desarrollado nuevos materiales. A continuación se citan algunos de los tipos de válvulas más comunes que se suelen utilizar: 1. Válvulas de compuerta La válvula de compuerta es de vueltas múltiples, en la cual se cierra el orificio con un disco vertical de cara plana que se desliza en ángulos rectos sobre el asiento. La pieza de cierre de la válvula es una placa o una cuña que se desplaza transversalmente a la dirección del flujo. Al mover el husillo hacia abajo mediante la rueda de maniobra, la pieza de cierre se desplaza también hacia abajo y cierra la tubería.
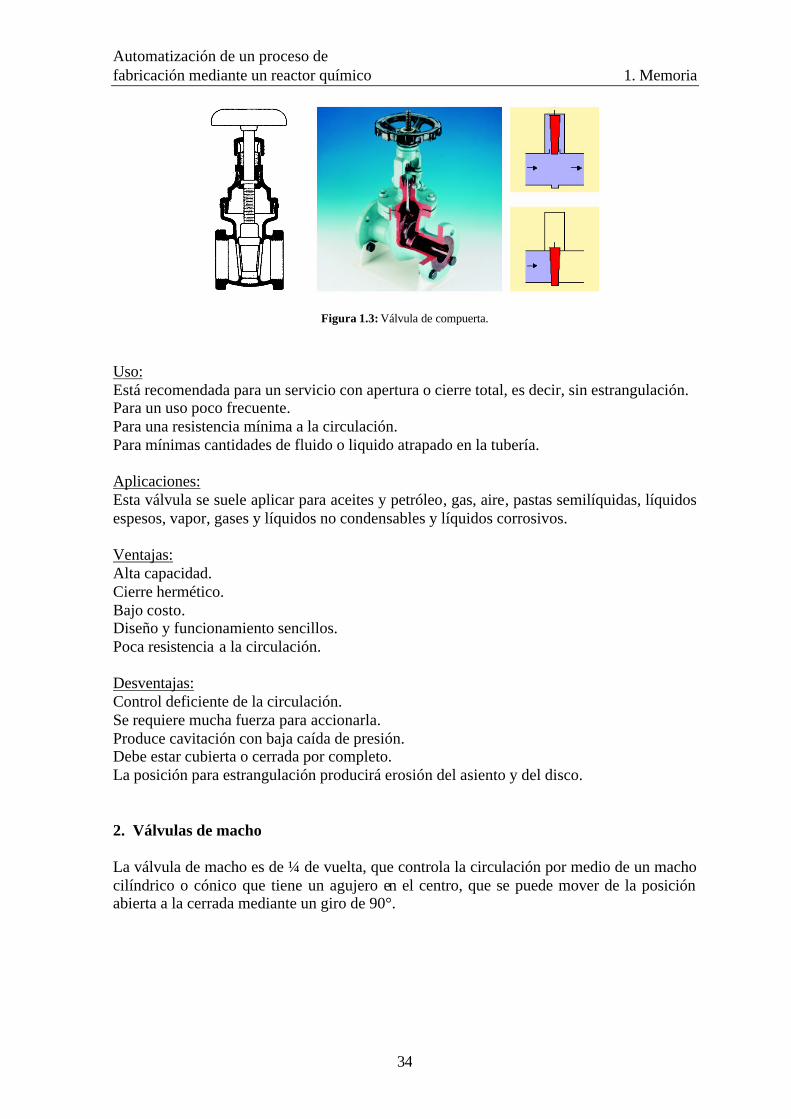
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
34
Figura 1.3: Válvula de compuerta.
Uso: Está recomendada para un servicio con apertura o cierre total, es decir, sin estrangulación. Para un uso poco frecuente. Para una resistencia mínima a la circulación. Para mínimas cantidades de fluido o liquido atrapado en la tubería. Aplicaciones: Esta válvula se suele aplicar para aceites y petróleo, gas, aire, pastas semilíquidas, líquidos espesos, vapor, gases y líquidos no condensables y líquidos corrosivos. Ventajas: Alta capacidad. Cierre hermético. Bajo costo. Diseño y funcionamiento sencillos. Poca resistencia a la circulación. Desventajas: Control deficiente de la circulación. Se requiere mucha fuerza para accionarla. Produce cavitación con baja caída de presión. Debe estar cubierta o cerrada por completo. La posición para estrangulación producirá erosión del asiento y del disco. 2. Válvulas de macho La válvula de macho es de ¼ de vuelta, que controla la circulación por medio de un macho cilíndrico o cónico que tiene un agujero en el centro, que se puede mover de la posición abierta a la cerrada mediante un giro de 90°.

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
35
Figura 1.4: Válvula de macho.
Uso: Está recomendada para un servicio con apertura total o cierre total. Para accionamiento frecuente. Para una baja caída de presión a través de la válvula. Para una resistencia mínima a la circulación. Aplicaciones: Servicio general, pastas semilíquidas, líquidos, vapores, gases, corrosivos. Ventajas: Alta capacidad. Bajo costo. Cierre hermético. Funcionamiento rápido. Desventajas: Requiere alta torsión (par) para accionarla. Desgaste del asiento. Cavitación con baja caída de presión. 3. Válvulas de asiento Una válvula de asiento es de vueltas múltiples, en la cual el cierre se logra por medio de un disco o tapón que sierra o corta el paso del fluido en un asiento que suele estar paralelo con la circulación en la tubería.
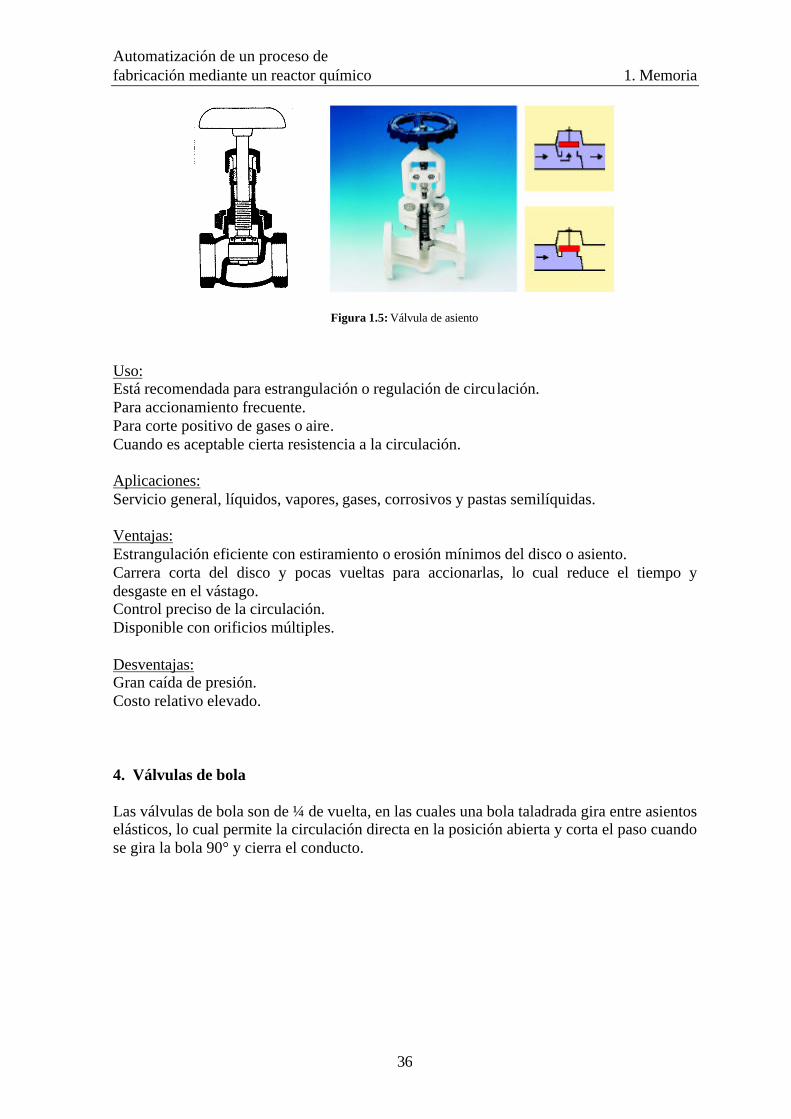
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
36
Figura 1.5: Válvula de asiento
Uso: Está recomendada para estrangulación o regulación de circulación. Para accionamiento frecuente. Para corte positivo de gases o aire. Cuando es aceptable cierta resistencia a la circulación. Aplicaciones: Servicio general, líquidos, vapores, gases, corrosivos y pastas semilíquidas. Ventajas: Estrangulación eficiente con estiramiento o erosión mínimos del disco o asiento. Carrera corta del disco y pocas vueltas para accionarlas, lo cual reduce el tiempo y desgaste en el vástago. Control preciso de la circulación. Disponible con orificios múltiples. Desventajas: Gran caída de presión. Costo relativo elevado. 4. Válvulas de bola Las válvulas de bola son de ¼ de vuelta, en las cuales una bola taladrada gira entre asientos elásticos, lo cual permite la circulación directa en la posición abierta y corta el paso cuando se gira la bola 90° y cierra el conducto.

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
37
Figura 1.6: Válvula de bola.
Uso: Está recomendada para un servicio de conducción y corte, sin estrangulación. Cuando se requiere apertura rápida. Cuando se necesita resistencia mínima a la circulación. Aplicaciones: Servicio general, altas temperaturas, corrosivos y pastas semilíquidas. Ventajas: Bajo costo. Alta capacidad. Corte bidireccional. Circulación en línea recta. Pocas fugas. Se limpia por si sola. Poco mantenimiento. No requiere lubricación. Tamaño compacto. Cierre hermético con baja torsión (par). Desventajas: Características deficientes para estrangulación. Alta torsión para accionarla. Susceptible al desgaste de sellos o empaquetaduras. Propensa a la cavitación. 5. Válvulas de mariposa La válvula de mariposa es de ¼ de vuelta y controla la circulación por medio de un disco circular, con el eje de su orificio en ángulos rectos con el sentido de la circulación. Para abrirla o cerrarla, se la hace girar sobre su propio eje dentro de la tubería, mediante un volante de maniobra o una palanca. Las válvulas de mariposa pueden cerrar, estrangular o dejar paso libre.
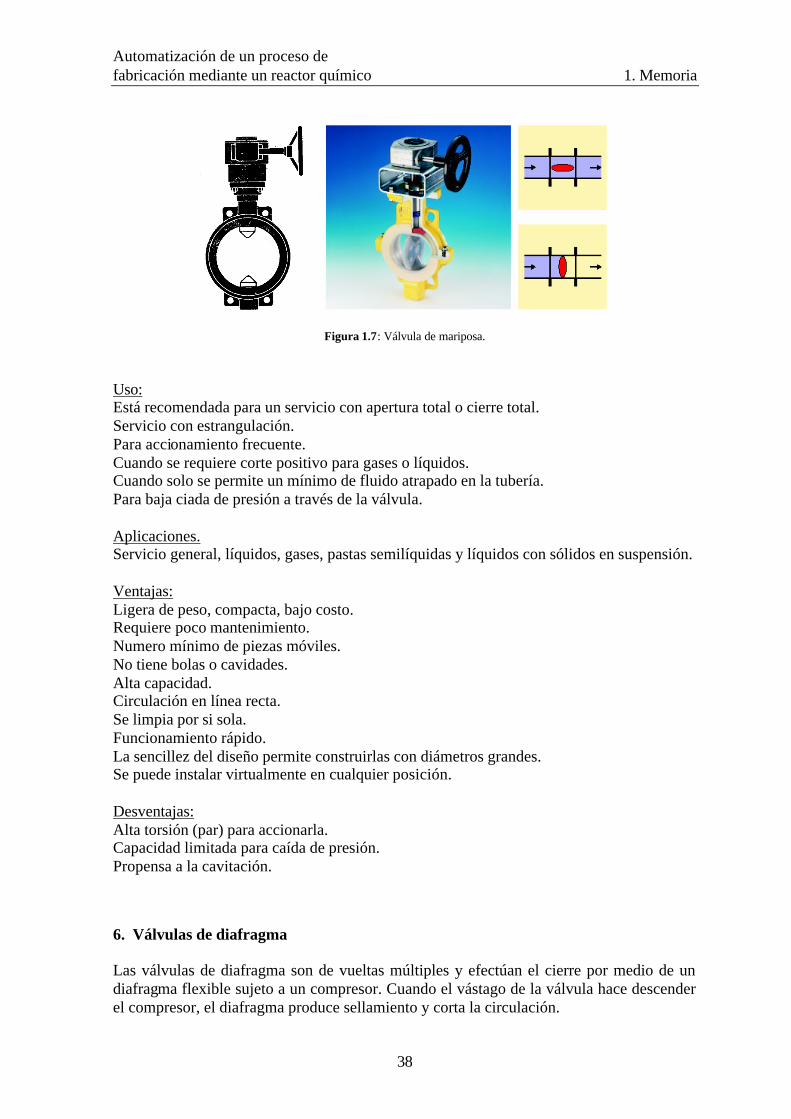
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
38
Figura 1.7: Válvula de mariposa.
Uso: Está recomendada para un servicio con apertura total o cierre total. Servicio con estrangulación. Para accionamiento frecuente. Cuando se requiere corte positivo para gases o líquidos. Cuando solo se permite un mínimo de fluido atrapado en la tubería. Para baja ciada de presión a través de la válvula. Aplicaciones. Servicio general, líquidos, gases, pastas semilíquidas y líquidos con sólidos en suspensión. Ventajas: Ligera de peso, compacta, bajo costo. Requiere poco mantenimiento. Numero mínimo de piezas móviles. No tiene bolas o cavidades. Alta capacidad. Circulación en línea recta. Se limpia por si sola. Funcionamiento rápido. La sencillez del diseño permite construirlas con diámetros grandes. Se puede instalar virtualmente en cualquier posición. Desventajas: Alta torsión (par) para accionarla. Capacidad limitada para caída de presión. Propensa a la cavitación.
6. Válvulas de diafragma Las válvulas de diafragma son de vueltas múltiples y efectúan el cierre por medio de un diafragma flexible sujeto a un compresor. Cuando el vástago de la válvula hace descender el compresor, el diafragma produce sellamiento y corta la circulación.
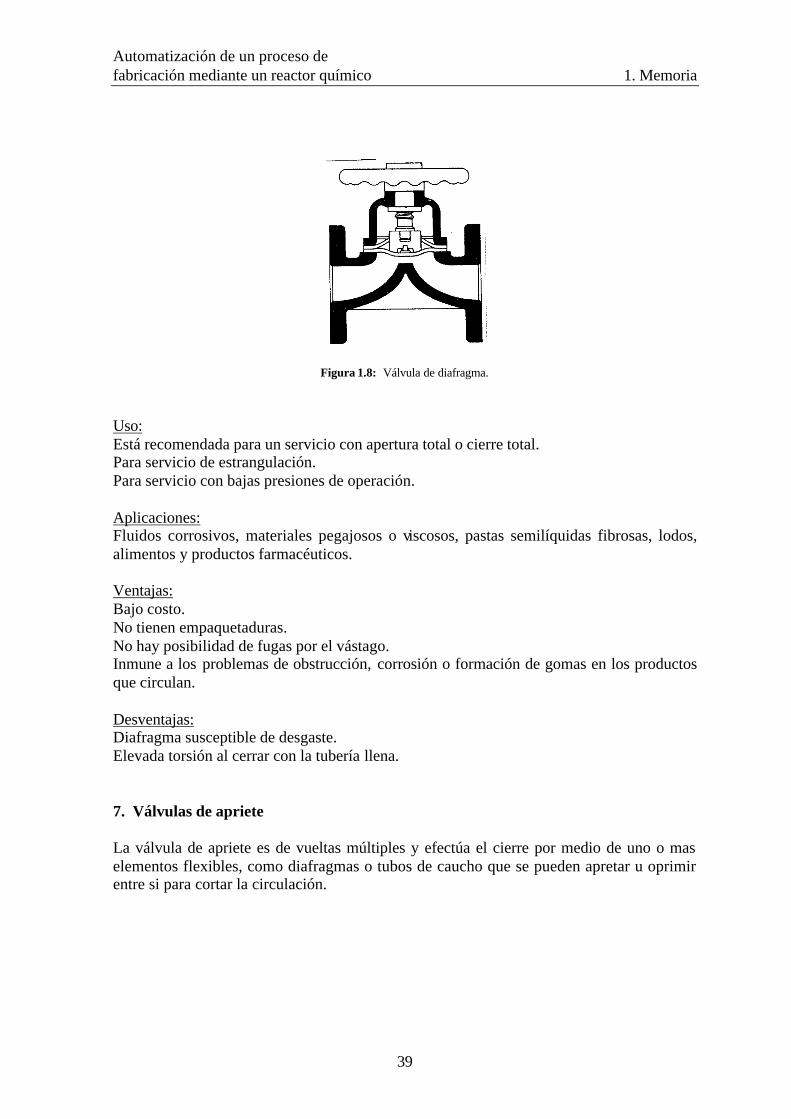
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
39
Figura 1.8: Válvula de diafragma.
Uso: Está recomendada para un servicio con apertura total o cierre total. Para servicio de estrangulación. Para servicio con bajas presiones de operación. Aplicaciones: Fluidos corrosivos, materiales pegajosos o viscosos, pastas semilíquidas fibrosas, lodos, alimentos y productos farmacéuticos. Ventajas: Bajo costo. No tienen empaquetaduras. No hay posibilidad de fugas por el vástago. Inmune a los problemas de obstrucción, corrosión o formación de gomas en los productos que circulan. Desventajas: Diafragma susceptible de desgaste. Elevada torsión al cerrar con la tubería llena. 7. Válvulas de apriete La válvula de apriete es de vueltas múltiples y efectúa el cierre por medio de uno o mas elementos flexibles, como diafragmas o tubos de caucho que se pueden apretar u oprimir entre si para cortar la circulación.

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
40
Figura 1.9: Válvula de apriete.
Uso: Está recomendada para un servicio de apertura y cierre. Servicio de estrangulación. Para temperaturas moderadas. Cuando hay baja caída de presión a través de la válvula. Para servicios que requieren poco mantenimiento. Aplicaciones: Pastas semilíquidas, lodos y pastas de minas, líquidos con grandes cantidades de sólidos en suspensión, sistemas para conducción neumática de sólidos y servicio de alimentos. Ventajas: Bajo costo. Poco mantenimiento. No hay obstrucciones o bolsas internas que la obstruyan. Diseño sencillo. No corrosiva y resistente a la abrasión. Desventajas: Aplicación limitada para vació. Difícil de determinar el tamaño. 8. Válvulas de retención Hay dos categorías de válvulas y son para uso específico, más bien que para servicio general: válvulas de retención (check) y válvulas de desahogo (alivio). Al contrario de los otros tipos descritos, son válvulas de accionamiento automático, funcionan sin controles externos y dependen para su funcionamiento de sentido de circulación o de las presiones en el sistema de tubería. Como ambos tipos se utilizan en combinación con válvulas de control de circulación, la selección de la válvula, con frecuencia, se hace sobre la base de las condiciones para seleccionar la válvula de control de circulación. - Válvulas de retención (check)

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
41
La válvula de retención está destinada a impedir una inversión de la circulación. La circulación del líquido en el sentido deseado abre la válvula y al invertirse la circulación, se cierra. Hay tres tipos básicos de válvulas de retención: a) válvulas de retención de columpio b) de elevación a) Válvulas de retención de columpio. Esta válvula tiene un disco embisagrado o de charnela que se abre por completo con la presión en la tubería y se cierra cuando se interrumpe la presión y empieza la circulación inversa. Hay dos diseños: uno en "Y" que tiene una abertura de acceso en el cuerpo para el esmerilado fácil del disco sin desmontar la válvula de la tubería y un tipo de circulación en línea recta que tiene anillos de asiento reemplazables. Uso: Está recomendada para cuando se necesita resistencia mínima a la circulación. Cuando hay cambios poco frecuentes del sentido de circulación en la tubería. Para servicio en tuberías que tienen válvulas de compuerta. Para tuberías verticales que tienen circulación ascendente. Aplicaciones: Para servicio con líquidos a baja velocidad. Ventajas: Puede estar por completo a la vista. La turbulencia y las presiones dentro de la válvula son muy bajas. El disco en "Y" se puede esmerilar sin desmontar la válvula de la tubería. b) Válvulas de retención de elevación Una válvula de retención de elevación es similar a la válvula de globo, excepto que el disco se eleva con la presión normal e la tubería y se cierra por gravedad y la circulación inversa.
Uso: Está recomendada para cuando hay cambios frecuentes de circulación en la tubería. Para uso con válvulas de globo y angulares. Para uso cuando la caída de presión a través de la válvula no es problema. Aplicaciones: Tuberías para vapor de agua, aire, gas, agua y vapores con altas velocidades de circulación. Ventajas: Recorrido mínimo del disco a la posición de apertura total. Acción rápida.
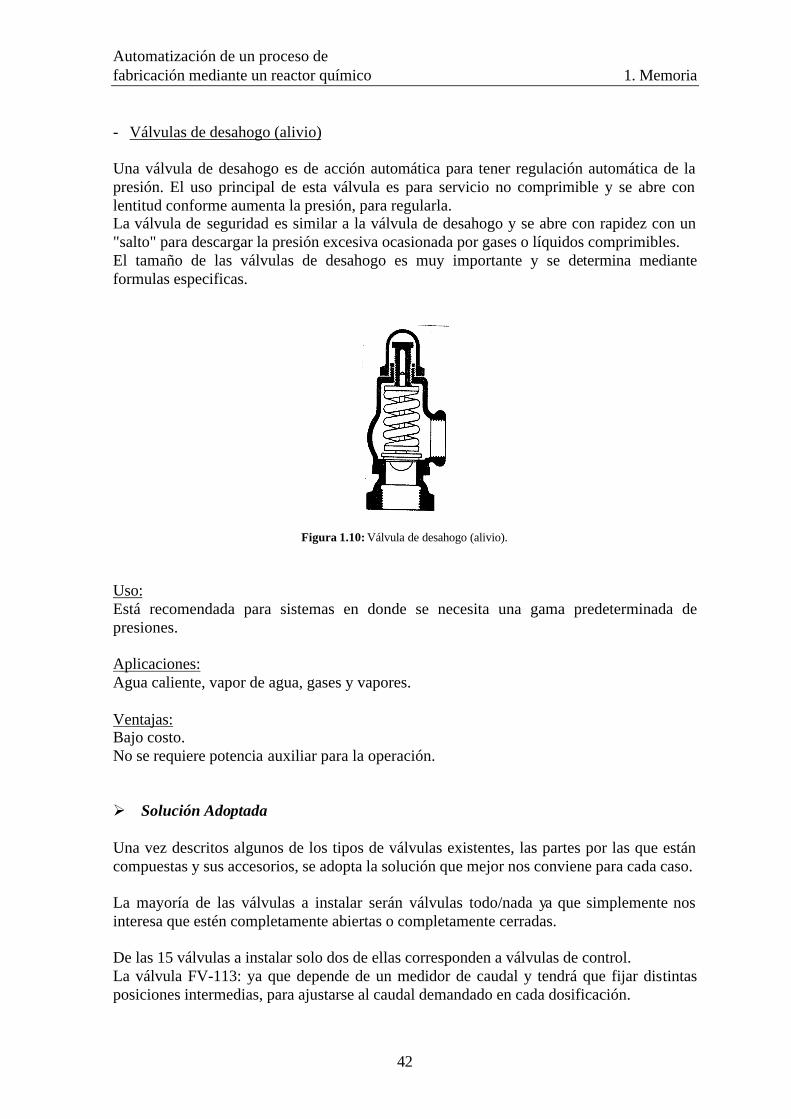
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
42
- Válvulas de desahogo (alivio) Una válvula de desahogo es de acción automática para tener regulación automática de la presión. El uso principal de esta válvula es para servicio no comprimible y se abre con lentitud conforme aumenta la presión, para regularla. La válvula de seguridad es similar a la válvula de desahogo y se abre con rapidez con un "salto" para descargar la presión excesiva ocasionada por gases o líquidos comprimibles. El tamaño de las válvulas de desahogo es muy importante y se determina mediante formulas especificas.
Figura 1.10: Válvula de desahogo (alivio).
Uso: Está recomendada para sistemas en donde se necesita una gama predeterminada de presiones. Aplicaciones: Agua caliente, vapor de agua, gases y vapores. Ventajas: Bajo costo. No se requiere potencia auxiliar para la operación. Ø Solución Adoptada
Una vez descritos algunos de los tipos de válvulas existentes, las partes por las que están compuestas y sus accesorios, se adopta la solución que mejor nos conviene para cada caso. La mayoría de las válvulas a instalar serán válvulas todo/nada ya que simplemente nos interesa que estén completamente abiertas o completamente cerradas. De las 15 válvulas a instalar solo dos de ellas corresponden a válvulas de control. La válvula FV-113: ya que depende de un medidor de caudal y tendrá que fijar distintas posiciones intermedias, para ajustarse al caudal demandado en cada dosificación.
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
43
La válvula TV-115: ya que depende de un medidor de temperatura y tendrá que dejar pasar distintos caudales de agua refrigerada en función de la temperatura alcanzada en el interior del reactor. Todas las válvulas todo/nada a instalar serán válvulas de bola ya que su apertura y cierre es muy rápido y se producen pocas fugas en ella. Además tiene un bajo coste y necesita muy poco mantenimiento. Si se hubiese dado el caso de disponer productos con alta viscosidad o que contuvieran sólidos en suspensión se habría utilizado otro tipo de válvula, pero como este no es el caso este tipo de válvula ya cumple con todas las características requeridas. Las válvulas de control a instalar no serán de bola ya que este tipo está recomendado para abrir y cerrar, no para un servicio de estrangulación donde se tengan que adoptar distintas posiciones de apertura. Por lo tanto, en este caso se utilizarán válvulas de asiento ya que estas si están recomendadas para la regulación de la circulación y además son adecuadas para un accionamiento frecuente de ellas. Todas las válvulas de control irán equipadas con una electroválvula, un final de carrera y un posicionador. En el caso de las válvulas todo/nada solo irán equipadas con una electroválvula y un final de carrera. En este caso no se precisa de posicionador ya que no habrá posiciones intermedias en la válvula. 1.7.2 Sensores 1.7.2.1 Medición de Presión Ø Tipos de Medida Existen varios tipos de medidores de presión, los cuales se describen a continuación: - Instrumentos de medida de presión en líquidos
• Los manómetros de tubo en forma de U El manómetro de tubo con forma de U es el más simple y antiguo de todos los aparatos de medición de presión. Se compone de un tubo de cristal con forma de U, que contiene un líquido y una escala graduada. Como ambos lados tienen la misma sección, los efectos de capilaridad se compensan. El tubo en forma de U mide siempre la diferencia de presiones entre ambos lados. El líquido se desplaza a causa de la diferencia de presiones, por lo que resulta una diferencia de alturas de las dos columnas, pudiéndose calcular la presión diferencial. Con el manómetro de tubo en forma de U puede medirse la presión atmosférica Patm, la sobrepresión Pe y la presión diferencial Pd.
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
44
Si se realiza una medición de presión con líquidos, ha de tenerse en cuenta la densidad de éstos.
• Manómetro con depósito
Los manómetros con depósito o con el tubo inclinado derivan de los manómetros en U. Cuando hay variaciones de presión, el nivel de líquido en el depósito varía. El error motivado ha de tenerse en cuenta. - Instrumentos de medida de presión con émbolo En los instrumentos de medida de presión con émbolo, la fuerza F, provocada por una presión P sobre la superficie del émbolo A, se compara con un peso calibrado. - Instrumentos de medida de presión con elementos elásticos Los instrumentos de medida de presión con elementos elásticos contienen partes que se deforman bajo una presión. Esta deformación se traspasa a un sistema de indicación.
• Instrumento de medida del tipo Bourdon
El tubo Bourdon es un tubo circular de sección oval. La presión a medir hace que la sección oval tienda a convertirse en redonda, lo que motiva un estiramiento del conjunto. El extremo del tubo oscila con proporción a la presión. Los tubos Bourdon sometidos a grandes variaciones de presión están rellenos de glicerina. Para evitar peligros a personas, se emplean instrumentos de seguridad. Están construidos de tal forma que, al producirse la rotura del órgano de medición, el medio a presión no pueda salir por el frontal del instrumento. Este instrumento es muy resistente a la vibración y los golpes, es de construcción robusta, y sus márgenes de escala son de 0 a1000 bar. No se utiliza en líquidos con alta viscosidad o en productos cristalizantes ya que pueden atacar las partes de aleación de cobre.
• Instrumento de medida con diafragma
Los diafragmas son membranas onduladas circulares. Bajo presión sufren una deformación, la cual es transmitida a un mecanismo indicador. Si se midien productos muy viscosos, que cristalizan o están sucios, el suministro de presión suele hacerse mediante una brida abierta. Los diafragmas son especialmente apropiados para la medición de pequeñas presiones (15 mbar a 40 bar). Este tipo de instrumento es muy utilizado en la industria del proceso.
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
45
Se utiliza en aplicaciones con sobrepresiones elevadas y es adecuado para medios con alta viscosidad o partículas en suspensión
• Instrumento de medida con fuelle (elástico) Un fuelle consta de dos membranas circulares, unidas herméticamente por los bordes. La presión es introducida en el interior, provocando un desplazamiento, el cual se convierte en una magnitud de presión. Los instrumentos con fuelle elástico son apropiados para la medición de presiones pequeñas (1 mbar hasta 1 bar). Los fuelles elásticos al vacío se emplean para la medición de la presión atmosférica.
• Instrumento de medida de presión con tubo helicoidal La presión llega hasta el fuelle, y se emplea la deformación o la fuerza producida como magnitud para la medición. En los fuelles instalados en los instrumentos neumáticos MSR (reguladores - convertidores), frecuentemente se introduce una fuerza de compensación. Con este instrumento pueden medirse presiones entre 10 mbar y unos 100 bar. - Instrumento de medida de presión diferencial A los instrumentos de medida de presión diferencial se les exige frecuentemente medir con exactitud pequeñas diferencias de presión (p.e. 250 mbar) a presiones estáticas de 100 bar o más. Al mismo tiempo, estos instrumentos han de presentar una protección total contra sobrepresiones. Esto significa que una presión en un solo lado, de 100 bar (400 veces la magnitud a medir), no debe provocar ningún daño.
• Instrumento de medida de doble membrana El interior de la cápsula con doble membrana está lleno de aceite de silicona. Las dos membranas finas están unidas mediante una pieza de unión. La presión diferencial a medir se transmite, mediante una palanca, como una fuerza, a la parte neumática de un convertidor de medida. En caso de una sobrecarga, la membrana se apoya contra la placa de apoyo, y se preserva así de ser dañada.
• Célula Barton Con la célula Barton se pueden medir presiones diferenciales minúsculas (a partir de 5 mbar) a presiones estáticas de 700 bar. Las dos cámaras de medición, rellenas de aceite, están unidas mediante una varilla. La presión diferencial provoca una fuerza que es compensada por unos muelles. El desplazamiento de la varilla se transmite al exterior mediante un tubo de torsión, y es convertido en una señal neumática o eléctrica.

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
46
En caso de sobrepresión unilateral, se cierra por la presión la correspondiente válvula, evitando así el daño a la célula.
• Célula capacitiva para medidas de presión La célula capacitiva funciona según el principio del condensador variable. Consiste en una membrana de medición móvil y dos placas de condensador fijas. Una variación de la presión diferencial es transmitida por las dos membranas de separación, a través del aceite de silicona, a las membranas de medición. El desplazamiento de estas membranas producen variaciones de capacidad en el condensador, la cual es convertida en una magnitud eléctrica por un convertidor de medida. Con células capacitivas se pueden medir diferencias de presión de 12 mbar hasta 1800 mbar. La célula es segura contra sobrepresiones de hasta PN 140. Ø Solución Adoptada Una vez descritos algunos de los principios de medida que se pueden utilizar para medir la presión en las tuberías, se adopta la solución que mejor nos conviene para cada caso. • P-101, P-102, P-103, P-104, P-105, P-106
En todas las tuberías se instalará un medidor de presión tipo Bourdon ya que es un instrumento con alta resistencia a la vibración y de construcción robusta. No se puede utilizar en líquidos con alta viscosidad, pero como en este caso no se dispone de ningún producto muy viscoso, se podrá utilizar sin ningún problema. 1.7.2.2 Medición de Nivel Ø Tipos de Medida Las mediciones de nivel sirven para controlar el nivel de un líquido en un depósito. En la elección del método de medición han de tenerse en cuenta las propiedades, temperatura, presión, etc., del fluido. - Medidor de nivel mediante varilla graduada. En este tipo de medición, la determinación de nivel se efectúa por lectura directa de la longitud mojada por el líquido. La varilla graduada puede ser fija, o bien ser introducida desde la parte superior en el depósito. - Medidor de nivel por mirilla

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
47
Mediante una serie de mirillas en la pared del depósito puede determinarse el nivel de líquido de forma visual. Si una mirilla es dañada o se ensucia, solo puede corregirse el problema cuando el depósito está vacío o sin presión. - Medidor por flotación La medición se realiza mediante un flotador transfiriendo el movimiento a un transductor de posición. Es un tipo de medidor más caro y que requiere mayor mantenimiento dependiendo de la suciedad del producto. También es dependiente de la densidad del producto. En este tipo de medición se mide directamente el nivel del líquido. Las variaciones de densidad sólo provocan pequeños errores, pero puede haber problemas si el recorrido del flotador es grande. Como flotador pueden emplearse cuerpos huecos de diversas formas. Para la estabilización del flotador han de utilizarse guías adecuadas. - Medición por ultrasonidos La medida se realiza mediante la medición del tiempo que tarda en recorrer una onda de ultrasonidos desde el transmisor hasta la superficie del nivel y otra vez hasta el transmisor. Este medidor da bastantes buenos resultados, no es dependiente de la densidad, pero económicamente es ya más caro. También presenta problemas de ecos en según que tipo de depósitos, de manera que hay que seguir las indicaciones de cada fabricante. - Medidor radar El principio es similar al del medidor de ultrasonidos con la diferencia que las frecuencias de las ondas utilizadas son de radiofrecuencia. Lo que mide el medidor es el desfase que se produce entre la onda emitida y la onda reflejada sobre la superficie del nivel del depósito. Son unos medidores muy precisos, incluso cuando hay interferencias como irregularidades del depósito. Sin embargo, económicamente son muy caros. Existen otros tipos de medidores analógicos como por ejemplo los niveles radioactivos, visuales con trasmisores incorporados, etc., pero no son tan utilizados por lo tanto no se van a explicar. - Medición de nivel por burbujeo En este método, se emplea un tubo sumergido en el líquido, a cuyo través se hace burbujear un gas inerte mediante un rotámetro con un regulador de caudal incorporado. La presión del gas en la tubería equivale a la presión hidroestática ejercida por la columna de líquido, es decir, al nivel.

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
48
La ventaja de este procedimiento está en que el instrumento no está en contacto con el medio, por lo que es apropiado para medios agresivos, sucios, viscosos o que puedan cristalizar - Medición de nivel por células de peso En este tipo de medición, el nivel se obtiene por la medición del peso del contenido del depósito, procedimiento que se puede emplear con líquidos y sólidos. No debe haber fuerzas adicionales sobre el depósito, motivadas por tuberías o semejantes. Como convertidores de fuerza sirven galgas extensiométricas hidráulicas o eléctricas. Frecuentemente se emplean varias galgas conjuntamente. - Medición de nivel por sonda vibratoria Este método se basa en excitar piezoeléctricamente una sonda vibratoria, de forma que sus oscilaciones coincidan con su frecuencia de resonancia. La piezoelectricidad es la propiedad de algunos materiales de generar corriente a partir de fuerzas mecánicas y fuerzas mecánicas a partir de corriente. Las vibraciones de la sonda quedarán amortiguadas si ésta se encuentra sumergida en el fluido. La amortiguación provoca una variación de resistencia en corriente alterna de los circuitos eléctricos, y de ello se obtiene una señal. Cuando la sonda no esté sumergida, vuelve a vibrar, y la señal vuelve a variar. - Medidor de nivel visual por tubo de cristal Consiste en un tubo de cristal montado a un lado del depósito, indicando la columna de líquido contenida en su interior el nivel (según el principio de vasos comunicantes). Estos niveles tienen simplemente una indicación local y no necesitan ninguna alimentación eléctrica ni energía auxiliar de ningún tipo. Están formados por un tubo que contiene en su interior un nivel de flotador. Este nivel se conecta mediante dos bridas al depósito donde se quiere medir el nivel. Por vasos comunicantes, el líquido se introduce en el nivel y el flotador se eleva a la misma altura donde se sitúa el nivel del líquido. El flotador tiene en su interior un imán que arrastra un indicador situado en la parte exterior del tubo. Así se puede saber a qué altura del medidor está situado en cada momento el flotador. Este método de medida es muy antiguo, pero es muy simple y suele dar muy buenos resultados. Es apropiado para depósitos abiertos y cerrados, si el tubo se ensuciara o se estropease, pude arreglarse fácilmente cerrando las válvulas de los extremos y no se recomienda para líquidos que ensucien o que sean muy viscosos.

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
49
- Medidor de nivel por presión diferencial La medición se realiza por presión diferencial. Lo que se mide es la presión de la columna del líquido. De esta manera, sabiendo la densidad de un producto, se puede deducir la medida del nivel. Es un método de medida económico, limpio y que una vez calibrado no da muchos problemas debido a su simplicidad. Sin embargo, no es muy preciso, ya que si la densidad del producto a medir varía considerablemente, la medida se ve afectada en gran manera. Cuando se mide el nivel de un depósito mediante un medidor de presión diferencial, lo que hay que definir es cual va a ser el rango del medidor de presión diferencial que diga cual va a ser el 0% de nivel y cual el 100%. Habitualmente los niveles se indicarán en porcentaje a no ser que se trate de depósitos de almacenamiento de producto en los que es muy usual indicar el aforo que se tiene en peso. En depósitos cerrados, hay que tener en cuenta la presión existente sobre el líquido:
P = (Pgas + Phid) - Pgas Esta presión se lleva a una segunda cámara del convertidor de presión diferencial mediante un conducto de compensación. En contenedores con líquidos condensables, pueden producirse errores de medición por condensación en el conducto de compensación. El error ha de corregirse de la siguiente forma: - Si la condensación es pequeña, un depósito de compensación puede ser suficiente. - El conducto de compensación ha de ser llenado completamente, y debe corregirse el
error de medición ajustando el cero. - El convertidor se conecta al tanque y al conducto de compensación. Se obtiene una
medida invertida del nivel, pues con el depósito lleno, la diferencia de presión es del 0%, y con el depósito vacío, será del 100%. La inversión de la señal se consigue mediante una escala invertida o un inversor.
Ø Solución Adoptada Una vez descritos algunos de los principios de medida que se pueden utilizar para medir el nivel de los depósitos, se adopta la solución que mejor nos conviene para cada caso. • En el reactor R-100 se dispone de dos medidas de nivel: L-100 En este caso se va a utilizar un medidor de nivel por sonda vibratoria ya que es un instrumento adecuado para instalarse en industrias químicas y posee un alto grado de precisión.

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
50
A parte de sus características, uno de los factores principales para la elección del instrumento ha sido el precio de este, ya que es más barato que un medidor de nivel por radar, por ejemplo. Se tendrá que elegir un tipo de nivel por vibración que nos detecte el nivel máximo. Además del nivel por sonda vibratoria, también se instalará un medidor de nivel visual por tubo de cristal. Gracias a este instrumento se podrá visualizar en campo el nivel de líquido introducido en el reactor y eso garantizará una mayor fiabilidad y control del producto a adicionar. L-101 En este caso se va a utilizar un nivel por presión diferencial, ya que éste solo funcionará en el caso de fallo del nivel L-100 y por lo tanto la precisión requerida no será excesiva. • En los depósitos B-103 y B-104 se instalarán los siguientes niveles: L-103 y L-104 Se utilizará el mismo principio de medida que en el nivel L-100 del reactor. Es decir, en cada depósito de materia prima se instalarán un medidor de nivel por sonda vibratoria y un nivel visual por tubo de cristal, por los mismo motivos que en caso anterior. La única diferencia es que en el caso del nivel L-103 se tendrá que medir un nivel mínimo y en el nivel L-104 se tendrá que medir tanto el nivel máximo, como el nivel mínimo. • En los depósitos B-106 y B-107 se instalarán los siguientes niveles: L-106 y L-107 Como estos dos depósitos tienen las mismas características, se utilizará el mismo medidor de nivel en cada uno. Se instalarán medidores de nivel por presión diferencial ya que en los dos depósitos de producto acabado no es necesaria una precisión muy elevada. Éstos depósitos contienen mucha capacidad y normalmente nunca se llegarán a llenar tanto, y en caso de hacer-lo ya se ha previsto un margen para que no rebosen. 1.7.2.3 Medición de Temperatura Ø Tipos de Medida La temperatura de un cuerpo se manifiesta a causa del movimiento de sus moléculas. Este movimiento será tanto más grande, cuanto mayor sea la temperatura. Las temperaturas influyen sobre procesos físicos y químicos, así como en las propiedades de materiales. Para la medición de temperatura se aprovechan propiedades físicas que cambian cuando se producen variaciones de temperatura, A continuación se describen algunos de los tipos de medición de temperatura que existen:
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
51
- Termómetro de vidrio para líquidos El principio de medición de un termómetro de vidrio se basa en la dilatación de un líquido cuando se produce una variación de temperatura. El termómetro de vidrio consta de un depósito de vidrio que contiene un líquido, el cual al calentarse se expande y sube en el tubo capilar. Si el tubo está graduado, se podrá leer directamente la temperatura. - Termómetro bimetálico Los termómetros bimetálicos se fundan en el distinto coeficiente de dilatación de dos metales diferentes, laminados conjuntamente. Las láminas bimetálicas pueden ser rectas o estar arrolladas, produciendo en este caso un movimiento circular. En el extremo libre de la espiral se sujeta una aguja indicadora, la cual indicará la temperatura sobre una escala graduada. El rango de medida es de hasta unos 600 ºC. - Termómetro de varilla dilatable
En este caso, la dilatación longitudinal, que será distinta en el tubo metálico externo respecto a la varilla interior; mueve, a través de una palanca, la aguja indicadora. El rango de medida es de hasta unos 1.000 ºC. - Termómetros de bulbo y capilar
• Termómetro de espiral por líquido La dilatación del líquido en el bulbo sensor provoca un incremento de presión proporcional al incremento de temperatura. Esta presión es comunicada, a través de un capilar, a una espiral en cuyo extremo hay sujeta una aguja indicadora. El rango de medida es de: -35 ºC a + 600 ºC.
• Termómetro de espiral por presión de vapor
El principio de funcionamiento es parecido al del termómetro de espiral por líquido. El bulbo contiene un líquido volátil (Pentano, Xilol), indicándose su presión de vapor. La división de la escala se estira en el final. El rango de medida es de: -200 ºC a + 360 ºC.

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
52
- Pirómetro Los pirómetros se utilizan para la medición sin contacto de altas temperaturas. Se mide la radiación de calor o luz emitida por el cuerpo en función de la temperatura.
• Pirómetro de radiación total El instrumento de medida recoge, independientemente de la longitud de onda, todas las radiaciones. Un objetivo enfoca las radiaciones sobre un termo-elemento. La tensión térmica así obtenida es una magnitud de la temperatura medida. El rango de medida es de: -40 ºC a +1500 ºC.
• Pirómetro de radiación parcial (óptico) El instrumento recoge la parte visible de la radiación. La luminosidad del filamento de una lámpara incorporada se compara con la luminosidad del objeto, consiguiéndose la coinciden-cia de luminosidad ajustando la corriente de la lámpara. La corriente de la lámpara es una magnitud para la temperatura medida. El rango de medida es de: + 700 ºC a + 3.500 ºC - Termómetro por resistencia Rth La resistencia de un conductor varía con la temperatura, y este hecho se aprovecha para medir una temperatura mediante el empleo de termorresistencias. La termorresistencia incrementa su resistencia eléctrica cuando aumenta la temperatura, lo que provoca una variación de corriente en el circuito eléctrico. Generalmente se emplean resistencias de platino (Pt 100 DIN). El significado de Pt 100 DIN es el siguiente: Según la norma, el valor de una resistencia de platino a 0 ºC es de 100 ohm, y para otros valores distintos ha de consultarse la tabla. El rango de medida es de: -200 ºC a + 850 ºC. Se necesita una tensión de alimentación para realizar mediciones con las Rth. Ha de prestarse atención en no sobrepasar en ningún caso la corriente indicada por el fabricante, para no calentar el propio arrollamiento de la resistencia. La corriente para las de platino es de máx. 5 - 10 mA. Generalmente se mide la temperatura en el interior de depósitos o tuberías, por lo que ha de montarse de forma estanca una vaina mediante una brida. De esta forma se evita el contacto directo del medio con la resistencia.
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
53
Ø Solución Adoptada En el proceso a automatizar solo se necesita instalar un medidor de temperatura, el cual se sitúa en el reactor. Una vez estudiados algunos de los tipos que existen, se procederá a instalar el siguiente instrumento:
• T-100
Se empleará una termoresistencia PT100. Ésta estará insertada dentro de una vaina metálica protectora y dispondrá de un transmisor montado en la cabeza. Este tipo de instrumento es el más utilizado en la industria y suele dar muy buenos resultados, además comprende sobradamente los rangos de temperatura deseados, ya que puede trabajar en un rango de –200 a 850 ºC. 1.7.2.4 Medición de Caudal Ø Tipos de Medida En la técnica de procesos, la medición de caudal tiene importancia fundamenta. Como caudal se entiende la cantidad de fluido que circula en un tiempo determinado por una conducción de una sección dada: La medición de caudal sólo es posible de forma indirecta. Generalmente se mide la velocidad de flujo, y a partir de este dato se calcula el caudal o la masa. Existen varios tipos de medición de caudal. A continuación se citan alguno de ellos: - Medición de caudal por presión diferencial
Cuando un fluido fluye por una tubería, el caudal es constante en cada punto (ley de continuidad). Si se reduce la sección, aumenta la velocidad del fluido, es decir, la energía de presión se convierte en un incremento de velocidad. La suma de la energía potencial (estática) y cinética (dinámica) es siempre constante. En la práctica, si se mide la presión estática directamente antes y después de la reducción, puede constatarse una diferencia, llamada presión diferencial. Esta presión es una representación del caudal, pues a un incremento de caudal corresponde un incremento de presión. • Medición de caudal con placa de orificio o diafragma Para medir la presión diferencial se emplea frecuentemente la placa de orificio. En el punto de su emplazamiento, aumenta la velocidad del fluido, provocando una caída de la presión estática. La presión diferencial provocada se mide entonces con los instrumentos adecuados. Por rozamiento con la placa de orificio, siempre existirá una pérdida de presión.
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
54
La placa de orificio es la restricción más sencilla del mercado, es la que tiene la longitud de instalación más corta, de menor peso y al ser de fabricación sencilla, su coste es más bajo. • Medición de caudal con tobera normalizada, tobera venturi y tubo venturi.
Además de la placa de orificio, se emplean toberas normales, toberas venturi y tubos venturi. Las toberas son más apropiadas para fluidos con pequeñas partículas sólidas, y sus pérdidas de presión permanentes son menores. La tobera normalizada tiene las propiedades parecidas a las de la placa de orificio, pero tiene mayor peso, y es más costosa de fabricar. La tobera venturi es bastante más pesada que la anterior, más larga y mucho más cara. Su ventaja es que la pérdida de presión es menor. I finalmente, el tubo venturi consiste en tener secciones cónicas en la tubería, por lo tanto se reducen los costos para grandes secciones. En este caso las pérdidas son pequeñas, pero tiene poca precisión. - Medición de caudal por cuerpo flotante (Rotámetro) Los rotámetros son medidores de caudal de área variable en los cuales un flotador cambia su posición dentro de un tubo cónico vertical, proporcionalmente al flujo del fluido. Al paso del fluido, el flotador se levanta hasta que su peso es compensado por la fuerza de empuje y la fuerza de arrastre Este caso es el inverso del de la placa de orificio, pues la presión diferencial es la que permanece constante, variando la sección. La medición de caudal por rotámetro se ve influida por la densidad, viscosidad y compresibilidad (en gases) del fluido. Empleando formas y materiales adecuados para el flotador, se puede reducir la importancia de estas influencias. El tubo que contiene el flotador puede estar hecho de cristal, plástico o de metal. En este caso, el valor de la medición es transmitido de forma inductiva o magnética. En los rotámetros de corto recorrido y transmisión inductiva, el desplazamiento se transmite con un transformador diferencial de forma semejante. - Medición de caudal con medidor de caudal inductivo El principio de medida de un medidor de caudal inductivo se basa en la inducción electromagnética de un conductor eléctrico cuando pasa a través de un campo magnético. Según esto, se induce también entonces en un fluido que fluye perpendicularmente respecto a un campo magnético, una corriente eléctrica, la cual es proporcional a la velocidad del fluido.

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
55
La corriente alterna originada en el fluido es recogida por electrodos en contacto con el líquido. El tramo de medición tiene un recubrimiento aislante (Teflón, PVC, etc.), ya que si no, la tensión inducida estaría cortocircuitada.
1. La medición es prácticamente independiente del estado del líquido, su concentración, temperatura, presión y conductividad
2. La tensión inducida es proporcional al caudal que ha pasado en un cierto tiempo. 3. No hay caídas de presión en el tramo de medición. 4. Cuerpos sólidos en el líquido no perturban la medición. 5. El tramo de medición puede ser montado en cualquier posición, sin necesidad de tramos
adicionales. 6. La tubería tiene que estar completamente llena. 7. No es apropiado para gases.
- Medición de caudal por turbulencias Esta clase de medición se basa en el hecho de que si se sumerge un cuerpo en un fluido, a ambos lados del cuerpo se forman alternativamente remolinos, que son arrastrados por la corriente. A continuación unos sensores registran la cantidad de remolinos producidos, pro-porcionando una señal eléctrica de salida. Los medidores de caudal por turbulencias son apropiados para la medición de caudales medios y grandes de líquidos, gases y vapores. Para realizar mediciones exactas, las aristas del cuerpo sumergido en el fluido han de ser lo más agudas posibles, y la característica de flujo ha de ser uniforme. La frecuencia de las turbulencias ha de ser de al menos algunos Hz, y las turbulencias han de tener una energía mínima. - Medición de caudal por ultrasonidos Los transductores de ultrasonidos miden el caudal por diferencia de velocidades del sonido al propagarse éste en el sentido del flujo del fluido y en el sentido contrario. Los sensores están situados, de forma opuesta, en una tubería de la que se conocen el área y el perfil de velocidades. Como la velocidad de las ondas se superpone a la velocidad del fluido, la diferencia de tiempo es la que proporciona el caudal. - Medición de caudal másico por medidor de Coriolis Este medidor de caudal funciona según el principio de Coriolis, y consiste en hacer vibrar un tubo en forma de U. La vibración del tubo perpendicular al sentido de desplazamiento del fluido crea una fuerza de aceleración en la tubería de entrada del fluido y una fuerza de deceleración en la salida, con lo
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
56
que se genera un par cuyo sentido va variando de acuerdo con la vibración y con el ángulo de torsión del tubo, que es directamente proporcional a la masa instantánea de fluido circulante. En este medidor, la medición es independiente de la densidad, temperatura, presión, viscosidad e impurezas del fluido. Ø Solución Adoptada Una vez analizados algunos de los tipos más comunes de medición de caudal, se decide instalar los siguientes instrumentos: • F-102, F-103 y F-104 Cada uno de éstos medidores de caudal estarán instalados en sus respectivas líneas de producto a dosificar en el reactor. El tipo utilizado será el de medición de caudal másico por Coriolis Éste instrumento se suele utilizar mucho en las industrias, ya que:
- Su principio de medición no se ve afectado por las propiedades físicas del fluido. - Las mediciones son de gran precisión - Su diseño es compacto - Su instalación es sencilla - No precisa de tramos de entrada y salida.
1.7.2.5 Puesta a tierra de los Camiones Cisterna El sistema de puesta a tierra de los camiones cisterna será de la marca Eltex Es un sistema de seguridad contra explosión causada por una descarga estática. Consiste en colocar una pinza en contacto con el tanque del camión, a continuación el sistema mide su capacitancia y si el valor corresponde a un camión correctamente puesto a tierra, se habilita la carga. Ø Tipos de Puesta a Tierra Para el sistema de puesta a tierra existen diferentes tipos de pinzas. A continuación se muestran unas imágenes de algunas de ellas:
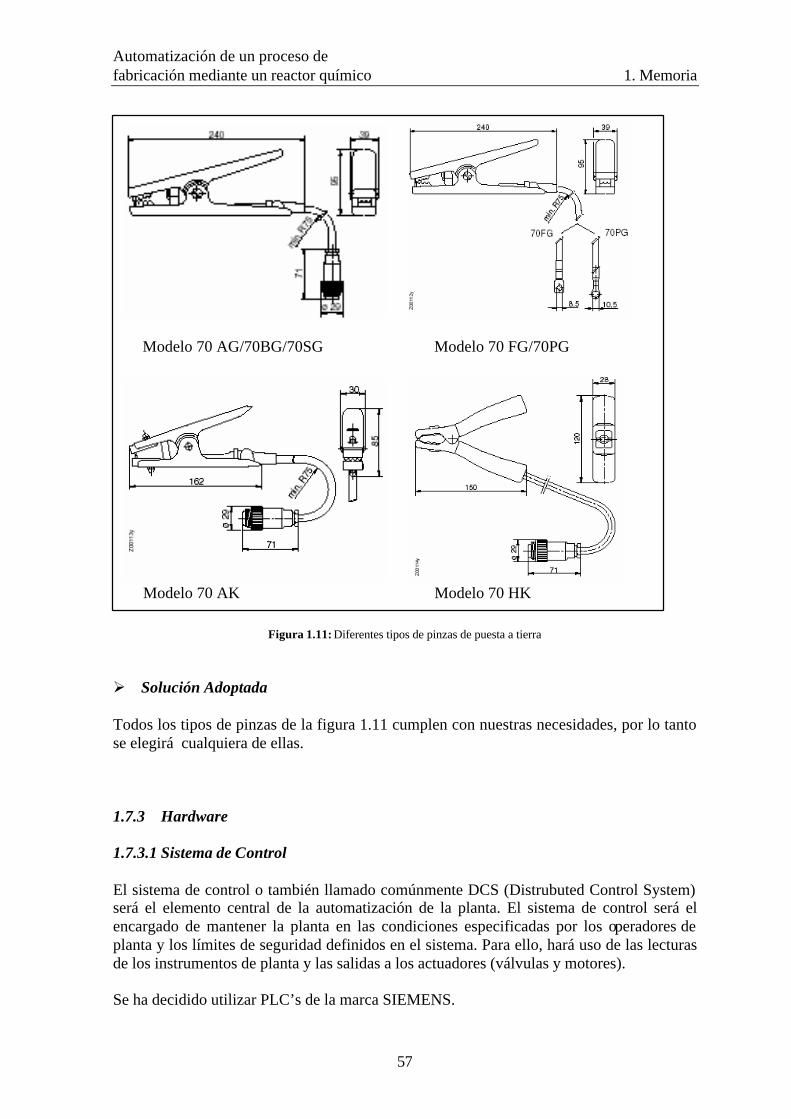
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
57
Figura 1.11: Diferentes tipos de pinzas de puesta a tierra
Ø Solución Adoptada Todos los tipos de pinzas de la figura 1.11 cumplen con nuestras necesidades, por lo tanto se elegirá cualquiera de ellas. 1.7.3 Hardware 1.7.3.1 Sistema de Control El sistema de control o también llamado comúnmente DCS (Distrubuted Control System) será el elemento central de la automatización de la planta. El sistema de control será el encargado de mantener la planta en las condiciones especificadas por los operadores de planta y los límites de seguridad definidos en el sistema. Para ello, hará uso de las lecturas de los instrumentos de planta y las salidas a los actuadores (válvulas y motores). Se ha decidido utilizar PLC’s de la marca SIEMENS.
Modelo 70 AG/70BG/70SG Modelo 70 FG/70PG
Modelo 70 AK Modelo 70 HK

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
58
Ø Tipos de PLC Simatic S7 • S7-200 El SIMATIC S7-200 es el micro-PLC para resolver tareas de mando y regulación en maquinaria e instalaciones. Proporciona el máximo efecto de automatización al mínimo coste. Cubre aplicaciones que van de la sustitución de relés y contactores hasta tareas complejas de automatización operando aislado, interconectado en red o en configuraciones descentralizadas. Entra cada vez más en campos donde, por motivos económicos, se empleaba hasta la fecha electrónica especializada.
Figura 1.12: PLC S7-200
Área de aplicación: • Prensas de fardos • Maquinaria de preparación de revoque y mortero • Instalaciones de extracción • Sistemas de engrase central/de pestaña • Maquinaria de labrado de madera • Mando de puertas • Ascensores hidráulicos • Cintas transportadoras • Industria alimentaria • Laboratorios • Aplicaciones con módem (televigilancia, telemantenimiento) • Instalaciones eléctricas Diseño La familia SIMATIC S7-200 está compuesta de los siguientes módulos: • 5 equipos básicos escalonados por potencia en diversas variantes.
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
59
• 15 módulos de ampliación digitales y analógicos diferentes. • 2 módulos de comunicaciones para la conexión a PROFIBUS y AS-Interface. Funciones El S7-200 se caracteriza por: • Familiarización muy sencilla:
kits de iniciación especiales y guías de iniciación simplifican la familiarización. • Manejo sencillo:
potentes instrucciones estándar fáciles de usar y el cómodo software de programación reducen a un mínimo las actividades de programación.
• Excelentes características de tiempo real: funciones de interrupción especiales, contadores rápidos y salidas de impulsos permiten su aplicación incluso en procesos de tiempo crítico.
• Potentes posibilidades de comunicación: particularmente el puerto PROFIBUS DP integrado permite al S7-200 desarrollar plenamente sus prestaciones en soluciones descentralizadas de automatización.
• S7-300
S7-300 existe en dos versiones:
- S7-300 en versión estándar para la aplicación en condiciones ambientales normales
- S7-300F para instalaciones en la industria manufacturera con mayores requisitos de seguridad
Figura 1.13: PLC S7-300
S7-300 • El sistema de miniautómatas modulares para las gamas baja y media • Con un amplio abanico de módulos para una adaptación óptima a la tarea de
automatización en particular
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
60
• De aplicación flexible gracias a la posibilidad de realizar fácilmente estructuras descentralizadas y a la versátil conectividad a red
• Cómodo de aplicar gracias a su facilidad de uso y a su instalación simple y sin necesidad de ventilación
• Ampliable sin problemas en el caso de que aumenten las tareas • Potente gracias a la gran cantidad de funciones integradas S7-300F
• Sistema de automatización de seguridad positiva para instalaciones con grandes requisitos de seguridad en fabricación
• Basado en S7-300
• Posibilidad de conectar unidades periféricas descentralizadas ET 200S y ET 200M con módulos de seguridad; comunicación de seguridad vía PROFIBUS DP con perfil PROFISafe
• La configuración puede contener además módulos estándar para las funciones no relacionadas con la seguridad
Área aplicación El SIMATIC S7-300 es el sistema de miniautómatas modulares para las gamas baja y media . Su construcción modular y sin necesidad de ventiladores, la sencilla realización de estructuras descentralizadas y el fácil manejo hacen que el SIMATIC S7-300 sea la solución más económica y confortable para las más variadas aplicaciones en las gamas baja y media. Los campos de aplicación del SIMATIC S7-300 son p. ej.:
• Máquinas especiales, • Máquinas textiles, • Máquinas de embalaje, • Maquinaria en general, • Controles, • Máquinas herramienta, • Instalaciones, • Industria de equipos eléctricos y electricistas. Varias CPUs de potencia escalonada y un amplio abanico de módulos periféricos con numerosas funciones confortables ofrecen al usuario la posibilidad de utilizar sólo los módulos que realmente necesite para su aplicación. Si aumentan las tareas, el autómata puede ampliarse añadiendo más módulos. El SIMATIC S7-300 es de aplicación universal. • Máxima adaptación al entorno industrial gracias a gran compatibilidad
electromagnética y elevada resistencia a choques y vibraciones

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
61
Diseño El PLC S7-300 tiene estructura modular. Dispone de una amplia gama de módulos que pueden combinarse individualmente a discreción. Un PLC se compone de: • Un módulo central (CPU):
Para las diferentes gamas de potencia están disponibles distintas CPUs con entradas y salidas y funciones integradas o CPUs con puerto PROFIBUS-DP integrado.
• Módulos de señales (SM) para entradas/salidas analógicas y digitales. • Módulos de comunicaciones (CP) para conectividad a bus y conexiones punto a punto. • Módulos de función (FM) para contaje, posicionamiento (en lazo abierto/cerrado) y
regulación rápidos Según los requerimientos, pueden utilizarse también: • Fuentes de alimentación de carga (PS) para conectar el SIMATIC S7-300 a una tensión
de 120/230 V AC • Módulos de interfaz (IM) para la conexión entre el aparato central (ZG) y los bastidores
de ampliación (EG) en caso de configuración en varias líneas. SIMATIC S7-300 se puede utilizar con máx. 32 módulos, distribuidos en el ZG y 3 EGs. Todos los módulos tienen caja y no necesitan ventilador.
• Módulos SIPLUS para condiciones ambientales ampliadas: aptos para el rango de temperatura de -25 a +60 °C y mayores solicitaciones por humedad, condensación y heladas. Aplicables directamente en vehículos o fuera de edificios instalado en un armario IP 20 que lo proteja de la radiación solar directa, de la lluvia y de las salpicaduras de agua. No se necesitan un armario climatizado ni una caja IP65.
Funciones Numerosas características ayudan al usuario durante la programación, puesta en marcha y mantenimiento del autómata S7-300. • Ejecución rápida de instrucciones:
los tiempos de ejecución de instrucciones a partir de 0,1 µs abren perspectivas de utilización completamente nuevas en las gamas baja y media
• Aritmética en coma flotante: está función permite realizar operaciones aritméticas complejas.
• Parametrización fácil para el usuario: la parametrización de todos los módulos se efectúa con una sola herramienta de software con interface de usuario uniforme. Con ello se ahorran gastos y tiempo de aprendizaje y formación.
• Manejo y visualización (HMI): cómodos servicios de HMI ya integrados en el sistema operativo del S7-300. Ya no es necesario programar expresamente estas funciones: El SIMATIC HMI pide al SIMATIC S7-300 los datos del proceso, el S7-300 los entrega respetando los intervalos de actualización deseados. La transferencia la ejecuta automáticamente el sistema operativo del SIMATIC S7-300. Todo ello, respetando una notación simbólica y una base de datos unificada.
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
62
• Funciones de diagnóstico: El sistema de diagnóstico inteligente de las CPUs controla en permanencia la funcionalidad del sistema y registra errores y sucesos específicos del sistema (p.ej. errores de tiempo, fallos de módulos, etc.) Los sucesos se guardan para la búsqueda de errores posterior en un búfer circular y se dotan de una etiqueta de fecha/hora..
• Protección por contraseña: Una protección por contraseña protege de forma eficaz el know-how del usuario contra copias y modificaciones indebidas.
• S7-400
El S7-400 es el PLC más potente de la familia de controladores SIMATIC. Este equipo permite soluciones exitosas de automatización con Totally Integrated Automation (TIA). El S7-400 constituye la plataforma de automatización para soluciones a nivel de sistema en automatización manufacturera y de procesos, caracterizándose sobre todo por su modularidad y potencia.
Figura 1.14: PLC S7-400
Área de aplicación Los campos de aplicación de SIMATIC S7-400 se encuentran, por ejemplo, en: • industria automovilística (p. ej. líneas de montaje) • maquinaria, incl. máquinas especiales • almacenes automatizados • industria siderúrgica • automatización de edificios • generación y distribución de energía • industria del papel y artes gráficas • trabajo de la madera • industria alimentaria • control de procesos, p. ej. abastecimiento y depuración de aguas • industria química y petroquímica

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
63
Diseño El SIMATIC S7-400 está disponible en distintas variantes: S7-400: Potente autómata para la gama media y alta con estructura modular sin ventilador. • El PLC de alto rendimiento para las gamas media y alta. • La solución incluso para las tareas más sofisticadas. • Con una extensa gama de módulos y varias CPUs de potencia escalonada para una
adaptación óptima a la tarea de automatización planteada. • Aplicación flexible gracias a fácil implementación de estructuras descentralizadas
(distribuidas) y extensas posibilidades de comunicación. • Cómodo de aplicar gracias a su facilidad de uso y a su instalación simple y sin
necesidad de ventilación. • Ampliable sin problemas en el caso de que aumenten las tareas. S7-400H:
Sistema de automatización de alta disponibilidad con estructura redundante para aplicaciones a prueba de fallos. • PLC de alta disponibilidad con configuración redundante. • Para aplicaciones con altos requisitos de seguridad de funcionamiento:
Procesos con elevados costes de rearranque, tiempos improductivos caros, pocas posibilidades de supervisión y mantenimiento.
• Funciones centrales con diseño redundante. • Periferia de alta disponibilidad: Configuración conmutada. • Posibilidad de utilizar periferia de disponibilidad normal: Configuración no redundante. • Hot-Stand-By: Conmutación automática y sin efectos retroactivos al equipo de reserva
en caso de fallo. • Configuración con 2 bastidores centrales separados o un bastidor partido. • Conexión de la periferia con configuración redundante a través de bus PROFIBUS
redundante.
S7-400F/FH: Sistema de automatización de seguridad positiva con estructura redundante que se puede ejecutar, adicionalmente, con alta disponibilidad. • Sistema de automatización de seguridad para instalaciones con altos requisitos de
seguridad. • Si se precisa, con alta disponibilidad adicional mediante configuración redundante.

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
64
• No requiere cableado adicional de la periferia relevante para seguridad: Comunicación de seguridad positiva vía PROFIBUS DP con perfil PROFISafe.
• Solución basadas en S7-400H y unidades ET 200M con módulos de seguridad. • En el PLC pueden usarse también módulos estándar para aplicaciones no de seguridad. Ø Solución Adoptada Una vez descritos algunos de estos tipos, se decide elegir el PLC S7-300 ya que es un autómata utilizado sobretodo, para instalaciones de gama media. Dicho PLC se equipa con una fuente de alimentación, un módulo central (CPU), módulos de señal (SM), módulos de función (FM) y módulos (DP) para el bus de comunicación.. Para esta gama existen distintos tipos de elementos los cuales se describen a continuación: 1. Fuente de alimentación Las fuentes de alimentación de carga para S7-300 transforman la tensión de red en una tensión de empleo de 24 V DC y pueden tener una tensión de salida de 2 A, 5 A ó 10 A Área de aplicación • El PLC S7-300 necesita una tensión de alimentación de 24 V DC. • Las fuentes de alimentación de carga SITOP power transforman la tensión de red
(120/230V AC, 24 a 110 V DC) en la tensión de empleo de 24 V DC. • Con ellas se puede utilizar la tensión de red para alimentar tanto el SIMATIC S7-300
como los sensores y actuadores. Diseño Las fuentes de alimentación de carga se montan a la izquierda, junto a la CPU/IM 361/IM 153, en un perfil soporte normalizado (slot 1).
La unión con la CPU o IM 361/IM 153 se efectúa con un peine de conexión incluido en el suministro.
En el frontal del módulo se encuentran los elementos siguientes:
• Señalización de la tensión de salida: un diodo luminiscente (LED) señaliza la tensión de salida de 24 V DC.
• Selector de tensión de red: un interruptor provisto de una caperuza protectora permite seleccionar la tensión de entrada de la red que se va a conectar de 120 V AC o 230 V AC.
• Interruptor Con/Des para tensión de salida 24 V DC
Protegidos por una puerta, también se encuentran en el frontal los
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
65
• bornes: a estos bornes se pueden conectar cables para las tensiones de entrada de la red, la tensión de salida y el conductor de protección.
Las fuentes de alimentación de carga pueden montarse también en un perfil normalizado de 35 mm (EN 50 022). Para ello se precisan adaptadores al efecto: Tipos - Alimentación monofásica con intensidad de salida de 2 A - Alimentación monofásica con intensidad de salida de 2 A, con rango de temperatura
ampliado - Alimentación monofásica con intensidad de salida de 5 A - Alimentación monofásica con intensidad de salida de 5 A, con rango de temperatura
ampliado - Alimentación monofásica con intensidad de salida de 10 A Solución adoptada En este caso se ha elegido la alimentación monofásica con intensidad de salida de 10 A. 2. Módulo central (CPU) Existen 19 CPUs diferentes:
o 6 CPUs compactas (con funciones tecnológicas y periferia integradas) o 7 CPUs estándar (CPU 312, CPU 314, CPU 315-2 DP, CPU 315-2 PN/DP ,
CPU 317-2 DP, CPU 317-2 PN/DP, CPU 319-3 PN/DP) o 2 CPU para funciones tecnológicas (CPU 315T-2 DP, CPU 317T-2 DP) o 4 CPUs de seguridad (CPU 315F-2 DP, CPU 315F-2 PN/DP, CPU 317F-2 DP,
CPU 317F-2 PN/DP) Área de aplicación Para SIMATIC S7-300 se dispone de diferentes CPU con capacidades funcionales escalonadas. Además de las CPUs estándar también se pueden utilizar CPUs compactas. Además la gama incluye CPUs para funciones tecnológicas y CPUs de seguridad positiva. Están disponibles las CPUs estándar siguientes: • CPU 312 para instalaciones pequeñas • CPU 314, para instalaciones con requisitos adicionales de volumen de programa y la
velocidad de ejecución • CPU 315-2 DP para instalaciones con requisitos medios/altos de volumen de programa
y configuración descentralizada a través de PROFIBUS DP
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
66
• CPU 317-2 DP para instalaciones con altos requisitos de volumen de programa y configuración descentralizada a través de PROFIBUS DP
• CPU 317-2 PN/DP para instalaciones con altos requisitos de volumen de programa y configuración descentralizada a través de PROFIBUS DP; utilizable para inteligencia distribuida en automatización basada en componentes (CBA) con comunicación por PROFInet
• CPU 318-2 DP para instalaciones con muy altos requisitos de volumen del programa, de conectividad y de configuración descentralizada a través de PROFIBUS DP
Están disponibles las CPUs compactas siguientes:
• CPU 312C, la CPU compacta con entradas y salidas digitales y función de contador integradas
• CPU 313C, la CPU compacta con entradas y salidas digitales y analógicas integradas • CPU 313C-2 PtP, la CPU compacta con entradas y salidas digitales integradas, segundo
puerto serie y función de contador también integrada • CPU 313C-2 DP, la CPU compacta con entradas y salidas digitales integradas, puerto
PROFIBUS-DP y función de contador también integrada • CPU 314C-2 PtP, la CPU compacta con entradas y salidas digitales y analógicas
integradas, segundo puerto serie y funciones de contador y posicionamiento también integradas
• CPU 314C-2 DP, la CPU compacta con entradas y salidas digitales y analógicas integradas, puerto PROFIBUS-DP y funciones de contador y posicionamiento también integradas
Están disponibles las CPUs para funciones tecnológicas siguientes:
• CPU 317T-2 DP, para instalaciones con altos requisitos de volumen del programa y de configuración descentralizada a través de PROFIBUS DP, y en las que deben resolverse simultáneamente tareas de control de movimientos
Están disponibles las CPUs de seguridad positiva siguientes
• CPU 315-2 DP para instalaciones de seguridad positiva con requisitos medios/altos de volumen de programa y configuración descentralizada a través de PROFIBUS DP
• CPU 317-2 DP para instalaciones de seguridad positiva con altos requisitos de volumen de programa y configuración descentralizada a través de PROFIBUS DP
Diseño Todas las CPU tienen una caja de plástico robusta y compacta. En el lado frontal hay: • LED para señalización de estado y de fallo • Selector de modo de operación • Puerto MPI Además las CPUs ofrecen: • Compartimento para batería tampón (las CPUs estándar innovadas y las CPUs
compactas no necesitan ninguna batería tampón) • Receptáculo para Memory Card;
Para guardar el programa en estado sin tensión se pueden conectar Memory Cards (Flash-EPROM) con máx. 4 MB.
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
67
• Receptáculo para Micro Memory Cards MMC (sólo CPUs estándar innovadas y CPUs compactas); Las MMCs sustituyen la memoria de carga integrada, por lo cual son absolutamente necesarias para el funcionamiento.
• Conexión para entradas/salidas integradas a través del conector frontal (sólo CPUs compactas)
Funciones Programación: Las CPUs se programan con STEP 7 en KOP, FUP o AWL. En este caso se pueden utilizar las herramientas de programación STEP 7 Basis, STEP 7 Professional o STEP 7. Solución adoptada En este caso se ha elegido la CPU 314C-2 DP, ya que es una CPU compacta, con puerto PROFIBUS-DP. Resulta ideal para aplicaciones de complejidad media y permite establecer un enlace directo con el proceso, gracias a las entradas y salidas digitales y analógicas, y las funciones de contador y posicionamiento integradas. 3. Módulos de señal (SM)
• Módulo de entradas digitales (DI)
Los módulos de entradas digitales permiten conectar el PLC a señales digitales del preoceso. Estos son adecuados para conectar contactos y detectores de proximidad a 2 hilos y su tensión nominal es de 24V. Existen módulos de: 32, 16, 8 y 4 entradas digitales, tanto para zonas clasificadas (Ex) como para zonas no clasificadas. En este caso se utilizarán módulos para zona no clasificadas ya que en la planta no existe peligro de explosión.
• Módulo de salidas digitales (DO) Los módulos de salidas digitales permiten emitir señales digitales del PLC al proceso. Convierten el nivel de señal interno del S7-300 en el nivel de señal externo necesario para el proceso. Son adecuados para conectar electroválvulas, contadores, pequeños motores, lámparas y arrancadores de motor. Existen módulos de: 32, 16, 8 y 4 salidas digitales, tanto para zonas clasificadas (Ex) como para zonas no clasificadas.

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
68
En este caso se utilizarán módulos para zona no clasificadas ya que en la planta no existe peligro de explosión.
• Módulo de entradas analógicas (AI) Los módulos de entradas analógicas transforman las señales analógicas del proceso en valores digitales para su posterior procesamiento interno en el PLC. Son aptos para conectar sensores con señal de tensión y de corriente, termopares, resistencias y termoresistencias. Existen módulos de: 32, 16, 8 y 4 salidas digitales, tanto para zonas clasificadas (Ex) como para zonas no clasificadas. En este caso se utilizarán módulos para zona no clasificadas ya que en la planta no existe peligro de explosión. • Módulo de salidas analógicas (AO) Los módulos de salidas analógicas convierten las señales digitales del PLC en señales analógicas para el proceso. Son utilizados para conectar actuadores analógicos. Existen módulos de: 16, 8 y 4 salidas digitales, tanto para zonas clasificadas (Ex) como para zonas no clasificadas. En este caso se utilizarán módulos para zona no clasificadas ya que en la planta no existe peligro de explosión.
• Módulos de entradas y salidas (DI/AI), (DO/AO)
Además de los módulos citados anteriormente también existen módulos con entradas digitales y analógicas; y módulos con salidas digitales y analógicas. Pero este tipo de módulo no se recomienda en este caso, ya que se dispone de muchas señales y es preferible tener un módulo para cada tipo señal. 4. Módulos de función (FM)
• Módulo de posicionamiento El módulo de posicionamiento de dos canales controla ejes mecánicos en accionamientos de marcha rápida/lenta. El módulo se utiliza para posicionar ejes de reglaje y cambio de utillaje, movidos preferentemente con motores normalizados controlados mediante contactores o convertidor de frecuencia.
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
69
• Módulo de contaje
Los módulos de contaje se utilizan para tareas de contaje simple. Evalúan el sentido de los impulsos y comparan el valor real con dos valores de comparación prefijables. Disponen de salidas digitales integradas para emitir la señal de reacción al alcanzarse el valor de comparación (preselección) y reacción de alarma al llegar a un valor de comparación, paso por cero o desbordamiento de rango. 5. Módulos (DP)
• Módulo para el bus de comunicación 1.7.4 Software: programa Para controlar el PLC S7-300 de la marca Siemens se va a utilizar el software industrial SIMATIC. El software SIMAIC es un sistema de herramientas de software perfectamente imbricadas para los sistemas de automatización SIMATIC S7 y SIMATIC C7 y para SIMATIC WinAC, el sistema de control basado en PC. Ofrece funciones de fácil uso para todas las fases de un proyecto de automatización tales como: • Estudio, configuración, y parametrización de hardware y comunicaciones. • Creación del programa del usuario. • Documentación. • Test, puesta en marcha, servicio técnico. • Conducción del proceso. • Registro histórico. Se basa en estándares: • Norma DIN EN 6.1131-3:
Los lenguajes de programación SIMATIC cumplen la norma DIN EN 6.1131-3. Esto reduce los esfuerzos de familiarización y formación.
• Microsoft Windows. la forma de trabajo gráfica y orientada a objeto reduce sensiblemente las actividades de familiarización y formación.
Es homogéneo: • Gestión de datos compartida:
Todos los datos de un proyecto (p. ej. tabla de símbolos, datos de configuración y parametrización) se depositan de forma centralizada en una base de datos. Allí están disponibles para todas las herramientas. Esto ahorra tiempo y evita errores causados por introducción repetida de datos.
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
70
• Sistema de herramientas homogéneo: Para cada fase del proyecto de automatización se dispone de cómodas funciones.
• Carácter abierto: La plataforma del sistema del Software Industrial SIMATIC está abierta al mundo ofimático.
Incrementa la productividad: • Herramientas orientadas a la tarea:
Las herramientas son fáciles de manejar y han sido concebidas óptimamente para el campo de aplicación respectivo.
• Partes de programa reutilizables: Las secciones de programas terminadas pueden almacenarse en librerías, desde donde pueden copiarse para nuevos proyectos
• Procesamiento paralelo: La división de una instalación en diferentes proyectos permite repartir el trabajo entre varias personas
• Funciones de diagnóstico integradas reducen los tiempos de parada y los costes asociados
Ø Tipos de software Simatic Existen cuatro tipos de software:
• STEP 7: la versión completa para todos los casos de aplicación con los lenguajes de programación: esquema de contactos, diagrama de funciones y lista de instrucciones.
• STEP 7 Professional, el paquete potente:
Soporta todos los lenguajes IEC (esquema de contactos, diagrama de funciones, lista de instrucciones, lenguaje secuencial y texto estructurado). Adicionalmente, incluye el software de simulación offline (S7-PLCSIM).
• STEP 7 Lite: la versión para la gama baja, aplicable en SIMATIC S7-300 y SIMATIC C7.
• STEP 7-Micro:
el paquete de programación compacto para SIMATIC S7-200. Ø Solución Adoptada En este caso se va a utilizar el software SIMATIC STEP 7, ya que es la versión más completa y se puede utilizar en todos los casos. De esta forma, en el caso de posteriores modificaciones o ampliación del sistema con otro PLC, ya se dispondrá de una versión de software adecuada.
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
71
1.7.5 Cableado Para el cableado de los actuadores, sensores y botoneras situados en la sala de producción se utilizará un tipo de cable especial para instrumentación. Estos cables se transportarán sobre bandeja e irán a parar a varias cajas situadas también en la sala de producción. Finalmente llegarán a los regleteros del bastidor situados en la sala de conexiones. Ø Tipos de Cable - Cable IC-VV Conductor: Cobre recocido, clase II o V s/UNE 21.022 Aislamiento: PVC, PE Identificación : Pares, blanco y negro.
Ternas, blanco, negro y rojo. Cubierta ext: PVC Temperatura de servicio: -15ºC a +70ºC Tensión nominal: 500 V. Tensión de ensayo: 1.500 V. Radio de curvatura: 10 x D
- Cable IC-VVMV Conductor: Cobre recocido, clase II o V s/UNE 21.022 Aislamiento: PVC, PE Identificación : Corona hilos acero galvanizado, 0,6 mm. Cubierta ext: PVC Temperatura de servicio: -15ºC a +70ºC Tensión nominal: 500 V. Tensión de ensayo: 1.500 V. Radio de curvatura: 10 x D
- Cable IC-VVFV Conductor: Cobre recocido, clase II o V s/UNE 21.022 Aislamiento: PVC, PE
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
72
Asiento armado: PVC Identificación : Fleje hierro galvanizado Cubierta ext: PVC Temperatura de servicio: -15ºC a +70ºC Tensión nominal: 500 V. Tensión de ensayo: 1.500 V. Radio de curvatura: 15 x D
- Cable IC-VVTV Conductor: Cobre recocido, clase II o V s/UNE 21.022 Aislamiento: PVC, PE Asiento armado: PVC Identificación : Trenza de hilos de acero galvanizado Cubierta ext: PVC Temperatura de servicio: -15ºC a +70ºC Tensión nominal: 500 V. Tensión de ensayo: 1.500 V. Radio de curvatura: 10 x D
- Cable IC-VOV Conductor: Cobre elect. recocido, clase II o V
s/UNE 21.022 Aislamiento: PVC, PE Pantalla : Encintado Poliéster
Hilo de drenaje cobre estañado 7 x 0,30 mm = 0,5 mm2 Encintado Aluminio/Poliéster o cobre poliéster Solape 25%
Cubierta ext: PVC Temperatura de servicio: -15ºC a +70ºC Tensión nominal: 500 V. Tensión de ensayo: 1.500 V. Radio de curvatura: 10 x D
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
73
- Cable IC-VOVMV Conductor: Cobre recocido, clase II o V s/UNE 21.022 Aislamiento: PVC, PE Pantalla : Encintado Poliéster
Hilo de drenaje 7 0,30 mm = 0,5 mm2 Encintado Aluminio/Poliéster o cobre poliéster Solape 25%
Asiento armado: PVC Armadura: Corona hilos acero galvanizado Cubierta ext: PVC Temperatura de servicio: -15ºC a +70ºC Tensión nominal: 500 V. Tensión de ensayo: 1.500 V. Radio de curvatura: 15 x D
- Cable IC-VOVFV Conductor: Cobre recocido, clase II o V s/UNE 21.022 Aislamiento: PVC, PE Pantalla : Encintado Poliéster
Hilo de drenaje 7 0,30 mm = 0,5 mm2 Encintado Aluminio/Poliéster o cobre poliéster Solape 25%
Asiento armado: PVC Armadura: Fleje de acero galvanizado Cubierta ext: PVC Temperatura de servicio: -15ºC a +70ºC Tensión nominal: 500 V. Tensión de ensayo: 1.500 V. Radio de curvatura: 15 x D
- Cable IC-VOVTV Conductor: Cobre recocido, clase II o V s/UNE 21.022 Aislamiento: PVC, PE Pantalla : Encintado Poliéster
Hilo de drenaje 7 0,30 mm = 0,5 mm2 Encintado Aluminio/Poliéster o cobre
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
74
poliéster Solape 25%
Asiento armado: PVC Armadura: Trenza hilos acero galvanizado Cubierta ext: PVC Temperatura de servicio: -15ºC a +70ºC Tensión nominal: 500 V. Tensión de ensayo: 1.500 V. Radio de curvatura: 10 x D
Ø Solución Adoptada Una vez analizados algunos de los tipos de cables más comunes para conectar instrumentos, se decide instalar el tipo siguiente: • CABLE IC-VOV Este tipo de cable no lleva armadura. En este caso no será necesario ya que no se encuentra en un área con peligro de explosión y además se transporta bien canalizado por bandeja, por lo que no tiene el riesgo de sufrir daños. 1.8 Resultados Finales 1.8.1 Actuadores 1.8.1.1 Válvula de Sector de Bola (todo/nada) La válvula de sector de bola elegida será de la marca Samson, modelo 3310. El sistema modular de construcción de las válvulas de control, nos permite equiparlas con diversos accesorios: posicionadores, electroválvulas y finales de carrera. En este caso, al ser una válvula todo/nada no será necesario que lleve incorporado un posicionador, pero si un final de carrera y una electroválvula. El final de carrera será de la marca Samson, modelo 4744 y la electroválvula también de la marca Samson, modelo 3701. En el apartado 1.8.1.3 Accesorios para las válvulas, se describen más detalladamente. - Descripción de la válvula
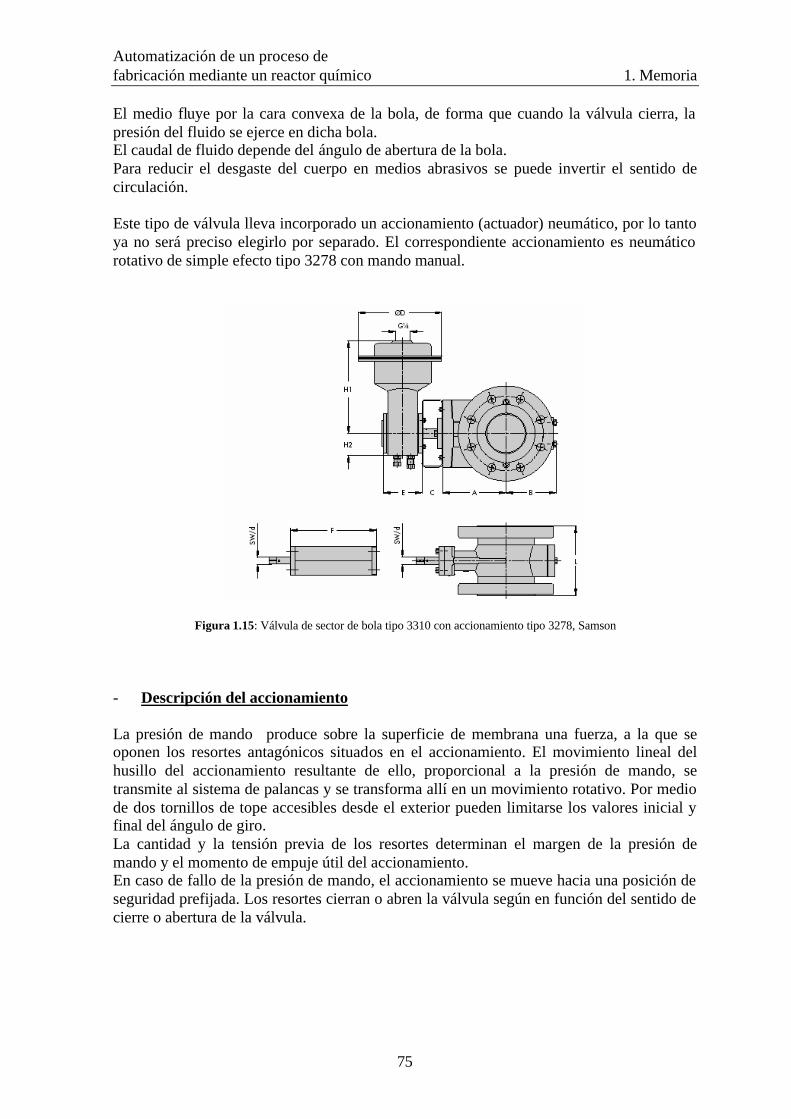
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
75
El medio fluye por la cara convexa de la bola, de forma que cuando la válvula cierra, la presión del fluido se ejerce en dicha bola. El caudal de fluido depende del ángulo de abertura de la bola. Para reducir el desgaste del cuerpo en medios abrasivos se puede invertir el sentido de circulación. Este tipo de válvula lleva incorporado un accionamiento (actuador) neumático, por lo tanto ya no será preciso elegirlo por separado. El correspondiente accionamiento es neumático rotativo de simple efecto tipo 3278 con mando manual.
Figura 1.15: Válvula de sector de bola tipo 3310 con accionamiento tipo 3278, Samson - Descripción del accionamiento
La presión de mando produce sobre la superficie de membrana una fuerza, a la que se oponen los resortes antagónicos situados en el accionamiento. El movimiento lineal del husillo del accionamiento resultante de ello, proporcional a la presión de mando, se transmite al sistema de palancas y se transforma allí en un movimiento rotativo. Por medio de dos tornillos de tope accesibles desde el exterior pueden limitarse los valores inicial y final del ángulo de giro. La cantidad y la tensión previa de los resortes determinan el margen de la presión de mando y el momento de empuje útil del accionamiento. En caso de fallo de la presión de mando, el accionamiento se mueve hacia una posición de seguridad prefijada. Los resortes cierran o abren la válvula según en función del sentido de cierre o abertura de la válvula.

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
76
Posición de seguridad La válvula se sitúa en su posición de seguridad en caso de rotura de membrana o por fallo de energía auxiliar Las posiciónes de seguridad de la válvula pueden ser: sin energía auxiliar abierta o sin energía auxiliar cerrada. En este caso se elegirá la segunda opción. Esto significa que en el caso de tener un fallo de energía auxiliar, la válvula de sector de bola se cerrará.
Figura 1.16: Accionamiento rotativo tipo 3278 con mando manual, Samson
- Características de la válvula A continuación se observan las tablas referentes a los datos técnicos y al material de la válvula.
Tabla 1.5: Datos técnicos
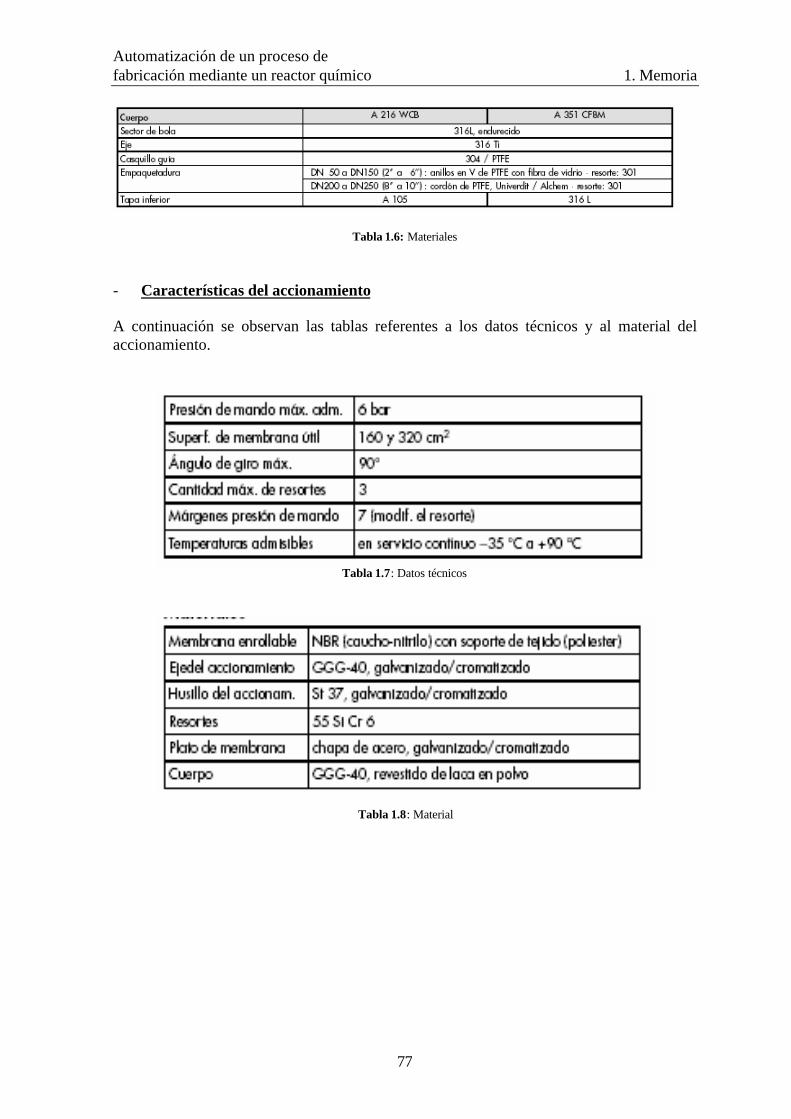
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
77
Tabla 1.6: Materiales - Características del accionamiento
A continuación se observan las tablas referentes a los datos técnicos y al material del accionamiento.
Tabla 1.7: Datos técnicos
Tabla 1.8: Material
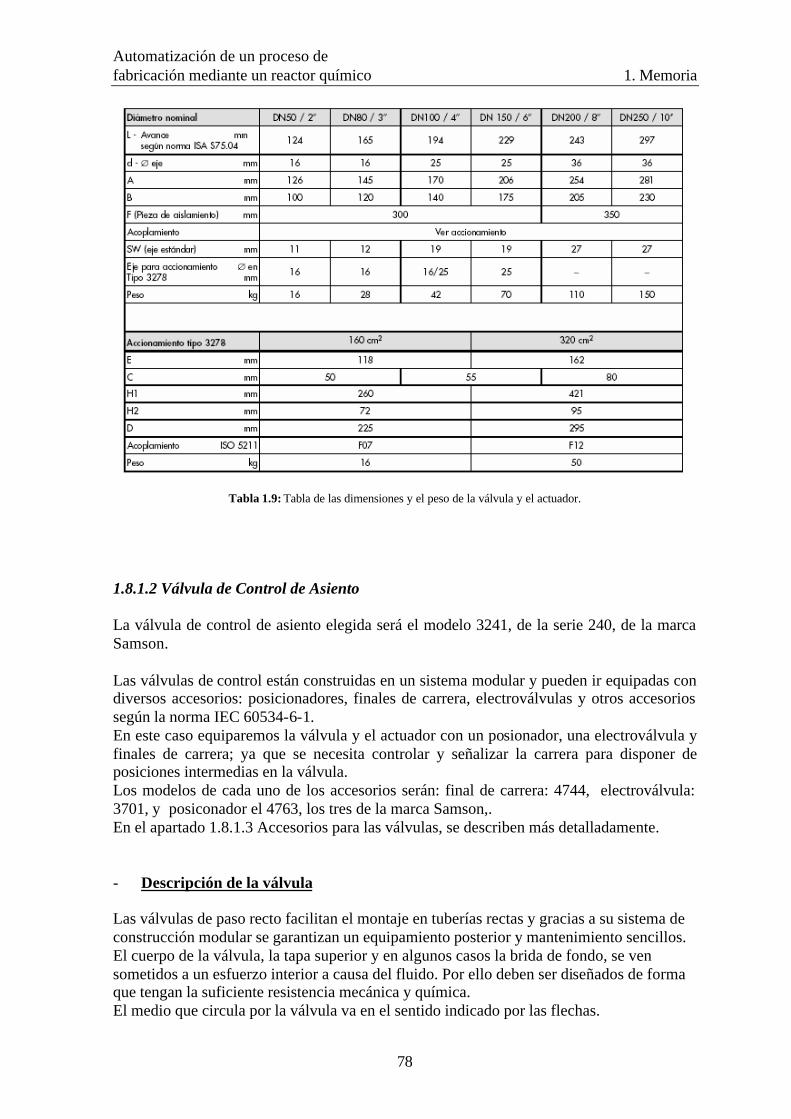
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
78
Tabla 1.9: Tabla de las dimensiones y el peso de la válvula y el actuador.
1.8.1.2 Válvula de Control de Asiento La válvula de control de asiento elegida será el modelo 3241, de la serie 240, de la marca Samson. Las válvulas de control están construidas en un sistema modular y pueden ir equipadas con diversos accesorios: posicionadores, finales de carrera, electroválvulas y otros accesorios según la norma IEC 60534-6-1. En este caso equiparemos la válvula y el actuador con un posionador, una electroválvula y finales de carrera; ya que se necesita controlar y señalizar la carrera para disponer de posiciones intermedias en la válvula. Los modelos de cada uno de los accesorios serán: final de carrera: 4744, electroválvula: 3701, y posiconador el 4763, los tres de la marca Samson,. En el apartado 1.8.1.3 Accesorios para las válvulas, se describen más detalladamente. - Descripción de la válvula
Las válvulas de paso recto facilitan el montaje en tuberías rectas y gracias a su sistema de construcción modular se garantizan un equipamiento posterior y mantenimiento sencillos. El cuerpo de la válvula, la tapa superior y en algunos casos la brida de fondo, se ven sometidos a un esfuerzo interior a causa del fluido. Por ello deben ser diseñados de forma que tengan la suficiente resistencia mecánica y química. El medio que circula por la válvula va en el sentido indicado por las flechas.
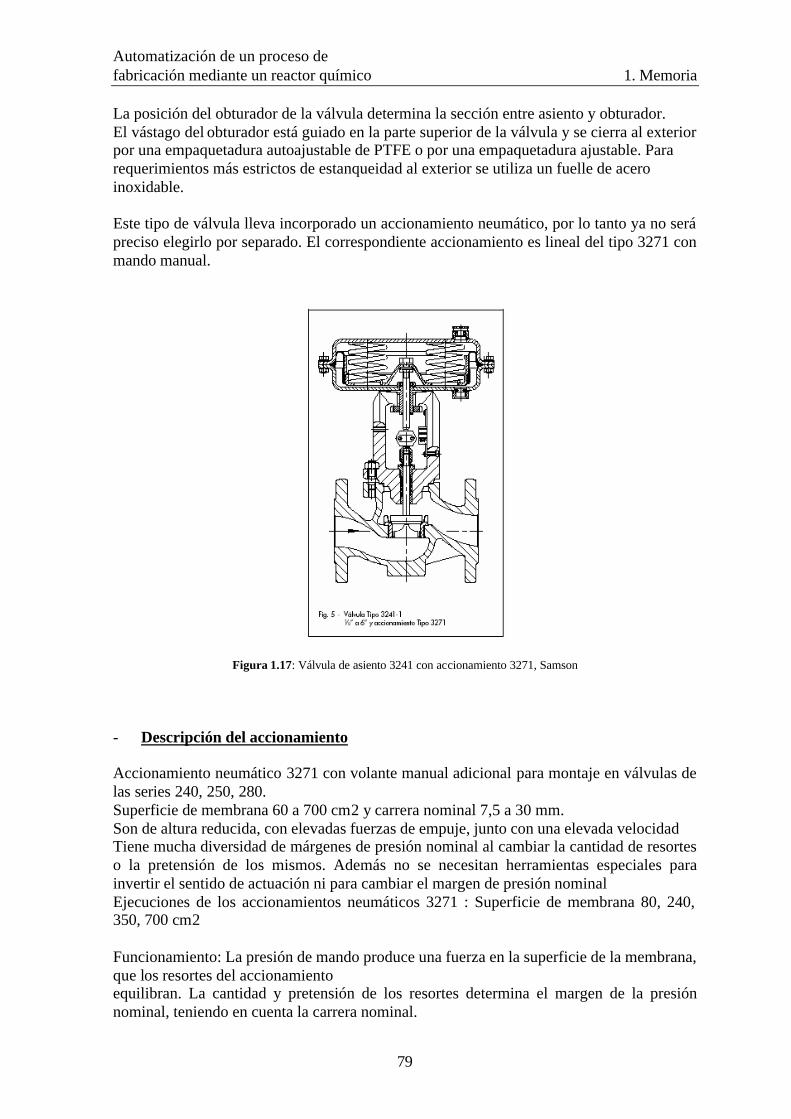
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
79
La posición del obturador de la válvula determina la sección entre asiento y obturador. El vástago del obturador está guiado en la parte superior de la válvula y se cierra al exterior por una empaquetadura autoajustable de PTFE o por una empaquetadura ajustable. Para requerimientos más estrictos de estanqueidad al exterior se utiliza un fuelle de acero inoxidable. Este tipo de válvula lleva incorporado un accionamiento neumático, por lo tanto ya no será preciso elegirlo por separado. El correspondiente accionamiento es lineal del tipo 3271 con mando manual.
Figura 1.17: Válvula de asiento 3241 con accionamiento 3271, Samson
- Descripción del accionamiento
Accionamiento neumático 3271 con volante manual adicional para montaje en válvulas de las series 240, 250, 280. Superficie de membrana 60 a 700 cm2 y carrera nominal 7,5 a 30 mm. Son de altura reducida, con elevadas fuerzas de empuje, junto con una elevada velocidad Tiene mucha diversidad de márgenes de presión nominal al cambiar la cantidad de resortes o la pretensión de los mismos. Además no se necesitan herramientas especiales para invertir el sentido de actuación ni para cambiar el margen de presión nominal Ejecuciones de los accionamientos neumáticos 3271 : Superficie de membrana 80, 240, 350, 700 cm2 Funcionamiento: La presión de mando produce una fuerza en la superficie de la membrana, que los resortes del accionamiento equilibran. La cantidad y pretensión de los resortes determina el margen de la presión nominal, teniendo en cuenta la carrera nominal.
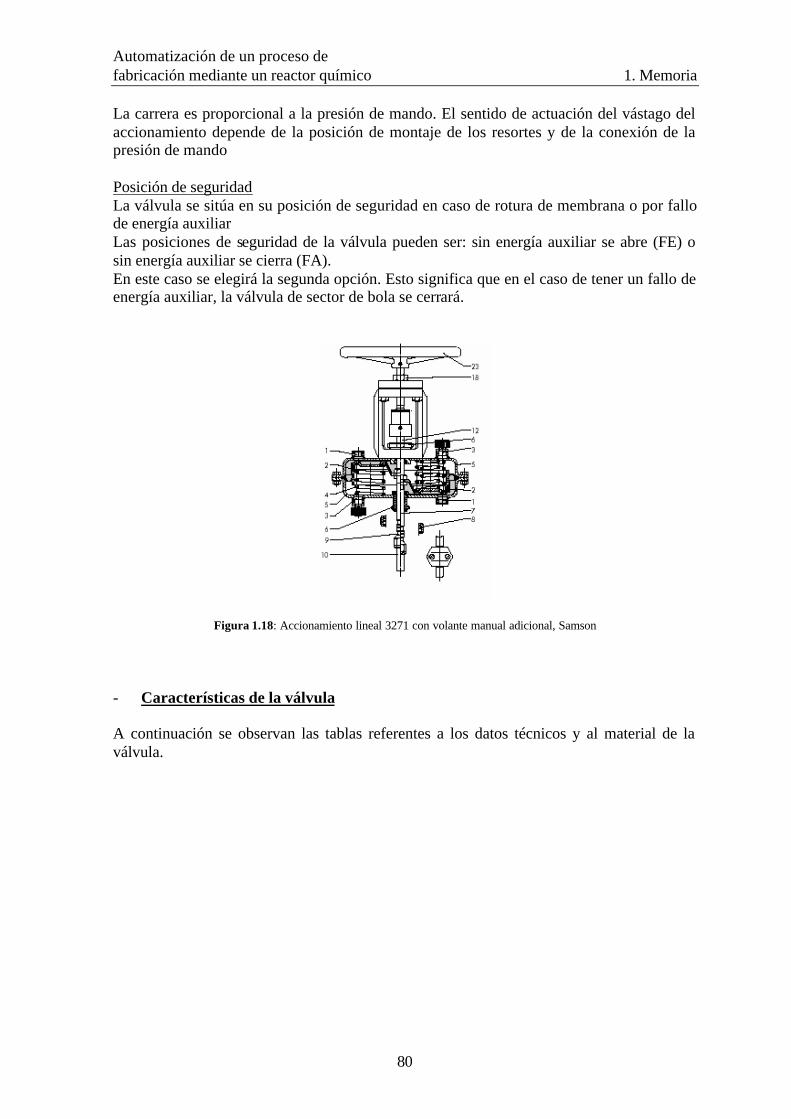
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
80
La carrera es proporcional a la presión de mando. El sentido de actuación del vástago del accionamiento depende de la posición de montaje de los resortes y de la conexión de la presión de mando Posición de seguridad La válvula se sitúa en su posición de seguridad en caso de rotura de membrana o por fallo de energía auxiliar Las posiciones de seguridad de la válvula pueden ser: sin energía auxiliar se abre (FE) o sin energía auxiliar se cierra (FA). En este caso se elegirá la segunda opción. Esto significa que en el caso de tener un fallo de energía auxiliar, la válvula de sector de bola se cerrará.
Figura 1.18: Accionamiento lineal 3271 con volante manual adicional, Samson - Características de la válvula
A continuación se observan las tablas referentes a los datos técnicos y al material de la válvula.
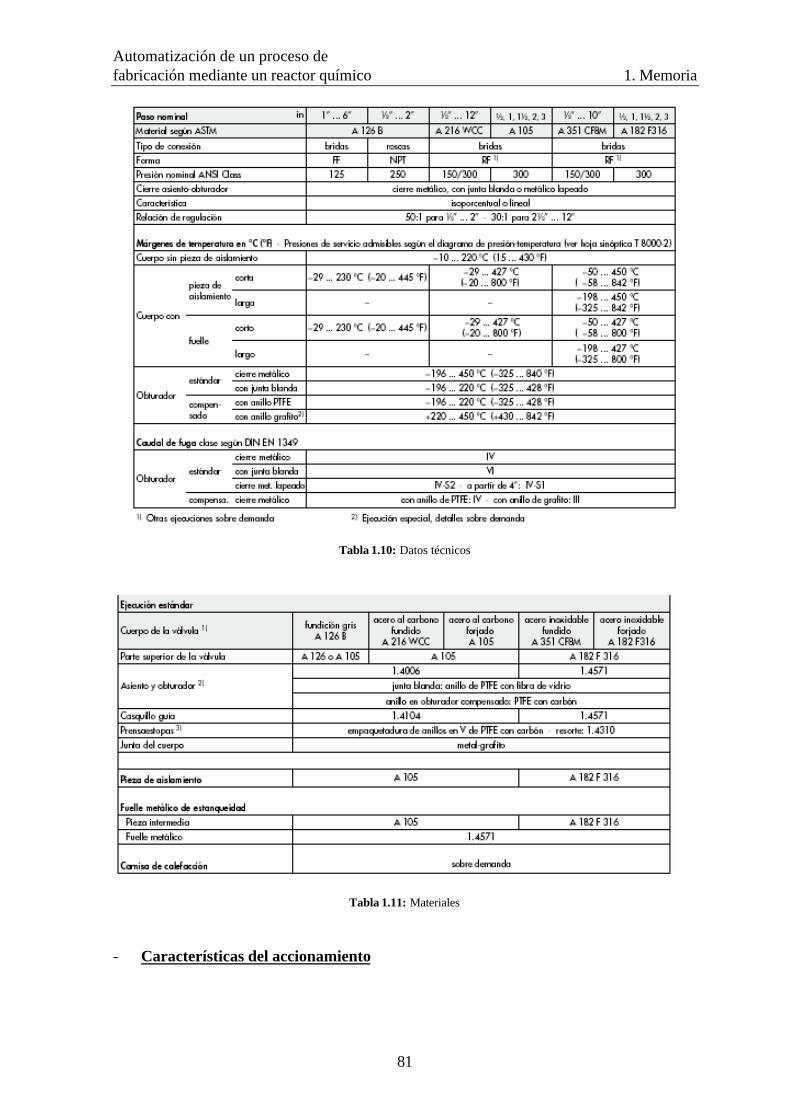
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
81
Tabla 1.10: Datos técnicos
Tabla 1.11: Materiales
- Características del accionamiento
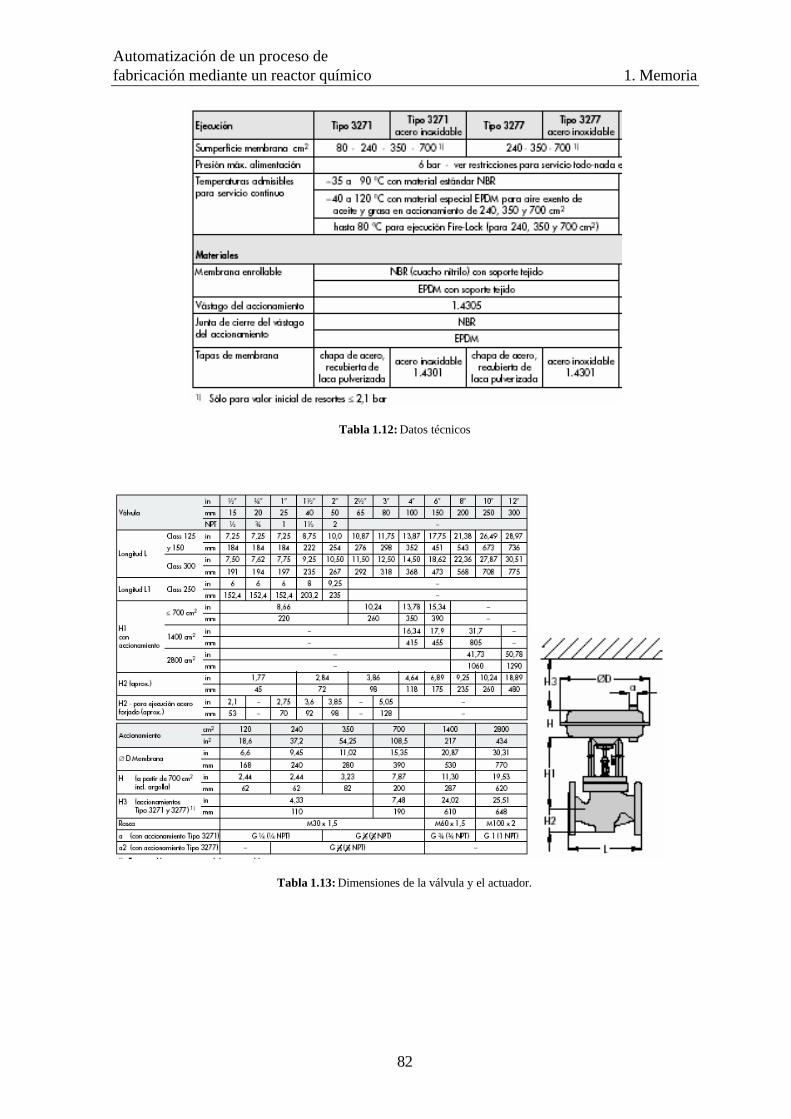
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
82
Tabla 1.12: Datos técnicos
Tabla 1.13: Dimensiones de la válvula y el actuador.

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
83
1.8.1.3 Accesorios de las Válvulas • Final de carrera En los dos casos se va a utilizar el mismo final de carrera. Éste será de la marca Samson, modelo 4744. - Descripción del final de carrera El final de carrera provee una señal de límite cuando una válvula de control ha alcanzado una posición final. Esta señal es conveniente para invertir señales de control, iniciando alarmas visuales o audibles y para la conexión a los sistemas centrales de control o de alarma. Cuando el interruptor de límite se une a la válvula de control, el recorrido de la válvula se transmite a la palanca del interruptor. Cada contacto se equipa de un contacto del NC (cerrado) y de un NO (abierto)
Figura 1.19: Final de carrera eléctrico 4744, Samson
- Características del final de carrera
A continuación se observan las tablas referentes a los datos técnicos y dimensiones del final de carrera.
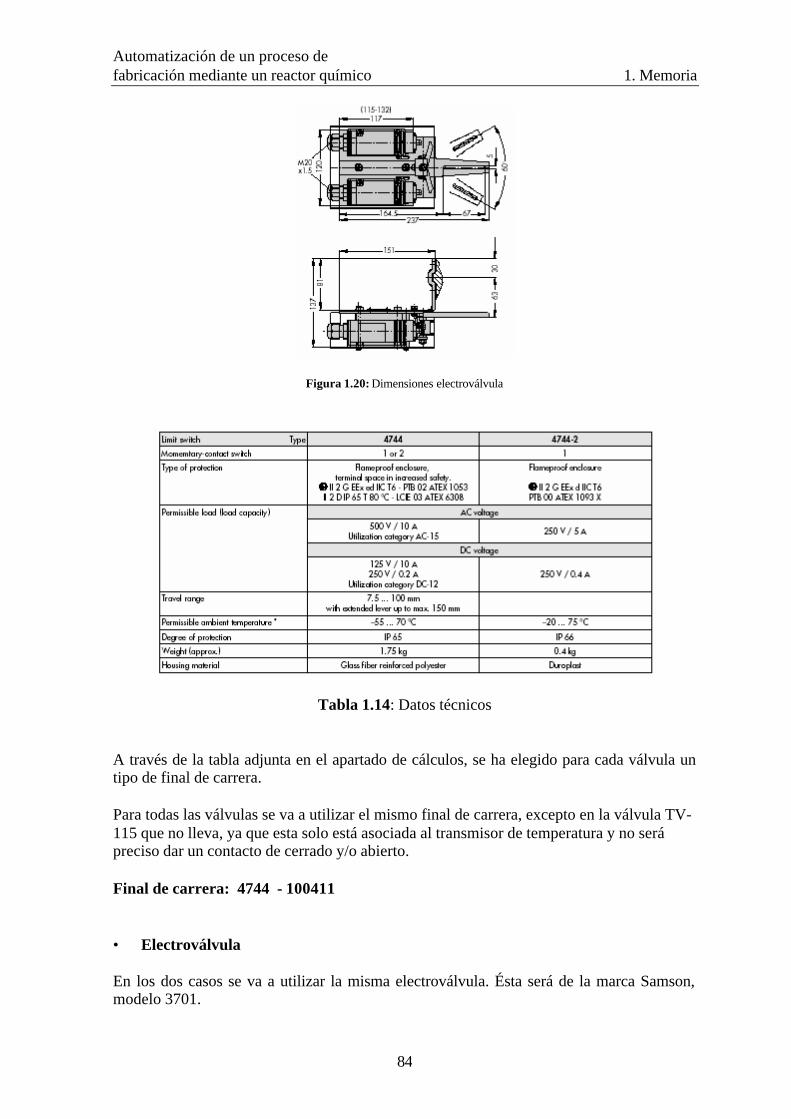
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
84
Figura 1.20: Dimensiones electroválvula
Tabla 1.14: Datos técnicos A través de la tabla adjunta en el apartado de cálculos, se ha elegido para cada válvula un tipo de final de carrera. Para todas las válvulas se va a utilizar el mismo final de carrera, excepto en la válvula TV-115 que no lleva, ya que esta solo está asociada al transmisor de temperatura y no será preciso dar un contacto de cerrado y/o abierto. Final de carrera: 4744 - 100411 • Electroválvula En los dos casos se va a utilizar la misma electroválvula. Ésta será de la marca Samson, modelo 3701.
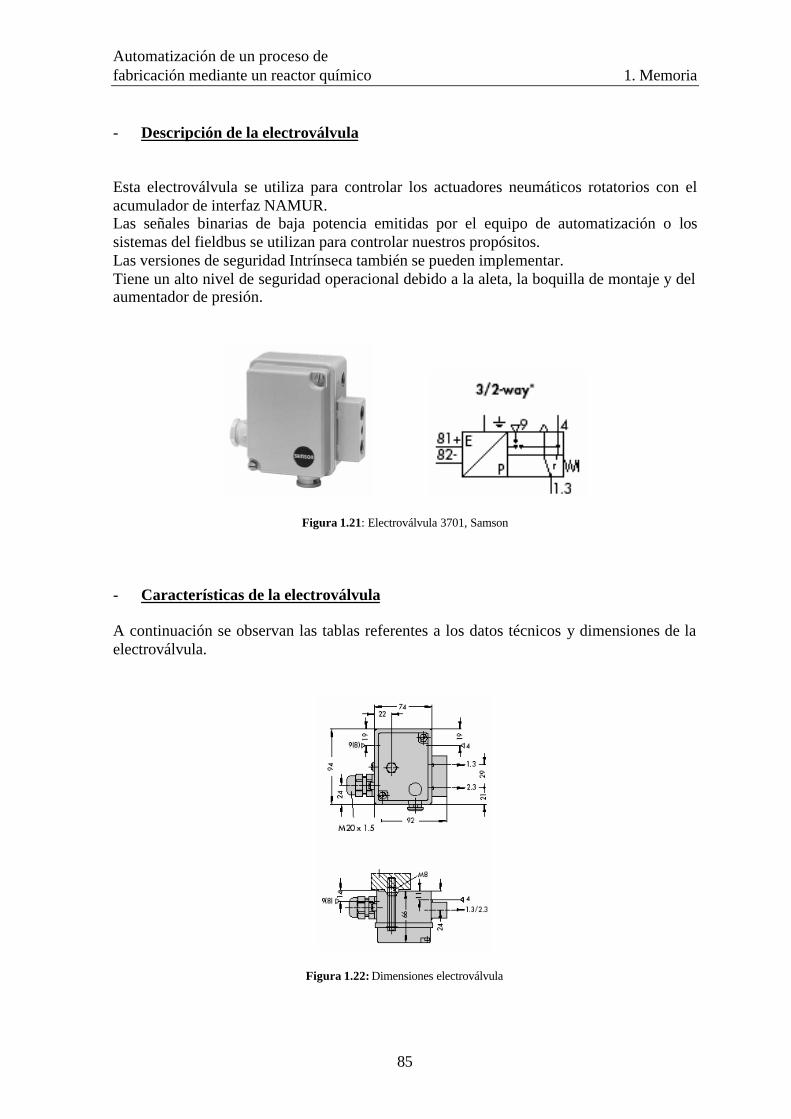
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
85
- Descripción de la electroválvula
Esta electroválvula se utiliza para controlar los actuadores neumáticos rotatorios con el acumulador de interfaz NAMUR. Las señales binarias de baja potencia emitidas por el equipo de automatización o los sistemas del fieldbus se utilizan para controlar nuestros propósitos. Las versiones de seguridad Intrínseca también se pueden implementar. Tiene un alto nivel de seguridad operacional debido a la aleta, la boquilla de montaje y del aumentador de presión.
Figura 1.21: Electroválvula 3701, Samson - Características de la electroválvula A continuación se observan las tablas referentes a los datos técnicos y dimensiones de la electroválvula.
Figura 1.22: Dimensiones electroválvula
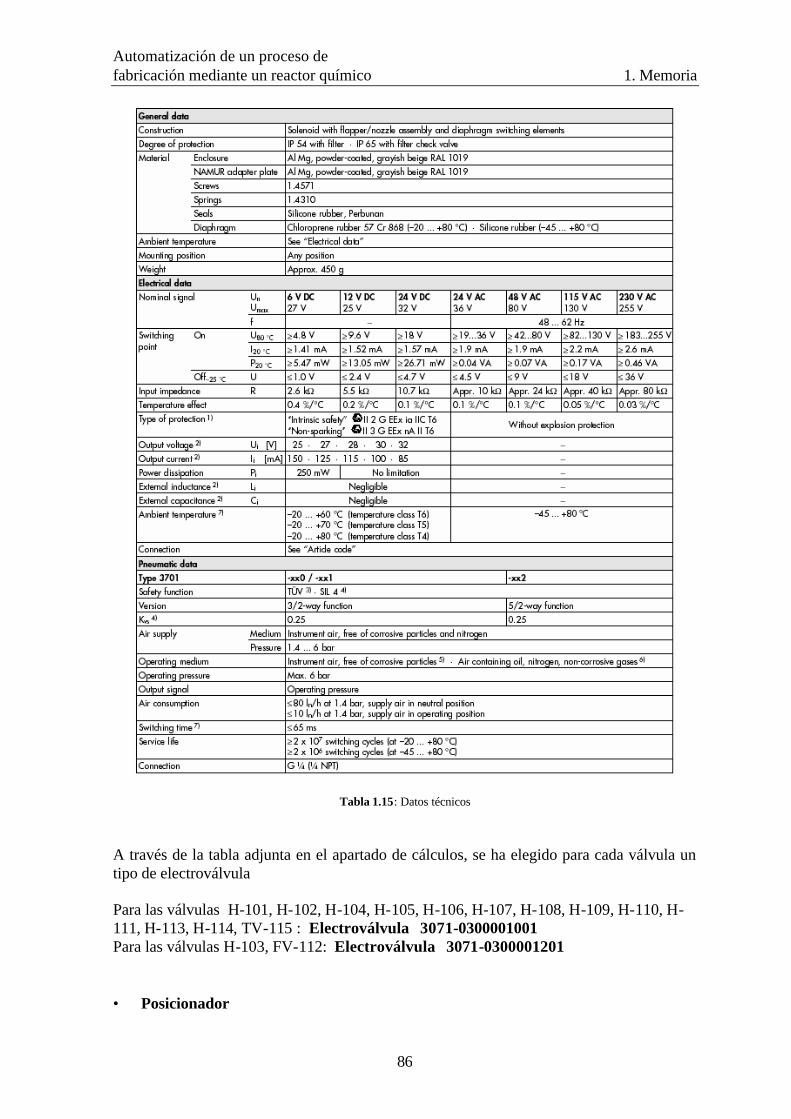
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
86
Tabla 1.15: Datos técnicos A través de la tabla adjunta en el apartado de cálculos, se ha elegido para cada válvula un tipo de electroválvula Para las válvulas H-101, H-102, H-104, H-105, H-106, H-107, H-108, H-109, H-110, H-111, H-113, H-114, TV-115 : Electroválvula 3071-0300001001 Para las válvulas H-103, FV-112: Electroválvula 3071-0300001201 • Posicionador

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
87
Se utilizará un posicionador electroneumático de simple efecto tipo 4763, de la marca Samson. El posicionador solo se va a utilizar en las válvulas de control ya que en las válvulas todo/nada no se requiere. - Descripción del posicionador El posicionador elgido será de la marca Samson, modelo 4763. Es un posicionador de simple efecto, para válvulas de control neumáticas, y su magnitud guía es una señal eléctrica normalizada de 4(0) a 20 mA El posicionador electroneumático se distingue del posicionador neumático únicamente en que el primero lleva incorporado un módulo convertidor. En el posicionador electroneumático la magnitud de guía eléctrica, procedente del regulador, se convierte en una señal neumática proporcional en el convertidor. Los posicionadores funcionan con un sistema de rebote, por el principio de compensación de fuerzas y pueden utilizarse para servicio normal o de rango partido (split-range).
Figura 1.23: Posicionador electroneumático 4763, Samson
- Características del posicionador
A continuación se observan las tablas referentes a los datos técnicos y al material del posiconador.

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
88
Tabla 1.16: Datos técnicos
Tabla 1.17: Materiales
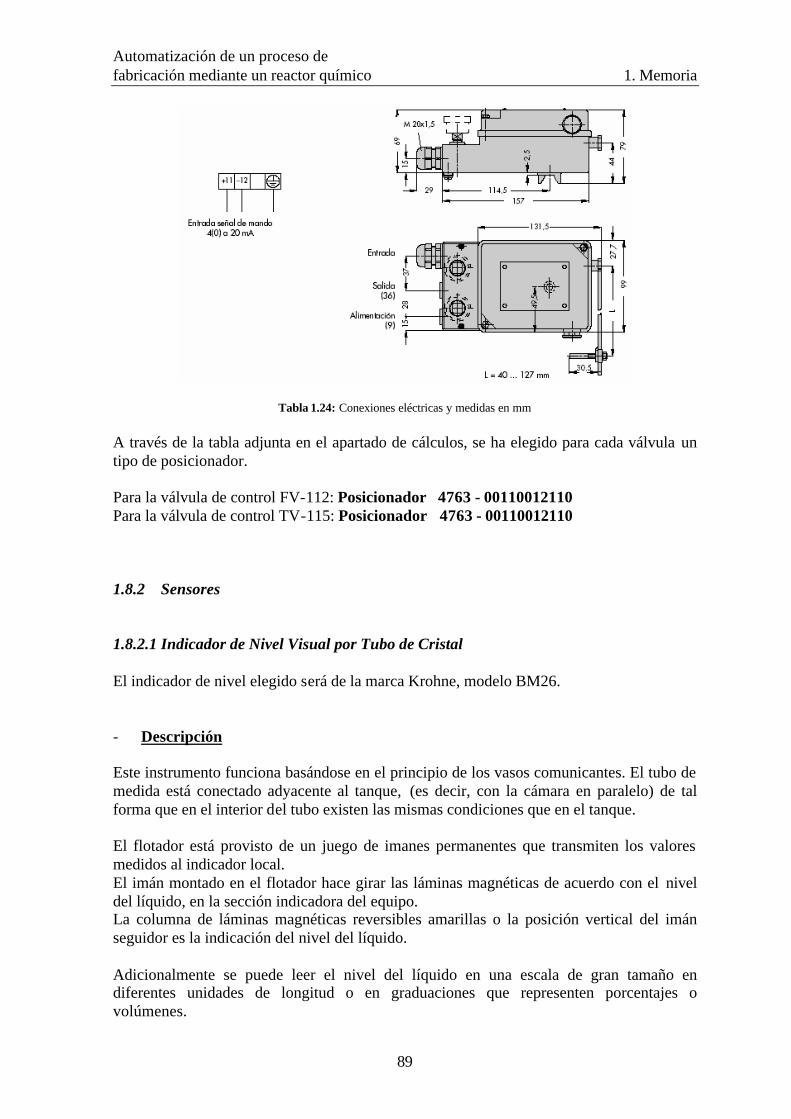
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
89
Tabla 1.24: Conexiones eléctricas y medidas en mm
A través de la tabla adjunta en el apartado de cálculos, se ha elegido para cada válvula un tipo de posicionador. Para la válvula de control FV-112: Posicionador 4763 - 00110012110 Para la válvula de control TV-115: Posicionador 4763 - 00110012110 1.8.2 Sensores 1.8.2.1 Indicador de Nivel Visual por Tubo de Cristal El indicador de nivel elegido será de la marca Krohne, modelo BM26. - Descripción Este instrumento funciona basándose en el principio de los vasos comunicantes. El tubo de medida está conectado adyacente al tanque, (es decir, con la cámara en paralelo) de tal forma que en el interior del tubo existen las mismas condiciones que en el tanque. El flotador está provisto de un juego de imanes permanentes que transmiten los valores medidos al indicador local. El imán montado en el flotador hace girar las láminas magnéticas de acuerdo con el nivel del líquido, en la sección indicadora del equipo. La columna de láminas magnéticas reversibles amarillas o la posición vertical del imán seguidor es la indicación del nivel del líquido. Adicionalmente se puede leer el nivel del líquido en una escala de gran tamaño en diferentes unidades de longitud o en graduaciones que representen porcentajes o volúmenes.
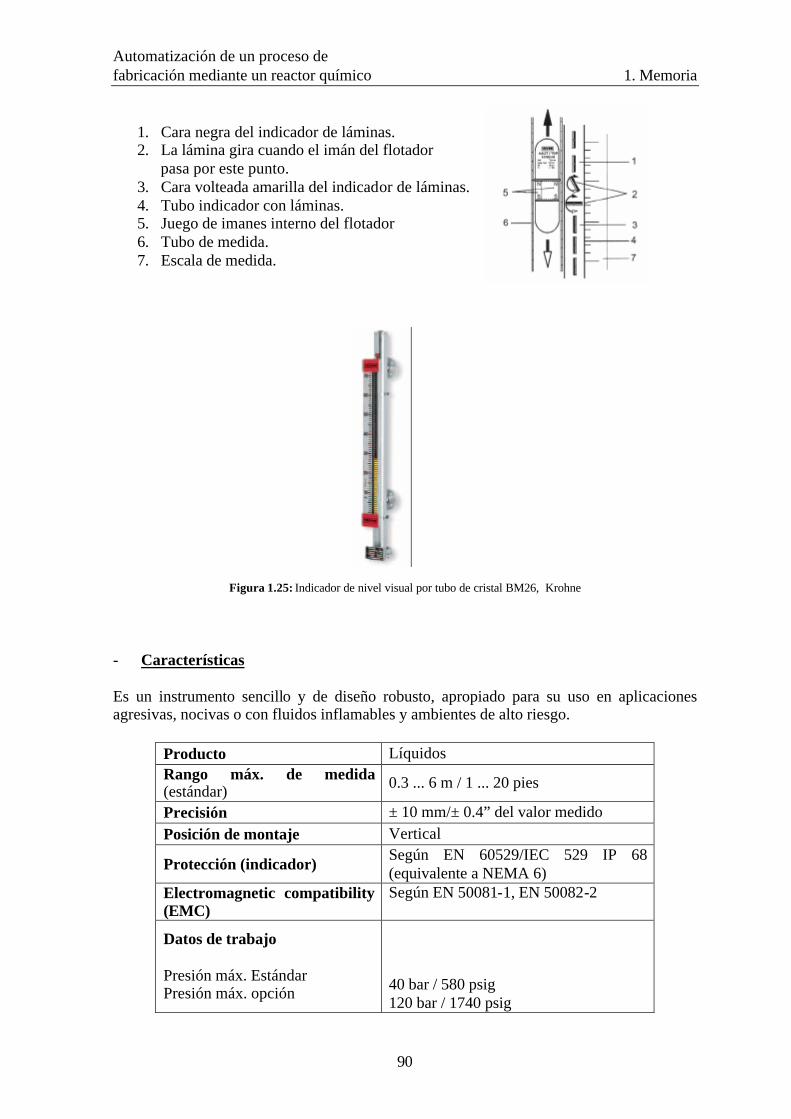
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
90
1. Cara negra del indicador de láminas. 2. La lámina gira cuando el imán del flotador pasa por este punto. 3. Cara volteada amarilla del indicador de láminas. 4. Tubo indicador con láminas. 5. Juego de imanes interno del flotador 6. Tubo de medida. 7. Escala de medida.
Figura 1.25: Indicador de nivel visual por tubo de cristal BM26, Krohne - Características Es un instrumento sencillo y de diseño robusto, apropiado para su uso en aplicaciones agresivas, nocivas o con fluidos inflamables y ambientes de alto riesgo.
Producto Líquidos Rango máx. de medida (estándar) 0.3 ... 6 m / 1 ... 20 pies
Precisión ± 10 mm/± 0.4” del valor medido Posición de montaje Vertical
Protección (indicador) Según EN 60529/IEC 529 IP 68 (equivalente a NEMA 6)
Electromagnetic compatibility (EMC)
Según EN 50081-1, EN 50082-2
Datos de trabajo Presión máx. Estándar Presión máx. opción
40 bar / 580 psig 120 bar / 1740 psig

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
91
Temperatura estándar Temperatura opción
-40°C … +200°C /-40°F … +390°F -200°C … +300°C /-325°F … +570°F
Densidad =?0.5 kg/l / 21.2 pie/ft3
Viscosidad 5000 mPa · s / 3.36 lb/pie · s max. Conexión por bridas según DIN 2501 Estándar RR, PRO Opción RR Estándar PTFE Opción PTFE Estándar PVDF, PVC, PP Opción PVDF, PVC, PP
DN 25, PN 40 (DIN 2656, forma C) DN 15 … 50, PN 16/40 DN 25, PN 16 DN 40/50, PN 16 DN 25, PN 6 DN 40/50, PN 6/10
Materiales (Piezas en contacto, con el fluido)
Acero inoidable, Titanio, Hastelloy PTFE, PVC, PVDF/ vidrio duro.
Indicador local
- Estándar escala lineal con graduación en cm/m
- Opción escala lineal con graduación en pulgadas/pies, % ó volumen
- Graduación de la escala según - Requerimiento del comprador - Indicación con flaps sin escala - Indicación mediante flaps con
escala en cm/m, pulgadas/pies, % ó graduación en volumen
Opciones/ Accesorios Interruptores límite, Transductor de nivel, Sistema calefactor, Retardo temperatura alta / temperatura baja
Aprobaciones ATEX
ATEX II 1/2 G or ATEX II 1 G EEx d ia IIC T3 ... T6 o EEx d IIC T3 ... T6, EEx ia IIC T3 ... T6
Tabla 1.18: Datos técnicos
A través de la tabla adjunta en el apartado de cálculos, se han elegido los indicador de nivel necesarios para cada caso: L-100: Indicador de nivel visual: VF06 0 G 3 5 A 1 1 0 0 1 1 0 0 5 0 0 0 0 2 1 0 L-103: Indicador de nivel visual: VF06 0 A 3 5 5 1 1 1 0 1 1 0 0 5 0 0 0 0 2 1 0 L-104: Indicador de nivel visual: VF06 0 G 3 6 4 1 1 0 0 1 1 0 0 5 0 0 0 0 2 1 0

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
92
1.8.2.2 Detector de Nivel por Vibración Se han elegido detectores de nivel del tipo Liquiphant M FTL50 y FTL51, de la marca Endress+Hauser. - Descripción Estos instrumentos son utilizados para la detección de niveles: Detección de máximo o mínimo en depósitos o tuberías que contengan cualquier tipo de fluidos, incluso para uso en zonas con riesgo de explosión, y en las industrias alimentaria y farmacéutica Las horquillas vibran con su frecuencia intrínseca. Esta frecuencia disminuye en un medio líquido y este cambio en la frecuencia, activa un conmutador. - Aplicaciones El Liquiphant M es un detector de nivel que se puede emplear para todo tipo de líquidos.
- Con una temperatura entre –40ºC y +150ºC (-40ºF .... 300ºF) - Con una presión de hasta 64 bar (930 psi) - Con una viscosidad de hasta 10000 mm2/s - Con una densidad a partir de 0,5 g/cm3
Su función no se ve afectada por el caudal, turbulencias, burbujas, espuma, vibraciones, contenido de partículas sólidas o adherencias. Por ello el Liquiphant es el sustituto ideal para los interruptores de flotador. Para aplicaciones en líquidos muy agresivos se dispone de horquilla y acoplamientos a proceso en aleación C4 (2,4610) altamente resistente a la corrosión. Las protecciones Eex ia y Eex d permiten que se pueda emplear en zonas con riesgo de explosión. El modelo FTL50 es de diseño compacto y es ideal para montaje en tuberías y depósitos. El modelo FTL51 dispone de un tubo de extensión con una longitud máxima de 3 m.
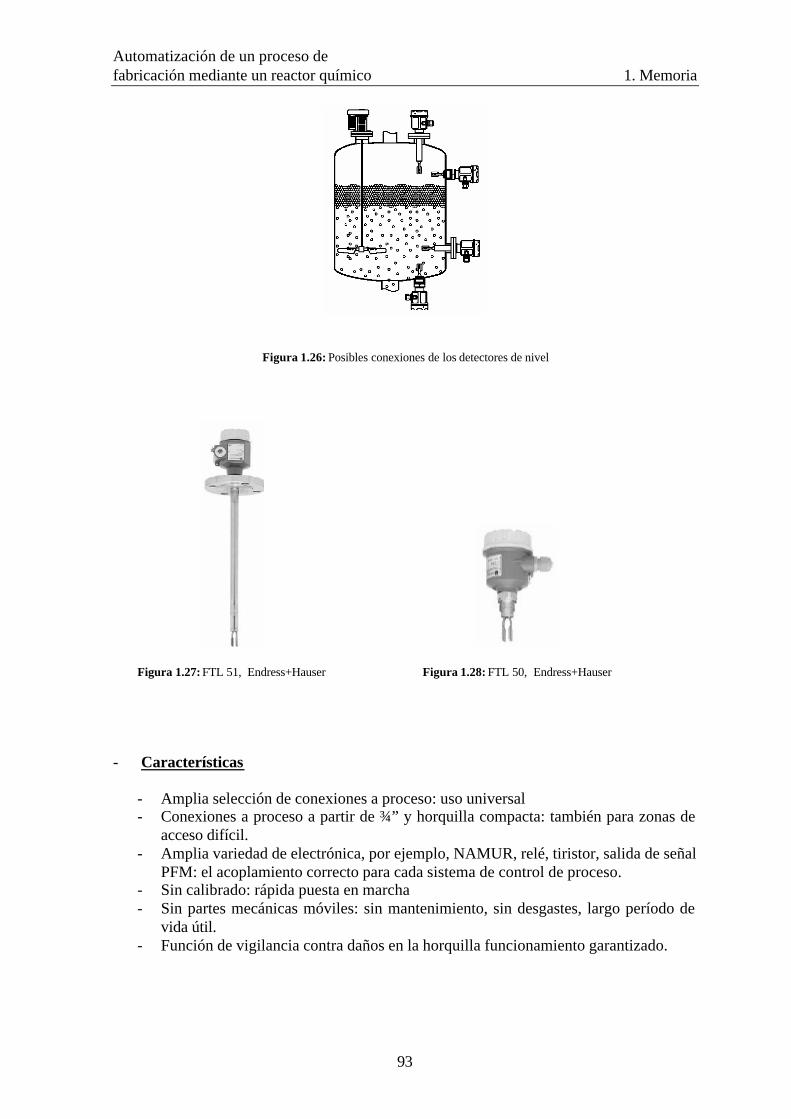
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
93
Figura 1.26: Posibles conexiones de los detectores de nivel
Figura 1.27: FTL 51, Endress+Hauser Figura 1.28: FTL 50, Endress+Hauser - Características
- Amplia selección de conexiones a proceso: uso universal - Conexiones a proceso a partir de ¾” y horquilla compacta: también para zonas de
acceso difícil. - Amplia variedad de electrónica, por ejemplo, NAMUR, relé, tiristor, salida de señal
PFM: el acoplamiento correcto para cada sistema de control de proceso. - Sin calibrado: rápida puesta en marcha - Sin partes mecánicas móviles: sin mantenimiento, sin desgastes, largo período de
vida útil. - Función de vigilancia contra daños en la horquilla funcionamiento garantizado.
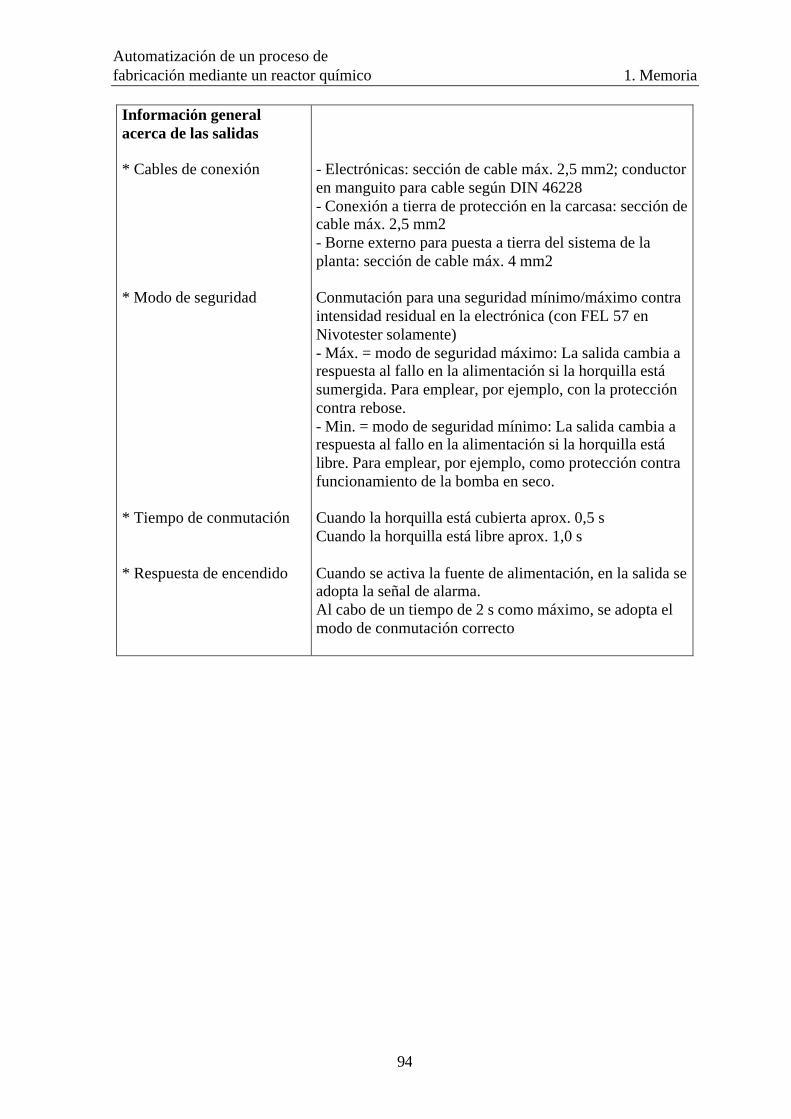
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
94
Información general acerca de las salidas * Cables de conexión * Modo de seguridad * Tiempo de conmutación * Respuesta de encendido
- Electrónicas: sección de cable máx. 2,5 mm2; conductor en manguito para cable según DIN 46228 - Conexión a tierra de protección en la carcasa: sección de cable máx. 2,5 mm2 - Borne externo para puesta a tierra del sistema de la planta: sección de cable máx. 4 mm2 Conmutación para una seguridad mínimo/máximo contra intensidad residual en la electrónica (con FEL 57 en Nivotester solamente) - Máx. = modo de seguridad máximo: La salida cambia a respuesta al fallo en la alimentación si la horquilla está sumergida. Para emplear, por ejemplo, con la protección contra rebose. - Min. = modo de seguridad mínimo: La salida cambia a respuesta al fallo en la alimentación si la horquilla está libre. Para emplear, por ejemplo, como protección contra funcionamiento de la bomba en seco. Cuando la horquilla está cubierta aprox. 0,5 s Cuando la horquilla está libre aprox. 1,0 s Cuando se activa la fuente de alimentación, en la salida se adopta la señal de alarma. Al cabo de un tiempo de 2 s como máximo, se adopta el modo de conmutación correcto
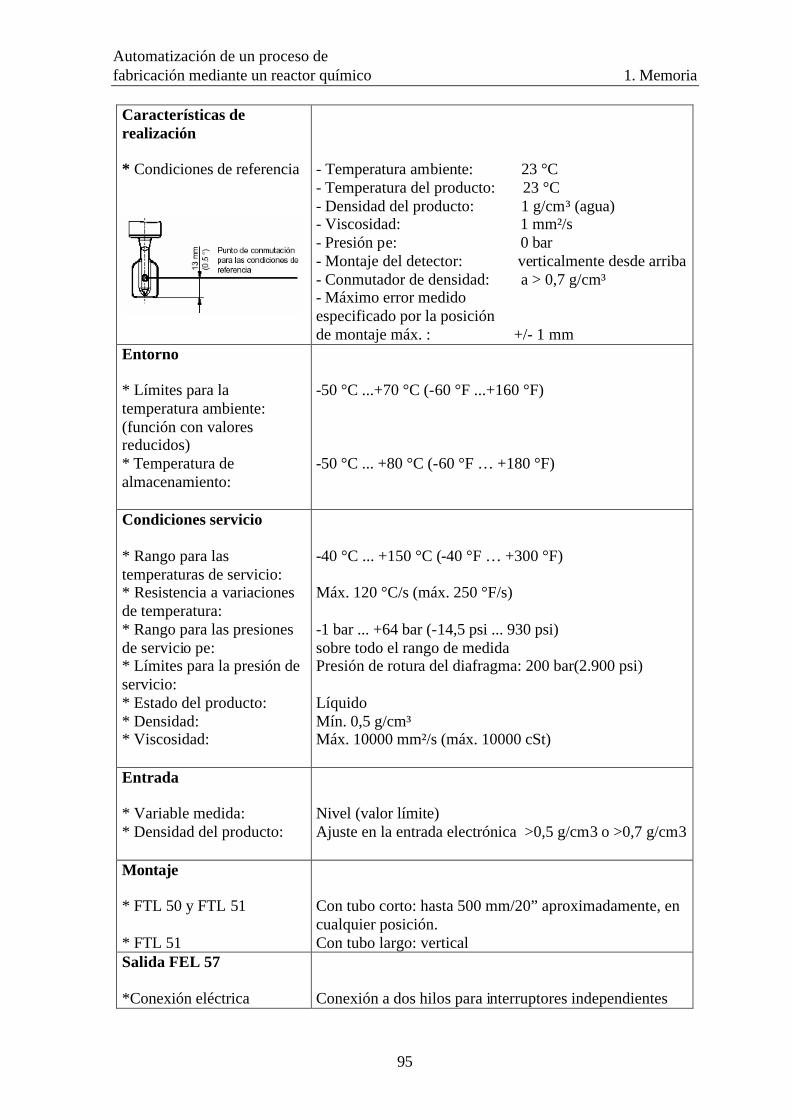
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
95
Características de realización * Condiciones de referencia
- Temperatura ambiente: 23 °C - Temperatura del producto: 23 °C - Densidad del producto: 1 g/cm³ (agua) - Viscosidad: 1 mm²/s - Presión pe: 0 bar - Montaje del detector: verticalmente desde arriba - Conmutador de densidad: a > 0,7 g/cm³ - Máximo error medido especificado por la posición de montaje máx. : +/- 1 mm
Entorno * Límites para la temperatura ambiente: (función con valores reducidos) * Temperatura de almacenamiento:
-50 °C ...+70 °C (-60 °F ...+160 °F) -50 °C ... +80 °C (-60 °F … +180 °F)
Condiciones servicio * Rango para las temperaturas de servicio: * Resistencia a variaciones de temperatura: * Rango para las presiones de servicio pe: * Límites para la presión de servicio: * Estado del producto: * Densidad: * Viscosidad:
-40 °C ... +150 °C (-40 °F … +300 °F) Máx. 120 °C/s (máx. 250 °F/s) -1 bar ... +64 bar (-14,5 psi ... 930 psi) sobre todo el rango de medida Presión de rotura del diafragma: 200 bar(2.900 psi) Líquido Mín. 0,5 g/cm³ Máx. 10000 mm²/s (máx. 10000 cSt)
Entrada * Variable medida: * Densidad del producto:
Nivel (valor límite) Ajuste en la entrada electrónica >0,5 g/cm3 o >0,7 g/cm3
Montaje * FTL 50 y FTL 51 * FTL 51
Con tubo corto: hasta 500 mm/20” aproximadamente, en cualquier posición. Con tubo largo: vertical
Salida FEL 57 *Conexión eléctrica
Conexión a dos hilos para interruptores independientes
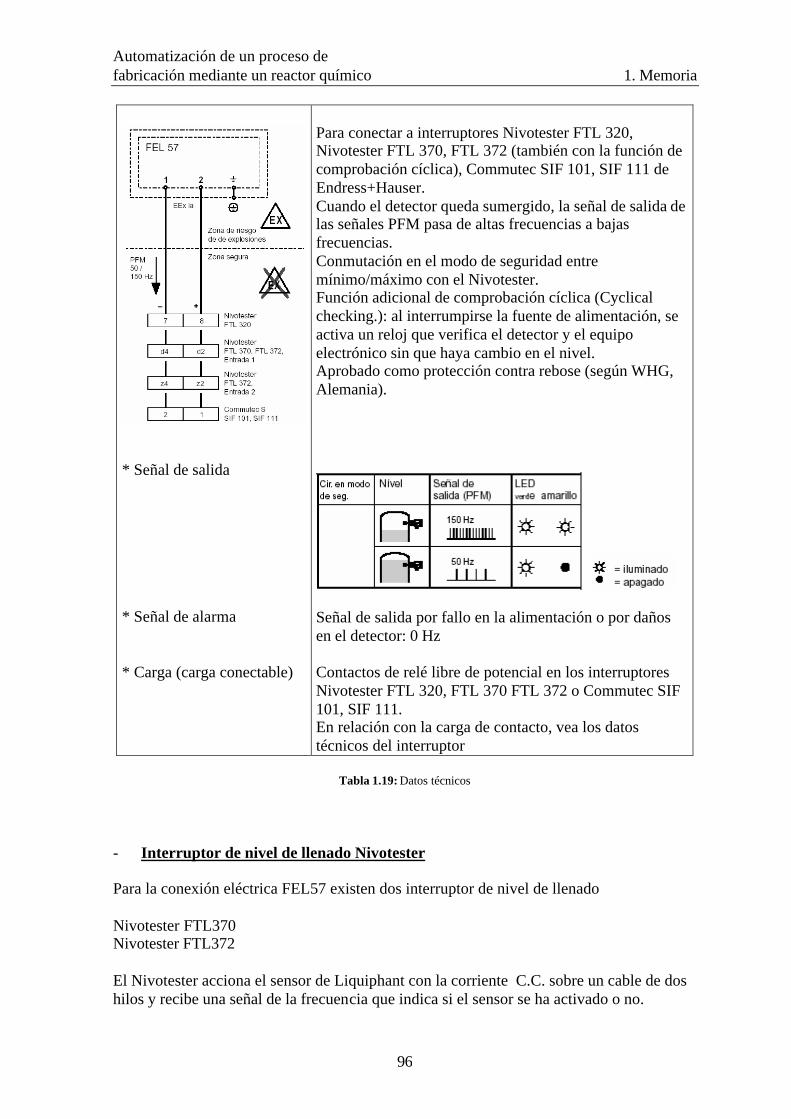
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
96
* Señal de salida * Señal de alarma * Carga (carga conectable)
Para conectar a interruptores Nivotester FTL 320, Nivotester FTL 370, FTL 372 (también con la función de comprobación cíclica), Commutec SIF 101, SIF 111 de Endress+Hauser. Cuando el detector queda sumergido, la señal de salida de las señales PFM pasa de altas frecuencias a bajas frecuencias. Conmutación en el modo de seguridad entre mínimo/máximo con el Nivotester. Función adicional de comprobación cíclica (Cyclical checking.): al interrumpirse la fuente de alimentación, se activa un reloj que verifica el detector y el equipo electrónico sin que haya cambio en el nivel. Aprobado como protección contra rebose (según WHG, Alemania).
Señal de salida por fallo en la alimentación o por daños en el detector: 0 Hz Contactos de relé libre de potencial en los interruptores Nivotester FTL 320, FTL 370 FTL 372 o Commutec SIF 101, SIF 111. En relación con la carga de contacto, vea los datos técnicos del interruptor
Tabla 1.19: Datos técnicos
- Interruptor de nivel de llenado Nivotester Para la conexión eléctrica FEL57 existen dos interruptor de nivel de llenado Nivotester FTL370 Nivotester FTL372 El Nivotester acciona el sensor de Liquiphant con la corriente C.C. sobre un cable de dos hilos y recibe una señal de la frecuencia que indica si el sensor se ha activado o no.
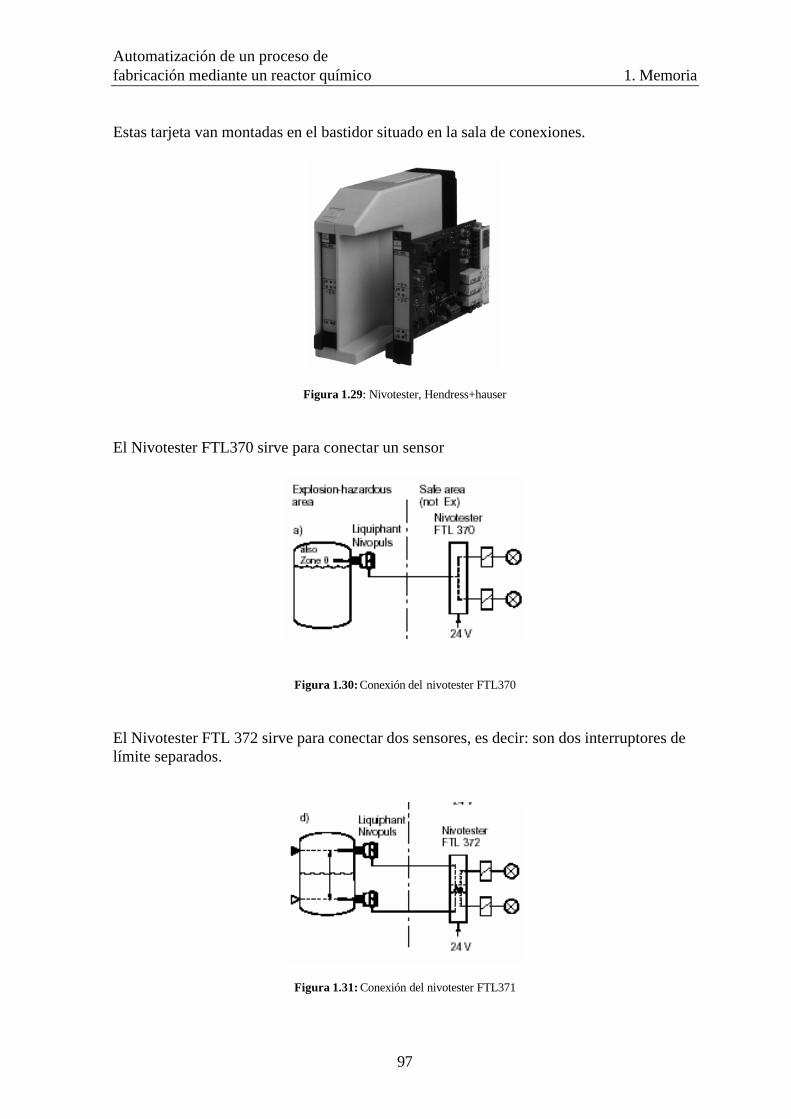
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
97
Estas tarjeta van montadas en el bastidor situado en la sala de conexiones.
Figura 1.29: Nivotester, Hendress+hauser
El Nivotester FTL370 sirve para conectar un sensor
Figura 1.30: Conexión del nivotester FTL370
El Nivotester FTL 372 sirve para conectar dos sensores, es decir: son dos interruptores de límite separados.
Figura 1.31: Conexión del nivotester FTL371

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
98
Para el indicador de nivel L-100 se utilizará el Nivotester FTL 370 Para el indicador de nivel L-103 se utilizará el Nivotester FTL 370 Para el indicador de nivel L-104 se utilizará el Nivotester FTL 372 A través de la tabla adjunta en el apartado de cálculos, se han elegido los indicador de nivel necesarios para cada caso: L-100: Indicador de nivel por vibración: FTL51 D B82 BB 7 G6 A
(Nivel máximo: 900 mm) L-103: Indicador de nivel por vibración: FTL50 D C82 AA 7 G6 A
(Nivel mínimo: 500 mm) L-104: Indicador de nivel por vibración: FTL50 D B82 AA 7 G6 A
(Nivel máximo: 400 mm) Indicador de nivel por vibración: FTL50 D B82 AA 7 G6 A (Nivel mínimo: 500 mn)
1.8.2.3 Detector de Nivel por Diferencia de Presión Se han elegido detectores de nivel del tipo T9500 de la marca Samson. - Descripción El detector de nivel elegido es un medidor de presión diferencial y está destinado a la medición e indicación de presión diferencial o magnitudes de medición derivadas de ella. Se puede utilizar tanto en gases como en líquidos. Los márgenes de medición son de 0 ... 40 hasta 0 ... 4000 mbar, y en presiones estáticas hasta 40 bar.
Figura 1.32: Medidor de presión diferencial T9500, Samson
1- Ajuste del cero 2 - Iniciadores de ranura A1/A2 3 - Bloque de válvulas con manómetro y válvulas de interrupción 4 - Enlaces
Indicador 160 ∅ mm PN 40, con finales de carrera y bloque de válvulas con manómetro para presión de servicio acoplado.
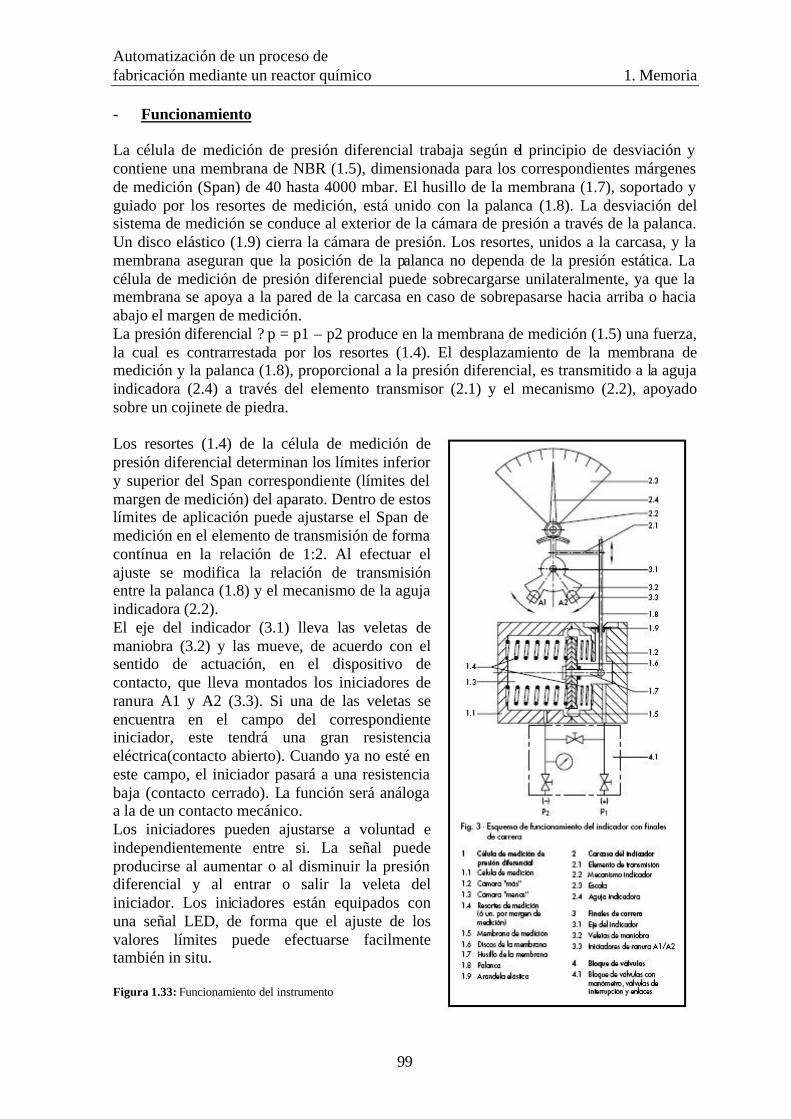
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
99
- Funcionamiento La célula de medición de presión diferencial trabaja según el principio de desviación y contiene una membrana de NBR (1.5), dimensionada para los correspondientes márgenes de medición (Span) de 40 hasta 4000 mbar. El husillo de la membrana (1.7), soportado y guiado por los resortes de medición, está unido con la palanca (1.8). La desviación del sistema de medición se conduce al exterior de la cámara de presión a través de la palanca. Un disco elástico (1.9) cierra la cámara de presión. Los resortes, unidos a la carcasa, y la membrana aseguran que la posición de la palanca no dependa de la presión estática. La célula de medición de presión diferencial puede sobrecargarse unilateralmente, ya que la membrana se apoya a la pared de la carcasa en caso de sobrepasarse hacia arriba o hacia abajo el margen de medición. La presión diferencial ? p = p1 – p2 produce en la membrana de medición (1.5) una fuerza, la cual es contrarrestada por los resortes (1.4). El desplazamiento de la membrana de medición y la palanca (1.8), proporcional a la presión diferencial, es transmitido a la aguja indicadora (2.4) a través del elemento transmisor (2.1) y el mecanismo (2.2), apoyado sobre un cojinete de piedra. Los resortes (1.4) de la célula de medición de presión diferencial determinan los límites inferior y superior del Span correspondiente (límites del margen de medición) del aparato. Dentro de estos límites de aplicación puede ajustarse el Span de medición en el elemento de transmisión de forma contínua en la relación de 1:2. Al efectuar el ajuste se modifica la relación de transmisión entre la palanca (1.8) y el mecanismo de la aguja indicadora (2.2). El eje del indicador (3.1) lleva las veletas de maniobra (3.2) y las mueve, de acuerdo con el sentido de actuación, en el dispositivo de contacto, que lleva montados los iniciadores de ranura A1 y A2 (3.3). Si una de las veletas se encuentra en el campo del correspondiente iniciador, este tendrá una gran resistencia eléctrica(contacto abierto). Cuando ya no esté en este campo, el iniciador pasará a una resistencia baja (contacto cerrado). La función será análoga a la de un contacto mecánico. Los iniciadores pueden ajustarse a voluntad e independientemente entre si. La señal puede producirse al aumentar o al disminuir la presión diferencial y al entrar o salir la veleta del iniciador. Los iniciadores están equipados con una señal LED, de forma que el ajuste de los valores límites puede efectuarse facilmente también in situ. Figura 1.33: Funcionamiento del instrumento
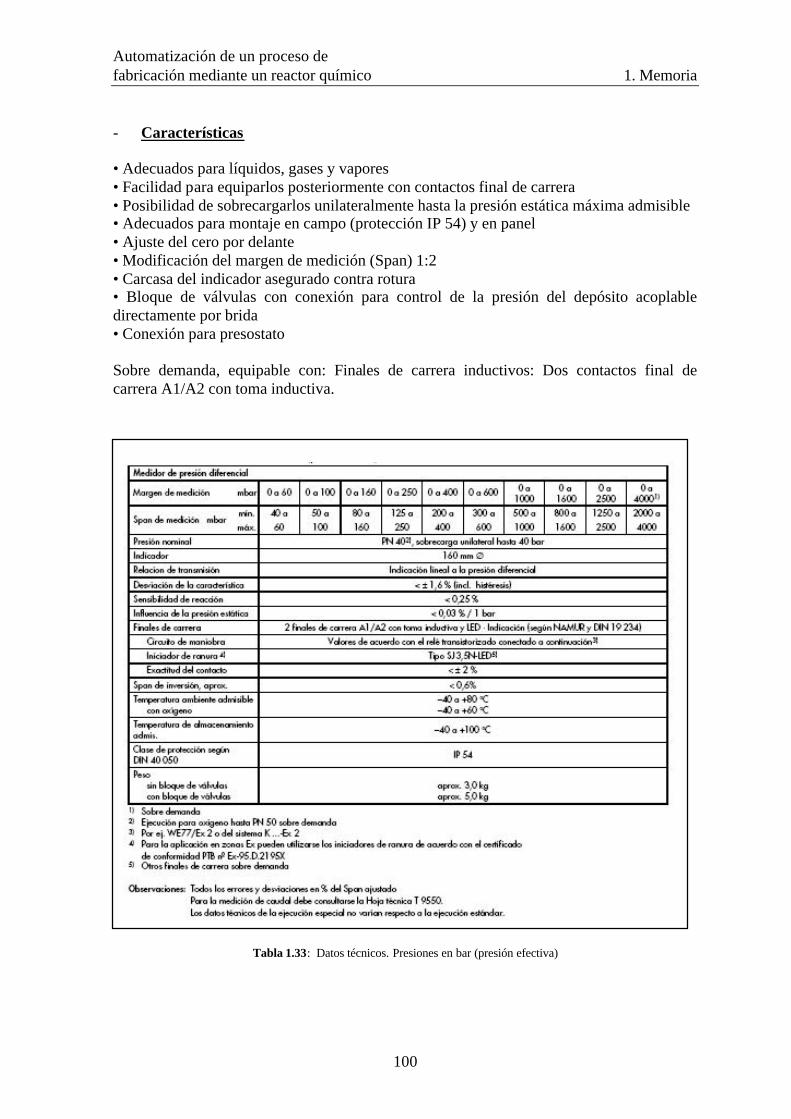
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
100
- Características • Adecuados para líquidos, gases y vapores • Facilidad para equiparlos posteriormente con contactos final de carrera • Posibilidad de sobrecargarlos unilateralmente hasta la presión estática máxima admisible • Adecuados para montaje en campo (protección IP 54) y en panel • Ajuste del cero por delante • Modificación del margen de medición (Span) 1:2 • Carcasa del indicador asegurado contra rotura • Bloque de válvulas con conexión para control de la presión del depósito acoplable directamente por brida • Conexión para presostato Sobre demanda, equipable con: Finales de carrera inductivos: Dos contactos final de carrera A1/A2 con toma inductiva.
Tabla 1.33: Datos técnicos. Presiones en bar (presión efectiva)
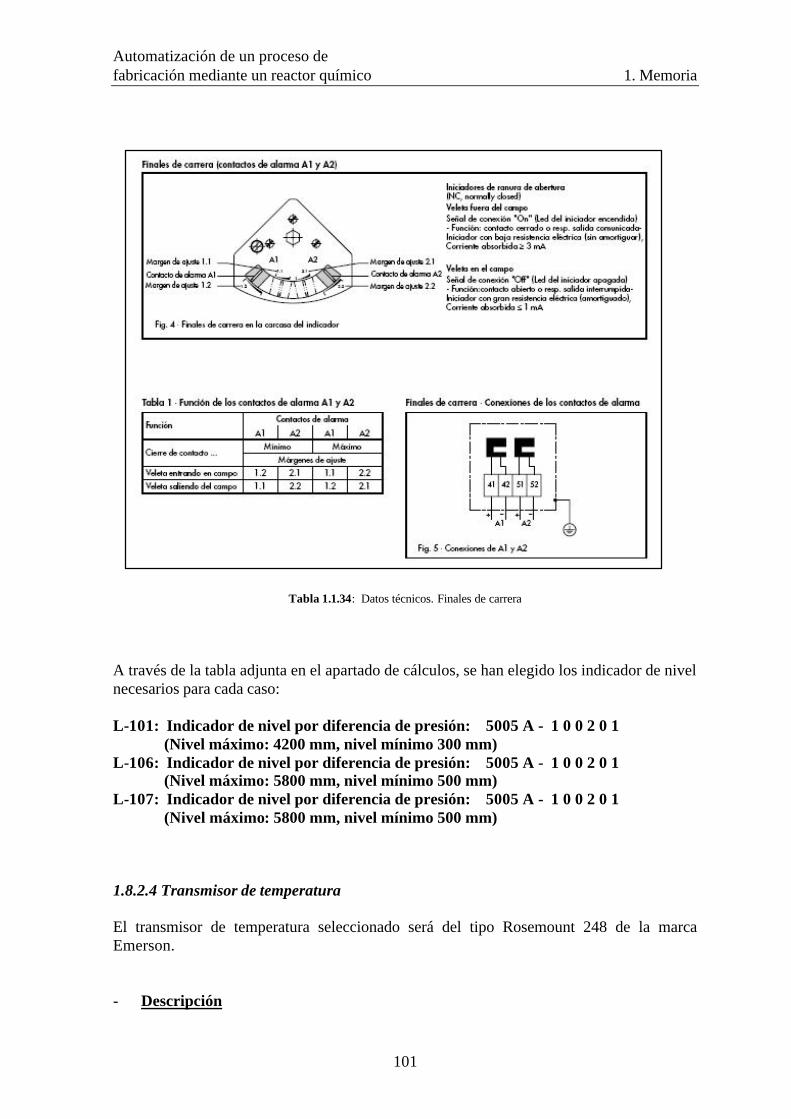
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
101
Figura xx: Finales de carrera (contactos de alarma y conexiones)
Tabla 1.1.34: Datos técnicos. Finales de carrera
A través de la tabla adjunta en el apartado de cálculos, se han elegido los indicador de nivel necesarios para cada caso: L-101: Indicador de nivel por diferencia de presión: 5005 A - 1 0 0 2 0 1
(Nivel máximo: 4200 mm, nivel mínimo 300 mm) L-106: Indicador de nivel por diferencia de presión: 5005 A - 1 0 0 2 0 1
(Nivel máximo: 5800 mm, nivel mínimo 500 mm) L-107: Indicador de nivel por diferencia de presión: 5005 A - 1 0 0 2 0 1
(Nivel máximo: 5800 mm, nivel mínimo 500 mm) 1.8.2.4 Transmisor de temperatura El transmisor de temperatura seleccionado será del tipo Rosemount 248 de la marca Emerson. - Descripción
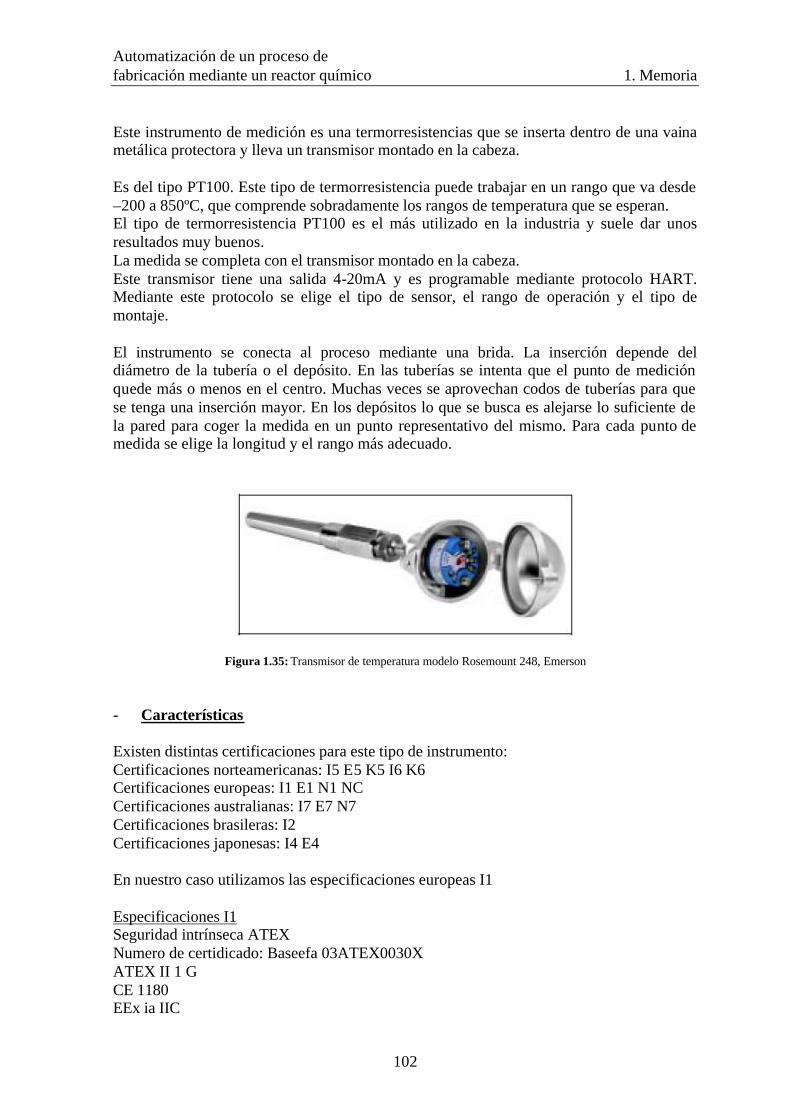
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
102
Este instrumento de medición es una termorresistencias que se inserta dentro de una vaina metálica protectora y lleva un transmisor montado en la cabeza. Es del tipo PT100. Este tipo de termorresistencia puede trabajar en un rango que va desde –200 a 850ºC, que comprende sobradamente los rangos de temperatura que se esperan. El tipo de termorresistencia PT100 es el más utilizado en la industria y suele dar unos resultados muy buenos. La medida se completa con el transmisor montado en la cabeza. Este transmisor tiene una salida 4-20mA y es programable mediante protocolo HART. Mediante este protocolo se elige el tipo de sensor, el rango de operación y el tipo de montaje. El instrumento se conecta al proceso mediante una brida. La inserción depende del diámetro de la tubería o el depósito. En las tuberías se intenta que el punto de medición quede más o menos en el centro. Muchas veces se aprovechan codos de tuberías para que se tenga una inserción mayor. En los depósitos lo que se busca es alejarse lo suficiente de la pared para coger la medida en un punto representativo del mismo. Para cada punto de medida se elige la longitud y el rango más adecuado.
Figura 1.35: Transmisor de temperatura modelo Rosemount 248, Emerson - Características Existen distintas certificaciones para este tipo de instrumento: Certificaciones norteamericanas: I5 E5 K5 I6 K6 Certificaciones europeas: I1 E1 N1 NC Certificaciones australianas: I7 E7 N7 Certificaciones brasileras: I2 Certificaciones japonesas: I4 E4 En nuestro caso utilizamos las especificaciones europeas I1 Especificaciones I1 Seguridad intrínseca ATEX Numero de certidicado: Baseefa 03ATEX0030X ATEX II 1 G CE 1180 EEx ia IIC
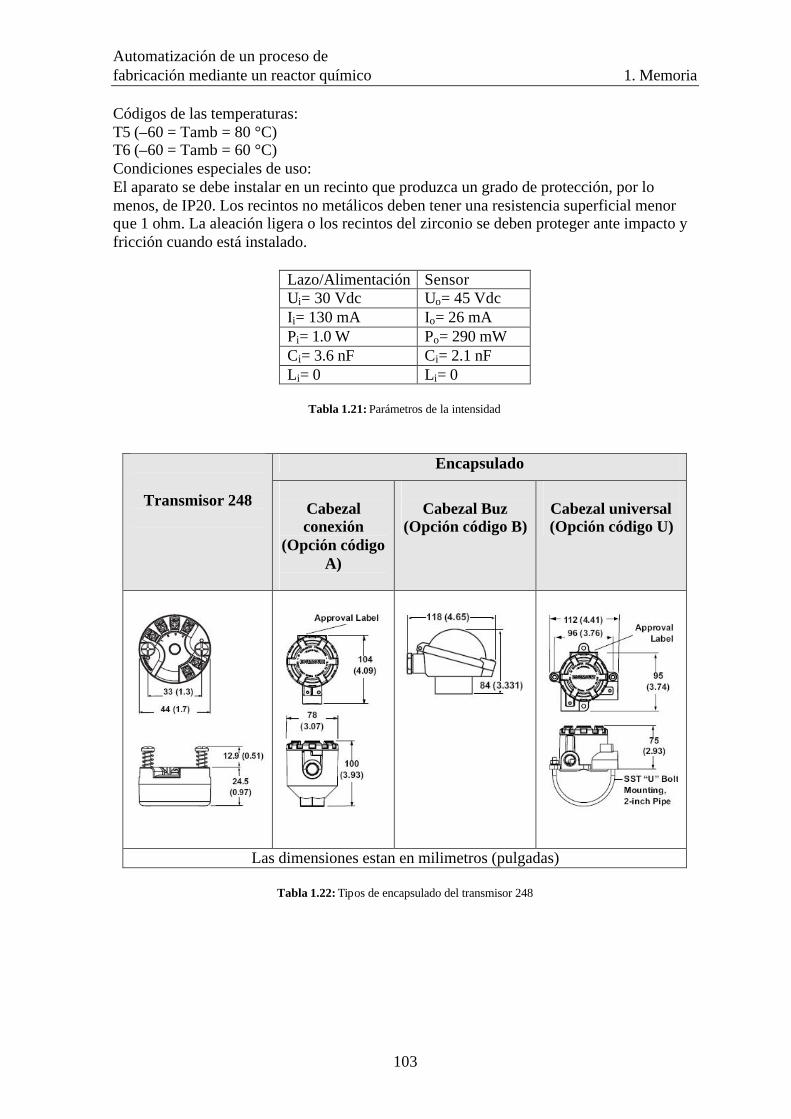
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
103
Códigos de las temperaturas: T5 (–60 = Tamb = 80 °C) T6 (–60 = Tamb = 60 °C) Condiciones especiales de uso: El aparato se debe instalar en un recinto que produzca un grado de protección, por lo menos, de IP20. Los recintos no metálicos deben tener una resistencia superficial menor que 1 ohm. La aleación ligera o los recintos del zirconio se deben proteger ante impacto y fricción cuando está instalado.
Lazo/Alimentación Sensor Ui= 30 Vdc Uo= 45 Vdc Ii= 130 mA Io= 26 mA Pi= 1.0 W Po= 290 mW Ci= 3.6 nF Ci= 2.1 nF Li= 0 Li= 0
Tabla 1.21: Parámetros de la intensidad
Encapsulado
Transmisor 248
Cabezal conexión
(Opción código A)
Cabezal Buz
(Opción código B)
Cabezal universal (Opción código U)
Las dimensiones estan en milimetros (pulgadas)
Tabla 1.22: Tipos de encapsulado del transmisor 248

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
104
Ejemplos de transmisores y sensores del termopozo 248
Termopozo tubular y estilo del sensor de
placa DIN
Termopozo Barstock y
estilo del sensor de placa DIN
Termopozo Barstock,
extensión de la unión de la entrerosca, y 1/2-in. Sensor
NPT
N = Longitud de la extensión, U= Longitud de la inmersión del termopozo Las dimensiones están en milímetros (pulgadas)
Tabla 1.23: Ejemplo de transmisores y sensores del termopozo 248
En nuestro caso se elegirá el ecapsulado de Cabezal Buz (B) y termopozo tubular DIN.
Figura 1.36: Características del transmisor elegido
A través de la tabla adjunta en el apartado de cálculos, se ha elegido el transmisor de temperatura necesario para el proceso.

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
105
T-100: Transmisor de temperatura 248H A I1 B 2 UR N006 H02 U012 A1 1.8.2.5 Transmisor de Caudal Se han elegido los transmisores de caudal másico por Coriolis modelo Micro Motion 2700, de la serie 2000, de la marca Emerson. - Descripción
• Transmisor multivariable de la Serie 2000 Los transmisores de la Serie 2000 están diseñados específicamente para aplicaciones que requieren supervisión simultánea de múltiples variables de caudal. Ofrecen combinaciones seleccionadas de salidas, que incluyen miliamperios, frecuencia, entradas y salidas discretas, además de comunicaciones digitales Modbus, HART, fieldbus y Profibus-PA. Permiten - Elegir montaje integrado o remoto con un cable de señal estándar de 4 hilos, dos pares,
cada par retorcido y blindado. - Identificar y resolver problemas fácilmente con diagnósticos inteligentes integrados - Seleccionar las capacidades del transmisor de acuerdo a las necesidades de su
aplicación - Actualizar la funcionalidad del transmisor según sea necesario - Medición simultáneamente de varias variables, incluyendo:
- Caudal másico - Caudal volumétrico - Densidad - Temperatura - Ganancia de la bobina drive
Se caracterizan por tener: - Un montaje remoto de 4 hilos al sensor, con buena relación costo-beneficio, libre de
molestias - Una uesta en marcha sencilla, casi sin requerimientos especiales de programación. - Comunicaciones digitales - Diagnósticos de fácil acceso: condición operativa del sensor, estado del transmisor,
variables de proceso, eventos de proceso, y más - Compatibilidad con versiones anteriores de sensores con caja de conexiones de 9 hilos
• Transmisor Modelo 2700 Con este instrumento es posible utilizar un solo instrumento para medir caudal volumétrico corregido y densidad corregida, eliminando la necesidad de un densímetro, reduciendo el
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
106
mantenimiento, y disminuyendo su inversión de capital. No se requiere calibración o recalibración para fluidos de diferente densidad. Permite: - Montaje compacto e integrado al sensor con 360 grados de rotación - Interfaz local de operador Clase I, División 1/Zona 1 para:
- Ver las variables de proceso - Ver el estado del medidor a simple vista - Ver y reconocer alarmas - Iniciar, detener y poner a cero los totalizadores del transmisor - Ajustar el cero del medidor de caudal - Realizar pruebas de simulación de salida - Cambiar las unidades de medición - Asignar variables a las salidas - Escalar las salidas - Establecer las opciones de comunicación RS-485 - Las funciones de la interfaz pueden ser personalizadas y protegidas con contraseña
Transferencia de custodia Los medidores tipo Coriolis de Micro Motion proporcionan la precisión necesaria para intercambios comerciales para una amplia gama de fluidos sin la necesidad de trayectorias rectas aguas arriba y aguas abajo y sin la necesidad de compensación externa. Son una alternativa ideal para aplicaciones que requieren mediciones rápidas y exactas. El DSP de MVD proporciona excelente repetibilidad con tiempos de lote bajos, de 1 segundo de duración, y elimina las variaciones de proceso debidas a los cambios de densidad y temperatura. La transferencia de custodia basada en caudal másico elimina muchos de los problemas asociados con tecnologías volumétricas: los medidores tipo Coriolis no tienen partes móviles, la medida no varía a causa de la temperatura, y pueden eliminar desperdicios y reprocesado al proporcionar en todos los casos la cantidad correcta de producto.
Figura 1.37: Caudal másico por Coriolis, modelo Micro Motion 2700, serie 2000, Emerson
- Características

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
107
Conexiones de entrada/salida Tres pares de terminales de cableado para las salidas del transmisor Los terminales tipo tornillo aceptan uno o dos conductores unifilares, calibre 2,0 a 3,5 mm2; o uno o dos conductores trenzados, calibre 0,34 a 2,5 mm2 Conexión de alimentación Un par de terminales de cableado acepta alimentación de CA o CC Un borne de tierra interno para el cableado de tierra de la fuente de alimentación Los terminales tipo tornillo aceptan uno o dos conductores unifilares, calibre 2,0 a 3,5 mm2; o uno o dos conductores trenzados, calibre 0,34 a 2,5 mm2 Conexión del puerto de servicio Dos clips para conexión temporal al puerto de servicio Conexión del procesador central El transmisor tiene dos pares de terminales para la conexión de 4 hilos al procesador central: - Un par se utiliza para la conexión RS-485 al procesador central - Un par se utiliza para alimentar el procesador central Los conectores de enchufe aceptan conductores trenzados o unifilares, calibre 0,20 a 3,5 mm2 Códigos de opción de salida B y C: transmisores Modelo 2700 con salida configurable no intrínsecamente segura • Una o dos salidas 4–20 mA activas No intrínsecamente seguras. Aisladas a ±50 VCC de todas las otras salidas y de tierra física. Límite máximo de carga de la mA1: 820 ohmios; de la mA2: 420 ohmios. Puede transmitir caudal másico, caudal volumétrico, densidad, temperatura o ganancia de la bobina drive. La salida es lineal con el proceso desde 3,8 a 20,5 mA, según NAMUR NE43. Si se alimenta externamente (pasiva), el voltaje de salida es 30 VCC máximo, 24 VCC típico, hundimiento hasta 500 mA a 30 VCC. Fuente de alimentación Entrada auto-conmutada CA/CC, reconoce automáticamente el voltaje de la fuente de alimentación. Cumple con la directiva de bajo voltaje 73/23/EEC según IEC 1010-1 con la enmienda 2. Instalación (Sobrevoltaje) Categoría II, Grado de Polución 2.
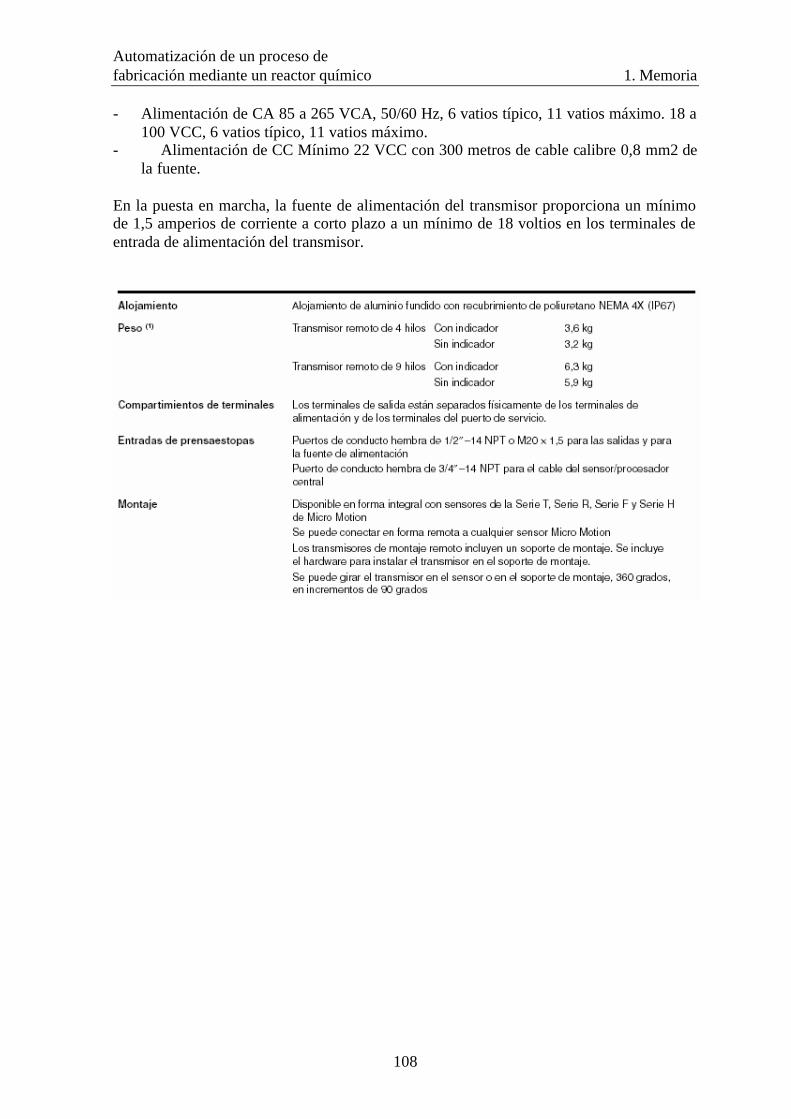
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
108
- Alimentación de CA 85 a 265 VCA, 50/60 Hz, 6 vatios típico, 11 vatios máximo. 18 a 100 VCC, 6 vatios típico, 11 vatios máximo.
- Alimentación de CC Mínimo 22 VCC con 300 metros de cable calibre 0,8 mm2 de la fuente.
En la puesta en marcha, la fuente de alimentación del transmisor proporciona un mínimo de 1,5 amperios de corriente a corto plazo a un mínimo de 18 voltios en los terminales de entrada de alimentación del transmisor.
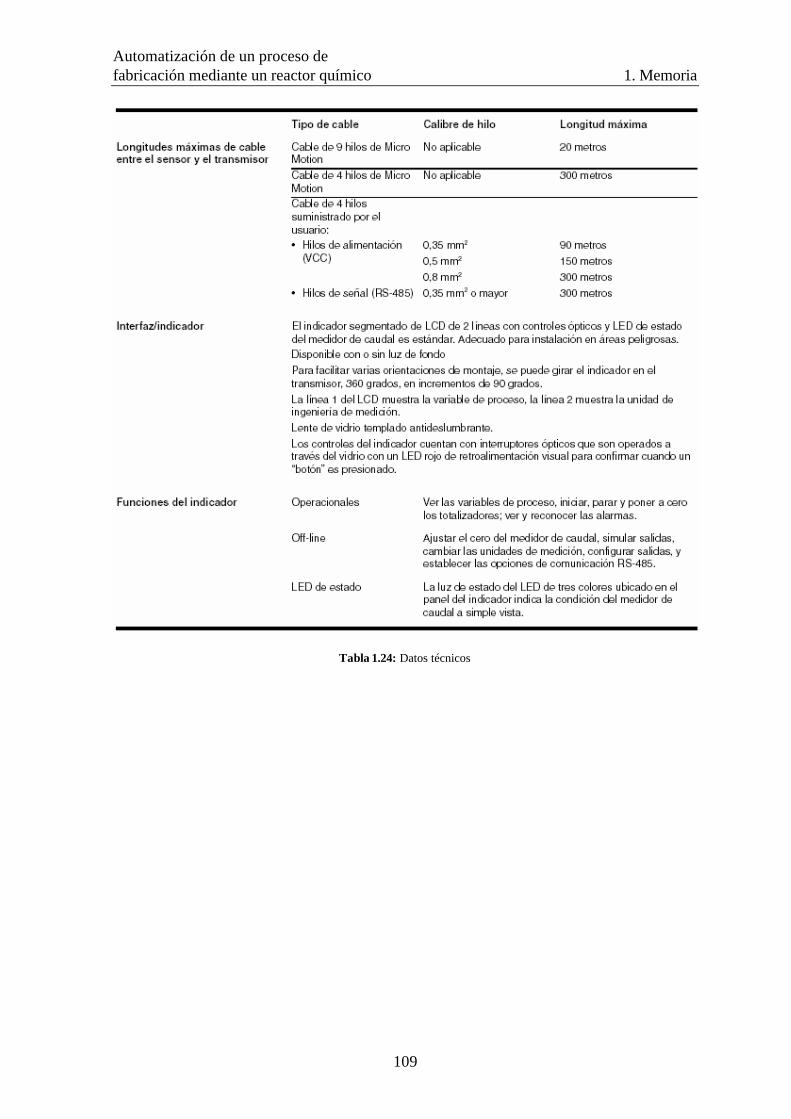
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
109
Tabla 1.24: Datos técnicos
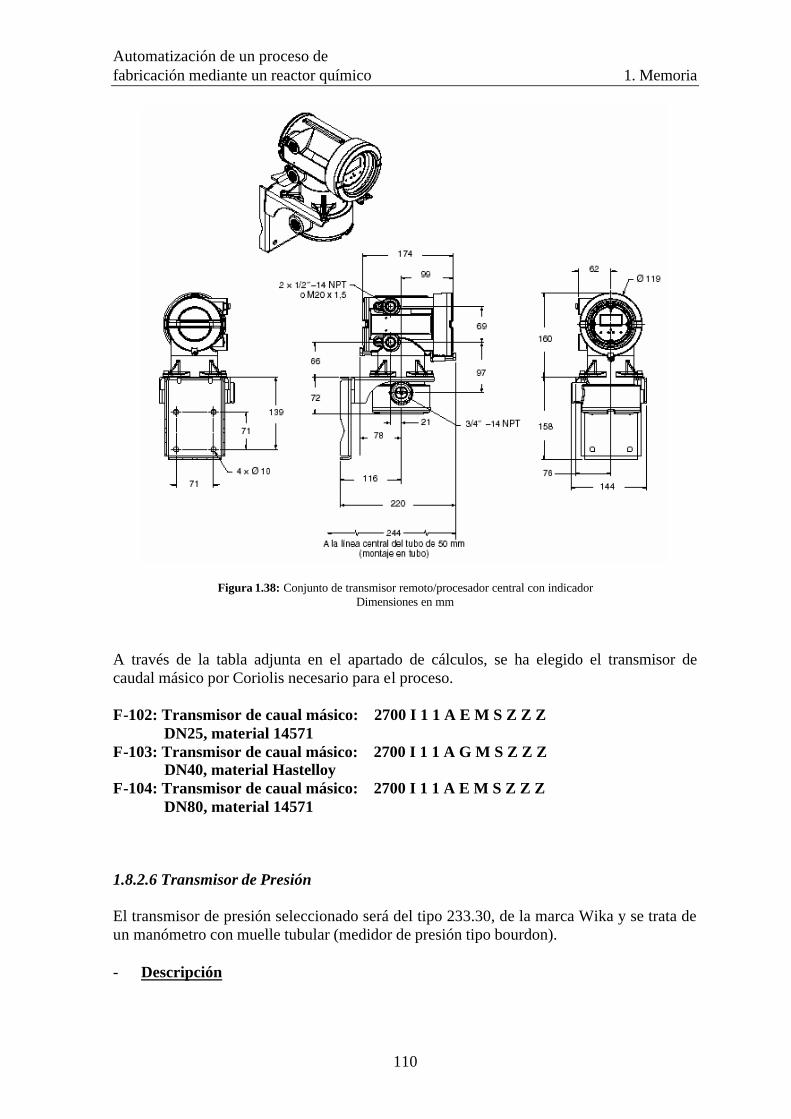
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
110
Figura 1.38: Conjunto de transmisor remoto/procesador central con indicador Dimensiones en mm
A través de la tabla adjunta en el apartado de cálculos, se ha elegido el transmisor de caudal másico por Coriolis necesario para el proceso. F-102: Transmisor de caual másico: 2700 I 1 1 A E M S Z Z Z
DN25, material 14571 F-103: Transmisor de caual másico: 2700 I 1 1 A G M S Z Z Z
DN40, material Hastelloy F-104: Transmisor de caual másico: 2700 I 1 1 A E M S Z Z Z
DN80, material 14571 1.8.2.6 Transmisor de Presión El transmisor de presión seleccionado será del tipo 233.30, de la marca Wika y se trata de un manómetro con muelle tubular (medidor de presión tipo bourdon). - Descripción

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
111
Este manómetro es adecuado para medios corrosivos y gaseosos o medios líquidos que no obstruyan el elemento de medida. Se utiliza en industrias de proceso químicas y petroquímicas, plantas de energía, minería, industria naval, tecnología de medioambiente, ingeniería mecánica y en la construcción de plantas de procesos en general Dispone de exigencia de seguridad aumentada para la protección de personas y de líquido amortiguador para aplicaciones con altas vibraciones o pulsaciones de presión. Es un manómetro de seguridad con sistema Solid front, diseñado de acuerdo con la normativa de seguridad EN 837-1, y tiene una excelente estabilidad y resistencias a pulsaciones y vibraciones Esta construido completamente en acero inoxidable o también de PTFE si se especifica en el pedido.
Figura 1.39: Manómetro con muelle tubular 233.30, Wika - Características
Descripción del instrumento Ejecución EN 837-1 Diámetro nominal 63, 100, 160 Clase de precisión (EN 837-1/6) Diámetro 63: 1,6 Diámetro 100, 160: 1,0 Rangos de medición Diámetro 63: 0 ... 1 a 0 ... 1000 bar Diámetro 100: 0 ... 0,6 a 0 ... 1000 bar Diámetro 160: 0 ... 0,6 a 0 ... 1600 bar o otras unidades de presión equivalentes y vacío

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
112
Presión de trabajo DN 63 Carga estáticas: valor final de la escala
Carga dinámcias: 0,9 x valor final de la escala Puntual: 1,1 x valor final de la escala
NG 100, 160: Carga estáticas: valor final de la escala Carga dinámcias: 0,9 x valor final de la escala
Puntual: 1,3 x valor final de la escala Temperaturas admisibles Ambiente: -40 ..... +60 °C sin líquido de llenado
-20 ..... +60 °C con líquido de llenado Medio a medir +200 °C maximo sin líquido de llenado
+100 °C maximo con líquido de llenado Influencia de la temperatura Error de indicacion con diferencia respecto a la temperatura de referencia (+20ºC) en el sistema de medición: max +/- 0,4 % / 10 K del valor final de la escala Tipo de protección IP 65 (EN 60 529 / lEC 529) Toma de conexión a la presión Acero inoxidable 316L, rosca macho radial o dorsal Diámetro 63: G ¼ B, cuadrado 14 Diámetro 100, 160: G ½ B, cuadrado 22 (NG 160 solo radial) Elemento de medición Acero inoxidable 316L o PTFE < 100 bar: forma circular = 100 bar: forma helicoidal Sistema de indicación Acero inoxidable Esfera Aluminio blanco, escala negra, Diámetro 63 con tope en punto .0. Aguja Aluminio, negro Caja Acero inoxidable, con solidfront y tapa dorsal de expulsión Mirilla Cristal de seguridad laminado Aro
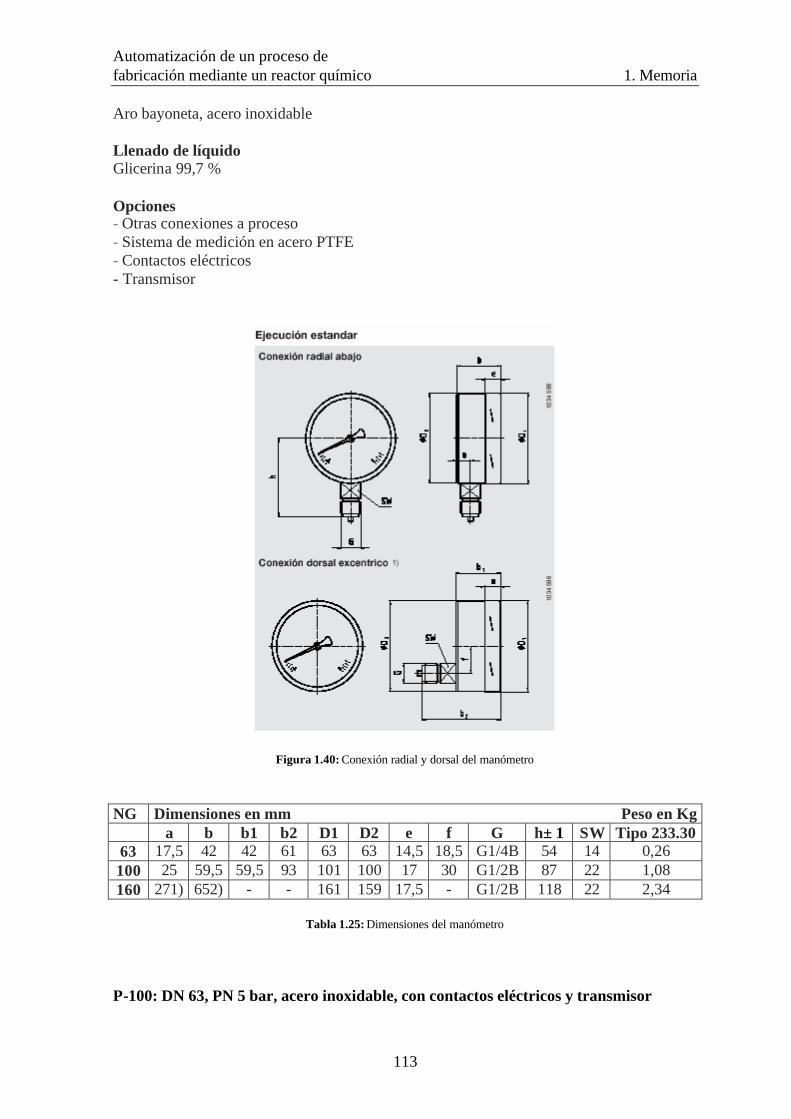
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
113
Aro bayoneta, acero inoxidable Llenado de líquido Glicerina 99,7 % Opciones - Otras conexiones a proceso - Sistema de medición en acero PTFE - Contactos eléctricos - Transmisor
Figura 1.40: Conexión radial y dorsal del manómetro
NG Dimensiones en mm Peso en Kg a b b1 b2 D1 D2 e f G h± 1 SW Tipo 233.30
63 17,5 42 42 61 63 63 14,5 18,5 G1/4B 54 14 0,26 100 25 59,5 59,5 93 101 100 17 30 G1/2B 87 22 1,08 160 271) 652) - - 161 159 17,5 - G1/2B 118 22 2,34
Tabla 1.25: Dimensiones del manómetro P-100: DN 63, PN 5 bar, acero inoxidable, con contactos eléctricos y transmisor

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
114
P-101: DN 63, PN 2 bar, acero inoxidable, con contactos eléctricos y transmisor P-102: DN 63, PN 4 bar, PTFE, con contactos eléctricos y transmisor P-103: DN 63, PN 6 bar, acero inoxidable, con contactos eléctricos y transmisor P-104: DN 63, PN 6 bar, acero inoxidable, con contactos eléctricos y transmisor P-105: DN 63, PN 6 bar, acero inoxidable, con contactos eléctricos y transmisor P-106: DN 63, PN 6 bar, acero inoxidable, con contactos eléctricos y transmisor 1.8.2.7 Puesta a tierra El transmisor de puesta a tierra utilizado de la marca Eltex y dispondrá de unas pinzas (abrazaderas) de tierra modelo 70AK y un “rewinder” del cable modelo 601KR/A
Figura 1.41: Puesta a tierra, Eltex - Abrazadera 70AK
Figura 1.42: Abrazadera modelo 70AK, Eltex
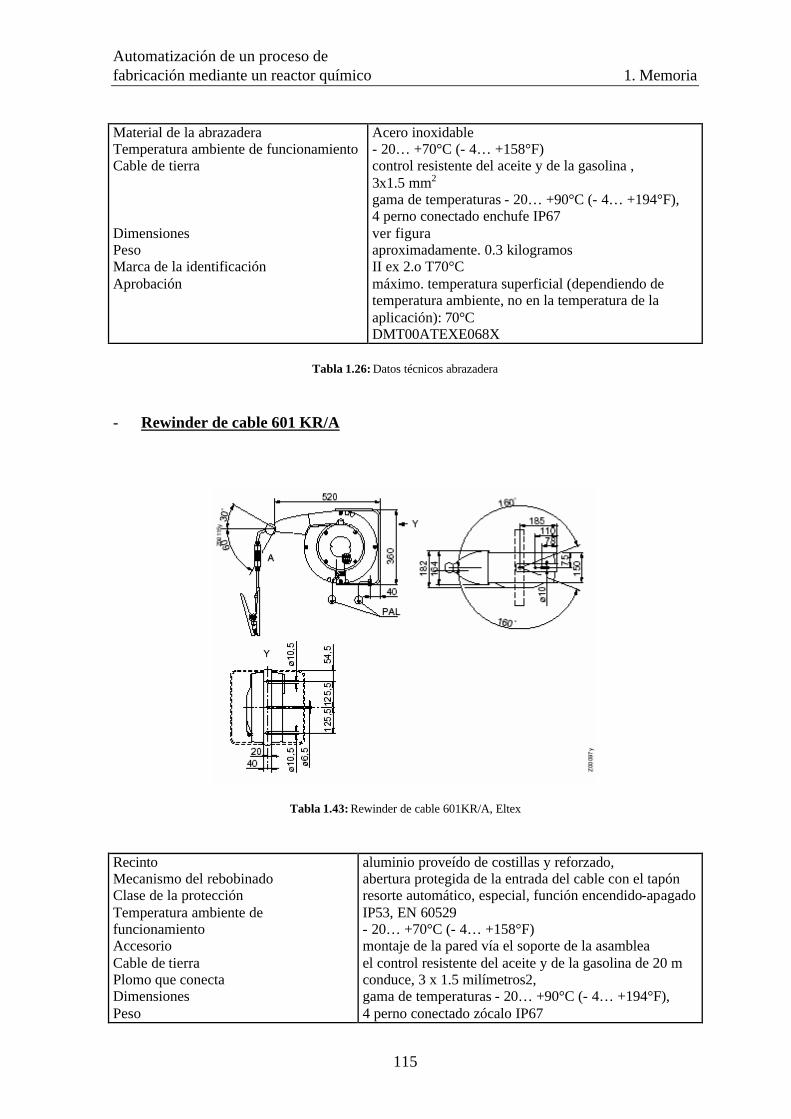
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
115
Material de la abrazadera Temperatura ambiente de funcionamiento Cable de tierra Dimensiones Peso Marca de la identificación Aprobación
Acero inoxidable - 20… +70°C (- 4… +158°F) control resistente del aceite y de la gasolina , 3x1.5 mm2 gama de temperaturas - 20… +90°C (- 4… +194°F), 4 perno conectado enchufe IP67 ver figura aproximadamente. 0.3 kilogramos II ex 2.o T70°C máximo. temperatura superficial (dependiendo de temperatura ambiente, no en la temperatura de la aplicación): 70°C DMT00ATEXE068X
Tabla 1.26: Datos técnicos abrazadera
- Rewinder de cable 601 KR/A
Tabla 1.43: Rewinder de cable 601KR/A, Eltex
Recinto Mecanismo del rebobinado Clase de la protección Temperatura ambiente de funcionamiento Accesorio Cable de tierra Plomo que conecta Dimensiones Peso
aluminio proveído de costillas y reforzado, abertura protegida de la entrada del cable con el tapón resorte automático, especial, función encendido-apagado IP53, EN 60529 - 20… +70°C (- 4… +158°F) montaje de la pared vía el soporte de la asamblea el control resistente del aceite y de la gasolina de 20 m conduce, 3 x 1.5 milímetros2, gama de temperaturas - 20… +90°C (- 4… +194°F), 4 perno conectado zócalo IP67

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
116
Inductancia Capacitancia Marca de la identificación Aprobación
2.5 m, cable que conecta 3 x 1.5 milímetros2 vea el higo. aproximadamente. 14 kilogramos con el cable de tierra de 20 m aproximadamente. 0.1 Mh aproximadamente. 5.0 N-F II ex 2.o T70°C máximo. temperatura superficial (dependiendo de temperatura ambiente, no en la temperatura de la aplicación): 70°C DMT00ATEXE068X
Tabla 1.27: Datos técnicos rewinder de cable
1.8.3 Hardware 1.8.3.1 Autómata Programable (PLC) Las siglas P.L.C. (Programmable Logic Controller) significan “Controlador Lógico programable”, por lo tanto el PLC es un dispositivo usado para controlar. Este control se realiza sobre la base de una lógica, definida a través de un programa. Para implementar ésta lógica se ha utilizado el software STEP 7 que es el estándar ejecutable desde Windows y es el mismo para toda la familia de SIMATIC S7. Para automatizar el proceso se utilizará un autómata programable (PLC) del tipo S7-300 de la marca SIEMENS.
Figura 1.44: PLC S7-300, Siemens Se trata de un sistema de control distribuido conectado mediante un bus PROFIBUS-DP redundante. Su estructura es modular y permite la posibilidad de conectar módulos sin limitación. Los tiempos de ciclo son muy cortos ya que su ejecución de instrucciones es muy rápida.
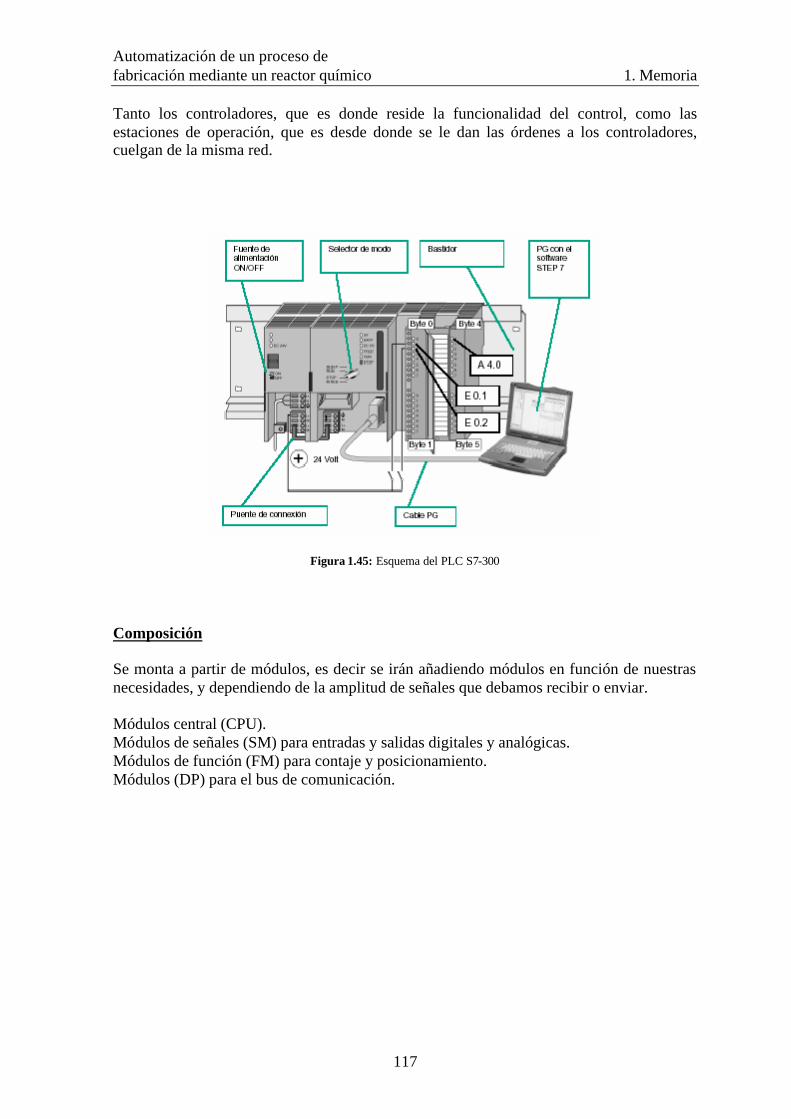
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
117
Tanto los controladores, que es donde reside la funcionalidad del control, como las estaciones de operación, que es desde donde se le dan las órdenes a los controladores, cuelgan de la misma red.
Figura 1.45: Esquema del PLC S7-300 Composición Se monta a partir de módulos, es decir se irán añadiendo módulos en función de nuestras necesidades, y dependiendo de la amplitud de señales que debamos recibir o enviar. Módulos central (CPU). Módulos de señales (SM) para entradas y salidas digitales y analógicas. Módulos de función (FM) para contaje y posicionamiento. Módulos (DP) para el bus de comunicación.

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
118
Figura 1.46: Esquema del PLC S7-300 Funcionamiento Para explicar el funcionamiento del PLC, se pueden distinguir las siguientes partes:
• Interfaces de entradas y salidas • CPU (Unidad Central de Proceso) • Memoria • Dispositivos de Programación
Figura 1.47: Esquema del funcionamiento del PLC
CPU SM DI
SMAI
SMAO FM:
- Contaje -Posicionam. - Control en Lazo Cerrado
DP: - Punto-a-Punto - PROFIBUS - Ethernet Industrial
SM DO
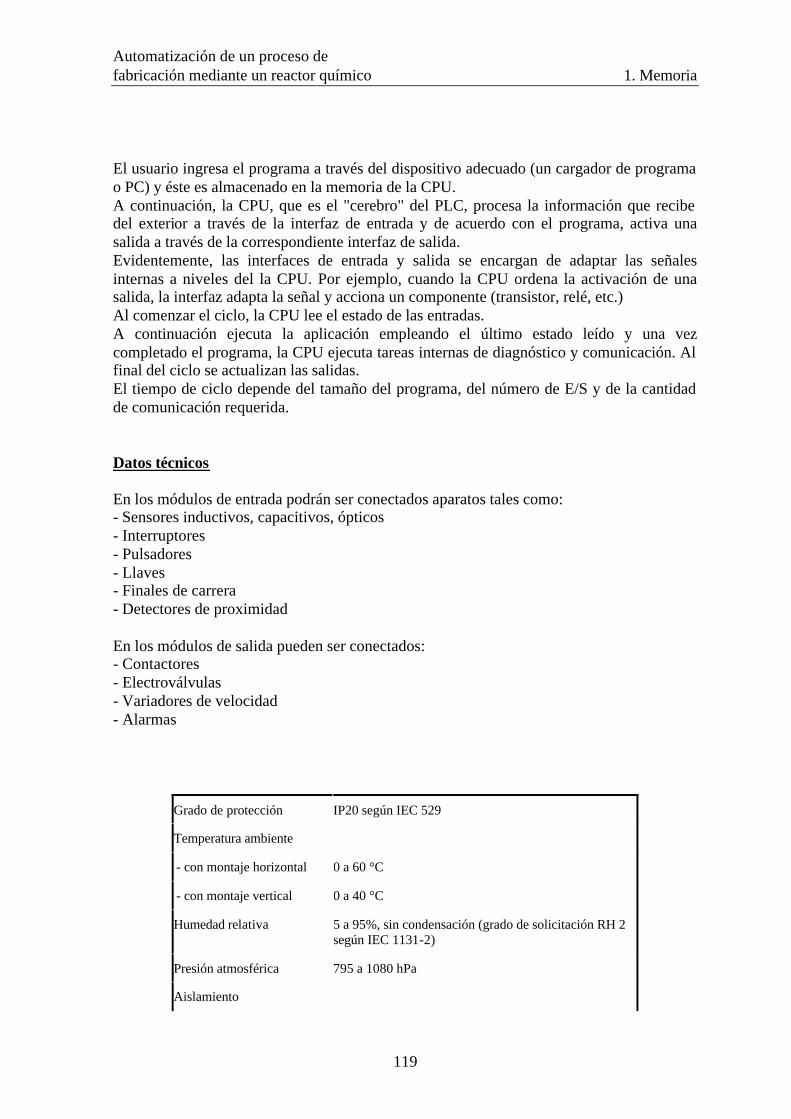
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
119
El usuario ingresa el programa a través del dispositivo adecuado (un cargador de programa o PC) y éste es almacenado en la memoria de la CPU. A continuación, la CPU, que es el "cerebro" del PLC, procesa la información que recibe del exterior a través de la interfaz de entrada y de acuerdo con el programa, activa una salida a través de la correspondiente interfaz de salida. Evidentemente, las interfaces de entrada y salida se encargan de adaptar las señales internas a niveles del la CPU. Por ejemplo, cuando la CPU ordena la activación de una salida, la interfaz adapta la señal y acciona un componente (transistor, relé, etc.) Al comenzar el ciclo, la CPU lee el estado de las entradas. A continuación ejecuta la aplicación empleando el último estado leído y una vez completado el programa, la CPU ejecuta tareas internas de diagnóstico y comunicación. Al final del ciclo se actualizan las salidas. El tiempo de ciclo depende del tamaño del programa, del número de E/S y de la cantidad de comunicación requerida. Datos técnicos En los módulos de entrada podrán ser conectados aparatos tales como: - Sensores inductivos, capacitivos, ópticos - Interruptores - Pulsadores - Llaves - Finales de carrera - Detectores de proximidad En los módulos de salida pueden ser conectados: - Contactores - Electroválvulas - Variadores de velocidad - Alarmas
Grado de protección IP20 según IEC 529
Temperatura ambiente
- con montaje horizontal 0 a 60 °C
- con montaje vertical 0 a 40 °C
Humedad relativa 5 a 95%, sin condensación (grado de solicitación RH 2 según IEC 1131-2)
Presión atmosférica 795 a 1080 hPa
Aislamiento

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
120
- circuitos 24 V DC Tensión de ensayo 500 V DC
- circuitos 230 V AC Tensión de ensayo 1460 V AC
Compatibilidad electromagnética
Requerimientos de la Directiva CEM;
Inmunidad a interferencias conforme a EN 50082-2, ensayo según: IEC 801-2, ENV 50140, IEC 801-4, ENV 50141, IEC 801-5;
Emisión de perturbaciones según EN 50081-2, comprobación según EN 55011, clase A, grupo 1
Cargas mecánicas
- vibraciones, ensayadas IEC 68, parte 2-6/10 a 58 Hz;
amplitud constante 0,075 mm; 58 a 150 Hz;
Aceleración constante 1 g;
duración de la prueba: 10 barridos de frecuencia por eje en cada sentido de los tres ejes perpendiculares entre sí
- choques ensayados IEC 68, parte 2-27/semisenoidal:
intensidad del choque 15 g (valor de cresta), duración 11 ms
Tabla 1.28: Datos técnicos genreales
1.8.3.2 Fuente de Alimentación Se utilizará la fuente de alimentación monofásica con intensidad de salida de 10 A, de la marca Siemens, apropiada para el PLC S7-300. Referencia: 6ES7307-1KA00-0AA0
Figura 1.48: Fuente de alimentación para S7-300: 6ES7307-1KA00-0AA0
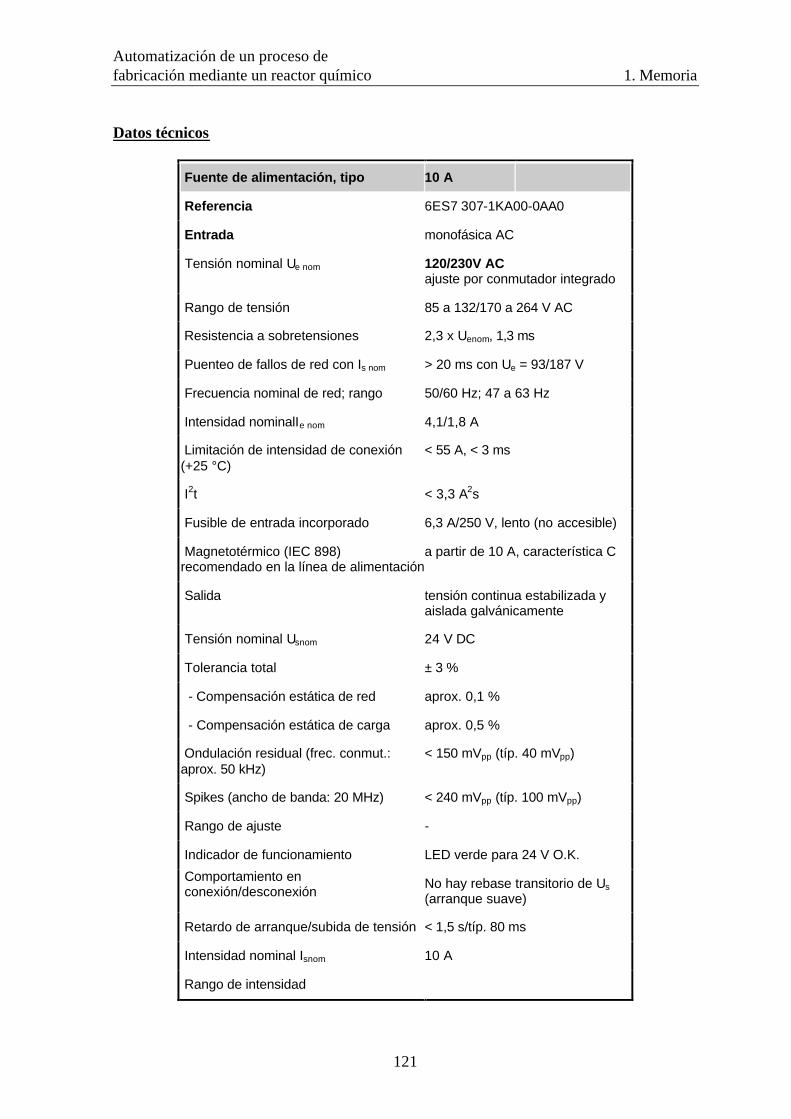
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
121
Datos técnicos
Fuente de alimentación, tipo 10 A
Referencia 6ES7 307-1KA00-0AA0
Entrada monofásica AC
Tensión nominal Ue nom 120/230V AC ajuste por conmutador integrado
Rango de tensión 85 a 132/170 a 264 V AC
Resistencia a sobretensiones 2,3 x Uenom, 1,3 ms
Puenteo de fallos de red con Is nom > 20 ms con Ue = 93/187 V
Frecuencia nominal de red; rango 50/60 Hz; 47 a 63 Hz
Intensidad nominalIe nom 4,1/1,8 A
Limitación de intensidad de conexión (+25 °C)
< 55 A, < 3 ms
I2t < 3,3 A2s
Fusible de entrada incorporado 6,3 A/250 V, lento (no accesible)
Magnetotérmico (IEC 898) recomendado en la línea de alimentación
a partir de 10 A, característica C
Salida tensión continua estabilizada y aislada galvánicamente
Tensión nominal Usnom 24 V DC
Tolerancia total ± 3 %
- Compensación estática de red aprox. 0,1 %
- Compensación estática de carga aprox. 0,5 %
Ondulación residual (frec. conmut.: aprox. 50 kHz)
< 150 mVpp (típ. 40 mVpp)
Spikes (ancho de banda: 20 MHz) < 240 mVpp (típ. 100 mVpp)
Rango de ajuste -
Indicador de funcionamiento LED verde para 24 V O.K.
Comportamiento en conexión/desconexión
No hay rebase transitorio de Us (arranque suave)
Retardo de arranque/subida de tensión < 1,5 s/típ. 80 ms
Intensidad nominal Isnom 10 A
Rango de intensidad

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
122
Fuente de alimentación, tipo 10 A
- hasta +45 °C 0 a 10 A
- hasta +60 °C 0 a 10 A
U/I din. en caso de
- arranque contra cortocircuito típ. 35 A durante 80 ms
- cortocircuito en funcionamiento típ. 35 A durante 150 ms
Posibilidad de conectar en paralelo para aumentar la potencia
no permitido
Rendimiento
Rendimiento con Usnom, Is nom aprox. 87 %
Disipación con Usnom, Is nom aprox. 34 W
Regulación
Compensación din. de red (Ue nom ± 15 %)
± 0,3 % Us
Compensación din. de carga (Is: 50/100/50 %)
± 2,5 % Us
Tiempo de establecimiento tras escalón de carga
- 50 a 100 % < 5 ms
- 100 a 50 % < 5 ms
Protección y vigilancia
Protección de sobretensión en salida lazo de regulación adicional, corte a aprox. 30 V, rearranque automático
Limitación de intensidad 11 a 12 A
Protección contra cortocircuitos Desconexión electrónica, rearranque automático
Intensidad eficaz de cortocircuito sostenido
< 10 A
Indicador de sobrecarga/cortocircuito -
Aislamiento galvánico primario/secundario
sí, tensión de salida Us tipo SELV según EN 60950 y EN 50178
Clase de protección clase I
Corriente de fuga < 3,5 mA (típ. 0,5 mA)
Homologación FM sí, Class I Div. 2, A, B, C, D, T4
Homologación para construcción naval dentro del sistema S7-300
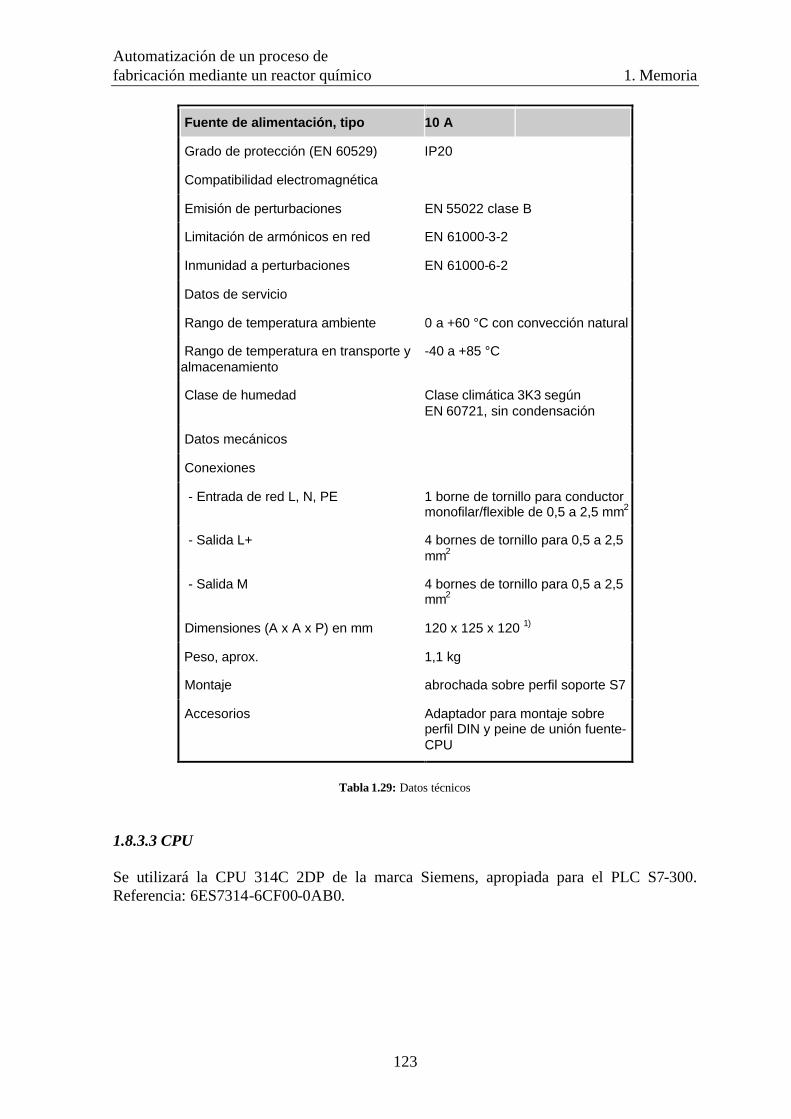
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
123
Fuente de alimentación, tipo 10 A
Grado de protección (EN 60529) IP20
Compatibilidad electromagnética
Emisión de perturbaciones EN 55022 clase B
Limitación de armónicos en red EN 61000-3-2
Inmunidad a perturbaciones EN 61000-6-2
Datos de servicio
Rango de temperatura ambiente 0 a +60 °C con convección natural
Rango de temperatura en transporte y almacenamiento
-40 a +85 °C
Clase de humedad Clase climática 3K3 según EN 60721, sin condensación
Datos mecánicos
Conexiones
- Entrada de red L, N, PE 1 borne de tornillo para conductor monofilar/flexible de 0,5 a 2,5 mm2
- Salida L+ 4 bornes de tornillo para 0,5 a 2,5 mm2
- Salida M 4 bornes de tornillo para 0,5 a 2,5 mm2
Dimensiones (A x A x P) en mm 120 x 125 x 120 1)
Peso, aprox. 1,1 kg
Montaje abrochada sobre perfil soporte S7
Accesorios Adaptador para montaje sobre perfil DIN y peine de unión fuente-CPU
Tabla 1.29: Datos técnicos
1.8.3.3 CPU Se utilizará la CPU 314C 2DP de la marca Siemens, apropiada para el PLC S7-300. Referencia: 6ES7314-6CF00-0AB0.
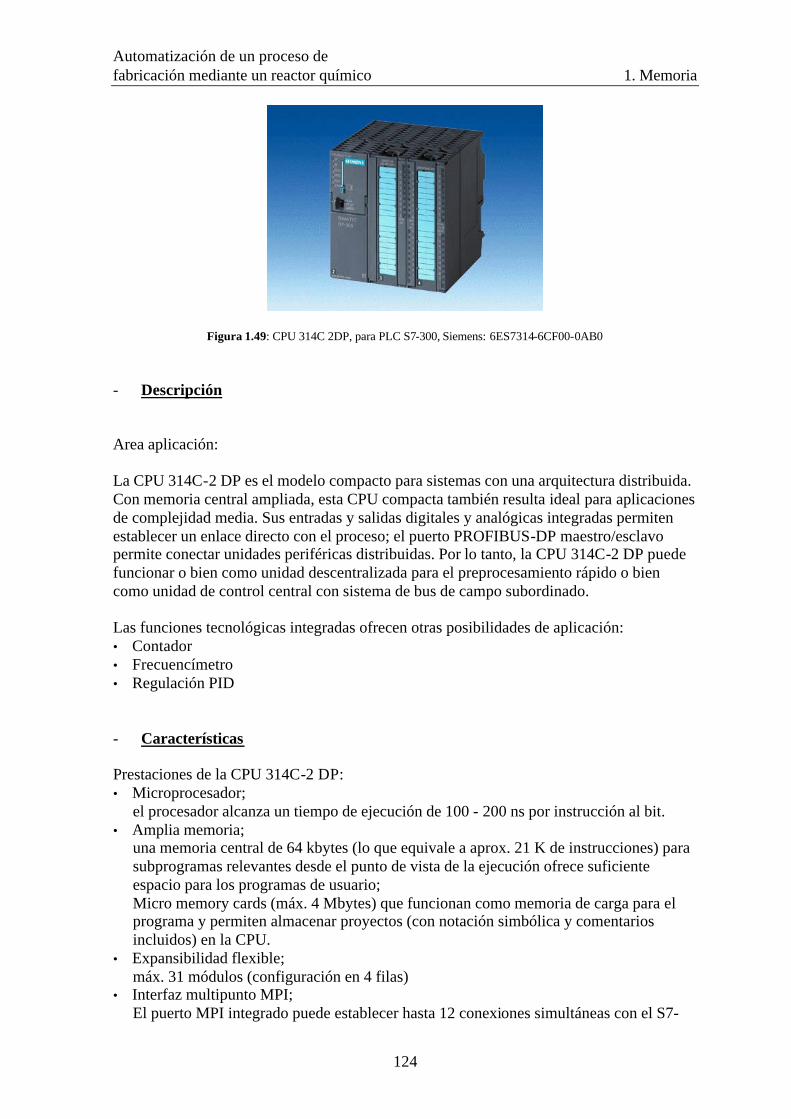
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
124
Figura 1.49: CPU 314C 2DP, para PLC S7-300, Siemens: 6ES7314-6CF00-0AB0 - Descripción
Area aplicación: La CPU 314C-2 DP es el modelo compacto para sistemas con una arquitectura distribuida. Con memoria central ampliada, esta CPU compacta también resulta ideal para aplicaciones de complejidad media. Sus entradas y salidas digitales y analógicas integradas permiten establecer un enlace directo con el proceso; el puerto PROFIBUS-DP maestro/esclavo permite conectar unidades periféricas distribuidas. Por lo tanto, la CPU 314C-2 DP puede funcionar o bien como unidad descentralizada para el preprocesamiento rápido o bien como unidad de control central con sistema de bus de campo subordinado. Las funciones tecnológicas integradas ofrecen otras posibilidades de aplicación: • Contador • Frecuencímetro • Regulación PID - Características Prestaciones de la CPU 314C-2 DP: • Microprocesador;
el procesador alcanza un tiempo de ejecución de 100 - 200 ns por instrucción al bit. • Amplia memoria;
una memoria central de 64 kbytes (lo que equivale a aprox. 21 K de instrucciones) para subprogramas relevantes desde el punto de vista de la ejecución ofrece suficiente espacio para los programas de usuario; Micro memory cards (máx. 4 Mbytes) que funcionan como memoria de carga para el programa y permiten almacenar proyectos (con notación simbólica y comentarios incluidos) en la CPU.
• Expansibilidad flexible; máx. 31 módulos (configuración en 4 filas)
• Interfaz multipunto MPI; El puerto MPI integrado puede establecer hasta 12 conexiones simultáneas con el S7-
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
125
300/400 o con la programadora (PG), el PC o el panel de operador (OP), De los cuales uno está reservado de forma fija para PG y otro para OP. La interfaz MPI permite configurar con gran sencillez una red de comunicación vía "datos globales" con un máximo de 16 CPUs
• Interfaz PROFIBUS DP: La CPU 314C-2 DP con interfaz maestro/esclavo PROFIBUS-DP permite configurar un sistema de automatización distribuido de alta velocidad y manejo sencillo. La periferia descentralizada es manejada por el usuario como si fuera la central (igual configuración, direccionamiento y programación).
- Funciones • Protección por contraseña;
la contraseña sirve para proteger el programa de usuario de un acceso no autorizado. • Búfer de diagnóstico;
Los últimos 100 eventos de error e interrupción quedan guardados en un búfer o memoria tampón para fines de diagnóstico
• Backup de datos sin respaldo; en caso de producirse un corte eléctrico, la CPU guarda automáticamente los datos remanentes en la micro memory card; al conectar la tensión, dichos datos vuelven a estar disponibles sin haber sufrido ninguna alteración.
- Propiedades parametrizables Con STEP 7 se pueden parametrizar tanto la configuración del hardware S7 como las propiedades y el comportamiento de las CPUs: • Interfaz multipunto MPI;<determinación de direcciones de estación • Comportamiento en arranque/ciclo;
determinación del máximo para tiempo y carga de ciclo, así como de funciones de autotest
• Áreas remanentes; determinación del número de marcas, contadores, temporizadores y bloques de datos remanentes
• Marcas de reloj; selección de las direcciones
• Nivel de protección; determinación de los privilegios de acceso a programas y datos
• Diagnóstico del sistema; determinación del tratamiento y volumen de los mensajes de diagnóstico
• Función integrada “Contador" • Función integrada "Frecuencímetro”. • Función integrada “Regulación" • Alarmas cíclicas;
ajuste de la periodicidad • Alarmas horarias;
especificación de la fecha y hora de disparo así como de la periodicidad
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
126
- Funciones de información y visualización • Visualización de estado y de error;
los LED indican, p. ej., fallos de hardware, programación, temporización o periferia y estados como RUN, STOP, arranque.
• Funciones de test; a través de la PG se pueden visualizar estados de señal en la ejecución del programa, modificar variables de proceso independientemente del programa de aplicación y emitir contenidos de memorias de pila.
• Funciones de información; desde la programadora (PG) el usuario puede recibir información en texto explícito sobre la capacidad de memoria y el modo operativo de la CPU, el uso momentáneo de la memoria central y de la memoria de carga así como los tiempos de ciclo momentáneos y el contenido del búfer de diagnóstico.
- Funciones de comunicación integradas
• Comunicación básica S7 1.8.3.4 Módulos de señal (SM)
• Módulo de entradas digitales (DI) A través de la tabla adjunta en el punto 2.2.11 del apartado de cálculos, donde se calcula el numero de entradas digitales necesarias a utilizar en el proceso; se han elegido los siguientes módulos DI que ocupan los slots 4, 5 y 6. - 2 módulos de 32 entradas digitales: 6ES7 321-1BL00-0AA0 - 1 módulo de 16 entradas digitales: 6ES 321-1BH01-0AA0
Figura 1.50: Modulo entradas digitales Siemens, 6ES7 321-1BL00-0AA0 6ES7 321-1BH01-0AA0
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
127
Los módulos de entradas digitales permiten conectar el PLC a señales digitales del preoceso. Estos son adecuados para conectar contactos y detectores de proximidad a 2 hilos y su tensión nominal es de 24V. - Descripción Los módulos de entrada digital tienen las siguientes características mecánicas: • Diseño compacto:
La robusta carcasa de plástico contiene: o LED verdes para indicar el estado de señal de las entradas. o slot para el conector frontal, protegido por la puerta frontal. o espacio para la tira rotulable en la puerta frontal
• Montaje simple: No hay que respetar slots fijos; las direcciones de las entradas quedan definidas por el slot realmente ocupado.
• Cableado sencillo.
• Módulo de salidas digitales (DO) A través de la tabla adjunta en el punto 2.2.11 del apartado de cálculos, donde se calcula el numero de salidas digitales necesarias a utilizar en el proceso; se han elegido los siguientes módulos DO que ocupa el slot 7. - 1 módulos de 32 entradas digitales: 6ES7 322-1BL00-0AA0
Figura 1.51: Modulo salidas digitales, Siemens 6ES7 322-1BL00-0AA0 Los módulos de salidas digitales permiten emitir señales digitales del PLC al proceso. Convierten el nivel de señal interno del S7-300 en el nivel de señal externo necesario para el proceso. Son adecuados para conectar electroválvulas, contactores, motores pequeños, lámparas y arrancadores de motor. - Descripción
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
128
Los módulos de salida digital tienen las siguientes características mecánicas: • Diseño compacto:
o LEDs verdes para indicar el estado de señales de las salidas. o Puesto para el conector frontal, protegido por la puerta frontal. o Campo rotulable en la puerta frontal
• Montaje simple: No hay que respetar reglas de asignación de slots; las direcciones de las salidas quedan definidas por el slot realmente ocupado.
• Cableado sencillo.
• Módulo de entradas analógicas (AI) A través de la tabla adjunta en el punto 2.2.11 del apartado de cálculos, donde se calcula el numero de entradas analógicas necesarias a utilizar en el proceso; se han elegido los siguientes módulos AI que ocupa el slot 8. - 1 módulos de 8 entradas analógicas: 6ES7 331-7KF01-0AB0
Figura 1.52: Modulo entradas analógicas, Siemens 6ES7 331-7KF01-0AB0 Los módulos de entradas analógicas transforman las señales analógicas del proceso en valores digitales para su posterior procesamiento interno en el PLC. Son aptos para conectar sensores con señal de tensión y de corriente, termopares, resistencias y termoresistencias. - Características Este módulo dispone de: - Una resolución de 9 a 15 bits + signo (con tiempos de conversión variables), y
parametrizable - Vários rangos de medida.
El ajuste básico de los rangos de intensidad/tensión se efectúa mecánicamente mediante adaptadores de rango de medida y el ajuste preciso se realiza con la herramienta STEP 7 “Configuración del hardware" desde la PG
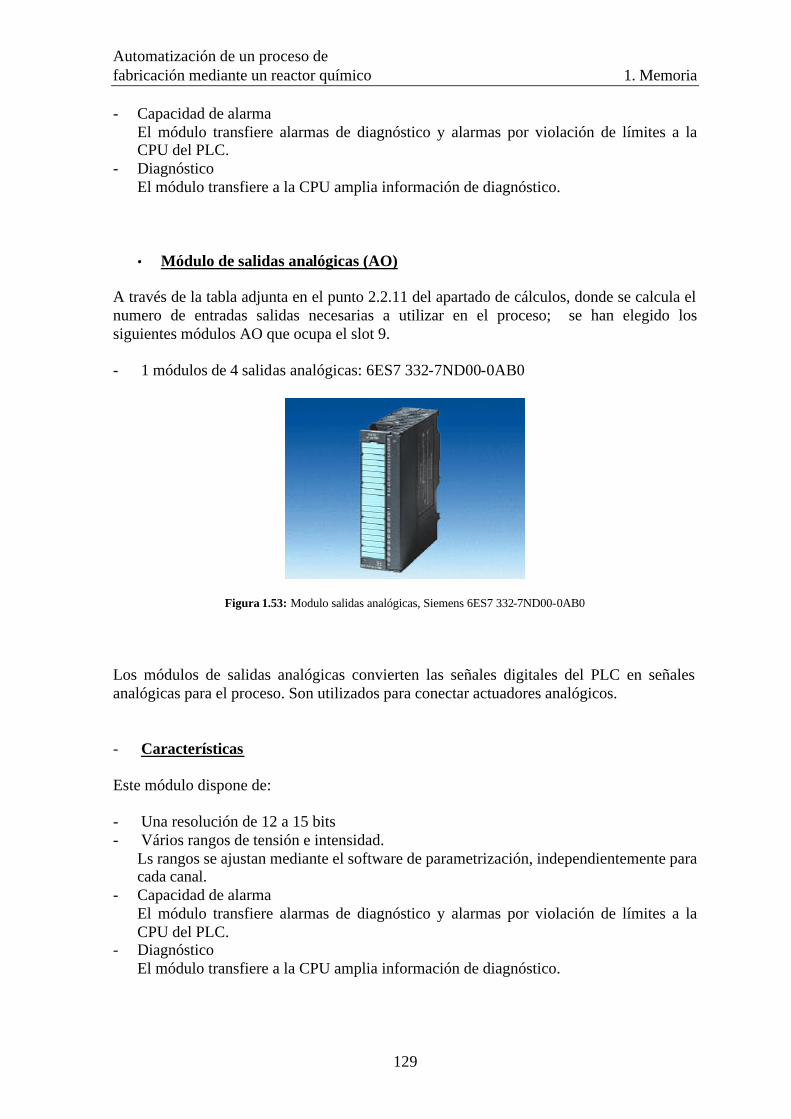
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
129
- Capacidad de alarma El módulo transfiere alarmas de diagnóstico y alarmas por violación de límites a la CPU del PLC.
- Diagnóstico El módulo transfiere a la CPU amplia información de diagnóstico.
• Módulo de salidas analógicas (AO) A través de la tabla adjunta en el punto 2.2.11 del apartado de cálculos, donde se calcula el numero de entradas salidas necesarias a utilizar en el proceso; se han elegido los siguientes módulos AO que ocupa el slot 9. - 1 módulos de 4 salidas analógicas: 6ES7 332-7ND00-0AB0
Figura 1.53: Modulo salidas analógicas, Siemens 6ES7 332-7ND00-0AB0 Los módulos de salidas analógicas convierten las señales digitales del PLC en señales analógicas para el proceso. Son utilizados para conectar actuadores analógicos. - Características
Este módulo dispone de: - Una resolución de 12 a 15 bits - Vários rangos de tensión e intensidad.
Ls rangos se ajustan mediante el software de parametrización, independientemente para cada canal.
- Capacidad de alarma El módulo transfiere alarmas de diagnóstico y alarmas por violación de límites a la CPU del PLC.
- Diagnóstico El módulo transfiere a la CPU amplia información de diagnóstico.
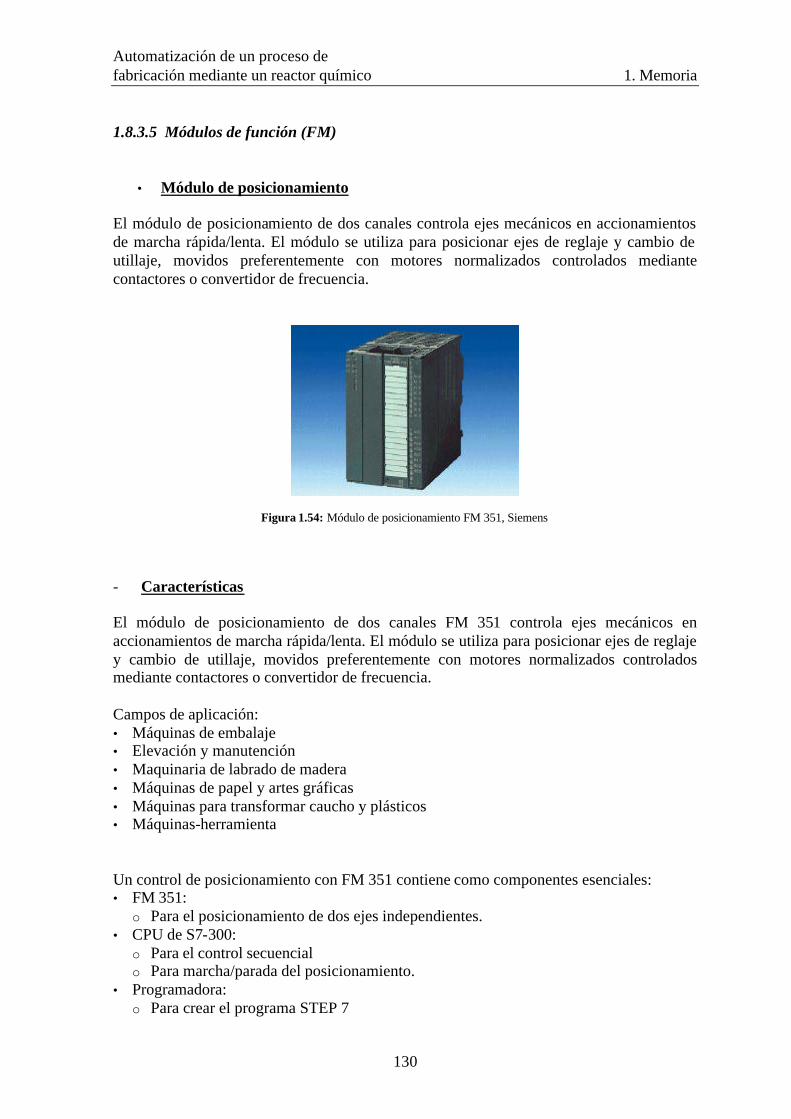
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
130
1.8.3.5 Módulos de función (FM)
• Módulo de posicionamiento El módulo de posicionamiento de dos canales controla ejes mecánicos en accionamientos de marcha rápida/lenta. El módulo se utiliza para posicionar ejes de reglaje y cambio de utillaje, movidos preferentemente con motores normalizados controlados mediante contactores o convertidor de frecuencia.
Figura 1.54: Módulo de posicionamiento FM 351, Siemens
- Características El módulo de posicionamiento de dos canales FM 351 controla ejes mecánicos en accionamientos de marcha rápida/lenta. El módulo se utiliza para posicionar ejes de reglaje y cambio de utillaje, movidos preferentemente con motores normalizados controlados mediante contactores o convertidor de frecuencia. Campos de aplicación: • Máquinas de embalaje • Elevación y manutención • Maquinaria de labrado de madera • Máquinas de papel y artes gráficas • Máquinas para transformar caucho y plásticos • Máquinas-herramienta Un control de posicionamiento con FM 351 contiene como componentes esenciales: • FM 351:
o Para el posicionamiento de dos ejes independientes. • CPU de S7-300:
o Para el control secuencial o Para marcha/parada del posicionamiento.
• Programadora: o Para crear el programa STEP 7
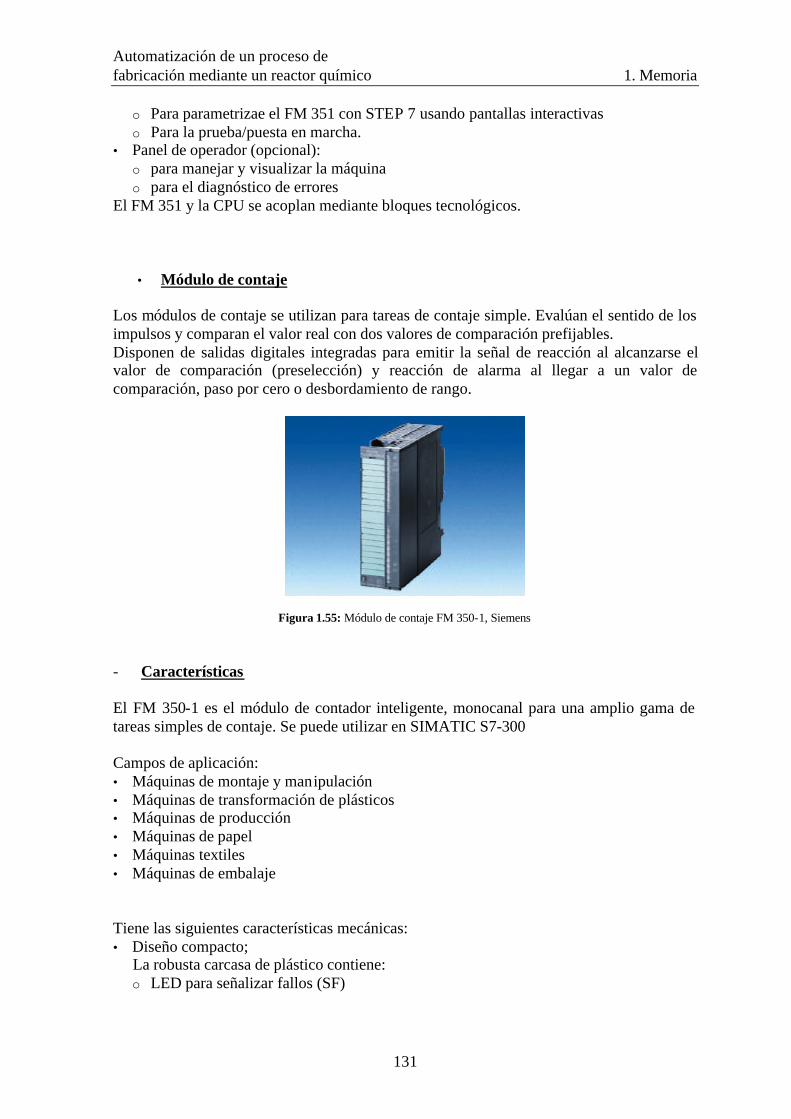
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
131
o Para parametrizae el FM 351 con STEP 7 usando pantallas interactivas o Para la prueba/puesta en marcha.
• Panel de operador (opcional): o para manejar y visualizar la máquina o para el diagnóstico de errores
El FM 351 y la CPU se acoplan mediante bloques tecnológicos.
• Módulo de contaje Los módulos de contaje se utilizan para tareas de contaje simple. Evalúan el sentido de los impulsos y comparan el valor real con dos valores de comparación prefijables. Disponen de salidas digitales integradas para emitir la señal de reacción al alcanzarse el valor de comparación (preselección) y reacción de alarma al llegar a un valor de comparación, paso por cero o desbordamiento de rango.
Figura 1.55: Módulo de contaje FM 350-1, Siemens - Características El FM 350-1 es el módulo de contador inteligente, monocanal para una amplio gama de tareas simples de contaje. Se puede utilizar en SIMATIC S7-300 Campos de aplicación: • Máquinas de montaje y manipulación • Máquinas de transformación de plásticos • Máquinas de producción • Máquinas de papel • Máquinas textiles • Máquinas de embalaje Tiene las siguientes características mecánicas: • Diseño compacto;
La robusta carcasa de plástico contiene: o LED para señalizar fallos (SF)
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
132
o LED para señalizar el "funcionamiento" (CR) del contador y la dirección de contaje (DIR)
o LED para las entradas y salidas digitales o espacio para enchufar el conector frontal, protegido por la puerta frontal o Campo rotulable en la puerta frontal
• Montaje simple El módulo se engancha en el perfil soporte, se abate sobre el bastidor y se atornilla. Puede llevar un elemento de codificación que lo asigna a un slot fijo.
• Conector codificado;(adaptador de margen de medida para entradas analógicas) para elegir el tipo de captador o encoder (5 V ó 24 V).
• Cableado sencillo El módulo se enlaza por medio de un conector frontal enchufable. Al enchufarlo por primera vez se encaja un codificador dentro del conector de modo que en adelante este conector solo se admitirá en módulos del mismo tipo. Cuando se cambia el módulo, el conector frontal puede ser asumido por el módulo nuevo tal y como está cableado
1.8.3.6 Módulos (DP)
• Módulo para el bus de comunicación 1.8.4 Software: programación Para controlar el PLC S7-300 se va a utilizar el software industrial SIMATIC STEP 7 de la marca Siemens.
Figura 1.56: Software SIMATIC STEP 7, Siemens: 6ES7810-4BC01-0YX2

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
133
Figura 1.57: Visualización del software STEP 7
- Descripción El software STEP 7 es la herramienta básica para los controladores SIMATIC S7, SIMATIC C7 y SIMATIC WinAC. Permite al usuario aprovechar de forma cómoda y sencilla la capacidad de estos sistemas y permite que varios usuarios puedan trabajar en un mismo proyecto. Para ello dispone de un mecanismo de protección para evitar colisiones en caso de acceso simultáneo. Está instalado de serie en las programadoras Field PG y Power PG y al mismo tiempo está disponible como paquete de software para su instalación en PC. Para aplicarlo en un PC hace falta una tarjeta MPI o un cable PC/MPI. - Características
El software básico STEP 7 pone a disposición del usuario diversas herramientas para resolver su tarea de automatización:
• Administrador SIMATIC: Para una administración común transparente de todas las herramientas y datos para SIMATIC S7, SIMATIC C7 y SIMATIC WinAC.
• Editor de símbolos: Para la determinación de las designaciones simbólicas, los tipos de datos y los comentarios de variables globales
• Configuración del hardware: Para la configuración del autómata programable y la parametrización de todos los módulos ajustables.
• Comunicación: Para la configuración de conexiones para configurar la transmisión cíclica de datos controlada por tiempo entre los componentes de automatización vía MPI o la transmisión de datos controlada por eventos vía MPI, PROFIBUS o Industrial Ethernet, a voluntad.
• Funciones de información:
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
134
Para obtener un resumen rápido de los datos de CPU y las causas de los fallos en la evolución de un programa de aplicación.
- Funciones • Bloques STEP 7 En STEP 7 todos los programas de usuario y los datos necesarios para ellos están depositados en bloques, es decir en módulos software. La posibilidad de llamar en un bloque también otros bloques – prácticamente como subprograma – permite estructurar el programa de aplicación. Esto aumenta notablemente la claridad, comprensibilidad y calidad de los programas para PLC. Los bloques disponibles son: - Bloques de organización (OB): regulan la ejecución del programa.
• Los OB se dividen en clases de acuerdo con el evento desencadenante (p. ej.
controlados por tiempo o por alarma), a cada una de las cuales se le asigna una prioridad; en función de la misma se pueden interrumpir unos a otros.
• Cuando se arranca un OB se entrega una información detallada sobre el evento
desencadenante. Esta información puede ser evaluada en el programa de usuario.
- Los bloques de función (FB) contienen el programa de usuario propiamente dicho.
• Los bloques de función se pueden parametrizar en cada llamada con datos distintos. Estos datos, junto con las variables internas y los resultados se depositan en el DB de instancia asignado; el sistema los gestiona automáticamente.
- Los bloques de datos de instancia (DB de instancia) se asignan al bloque cuando se
llama a un FB/SFB. Se generan automáticamente durante la compilación.
• El usuario puede acceder a estos datos de instancia (por supuesto también simbólicamente) desde cualquier punto de su programa de usuario o incluso desde un sistema de manejo y visualización.
- La funciones (FC) contienen rutinas de programa para funciones utilizadas muy
frecuentemente.
• Cada función tiene un valor de función fijo (como complemento a la norma IEC son posibles varios parámetros de salida). Todos los parámetros de salida se tienen que seguir procesando inmediatamente después de la instantación. Por esta razón, las funciones no necesitan ningún bloque de datos de instancia.
- A los componentes de un bloque de datos se les puede asignar un tipo de datos simple
o estructurado. Tipos de datos simples son, p. ej., BOOL, REAL o INTEGER. Los tipos de datos estructurados (campos y estructuras) se componen de tipos de datos

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
135
simples. Los datos de un bloque de datos se pueden direccionar de forma simbólica, lo cual simplifica la programación y legibilidad del programa.
• Lenguajes de programación
Para confeccionar el programa de usuario, STEP 7 ofrece los acreditados lenguajes de programación, conformes a normas: • Lista de instrucciones (AWL) • Esquema de contactos (KOP) • Diagramas de funciones (FUP) En los lenguajes de programación de PLC clásicos Esquema de contactos (KOP) y Diagrama de funciones (FUP) se pueden crear programas según DIN EN 6.1131-3. Los cómodos editores totalmente gráficos para KOP y FUP apoyan al programador mediante: • Manejo sencillo e intuitivo:
La creación de los esquemas de contactos/funciones se realiza con la comodidad conocida de los programas de PC.
• Librería con funciones complejas preconfeccionados. El lenguaje de programación textual Lista de instrucciones (AWL) permite escribir "programas de usuario" optimizados en cuanto al tiempo de ejecución y a la memoria necesaria. Para ello al usuario se le apoya con unas funciones de edición muy confortables: • Posibilidad de entrada en modo incremental y modo de texto libre:
El usuario puede hacer comprobar inmediatamente de forma "incremental" que cada entrada es correcta o crear el programa completo de forma puramente simbólica en un editor de texto y compilarlo a continuación con la tabla de símbolos correcta.
Figura 1.58: Ejemplo de los distintos lenguajes de programación
Operaciones Lógicas a Nivel de Bit: OR - Exclusiva
E 0.4 E 0.5
E 0.4 E 0.5
A 0.0
KOP
OR
=
A 0.0
AND
E 0.4
E 0.5
AND
E 0.4
E 0.5
FUP
LD E 0.4 AN E 0.5 LDN E
AW
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
136
En el apartado de cálculos se puede observar el programa realizado con el software SIMATIC STEP 7. La programación se ha realizado a partir de los diagramas lógicos adjuntos en los planos 84-98. Estos planos contienen el diseño de la lógica del proceso que hará que todos los instrumentos actúen según las especificaciones señaladas por la empresa propietaria. En este caso, para realizar la programación, se utilizará el lenguaje de programación FUP ya que es muy sencillo y un sistema muy parecido a los diagramas lógicos adjuntados en los planos. 1.8.5 Cableado Para el cableado de los actuadores, los sensores y botoneras, hasta las cajas situadas en la sala de producción, se ha elegido el cable IC-VOV de la marca TELECNOR, al igual que para el cableado desde dichas cajas hasta la sala de conexiones.
Figura 1.59: Cable IC-VOV, marca TELECNOR
- Características
Conductor: Cobre elect. recocido, clase II o V s/UNE 21.022
Aislamiento: PVC, PE Pantalla : Encintado Poliéster
Hilo de drenaje cobre estañado 7 x 0,30 mm = 0,5 mm2 Encintado Aluminio/Poliéster o cobre poliéster Solape 25%
Cubierta ext: PVC Temperatura de servicio: -15ºC a +70ºC Tensión nominal: 500 V. Tensión de ensayo: 1.500 V. Radio de curvatura: 10 x D
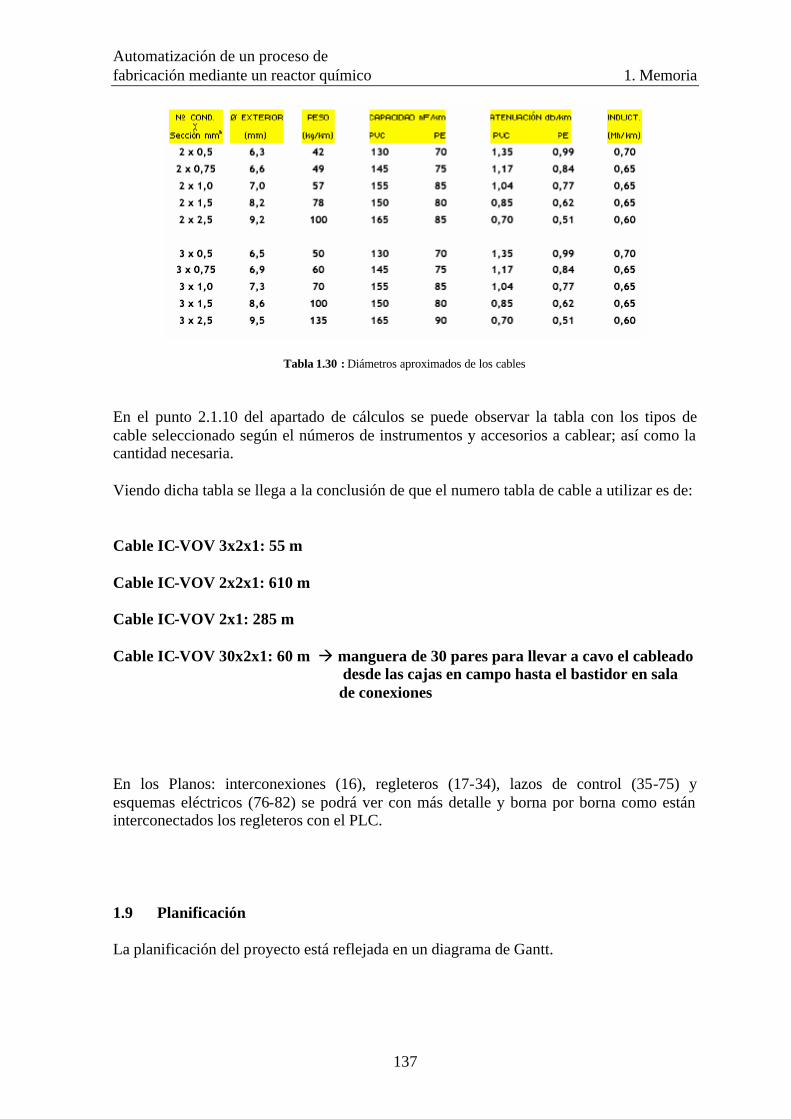
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
137
Tabla 1.30 : Diámetros aproximados de los cables
En el punto 2.1.10 del apartado de cálculos se puede observar la tabla con los tipos de cable seleccionado según el números de instrumentos y accesorios a cablear; así como la cantidad necesaria. Viendo dicha tabla se llega a la conclusión de que el numero tabla de cable a utilizar es de: Cable IC-VOV 3x2x1: 55 m Cable IC-VOV 2x2x1: 610 m Cable IC-VOV 2x1: 285 m Cable IC-VOV 30x2x1: 60 m à manguera de 30 pares para llevar a cavo el cableado
desde las cajas en campo hasta el bastidor en sala de conexiones
En los Planos: interconexiones (16), regleteros (17-34), lazos de control (35-75) y esquemas eléctricos (76-82) se podrá ver con más detalle y borna por borna como están interconectados los regleteros con el PLC. 1.9 Planificación La planificación del proyecto está reflejada en un diagrama de Gantt.
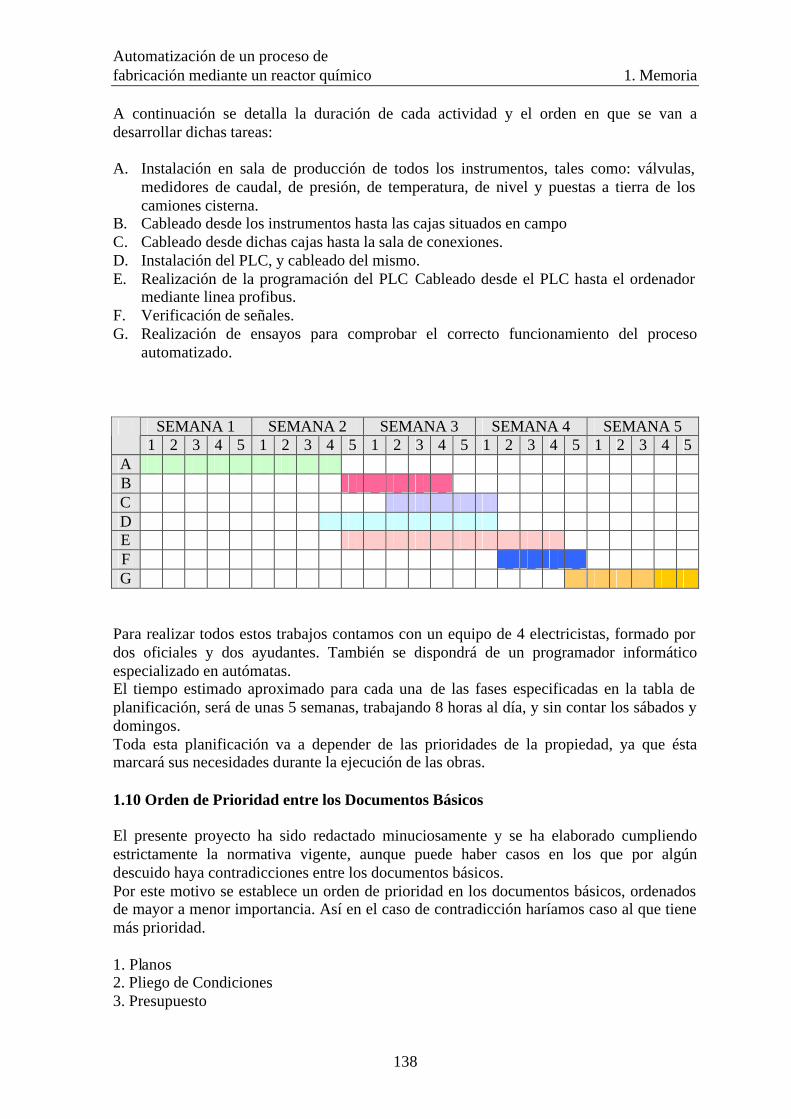
Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
138
A continuación se detalla la duración de cada actividad y el orden en que se van a desarrollar dichas tareas: A. Instalación en sala de producción de todos los instrumentos, tales como: válvulas,
medidores de caudal, de presión, de temperatura, de nivel y puestas a tierra de los camiones cisterna.
B. Cableado desde los instrumentos hasta las cajas situados en campo C. Cableado desde dichas cajas hasta la sala de conexiones. D. Instalación del PLC, y cableado del mismo. E. Realización de la programación del PLC Cableado desde el PLC hasta el ordenador
mediante linea profibus. F. Verificación de señales. G. Realización de ensayos para comprobar el correcto funcionamiento del proceso
automatizado.
SEMANA 1 SEMANA 2 SEMANA 3 SEMANA 4 SEMANA 5 1 2 3 4 5 1 2 3 4 5 1 2 3 4 5 1 2 3 4 5 1 2 3 4 5
A B C D E F G
Para realizar todos estos trabajos contamos con un equipo de 4 electricistas, formado por dos oficiales y dos ayudantes. También se dispondrá de un programador informático especializado en autómatas. El tiempo estimado aproximado para cada una de las fases especificadas en la tabla de planificación, será de unas 5 semanas, trabajando 8 horas al día, y sin contar los sábados y domingos. Toda esta planificación va a depender de las prioridades de la propiedad, ya que ésta marcará sus necesidades durante la ejecución de las obras. 1.10 Orden de Prioridad entre los Documentos Básicos El presente proyecto ha sido redactado minuciosamente y se ha elaborado cumpliendo estrictamente la normativa vigente, aunque puede haber casos en los que por algún descuido haya contradicciones entre los documentos básicos. Por este motivo se establece un orden de prioridad en los documentos básicos, ordenados de mayor a menor importancia. Así en el caso de contradicción haríamos caso al que tiene más prioridad. 1. Planos 2. Pliego de Condiciones 3. Presupuesto

Automatización de un proceso de fabricación mediante un reactor químico 1. Memoria
139
4. Memoria
Tarragona, a 5 de Septiembre de 2006
La Ingeniera Técnica Industrial: Noemí Ferré del Rincón
Automatización de un Proceso de Fabricación Mediante un Reactor Químico
2. ANEXOS
Autora: Noemí Ferré del Rincón Director: Lluís Guasch Pesquer
Data: Septiembre 2006
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
140
ÍNDICE ANEXOS
2.1 Cálculos ............................................................................................................................ 141
2.1.1 Posicionador ...................................................................................................... 141 2.1.2 Final de carrera ................................................................................................... 142 2.1.3 Electroválvula ................................................................................................... 142 2.1.4 Transmisor de temperatura ............................................................................... 144 2.1.5 Tansmisor de caudal .......................................................................................... 145 2.1.6 Indicador de nivel de líquido ............................................................................ 148 2.1.7 Indicación de nivel por vibración ..................................................................... 148 2.1.8 Indicación de nivel por presión diferencial ..................................................... 148 2.1.9 Válvulas .............................................................................................................. 157
2.1.9.1 Válvulas todo/nada ............................................................................... 157 2.1.9.2 Válvulas de control ............................................................................... 157
2.1.10 Cableado ........................................................................................................... 163 2.1.11Hardware ........................................................................................................... 166 2.1.12 Software ........................................................................................................... 168
2.3 Anexos de aplicación en el ámbito del proyecto ......................................................... 198 2.4 Otros documentos ........................................................................................................... 198
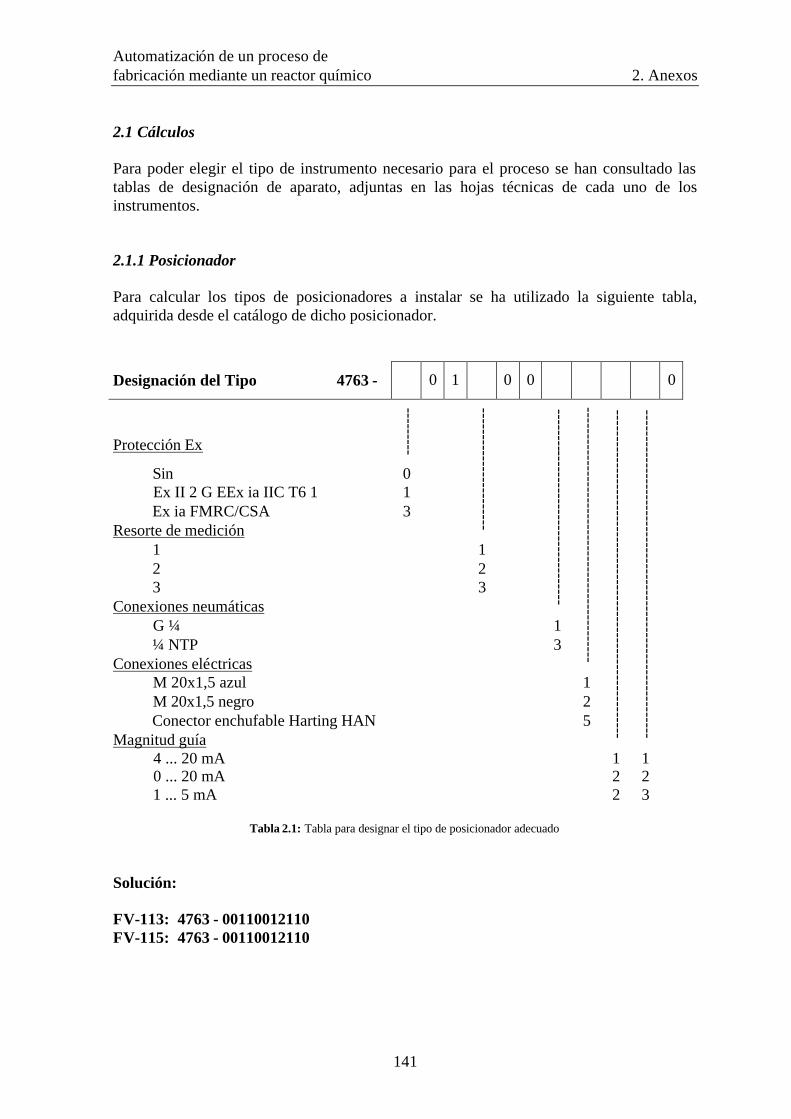
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
141
2.1 Cálculos
Para poder elegir el tipo de instrumento necesario para el proceso se han consultado las tablas de designación de aparato, adjuntas en las hojas técnicas de cada uno de los instrumentos. 2.1.1 Posicionador Para calcular los tipos de posicionadores a instalar se ha utilizado la siguiente tabla, adquirida desde el catálogo de dicho posicionador.
Designación del Tipo 4763 - 0 1 0 0 0
Protección Ex --
----
---
Sin 0 Ex II 2 G EEx ia IIC T6 1 1 Ex ia FMRC/CSA 3 Resorte de medición --
----
----
----
----
----
-
1 1 2 2 3 3 Conexiones neumáticas --
----
----
----
----
----
----
----
----
---
G ¼ 1 ¼ NTP 3 Conexiones eléctricas --
----
----
----
----
----
----
----
----
----
----
----
--
M 20x1,5 azul 1 M 20x1,5 negro 2 Conector enchufable Harting HAN 5 Magnitud guía --
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
--
4 ... 20 mA 1 1 0 ... 20 mA 2 2 1 ... 5 mA 2 3
Tabla 2.1: Tabla para designar el tipo de posicionador adecuado
Solución: FV-113: 4763 - 00110012110 FV-115: 4763 - 00110012110
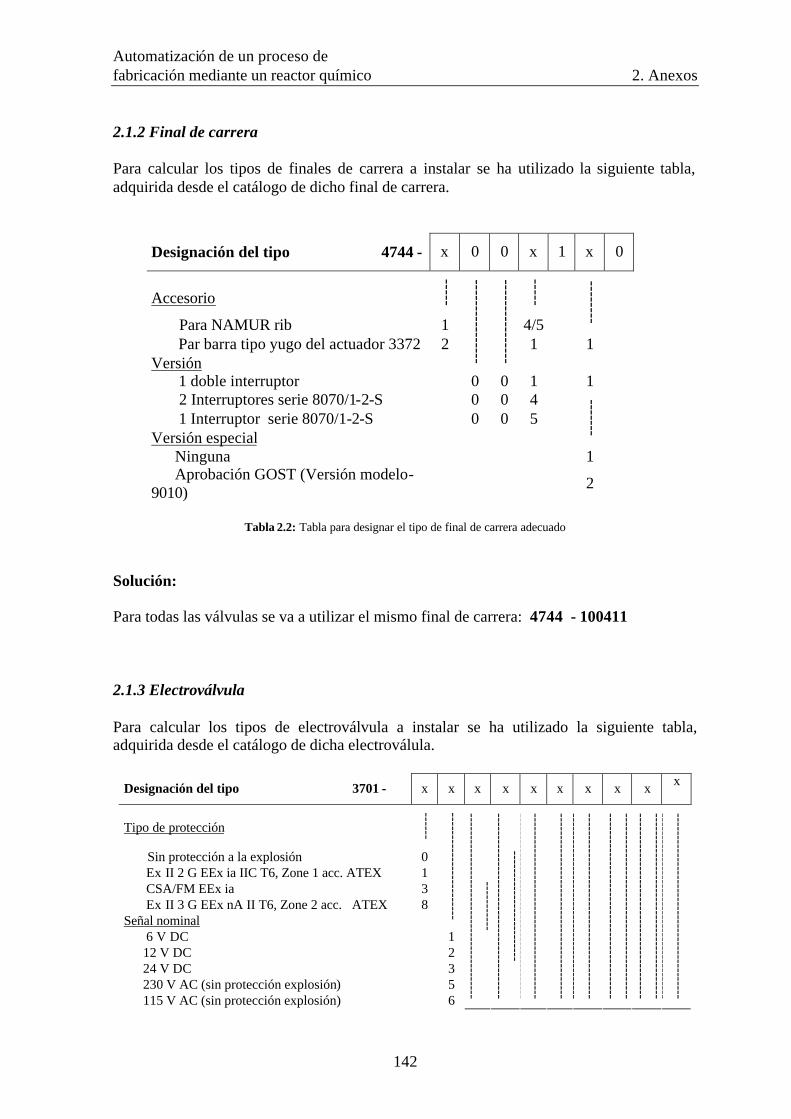
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
142
2.1.2 Final de carrera Para calcular los tipos de finales de carrera a instalar se ha utilizado la siguiente tabla, adquirida desde el catálogo de dicho final de carrera.
Designación del tipo 4744 - x 0 0 x 1 x 0
Accesorio --
---
----
-
Para NAMUR rib 1 4/5 ----
----
Par barra tipo yugo del actuador 3372 2 1 1 Versión --
----
----
----
--
----
----
----
----
1 doble interruptor 0 0 1 1 2 Interruptores serie 8070/1-2-S 0 0 4 1 Interruptor serie 8070/1-2-S 0 0 5 Versión especial --
----
-
Ninguna 1 Aprobación GOST (Versión modelo-9010) 2
Tabla 2.2: Tabla para designar el tipo de final de carrera adecuado
Solución: Para todas las válvulas se va a utilizar el mismo final de carrera: 4744 - 100411 2.1.3 Electroválvula Para calcular los tipos de electroválvula a instalar se ha utilizado la siguiente tabla, adquirida desde el catálogo de dicha electroválula.
Designación del tipo 3701 - x x x x x x x x x x
Tipo de protección --
----
Sin protección a la explosión 0 Ex II 2 G EEx ia IIC T6, Zone 1 acc. ATEX 1 CSA/FM EEx ia 3 Ex II 3 G EEx nA II T6, Zone 2 acc. ATEX 8 Señal nominal --
----
----
----
----
----
--
6 V DC 1 12 V DC 2 24 V DC 3 230 V AC (sin protección explosión) 5 115 V AC (sin protección explosión) 6 ----
----
----
----
----
----
----
----
----
----
----
----
----
- --
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
- --
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
---
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
---
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
---
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
--

Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
143
48 V AC (sin protección explosión) 7 24 V AC (sin protección explosión) 8 Función de conmutación 3/2-vías, en fallo energía cierra NC 0 3/2-vías, en fallo energía abre NO 1 5/2-vías 2 Accesorios Interfaz de NAMUR para los actuadores rotatorios 0
NAMUR para los actuadores lineares 1 Para los actuadores rotatorios que requieren además una placa de adaptador NAMUR 2
Conexión roscada G ¼ 0 ¼ NTP 1 Conexión eléctrica Sin cable 0 0 Cable negro M20 x 1.5 0 1 Cable azul M20 x 1.5 1 1 Adaptador M20 x 1.5 al ½ NPT 1 2 Cable negro de CEAG, M20 x 1.5 1 3 Cable M20 x 1.5, latón 1 4 Conectador de Harting, sin el cable de zócalo 2 1 Conectador M12 x 1, latón níquel-plateado, sin el cable de zócalo 2 2
Acumulador de la forma A acc. para DIN EN 175 301-803 sin el cable de zócalo 2 3
Conectado sin el cable de zócalo 2 4 Grado de protección IP 54 0 IP 65, con la válvula hecha de poliamida. 1 IP 65, con la válvula del filtro hecha de 1.4571 2 IP 20 3 Temperatura ambiente - 20… 80 °C 0 - 45… 80 °C 2 Aprobación de seguridad Ninguna 0 SIL 4 (solamente para la función 3/2-vías) 1 TÜV (solamente para la función 3/2-vías) 2
Tabla 2.3: Tabla para designar el tipo de electrováluvula adecuada
Solución: H-101: 3071-0300001001 H-102: 3071-0300001001 H-103: 3071-0300001201 H-104: 3071-0300001001 H-105: 3071-0300001001 H-106: 3071-0300001001 H-107: 3071-0300001001
H-108: 3071-0300001001 H-109: 3071-0300001001 H-110: 3071-0300001001 H-111: 3071-0300001001 H-112: 3071-0300001001 FV-113: 3071-0300001201 H-114: 3071-0300001001 TV-115: 3071-0300001001

Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
144
2.1.4 Transmisor de temperatura Para calcular los tipos de transmisores de temperatura a instalar se ha utilizado la siguiente tabla, adquirida desde el catálogo de dicho instrumento.
Modelo Descripción del producto 248H Transmisor de temperatura DIN B con un elegante montaje de cabezal
Código Protocolo de salida
A 4–20 mA señal numérica basada en el protocolo HART Código Certificaciones del producto Opciones de encapsulado
Códigos permitidos Certificados para áreas peligrosas
I1 ATEX Seguridad intrínseca A, B, U, N E1 ATEX Ignífugo A, U N1 ATEX Tipo n A, U NC ATEX Componente tipo n N ND ATEX Prueba de ignición de polvo A, U I5 FM Seguridad intrínseca y clase I, División 2 A, B, U, N E5 FM A prueba de explosiones A, U K5 FM Seguridad intrínseca, a prueba de explosiones, y clase I,
División 2 A, U
I6 CSA Seguridad intrínseca y clase I, División 2 A, B, U, N K6 CSA Seguridad intrínseca, a prueba de explosiones, y clase I,
División 2 A, U
I7 SAA Seguridad intrínseca A, B, U, N E7 SAA Ignífugo A, U N7 SAA Tipo n A, U I2 CEPEL Seguridad intrínseca A, B, U, N I4 JIS Seguridad intrínseca A, B, U, N E4 JIS Ignífugo A, U NA Ningunas aprobaciones A, B, U, N
Código Encapsulados
A Cabeza de conexión Rosemount, DIN IP68, Aluminio B Cabeza de conexión BUZ, DIN IP65, Aluminio U Cabeza de conexión universal, DIN IP68, Aluminio N Ningún encapsulado
Código Cable / Entrada de conducto 2 1/2-inch NPT 0 Ninguno
Código Tipo del sensor Estilo Tipo del estilo
UR PT 100 RTD 1/2-in. Adaptador 4-alambre, un solo elemento, IEC
UJ Termopar tipo J 1/2-in. Adaptador Sin conexión a tierra, un solo elemento, ASTM
UK Termopar tipo K 1/2-in. Adaptador Sin conexión a tierra, un solo elemento, ASTM
XA Sensor específico por separado y montado en el transmisor NA NS Ningún sensor NA

Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
145
Código Opciones Longitud de la extensión N003 3-in (76.2 mm) N006 6-in. (152.4 mm)
Proceso de conexión afilado Termopozo Barstock, 316L (1.4404) T25 Montaje hilo rosca, 3/4-in. NPT T27 Montaje hilo rosca, 1-in. NPT F58 Montaje hilo rosca, 1-in. Clase 150 F60 Montaje hilo rosca, 11/2-in. Clase 150 F62 Montaje hilo rosca, 2-in. Clase 150 F78 Montaje hilo rosca, 11/2-in. Clase 300 F96 Montaje hilo rosca, 11/2-in. Clase 600 F34 Montaje hilo rosca, 11/2-in. Clase 900/1500(3) H02 Montaje del reborde, DN 25 PN 16 H08 Montaje del reborde, DN 25 PN 25/40 H14 Montaje del reborde, DN 40 PN 25/40
Longitud de la inmersión (la longitud del revestimiento termoaislante es 0.5-in) U002 2-in. (50.8 mm) U003 3-in. (76.2 mm) U004 4-in. (101.6 mm) U005 5-in. (127 mm) U006 6-in. (152.4 mm) U007 7-in. (177.8 mm) U008 8-in. (203.2 mm) U009 9-in. (228.6 mm) U010 10-in. (254 mm) U012 12-in. (304.8 mm) U015 15-in. (381 mm) U018 18-in. (457.2 mm)
Opciones especiales C1 Configuración de la empresa de las alarmas y niveles de saturación, fecha, descripción y
campo del mensaje. A1 Salida analógica de nivel con NAMUR - Recomendaciones, NE43: Alarma superior CN Salida analógica de nivel con NAMUR-Recomendaciones, NE43: Alarma inferior C4 puntos de calibración (Usar la opción Q4 para obtener un certificado de la calibración) Q4 Certificado de calibración (estándar; utilice los códigos de opción C4 con Q4 para un
certificado de la calibración) F6 60 Hz línea filtro voltaje Q8 Certificado material termopozo R01 Prueba de la presión externa de la termopozo
Tabla 2.4: Tabla para designar el tipo de transmisor de temperatura adecuado
Solución: T-100: 248H A I1 B 2 UR N006 H02 U012 A1 2.1.5 Transmisor de caudal Para calcular los tipos de transmisores de caudal a instalar se ha utilizado la siguiente tabla, adquirida desde el catálogo de dicho instrumento.
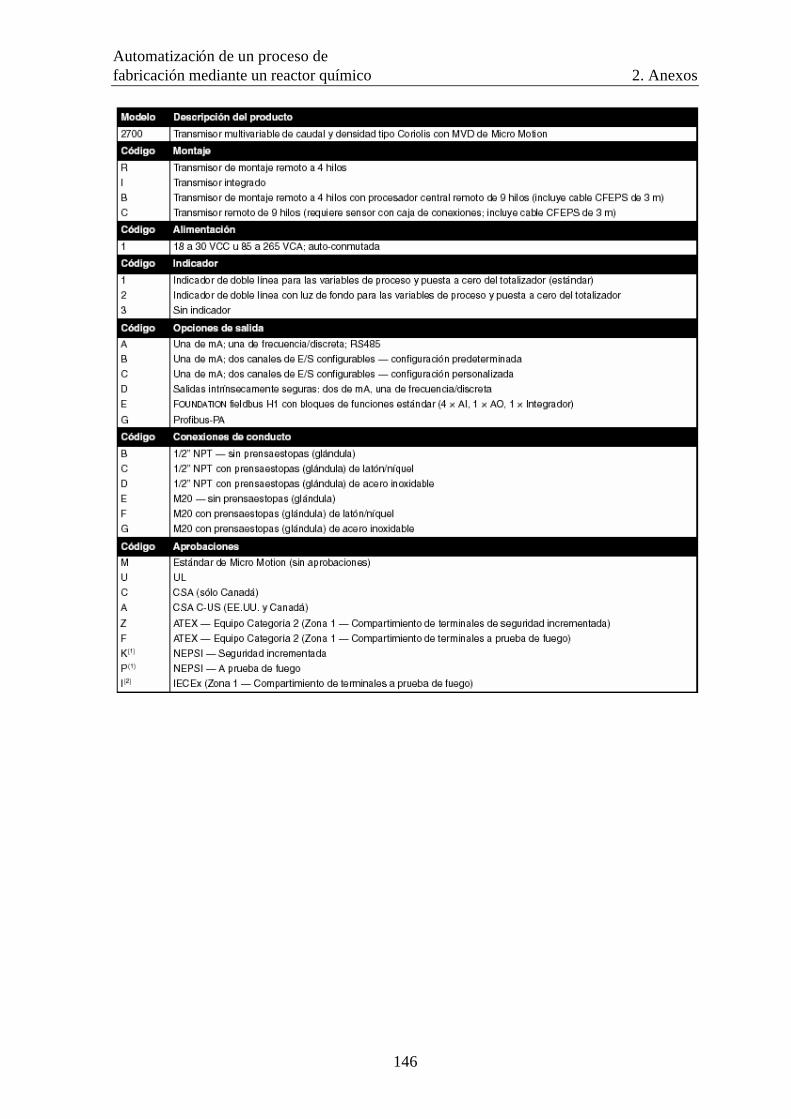
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
146
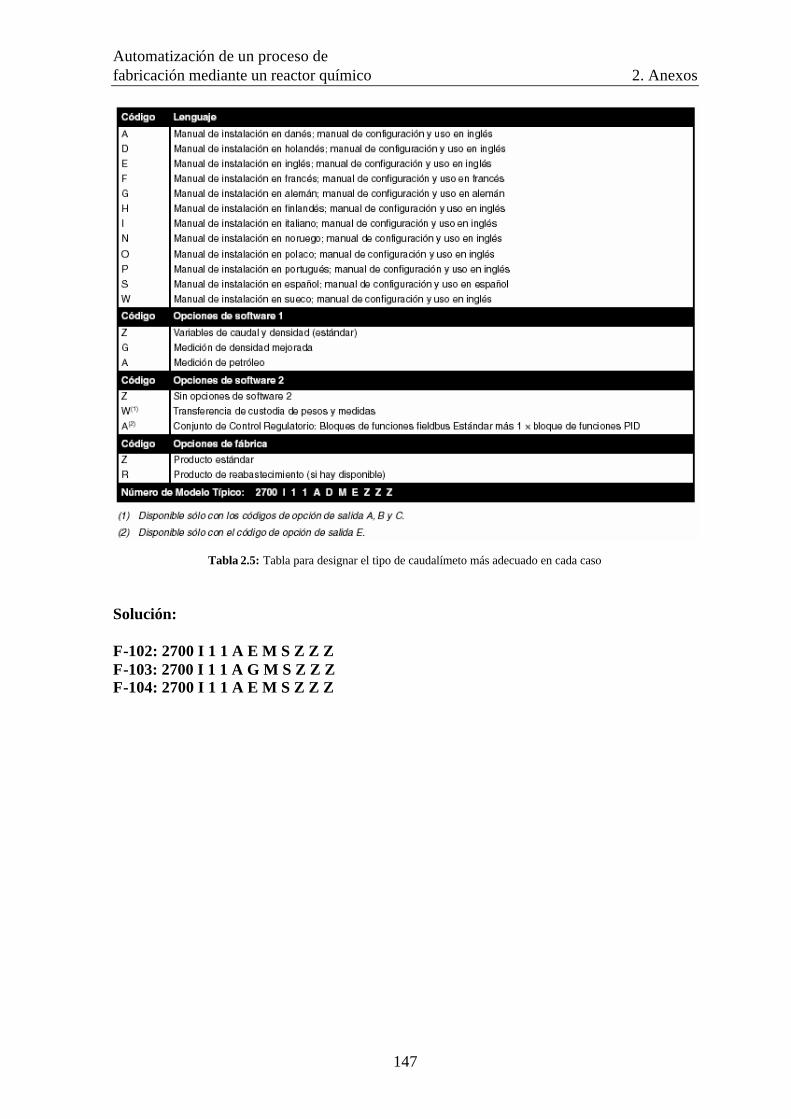
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
147
Tabla 2.5: Tabla para designar el tipo de caudalímeto más adecuado en cada caso
Solución: F-102: 2700 I 1 1 A E M S Z Z Z F-103: 2700 I 1 1 A G M S Z Z Z F-104: 2700 I 1 1 A E M S Z Z Z

Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
148
2.1.6 Indicador de Nivel de Líquido Para calcular los tipos de indicadores de nivel por tubo de cristal a instalar se ha utilizado la siguiente tabla (pg.149), adquirida desde el catálogo de dicho instrumento. Solución: L-100: VF06 0 G 3 5 A 1 1 0 0 1 1 0 0 5 0 0 0 0 2 1 0 L-103: VF06 0 A 3 5 5 1 1 1 0 1 1 0 0 5 0 0 0 0 2 1 0 L-104: VF06 0 G 3 6 4 1 1 0 0 1 1 0 0 5 0 0 0 0 2 1 0 2.1.7. Indicador de Nivel por Vibración Para calcular los tipos de indicadores de nivel por vibración a instalar, se ha utilizado la siguiente tabla (pg.153), adquirida desde el catálogo de dicho instrumento. Solución: L-100: FTL51 D B82 BB 7 G6 A (Nivel máximo: 900 mm, es decir a 4000 mm) L-103: FTL50 D C82 AA 7 G6 A (Nivel mínimo: 500 mm) L-104: FTL50 D B82 AA 7 G6 A (Nivel máximo: 400 mm, es decir a 6000 mm) FTL50 D B82 AA 7 G6 A (Nivel mínimo: 500 mn) 2.1.8 Medidor de Nivel por Presión Diferencial Para calcular los tipos de medidores de nivel por presión diferencial a instalar, se ha utilizado la siguiente tabla (pg.156), adquirida desde el catálogo de dicho instrumento. Solución: L-101: 5005 A - 1 0 0 2 0 1 (Nivel máximo: 4200 mm, nivel mínimo 300 mm) L-103: 5005 A - 1 0 0 2 0 1 (Nivel máximo: 5800 mm, nivel mínimo 500 mm) L-104: 5005 A - 1 0 0 2 0 1 (Nivel máximo: 5800 mm, nivel mínimo 500 mm)
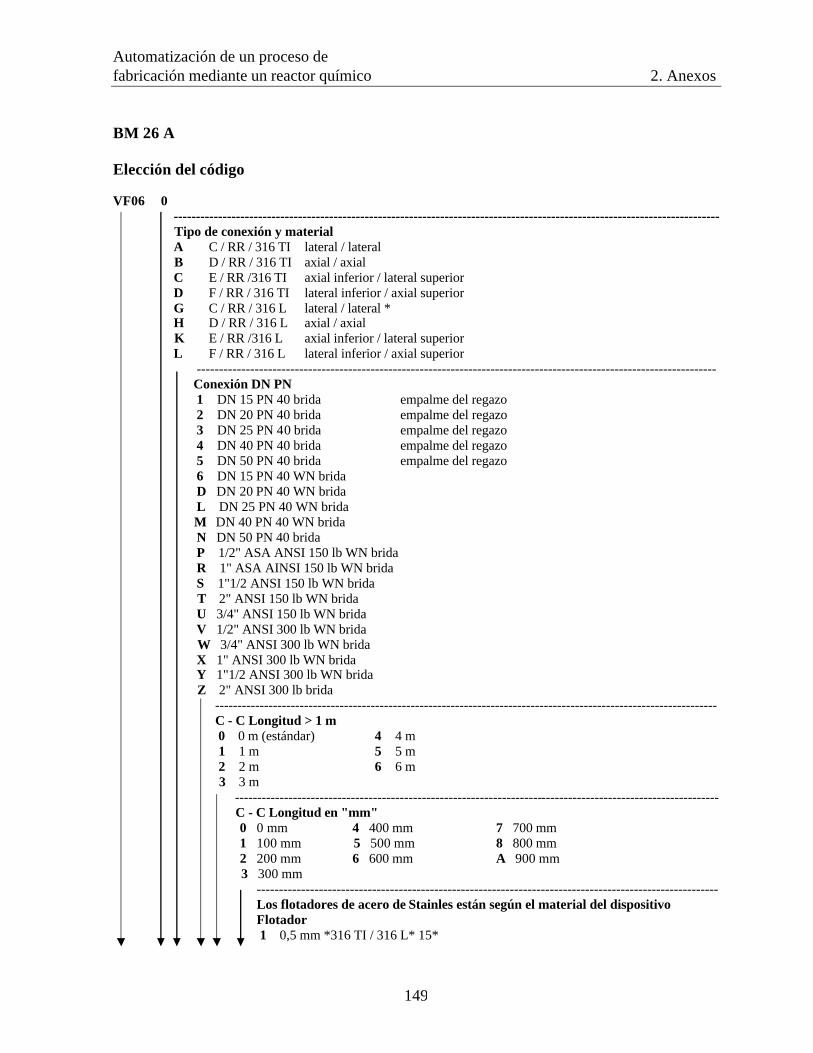
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
149
BM 26 A Elección del código VF06 0 --------------------------------------------------------------------------------------------------------------------------- Tipo de conexión y material A C / RR / 316 TI lateral / lateral B D / RR / 316 TI axial / axial C E / RR /316 TI axial inferior / lateral superior D F / RR / 316 TI lateral inferior / axial superior G C / RR / 316 L lateral / lateral * H D / RR / 316 L axial / axial K E / RR /316 L axial inferior / lateral superior L F / RR / 316 L lateral inferior / axial superior --------------------------------------------------------------------------------------------------------------------- Conexión DN PN 1 DN 15 PN 40 brida empalme del regazo 2 DN 20 PN 40 brida empalme del regazo 3 DN 25 PN 40 brida empalme del regazo 4 DN 40 PN 40 brida empalme del regazo 5 DN 50 PN 40 brida empalme del regazo 6 DN 15 PN 40 WN brida D DN 20 PN 40 WN brida L DN 25 PN 40 WN brida M DN 40 PN 40 WN brida N DN 50 PN 40 brida P 1/2" ASA ANSI 150 lb WN brida R 1" ASA AINSI 150 lb WN brida S 1"1/2 ANSI 150 lb WN brida T 2" ANSI 150 lb WN brida U 3/4" ANSI 150 lb WN brida V 1/2" ANSI 300 lb WN brida W 3/4" ANSI 300 lb WN brida X 1" ANSI 300 lb WN brida Y 1"1/2 ANSI 300 lb WN brida Z 2" ANSI 300 lb brida ----------------------------------------------------------------------------------------------------------------- C - C Longitud > 1 m 0 0 m (estándar) 4 4 m 1 1 m 5 5 m 2 2 m 6 6 m 3 3 m ------------------------------------------------------------------------------------------------------------- C - C Longitud en "mm" 0 0 mm 4 400 mm 7 700 mm 1 100 mm 5 500 mm 8 800 mm 2 200 mm 6 600 mm A 900 mm 3 300 mm -------------------------------------------------------------------------------------------------------- Los flotadores de acero de Stainles están según el material del dispositivo Flotador 1 0,5 mm *316 TI / 316 L* 15*
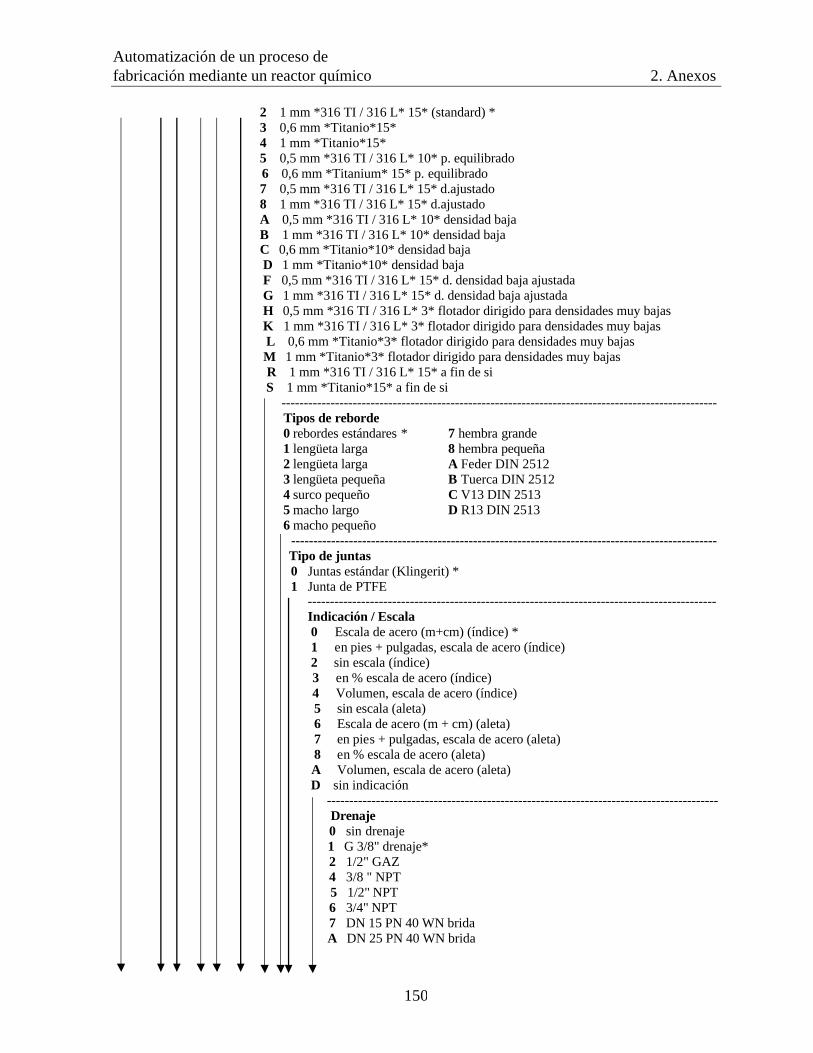
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
150
2 1 mm *316 TI / 316 L* 15* (standard) * 3 0,6 mm *Titanio*15* 4 1 mm *Titanio*15* 5 0,5 mm *316 TI / 316 L* 10* p. equilibrado 6 0,6 mm *Titanium* 15* p. equilibrado 7 0,5 mm *316 TI / 316 L* 15* d.ajustado 8 1 mm *316 TI / 316 L* 15* d.ajustado A 0,5 mm *316 TI / 316 L* 10* densidad baja B 1 mm *316 TI / 316 L* 10* densidad baja C 0,6 mm *Titanio*10* densidad baja D 1 mm *Titanio*10* densidad baja F 0,5 mm *316 TI / 316 L* 15* d. densidad baja ajustada G 1 mm *316 TI / 316 L* 15* d. densidad baja ajustada H 0,5 mm *316 TI / 316 L* 3* flotador dirigido para densidades muy bajas K 1 mm *316 TI / 316 L* 3* flotador dirigido para densidades muy bajas L 0,6 mm *Titanio*3* flotador dirigido para densidades muy bajas M 1 mm *Titanio*3* flotador dirigido para densidades muy bajas R 1 mm *316 TI / 316 L* 15* a fin de si S 1 mm *Titanio*15* a fin de si -------------------------------------------------------------------------------------------------- Tipos de reborde 0 rebordes estándares * 7 hembra grande 1 lengüeta larga 8 hembra pequeña 2 lengüeta larga A Feder DIN 2512 3 lengüeta pequeña B Tuerca DIN 2512 4 surco pequeño C V13 DIN 2513 5 macho largo D R13 DIN 2513 6 macho pequeño ------------------------------------------------------------------------------------------------ Tipo de juntas 0 Juntas estándar (Klingerit) * 1 Junta de PTFE -------------------------------------------------------------------------------------------- Indicación / Escala 0 Escala de acero (m+cm) (índice) * 1 en pies + pulgadas, escala de acero (índice) 2 sin escala (índice) 3 en % escala de acero (índice) 4 Volumen, escala de acero (índice) 5 sin escala (aleta) 6 Escala de acero (m + cm) (aleta) 7 en pies + pulgadas, escala de acero (aleta) 8 en % escala de acero (aleta) A Volumen, escala de acero (aleta) D sin indicación ---------------------------------------------------------------------------------------- Drenaje 0 sin drenaje 1 G 3/8" drenaje* 2 1/2" GAZ 4 3/8 " NPT 5 1/2" NPT 6 3/4" NPT 7 DN 15 PN 40 WN brida A DN 25 PN 40 WN brida
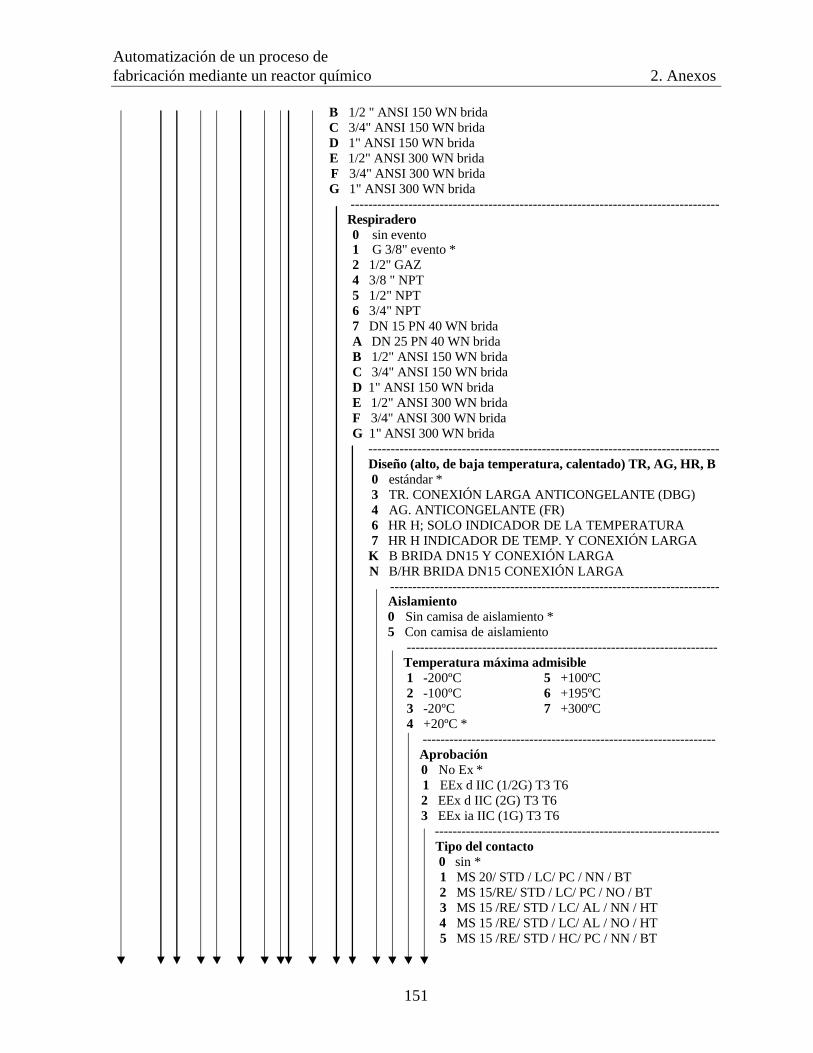
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
151
B 1/2 " ANSI 150 WN brida C 3/4" ANSI 150 WN brida D 1" ANSI 150 WN brida E 1/2" ANSI 300 WN brida F 3/4" ANSI 300 WN brida G 1" ANSI 300 WN brida ----------------------------------------------------------------------------------- Respiradero 0 sin evento 1 G 3/8" evento * 2 1/2" GAZ 4 3/8 " NPT 5 1/2" NPT 6 3/4" NPT 7 DN 15 PN 40 WN brida A DN 25 PN 40 WN brida B 1/2" ANSI 150 WN brida C 3/4" ANSI 150 WN brida D 1" ANSI 150 WN brida E 1/2" ANSI 300 WN brida F 3/4" ANSI 300 WN brida G 1" ANSI 300 WN brida ------------------------------------------------------------------------------- Diseño (alto, de baja temperatura, calentado) TR, AG, HR, B 0 estándar * 3 TR. CONEXIÓN LARGA ANTICONGELANTE (DBG) 4 AG. ANTICONGELANTE (FR) 6 HR H; SOLO INDICADOR DE LA TEMPERATURA 7 HR H INDICADOR DE TEMP. Y CONEXIÓN LARGA K B BRIDA DN15 Y CONEXIÓN LARGA N B/HR BRIDA DN15 CONEXIÓN LARGA -------------------------------------------------------------------------- Aislamiento 0 Sin camisa de aislamiento * 5 Con camisa de aislamiento ---------------------------------------------------------------------- Temperatura máxima admisible 1 -200ºC 5 +100ºC 2 -100ºC 6 +195ºC 3 -20ºC 7 +300ºC 4 +20ºC * ------------------------------------------------------------------ Aprobación 0 No Ex * 1 EEx d IIC (1/2G) T3 T6 2 EEx d IIC (2G) T3 T6 3 EEx ia IIC (1G) T3 T6 ---------------------------------------------------------------- Tipo del contacto 0 sin * 1 MS 20/ STD / LC/ PC / NN / BT 2 MS 15/RE/ STD / LC/ PC / NO / BT 3 MS 15 /RE/ STD / LC/ AL / NN / HT 4 MS 15 /RE/ STD / LC/ AL / NO / HT 5 MS 15 /RE/ STD / HC/ PC / NN / BT

Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
152
6 MS 15 /RE/ STD / HC/ AL / NN / HT 7 MS 20/ ExI / LC/ PC / NN / BT 8 MS 15 /RE/ ExI / LC/ PC / NO / BT A MS 15 /RE/ ExI / LC/ AL / NN / HT B MS 15 /RE/ ExI / LC/ AL / NO / HT C MS 15 /RE/ EXD / LC/ AL / NN / HT D MS 15 /RE/ EXD / LC/ AL / NO / HT E MS 15 /RE/ EXD / LC/ AL / NN / HT ------------------------------------------------------------ Numero de contacto 0 sin * 1 1 interruptor 2 2 interruptores 3 3 interruptores --------------------------------------------------------- ER Transmisor 0 sin ER transmisor * 2 ER/STD/AL/D (Pr nivel PRETOP 5343B) 4 ER/EXI/AL/D (Pr nivel PRETOP 5343B) 6 ER/EXD/AL/D (Pr nivel PRETOP 5343B) ---------------------------------------------------- Certificado del matrial 0 sin * 2 3.1.b Certificado de piezas bajo presión 5 Certificado conformidad matrial ------------------------------------------------- Certificado de control hidraulico 0 sin * 1 2.3. Certificado de prueba hidraulica 2 3.1.B Certificado de prueba hidraulic ---------------------------------------------- Certificado de calibración 0 sin * 1 Certificado de calibración ------------------------------------------- Certificados (misceláneo) 0 sin * 1 2.1. Certificado de conformidad de orden 2 Dimensiones totales 3 Etiqueta en la placa de acero 20x40
4 2.1. certificado + dimensiones totales
5 2.1. + Etiqueta en la placa de acero inoxidable 6 Dimensiones totales + etiqueta placa acero Stainless 7 2.1. + Dimensiones totales + etiqueta placa acero SS
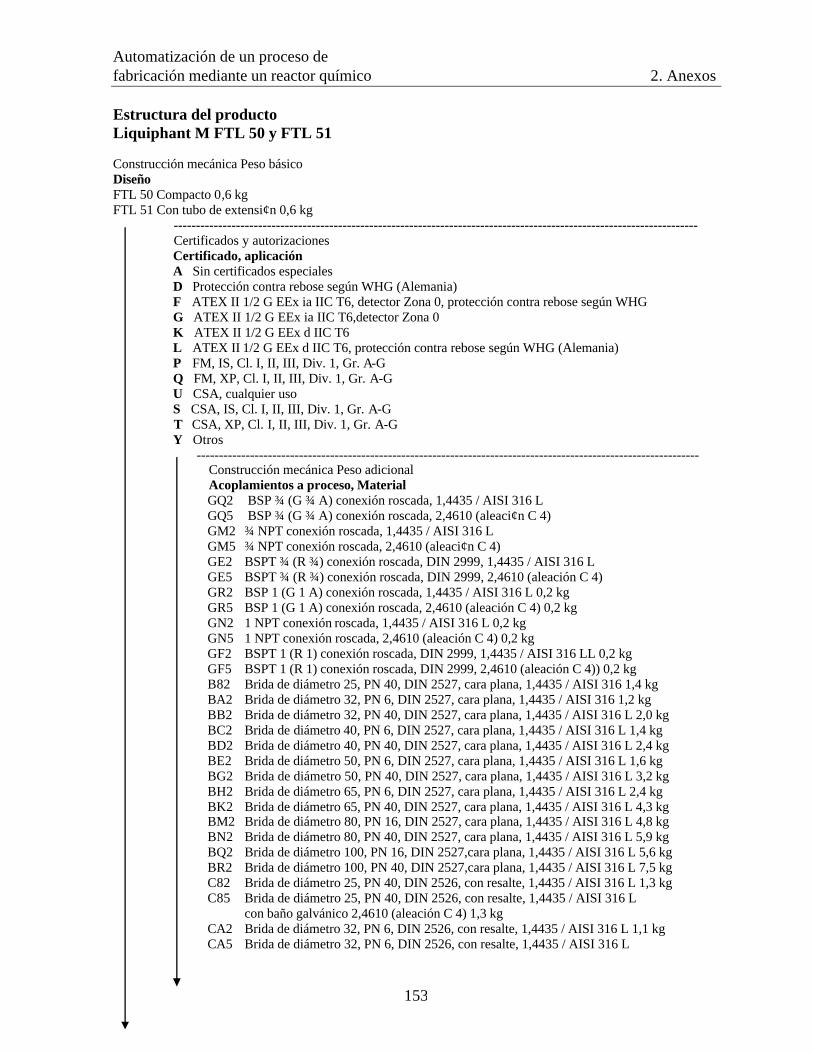
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
153
Estructura del producto Liquiphant M FTL 50 y FTL 51 Construcción mecánica Peso básico Diseño FTL 50 Compacto 0,6 kg FTL 51 Con tubo de extensi¢n 0,6 kg ---------------------------------------------------------------------------------------------------------------------- Certificados y autorizaciones
Certificado, aplicación A Sin certificados especiales D Protección contra rebose según WHG (Alemania) F ATEX II 1/2 G EEx ia IIC T6, detector Zona 0, protección contra rebose según WHG G ATEX II 1/2 G EEx ia IIC T6,detector Zona 0 K ATEX II 1/2 G EEx d IIC T6 L ATEX II 1/2 G EEx d IIC T6, protección contra rebose según WHG (Alemania) P FM, IS, Cl. I, II, III, Div. 1, Gr. A-G Q FM, XP, Cl. I, II, III, Div. 1, Gr. A-G U CSA, cualquier uso S CSA, IS, Cl. I, II, III, Div. 1, Gr. A-G T CSA, XP, Cl. I, II, III, Div. 1, Gr. A-G Y Otros
----------------------------------------------------------------------------------------------------------------- Construcción mecánica Peso adicional
Acoplamientos a proceso, Material GQ2 BSP ¾ (G ¾ A) conexión roscada, 1,4435 / AISI 316 L GQ5 BSP ¾ (G ¾ A) conexión roscada, 2,4610 (aleaci¢n C 4) GM2 ¾ NPT conexión roscada, 1,4435 / AISI 316 L GM5 ¾ NPT conexión roscada, 2,4610 (aleaci¢n C 4) GE2 BSPT ¾ (R ¾) conexión roscada, DIN 2999, 1,4435 / AISI 316 L GE5 BSPT ¾ (R ¾) conexión roscada, DIN 2999, 2,4610 (aleación C 4) GR2 BSP 1 (G 1 A) conexión roscada, 1,4435 / AISI 316 L 0,2 kg GR5 BSP 1 (G 1 A) conexión roscada, 2,4610 (aleación C 4) 0,2 kg GN2 1 NPT conexión roscada, 1,4435 / AISI 316 L 0,2 kg GN5 1 NPT conexión roscada, 2,4610 (aleación C 4) 0,2 kg GF2 BSPT 1 (R 1) conexión roscada, DIN 2999, 1,4435 / AISI 316 LL 0,2 kg GF5 BSPT 1 (R 1) conexión roscada, DIN 2999, 2,4610 (aleación C 4)) 0,2 kg B82 Brida de diámetro 25, PN 40, DIN 2527, cara plana, 1,4435 / AISI 316 1,4 kg BA2 Brida de diámetro 32, PN 6, DIN 2527, cara plana, 1,4435 / AISI 316 1,2 kg BB2 Brida de diámetro 32, PN 40, DIN 2527, cara plana, 1,4435 / AISI 316 L 2,0 kg BC2 Brida de diámetro 40, PN 6, DIN 2527, cara plana, 1,4435 / AISI 316 L 1,4 kg BD2 Brida de diámetro 40, PN 40, DIN 2527, cara plana, 1,4435 / AISI 316 L 2,4 kg BE2 Brida de diámetro 50, PN 6, DIN 2527, cara plana, 1,4435 / AISI 316 L 1,6 kg BG2 Brida de diámetro 50, PN 40, DIN 2527, cara plana, 1,4435 / AISI 316 L 3,2 kg BH2 Brida de diámetro 65, PN 6, DIN 2527, cara plana, 1,4435 / AISI 316 L 2,4 kg BK2 Brida de diámetro 65, PN 40, DIN 2527, cara plana, 1,4435 / AISI 316 L 4,3 kg BM2 Brida de diámetro 80, PN 16, DIN 2527, cara plana, 1,4435 / AISI 316 L 4,8 kg BN2 Brida de diámetro 80, PN 40, DIN 2527, cara plana, 1,4435 / AISI 316 L 5,9 kg BQ2 Brida de diámetro 100, PN 16, DIN 2527,cara plana, 1,4435 / AISI 316 L 5,6 kg BR2 Brida de diámetro 100, PN 40, DIN 2527,cara plana, 1,4435 / AISI 316 L 7,5 kg C82 Brida de diámetro 25, PN 40, DIN 2526, con resalte, 1,4435 / AISI 316 L 1,3 kg C85 Brida de diámetro 25, PN 40, DIN 2526, con resalte, 1,4435 / AISI 316 L con baño galvánico 2,4610 (aleación C 4) 1,3 kg CA2 Brida de diámetro 32, PN 6, DIN 2526, con resalte, 1,4435 / AISI 316 L 1,1 kg CA5 Brida de diámetro 32, PN 6, DIN 2526, con resalte, 1,4435 / AISI 316 L
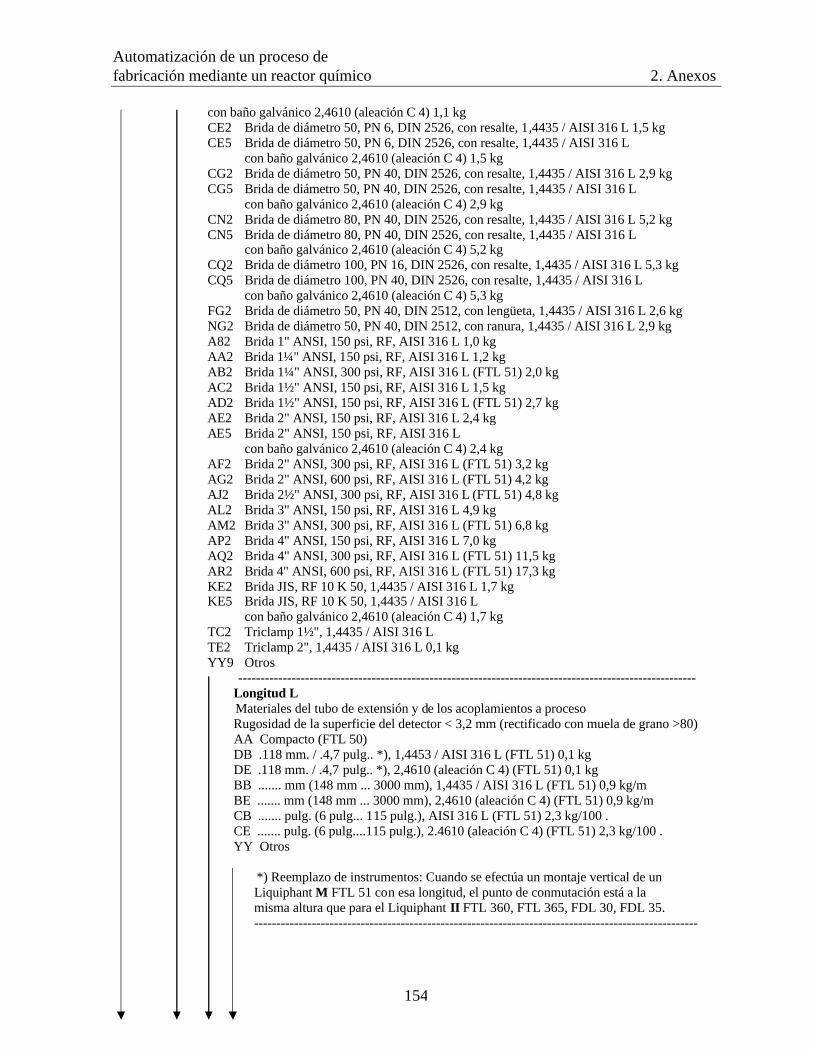
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
154
con baño galvánico 2,4610 (aleación C 4) 1,1 kg CE2 Brida de diámetro 50, PN 6, DIN 2526, con resalte, 1,4435 / AISI 316 L 1,5 kg CE5 Brida de diámetro 50, PN 6, DIN 2526, con resalte, 1,4435 / AISI 316 L con baño galvánico 2,4610 (aleación C 4) 1,5 kg CG2 Brida de diámetro 50, PN 40, DIN 2526, con resalte, 1,4435 / AISI 316 L 2,9 kg CG5 Brida de diámetro 50, PN 40, DIN 2526, con resalte, 1,4435 / AISI 316 L con baño galvánico 2,4610 (aleación C 4) 2,9 kg CN2 Brida de diámetro 80, PN 40, DIN 2526, con resalte, 1,4435 / AISI 316 L 5,2 kg CN5 Brida de diámetro 80, PN 40, DIN 2526, con resalte, 1,4435 / AISI 316 L con baño galvánico 2,4610 (aleación C 4) 5,2 kg CQ2 Brida de diámetro 100, PN 16, DIN 2526, con resalte, 1,4435 / AISI 316 L 5,3 kg CQ5 Brida de diámetro 100, PN 40, DIN 2526, con resalte, 1,4435 / AISI 316 L con baño galvánico 2,4610 (aleación C 4) 5,3 kg FG2 Brida de diámetro 50, PN 40, DIN 2512, con lengüeta, 1,4435 / AISI 316 L 2,6 kg NG2 Brida de diámetro 50, PN 40, DIN 2512, con ranura, 1,4435 / AISI 316 L 2,9 kg A82 Brida 1" ANSI, 150 psi, RF, AISI 316 L 1,0 kg AA2 Brida 1¼" ANSI, 150 psi, RF, AISI 316 L 1,2 kg AB2 Brida 1¼" ANSI, 300 psi, RF, AISI 316 L (FTL 51) 2,0 kg AC2 Brida 1½" ANSI, 150 psi, RF, AISI 316 L 1,5 kg AD2 Brida 1½" ANSI, 150 psi, RF, AISI 316 L (FTL 51) 2,7 kg AE2 Brida 2" ANSI, 150 psi, RF, AISI 316 L 2,4 kg AE5 Brida 2" ANSI, 150 psi, RF, AISI 316 L con baño galvánico 2,4610 (aleación C 4) 2,4 kg AF2 Brida 2" ANSI, 300 psi, RF, AISI 316 L (FTL 51) 3,2 kg AG2 Brida 2" ANSI, 600 psi, RF, AISI 316 L (FTL 51) 4,2 kg AJ2 Brida 2½" ANSI, 300 psi, RF, AISI 316 L (FTL 51) 4,8 kg AL2 Brida 3" ANSI, 150 psi, RF, AISI 316 L 4,9 kg AM2 Brida 3" ANSI, 300 psi, RF, AISI 316 L (FTL 51) 6,8 kg AP2 Brida 4" ANSI, 150 psi, RF, AISI 316 L 7,0 kg AQ2 Brida 4" ANSI, 300 psi, RF, AISI 316 L (FTL 51) 11,5 kg AR2 Brida 4" ANSI, 600 psi, RF, AISI 316 L (FTL 51) 17,3 kg KE2 Brida JIS, RF 10 K 50, 1,4435 / AISI 316 L 1,7 kg KE5 Brida JIS, RF 10 K 50, 1,4435 / AISI 316 L con baño galvánico 2,4610 (aleación C 4) 1,7 kg TC2 Triclamp 1½", 1,4435 / AISI 316 L TE2 Triclamp 2", 1,4435 / AISI 316 L 0,1 kg YY9 Otros
------------------------------------------------------------------------------------------------------- Longitud L
Materiales del tubo de extensión y de los acoplamientos a proceso Rugosidad de la superficie del detector < 3,2 mm (rectificado con muela de grano >80) AA Compacto (FTL 50) DB .118 mm. / .4,7 pulg.. *), 1,4453 / AISI 316 L (FTL 51) 0,1 kg DE .118 mm. / .4,7 pulg.. *), 2,4610 (aleación C 4) (FTL 51) 0,1 kg BB ....... mm (148 mm ... 3000 mm), 1,4435 / AISI 316 L (FTL 51) 0,9 kg/m BE ....... mm (148 mm ... 3000 mm), 2,4610 (aleación C 4) (FTL 51) 0,9 kg/m CB ....... pulg. (6 pulg... 115 pulg.), AISI 316 L (FTL 51) 2,3 kg/100 . CE ....... pulg. (6 pulg....115 pulg.), 2.4610 (aleación C 4) (FTL 51) 2,3 kg/100 . YY Otros
*) Reemplazo de instrumentos: Cuando se efectúa un montaje vertical de un Liquiphant M FTL 51 con esa longitud, el punto de conmutación está a la misma altura que para el Liquiphant II FTL 360, FTL 365, FDL 30, FDL 35. ----------------------------------------------------------------------------------------------------

Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
155
Salida Electrónica. 1 FEL 51, c.a. a dos hilos, U ~: 19 ... 253 V 2 FEL 52, c.c. a tres hilos, U =: 10 ... 55 V
Salida de transistor PNP 4 FEL 54, universal, U ~: 19 ... 253 V, U =: 19 ... 55 V
2 contactos de conmutación libres de potencial 5 FEL 55, c.c a dos hilos, 11 ... 36 V
Salida (8 / 16 mA, EEx ia 6 FEL 56, a dos hilos según NAMUR (EN 50227), EEx ia 7 FEL 57, transmisión de señal PFM en un cableado a dos hilos, EEx ia -----------------------------------------------------------------------------------------------
Construcción mecánica Cabezal. Entrada del cable G4 Cabezal de poliéster IP 66 , prensaestopa M20 x 1,5 G5 Cabezal de aluminio IP 66, prensaestopa M20 x 1,5 0,5 kg G6 Cabezal de acero IP 66, prensaestopa M20 x 1,5 0,1 kg D4 Cabezal de poliéster IP 66, adaptador para Pg. 13,5 **) D5 Cabezal de aluminio IP 66, adaptador para Pg. 16 **) 0,5 kg D6 Cabezal de acero IP 66, adaptador para Pg. 13,5 **) 0,1 kg E4 Cabezal de poliéster Nema 4x, adaptador ½ NPT E5 Cabezal de aluminio Nema 4x, adaptador ¾ NPT 0,5 kg E6 Cabezal de acero Nema 4x, adaptador ½ NPT 0,1 kg F4 Cabezal de poliéster IP 66, adaptador BSP ½ (G ½) F5 Cabezal de aluminio IP 66, adaptador BSP ½ (G ½) 0,5 kg F6 Cabezal de acero IP 66, adaptador BSP ½ (G ½) 0,1 kg Y9 Otros
Cabezal de acero: Material 1,4301 (AISI 304)
------------------------------------------------------------------------------------ Elementos adicionales A Equipo básico Y Otros complementos
Designación completa del producto
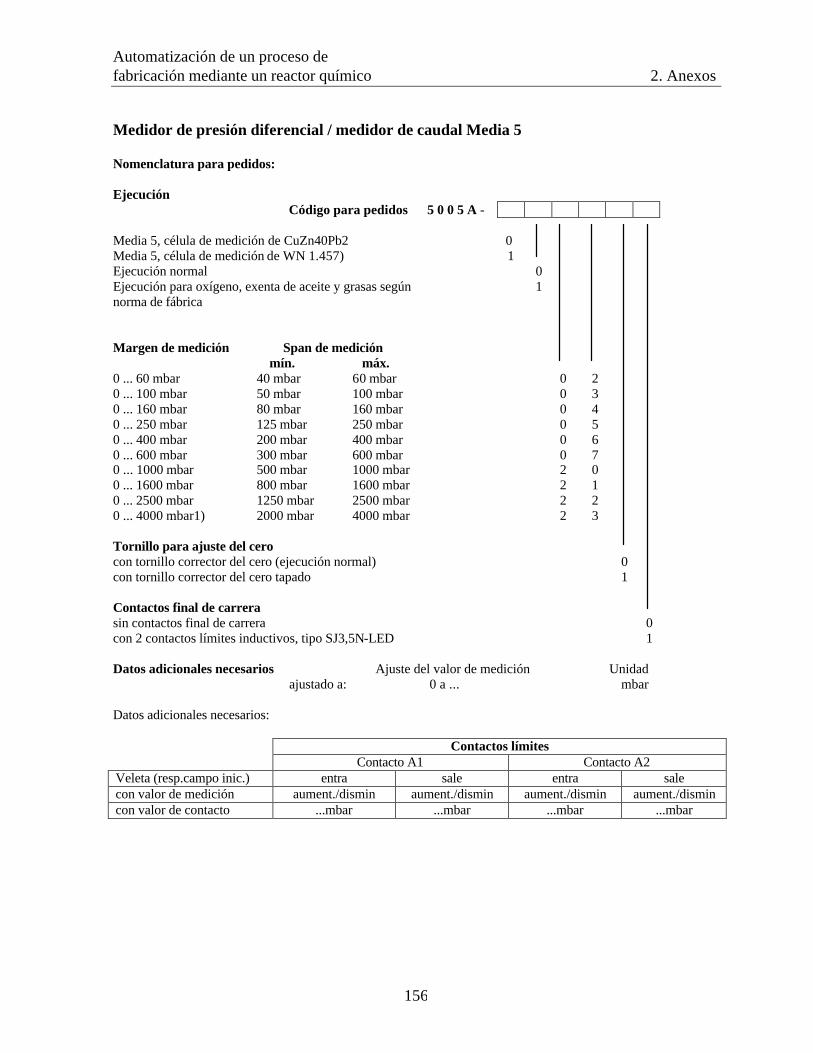
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
156
Medidor de presión diferencial / medidor de caudal Media 5 Nomenclatura para pedidos: Ejecución
Código para pedidos 5 0 0 5 A -
Media 5, célula de medición de CuZn40Pb2 0 Media 5, célula de medición de WN 1.457) 1 Ejecución normal 0 Ejecución para oxígeno, exenta de aceite y grasas según 1 norma de fábrica Margen de medición Span de medición
mín. máx. 0 ... 60 mbar 40 mbar 60 mbar 0 2 0 ... 100 mbar 50 mbar 100 mbar 0 3 0 ... 160 mbar 80 mbar 160 mbar 0 4 0 ... 250 mbar 125 mbar 250 mbar 0 5 0 ... 400 mbar 200 mbar 400 mbar 0 6 0 ... 600 mbar 300 mbar 600 mbar 0 7 0 ... 1000 mbar 500 mbar 1000 mbar 2 0 0 ... 1600 mbar 800 mbar 1600 mbar 2 1 0 ... 2500 mbar 1250 mbar 2500 mbar 2 2 0 ... 4000 mbar1) 2000 mbar 4000 mbar 2 3 Tornillo para ajuste del cero con tornillo corrector del cero (ejecución normal) 0 con tornillo corrector del cero tapado 1 Contactos final de carrera sin contactos final de carrera 0 con 2 contactos límites inductivos, tipo SJ3,5N-LED 1 Datos adicionales necesarios Ajuste del valor de medición Unidad
ajustado a: 0 a ... mbar Datos adicionales necesarios:
Contactos límites Contacto A1 Contacto A2 Veleta (resp.campo inic.) entra sale entra sale con valor de medición aument./dismin aument./dismin aument./dismin aument./dismin con valor de contacto ...mbar ...mbar ...mbar ...mbar
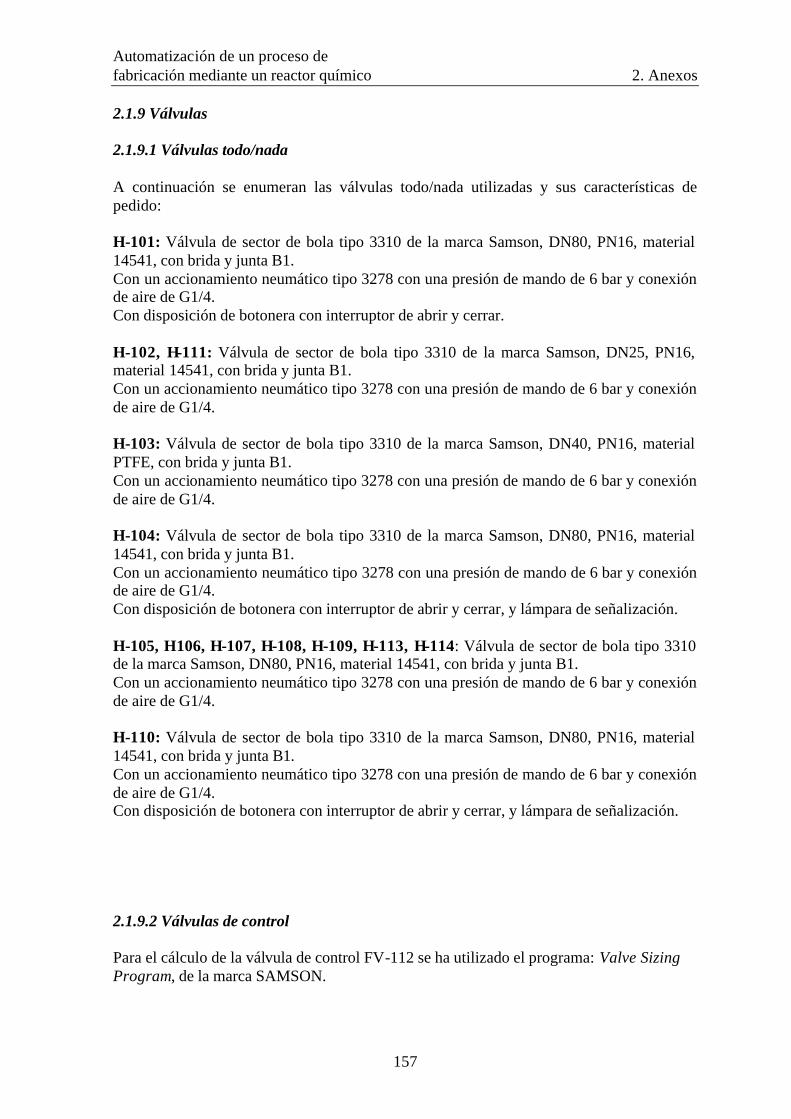
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
157
2.1.9 Válvulas 2.1.9.1 Válvulas todo/nada A continuación se enumeran las válvulas todo/nada utilizadas y sus características de pedido: H-101: Válvula de sector de bola tipo 3310 de la marca Samson, DN80, PN16, material 14541, con brida y junta B1. Con un accionamiento neumático tipo 3278 con una presión de mando de 6 bar y conexión de aire de G1/4. Con disposición de botonera con interruptor de abrir y cerrar. H-102, H-111: Válvula de sector de bola tipo 3310 de la marca Samson, DN25, PN16, material 14541, con brida y junta B1. Con un accionamiento neumático tipo 3278 con una presión de mando de 6 bar y conexión de aire de G1/4. H-103: Válvula de sector de bola tipo 3310 de la marca Samson, DN40, PN16, material PTFE, con brida y junta B1. Con un accionamiento neumático tipo 3278 con una presión de mando de 6 bar y conexión de aire de G1/4. H-104: Válvula de sector de bola tipo 3310 de la marca Samson, DN80, PN16, material 14541, con brida y junta B1. Con un accionamiento neumático tipo 3278 con una presión de mando de 6 bar y conexión de aire de G1/4. Con disposición de botonera con interruptor de abrir y cerrar, y lámpara de señalización. H-105, H106, H-107, H-108, H-109, H-113, H-114: Válvula de sector de bola tipo 3310 de la marca Samson, DN80, PN16, material 14541, con brida y junta B1. Con un accionamiento neumático tipo 3278 con una presión de mando de 6 bar y conexión de aire de G1/4. H-110: Válvula de sector de bola tipo 3310 de la marca Samson, DN80, PN16, material 14541, con brida y junta B1. Con un accionamiento neumático tipo 3278 con una presión de mando de 6 bar y conexión de aire de G1/4. Con disposición de botonera con interruptor de abrir y cerrar, y lámpara de señalización. 2.1.9.2 Válvulas de control Para el cálculo de la válvula de control FV-112 se ha utilizado el programa: Valve Sizing Program, de la marca SAMSON.
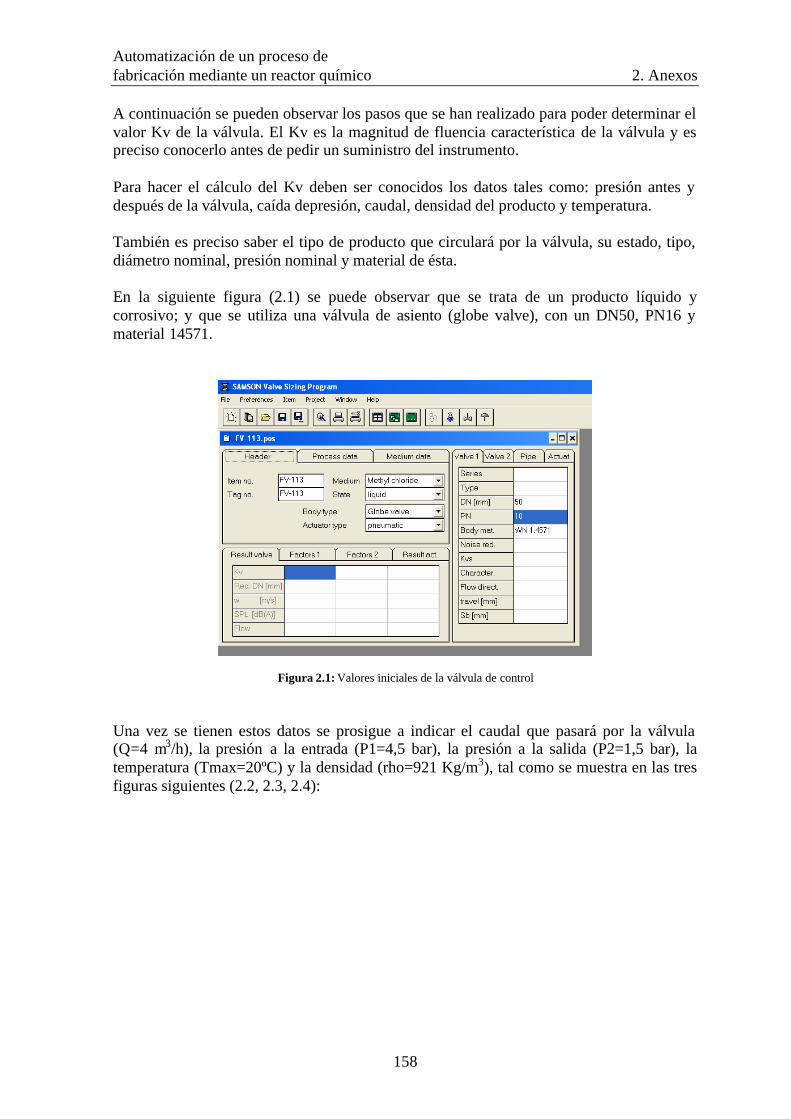
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
158
A continuación se pueden observar los pasos que se han realizado para poder determinar el valor Kv de la válvula. El Kv es la magnitud de fluencia característica de la válvula y es preciso conocerlo antes de pedir un suministro del instrumento. Para hacer el cálculo del Kv deben ser conocidos los datos tales como: presión antes y después de la válvula, caída depresión, caudal, densidad del producto y temperatura. También es preciso saber el tipo de producto que circulará por la válvula, su estado, tipo, diámetro nominal, presión nominal y material de ésta. En la siguiente figura (2.1) se puede observar que se trata de un producto líquido y corrosivo; y que se utiliza una válvula de asiento (globe valve), con un DN50, PN16 y material 14571.
Figura 2.1: Valores iniciales de la válvula de control Una vez se tienen estos datos se prosigue a indicar el caudal que pasará por la válvula (Q=4 m3/h), la presión a la entrada (P1=4,5 bar), la presión a la salida (P2=1,5 bar), la temperatura (Tmax=20ºC) y la densidad (rho=921 Kg/m3), tal como se muestra en las tres figuras siguientes (2.2, 2.3, 2.4):
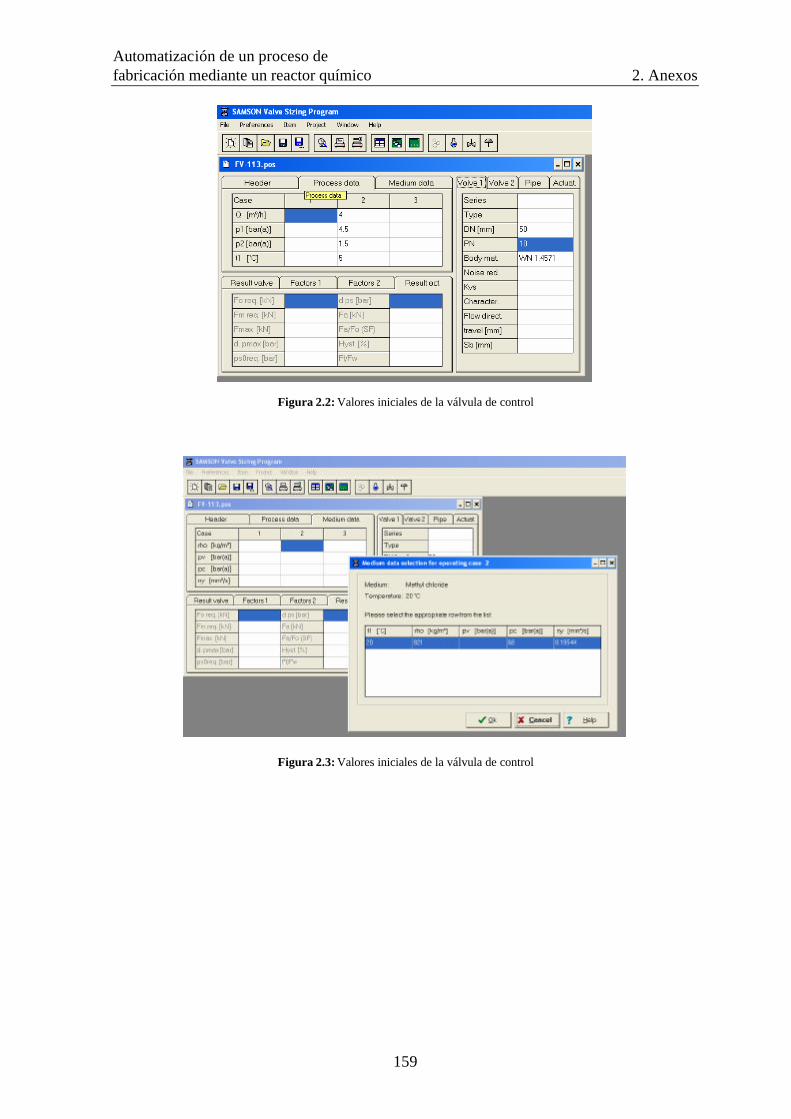
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
159
Figura 2.2: Valores iniciales de la válvula de control
Figura 2.3: Valores iniciales de la válvula de control
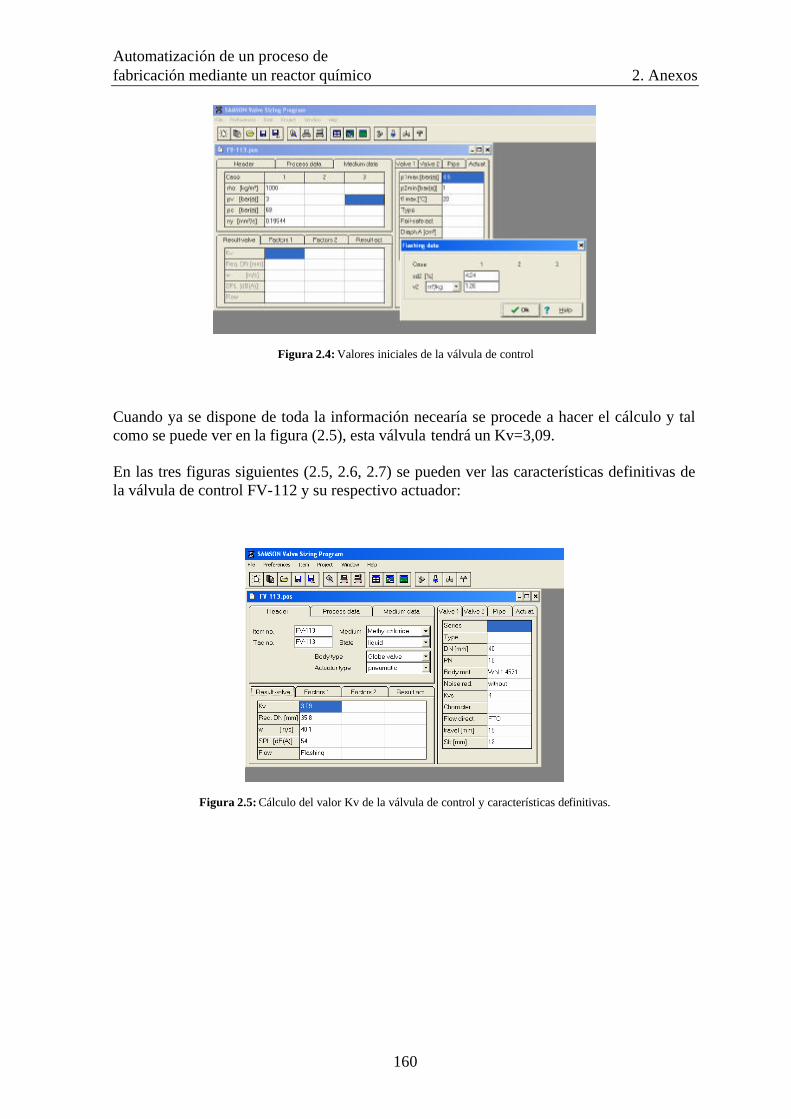
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
160
Figura 2.4: Valores iniciales de la válvula de control
Cuando ya se dispone de toda la información necearía se procede a hacer el cálculo y tal como se puede ver en la figura (2.5), esta válvula tendrá un Kv=3,09. En las tres figuras siguientes (2.5, 2.6, 2.7) se pueden ver las características definitivas de la válvula de control FV-112 y su respectivo actuador:
Figura 2.5: Cálculo del valor Kv de la válvula de control y características definitivas.
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
161
Figura 2.6: Características definitivas de la válvula de control
Figura 2.7: Características definitivas de la válvula de control.
Finalmente el programa nos proporciona un resumen completo de las características de la válvula de control calculada, tal como podemos ver en la figura 2.8.
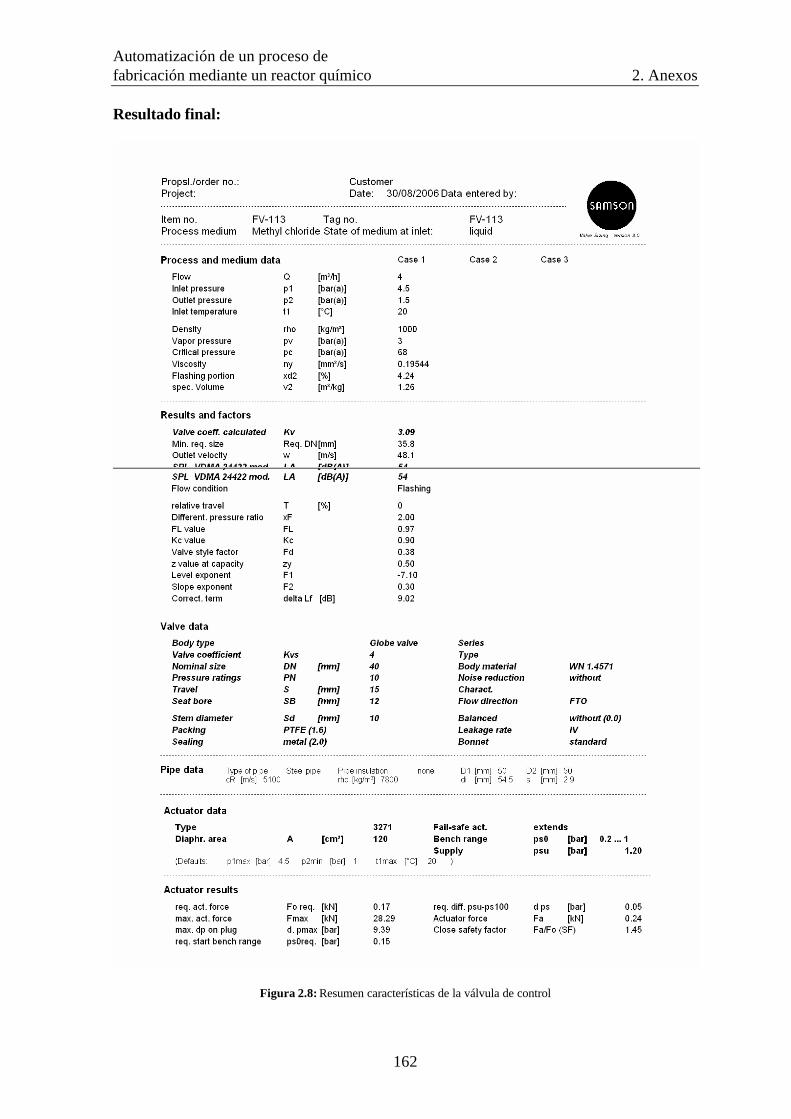
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
162
Resultado final:
Figura 2.8: Resumen características de la válvula de control
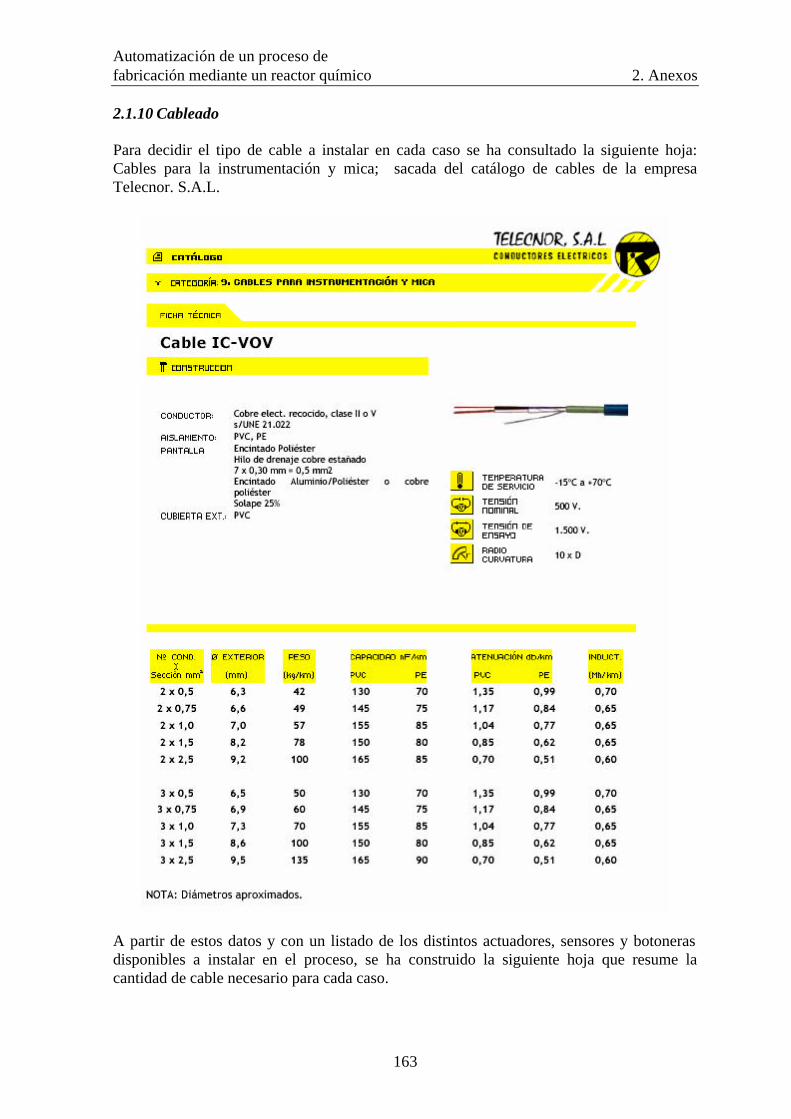
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
163
2.1.10 Cableado Para decidir el tipo de cable a instalar en cada caso se ha consultado la siguiente hoja: Cables para la instrumentación y mica; sacada del catálogo de cables de la empresa Telecnor. S.A.L.
A partir de estos datos y con un listado de los distintos actuadores, sensores y botoneras disponibles a instalar en el proceso, se ha construido la siguiente hoja que resume la cantidad de cable necesario para cada caso.
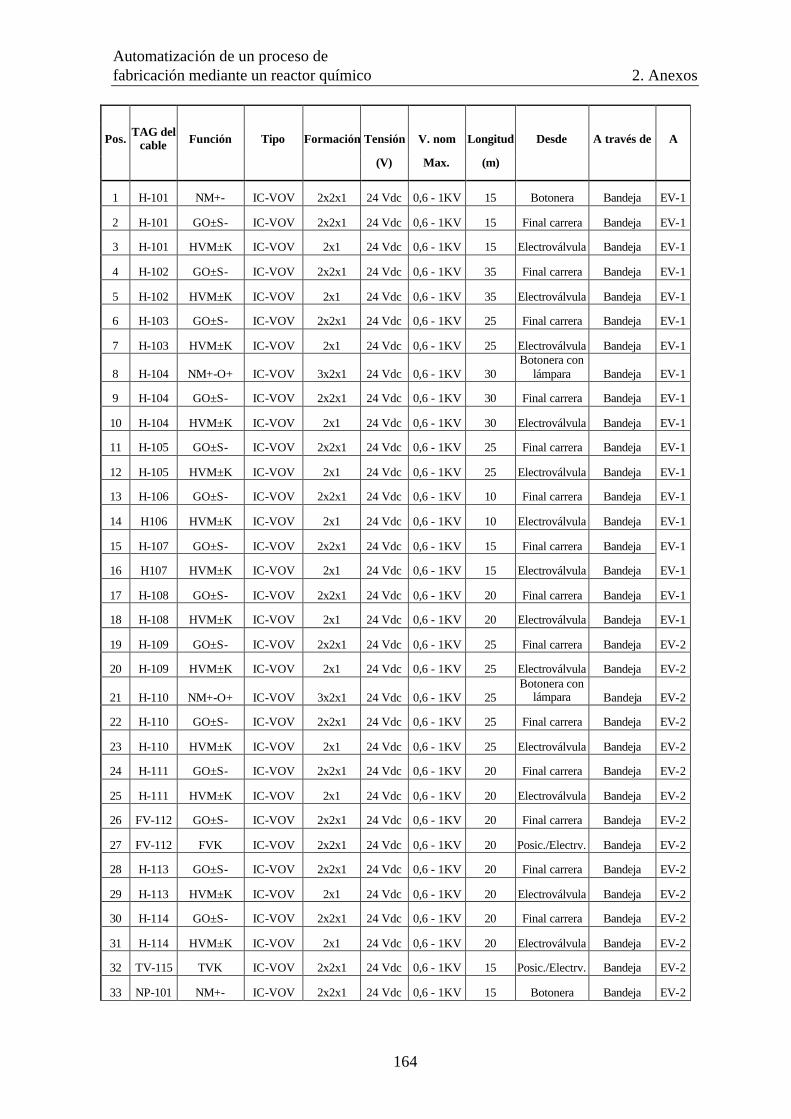
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
164
Pos. TAG del cable Función Tipo Formación Tensión V. nom Longitud Desde A través de A
(V) Max. (m)
1 H-101 NM+- IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 15 Botonera Bandeja EV-1
2 H-101 GO±S- IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 15 Final carrera Bandeja EV-1
3 H-101 HVM±K IC-VOV 2x1 24 Vdc 0,6 - 1KV 15 Electroválvula Bandeja EV-1
4 H-102 GO±S- IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 35 Final carrera Bandeja EV-1
5 H-102 HVM±K IC-VOV 2x1 24 Vdc 0,6 - 1KV 35 Electroválvula Bandeja EV-1
6 H-103 GO±S- IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 25 Final carrera Bandeja EV-1
7 H-103 HVM±K IC-VOV 2x1 24 Vdc 0,6 - 1KV 25 Electroválvula Bandeja EV-1
8 H-104 NM+-O+ IC-VOV 3x2x1 24 Vdc 0,6 - 1KV 30 Botonera con
lámpara Bandeja EV-1
9 H-104 GO±S- IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 30 Final carrera Bandeja EV-1
10 H-104 HVM±K IC-VOV 2x1 24 Vdc 0,6 - 1KV 30 Electroválvula Bandeja EV-1
11 H-105 GO±S- IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 25 Final carrera Bandeja EV-1
12 H-105 HVM±K IC-VOV 2x1 24 Vdc 0,6 - 1KV 25 Electroválvula Bandeja EV-1
13 H-106 GO±S- IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 10 Final carrera Bandeja EV-1
14 H106 HVM±K IC-VOV 2x1 24 Vdc 0,6 - 1KV 10 Electroválvula Bandeja EV-1
15 H-107 GO±S- IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 15 Final carrera Bandeja EV-1
16 H107 HVM±K IC-VOV 2x1 24 Vdc 0,6 - 1KV 15 Electroválvula Bandeja EV-1
17 H-108 GO±S- IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 20 Final carrera Bandeja EV-1
18 H-108 HVM±K IC-VOV 2x1 24 Vdc 0,6 - 1KV 20 Electroválvula Bandeja EV-1
19 H-109 GO±S- IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 25 Final carrera Bandeja EV-2
20 H-109 HVM±K IC-VOV 2x1 24 Vdc 0,6 - 1KV 25 Electroválvula Bandeja EV-2
21 H-110 NM+-O+ IC-VOV 3x2x1 24 Vdc 0,6 - 1KV 25 Botonera con
lámpara Bandeja EV-2
22 H-110 GO±S- IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 25 Final carrera Bandeja EV-2
23 H-110 HVM±K IC-VOV 2x1 24 Vdc 0,6 - 1KV 25 Electroválvula Bandeja EV-2
24 H-111 GO±S- IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 20 Final carrera Bandeja EV-2
25 H-111 HVM±K IC-VOV 2x1 24 Vdc 0,6 - 1KV 20 Electroválvula Bandeja EV-2
26 FV-112 GO±S- IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 20 Final carrera Bandeja EV-2
27 FV-112 FVK IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 20 Posic./Electrv. Bandeja EV-2
28 H-113 GO±S- IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 20 Final carrera Bandeja EV-2
29 H-113 HVM±K IC-VOV 2x1 24 Vdc 0,6 - 1KV 20 Electroválvula Bandeja EV-2
30 H-114 GO±S- IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 20 Final carrera Bandeja EV-2
31 H-114 HVM±K IC-VOV 2x1 24 Vdc 0,6 - 1KV 20 Electroválvula Bandeja EV-2
32 TV-115 TVK IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 15 Posic./Electrv. Bandeja EV-2
33 NP-101 NM+- IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 15 Botonera Bandeja EV-2

Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
165
34 NP-102 NM+- IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 35 Botonera Bandeja EV-2
35 NP-103 NM+- IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 25 Botonera Bandeja EV-2
36 NP-104 NM+- IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 30 Botonera Bandeja EV-3
37 NP-105 NM+- IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 25 Botonera Bandeja EV-3
38 NP-106 NM+- IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 25 Botonera Bandeja EV-3
39 NR-100 NM+-O+ IC-VOV 3x2x1 24 Vdc 0,6 - 1KV 20 Botonera con
lámpara Bandeja EV-3
40 P-100 PIS+A+; PI IC-VOV 2x1 24 Vdc 0,6 - 1KV 20 Presión Bandeja EV-3
41 P-101 PS+A+; PI IC-VOV 2x1 24 Vdc 0,6 - 1KV 15 Presión Bandeja EV-3
42 P-102 PS+A+; PI IC-VOV 2x1 24 Vdc 0,6 - 1KV 35 Presión Bandeja EV-3
43 P-103 PS+A+; PI IC-VOV 2x1 24 Vdc 0,6 - 1KV 25 Presión Bandeja EV-3
44 P-104 PS+A+; PI IC-VOV 2x1 24 Vdc 0,6 - 1KV 30 Presión Bandeja EV-3
45 P-105 PS+A+; PI IC-VOV 2x1 24 Vdc 0,6 - 1KV 25 Presión Bandeja EV-3
46 P-106 PS+A+; PI IC-VOV 2x1 24 Vdc 0,6 - 1KV 25 Presión Bandeja EV-3
47 F-102 FQIS+ IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 25 Caudal Bandeja EV-3
48 F-103 FQIRCS+A+ IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 25 Caudal Bandeja EV-3
49 F-104 FQIS+ IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 25 Caudal Bandeja EV-3
50 L-100 LS+A+ IC-VOV 2x1 24 Vdc 0,6 - 1KV 20 Nivel Bandeja EV-3
51 L-101 LIS+-A+- IC-VOV 2x1 24 Vdc 0,6 - 1KV 15 Nivel Bandeja EV-3
52 L-103 LS- IC-VOV 2x1 24 Vdc 0,6 - 1KV 25 Nivel Bandeja EV-3
53 L-104 LS+- IC-VOV 2x2x1 24 Vdc 0,6 - 1KV 25 Nivel Bandeja EV-3
54 L-106 LIS+- IC-VOV 2x1 24 Vdc 0,6 - 1KV 15 Nivel Bandeja EV-3
55 L-107 LIS+- IC-VOV 2x1 24 Vdc 0,6 - 1KV 20 Nivel Bandeja EV-3
56 X-104 XO+S+ IC-VOV 2x1 24 Vdc 0,6 - 1KV 15 P. Tierra Bandeja EV-4
57 X-106 XO+S+ IC-VOV 2x1 24 Vdc 0,6 - 1KV 15 P. Tierra Bandeja EV-4
58 T-100 TICSA+ IC-VOV 2x1 24 Vdc 0,6 - 1KV 20 Temperatura Bandeja Ev-3
Tabla 2.6: Listado de los metros de cable necesarios en la instalación
Desde las caja situadas en la sala de producción hasta el bastidor que se sitúa en la sala de conexiones hay un recorrido de cable de 15 metros aproximadamente. El cableado desde las cajas hasta el bastidor se hará con cable IC-VOV, con mangueras de de 30x2x1. Como tenemos 4 cajas de 60 bornas cada una, se necesitarán 4 mangueras. En una de las mangueras quedarán muchos cables de reserva cosa que nos interesa por si se amplia el sistema de automatización con nuevos dispositivos. Por lo tanto se necesitarán 60 m de este tipo de cable (15x4=60) Solución: Cable IC-VOV 3x2x1: 55 m
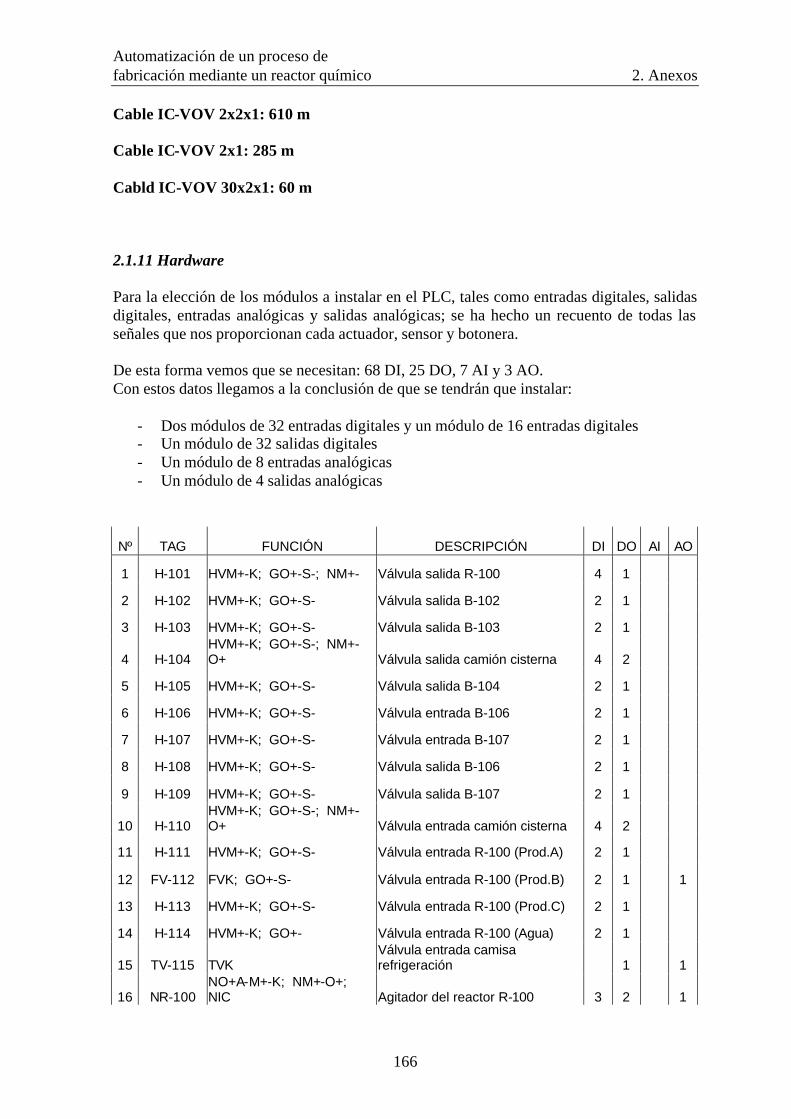
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
166
Cable IC-VOV 2x2x1: 610 m Cable IC-VOV 2x1: 285 m Cabld IC-VOV 30x2x1: 60 m 2.1.11 Hardware Para la elección de los módulos a instalar en el PLC, tales como entradas digitales, salidas digitales, entradas analógicas y salidas analógicas; se ha hecho un recuento de todas las señales que nos proporcionan cada actuador, sensor y botonera. De esta forma vemos que se necesitan: 68 DI, 25 DO, 7 AI y 3 AO. Con estos datos llegamos a la conclusión de que se tendrán que instalar:
- Dos módulos de 32 entradas digitales y un módulo de 16 entradas digitales - Un módulo de 32 salidas digitales - Un módulo de 8 entradas analógicas - Un módulo de 4 salidas analógicas
Nº TAG FUNCIÓN DESCRIPCIÓN DI DO AI AO
1 H-101 HVM+-K; GO+-S-; NM+- Válvula salida R-100 4 1
2 H-102 HVM+-K; GO+-S- Válvula salida B-102 2 1
3 H-103 HVM+-K; GO+-S- Válvula salida B-103 2 1
4 H-104 HVM+-K; GO+-S-; NM+-O+ Válvula salida camión cisterna 4 2
5 H-105 HVM+-K; GO+-S- Válvula salida B-104 2 1
6 H-106 HVM+-K; GO+-S- Válvula entrada B-106 2 1
7 H-107 HVM+-K; GO+-S- Válvula entrada B-107 2 1
8 H-108 HVM+-K; GO+-S- Válvula salida B-106 2 1
9 H-109 HVM+-K; GO+-S- Válvula salida B-107 2 1
10 H-110 HVM+-K; GO+-S-; NM+-O+ Válvula entrada camión cisterna 4 2
11 H-111 HVM+-K; GO+-S- Válvula entrada R-100 (Prod.A) 2 1
12 FV-112 FVK; GO+-S- Válvula entrada R-100 (Prod.B) 2 1 1
13 H-113 HVM+-K; GO+-S- Válvula entrada R-100 (Prod.C) 2 1
14 H-114 HVM+-K; GO+- Válvula entrada R-100 (Agua) 2 1
15 TV-115 TVK Válvula entrada camisa refrigeración 1 1
16 NR-100 NO+A-M+-K; NM+-O+; NIC Agitador del reactor R-100 3 2 1

Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
167
17 NP-101 NO+A-M+-K; NM+- Bomba P-101 salida R-100 3 1
18 NP-102 NO+A-M+-K; NM+- Bomba P-102 salida B-102 3 1
19 NP-103 NO+A-M+-K; NM+- Bomba P-103 salida B-103 3 1
20 NP-104 NO+A-M+-K; NM+- Bomba P-104 entrada B-104 3 1
21 NP-105 NO+A-M+-K; NM+- Bomba P-105 salida B-104 3 1
22 NP-106 NO+A-M+-K; NM+- Bomba P-106 salida B-106/B-107 3 1
23 F-102 FQIS+ Caudal línea Producto A 1
24 F-103 FQIRCS+A+ Caudal línea Producto B 1
25 F-104 FQIS+ Caudal línea Producto C 1
26 P-100 PIS+A+ Presión R-100 1
27 P-101 PS+A+ Presión salida bomba P-101 1
28 P-102 PS+A+ Presión salida bomba P-102 1
29 P-103 PS+A+ Presión salida bomba P-103 1
30 P-104 PS+A+ Presión salida bomba P-104 1
31 P-105 PS+A+ Presión salida bomba P-105 1
32 P-106 PS+A+ Presión salida bomba P-106 1
33 L-100 LS+A+ Nivel R-100 1
34 L-101 LIS+-A+- Nivel R-100 1
35 L-103 LS- Nivel B-103 1
36 L-104 LS+- Nivel B-104 2
37 L-106 LIS+- Nivel B-106 1
38 L-107 LIS+- Nivel B-107 1
39 X-104 XO+S+ Puesta a tierra camión cisterna 1
40 X-106 XS+A+ Puesta a tierra camión cisterna 1
41 T-100 TICA+ Temperatura R-100 1
68 25 7 3
Resultado:
Entradas digitales (DI): 68 2 X 32 + 1 X 16 = 80
Quedaran reservas
Salidas digitales (DO): 25 1 X 32 = 32
Quedaran reservas

Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
168
Entradas analógicas (AI): 7 1 X 8 = 8
Quedara 1 reserva
Salidas digitales (AO): 3 1 x 4 = 4
Quedara 1 reserva
Tabla 2.7: Cálculo de los módulos necesarios para la automatización.
2.1.12 Software Programación del PLC S7-300 con el software STEP 7 de SIEMENS. A continuación se muestran algunas imágenes del software utilizado para automatizar el proceso:
Figura 2.9: Pantalla principal del software STEP7 En la siguiente figura se muestra la configuración del hardware elegido para realizar la automatización y a continuación se observa un resumen de cada módulo y el slot ocupado por cada uno.
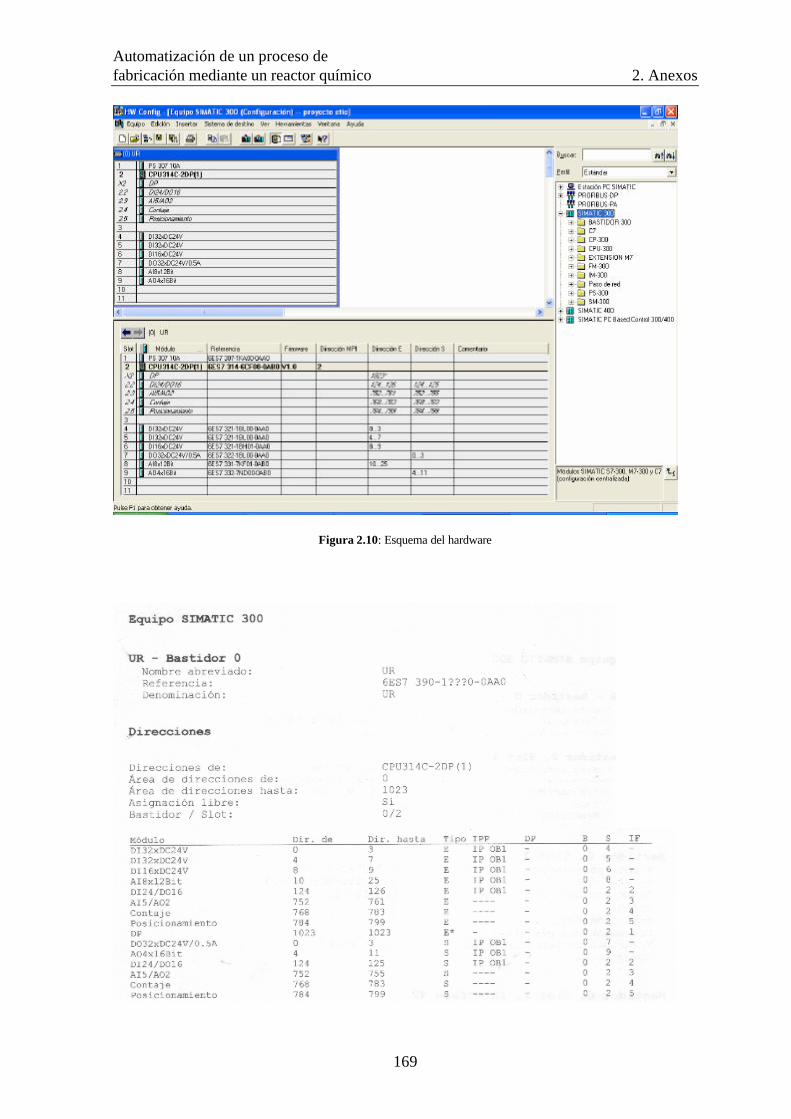
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
169
Figura 2.10: Esquema del hardware
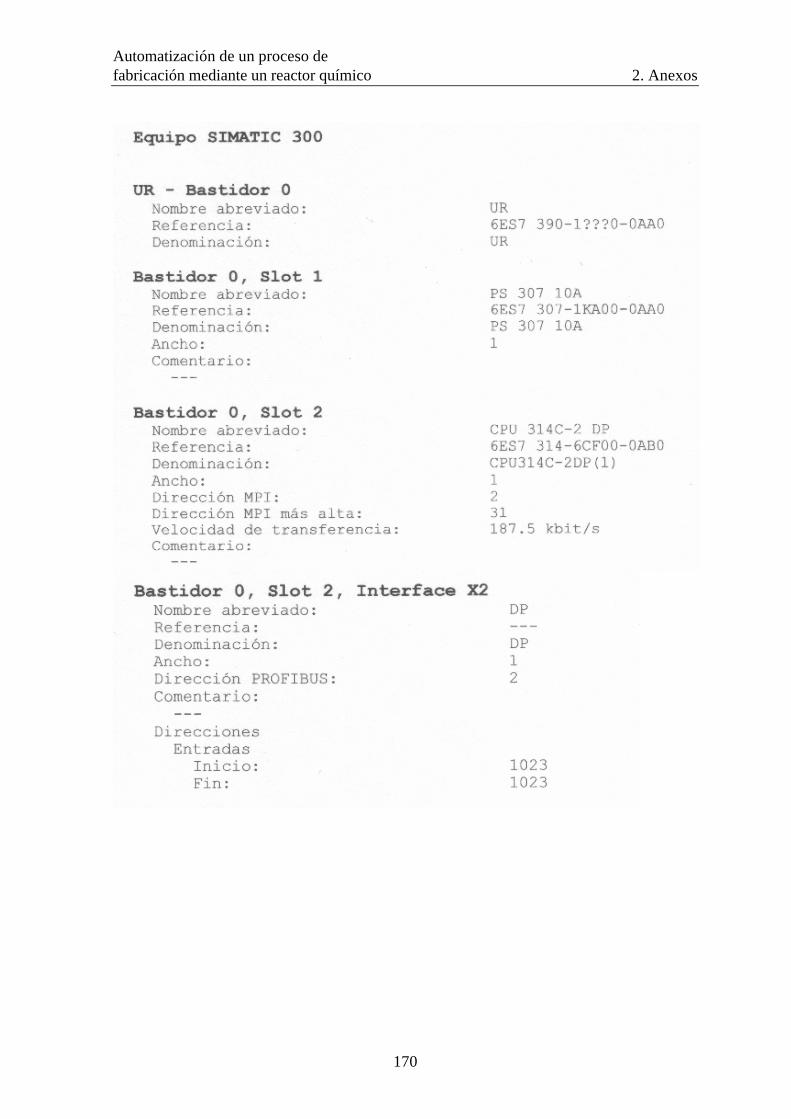
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
170
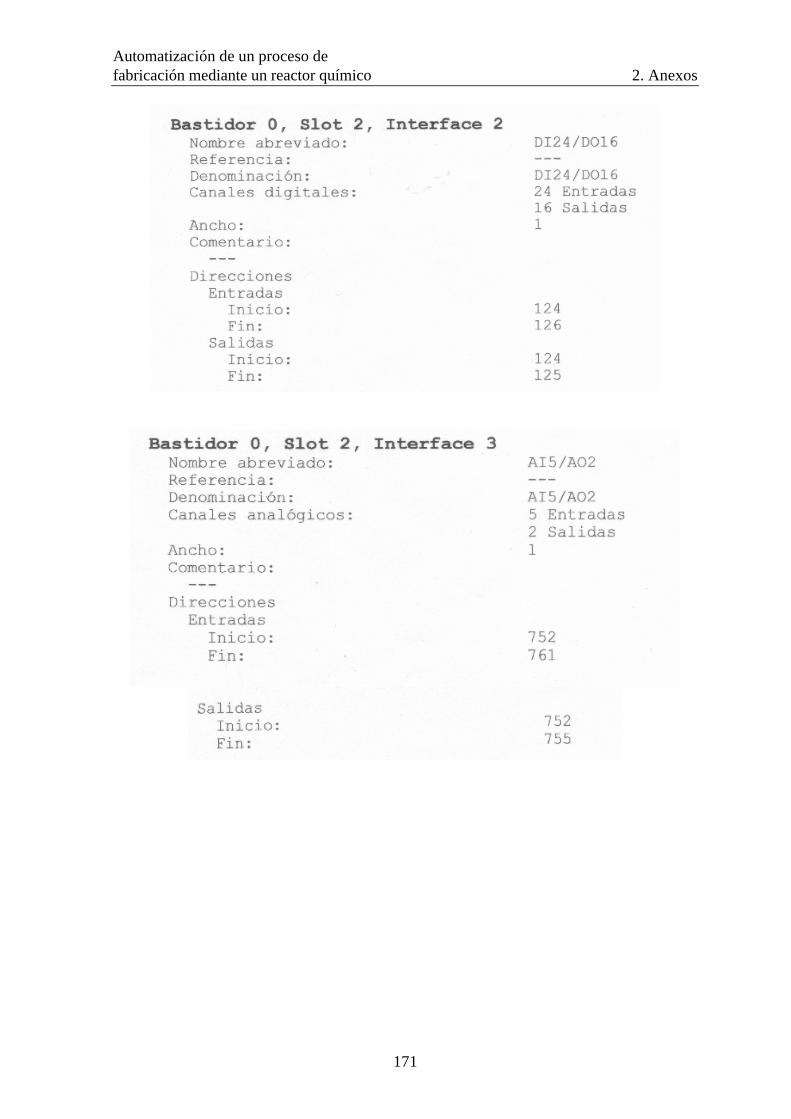
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
171
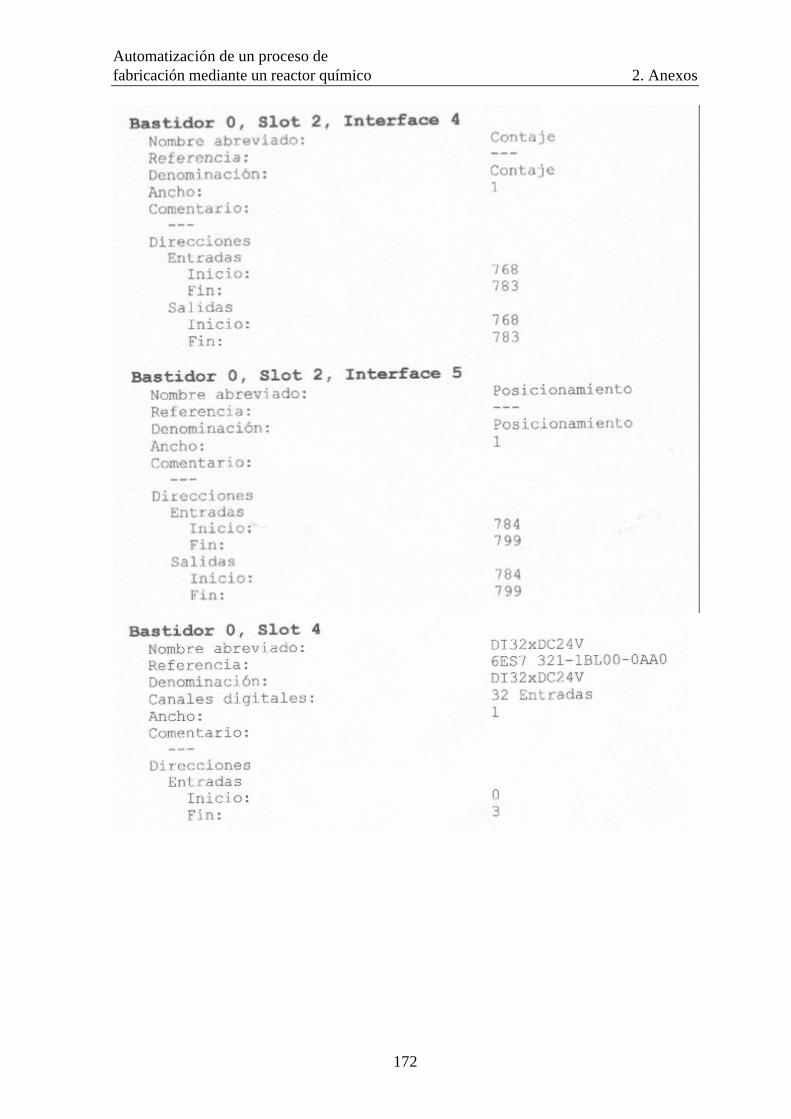
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
172

Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
173

Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
174
A continuación se muestra un ejemplo de la lista de símbolos utilizados para realizar la programación (figura 2.11)
Figura 2.11: Ejemplo de la lista de símbolos
Seguidamente se muestra la lista completa de símbolos utilizados y definidos para poder realizar la programación del proceso de fabricación:
Abrir por sec FV112 M 1.6 BOOL Abrir por sec H101 M 0.0 BOOL Abrir por sec H102 M 0.2 BOOL Abrir por sec H103 M 0.4 BOOL Abrir por sec H105 M 0.6 BOOL Abrir por sec H106 M 1.0 BOOL Abrir por sec H107 M 1.2 BOOL Abrir por sec H111 M 1.4 BOOL Abrir por sec H113 M 2.0 BOOL cerrar por sec FV112 M 1.7 BOOL Cerrar por sec H101 M 0.1 BOOL Cerrar por sec H102 M 0.3 BOOL
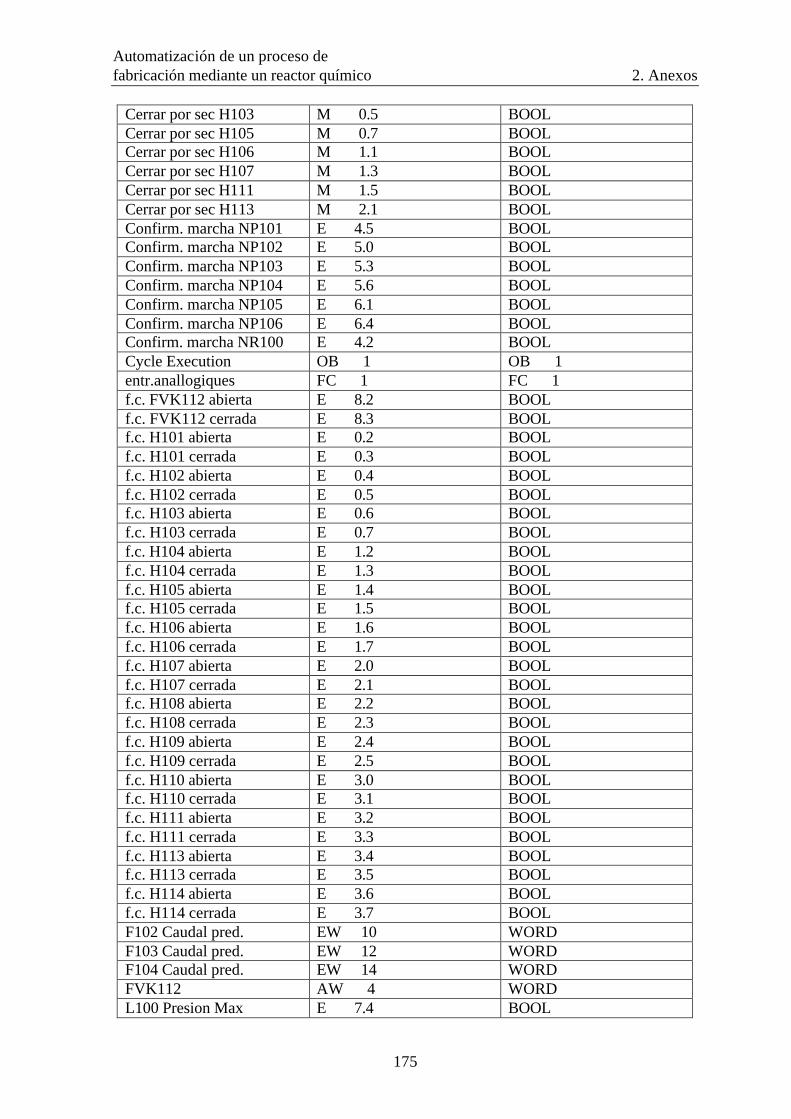
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
175
Cerrar por sec H103 M 0.5 BOOL Cerrar por sec H105 M 0.7 BOOL Cerrar por sec H106 M 1.1 BOOL Cerrar por sec H107 M 1.3 BOOL Cerrar por sec H111 M 1.5 BOOL Cerrar por sec H113 M 2.1 BOOL Confirm. marcha NP101 E 4.5 BOOL Confirm. marcha NP102 E 5.0 BOOL Confirm. marcha NP103 E 5.3 BOOL Confirm. marcha NP104 E 5.6 BOOL Confirm. marcha NP105 E 6.1 BOOL Confirm. marcha NP106 E 6.4 BOOL Confirm. marcha NR100 E 4.2 BOOL Cycle Execution OB 1 OB 1 entr.anallogiques FC 1 FC 1 f.c. FVK112 abierta E 8.2 BOOL f.c. FVK112 cerrada E 8.3 BOOL f.c. H101 abierta E 0.2 BOOL f.c. H101 cerrada E 0.3 BOOL f.c. H102 abierta E 0.4 BOOL f.c. H102 cerrada E 0.5 BOOL f.c. H103 abierta E 0.6 BOOL f.c. H103 cerrada E 0.7 BOOL f.c. H104 abierta E 1.2 BOOL f.c. H104 cerrada E 1.3 BOOL f.c. H105 abierta E 1.4 BOOL f.c. H105 cerrada E 1.5 BOOL f.c. H106 abierta E 1.6 BOOL f.c. H106 cerrada E 1.7 BOOL f.c. H107 abierta E 2.0 BOOL f.c. H107 cerrada E 2.1 BOOL f.c. H108 abierta E 2.2 BOOL f.c. H108 cerrada E 2.3 BOOL f.c. H109 abierta E 2.4 BOOL f.c. H109 cerrada E 2.5 BOOL f.c. H110 abierta E 3.0 BOOL f.c. H110 cerrada E 3.1 BOOL f.c. H111 abierta E 3.2 BOOL f.c. H111 cerrada E 3.3 BOOL f.c. H113 abierta E 3.4 BOOL f.c. H113 cerrada E 3.5 BOOL f.c. H114 abierta E 3.6 BOOL f.c. H114 cerrada E 3.7 BOOL F102 Caudal pred. EW 10 WORD F103 Caudal pred. EW 12 WORD F104 Caudal pred. EW 14 WORD FVK112 AW 4 WORD L100 Presion Max E 7.4 BOOL
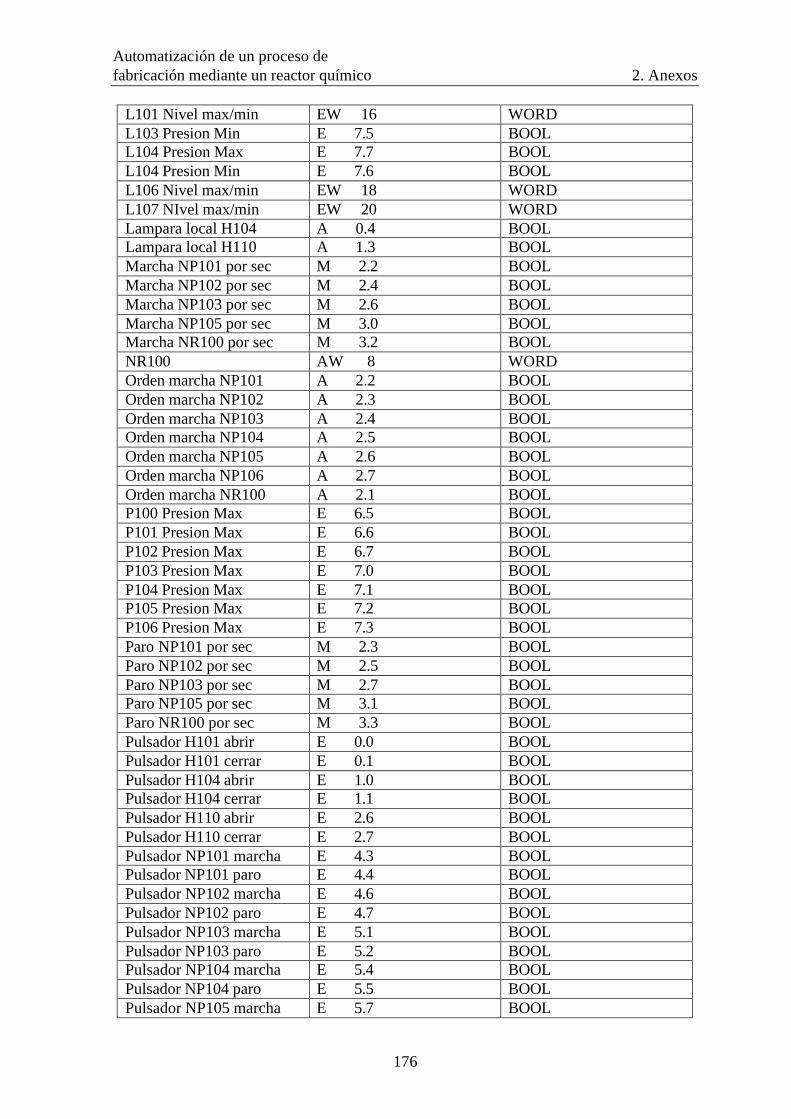
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
176
L101 Nivel max/min EW 16 WORD L103 Presion Min E 7.5 BOOL L104 Presion Max E 7.7 BOOL L104 Presion Min E 7.6 BOOL L106 Nivel max/min EW 18 WORD L107 NIvel max/min EW 20 WORD Lampara local H104 A 0.4 BOOL Lampara local H110 A 1.3 BOOL Marcha NP101 por sec M 2.2 BOOL Marcha NP102 por sec M 2.4 BOOL Marcha NP103 por sec M 2.6 BOOL Marcha NP105 por sec M 3.0 BOOL Marcha NR100 por sec M 3.2 BOOL NR100 AW 8 WORD Orden marcha NP101 A 2.2 BOOL Orden marcha NP102 A 2.3 BOOL Orden marcha NP103 A 2.4 BOOL Orden marcha NP104 A 2.5 BOOL Orden marcha NP105 A 2.6 BOOL Orden marcha NP106 A 2.7 BOOL Orden marcha NR100 A 2.1 BOOL P100 Presion Max E 6.5 BOOL P101 Presion Max E 6.6 BOOL P102 Presion Max E 6.7 BOOL P103 Presion Max E 7.0 BOOL P104 Presion Max E 7.1 BOOL P105 Presion Max E 7.2 BOOL P106 Presion Max E 7.3 BOOL Paro NP101 por sec M 2.3 BOOL Paro NP102 por sec M 2.5 BOOL Paro NP103 por sec M 2.7 BOOL Paro NP105 por sec M 3.1 BOOL Paro NR100 por sec M 3.3 BOOL Pulsador H101 abrir E 0.0 BOOL Pulsador H101 cerrar E 0.1 BOOL Pulsador H104 abrir E 1.0 BOOL Pulsador H104 cerrar E 1.1 BOOL Pulsador H110 abrir E 2.6 BOOL Pulsador H110 cerrar E 2.7 BOOL Pulsador NP101 marcha E 4.3 BOOL Pulsador NP101 paro E 4.4 BOOL Pulsador NP102 marcha E 4.6 BOOL Pulsador NP102 paro E 4.7 BOOL Pulsador NP103 marcha E 5.1 BOOL Pulsador NP103 paro E 5.2 BOOL Pulsador NP104 marcha E 5.4 BOOL Pulsador NP104 paro E 5.5 BOOL Pulsador NP105 marcha E 5.7 BOOL
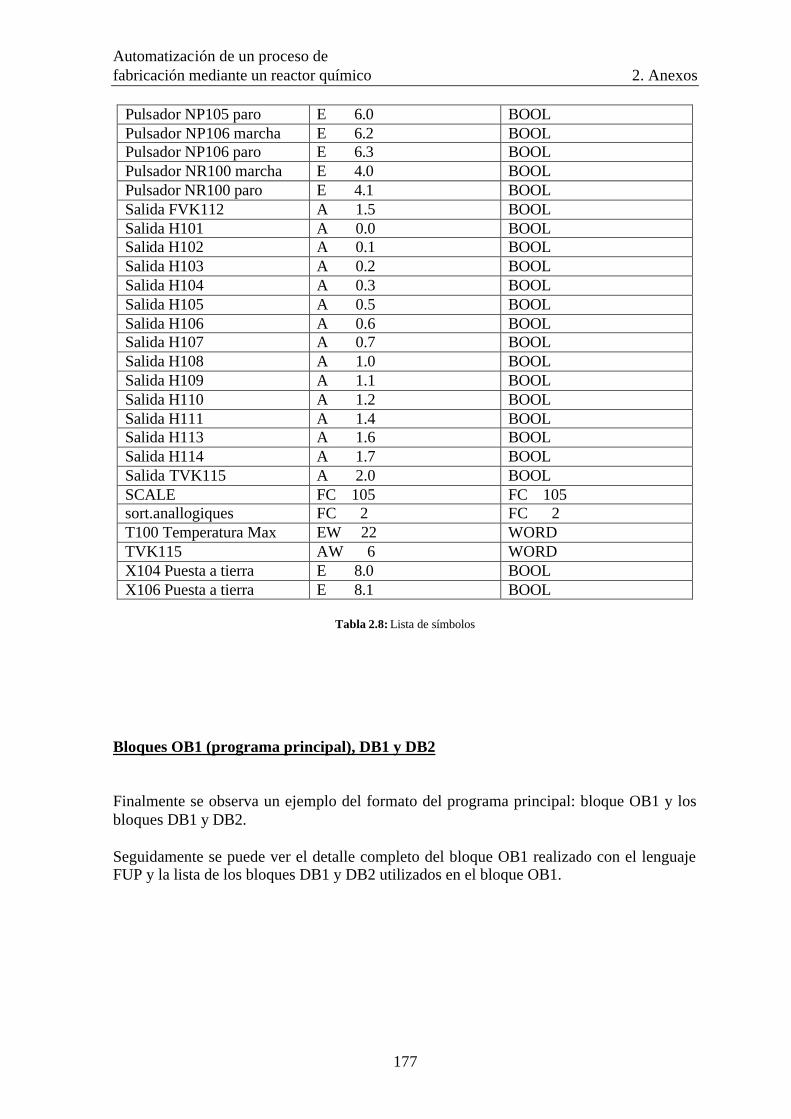
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
177
Pulsador NP105 paro E 6.0 BOOL Pulsador NP106 marcha E 6.2 BOOL Pulsador NP106 paro E 6.3 BOOL Pulsador NR100 marcha E 4.0 BOOL Pulsador NR100 paro E 4.1 BOOL Salida FVK112 A 1.5 BOOL Salida H101 A 0.0 BOOL Salida H102 A 0.1 BOOL Salida H103 A 0.2 BOOL Salida H104 A 0.3 BOOL Salida H105 A 0.5 BOOL Salida H106 A 0.6 BOOL Salida H107 A 0.7 BOOL Salida H108 A 1.0 BOOL Salida H109 A 1.1 BOOL Salida H110 A 1.2 BOOL Salida H111 A 1.4 BOOL Salida H113 A 1.6 BOOL Salida H114 A 1.7 BOOL Salida TVK115 A 2.0 BOOL SCALE FC 105 FC 105 sort.anallogiques FC 2 FC 2 T100 Temperatura Max EW 22 WORD TVK115 AW 6 WORD X104 Puesta a tierra E 8.0 BOOL X106 Puesta a tierra E 8.1 BOOL
Tabla 2.8: Lista de símbolos
Bloques OB1 (programa principal), DB1 y DB2 Finalmente se observa un ejemplo del formato del programa principal: bloque OB1 y los bloques DB1 y DB2. Seguidamente se puede ver el detalle completo del bloque OB1 realizado con el lenguaje FUP y la lista de los bloques DB1 y DB2 utilizados en el bloque OB1.
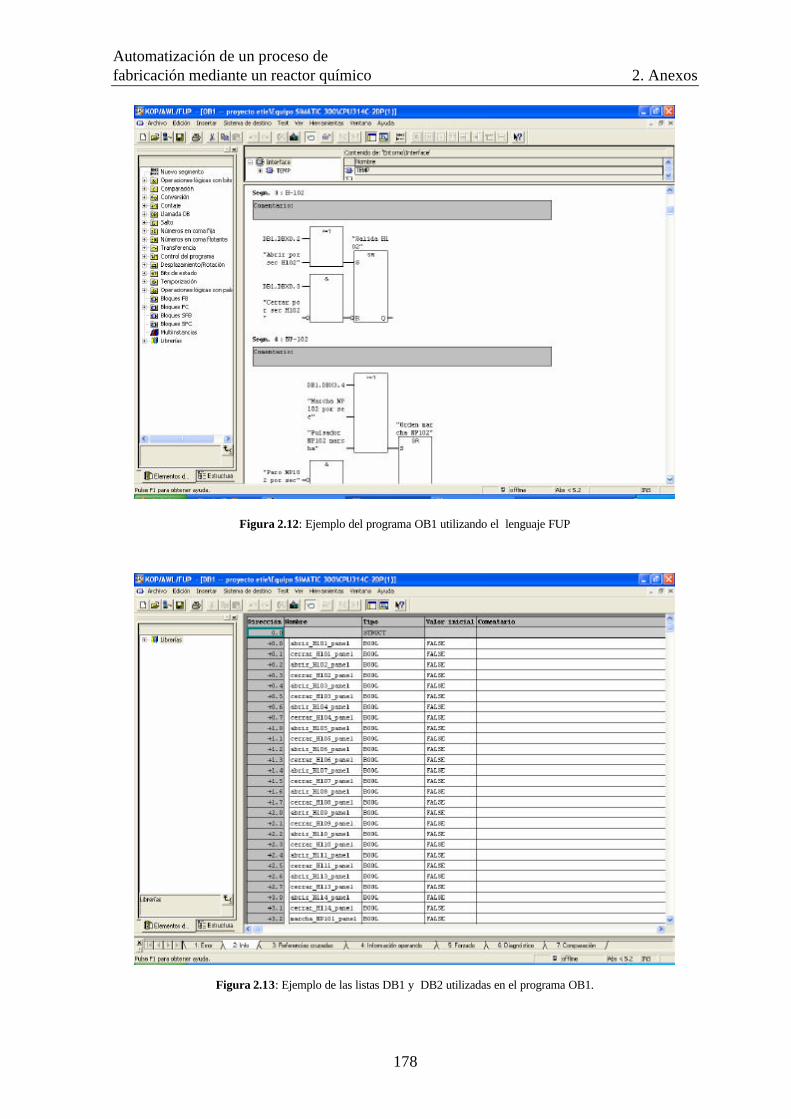
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
178
Figura 2.12: Ejemplo del programa OB1 utilizando el lenguaje FUP
Figura 2.13: Ejemplo de las listas DB1 y DB2 utilizadas en el programa OB1.

Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
179
Bloque: OB1 “Main Program Sweep (Cycle)”
Segm.: 1 H-102
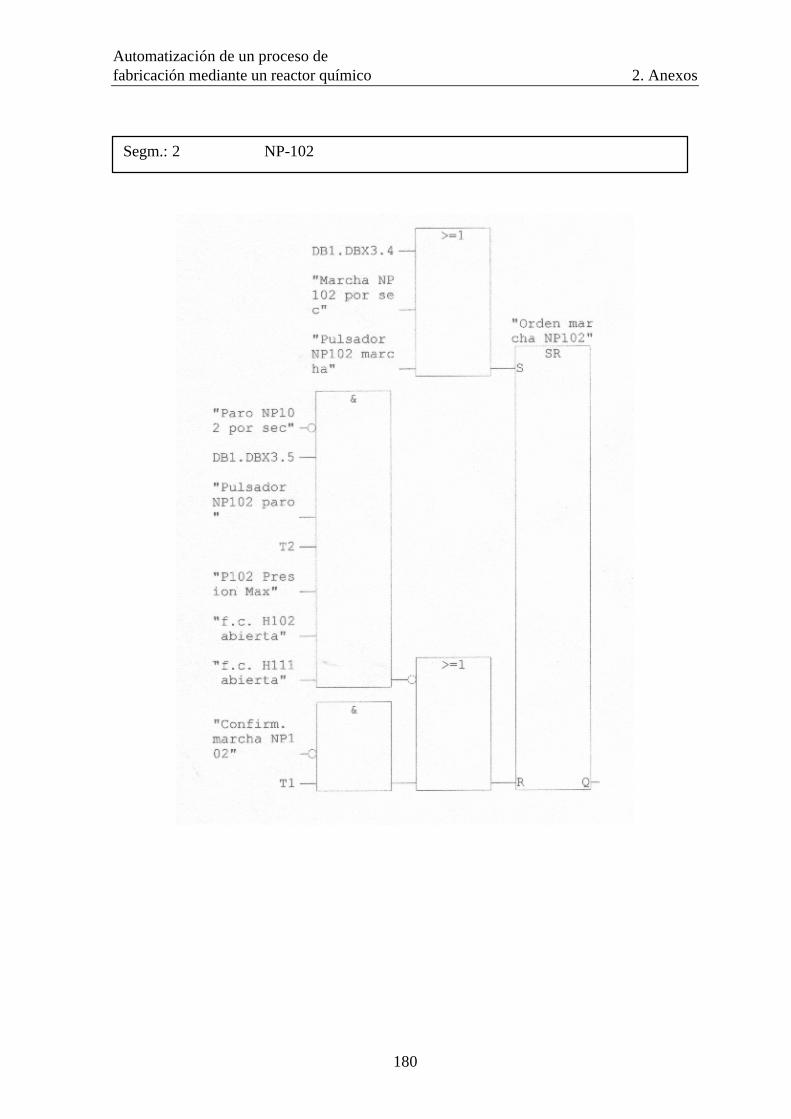
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
180
Segm.: 2 NP-102
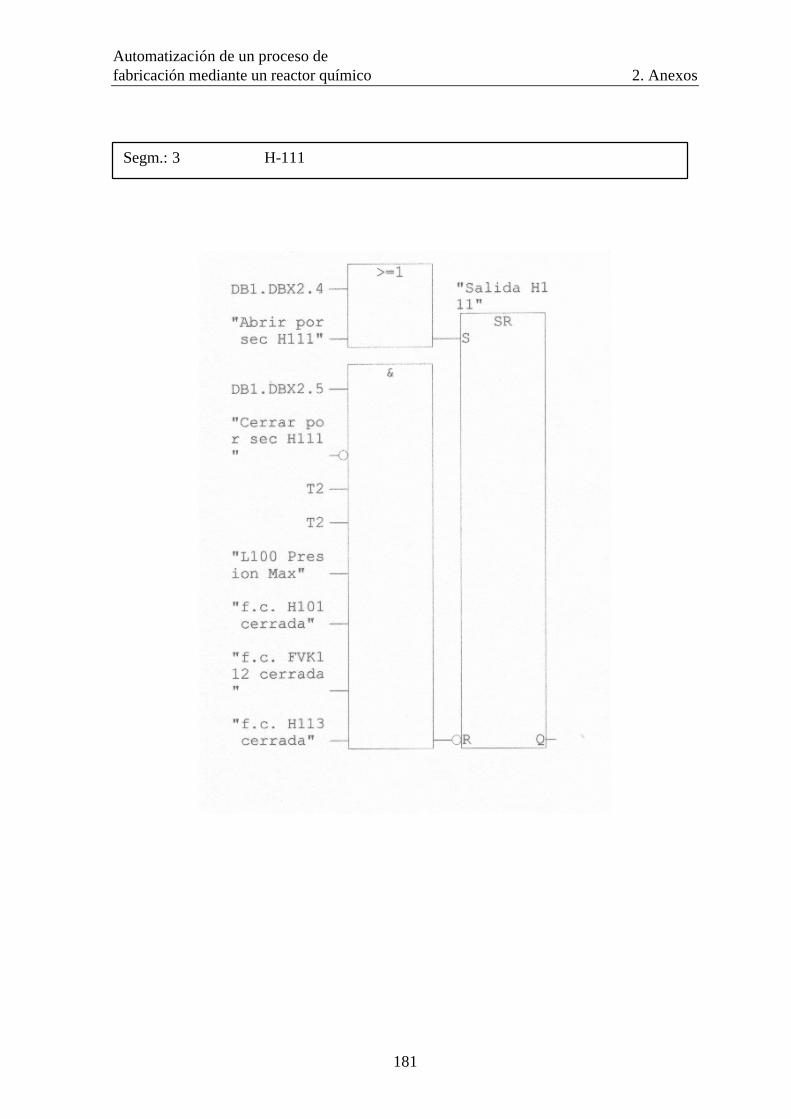
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
181
Segm.: 3 H-111
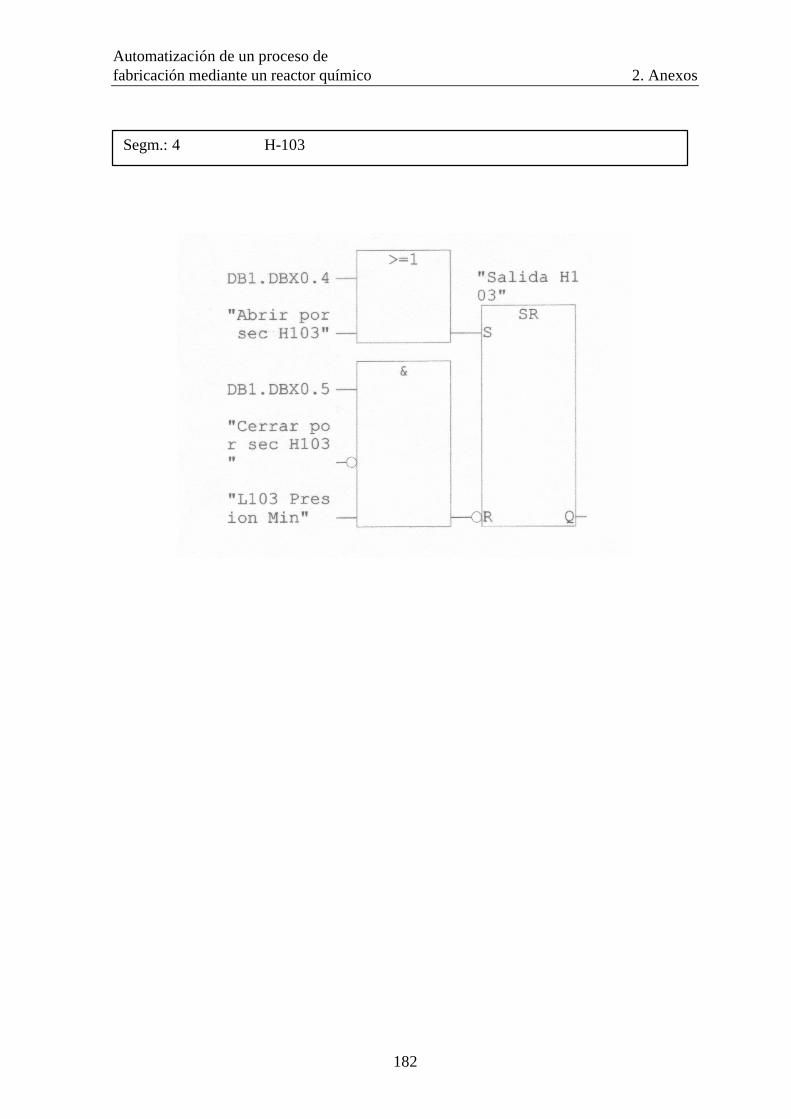
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
182
Segm.: 4 H-103

Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
183
Segm.: 5 NP-103
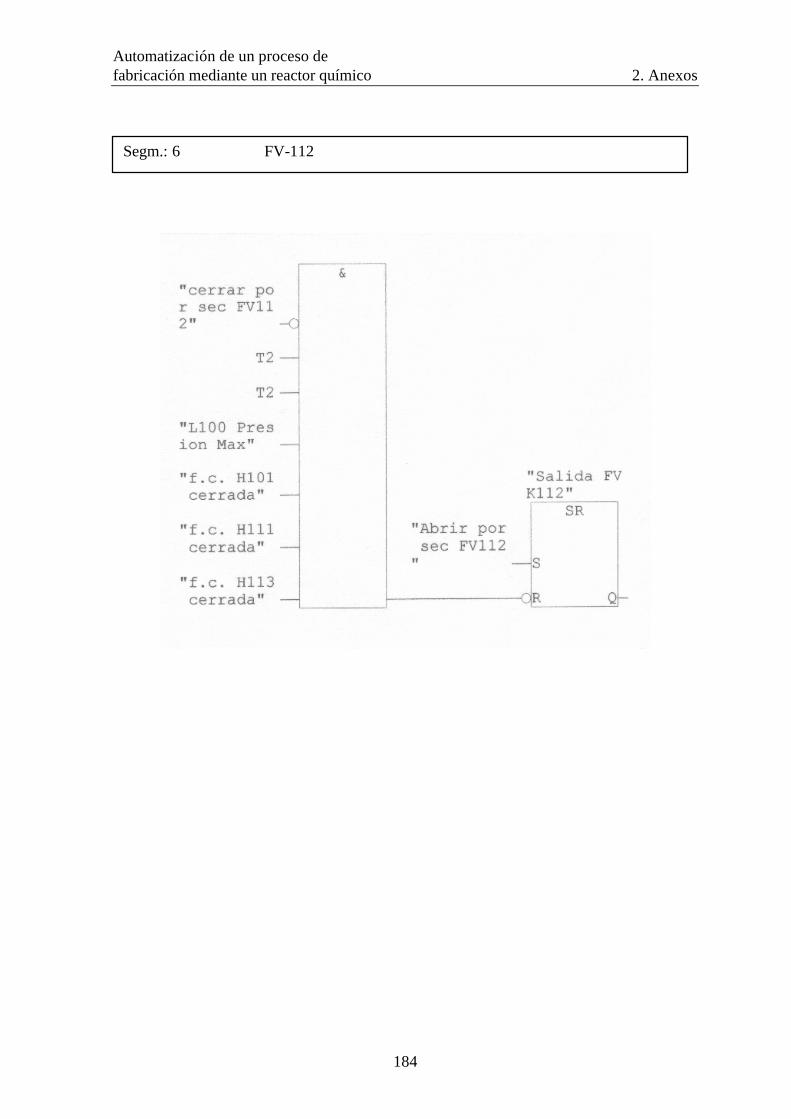
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
184
Segm.: 6 FV-112
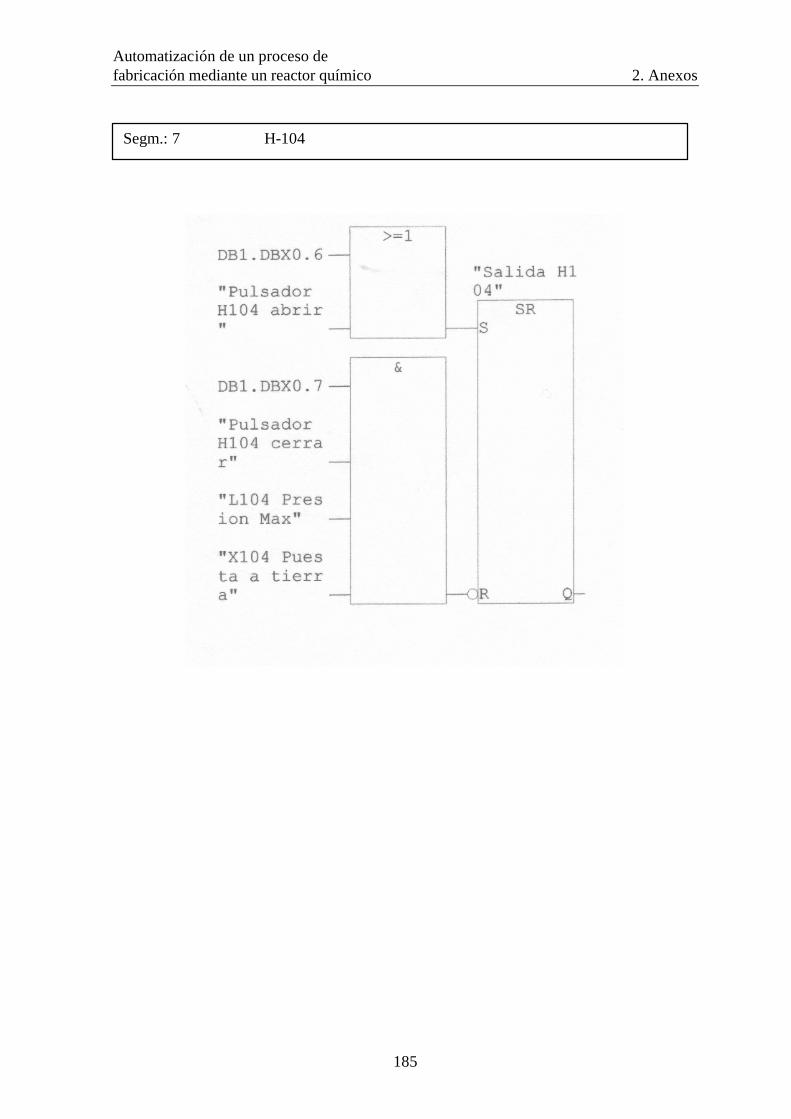
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
185
Segm.: 7 H-104

Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
186
Segm.: 8 NP-104
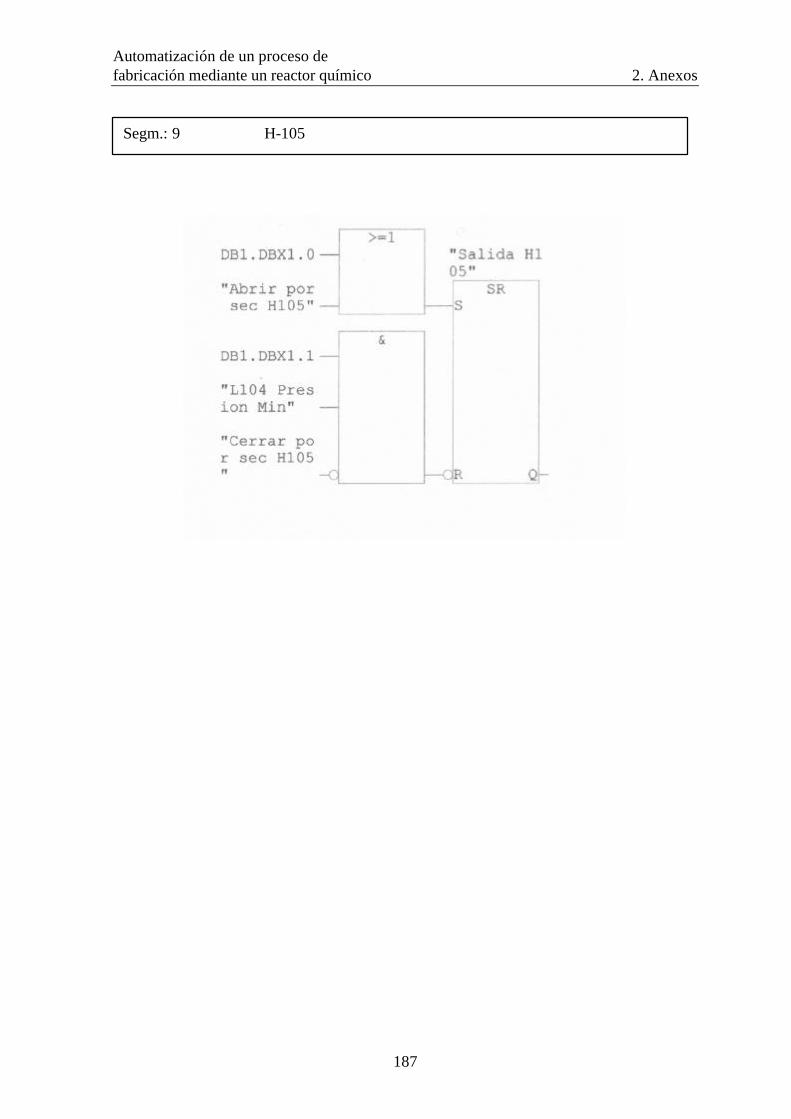
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
187
Segm.: 9 H-105
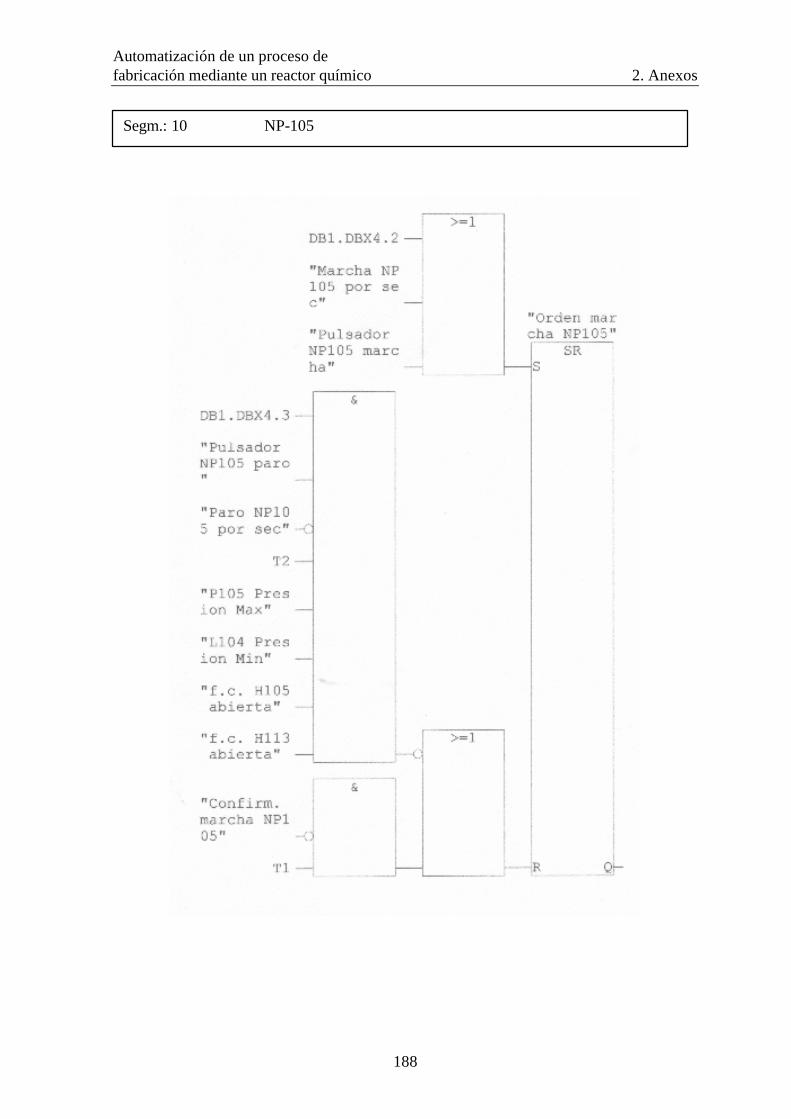
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
188
Segm.: 10 NP-105
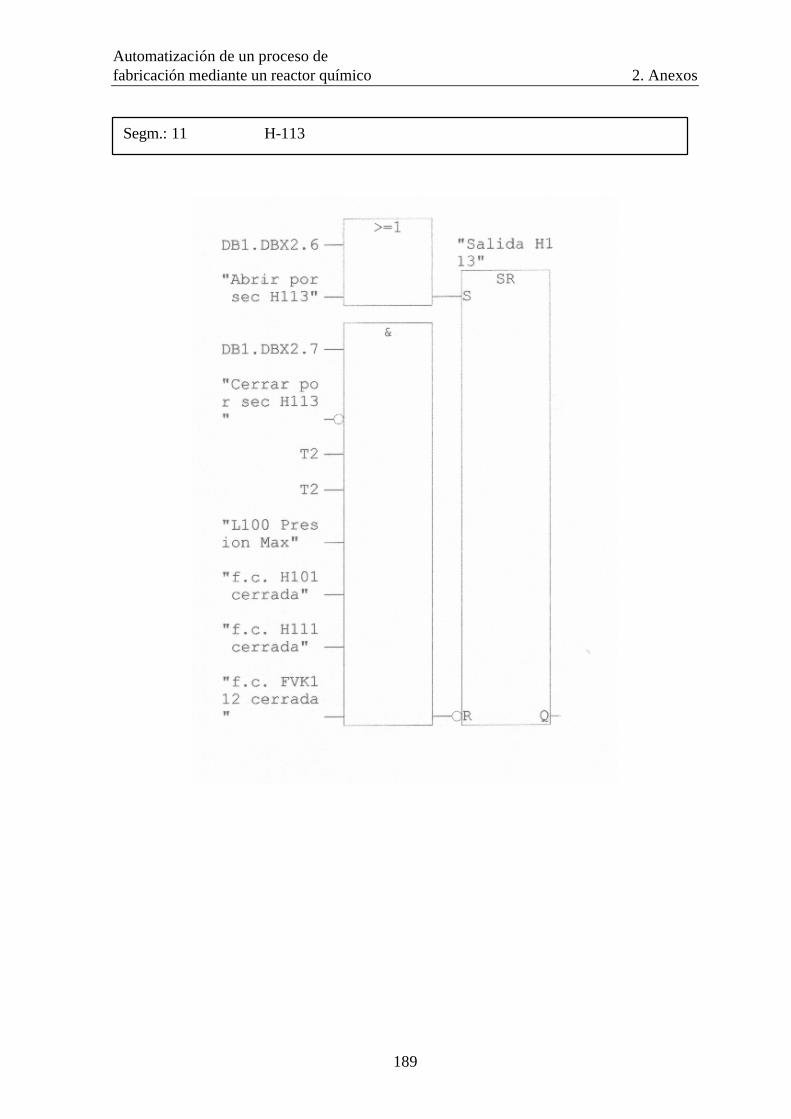
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
189
Segm.: 11 H-113
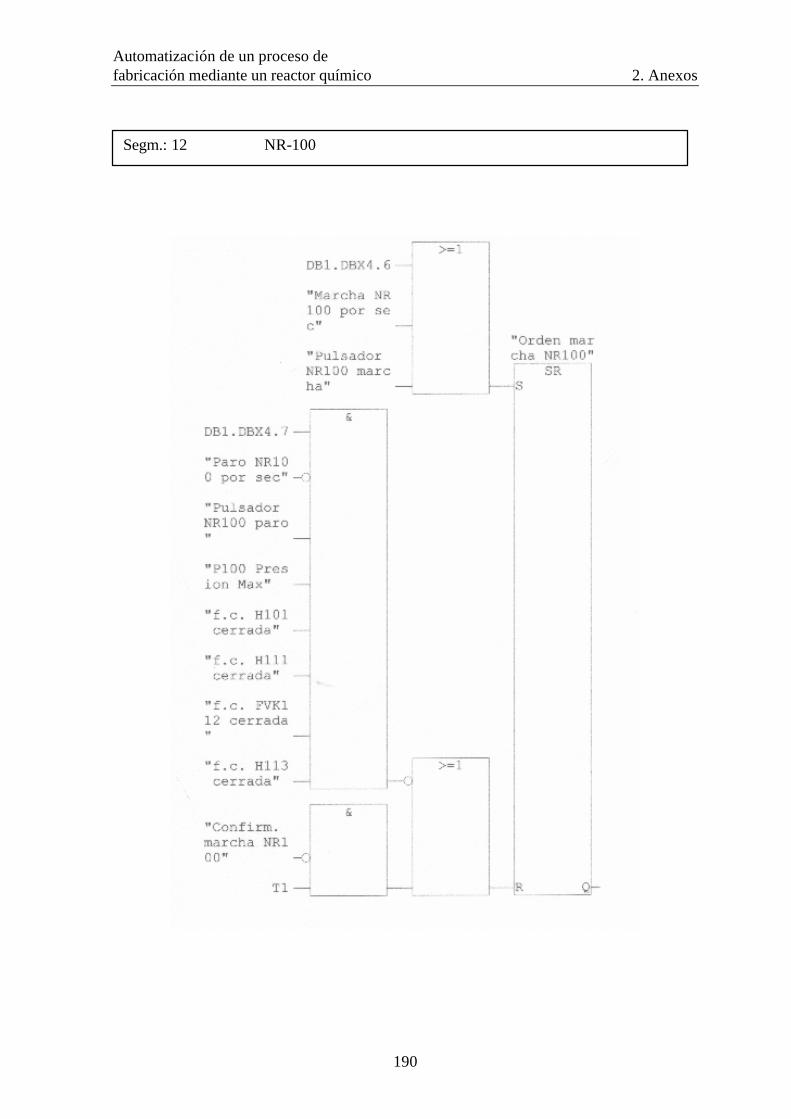
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
190
Segm.: 12 NR-100

Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
191
Segm.: 13 H-101
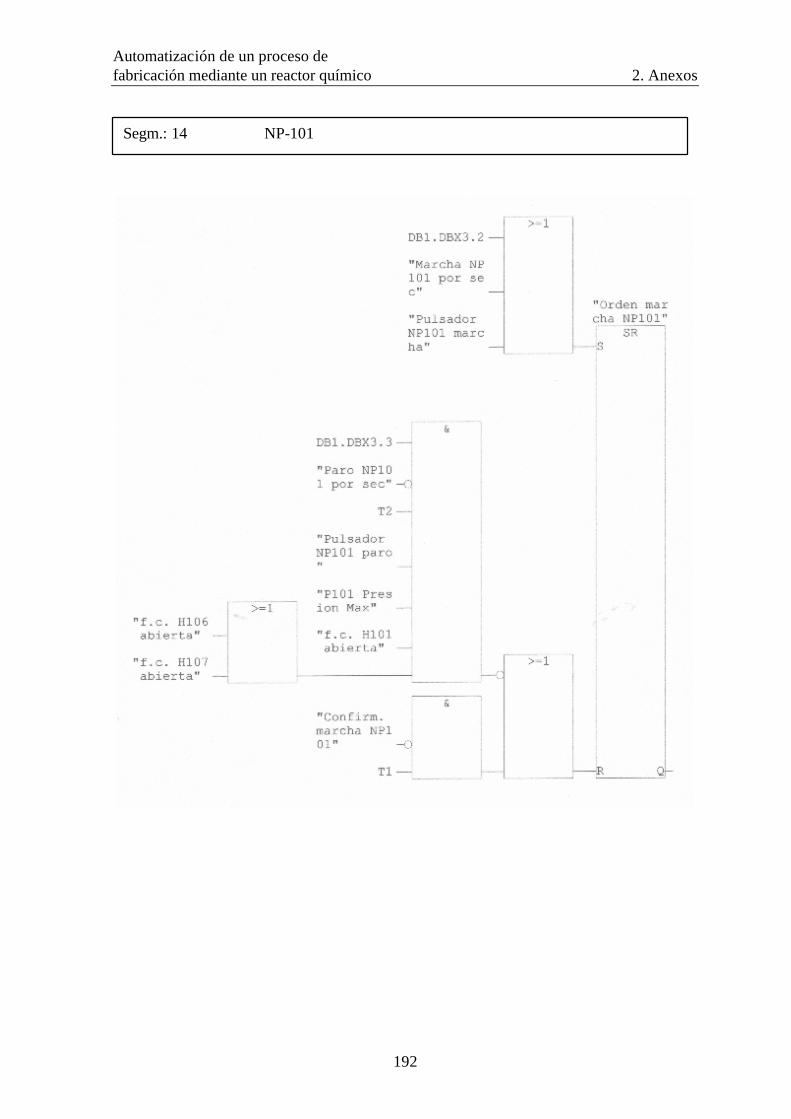
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
192
Segm.: 14 NP-101

Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
193
Segm.: 15 H-106
Segm.: 16 H-107

Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
194
Segm.: 17 H-108
Segm.: 18 H-109
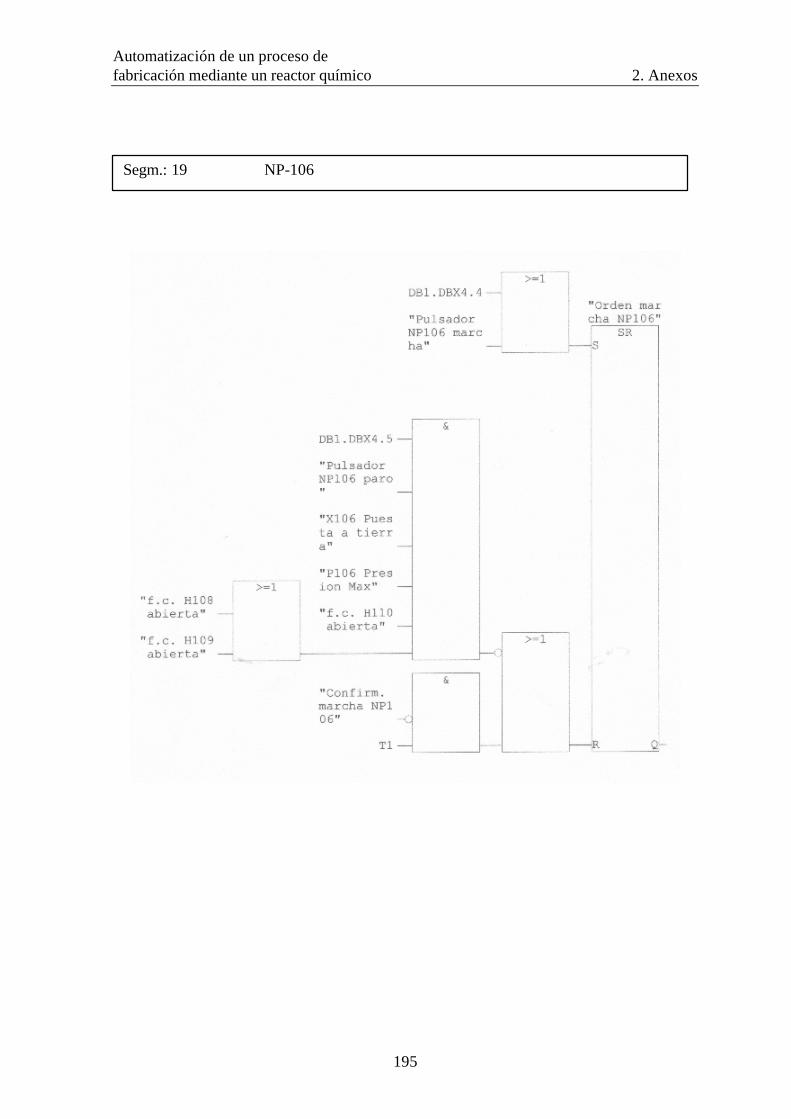
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
195
Segm.: 19 NP-106
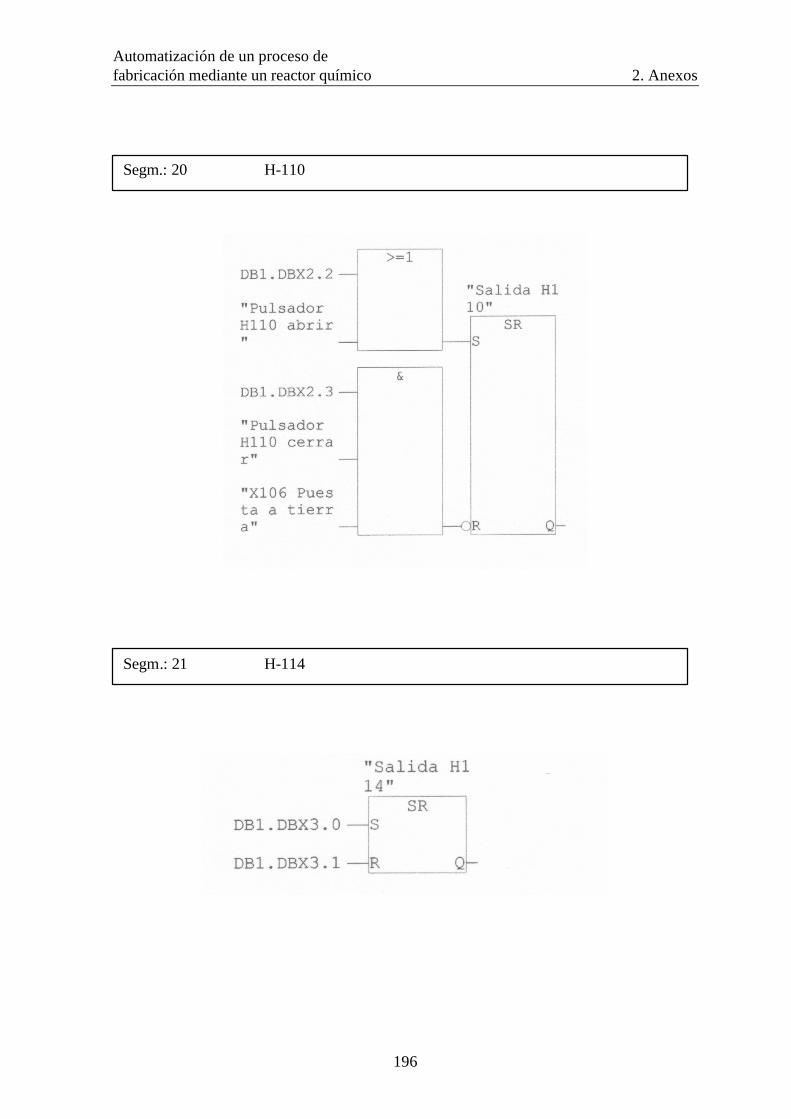
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
196
Segm.: 20 H-110
Segm.: 21 H-114
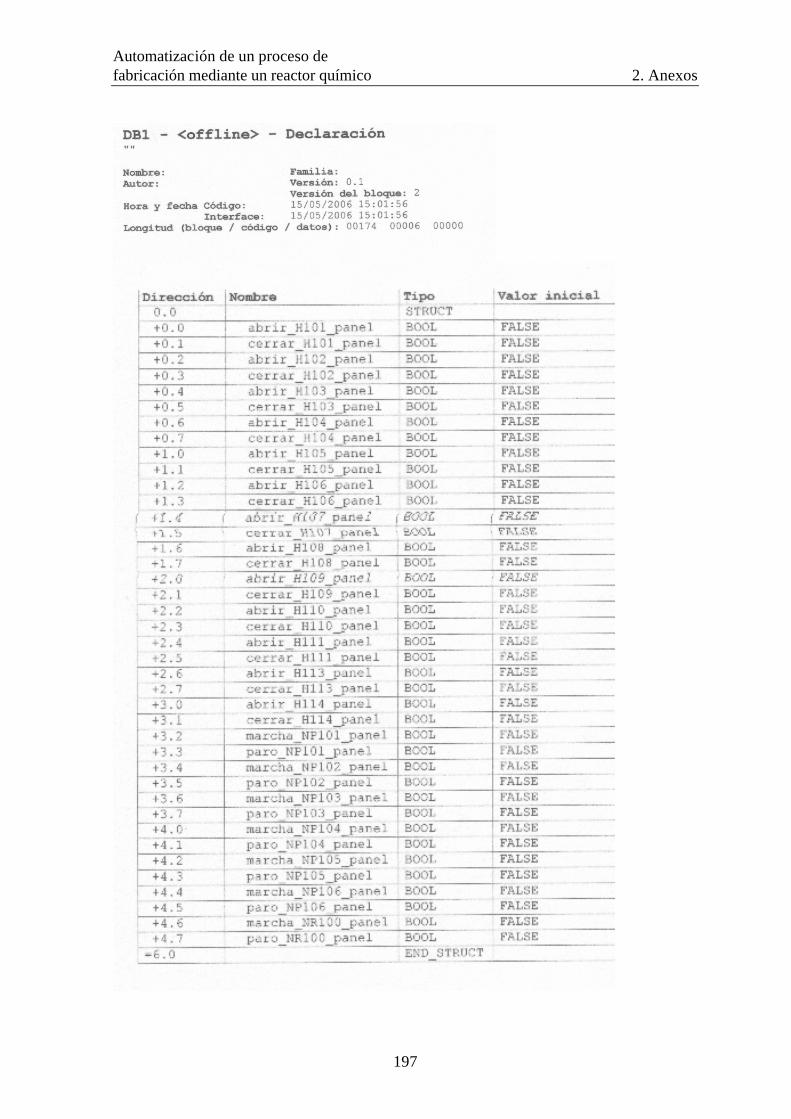
Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
197

Automatización de un proceso de fabricación mediante un reactor químico 2. Anexos
198
2.2 Anexos de aplicación en el ámbito del proyecto Este apartado no es de aplicación. 2.3 Otros documentos Este apartado no es de aplicación.
Noemí Ferré del Rincón
Tarragona, a 5 de Septiembre de 2006
La Ingeniera Técnica Industrial:
Automatización de un Proceso de Fabricación Mediante un Reactor Químico
3. PLANOS
Autora: Noemí Ferré del Rincón Director: Lluís Guasch Pesquer
Data: Septiembre 2006
Automatización de un proceso de fabricación mediante un reactor químico 3. Planos
199
ÍNDICE PLANOS
3.1 Introducción ..................................................................................................................... 202 3.2 Planos ................................................................................................................................ 203
1. Planta de producción D-7 (Alzado y planta) 2. Diagrama de proceso D-1. Reactor R-100 3. Diagrama de proceso D-2. Depósito B-102 4. Diagrama de proceso D-3. Depósito B-103 5. Diagrama de proceso D-4. Depósito B-104 6. Diagrama de proceso D-5. Depósitos B-106 y B-107 7. Lista de los instrumentos que intervienen en el proceso y cálculo de señales 8. Esquema y detalle del PLC R-100 con sus respectivos módulos 9. Módulo de entradas digitales EBO 10. Módulo de entradas digitales EB4 11. Módulo de entradas digitales EB8 12. Módulo salidas digitales AB0 13. Módulo de entradas analógicas EW0 14. Módulo de salidas analógicas AW4 15. Bastidor: autómata (PLC), regleteros, barreras y alimentaciones 16. Esquema de interconexiones entre los distintos instrumentos y salas 17. Regleta de bornas: EV-1. Caja en campo 18. Regleta de bornas: EV-2. Caja en campo 19. Regleta de bornas: EV-3. Caja en campo 20. Regleta de bornas: EV-4. Caja en campo 21. Regleta de bornas: L1-1. Bastidor sala de conexiones 22. Regleta de bornas: L1-2. Bastidor sala de conexiones 23. Regleta de bornas: L1-3. Bastidor sala de conexiones 24. Regleta de bornas: L1-4. Bastidor sala de conexiones 25. Regleta de bornas: LI-1. Bastidor sala de conexiones 26. Regleta de bornas: LI-1. Bastidor sala de conexiones 27. Regleta de bornas: LI-1. Bastidor sala de conexiones 28. Regleta de bornas: LO-1. Bastidor sala de conexiones 29. Regleta de bornas: LIA-1. Bastidor sala de conexiones 30. Regleta de bornas: LOA-1. Bastidor sala de conexiones 31. Regleta de bornas: LEL-1. Bastidor sala de conexiones 32. Regleta de bornas: L2-1. Sala eléctrica 33. Regleta de bornas: KRK (relés de acoplamiento) Sala eléctrica 34. Bornas armario guardamotores KV01. Sala eléctrica 35. Lazo de control: H-101. Válvula salida R-100 36. Lazo de control: H-102. Válvula salida B-102
Automatización de un proceso de fabricación mediante un reactor químico 3. Planos
200
37. Lazo de control: H-103. Válvula salida B-103 38. Lazo de control: H-104. Válvula salida camión cisterna 39. Lazo de control: H-105. Válvula salida B-104 40. Lazo de control: H-106. Válvula entrada B-106 41. Lazo de control: H-107. Válvula entrada B-107 42. Lazo de control: H-108. Válvula salida B-106 43. Lazo de control: H-109. Válvula salida B-107 44. Lazo de control: H-110. Válvula entrada camión cisterna 45. Lazo de control: H-111. Válvula entrada R-100 (Producto A) 46. Lazo de control: FVK-112. Válvula entrada R-100 (Producto B) 47. Lazo de control: H-113. Válvula entrada R-100 (Producto C) 48. Lazo de control: H-114. Válvula entrada R-100 (Agua limpieza) 49. Lazo de control: H-115. Válvula entrada camisa refrigeración R-100 50. Lazo de control: NP-101. Bomba/motor salida R-100 51. Lazo de control: NP-102. Bomba/motor salida B-102 52. Lazo de control: NP-103. Bomba/motor salida B-103 53. Lazo de control: NP-104. Bomba/motor entrada B-104 54. Lazo de control: NP-105. Bomba/motor salida B-104 55. Lazo de control: NP-106. Bomba/motor salida B-106/B-107 56. Lazo de control: NR-100. Agitador R-100 57. Lazo de control: P-100. Presión R-100 58. Lazo de control: P-101. Presión salida bomba/motor NP-101 59. Lazo de control: P-102. Presión salida bomba/motor NP-102 60. Lazo de control: P-103. Presión salida bomba/motor NP-103 61. Lazo de control: P-104. Presión salida bomba/motor NP-104 62. Lazo de control: P-105. Presión salida bomba/motor NP-105 63. Lazo de control: P-106. Presión salida bomba/motor NP-106 64. Lazo de control: F-102. Caudal línea producto A 65. Lazo de control: F-103. Caudal línea producto B 66. Lazo de control: F-104. Caudal línea producto C 67. Lazo de control: L-100. Nivel R-100 68. Lazo de control: L-101. Nivel R-100 69. Lazo de control: L-103. Nivel B-103 70. Lazo de control: L-104. Nivel B-104 71. Lazo de control: L-106. Nivel B-106 72. Lazo de control: L-107. Nivel B-107 73. Lazo de control: X-104. Pinzas puesta tierra camión cisterna 74. Lazo de control: X-106. Pinzas puesta tierra camión cisterna 75. Lazo de control: T-100. Temperatura R-100 76. Esquema eléctrico: NP-101. Motor salida R-100 77. Esquema eléctrico: NP-102. Motor salida B-102 78. Esquema eléctrico: NP-103. Motor salida B-103 79. Esquema eléctrico: NP-104. Motor entrada B-104 80. Esquema eléctrico: NP-105. Motor salida B-104 81. Esquema eléctrico: NP-106. Motor salida B-106/B-107 82. Esquema eléctrico: NR-100. Agitador de R-100
Automatización de un proceso de fabricación mediante un reactor químico 3. Planos
201
83. Condiciones de enclavamiento. Causas y efectos 84. Diagrama lógico DL1: H-101 y H-114 85. Diagrama lógico DL2: H-102, H-103 y H-105 86. Diagrama lógico DL3: H-106 y H-107 87. Diagrama lógico DL4: H-108 y H-109 88. Diagrama lógico DL5: H-104 y H-110 89. Diagrama lógico DL6: H-111 90. Diagrama lógico DL7: FV-112 91. Diagrama lógico DL8: H-113 92. Diagrama lógico DL9: NP-101 93. Diagrama lógico DL10: NP-102 94. Diagrama lógico DL11: NP-103 95. Diagrama lógico DL12: NP-104 96. Diagrama lógico DL13: NP-105 97. Diagrama lógico DL14: NP-106 98. Diagrama lógico DL15: NR-100

Automatización de un proceso de fabricación mediante un reactor químico 3. Planos
202
3.1 Introducción A continuación se pueden observar los distintos tipos de planos que se han desarrollado. En los siguientes puntos se describe de forma breve en que consiste cada uno de ellos. 1. En primer lugar se encuentra el plano del alzado y planta de la planta de producción. (1) 2. Posteriormente los diagramas de proceso de dicha planta con los elementos ya existentes
tales como depósitos, reactor, tuberías, bombas y motores; y a continuación los instrumentos utilizados para automatizar el proceso. En estos planos también se puede observar mediante líneas discontinuas que elementos afectan sobre otros. (2-6)
3. Para automatizar un proceso es necesario tener una lista de los instrumentos que se
precisan para ello y posteriormente hacer un recuento de la cantidad de señales digitales y analógicas necesarias. En el plano (7) se hace referencia a este punto.
4. Una vez ya se sabe el número de señales que se necesitan, se eligen los módulos del
autómata (PLC) y se asignan las señales de cada instrumento a una determinada posición de cada módulo. En el plano (8) se hace referencia a este punto.
5. A continuación se describen detalladamente todas las posiciones de cada uno de los
módulos que forman el autómata. (9-14) 6. En el plano (15) se detallan los elementos por los que está compuesto el bastidor, situado
en la sala de conexiones. Éste está compuesto por el autómata (PLC), los regleteros necesarios para interconexionar las señales, las barreras nivotester de los detectores de nivel y los regleteros de las alimentaciones que alimentan el plc y los instrumentos.
7. En el plano (16) se puede observar un esquema de las interconexiones necesarias entre
las cajas, regleteros, centro de control de motores, plc y ordenador. Así como la situación de estos en las distintas salas que componen la planta a automatizar.
8. Posteriormente se observan varios planos compuestos por el detalle de las cajas situadas
en campo, los regleteros situados en la sala de conexiones y sala eléctrica, y el centro de control de motores; así como la relación que hay entre ellos. (17-34)
9. Para detallar aún más las interconexiones existen los planos llamados lazos de control,
donde se puede observar gráficamente la conexión de los instrumentos que van desde la sala de producción hasta el PLC, Estos planos, al igual que los descritos en el punto anterior son muy útiles para un posterior mantenimiento o modificación del proceso. (35-75)
Automatización de un proceso de fabricación mediante un reactor químico 3. Planos
203
10. En los siguientes planos (76-82), se pueden observar los esquemas eléctricos donde se detallan las conexiones de los motores hasta el centro de control de motores KV01 y las botoneras de estos hasta el PLC.
11. En esta plano se indica mediante una tabla las causas y los efectos de los instrumentos
del proceso, es decir, como afectan los sensores a los actuadores y como se afectan los actuadores entre sí. (83)
12. Por último se pueden observar los planos que contienen los diagramas lógicos. Mediante
el plano anterior de “causas y efectos” se diseña la lógica del proceso que hará que todos los instrumentos actúen según las especificaciones señaladas por la empresa propietaria. Además servirán de guía para poder diseñar la programación a introducirse en la CPU del autómata (PLC). (84-98)
3.2 Planos
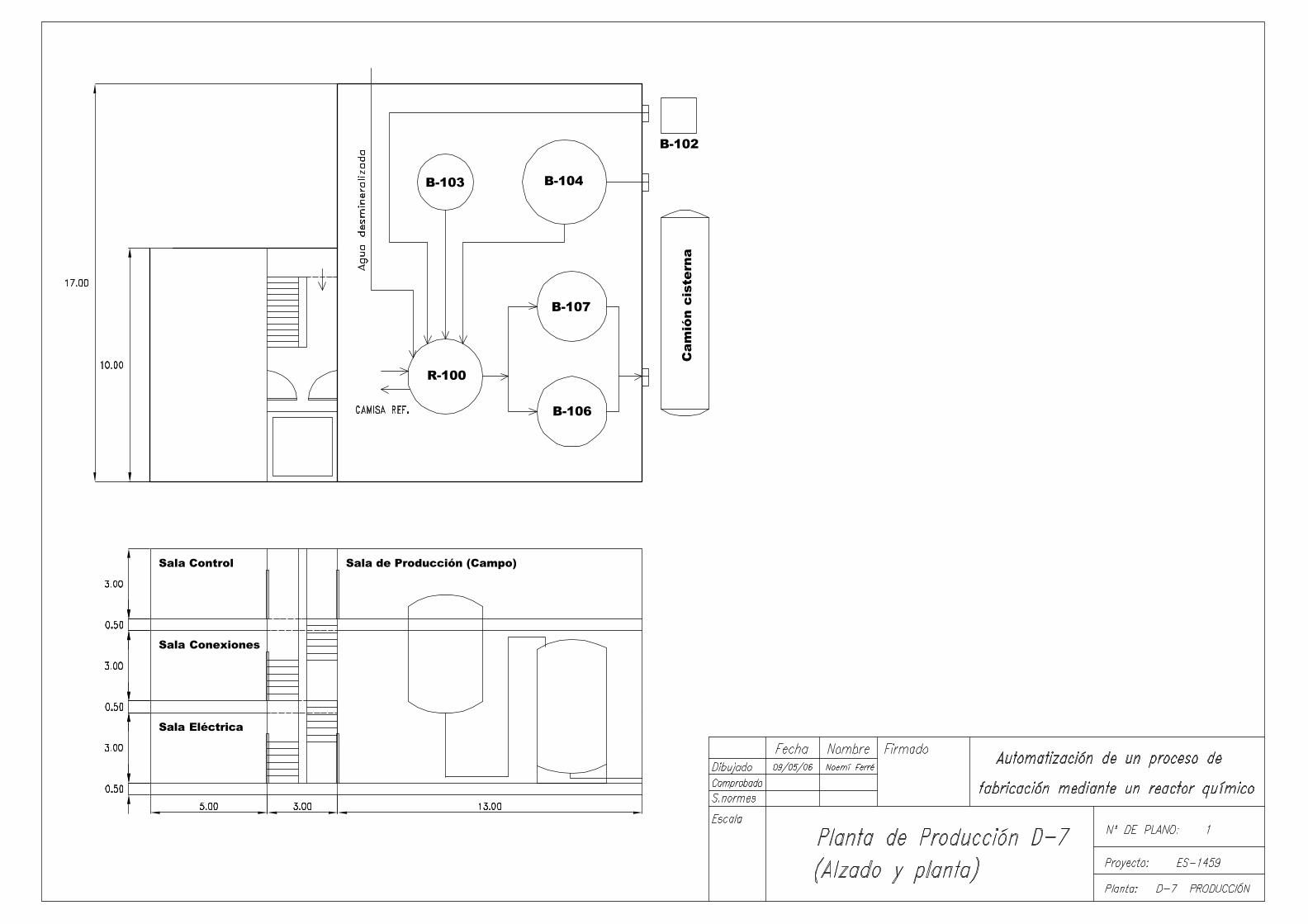
R-100
B-106
B-107
B-104B-103
B-102
Cam
ión
cist
erna
Sala Control
Sala Conexiones
Sala Eléctrica
Sala de Producción (Campo)


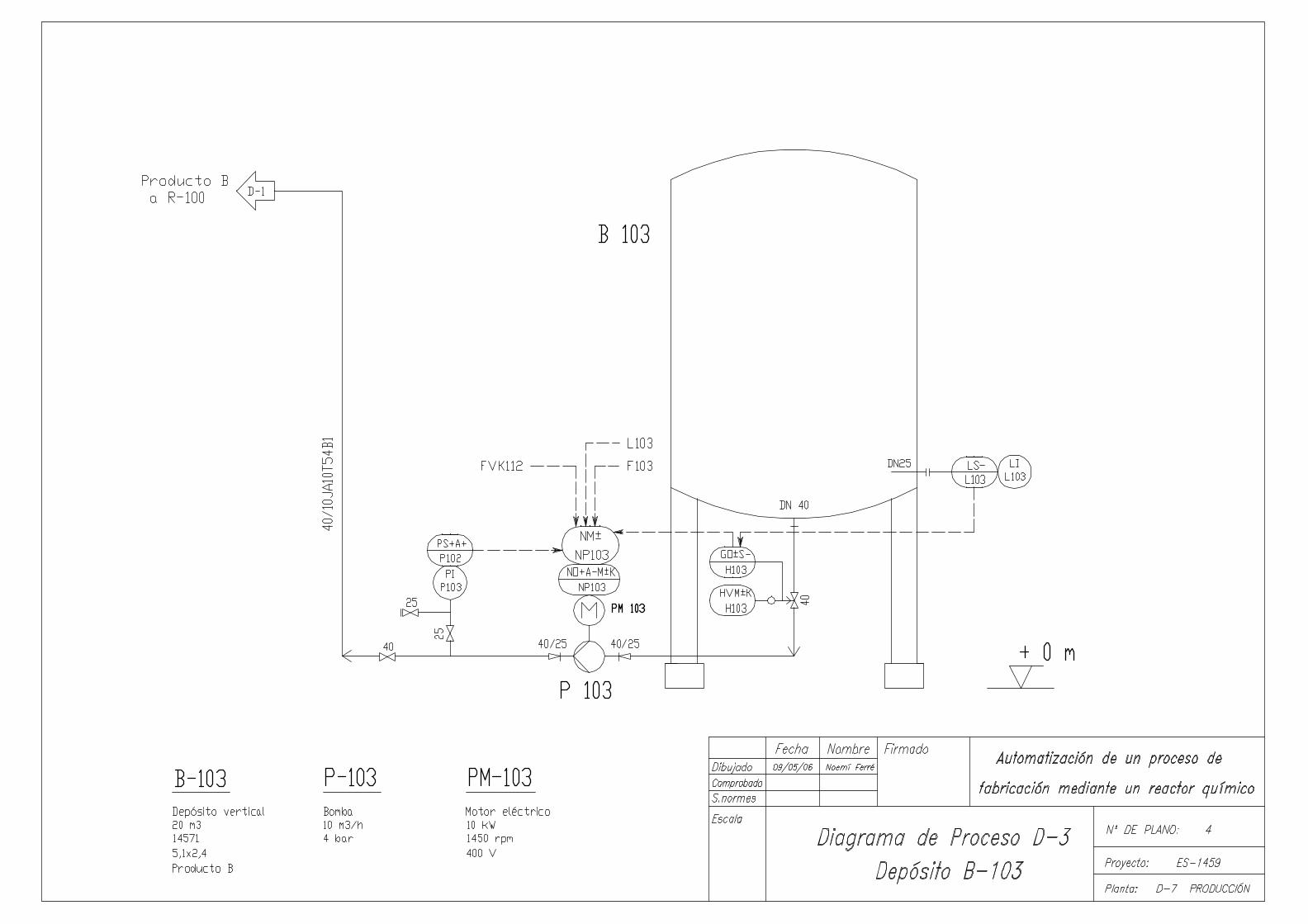
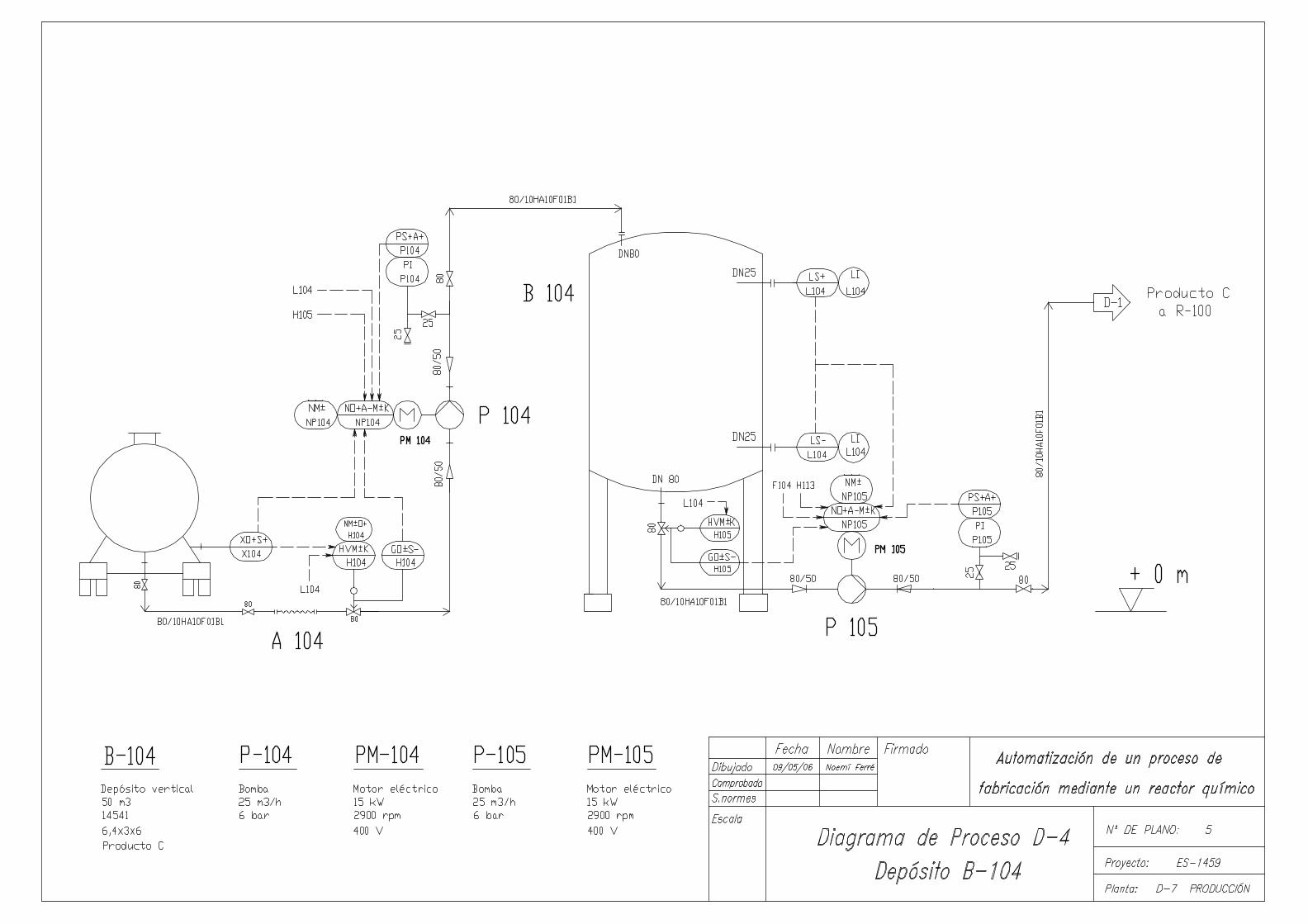
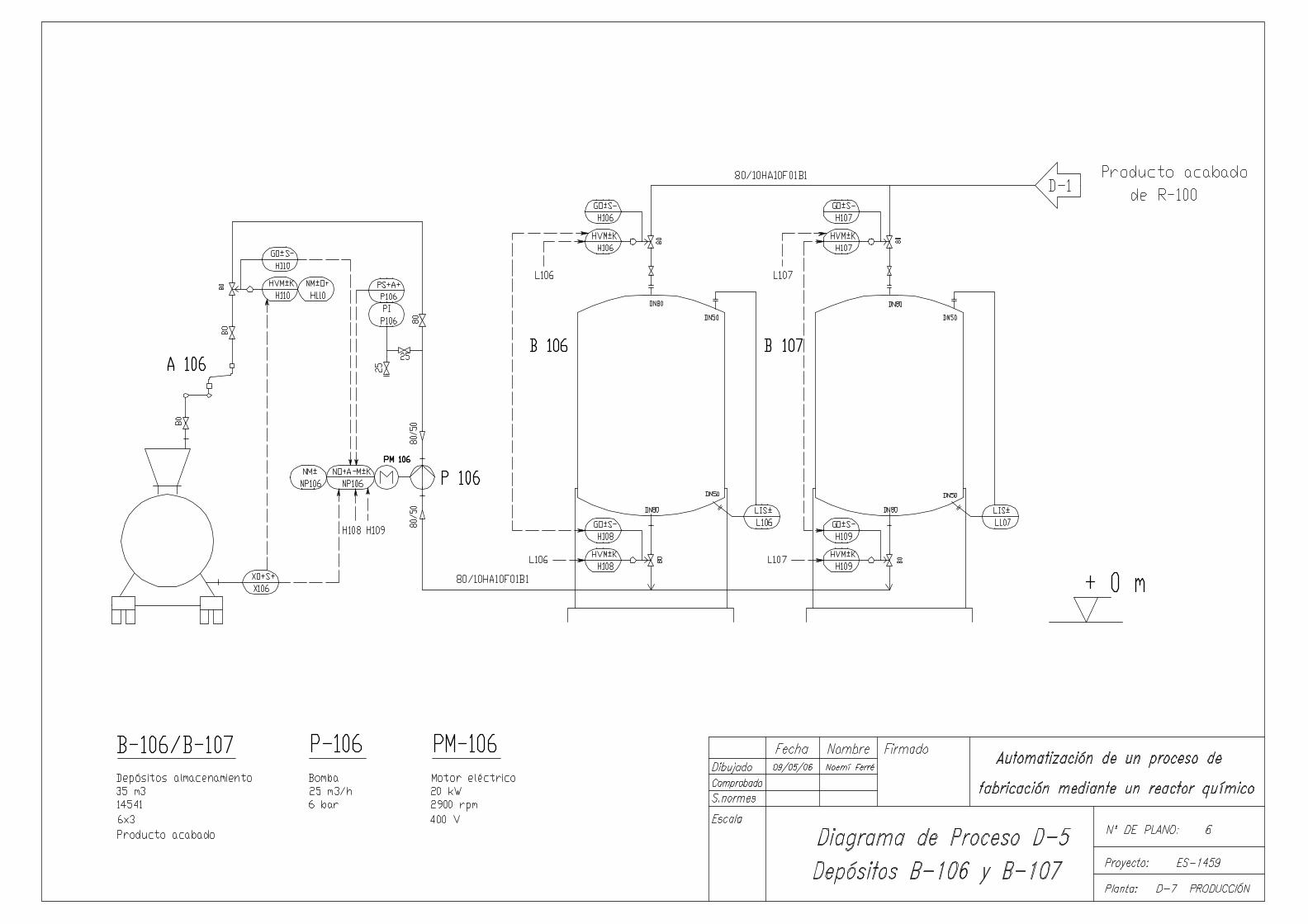
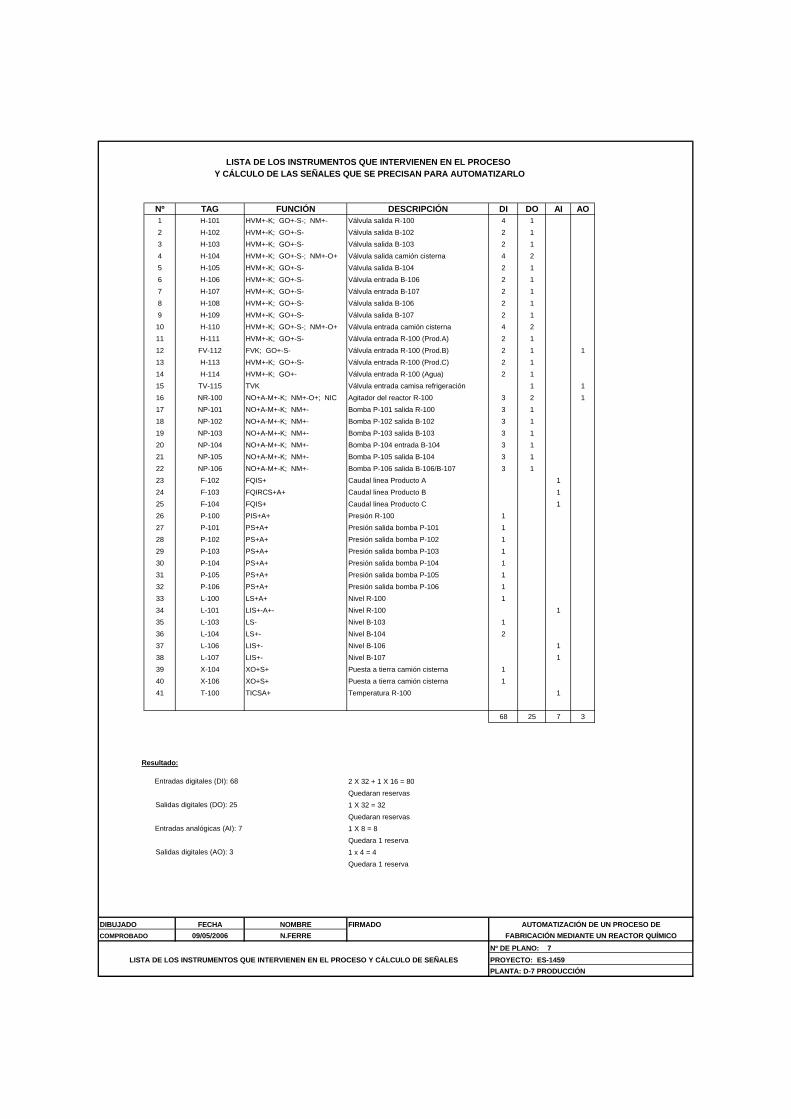
Nº TAG FUNCIÓN DESCRIPCIÓN DI DO AI AO1 H-101 HVM+-K; GO+-S-; NM+- Válvula salida R-100 4 1
2 H-102 HVM+-K; GO+-S- Válvula salida B-102 2 1
3 H-103 HVM+-K; GO+-S- Válvula salida B-103 2 1
4 H-104 HVM+-K; GO+-S-; NM+-O+ Válvula salida camión cisterna 4 2
5 H-105 HVM+-K; GO+-S- Válvula salida B-104 2 1
6 H-106 HVM+-K; GO+-S- Válvula entrada B-106 2 1
7 H-107 HVM+-K; GO+-S- Válvula entrada B-107 2 1
8 H-108 HVM+-K; GO+-S- Válvula salida B-106 2 1
9 H-109 HVM+-K; GO+-S- Válvula salida B-107 2 1
10 H-110 HVM+-K; GO+-S-; NM+-O+ Válvula entrada camión cisterna 4 2
11 H-111 HVM+-K; GO+-S- Válvula entrada R-100 (Prod.A) 2 1
12 FV-112 FVK; GO+-S- Válvula entrada R-100 (Prod.B) 2 1 1
13 H-113 HVM+-K; GO+-S- Válvula entrada R-100 (Prod.C) 2 1
14 H-114 HVM+-K; GO+- Válvula entrada R-100 (Agua) 2 1
15 TV-115 TVK Válvula entrada camisa refrigeración 1 1
16 NR-100 NO+A-M+-K; NM+-O+; NIC Agitador del reactor R-100 3 2 1
17 NP-101 NO+A-M+-K; NM+- Bomba P-101 salida R-100 3 1
18 NP-102 NO+A-M+-K; NM+- Bomba P-102 salida B-102 3 1
19 NP-103 NO+A-M+-K; NM+- Bomba P-103 salida B-103 3 1
20 NP-104 NO+A-M+-K; NM+- Bomba P-104 entrada B-104 3 1
21 NP-105 NO+A-M+-K; NM+- Bomba P-105 salida B-104 3 1
22 NP-106 NO+A-M+-K; NM+- Bomba P-106 salida B-106/B-107 3 1
23 F-102 FQIS+ Caudal linea Producto A 1
24 F-103 FQIRCS+A+ Caudal linea Producto B 1
25 F-104 FQIS+ Caudal linea Producto C 1
26 P-100 PIS+A+ Presión R-100 1
27 P-101 PS+A+ Presión salida bomba P-101 1
28 P-102 PS+A+ Presión salida bomba P-102 1
29 P-103 PS+A+ Presión salida bomba P-103 1
30 P-104 PS+A+ Presión salida bomba P-104 1
31 P-105 PS+A+ Presión salida bomba P-105 1
32 P-106 PS+A+ Presión salida bomba P-106 1
33 L-100 LS+A+ Nivel R-100 1
34 L-101 LIS+-A+- Nivel R-100 1
35 L-103 LS- Nivel B-103 1
36 L-104 LS+- Nivel B-104 2
37 L-106 LIS+- Nivel B-106 1
38 L-107 LIS+- Nivel B-107 1
39 X-104 XO+S+ Puesta a tierra camión cisterna 1
40 X-106 XO+S+ Puesta a tierra camión cisterna 1
41 T-100 TICSA+ Temperatura R-100 1
68 25 7 3
Resultado:
2 X 32 + 1 X 16 = 80
Quedaran reservas
1 X 32 = 32
Quedaran reservas
1 X 8 = 8
Quedara 1 reserva
1 x 4 = 4
Quedara 1 reserva
FECHA NOMBRE FIRMADO
09/05/2006 N.FERRE
PROYECTO: ES-1459
DIBUJADO AUTOMATIZACIÓN DE UN PROCESO DE
COMPROBADO FABRICACIÓN MEDIANTE UN REACTOR QUÍMICO
Y CÁLCULO DE LAS SEÑALES QUE SE PRECISAN PARA AUTOMATIZARLOLISTA DE LOS INSTRUMENTOS QUE INTERVIENEN EN EL PROCESO
PLANTA: D-7 PRODUCCIÓN
Entradas digitales (DI): 68
Salidas digitales (DO): 25
Entradas analógicas (AI): 7
Salidas digitales (AO): 3
Nº DE PLANO: 7
LISTA DE LOS INSTRUMENTOS QUE INTERVIENEN EN EL PROCESO Y CÁLCULO DE SEÑALES
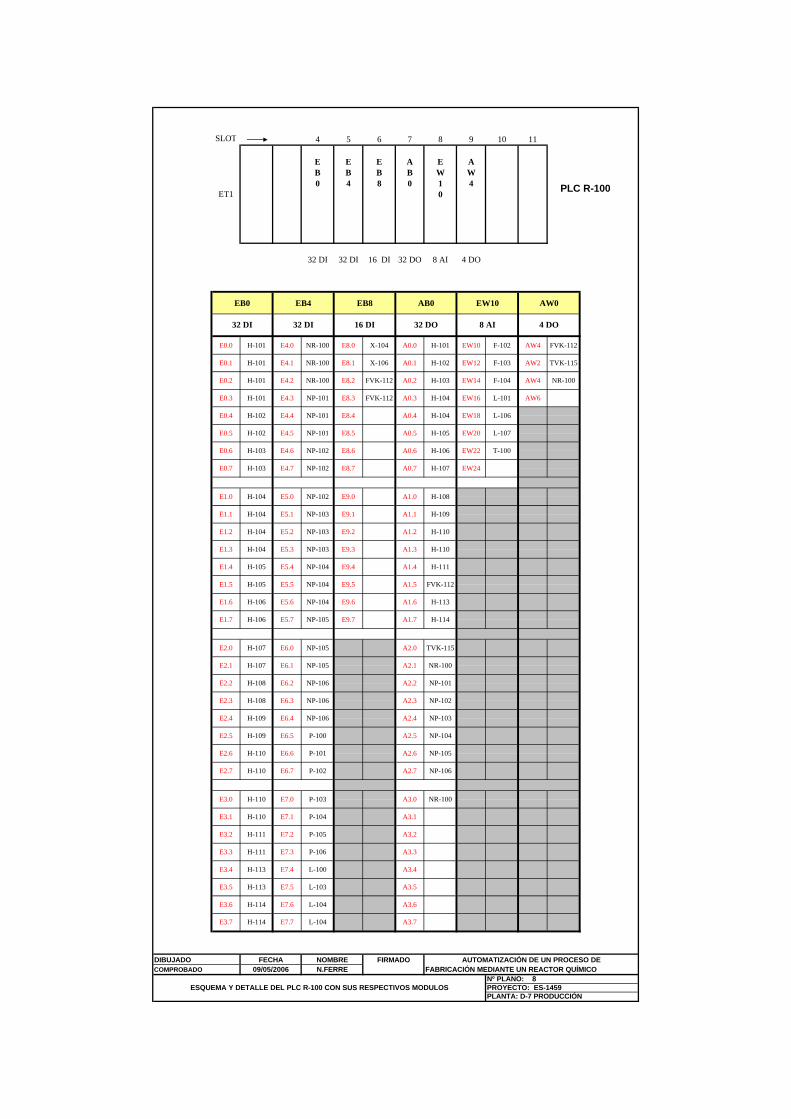
SLOT 4 5 6 7 8 9 10 11
E E E A E AB B B B W W0 4 8 0 1 4
ET1 0
32 DI 32 DI 16 DI 32 DO 8 AI 4 DO
ESQUEMA Y DETALLE DEL PLC R-100 CON SUS RESPECTIVOS MODULOS
PLC R-100
4 DO
AW0
FVK-112
TVK-115
NR-100
A3.7E3.7 H-114 E7.7 L-104
E3.6 H-114 E7.6 L-104 A3.6
A3.5E3.5 H-113 E7.5 L-103
E3.4 H-113 E7.4 L-100 A3.4
A3.3E3.3 H-111 E7.3 P-106
E3.2 H-111 E7.2 P-105 A3.2
A3.1E3.1 H-110 E7.1 P-104
E3.0 H-110 E7.0 P-103 A3.0 NR-100
E2.7 H-110 E6.7 P-102 A2.7 NP-106
A2.6 NP-105E2.6 H-110 E6.6 P-101
E2.5 H-109 E6.5 P-100 A2.5 NP-104
A2.4 NP-103E2.4 H-109 E6.4 NP-106
E2.3 H-108 E6.3 NP-106 A2.3 NP-102
A2.2 NP-101E2.2 H-108 E6.2 NP-106
E2.1 H-107 E6.1 NP-105 A2.1 NR-100
E2.0 H-107 E6.0 NP-105 A2.0 TVK-115
E9.7 A1.7 H-114E1.7 H-106 E5.7 NP-105
E1.6 H-106 E5.6 NP-104 E9.6 A1.6 H-113
E9.5 A1.5 FVK-112E1.5 H-105 E5.5 NP-104
E1.4 H-105 E5.4 NP-104 E9.4 A1.4 H-111
E9.3 A1.3 H-110E1.3 H-104 E5.3 NP-103
E1.2 H-104 E5.2 NP-103 E9.2 A1.2 H-110
E9.1 A1.1 H-109E1.1 H-104 E5.1 NP-103
E1.0 H-104 E5.0 NP-102 E9.0 A1.0
E0.7 H-103 E4.7 NP-102 E8.7 A0.7 H-107
EW22 T-100
AUTOMATIZACIÓN DE UN PROCESO DE
H-108
EW24
NOMBRE
EW20
E0.6 H-103 E4.6 NP-102 E8.6 A0.6
E0.5 H-102 E4.5 NP-101 E8.5 A0.5 H-105 L-107
EW18 L-106
FECHA
E8.4 A0.4 H-104
H-106
PROYECTO: ES-1459
E0.4 H-102 E4.4 NP-101
09/05/2006FIRMADO
FABRICACIÓN MEDIANTE UN REACTOR QUÍMICONº PLANO: 8
PLANTA: D-7 PRODUCCIÓN
E0.3 H-101 E4.3 NP-101 E8.3 FVK-112 A0.3 H-104 EW16
EW14 F-104 AW4
L-101 AW6
F-103 AW2
COMPROBADO
H-103E0.2 H-101 E4.2 NR-100
DIBUJADO
E0.1 H-101 E4.1 NR-100 E8.1 X-106 A0.1 H-102 EW12
E8.0 X-104 A0.0E0.0 H-101
E8.2 FVK-112 A0.2
N.FERRE
E4.0 NR-100
EW10
8 AI
EW10 F-102 AW4H-101
32 DI 32 DI 16 DI 32 DO
EB0 EB4 EB8 AB0

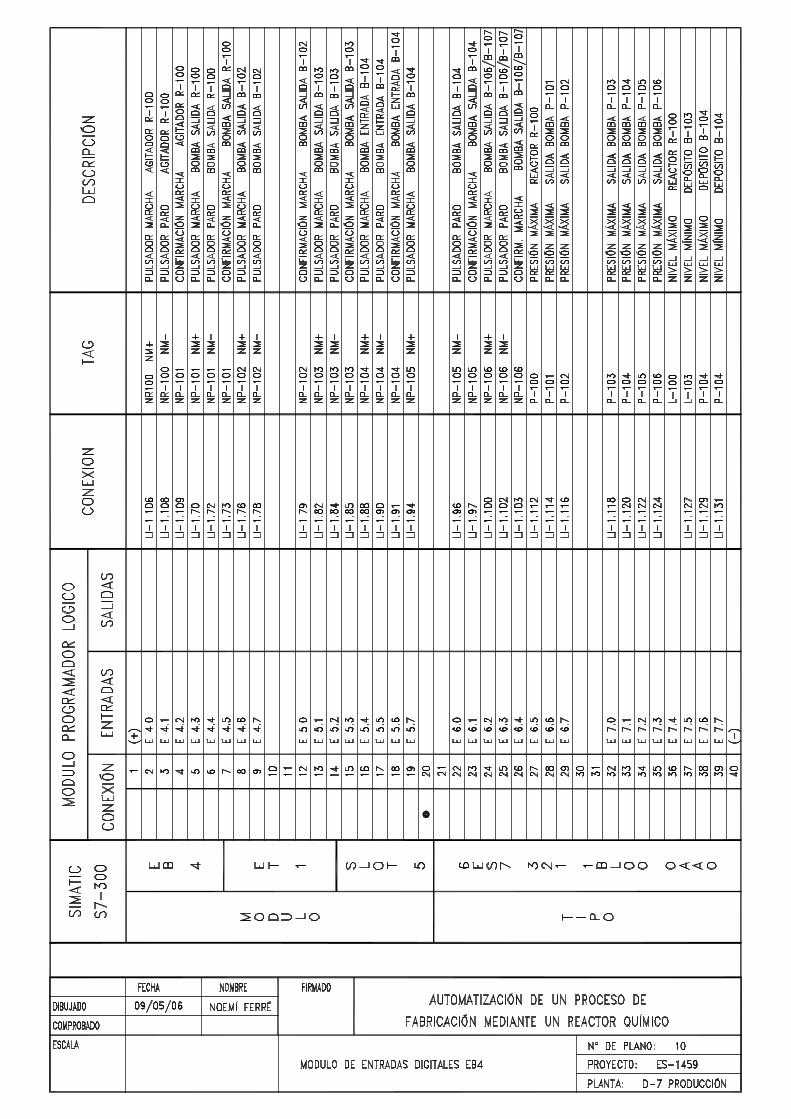
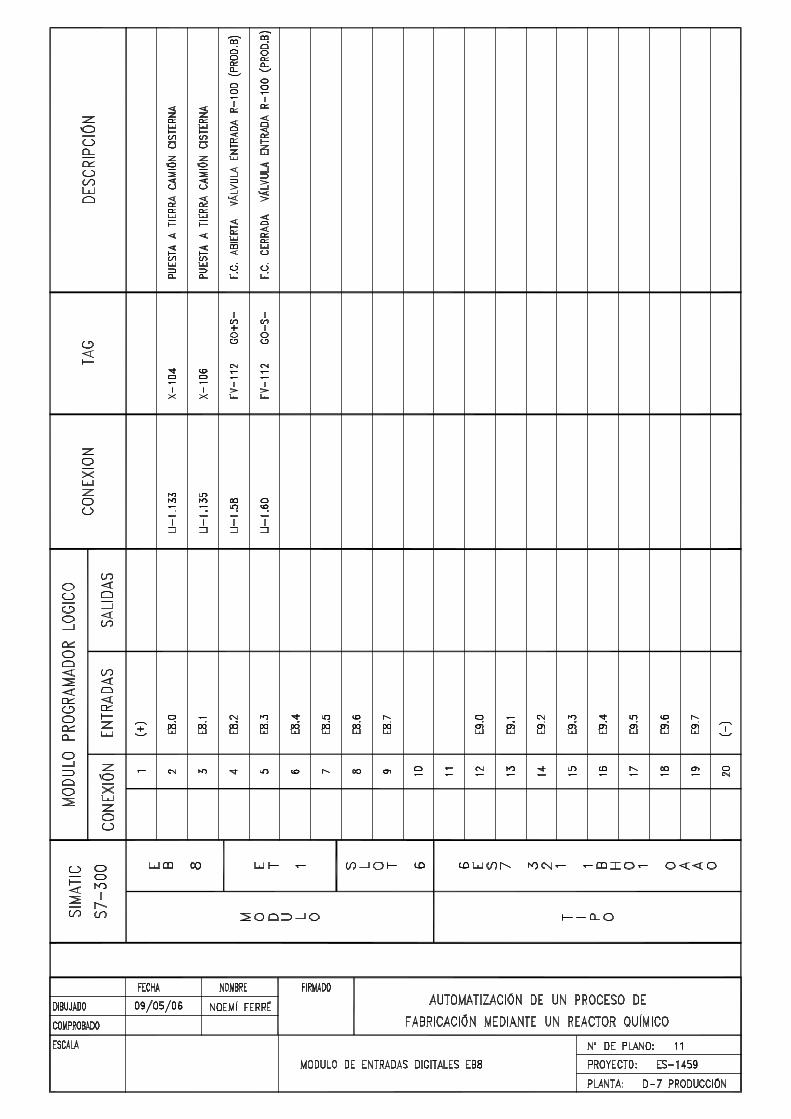
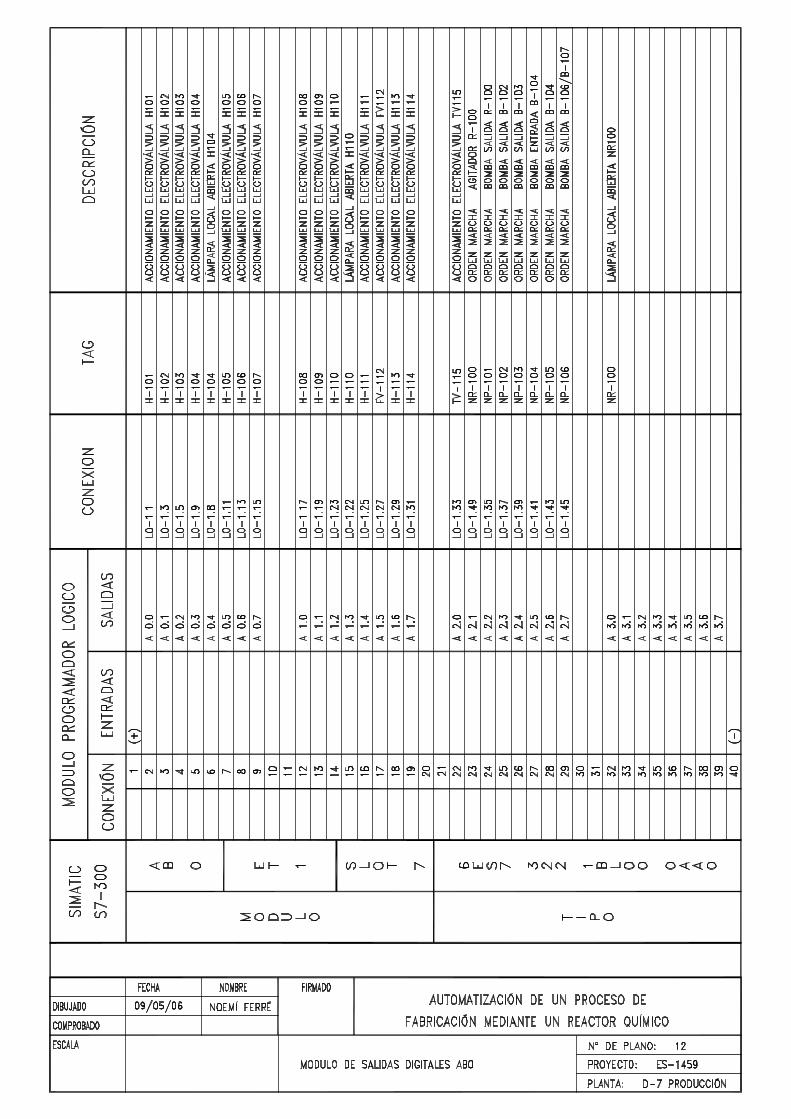
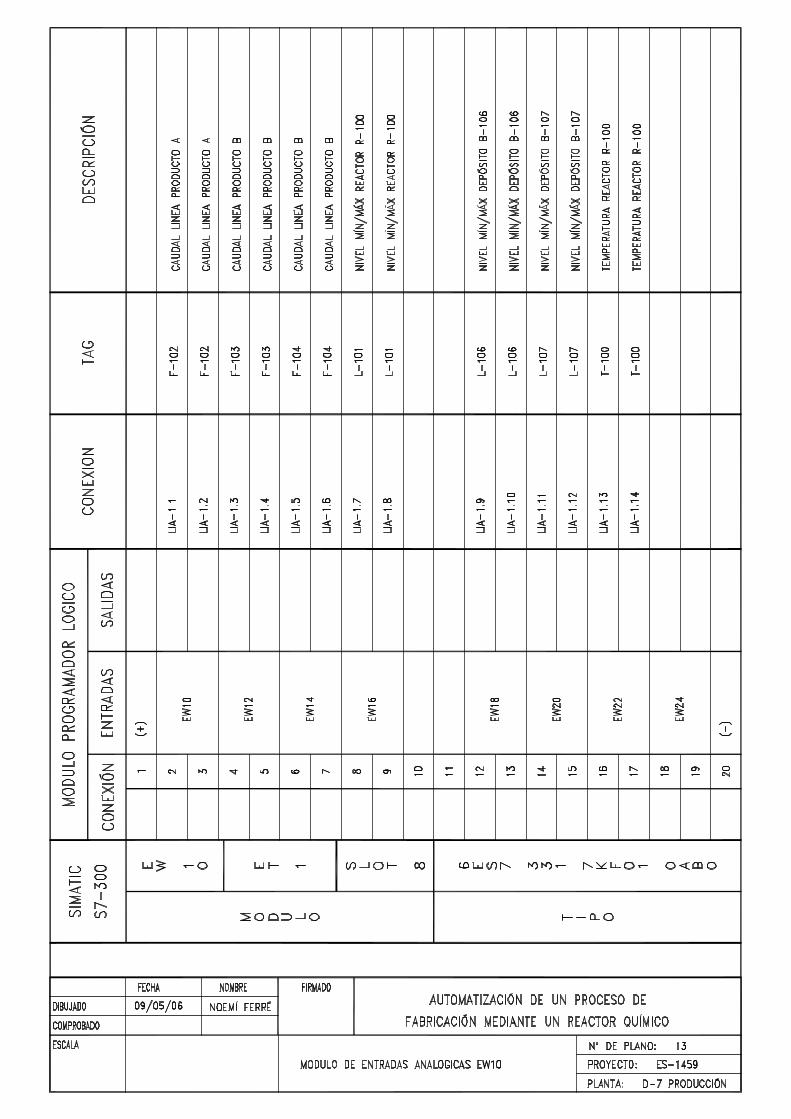
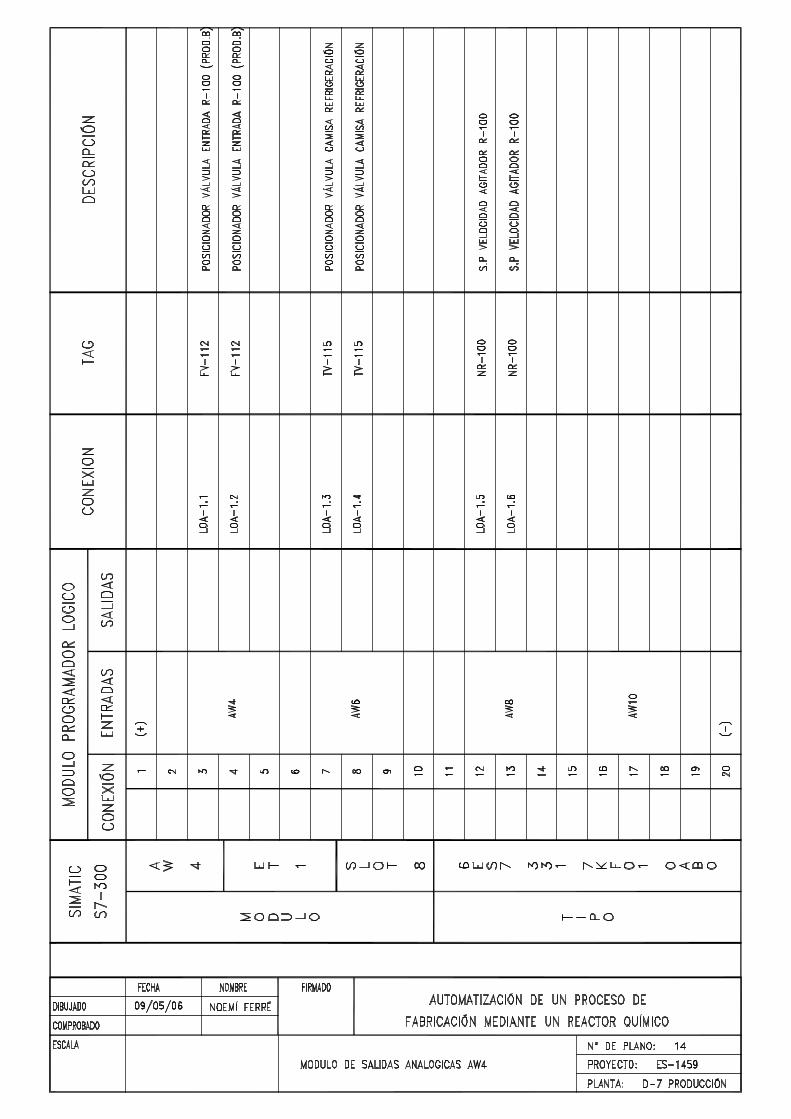
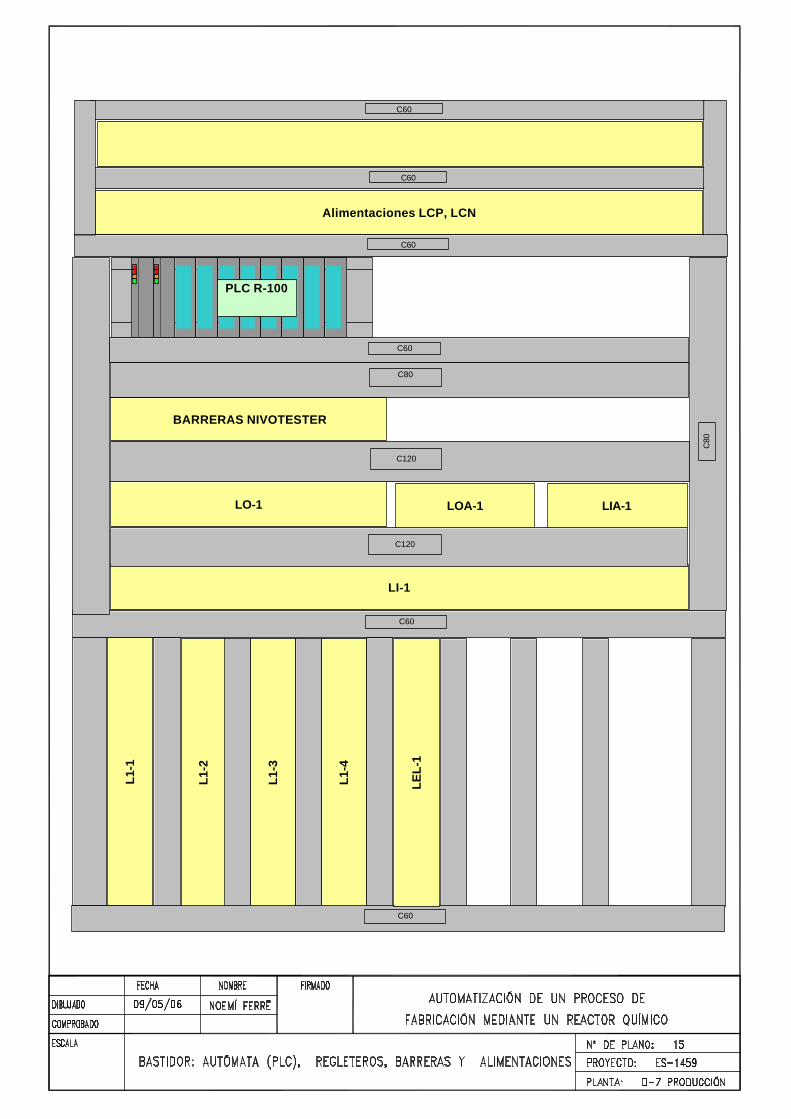
LI-1
C60
L1-
2
L1-
1
L1-
3
L1-
4
C120
C60
C80
LO-1
C120
LOA-1 LIA-1
BARRERAS NIVOTESTER
C60
C60
PLC R-100
Alimentaciones LCP, LCN
C60
C80
C60
LE
L-1

ET1
EB0
EB4
EB8
AB0
EW10
AW4
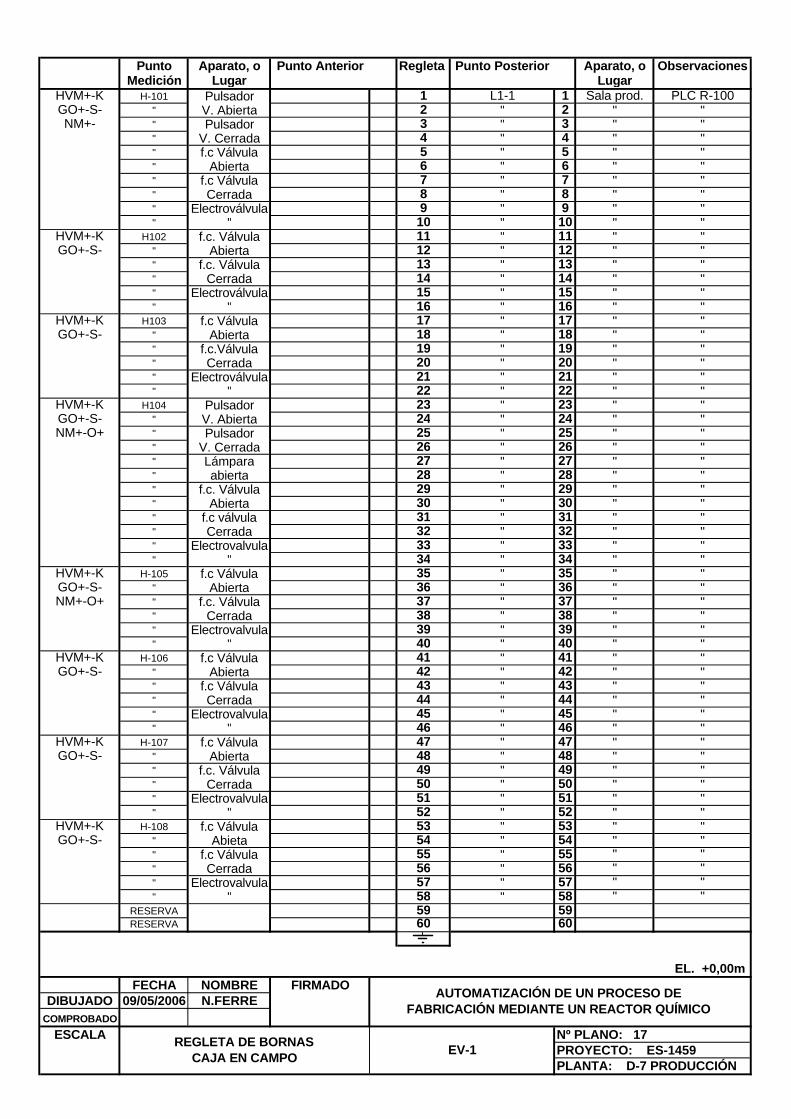
Punto Aparato, o Punto Anterior Regleta Punto Posterior Aparato, o ObservacionesMedición Lugar Lugar
HVM+-K H-101 Pulsador 1 L1-1 1 Sala prod. PLC R-100GO+-S- " V. Abierta 2 " 2 " "NM+- " Pulsador 3 " 3 " "
" V. Cerrada 4 " 4 " "" f.c Válvula 5 " 5 " "" Abierta 6 " 6 " "" f.c Válvula 7 " 7 " "" Cerrada 8 " 8 " "" Electroválvula 9 " 9 " "" " 10 " 10 " "
HVM+-K H102 f.c. Válvula 11 " 11 " "GO+-S- " Abierta 12 " 12 " "
" f.c. Válvula 13 " 13 " "" Cerrada 14 " 14 " "" Electroválvula 15 " 15 " "" " 16 " 16 " "
HVM+-K H103 f.c Válvula 17 " 17 " "GO+-S- " Abierta 18 " 18 " "
" f.c.Válvula 19 " 19 " "" Cerrada 20 " 20 " "" Electroválvula 21 " 21 " "" " 22 " 22 " "
HVM+-K H104 Pulsador 23 " 23 " "GO+-S- " V. Abierta 24 " 24 " "NM+-O+ " Pulsador 25 " 25 " "
" V. Cerrada 26 " 26 " "" Lámpara 27 " 27 " "" abierta 28 " 28 " "" f.c. Válvula 29 " 29 " "" Abierta 30 " 30 " "" f.c válvula 31 " 31 " "" Cerrada 32 " 32 " "" Electrovalvula 33 " 33 " "" " 34 " 34 " "
HVM+-K H-105 f.c Válvula 35 " 35 " "GO+-S- " Abierta 36 " 36 " "NM+-O+ " f.c. Válvula 37 " 37 " "
" Cerrada 38 " 38 " "" Electrovalvula 39 " 39 " "" " 40 " 40 " "
HVM+-K H-106 f.c Válvula 41 " 41 " "GO+-S- " Abierta 42 " 42 " "
" f.c Válvula 43 " 43 " "" Cerrada 44 " 44 " "" Electrovalvula 45 " 45 " "" " 46 " 46 " "
HVM+-K H-107 f.c Válvula 47 " 47 " "GO+-S- " Abierta 48 " 48 " "
" f.c. Válvula 49 " 49 " "" Cerrada 50 " 50 " "" Electrovalvula 51 " 51 " "" " 52 " 52 " "
HVM+-K H-108 f.c Válvula 53 " 53 " "GO+-S- " Abieta 54 " 54 " "
" f.c Válvula 55 " 55 " "" Cerrada 56 " 56 " "" Electrovalvula 57 " 57 " "" " 58 " 58 " "
RESERVA 59 59RESERVA 60 60
EL. +0,00m FECHA NOMBRE FIRMADO
DIBUJADO 09/05/2006 N.FERRECOMPROBADO
ESCALAEV-1
Nº PLANO: 17 PROYECTO: ES-1459PLANTA: D-7 PRODUCCIÓN
REGLETA DE BORNASCAJA EN CAMPO
AUTOMATIZACIÓN DE UN PROCESO DE FABRICACIÓN MEDIANTE UN REACTOR QUÍMICO

Punto Aparato, o Punto Anterior Regleta Punto Posterior Aparato, o ObservacionesMedición Lugar Lugar
HVM+-K H-109 f.c Válvula 1 L1-2 1 Sala prod. PLC R-100GO+-S- " Abierta 2 " 2 " "
" f.c Válvula 3 " 3 " "" Cerrada 4 " 4 " "" Electrovalvula 5 " 5 " "" 6 " 6 " "
HVM+-K H-110 Pulsador 7 " 7 " "GO+-S- " V. Abierta 8 " 8 " "NM+-0+ " Pulsador 9 " 9 " "
" V. Cerrada 10 " 10 " "" Lámpara 11 " 11 " "" abierta 12 " 12 " "" f.c. Válvula 13 " 13 " "" Abierta 14 " 14 " "" f.c válvula 15 " 15 " "" Cerrada 16 " 16 " "" Electrovalvula 17 " 17 " "" " 18 " 18 " "
HVM+-K H-111 f.c Válvula 19 " 19 " "GO+-S- " Abierta 20 " 20 " "
" f.c. Válvula 21 " 21 " "" Cerrada 22 " 22 " "" Electrovalvula 23 " 23 " "" " 24 " 24 " "
FVK FV-112 f.c. Válvula 25 " 25 " "GO+-S- " Abierta 26 " 26 " "
" f.c. Válvula 27 " 27 " "" Cerrada 28 " 28 " "" Posicionador 29 " 29 " "" " 30 " 30 " "" Electrovalvula 31 " 31 " "" " 32 " 32 " "
HVM+-K H-113 f.c. Válvula 33 " 33 " "GO+-S- " Abierta 34 " 34 " "
" f.c. Válvula 35 " 35 " "" Cerrada 36 " 36 " "" Electrovalvula 37 " 37 " "" " 38 " 38 " "
HVM+-K H-114 f.c. Válvula 39 " 39 " "GO+- Abierta 40 " 40 " "
" f.c. Válvula 41 " 41 " "" Cerrada 42 " 42 " "" Electrovalvula 43 " 43 " "" " 44 " 44 " "
TVK TV-115 Posicionador 45 " 45 " "" " 46 " 46 " "" Electrovalvula 47 " 47 " "" " 48 " 48 " "
NM+- NP-101 Pulsador 49 " 49 " "NO+A-M+-K " marcha 50 " 50 " "
" Pulsador 51 " 51 " "" paro 52 " 52 " "
NM+- NP-102 Pulsador 53 " 53 " "NO+A-M+-K " marcha 54 " 54 " "
" Pulsador 55 " 55 " "" paro 56 " 56 " "
NM+- NP-103 Pulsador 57 " 57 " "NO+A-M+-K " marcha 58 " 58 " "
" Pulsador 59 " 59 " "" paro 60 " 60 " "
EL. +0,00m FECHA NOMBRE FIRMADO
DIBUJADO 09/05/2006 N.FERRECOMPROBADO
ESCALAEV-2
Nº PLANO: 18 PROYECTO: ES-1459PLANTA: D-7 PRODUCCIÓN
REGLETA DE BORNASCAJA EN CAMPO
AUTOMATIZACIÓN DE UN PROCESO DE FABRICACIÓN MEDIANTE UN REACTOR QUÍMICO

Punto Aparato, o Punto Anterior Regleta Punto Posterior Aparato, o ObservacionesMedición Lugar Lugar
NM+- NP-104 Pulsador 1 L1-3 1 Sala prod. PLC R-100NO+A-M+-K " marcha 2 " 2 " "
" Pulsador 3 " 3 " "" paro 4 " 4 " "
NM+- NP-105 Pulsador 5 " 5 " "NO+A-M+-K " marcha 6 " 6 " "
" Pulsador 7 " 7 " "" paro 8 " 8 " "
NM+- NP-106 Pulsador 9 " 9 " "NO+A-M+-K " marcha 10 " 10 " "
" Pulsador 11 " 11 " "" paro 12 " 12 " "
NM+-O+ NR-100 Pulsador 13 " 13 " "NO+A-M+-K " marcha 14 " 14 " "
NIC " Pulsador 15 " 15 " "" paro 16 " 16 " "" Lámpara 17 " 17 " "" abierta 18 " 18 " "
PIS+A+; PI P-100 Transmisor 19 " 19 " "" presión 20 " 20 " "
PS+A+; PI P-101 Transmisor 21 " 21 " "" presión 22 " 22 " "
PS+A+; PI P-102 Transmisor 23 " 23 " "" presión 24 " 24 " "
PS+A+; PI P-103 Transmisor 25 " 25 " "" presión 26 " 26 " "
PS+A+; PI P-104 Transmisor 27 " 27 " "" presión 28 " 28 " "
PS+A+; PI P-105 Transmisor 29 " 29 " "" presión 30 " 30 " "
PS+A+; PI P-106 Transmisor 31 " 31 " "" presión 32 " 32 " "
FQIS+ F-102 Transmisor 33 " 33 " "" caudal 34 " 34 " "" " 35 " 35 " "" " 36 " 36 " "
FQIRCS+A+ F-103 Transmisor 37 " 37 " "" caudal 38 " 38 " "" " 39 " 39 " "" " 40 " 40 " "
FQIS+ F-104 Transmisor 41 " 41 " "" caudal 42 " 42 " "" " 43 " 43 " "" " 44 " 44 " "
LS+A+ L-100 Transmisor 45 " 45 " "" nivel 46 " 46 " "
LIS+-A+- L-101 Nivel 47 " 47 " "" presión dif. 48 " 48 " "
LS- L-103 Transmisor 49 " 49 " "" nivel 50 " 50 " "
LS+- L-104 Transmisor 51 " 51 " "" nivel 52 " 52 " "" Transmisor 53 " 53 " "" nivel 54 " 54 " "
LIS+- L-106 Nivel 55 " 55 " "" presión dif. 56 " 56 " "
LIS+- L-107 Nivel 57 " 57 " "" presión dif. 58 " 58 " "
TICSA+ T-100 Transmisor 59 " 59 " "" temperatura 60 " 60 " "
EL. +0,00m FECHA NOMBRE FIRMADO
DIBUJADO 09/05/2006 N.FERRECOMPROBADO
ESCALAEV-3
Nº PLANO: 19 PROYECTO: ES-1459PLANTA: D-7 PRODUCCIÓN
REGLETA DE BORNASCAJA EN CAMPO
AUTOMATIZACIÓN DE UN PROCESO DE FABRICACIÓN MEDIANTE UN REACTOR QUÍMICO
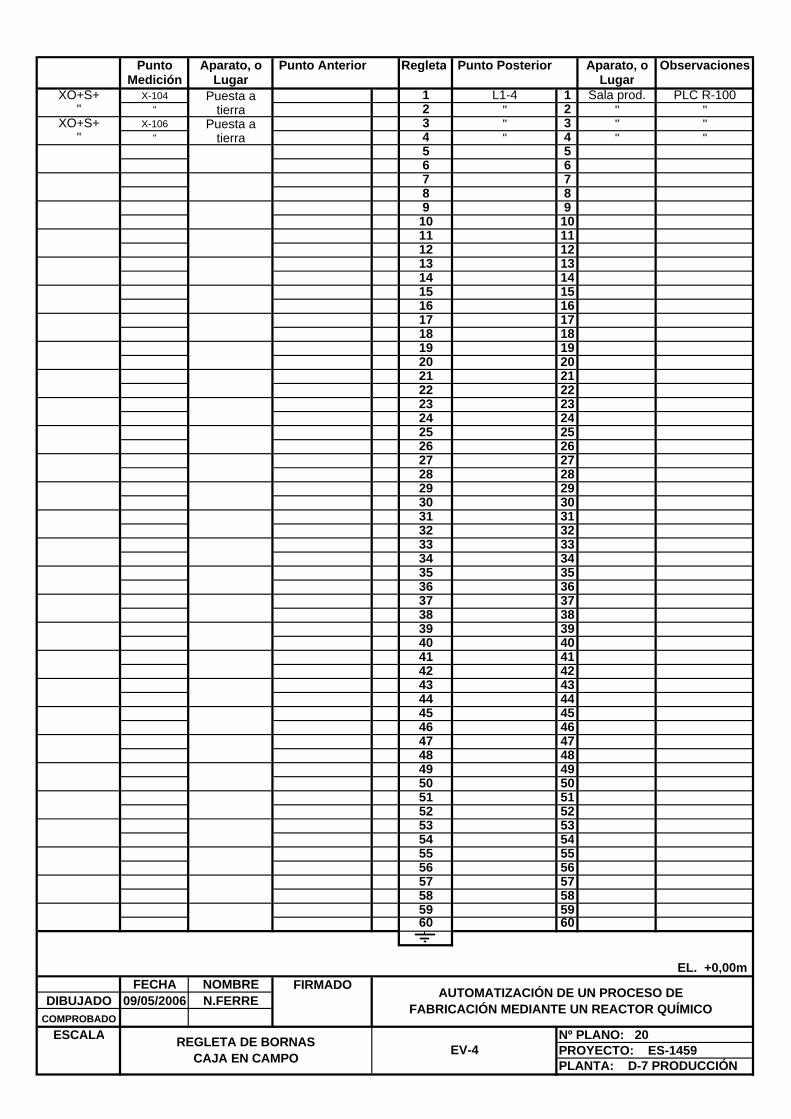
Punto Aparato, o Punto Anterior Regleta Punto Posterior Aparato, o ObservacionesMedición Lugar Lugar
XO+S+ X-104 Puesta a 1 L1-4 1 Sala prod. PLC R-100" " tierra 2 " 2 " "
XO+S+ X-106 Puesta a 3 " 3 " "" " tierra 4 " 4 " "
5 56 67 78 89 9
10 1011 1112 1213 1314 1415 1516 1617 1718 1819 1920 2021 2122 2223 2324 2425 2526 2627 2728 2829 2930 3031 3132 3233 3334 3435 3536 3637 3738 3839 3940 4041 4142 4243 4344 4445 4546 4647 4748 4849 4950 5051 5152 5253 5354 5455 5556 5657 5758 5859 5960 60
EL. +0,00m FECHA NOMBRE FIRMADO
DIBUJADO 09/05/2006 N.FERRECOMPROBADO
ESCALAEV-4
Nº PLANO: 20 PROYECTO: ES-1459PLANTA: D-7 PRODUCCIÓN
REGLETA DE BORNASCAJA EN CAMPO
AUTOMATIZACIÓN DE UN PROCESO DE FABRICACIÓN MEDIANTE UN REACTOR QUÍMICO
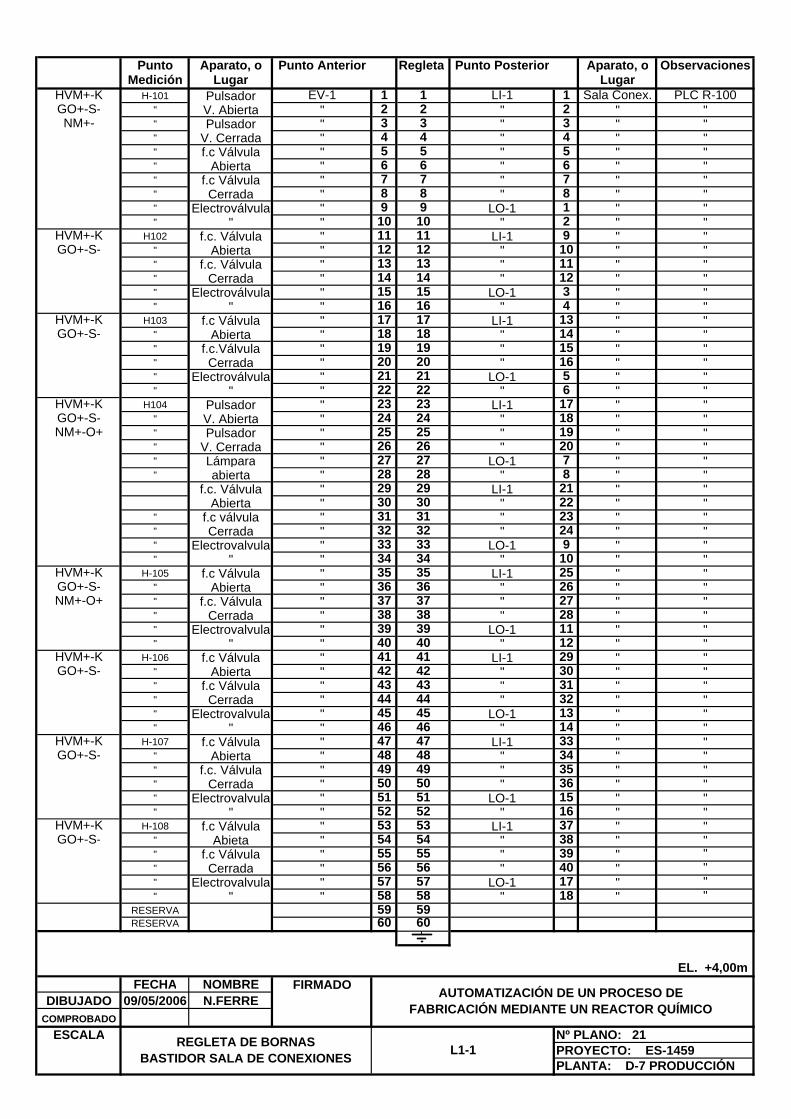
Punto Aparato, o Punto Anterior Regleta Punto Posterior Aparato, o ObservacionesMedición Lugar Lugar
HVM+-K H-101 Pulsador EV-1 1 1 LI-1 1 Sala Conex. PLC R-100GO+-S- " V. Abierta " 2 2 " 2 " "NM+- " Pulsador " 3 3 " 3 " "
" V. Cerrada " 4 4 " 4 " "" f.c Válvula " 5 5 " 5 " "" Abierta " 6 6 " 6 " "" f.c Válvula " 7 7 " 7 " "" Cerrada " 8 8 " 8 " "" Electroválvula " 9 9 LO-1 1 " "" " " 10 10 " 2 " "
HVM+-K H102 f.c. Válvula " 11 11 LI-1 9 " "GO+-S- " Abierta " 12 12 " 10 " "
" f.c. Válvula " 13 13 " 11 " "" Cerrada " 14 14 " 12 " "" Electroválvula " 15 15 LO-1 3 " "" " " 16 16 " 4 " "
HVM+-K H103 f.c Válvula " 17 17 LI-1 13 " "GO+-S- " Abierta " 18 18 " 14 " "
" f.c.Válvula " 19 19 " 15 " "" Cerrada " 20 20 " 16 " "" Electroválvula " 21 21 LO-1 5 " "" " " 22 22 " 6 " "
HVM+-K H104 Pulsador " 23 23 LI-1 17 " "GO+-S- " V. Abierta " 24 24 " 18 " "NM+-O+ " Pulsador " 25 25 " 19 " "
" V. Cerrada " 26 26 " 20 " "" Lámpara " 27 27 LO-1 7 " "" abierta " 28 28 " 8 " "
f.c. Válvula " 29 29 LI-1 21 " "Abierta " 30 30 " 22 " "
" f.c válvula " 31 31 " 23 " "" Cerrada " 32 32 " 24 " "" Electrovalvula " 33 33 LO-1 9 " "" " " 34 34 " 10 " "
HVM+-K H-105 f.c Válvula " 35 35 LI-1 25 " "GO+-S- " Abierta " 36 36 " 26 " "NM+-O+ " f.c. Válvula " 37 37 " 27 " "
" Cerrada " 38 38 " 28 " "" Electrovalvula " 39 39 LO-1 11 " "" " " 40 40 " 12 " "
HVM+-K H-106 f.c Válvula " 41 41 LI-1 29 " "GO+-S- " Abierta " 42 42 " 30 " "
" f.c Válvula " 43 43 " 31 " "" Cerrada " 44 44 " 32 " "" Electrovalvula " 45 45 LO-1 13 " "" " " 46 46 " 14 " "
HVM+-K H-107 f.c Válvula " 47 47 LI-1 33 " "GO+-S- " Abierta " 48 48 " 34 " "
" f.c. Válvula " 49 49 " 35 " "" Cerrada " 50 50 " 36 " "" Electrovalvula " 51 51 LO-1 15 " "" " " 52 52 " 16 " "
HVM+-K H-108 f.c Válvula " 53 53 LI-1 37 " "GO+-S- " Abieta " 54 54 " 38 " "
" f.c Válvula " 55 55 " 39 " "" Cerrada " 56 56 " 40 " "" Electrovalvula " 57 57 LO-1 17 " "" " " 58 58 " 18 " "
RESERVA 59 59RESERVA 60 60
EL. +4,00m FECHA NOMBRE FIRMADO
DIBUJADO 09/05/2006 N.FERRECOMPROBADO
ESCALAL1-1
Nº PLANO: 21PROYECTO: ES-1459PLANTA: D-7 PRODUCCIÓN
REGLETA DE BORNASBASTIDOR SALA DE CONEXIONES
AUTOMATIZACIÓN DE UN PROCESO DE FABRICACIÓN MEDIANTE UN REACTOR QUÍMICO

Punto Aparato, o Punto Anterior Regleta Punto Posterior Aparato, o ObservacionesMedición Lugar Lugar
HVM+-K H-109 f.c Válvula EV-2 1 1 LI-1 41 Sala Conex. PLC R-100GO+-S- " Abierta " 2 2 " 42 " "
" f.c Válvula " 3 3 " 43 " "" Cerrada " 4 4 " 44 " "" Electrovalvula " 5 5 LO-1 19 " "" " 6 6 " 20 " "
HVM+-K H-110 Pulsador " 7 7 LI-1 45 " "GO+-S- " V. Abierta " 8 8 " 46 " "NM+-0+ " Pulsador " 9 9 " 47 " "
" V. Cerrada " 10 10 " 48 " "" Lámpara " 11 11 LO-1 21 " "" Abierta " 12 12 " 22 " "" f.c. Válvula " 13 13 LI-1 49 " "" Abierta " 14 14 " 50 " "" f.c válvula " 15 15 " 51 " "" Cerrada " 16 16 " 52 " "" Electrovalvula " 17 17 LO-1 23 " "" " " 18 18 " 24 " "
HVM+-K H-111 f.c Válvula " 19 19 LI-1 53 " "GO+-S- " Abierta " 20 20 " 54 " "
" f.c. Válvula " 21 21 " 55 " "" Cerrada " 22 22 " 56 " "" Electrovalvula " 23 23 LO-1 25 " "" " " 24 24 " 26 " "
FVK FV-112 f.c. Válvula " 25 25 LI-1 57 " "GO+-S- " Abierta " 26 26 " 58 " "
" f.c. Válvula " 27 27 " 59 " "" Cerrada " 28 28 " 60 " "" Posicionador " 29 29 LOA-1 1 " "" " " 30 30 " 2 " "" Electrovalvula " 31 31 LO-1 27 " "" " " 32 32 " 28 " "
HVM+-K H-113 f.c. Válvula " 33 33 LI-1 61 " "GO+-S- " Abierta " 34 34 " 62 " "
" f.c. Válvula " 35 35 " 63 " "" Cerrada " 36 36 " 64 " "" Electrovalvula " 37 37 LO-1 29 " "" " " 38 38 " 30 " "
HVM+-K H-114 f.c. Válvula " 39 39 LI-1 65 " "GO+- Abierta " 40 40 " 66 " "
" f.c. Válvula " 41 41 " 67 " "" Cerrada " 42 42 " 68 " "" Electrovalvula " 43 43 LO-1 31 " "" " " 44 44 " 32 " "
TVK TV-115 Posicionador " 45 45 LOA-1 3 " "" " " 46 46 " 4 " "" Electrovalvula " 47 47 LO-1 33 " "" " " 48 48 " 34 " "
NM+- NP-101 Pulsador " 49 49 LI-1 69 " "NO+A-M+-K " marcha " 50 50 " 70 " "
" Pulsador " 51 51 " 71 " "" paro " 52 52 " 72 " "
NM+- NP-102 Pulsador " 53 53 " 75 " "NO+A-M+-K " marcha " 54 54 " 76 " "
" Pulsador " 55 55 " 77 " "" paro " 56 56 " 78 " "
NM+- NP-103 Pulsador " 57 57 " 81 " "NO+A-M+-K " marcha " 58 58 " 82 " "
" Pulsador " 59 59 " 83 " "" paro " 60 60 " 84 " "
EL. +4,00m FECHA NOMBRE FIRMADO
DIBUJADO 09/05/2006 N.FERRECOMPROBADO
ESCALAL1-2
Nº PLANO: 22PROYECTO: ES-1459PLANTA: D-7 PRODUCCIÓN
REGLETA DE BORNASBASTIDOR SALA DE CONEXIONES
AUTOMATIZACIÓN DE UN PROCESO DE FABRICACIÓN MEDIANTE UN REACTOR QUÍMICO

Punto Aparato, o Punto Anterior Regleta Punto Posterior Aparato, o ObservacionesMedición Lugar Lugar
NM+- NP-104 Pulsador EV-3 1 1 LI-1 87 Sala Conex PLC R-100NO+A-M+-K " marcha " 2 2 " 88 " "
" Pulsador " 3 3 " 89 " "" paro " 4 4 " 90 " "
NM+- NP-105 Pulsador " 5 5 " 93 " "NO+A-M+-K " marcha " 6 6 " 94 " "
" Pulsador " 7 7 " 95 " "" paro " 8 8 " 96 " "
NM+- NP-106 Pulsador " 9 9 " 99 " "NO+A-M+-K " marcha " 10 10 " 100 " "
" Pulsador " 11 11 " 101 " "" paro " 12 12 " 102 " "
NM+-O+ NR-100 Pulsador " 13 13 " 105 " "NO+A-M+-K " marcha " 14 14 " 106 " "
NIC " Pulsador " 15 15 " 107 " "" paro " 16 16 " 108 " "" Lámpara " 17 17 LO-1 47 " "" abierta " 18 18 " 48 " "
PIS+A+; PI P-100 Transmisor " 19 19 LI-1 111 " "" presión " 20 20 " 112 " "
PS+A+; PI P-101 Transmisor " 21 21 " 113 " "" presión " 22 22 " 114 " "
PS+A+; PI P-102 Transmisor " 23 23 " 115 " "" presión " 24 24 " 116 " "
PS+A+; PI P-103 Transmisor " 25 25 " 117 " "" presión " 26 26 " 118 " "
PS+A+; PI P-104 Transmisor " 27 27 " 119 " "" presión " 28 28 " 120 " "
PS+A+; PI P-105 Transmisor " 29 29 " 121 " "" presión " 30 30 " 122 " "
PS+A+; PI P-106 Transmisor " 31 31 " 123 " "" presión " 32 32 " 124 " "
FQIS+ F-102 Transmisor " 33 33 LE-1 1 " "" caudal " 34 34 " 2 " "" " " 35 35 LIA-1 1 " "" " " 36 36 " 2 " "
FQIRCS+A+ F-103 Transmisor " 37 37 LE-1 3 " "" caudal " 38 38 " 4 " "" " " 39 39 LIA-1 3 " "" " " 40 40 " 4 " "
FQIS+ F-104 Transmisor " 41 41 LE-1 5 " "" caudal " 42 42 " 6 " "" " " 43 43 LIA-1 5 " "" " " 44 44 " 6 " "
LS+A+ L-100 Transmisor " 45 45 NIVOTESTER 1 d2 " "" nivel " 46 46 " d4 " "
LIS+-A+- L-101 Nivel " 47 47 LIA-1 7 " "" presión dif. " 48 48 " 8 " "
LS- L-103 Transmisor " 49 49 NIVOTESTER 2 d2 " "" nivel " 50 50 " d4 " "
LS+- L-104 Transmisor " 51 51 NIVOTESTER 3 d2 " "" nivel " 52 52 " d4 " "" Transmisor " 53 53 " z2 " "" nivel " 54 54 " z4 " "
LIS+- L-106 Nivel " 55 55 LIA-1 9 " "" presión dif. " 56 56 " 10 " "
LIS+- L-107 Nivel " 57 57 LIA-1 11 " "" presión dif. " 58 58 " 12 " "
TICSA+ T-100 Transmisor " 59 59 LIA-1 13 " "" temperatura " 60 60 " 14 " "
EL. +4,00m FECHA NOMBRE FIRMADO
DIBUJADO 09/05/2006 N.FERRECOMPROBADO
ESCALAL1-3
Nº PLANO: 23PROYECTO: ES-1459PLANTA: D-7 PRODUCCIÓN
REGLETA DE BORNASBASTIDOR SALA DE CONEXIONES
AUTOMATIZACIÓN DE UN PROCESO DE FABRICACIÓN MEDIANTE UN REACTOR QUÍMICO
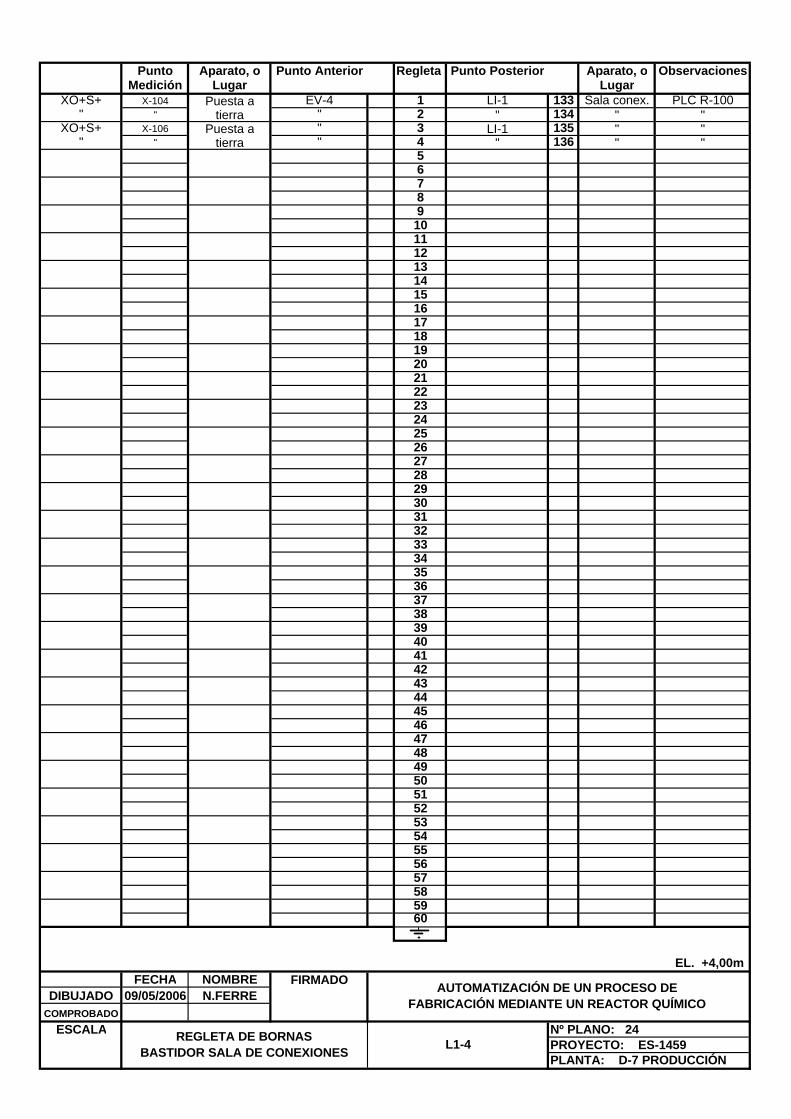
Punto Aparato, o Punto Anterior Regleta Punto Posterior Aparato, o ObservacionesMedición Lugar Lugar
XO+S+ X-104 Puesta a EV-4 1 LI-1 133 Sala conex. PLC R-100" " tierra " 2 " 134 " "
XO+S+ X-106 Puesta a " 3 LI-1 135 " "" " tierra " 4 " 136 " "
56789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960
EL. +4,00m FECHA NOMBRE FIRMADO
DIBUJADO 09/05/2006 N.FERRECOMPROBADO
ESCALAL1-4
Nº PLANO: 24PROYECTO: ES-1459PLANTA: D-7 PRODUCCIÓN
REGLETA DE BORNASBASTIDOR SALA DE CONEXIONES
AUTOMATIZACIÓN DE UN PROCESO DE FABRICACIÓN MEDIANTE UN REACTOR QUÍMICO

Punto Aparato, o Punto Anterior Regleta Punto Posterior Aparato, o ObservacionesMedición Lugar Lugar
HVM+-K H-101 Pulsador L1-1 1 1 LCP-1 1 Sala conex. PLC R-100GO+-S- " V. Abierta " 2 2 E-0.0 2 " "NM+- " Pulsador " 3 3 LCP-1 2 " "
" V. Cerrada " 4 4 E-0.1 3 " "" f.c Válvula " 5 5 LCP-1 3 " "" abierta " 6 6 E-0.2 4 " "" f.c Válvula " 7 7 LCP-1 4 " "" Cerrada " 8 8 E-0.3 5 " "
HVM+-K H-102 f.c Válvula " 11 9 LCP-1 5 " "GO+-S- abierta " 12 10 E-0.4 6 " "
f.c Válvula " 13 11 LCP-1 6 " "Cerrada " 14 12 E-0.5 7 " "
HVM+-K H-103 f.c Válvula " 17 13 LCP-1 7 " "GO+-S- abierta " 18 14 E-0.6 8 " "
f.c Válvula " 19 15 LCP-1 8 " "Cerrada " 20 16 E-0.7 9 " "
HVM+-K H-104 Pulsador " 23 17 LCP-1 9 " "GO+-S- V. Abierta " 24 18 E-1.0 12 " "NM+-O+ Pulsador " 25 19 LCP-1 10 " "
V. Cerrada " 26 20 E-1.1 13 " "f.c Válvula " 29 21 LCP-1 11 " "
abierta " 30 22 E-1.2 14 " "f.c Válvula " 31 23 LCP-1 12 " "Cerrada " 32 24 E-1.3 15 " "
HVM+-K H-105 f.c Válvula " 35 25 LCP-1 13 " "GO+-S- abierta " 36 26 E-1.4 16 " "
f.c Válvula " 37 27 LCP-1 14 " "Cerrada " 38 28 E-1.5 17 " "
HVM+-K H-106 f.c Válvula " 41 29 LCP-1 15 " "GO+-S- abierta " 42 30 E-1.6 18 " "
f.c Válvula " 43 31 LCP-1 16 " "Cerrada " 44 32 E-1.7 19 " "
HVM+-K H-107 f.c Válvula " 47 33 LCP-1 17 " "GO+-S- abierta " 48 34 E-2.0 22 " "
f.c Válvula " 49 35 LCP-1 18 " "Cerrada " 50 36 E-2.1 23 " "
HVM+-K H-108 f.c Válvula " 53 37 LCP-1 19 " "GO+-S- abierta " 54 38 E-2.2 24 " "
f.c Válvula " 55 39 LCP-1 20 " "Cerrada " 56 40 E-2.3 25 " "
HVM+-K H-109 f.c Válvula L1-2 1 41 LCP-1 21 " "GO+-S- abierta " 2 42 E-2.4 26 " "
f.c Válvula " 3 43 LCP-1 22 " "Cerrada " 4 44 E-2.5 27 " "
HVM+-K H-110 Pulsador " 7 45 LCP-1 23 " "GO+-S- V. Abierta " 8 46 E-2.6 28 " "NM+-O+ Pulsador " 9 47 LCP-1 24 " "
V. Cerrada " 10 48 E-2.7 29 " "f.c Válvula " 13 49 LCP-1 25 " "
abierta " 14 50 E-3.0 32 " "f.c Válvula " 15 51 LCP-1 26 " "Cerrada " 16 52 E-3.1 33 " "
HVM+-K H-111 f.c Válvula " 19 53 LCP-1 27 " "GO+-S- abierta " 20 54 E-3.2 34 " "
f.c Válvula " 21 55 LCP-1 28 " "Cerrada " 22 56 E-3.3 35 " "
FVK FV-112 f.c Válvula " 25 57 LCP-1 29 " "GO+-S- abierta " 26 58 E-8.2 4 " "
f.c Válvula " 27 59 LCP-1 30 " "Cerrada " 28 60 E-8.3 5 " "
EL. +4,00m FECHA NOMBRE FIRMADO
DIBUJADO 09/05/2006 N.FERRECOMPROBADO
ESCALALI-1
Nº PLANO: 25PROYECTO: ES-1459PLANTA: D-7 PRODUCCIÓN
REGLETA DE BORNASBASTIDOR SALA DE CONEXIONES
AUTOMATIZACIÓN DE UN PROCESO DE FABRICACIÓN MEDIANTE UN REACTOR QUÍMICO
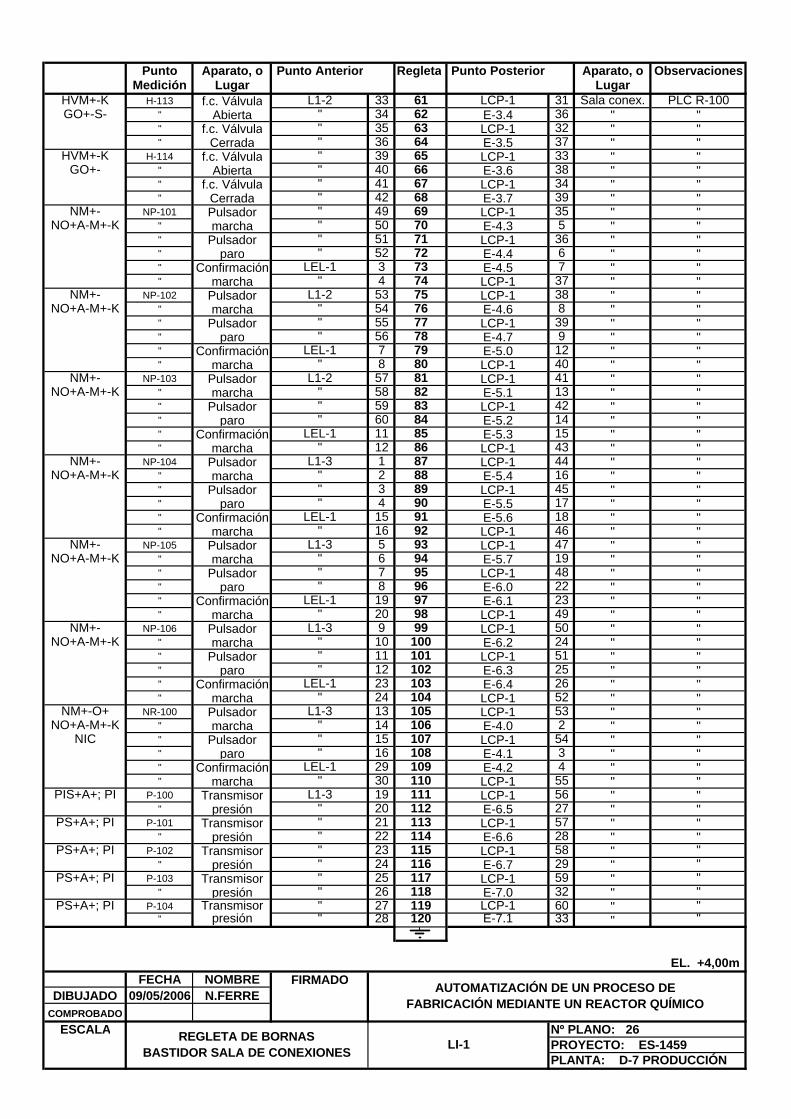
Punto Aparato, o Punto Anterior Regleta Punto Posterior Aparato, o ObservacionesMedición Lugar Lugar
HVM+-K H-113 f.c. Válvula L1-2 33 61 LCP-1 31 Sala conex. PLC R-100GO+-S- " Abierta " 34 62 E-3.4 36 " "
" f.c. Válvula " 35 63 LCP-1 32 " "" Cerrada " 36 64 E-3.5 37 " "
HVM+-K H-114 f.c. Válvula " 39 65 LCP-1 33 " "GO+- " Abierta " 40 66 E-3.6 38 " "
" f.c. Válvula " 41 67 LCP-1 34 " "" Cerrada " 42 68 E-3.7 39 " "
NM+- NP-101 Pulsador " 49 69 LCP-1 35 " "NO+A-M+-K " marcha " 50 70 E-4.3 5 " "
" Pulsador " 51 71 LCP-1 36 " "" paro " 52 72 E-4.4 6 " "" Confirmación LEL-1 3 73 E-4.5 7 " "" marcha " 4 74 LCP-1 37 " "
NM+- NP-102 Pulsador L1-2 53 75 LCP-1 38 " "NO+A-M+-K " marcha " 54 76 E-4.6 8 " "
" Pulsador " 55 77 LCP-1 39 " "" paro " 56 78 E-4.7 9 " "" Confirmación LEL-1 7 79 E-5.0 12 " "" marcha " 8 80 LCP-1 40 " "
NM+- NP-103 Pulsador L1-2 57 81 LCP-1 41 " "NO+A-M+-K " marcha " 58 82 E-5.1 13 " "
" Pulsador " 59 83 LCP-1 42 " "" paro " 60 84 E-5.2 14 " "" Confirmación LEL-1 11 85 E-5.3 15 " "" marcha " 12 86 LCP-1 43 " "
NM+- NP-104 Pulsador L1-3 1 87 LCP-1 44 " "NO+A-M+-K " marcha " 2 88 E-5.4 16 " "
" Pulsador " 3 89 LCP-1 45 " "" paro " 4 90 E-5.5 17 " "" Confirmación LEL-1 15 91 E-5.6 18 " "" marcha " 16 92 LCP-1 46 " "
NM+- NP-105 Pulsador L1-3 5 93 LCP-1 47 " "NO+A-M+-K " marcha " 6 94 E-5.7 19 " "
" Pulsador " 7 95 LCP-1 48 " "" paro " 8 96 E-6.0 22 " "" Confirmación LEL-1 19 97 E-6.1 23 " "" marcha " 20 98 LCP-1 49 " "
NM+- NP-106 Pulsador L1-3 9 99 LCP-1 50 " "NO+A-M+-K " marcha " 10 100 E-6.2 24 " "
" Pulsador " 11 101 LCP-1 51 " "" paro " 12 102 E-6.3 25 " "" Confirmación LEL-1 23 103 E-6.4 26 " "" marcha " 24 104 LCP-1 52 " "
NM+-O+ NR-100 Pulsador L1-3 13 105 LCP-1 53 " "NO+A-M+-K " marcha " 14 106 E-4.0 2 " "
NIC " Pulsador " 15 107 LCP-1 54 " "" paro " 16 108 E-4.1 3 " "" Confirmación LEL-1 29 109 E-4.2 4 " "" marcha " 30 110 LCP-1 55 " "
PIS+A+; PI P-100 Transmisor L1-3 19 111 LCP-1 56 " "" presión " 20 112 E-6.5 27 " "
PS+A+; PI P-101 Transmisor " 21 113 LCP-1 57 " "" presión " 22 114 E-6.6 28 " "
PS+A+; PI P-102 Transmisor " 23 115 LCP-1 58 " "" presión " 24 116 E-6.7 29 " "
PS+A+; PI P-103 Transmisor " 25 117 LCP-1 59 " "" presión " 26 118 E-7.0 32 " "
PS+A+; PI P-104 Transmisor " 27 119 LCP-1 60 " "" presión " 28 120 E-7.1 33 " "
EL. +4,00m FECHA NOMBRE FIRMADO
DIBUJADO 09/05/2006 N.FERRECOMPROBADO
ESCALALI-1
Nº PLANO: 26PROYECTO: ES-1459PLANTA: D-7 PRODUCCIÓN
REGLETA DE BORNASBASTIDOR SALA DE CONEXIONES
AUTOMATIZACIÓN DE UN PROCESO DE FABRICACIÓN MEDIANTE UN REACTOR QUÍMICO
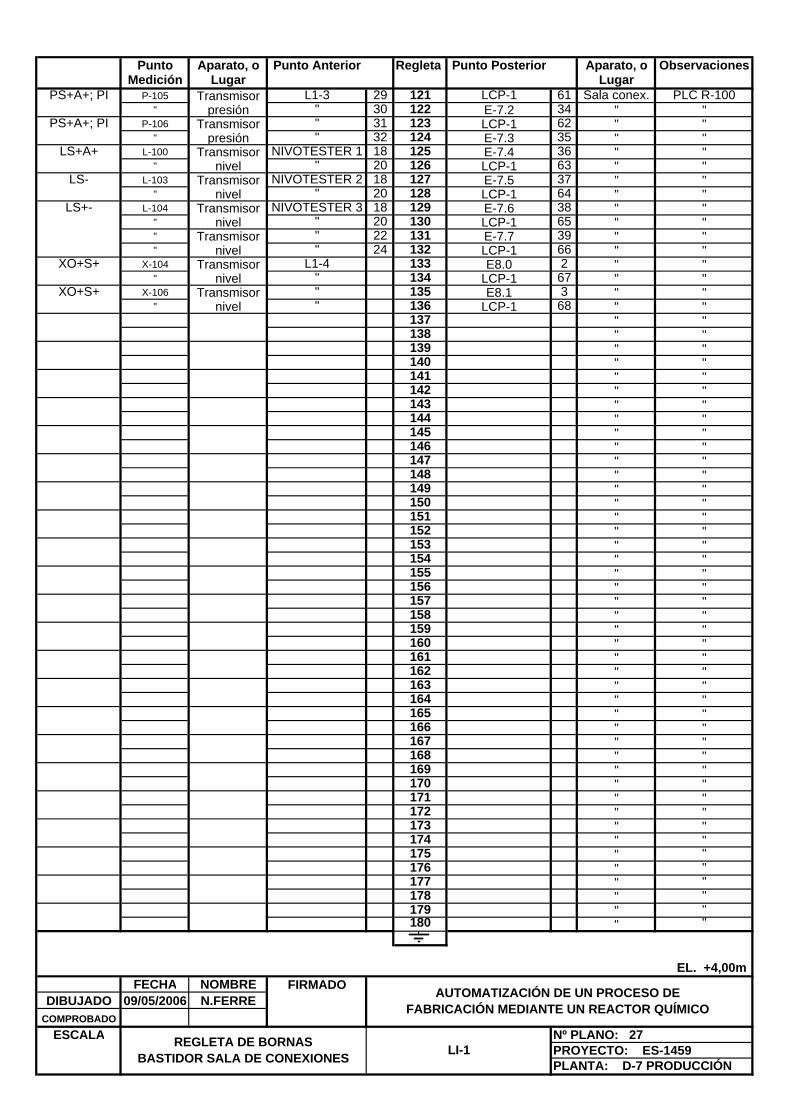
Punto Aparato, o Punto Anterior Regleta Punto Posterior Aparato, o ObservacionesMedición Lugar Lugar
PS+A+; PI P-105 Transmisor L1-3 29 121 LCP-1 61 Sala conex. PLC R-100" presión " 30 122 E-7.2 34 " "
PS+A+; PI P-106 Transmisor " 31 123 LCP-1 62 " "" presión " 32 124 E-7.3 35 " "
LS+A+ L-100 Transmisor NIVOTESTER 1 18 125 E-7.4 36 " "" nivel " 20 126 LCP-1 63 " "
LS- L-103 Transmisor NIVOTESTER 2 18 127 E-7.5 37 " "" nivel " 20 128 LCP-1 64 " "
LS+- L-104 Transmisor NIVOTESTER 3 18 129 E-7.6 38 " "" nivel " 20 130 LCP-1 65 " "" Transmisor " 22 131 E-7.7 39 " "" nivel " 24 132 LCP-1 66 " "
XO+S+ X-104 Transmisor L1-4 133 E8.0 2 " "" nivel " 134 LCP-1 67 " "
XO+S+ X-106 Transmisor " 135 E8.1 3 " "" nivel " 136 LCP-1 68 " "
137 " "138 " "139 " "140 " "141 " "142 " "143 " "144 " "145 " "146 " "147 " "148 " "149 " "150 " "151 " "152 " "153 " "154 " "155 " "156 " "157 " "158 " "159 " "160 " "161 " "162 " "163 " "164 " "165 " "166 " "167 " "168 " "169 " "170 " "171 " "172 " "173 " "174 " "175 " "176 " "177 " "178 " "179 " "180 " "
EL. +4,00m FECHA NOMBRE FIRMADO
DIBUJADO 09/05/2006 N.FERRECOMPROBADO
ESCALALI-1
Nº PLANO: 27PROYECTO: ES-1459PLANTA: D-7 PRODUCCIÓN
REGLETA DE BORNASBASTIDOR SALA DE CONEXIONES
AUTOMATIZACIÓN DE UN PROCESO DE FABRICACIÓN MEDIANTE UN REACTOR QUÍMICO
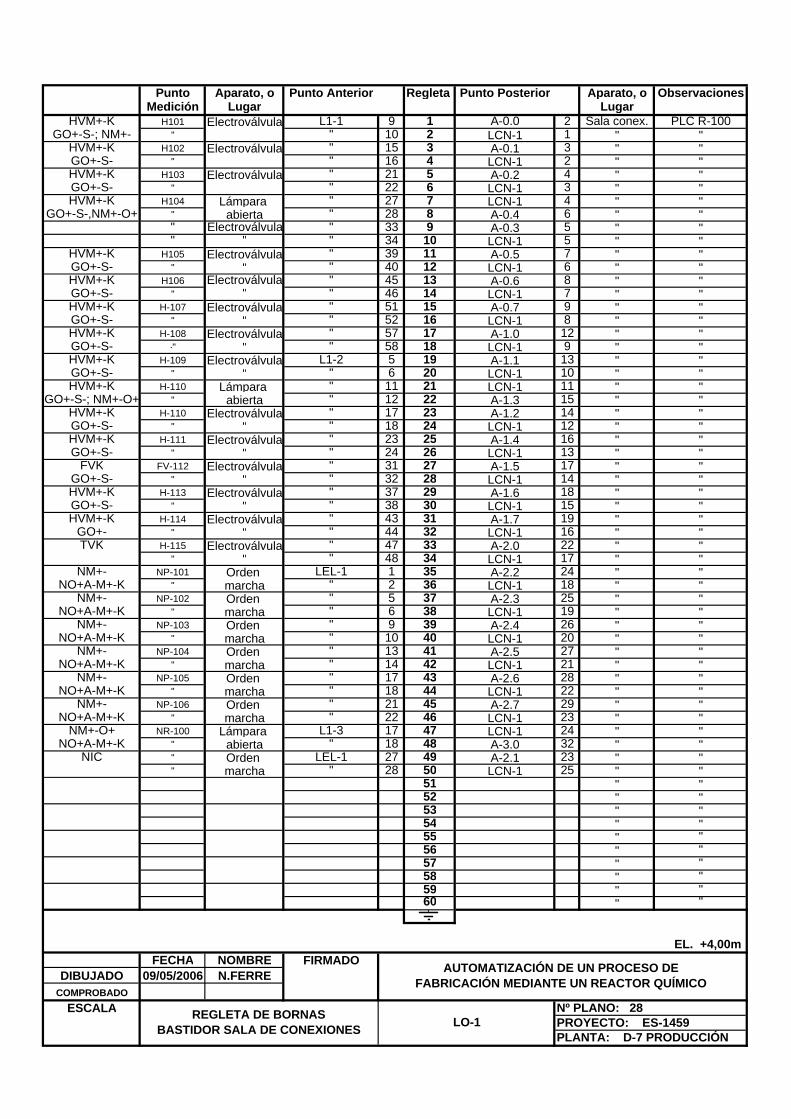
Punto Aparato, o Punto Anterior Regleta Punto Posterior Aparato, o ObservacionesMedición Lugar Lugar
HVM+-K H101 Electroválvula L1-1 9 1 A-0.0 2 Sala conex. PLC R-100GO+-S-; NM+- " " 10 2 LCN-1 1 " "
HVM+-K H102 Electroválvula " 15 3 A-0.1 3 " "GO+-S- " " 16 4 LCN-1 2 " "HVM+-K H103 Electroválvula " 21 5 A-0.2 4 " "GO+-S- " " 22 6 LCN-1 3 " "HVM+-K H104 Lámpara " 27 7 LCN-1 4 " "
GO+-S-,NM+-O+ " abierta " 28 8 A-0.4 6 " "" Electroválvula " 33 9 A-0.3 5 " "" " " 34 10 LCN-1 5 " "
HVM+-K H105 Electroválvula " 39 11 A-0.5 7 " "GO+-S- " " " 40 12 LCN-1 6 " "HVM+-K H106 Electroválvula " 45 13 A-0.6 8 " "GO+-S- " " " 46 14 LCN-1 7 " "HVM+-K H-107 Electroválvula " 51 15 A-0.7 9 " "GO+-S- " " " 52 16 LCN-1 8 " "HVM+-K H-108 Electroválvula " 57 17 A-1.0 12 " "GO+-S- ·" " " 58 18 LCN-1 9 " "HVM+-K H-109 Electroválvula L1-2 5 19 A-1.1 13 " "GO+-S- " " " 6 20 LCN-1 10 " "HVM+-K H-110 Lámpara " 11 21 LCN-1 11 " "
GO+-S-; NM+-O+ " abierta " 12 22 A-1.3 15 " "HVM+-K H-110 Electroválvula " 17 23 A-1.2 14 " "GO+-S- " " " 18 24 LCN-1 12 " "HVM+-K H-111 Electroválvula " 23 25 A-1.4 16 " "GO+-S- " " " 24 26 LCN-1 13 " "
FVK FV-112 Electroválvula " 31 27 A-1.5 17 " "GO+-S- " " " 32 28 LCN-1 14 " "HVM+-K H-113 Electroválvula " 37 29 A-1.6 18 " "GO+-S- " " " 38 30 LCN-1 15 " "HVM+-K H-114 Electroválvula " 43 31 A-1.7 19 " "
GO+- " " " 44 32 LCN-1 16 " "TVK H-115 Electroválvula " 47 33 A-2.0 22 " "
" " " 48 34 LCN-1 17 " "NM+- NP-101 Orden LEL-1 1 35 A-2.2 24 " "
NO+A-M+-K " marcha " 2 36 LCN-1 18 " "NM+- NP-102 Orden " 5 37 A-2.3 25 " "
NO+A-M+-K " marcha " 6 38 LCN-1 19 " "NM+- NP-103 Orden " 9 39 A-2.4 26 " "
NO+A-M+-K " marcha " 10 40 LCN-1 20 " "NM+- NP-104 Orden " 13 41 A-2.5 27 " "
NO+A-M+-K " marcha " 14 42 LCN-1 21 " "NM+- NP-105 Orden " 17 43 A-2.6 28 " "
NO+A-M+-K " marcha " 18 44 LCN-1 22 " "NM+- NP-106 Orden " 21 45 A-2.7 29 " "
NO+A-M+-K " marcha " 22 46 LCN-1 23 " "NM+-O+ NR-100 Lámpara L1-3 17 47 LCN-1 24 " "
NO+A-M+-K " abierta " 18 48 A-3.0 32 " "NIC " Orden LEL-1 27 49 A-2.1 23 " "
" marcha " 28 50 LCN-1 25 " "51 " "52 " "53 " "54 " "55 " "56 " "57 " "58 " "59 " "60 " "
EL. +4,00m FECHA NOMBRE FIRMADO
DIBUJADO 09/05/2006 N.FERRECOMPROBADO
ESCALALO-1
Nº PLANO: 28PROYECTO: ES-1459PLANTA: D-7 PRODUCCIÓN
REGLETA DE BORNASBASTIDOR SALA DE CONEXIONES
AUTOMATIZACIÓN DE UN PROCESO DE FABRICACIÓN MEDIANTE UN REACTOR QUÍMICO
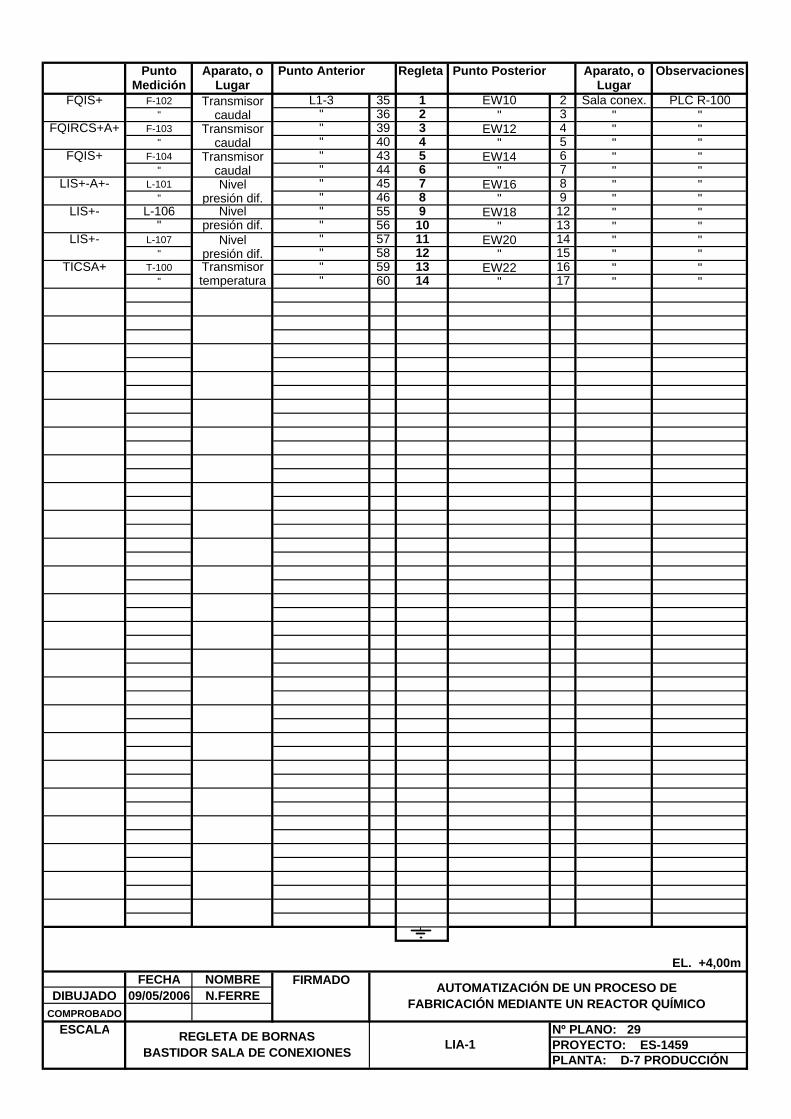
Punto Aparato, o Punto Anterior Regleta Punto Posterior Aparato, o ObservacionesMedición Lugar Lugar
FQIS+ F-102 Transmisor L1-3 35 1 EW10 2 Sala conex. PLC R-100" caudal " 36 2 " 3 " "
FQIRCS+A+ F-103 Transmisor " 39 3 EW12 4 " "" caudal " 40 4 " 5 " "
FQIS+ F-104 Transmisor " 43 5 EW14 6 " "" caudal " 44 6 " 7 " "
LIS+-A+- L-101 Nivel " 45 7 EW16 8 " "" presión dif. " 46 8 " 9 " "
LIS+- L-106 Nivel " 55 9 EW18 12 " "" presión dif. " 56 10 " 13 " "
LIS+- L-107 Nivel " 57 11 EW20 14 " "" presión dif. " 58 12 " 15 " "
TICSA+ T-100 Transmisor " 59 13 EW22 16 " "" temperatura " 60 14 " 17 " "
EL. +4,00m FECHA NOMBRE FIRMADO
DIBUJADO 09/05/2006 N.FERRECOMPROBADO
ESCALALIA-1
Nº PLANO: 29PROYECTO: ES-1459PLANTA: D-7 PRODUCCIÓN
REGLETA DE BORNASBASTIDOR SALA DE CONEXIONES
AUTOMATIZACIÓN DE UN PROCESO DE FABRICACIÓN MEDIANTE UN REACTOR QUÍMICO
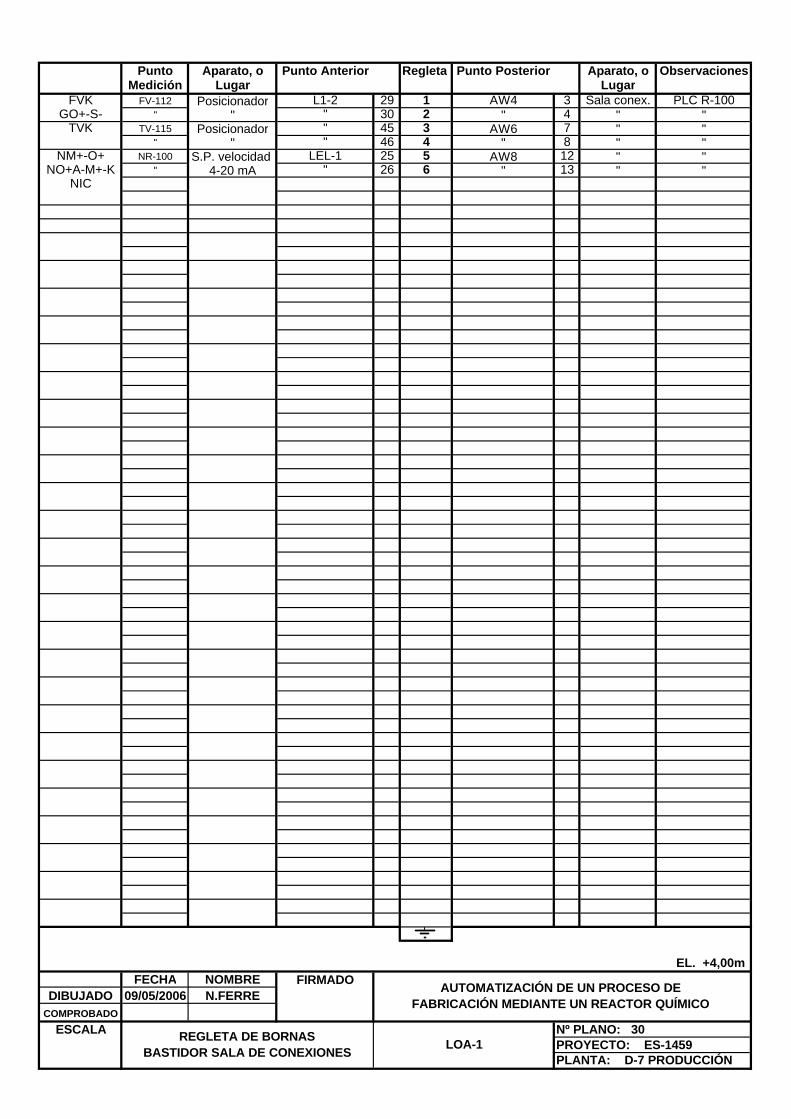
Punto Aparato, o Punto Anterior Regleta Punto Posterior Aparato, o ObservacionesMedición Lugar Lugar
FVK FV-112 Posicionador L1-2 29 1 AW4 3 Sala conex. PLC R-100GO+-S- " " " 30 2 " 4 " "
TVK TV-115 Posicionador " 45 3 AW6 7 " "" " " 46 4 " 8 " "
NM+-O+ NR-100 S.P. velocidad LEL-1 25 5 AW8 12 " "NO+A-M+-K " 4-20 mA " 26 6 " 13 " "
NIC
EL. +4,00m FECHA NOMBRE FIRMADO
DIBUJADO 09/05/2006 N.FERRECOMPROBADO
ESCALALOA-1
Nº PLANO: 30PROYECTO: ES-1459PLANTA: D-7 PRODUCCIÓN
REGLETA DE BORNASBASTIDOR SALA DE CONEXIONES
AUTOMATIZACIÓN DE UN PROCESO DE FABRICACIÓN MEDIANTE UN REACTOR QUÍMICO
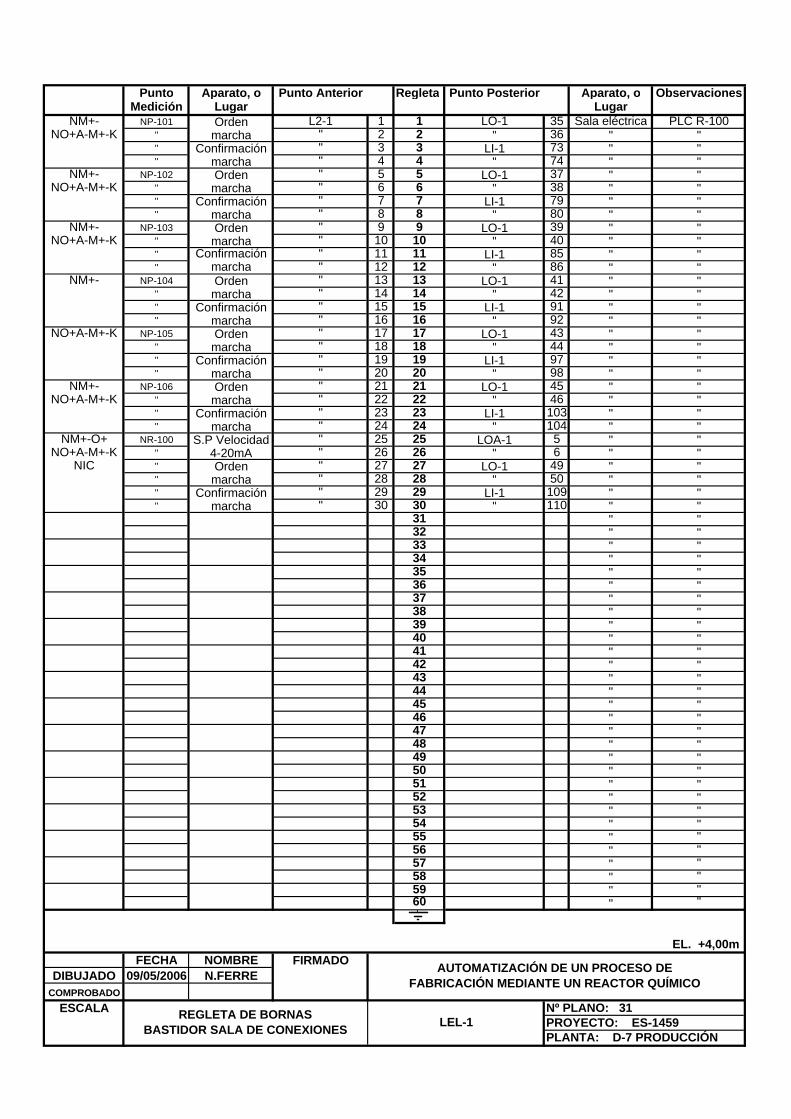
Punto Aparato, o Punto Anterior Regleta Punto Posterior Aparato, o ObservacionesMedición Lugar Lugar
NM+- NP-101 Orden L2-1 1 1 LO-1 35 Sala eléctrica PLC R-100NO+A-M+-K " marcha " 2 2 " 36 " "
" Confirmación " 3 3 LI-1 73 " "" marcha " 4 4 " 74 " "
NM+- NP-102 Orden " 5 5 LO-1 37 " "NO+A-M+-K " marcha " 6 6 " 38 " "
" Confirmación " 7 7 LI-1 79 " "" marcha " 8 8 " 80 " "
NM+- NP-103 Orden " 9 9 LO-1 39 " "NO+A-M+-K " marcha " 10 10 " 40 " "
" Confirmación " 11 11 LI-1 85 " "" marcha " 12 12 " 86 " "
NM+- NP-104 Orden " 13 13 LO-1 41 " "" marcha " 14 14 " 42 " "" Confirmación " 15 15 LI-1 91 " "" marcha " 16 16 " 92 " "
NO+A-M+-K NP-105 Orden " 17 17 LO-1 43 " "" marcha " 18 18 " 44 " "" Confirmación " 19 19 LI-1 97 " "" marcha " 20 20 " 98 " "
NM+- NP-106 Orden " 21 21 LO-1 45 " "NO+A-M+-K " marcha " 22 22 " 46 " "
" Confirmación " 23 23 LI-1 103 " "" marcha " 24 24 " 104 " "
NM+-O+ NR-100 S.P Velocidad " 25 25 LOA-1 5 " "NO+A-M+-K " 4-20mA " 26 26 " 6 " "
NIC " Orden " 27 27 LO-1 49 " "" marcha " 28 28 " 50 " "" Confirmación " 29 29 LI-1 109 " "" marcha " 30 30 " 110 " "
31 " "32 " "33 " "34 " "35 " "36 " "37 " "38 " "39 " "40 " "41 " "42 " "43 " "44 " "45 " "46 " "47 " "48 " "49 " "50 " "51 " "52 " "53 " "54 " "55 " "56 " "57 " "58 " "59 " "60 " "
EL. +4,00m FECHA NOMBRE FIRMADO
DIBUJADO 09/05/2006 N.FERRECOMPROBADO
ESCALALEL-1
Nº PLANO: 31PROYECTO: ES-1459PLANTA: D-7 PRODUCCIÓN
REGLETA DE BORNASBASTIDOR SALA DE CONEXIONES
AUTOMATIZACIÓN DE UN PROCESO DE FABRICACIÓN MEDIANTE UN REACTOR QUÍMICO
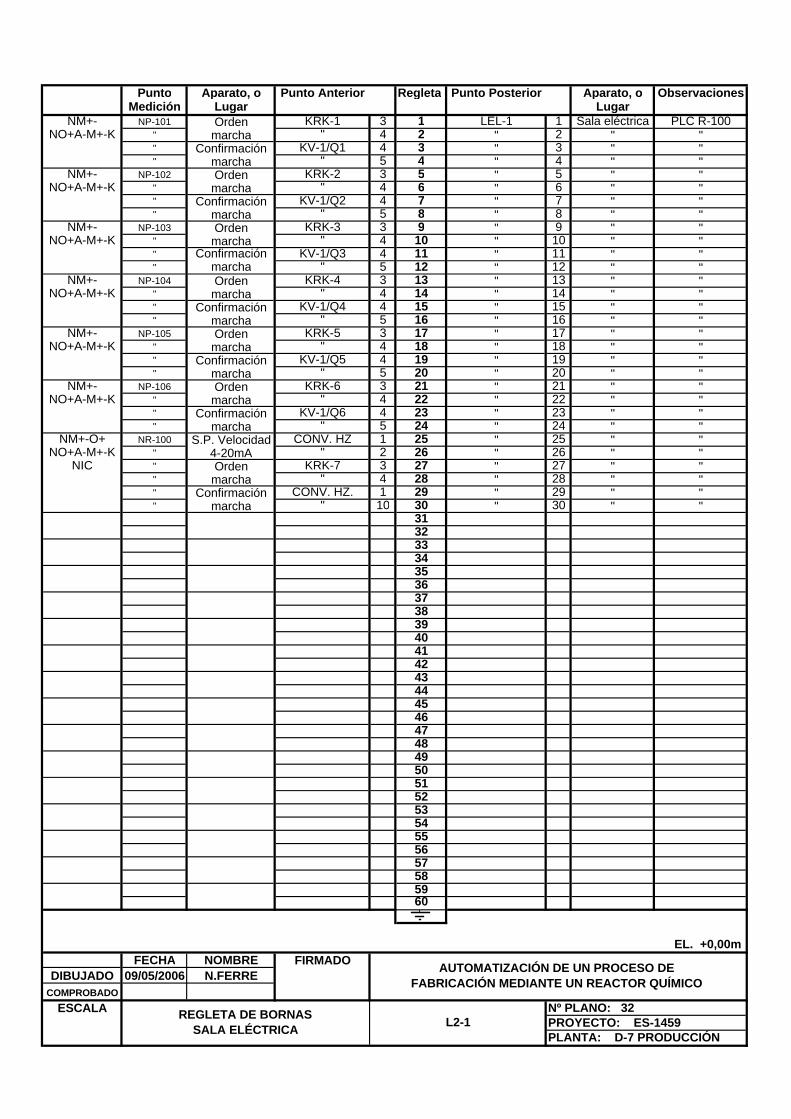
Punto Aparato, o Punto Anterior Regleta Punto Posterior Aparato, o ObservacionesMedición Lugar Lugar
NM+- NP-101 Orden KRK-1 3 1 LEL-1 1 Sala eléctrica PLC R-100NO+A-M+-K " marcha " 4 2 " 2 " "
" Confirmación KV-1/Q1 4 3 " 3 " "" marcha " 5 4 " 4 " "
NM+- NP-102 Orden KRK-2 3 5 " 5 " "NO+A-M+-K " marcha " 4 6 " 6 " "
" Confirmación KV-1/Q2 4 7 " 7 " "" marcha " 5 8 " 8 " "
NM+- NP-103 Orden KRK-3 3 9 " 9 " "NO+A-M+-K " marcha " 4 10 " 10 " "
" Confirmación KV-1/Q3 4 11 " 11 " "" marcha " 5 12 " 12 " "
NM+- NP-104 Orden KRK-4 3 13 " 13 " "NO+A-M+-K " marcha " 4 14 " 14 " "
" Confirmación KV-1/Q4 4 15 " 15 " "" marcha " 5 16 " 16 " "
NM+- NP-105 Orden KRK-5 3 17 " 17 " "NO+A-M+-K " marcha " 4 18 " 18 " "
" Confirmación KV-1/Q5 4 19 " 19 " "" marcha " 5 20 " 20 " "
NM+- NP-106 Orden KRK-6 3 21 " 21 " "NO+A-M+-K " marcha " 4 22 " 22 " "
" Confirmación KV-1/Q6 4 23 " 23 " "" marcha " 5 24 " 24 " "
NM+-O+ NR-100 S.P. Velocidad CONV. HZ 1 25 " 25 " "NO+A-M+-K " 4-20mA " 2 26 " 26 " "
NIC " Orden KRK-7 3 27 " 27 " "" marcha " 4 28 " 28 " "" Confirmación CONV. HZ. 1 29 " 29 " "" marcha " 10 30 " 30 " "
313233343536373839404142434445464748495051525354555657585960
EL. +0,00m FECHA NOMBRE FIRMADO
DIBUJADO 09/05/2006 N.FERRECOMPROBADO
ESCALAL2-1
Nº PLANO: 32PROYECTO: ES-1459PLANTA: D-7 PRODUCCIÓN
REGLETA DE BORNASSALA ELÉCTRICA
AUTOMATIZACIÓN DE UN PROCESO DE FABRICACIÓN MEDIANTE UN REACTOR QUÍMICO
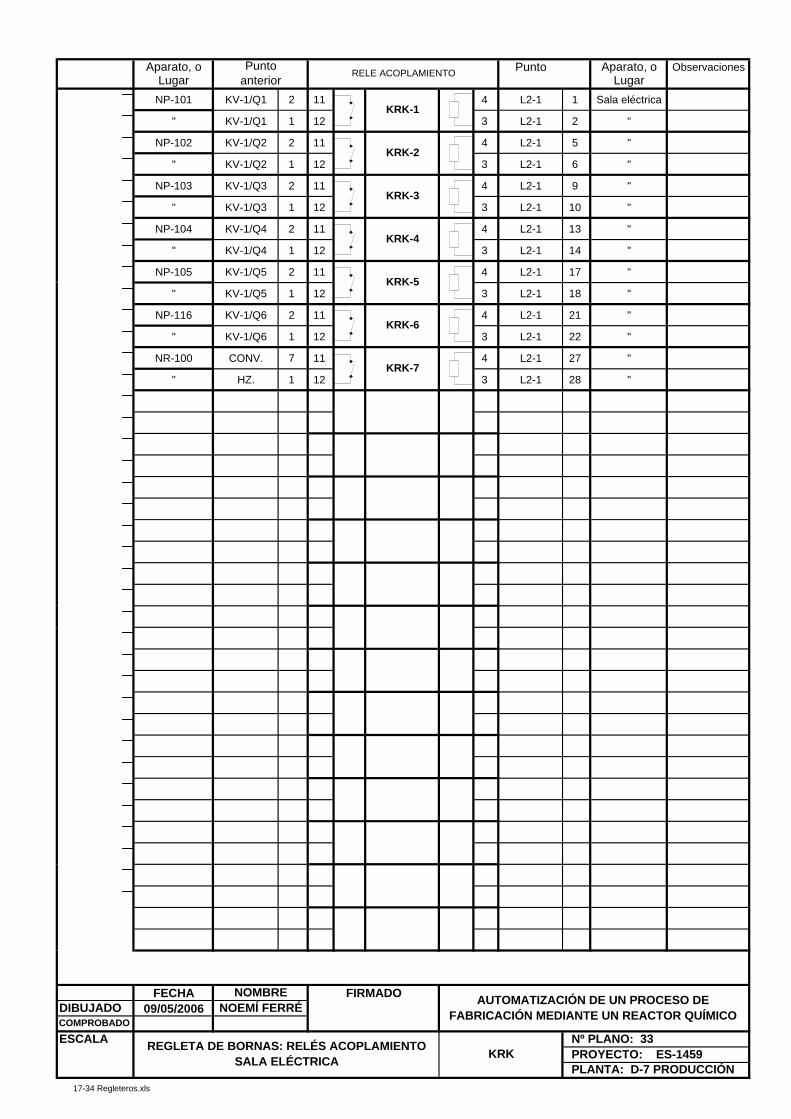
Aparato, o Punto Aparato, o ObservacionesLugar Lugar
NP-101 KV-1/Q1 2 11 4 L2-1 1 Sala eléctrica
" KV-1/Q1 1 12 3 L2-1 2 "
NP-102 KV-1/Q2 2 11 4 L2-1 5 "
" KV-1/Q2 1 12 3 L2-1 6 "
NP-103 KV-1/Q3 2 11 4 L2-1 9 "
" KV-1/Q3 1 12 3 L2-1 10 "
NP-104 KV-1/Q4 2 11 4 L2-1 13 "
" KV-1/Q4 1 12 3 L2-1 14 "
NP-105 KV-1/Q5 2 11 4 L2-1 17 "
" KV-1/Q5 1 12 3 L2-1 18 "
NP-116 KV-1/Q6 2 11 4 L2-1 21 "
" KV-1/Q6 1 12 3 L2-1 22 "
NR-100 CONV. 7 11 4 L2-1 27 "
" HZ. 1 12 3 L2-1 28 "
FECHA09/05/2006
Puntoanterior
KRK-1
KRK-2
KRK-3
KRK-4
KRK-5
KRK-6
RELE ACOPLAMIENTO
DIBUJADOCOMPROBADO
ESCALA
NOMBRE FIRMADONOEMÍ FERRÉ
Nº PLANO: 33 PROYECTO: ES-1459 PLANTA: D-7 PRODUCCIÓN
REGLETA DE BORNAS: RELÉS ACOPLAMIENTO SALA ELÉCTRICA
KRK
KRK-7
AUTOMATIZACIÓN DE UN PROCESO DE FABRICACIÓN MEDIANTE UN REACTOR QUÍMICO
17-34 Regleteros.xls
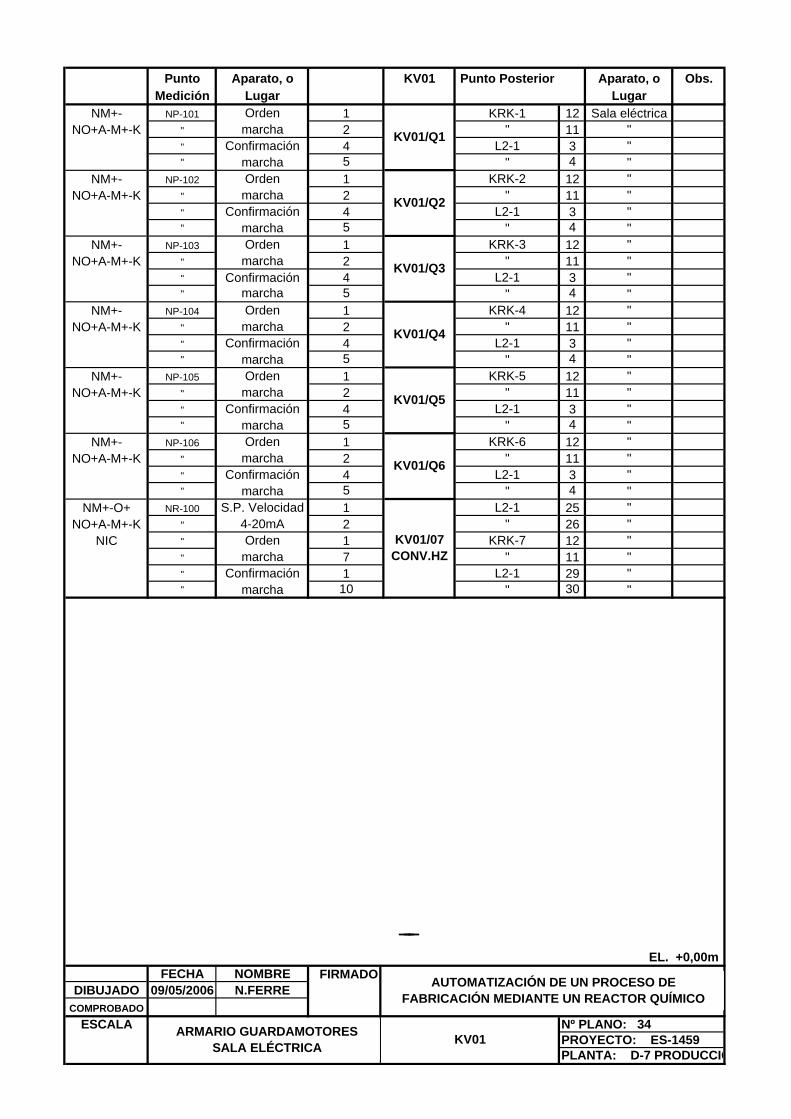
Punto Aparato, o KV01 Punto Posterior Aparato, o Obs.Medición Lugar Lugar
NM+- NP-101 Orden KRK-1 12 Sala eléctricaNO+A-M+-K " marcha " 11 "
" Confirmación L2-1 3 "" marcha " 4 "
NM+- NP-102 Orden KRK-2 12 "NO+A-M+-K " marcha " 11 "
" Confirmación L2-1 3 "" marcha " 4 "
NM+- NP-103 Orden KRK-3 12 "NO+A-M+-K " marcha " 11 "
" Confirmación L2-1 3 "" marcha " 4 "
NM+- NP-104 Orden KRK-4 12 "NO+A-M+-K " marcha " 11 "
" Confirmación L2-1 3 "" marcha " 4 "
NM+- NP-105 Orden KRK-5 12 "NO+A-M+-K " marcha " 11 "
" Confirmación L2-1 3 "" marcha " 4 "
NM+- NP-106 Orden KRK-6 12 "NO+A-M+-K " marcha " 11 "
" Confirmación L2-1 3 "" marcha " 4 "
NM+-O+ NR-100 S.P. Velocidad L2-1 25 "NO+A-M+-K " 4-20mA " 26 "
NIC " Orden KRK-7 12 "" marcha " 11 "" Confirmación L2-1 29 "" marcha " 30 "
EL. +0,00m FECHA NOMBRE FIRMADO
DIBUJADO 09/05/2006 N.FERRECOMPROBADO
ESCALAKV01
Nº PLANO: 34PROYECTO: ES-1459PLANTA: D-7 PRODUCCIÓN
124
KV01/Q1
1245
512
KV01/Q2
KV01/Q3
KV01/Q4
5124
KV01/Q5
KV01/Q6
KV01/07 CONV.HZ
45124512451
10
2171
ARMARIO GUARDAMOTORESSALA ELÉCTRICA
AUTOMATIZACIÓN DE UN PROCESO DE FABRICACIÓN MEDIANTE UN REACTOR QUÍMICO
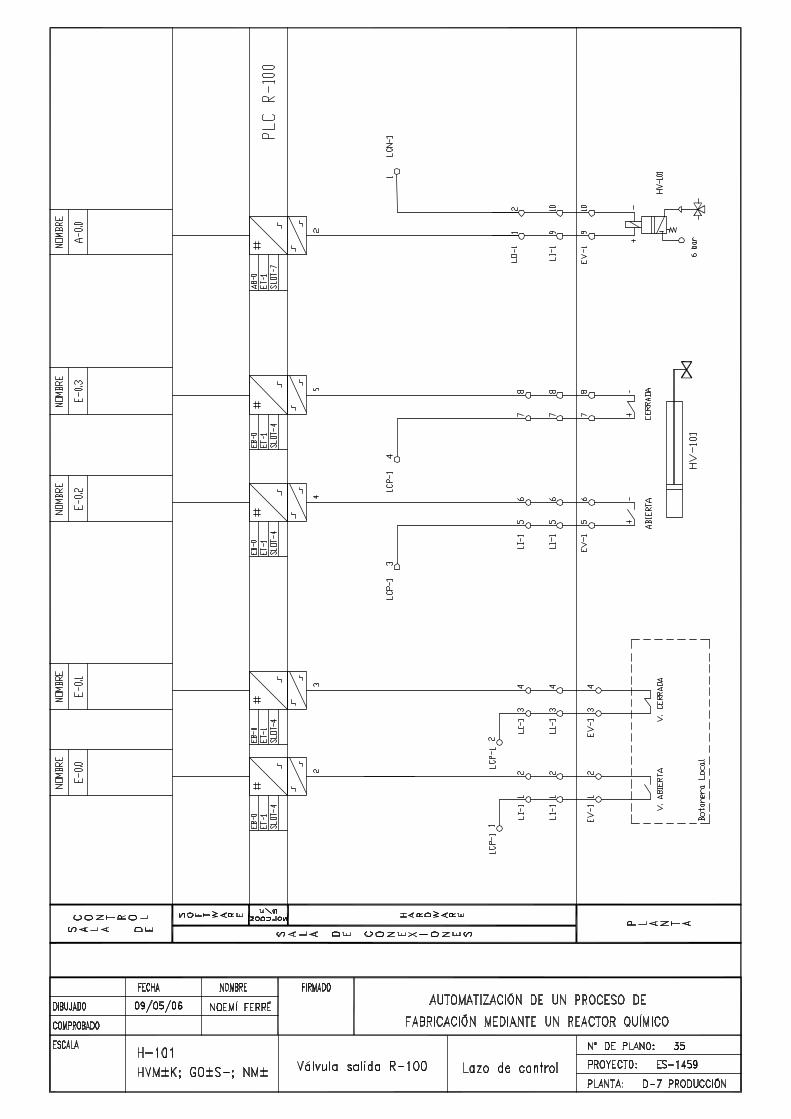
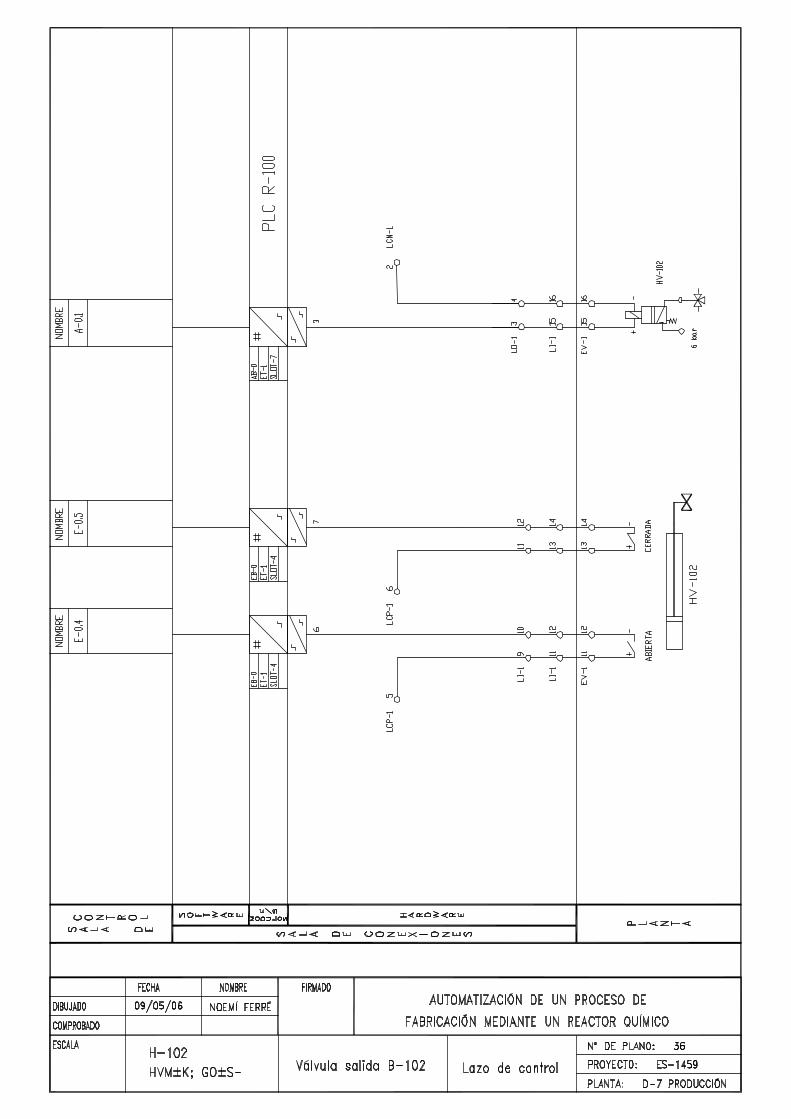


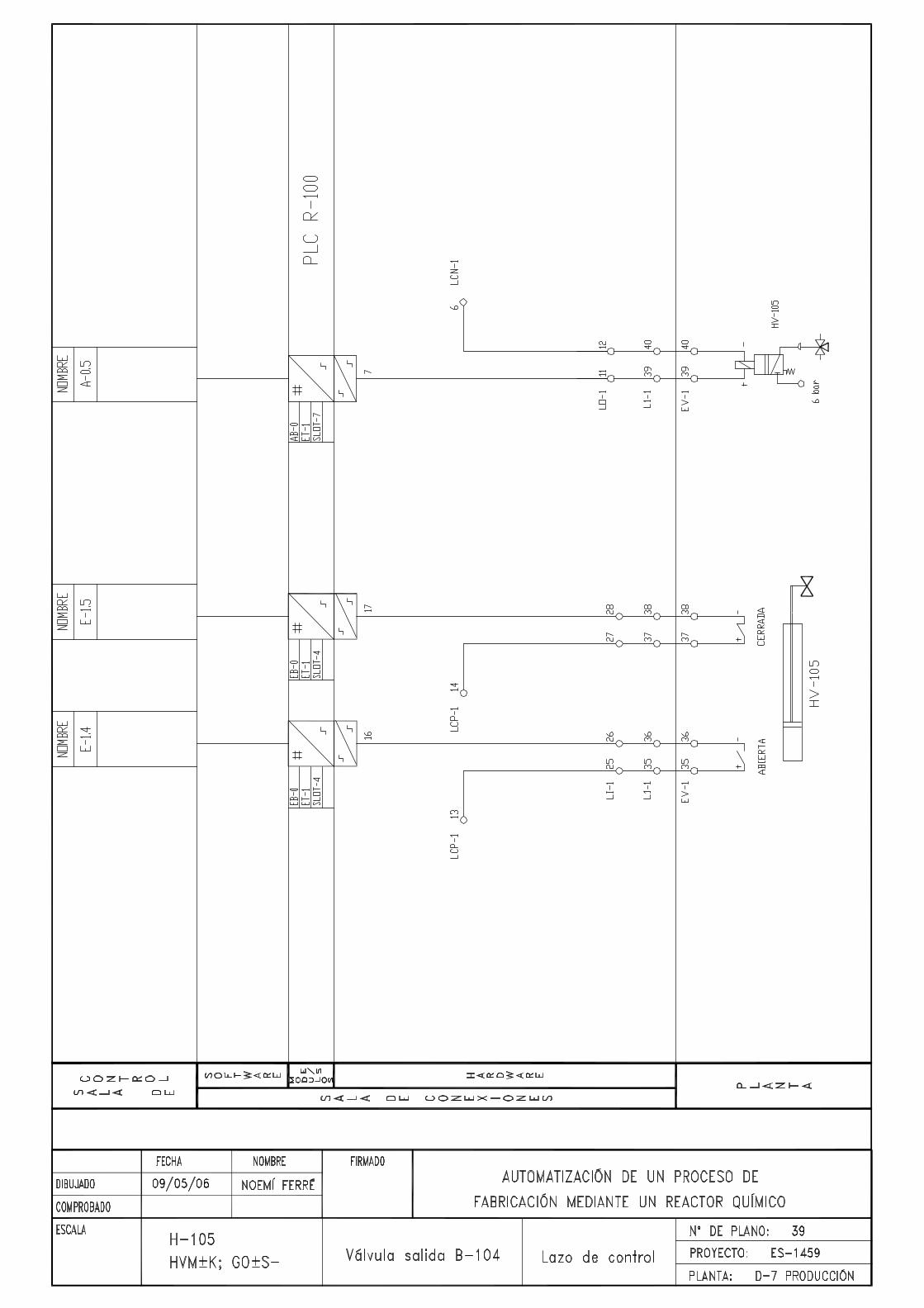
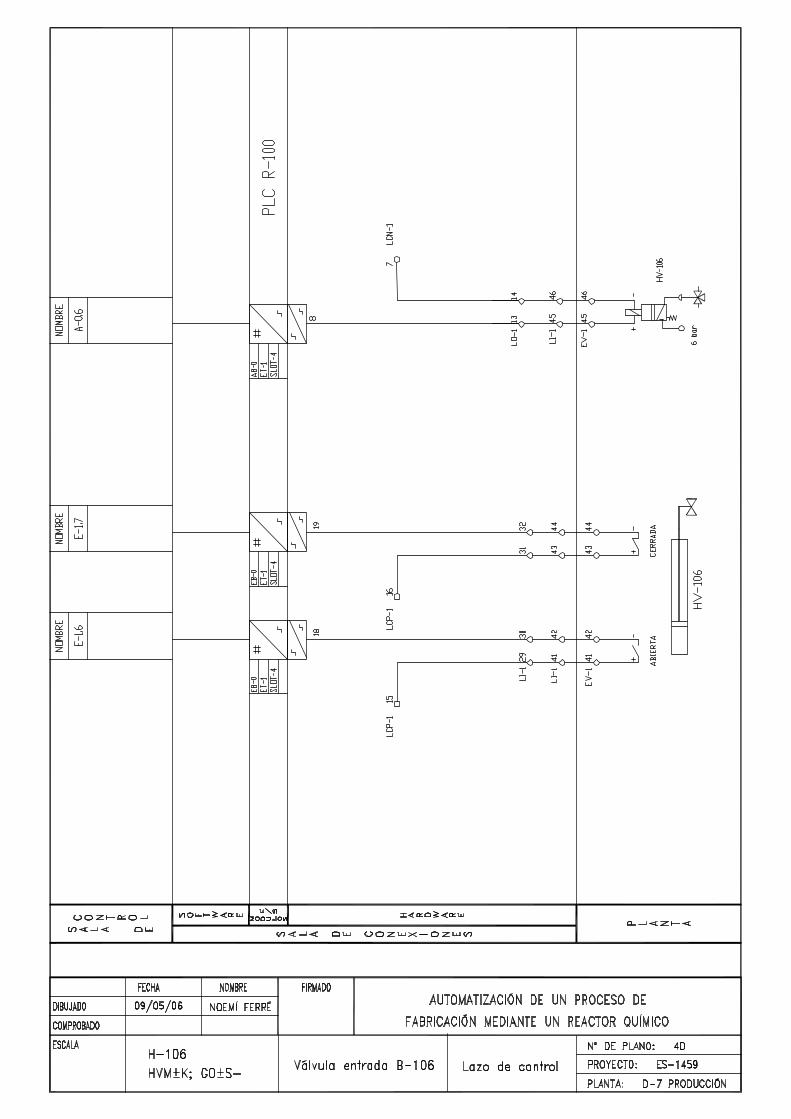
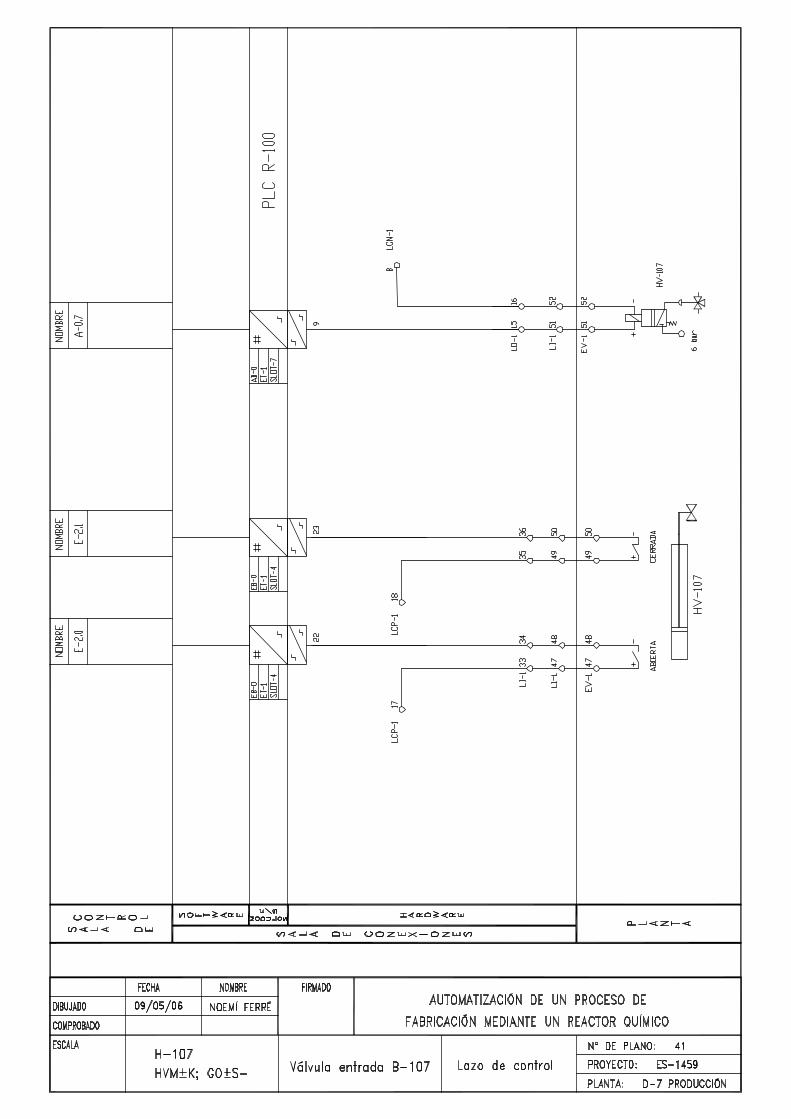
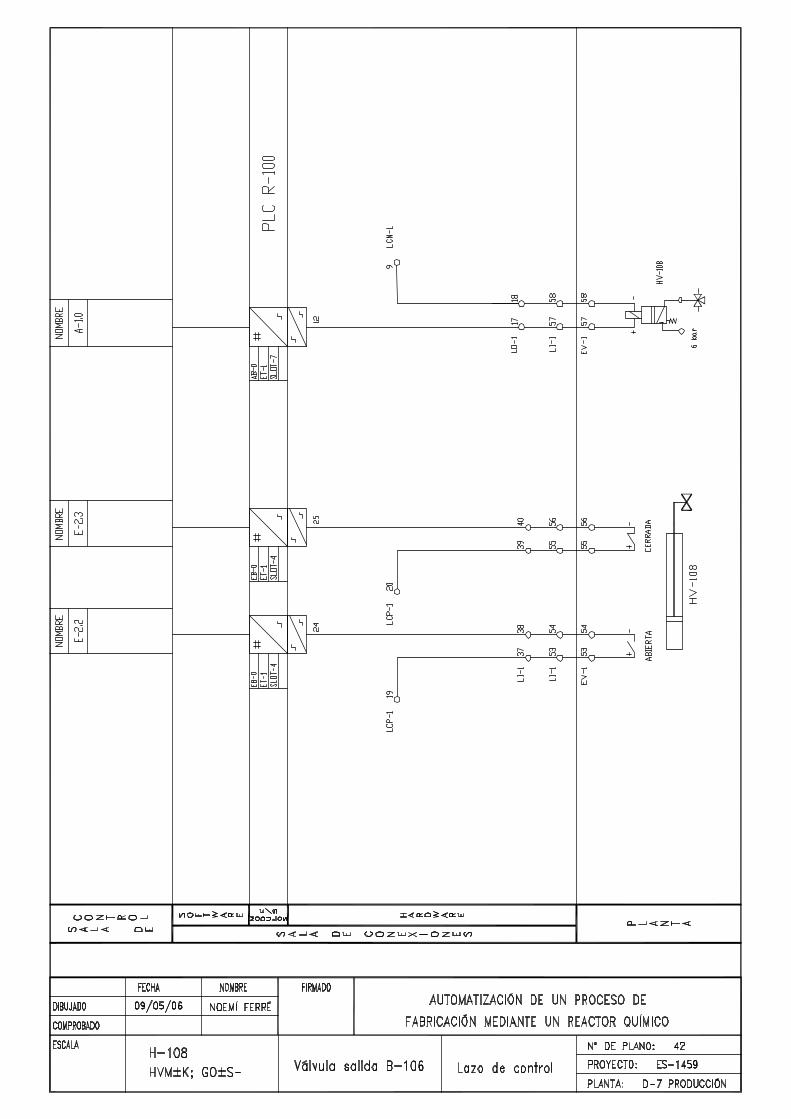
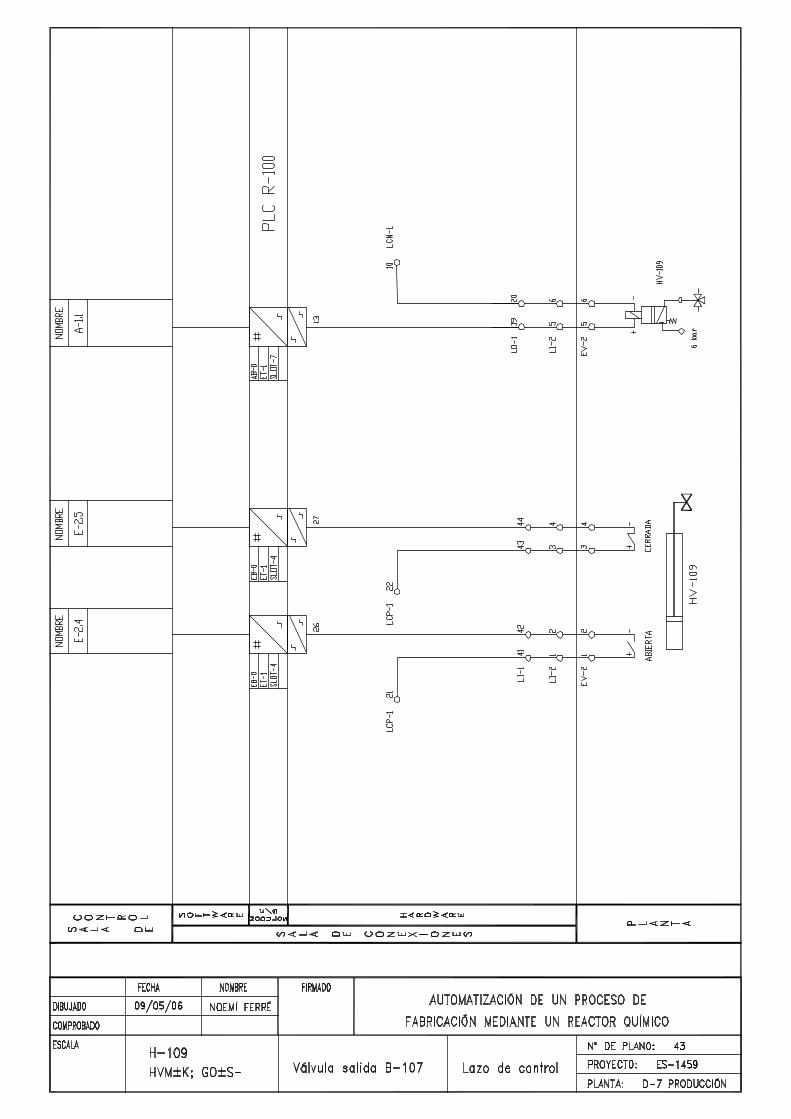
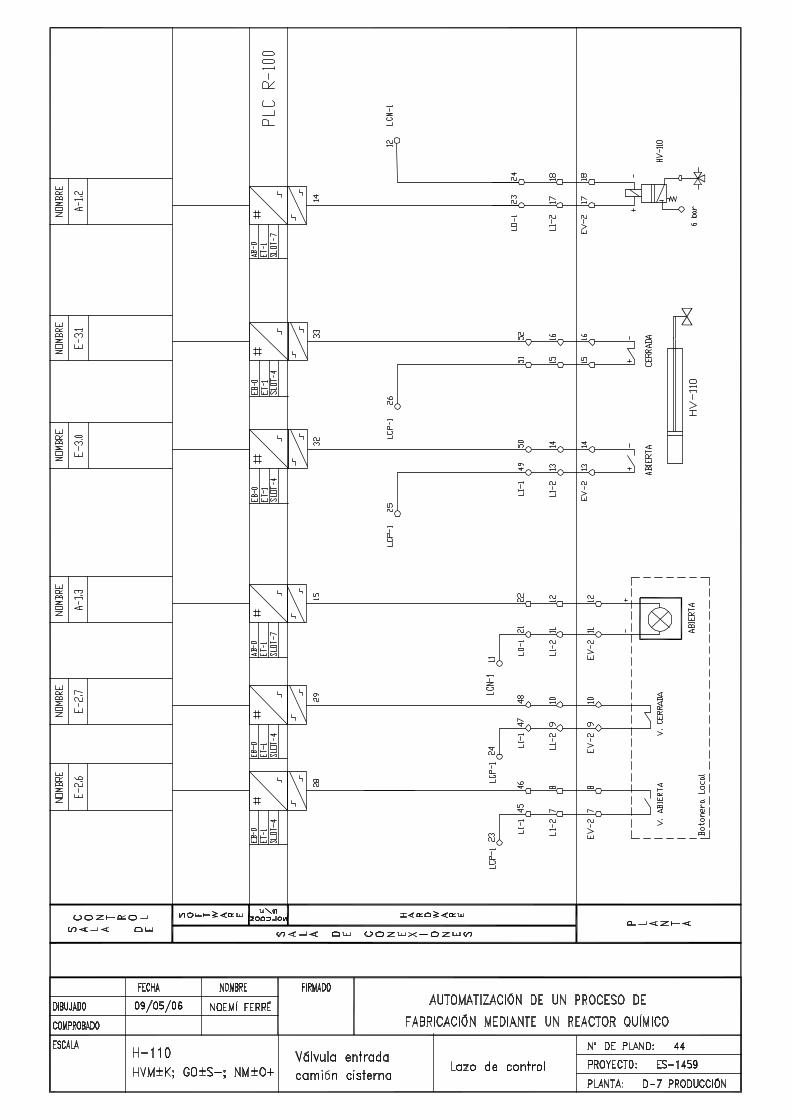
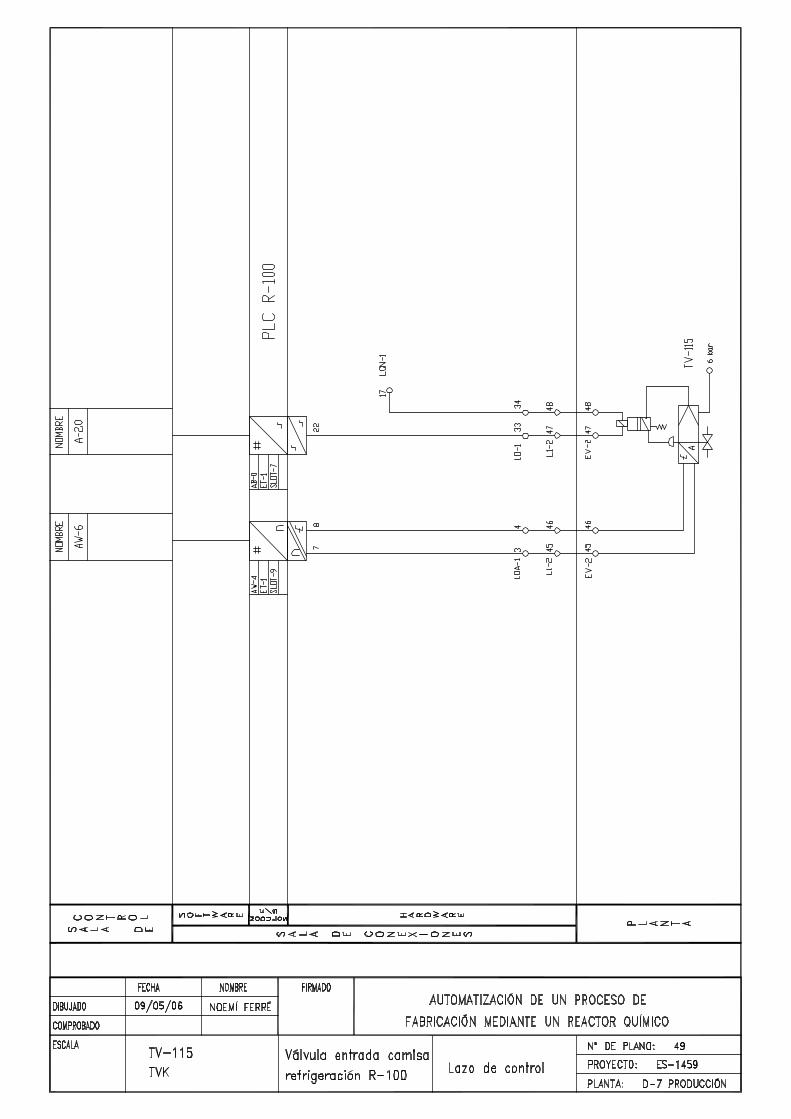



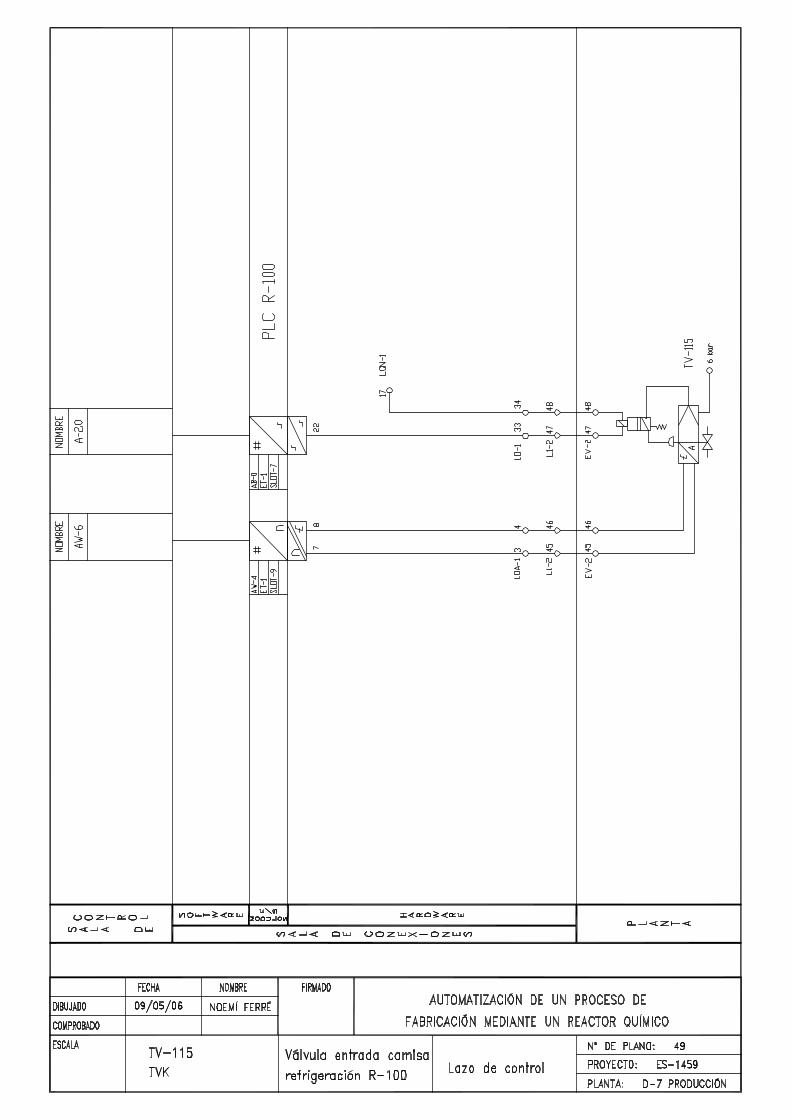
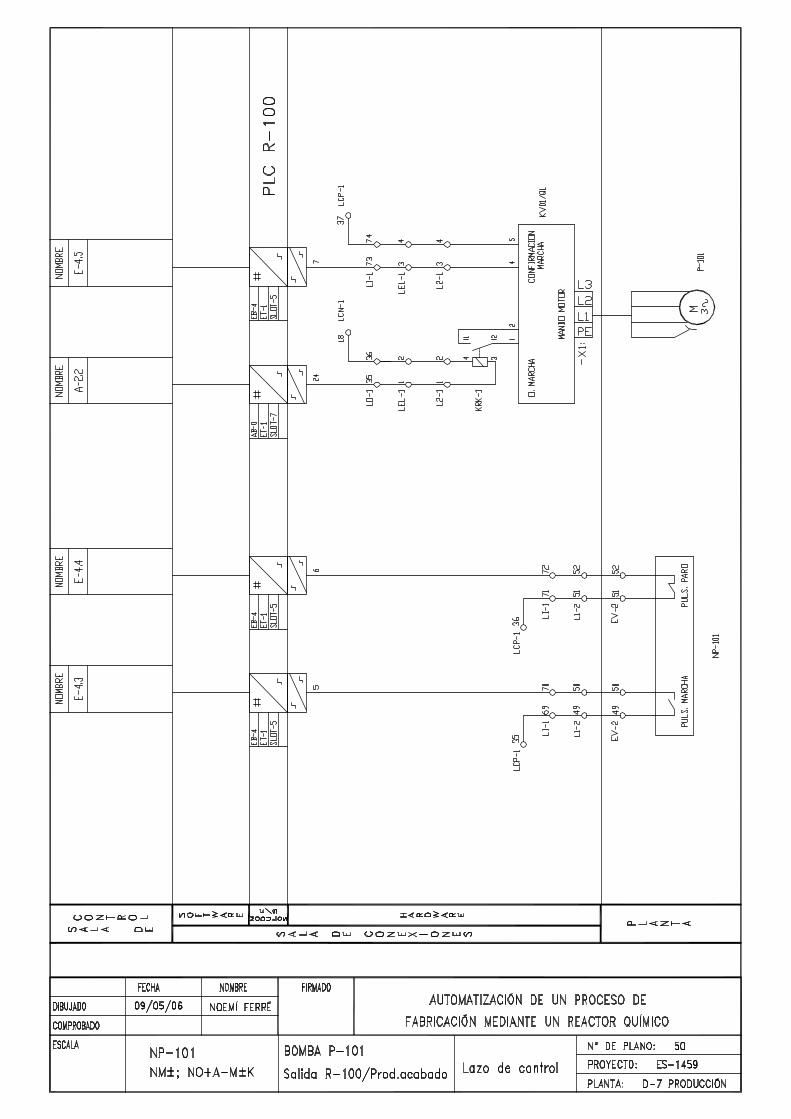
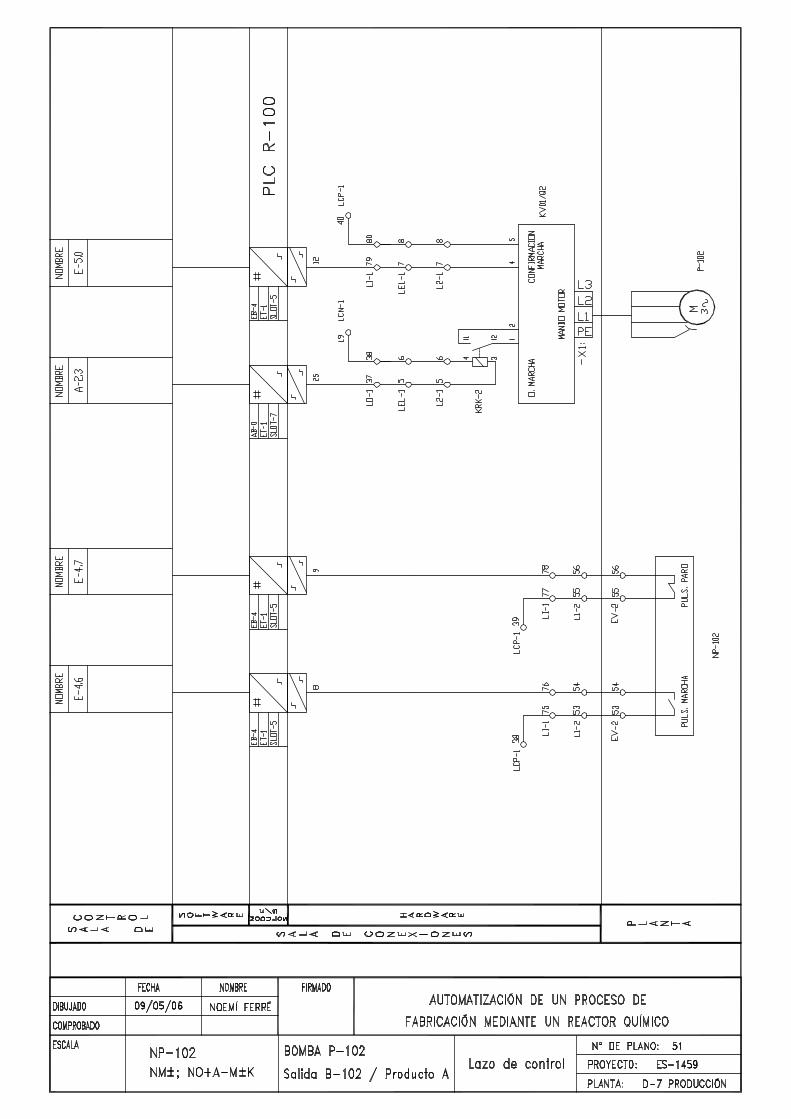
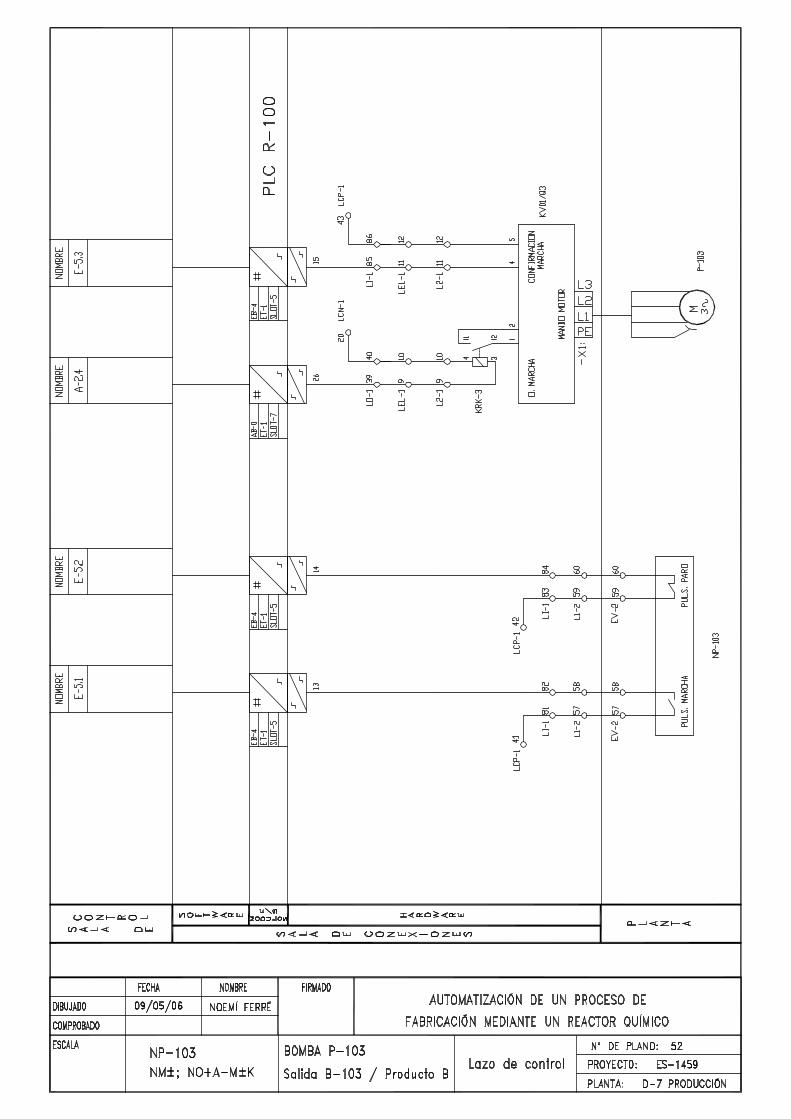

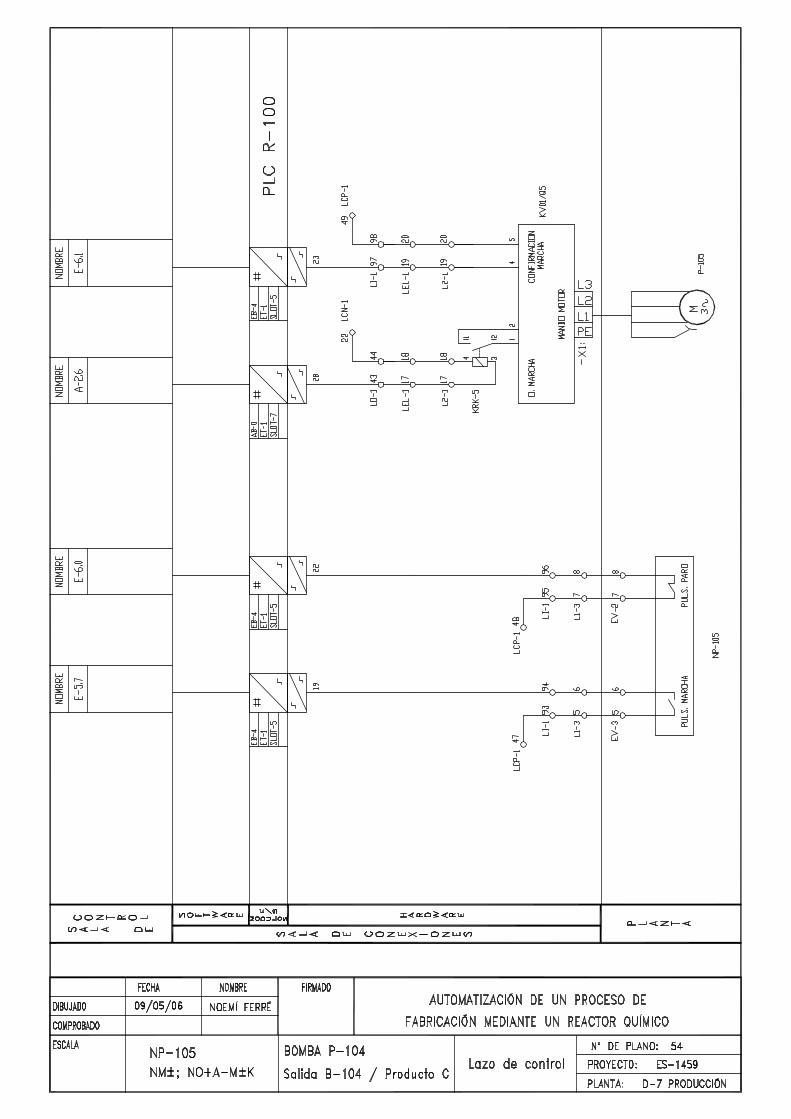
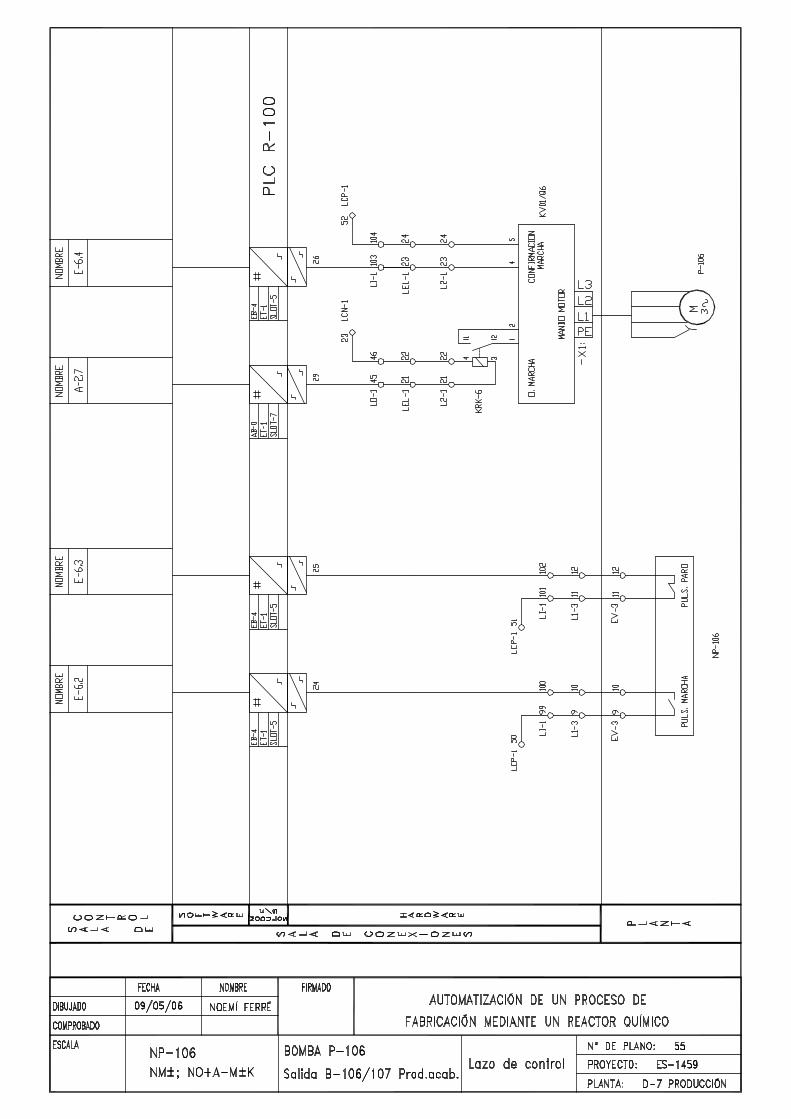
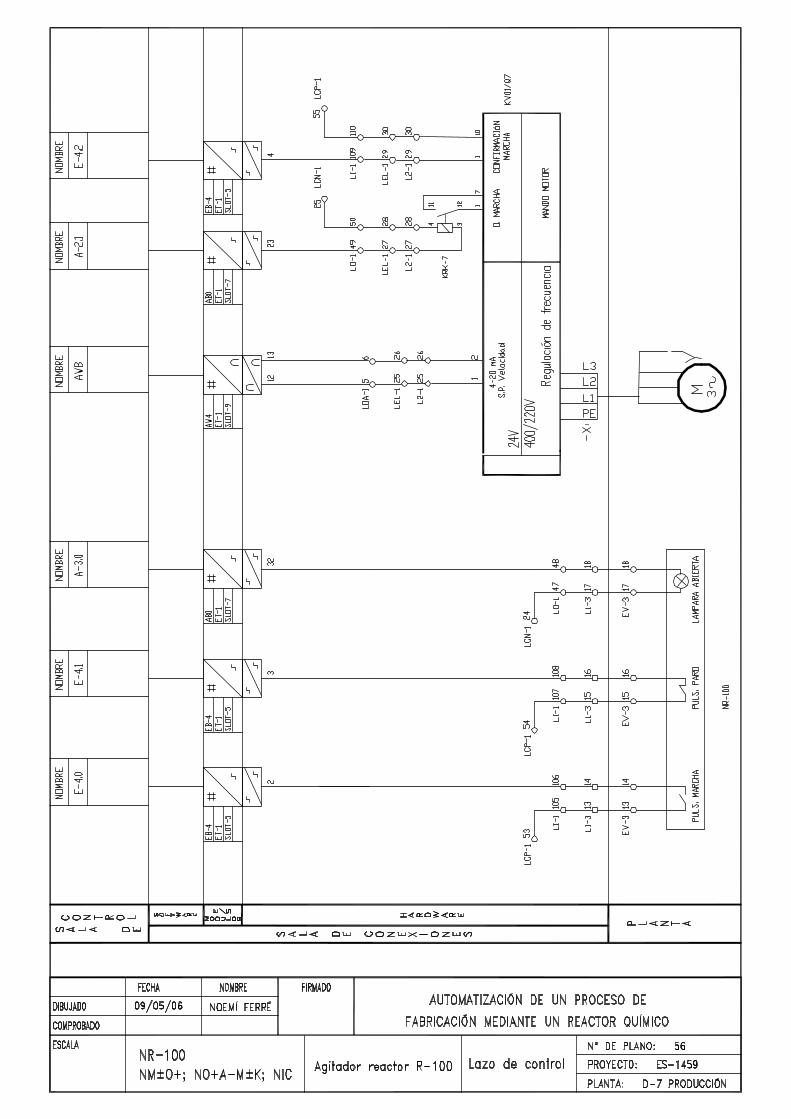

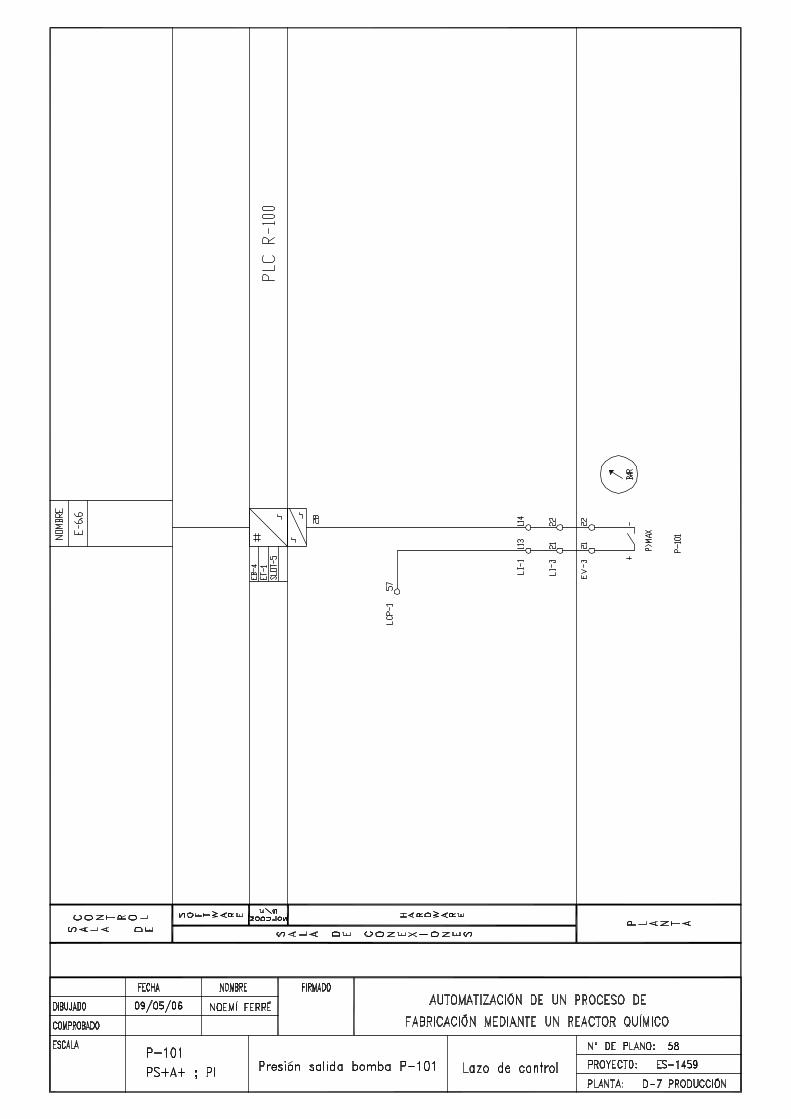
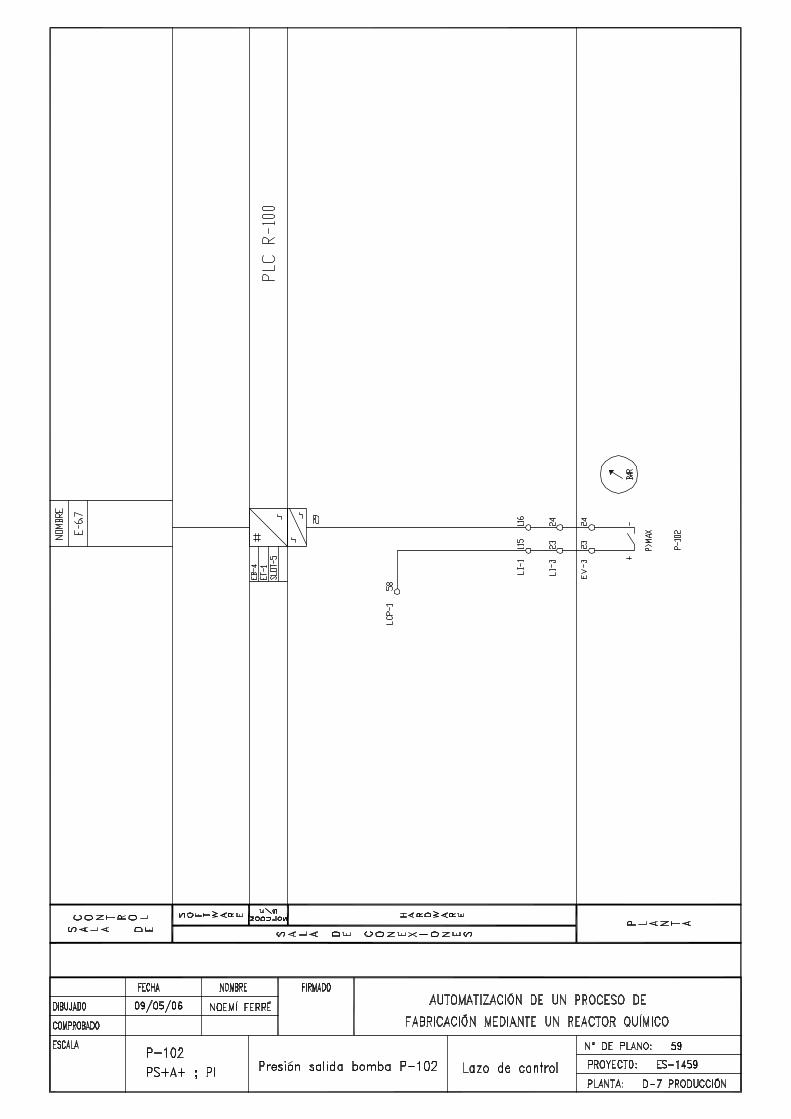
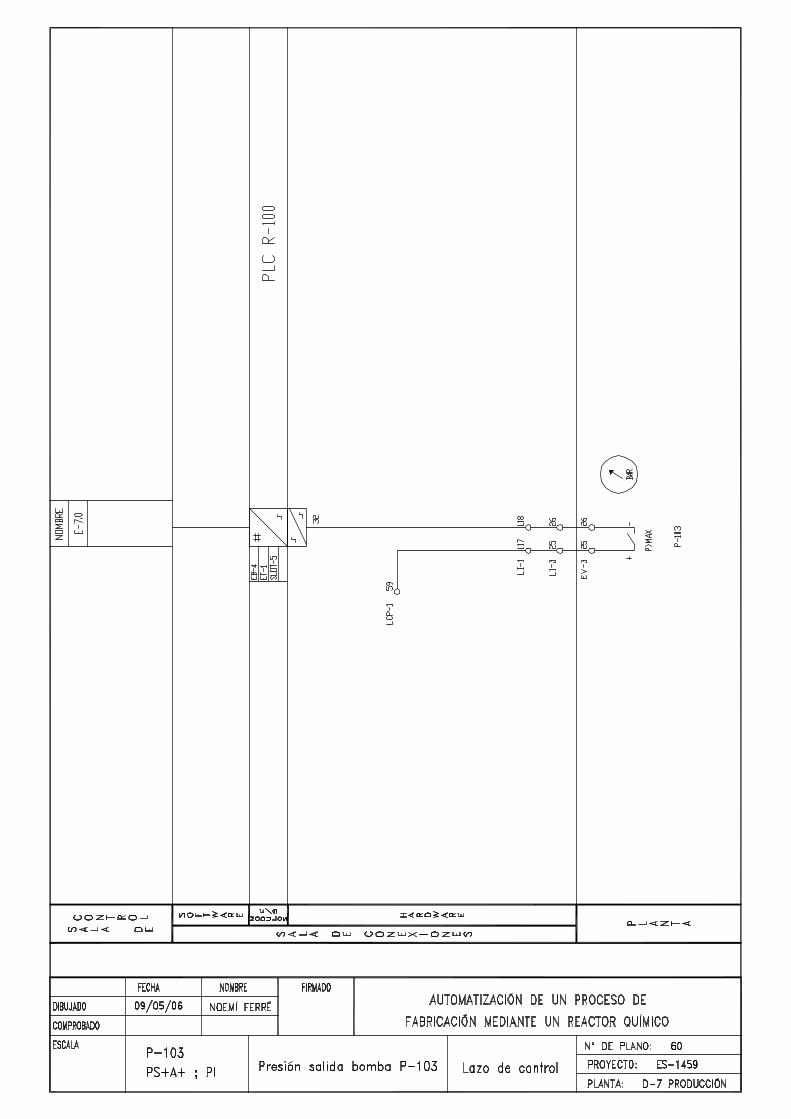
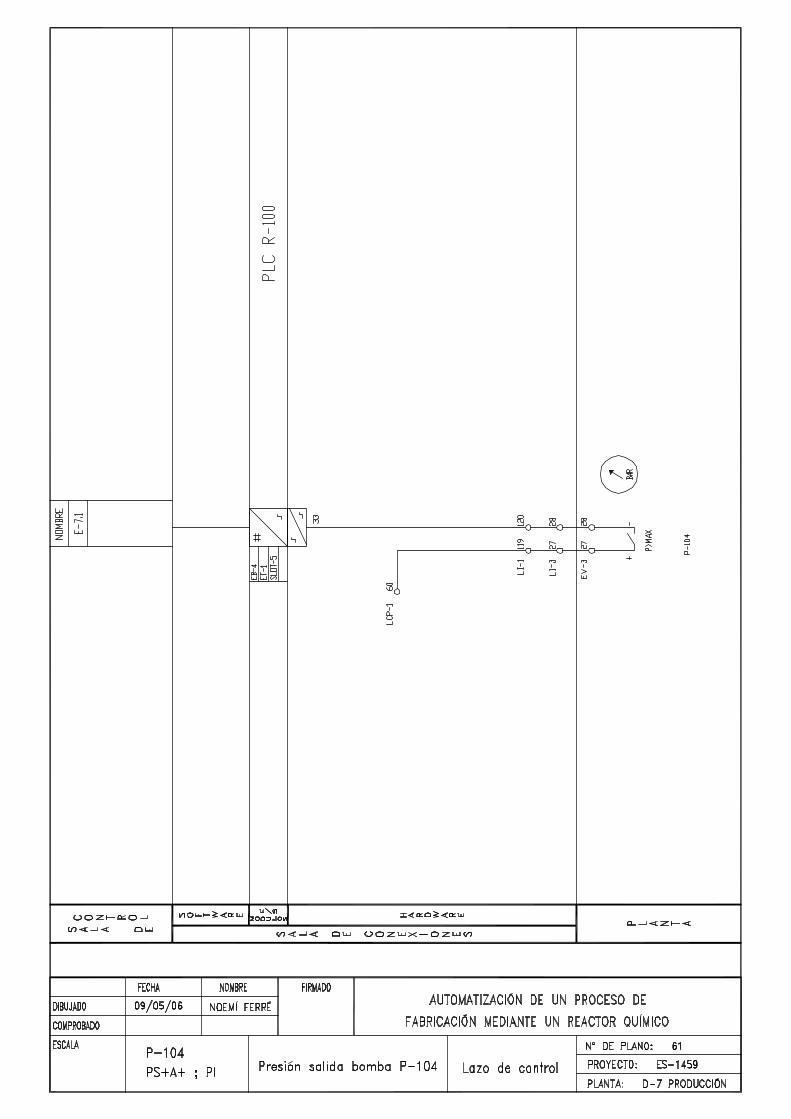
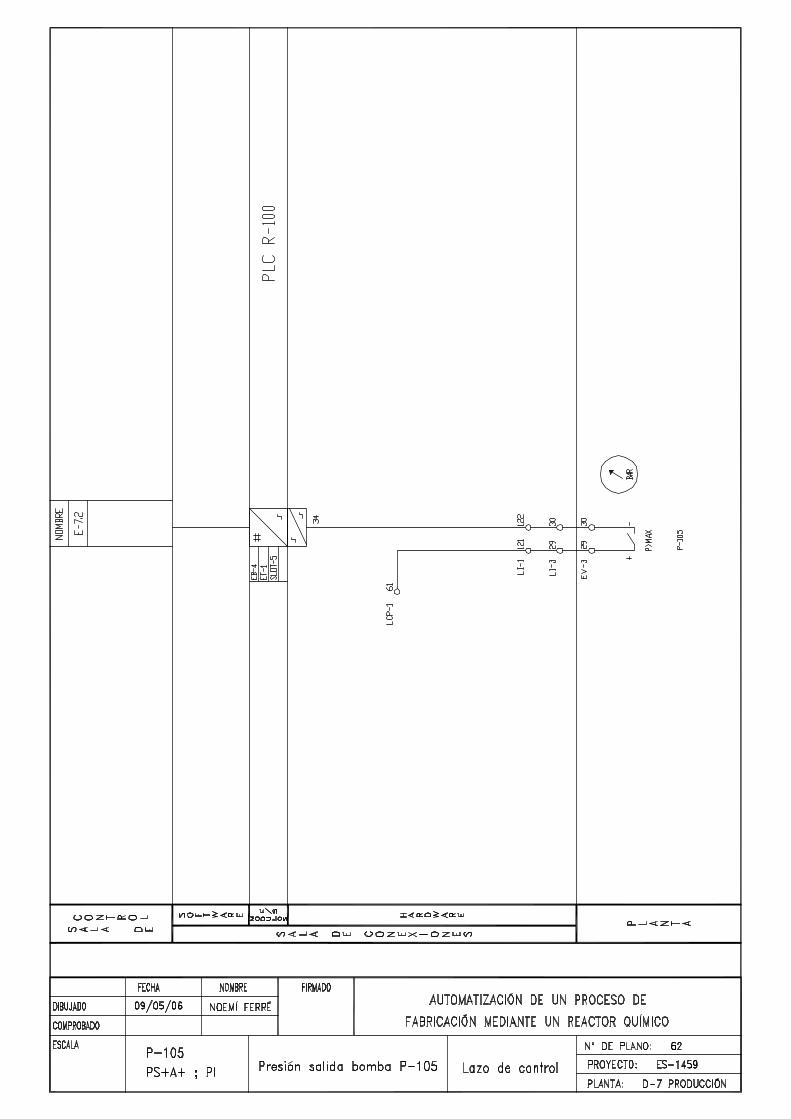
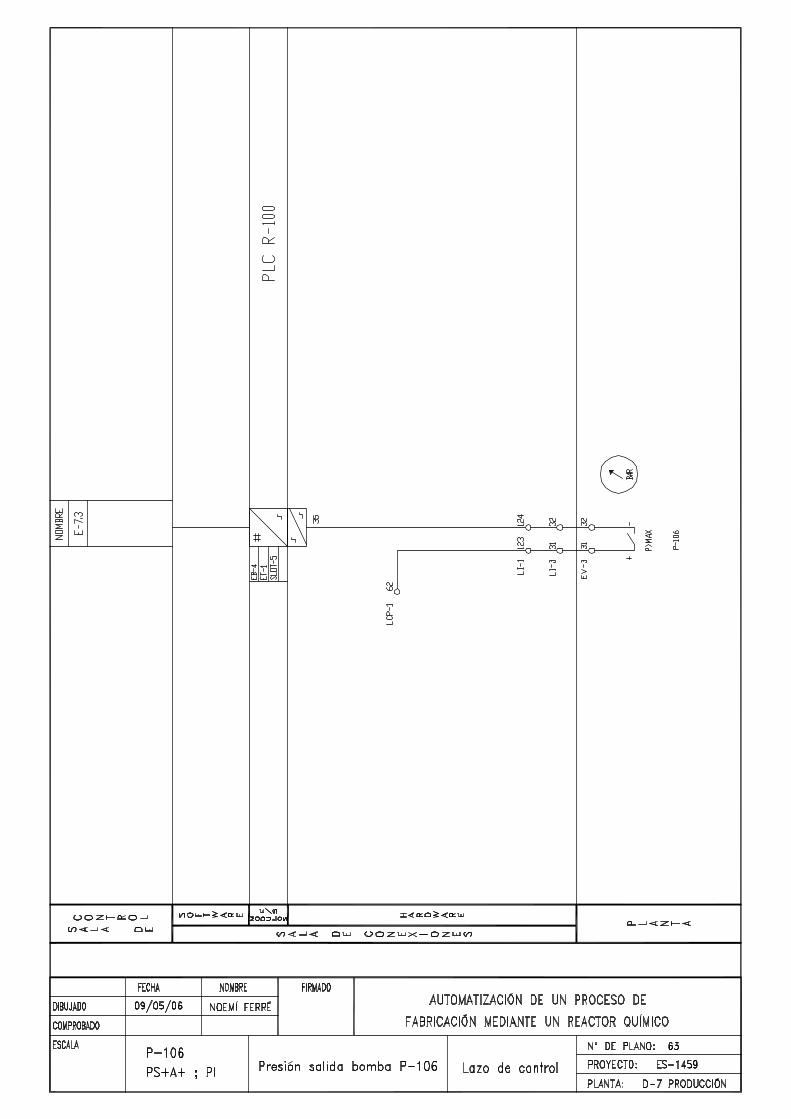

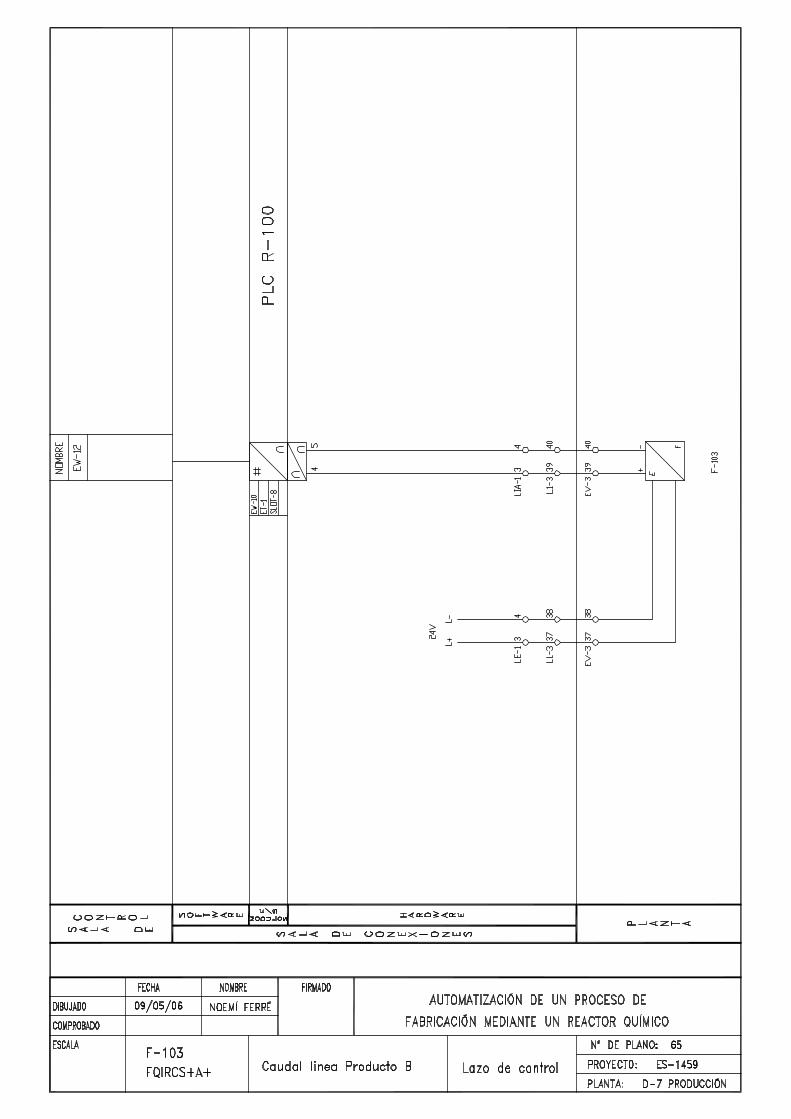
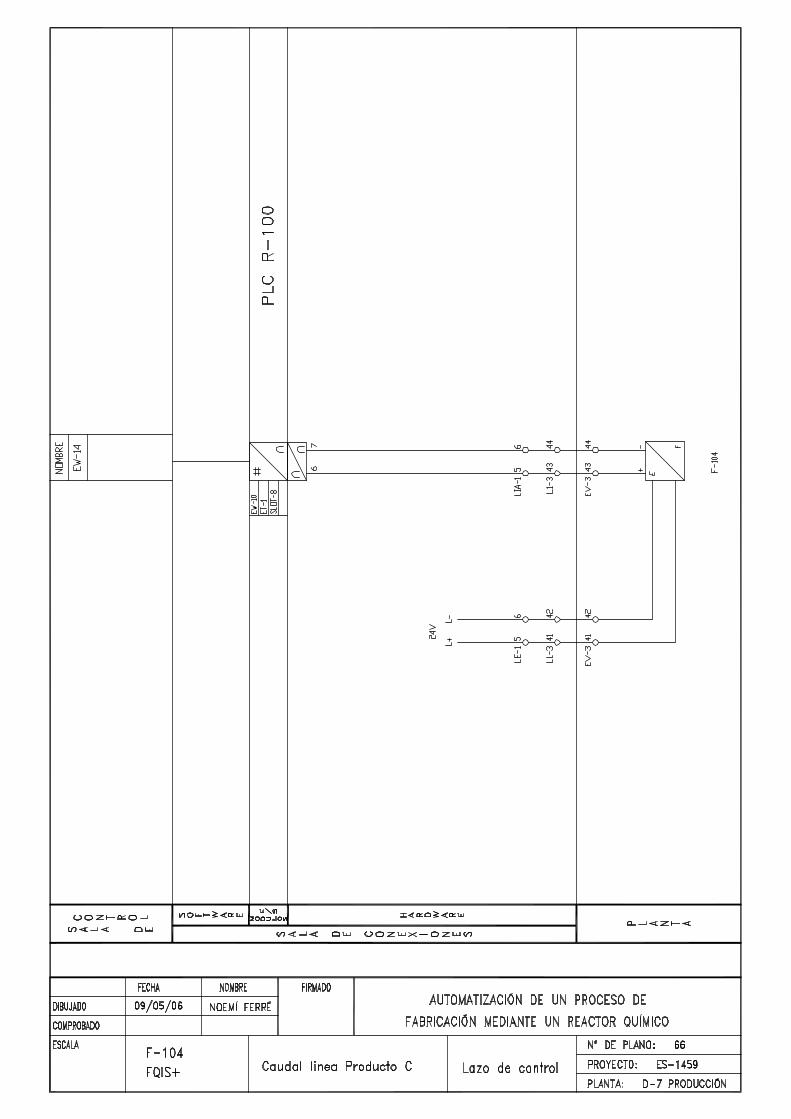
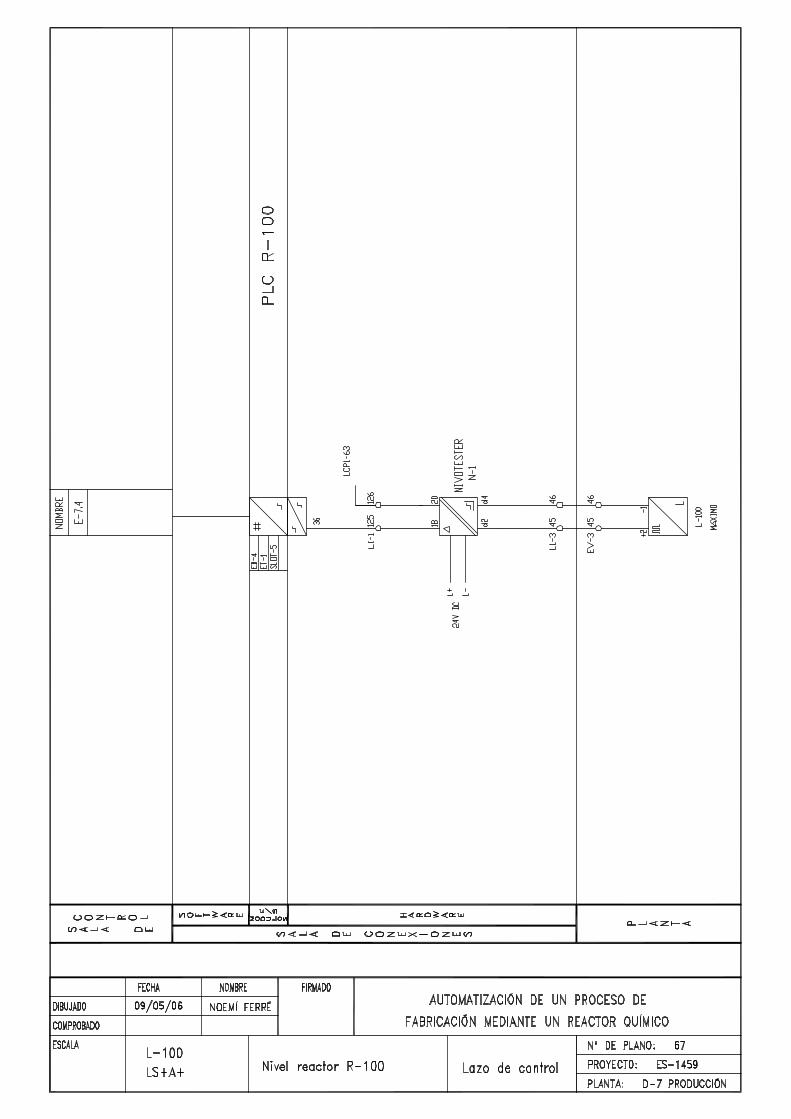
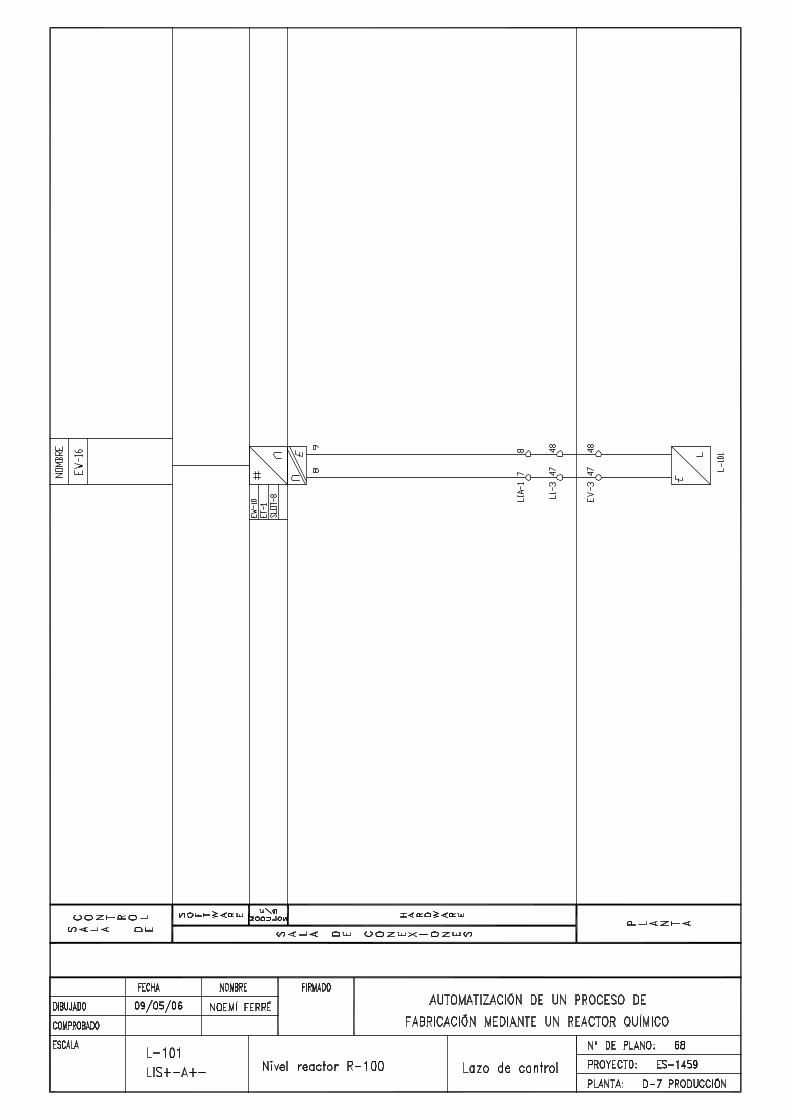
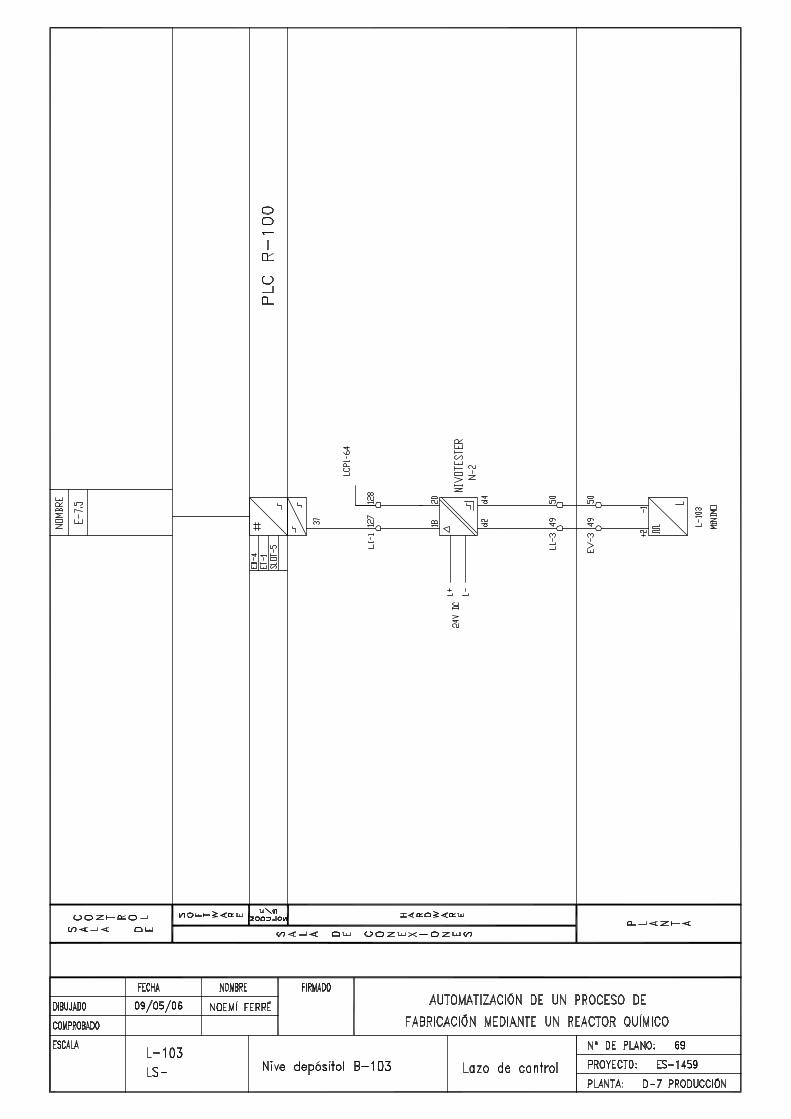

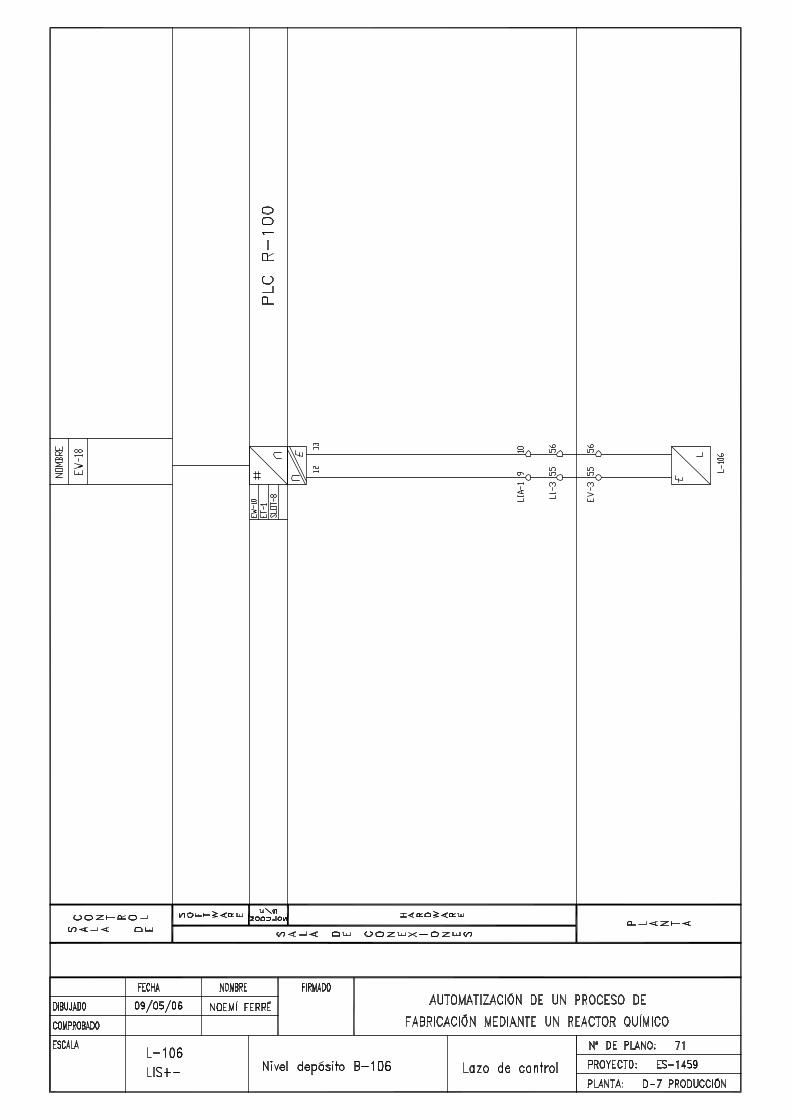
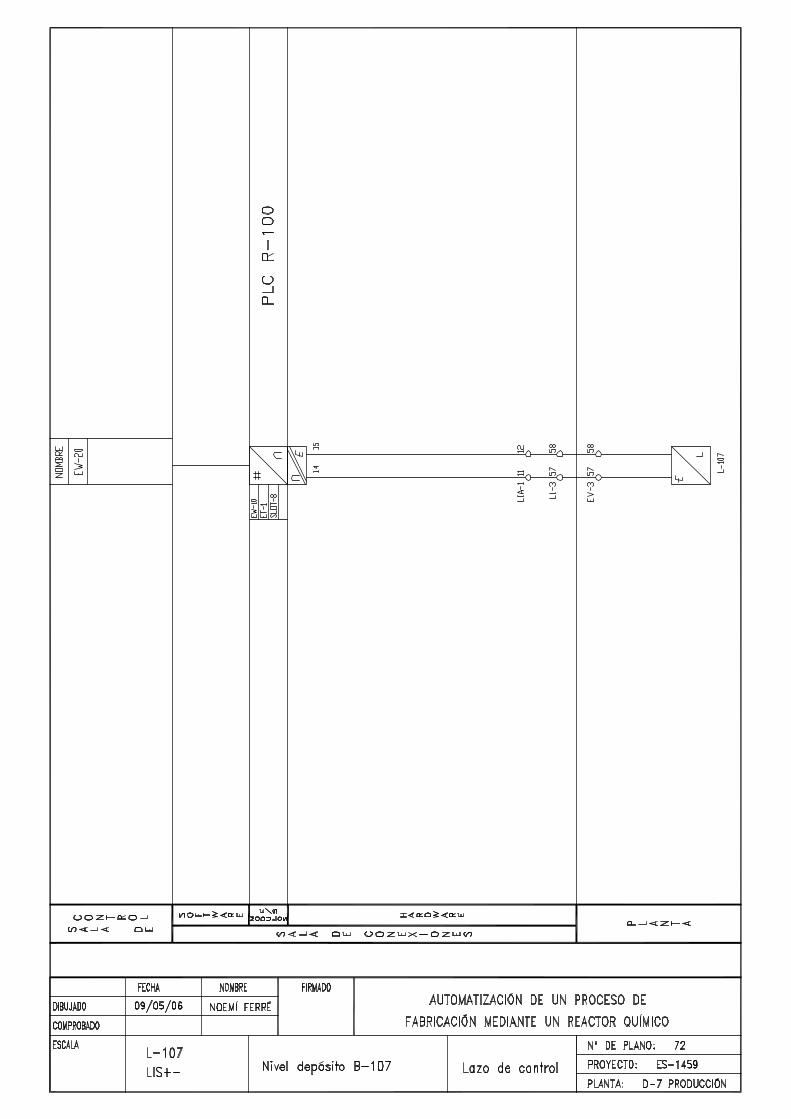


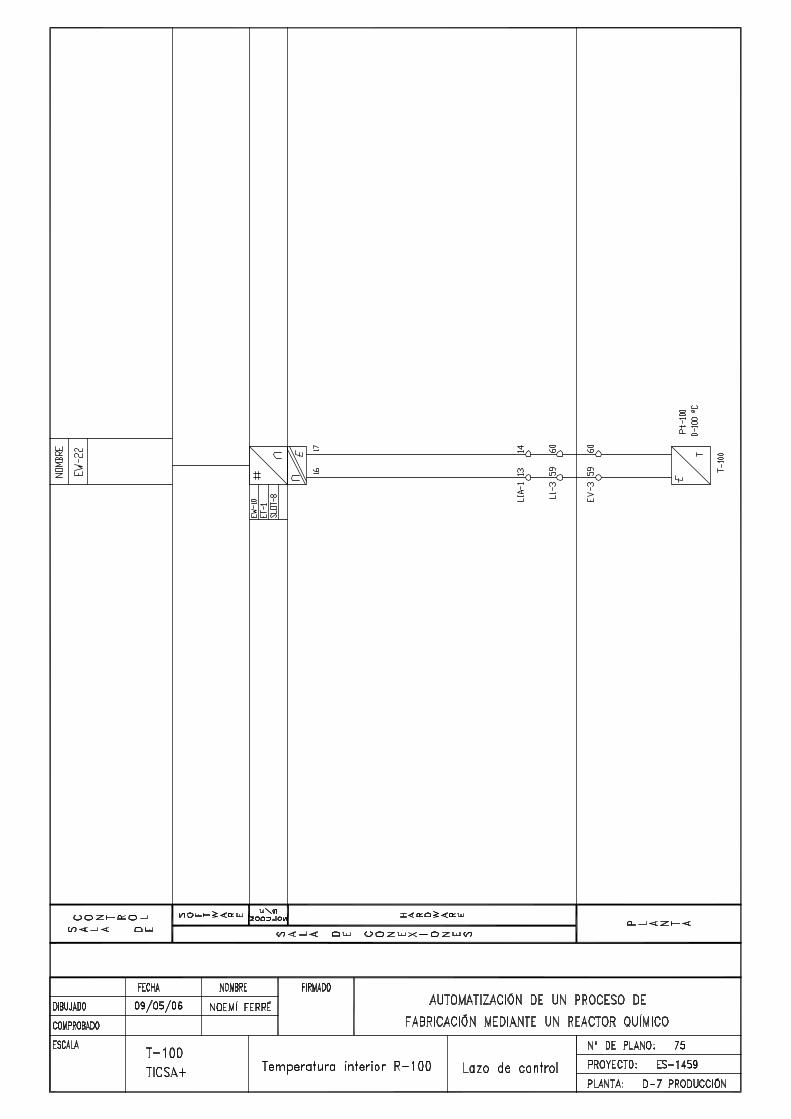


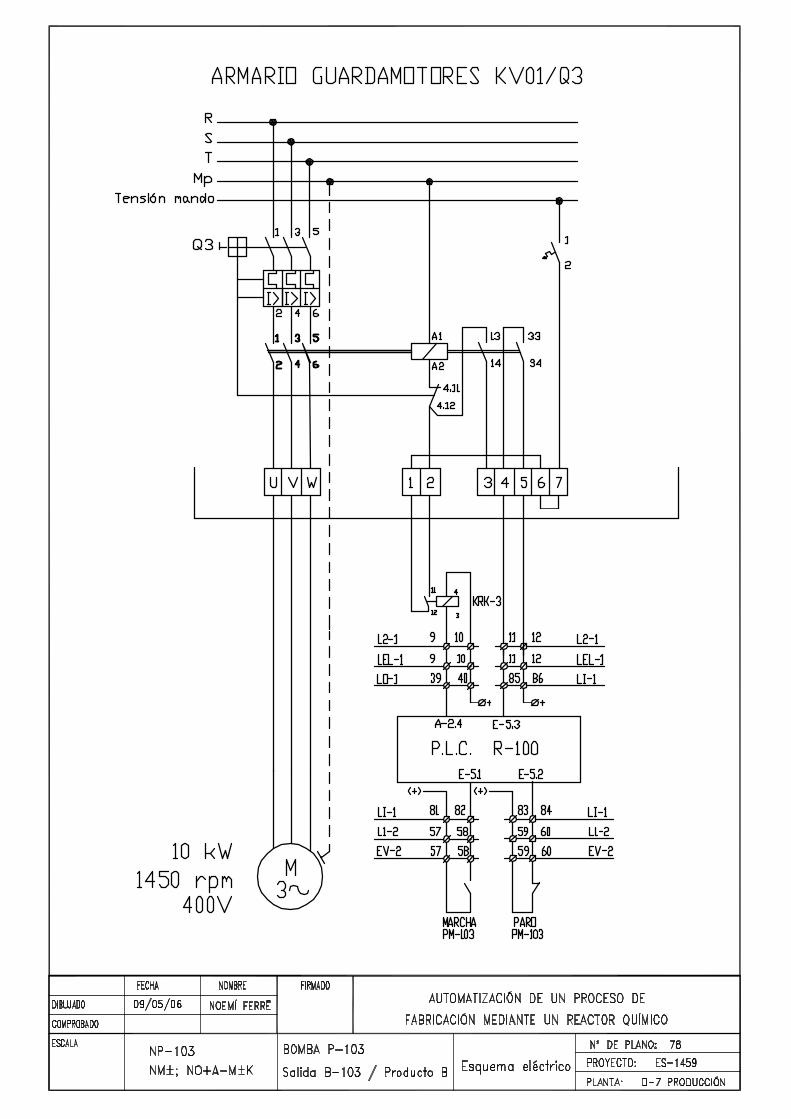

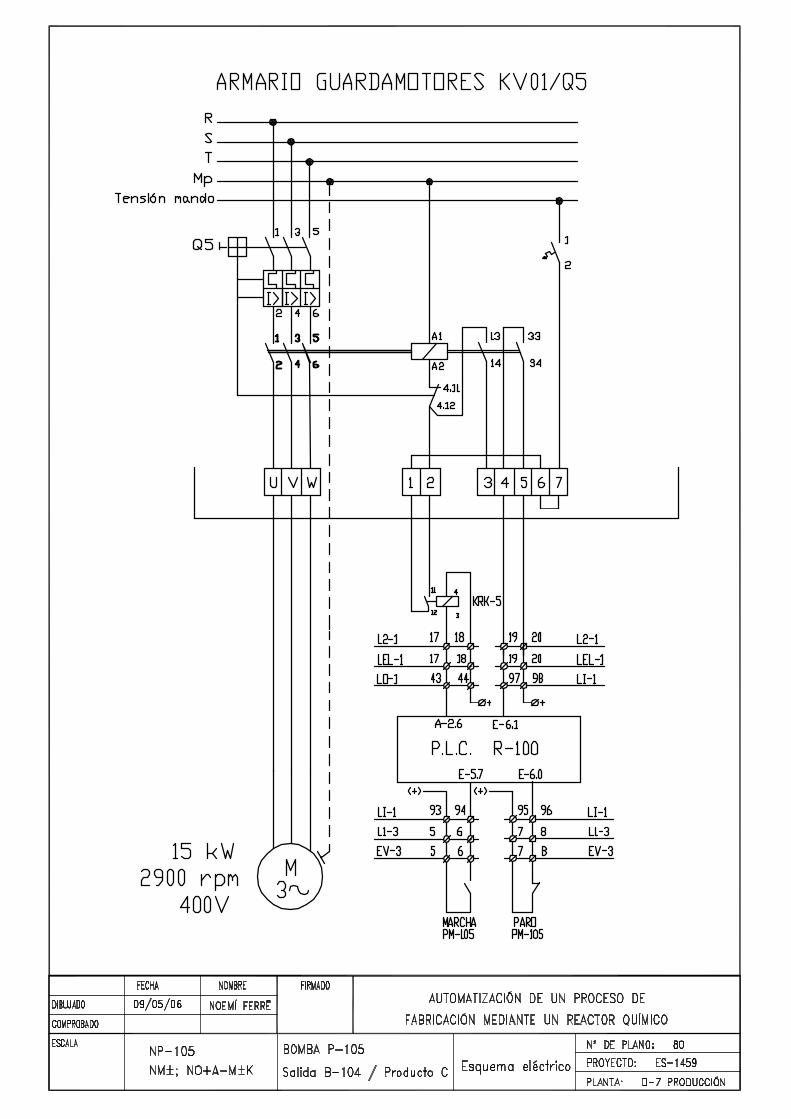

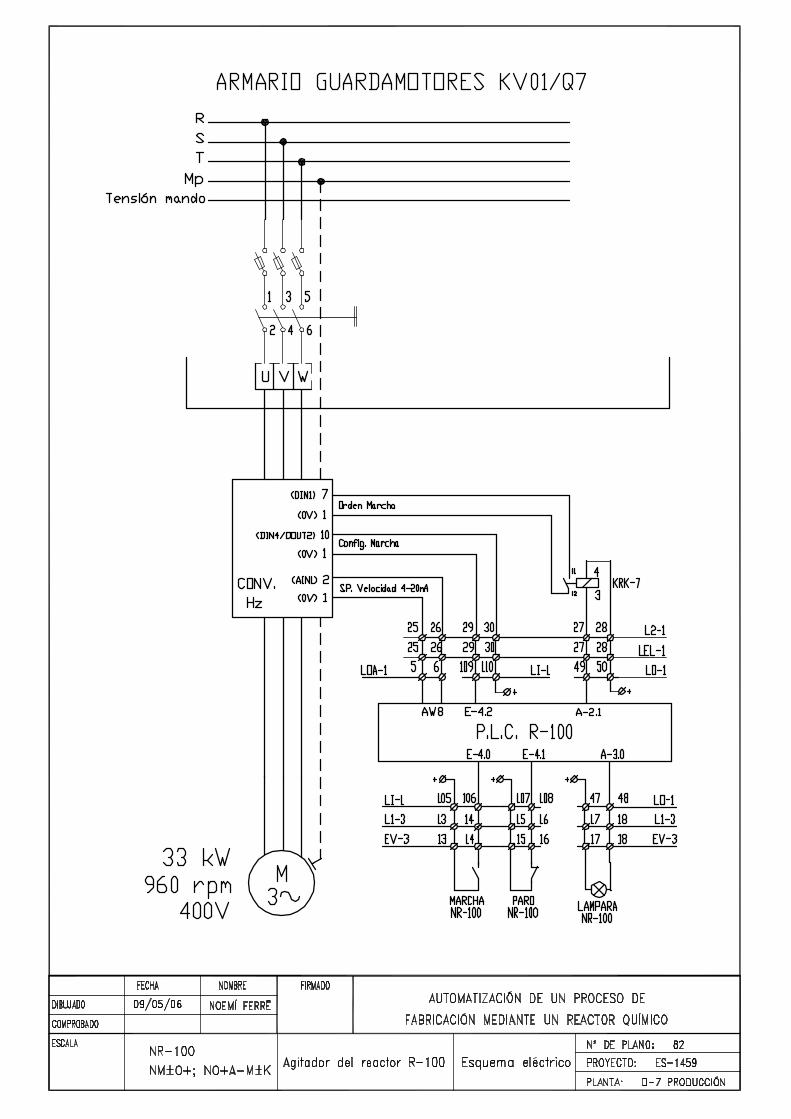

INSTALA- Nº DE LISTACION APARATO EMR
Caudal impulsión S+Caudalimetro linea Producto A
Caudal impulsión S+Caudalimetro linea Producto B
Caudal impulsión S+Caudalimetro linea Producto C
Presión impulsión salida NP-101P > max
Presión impulsión salida NP-102P > max
Presión impulsión salida NP-103P > max
Presión impulsión salida NP-104P > max
Presión impulsión salida NP-105P > max
Presión impulsión salida NP-106P > max
Nivel de R-100L > max
Nivel por pres. diferencial de R-100Nivel < mín
Nivel de B-104L > máx.
Nivel de B-104L < mín.
Nivel por presión diferencial B-L > máx.
Nivel por presión diferencial B-L < mín.
Nivel por presión diferencial B-L > máx.
Nivel por presión diferencial B-107L < mín.
Válvula cerradaVálvula Salida R-100
Válvula abiertaVálvula Salida R-100
Válvula cerradaVálvula Salida B-102
Válvula abiertaVálvula Salida B-102
Válvula cerradaVálvula Salida B-103
Válvula abiertaVálvula Salida B-103
Válvula cerradaVálvula Salida camión cisterna
Válvula abiertaVálvula Salida camión cisterna
Válvula cerradaVálvula Salida B-104
Válvula abiertaVálvula Salida B-104
Válvula cerradaVálvula Entrada B-106
Válvula abiertaVálvula Entrada B-106
Válvula cerradaVálvula Entrada B-107
Válvula abiertaVálvula Entrada B-107
Válvula cerradaVálvula Salida B-106
Válvula abiertaVálvula Salida B-106
Válvula cerradaVálvula Salida B-107
Válvula abiertaVálvula Salida B-107
Válvula cerradaVálvula Entrada camión cisterna
Válvula abiertaVálvula Entrada camión cisterna
Válvula cerradaVálvula Entrada R-100 Producto A
Válvula abiertaVálvula Entrada R-100 Producto A
Válvula cerradaVálvula Entrada R-100 Producto B
Válvula abiertaVálvula Entrada R-100 Producto B
H-113 Válvula cerradaVálvula Entrada R-100 Producto C
Válvula abiertaVálvula Entrada R-100 Producto C
Válvula cerradaVálv. Entrada R-100 Agua desmin.
Válvula abiertaVálv. Entrada R-100 Agua desmin.
Válvula cerradaVálvula Entrada camisa R-100
Válvula abiertaVálvula Entrada camisa R-100
Temperatura interior R-100
Ausencia de puesta a tierra
Ausencia de puesta a tierra
Presión R-100P > máx.
H-113
FVK-112
H-110
H-110
FVK-112
H-111
H-111
T-100
X-104
X-106
TVK-115
TVK-115
L-106
H-107
H-105
H-105
L-107
H-101
H-101
H-104
L-106
L-107
H-104
H-102
H-103
H-102
H-103
Cie
rre
H11
4
Cie
rre
H10
6
Cie
rre
H10
7
Cie
rre
H10
8
Par
o N
P-1
04
Par
o N
P-1
06
Par
o N
P-1
05
H-106
H-106
H-107
H-108
H-108
H-109
H-109
H-114
H-114
CAUSAS
Par
o N
P-1
02
Par
o N
P-1
03
Rev
.
Par
o N
P-1
01
Cie
rre
H10
9
Cie
rre
H11
1
Cie
rre
H10
5
Cie
rre
H10
1
Cie
rre
H10
3
Cie
rre
H10
4
Cie
rre
H11
0
Cie
rre
H10
2
Cie
rre
H11
3
Cie
rre
H11
2
Cie
rre
H11
5
P-105
P-103
P-104
P-102
Par
o N
R-1
00
P-101
F-102
F-104
F-103
Nivel de B-103 L < mín.
Nivel por pres. diferencial de R-100 Nivel > máx
L-104
P-106
L-101
L-104
L-100
L-103
L-101
ESCALA
P-100
FECHA
Nº DE PLANO: 83
DIBUJADO 09/05/06 NOEMÍ FERRÉ COMPROBADO
PROYECTO: ES-1459 PLANTA: D-7 PRODUCCIÓN
NOMBRE FIRMADO
CONDICIONES DE ENCLAVAMIENTO
EF
EC
TO
S
AUTOMATIZACIÓN DE UN PROCESO DEFABRICACIÓN MEDIANTE UN REACTOR QUÍMICO
CONDICIONES DE ENCLAVAMIENTO / CAUSAS Y EFECTOS
83-Causas y efectos PROJECTE.xls

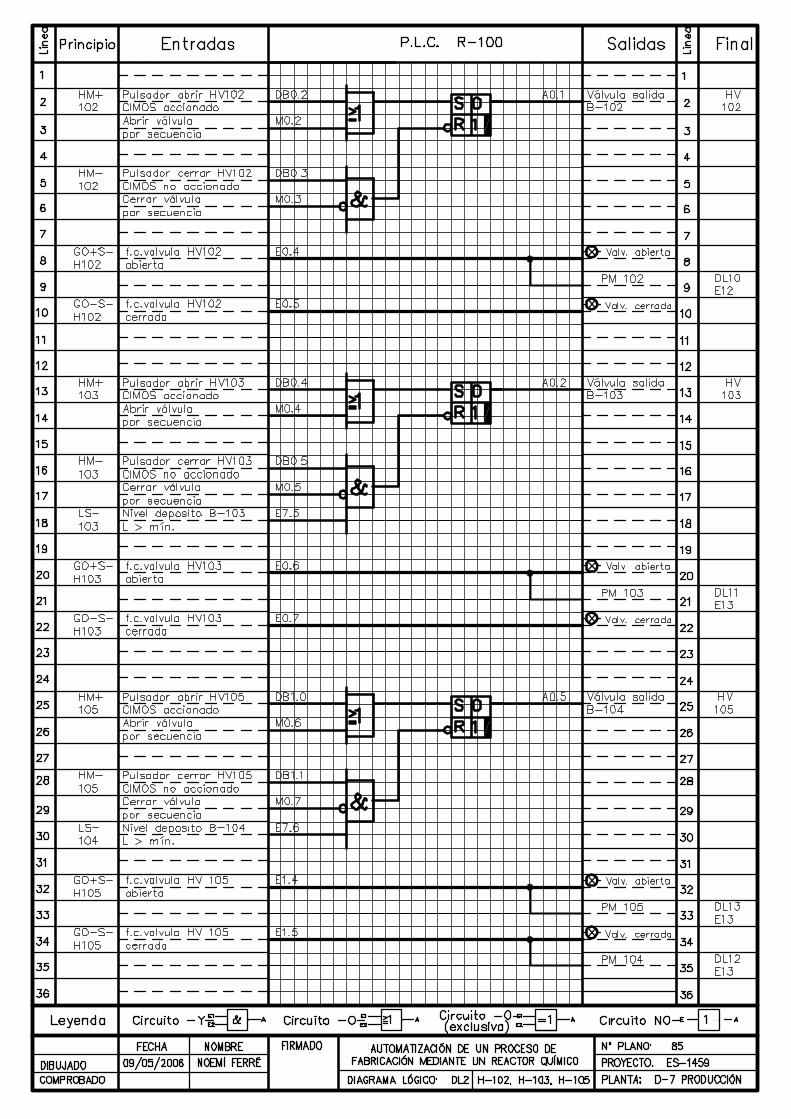
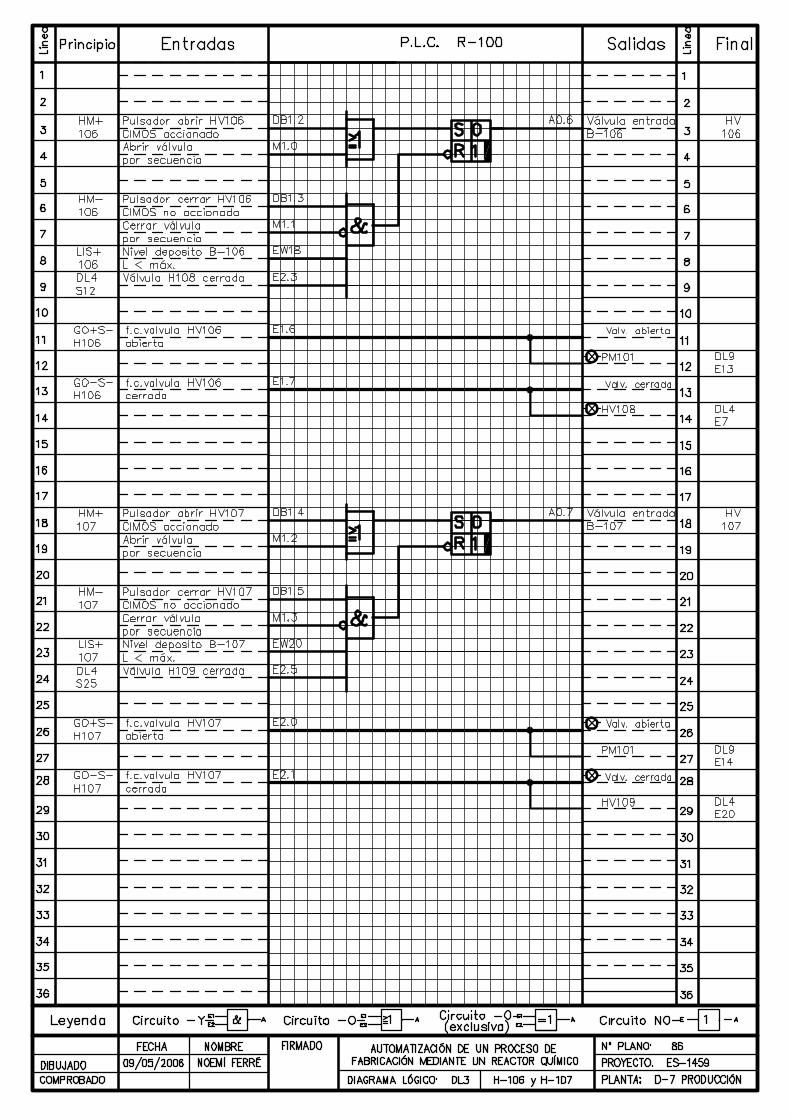
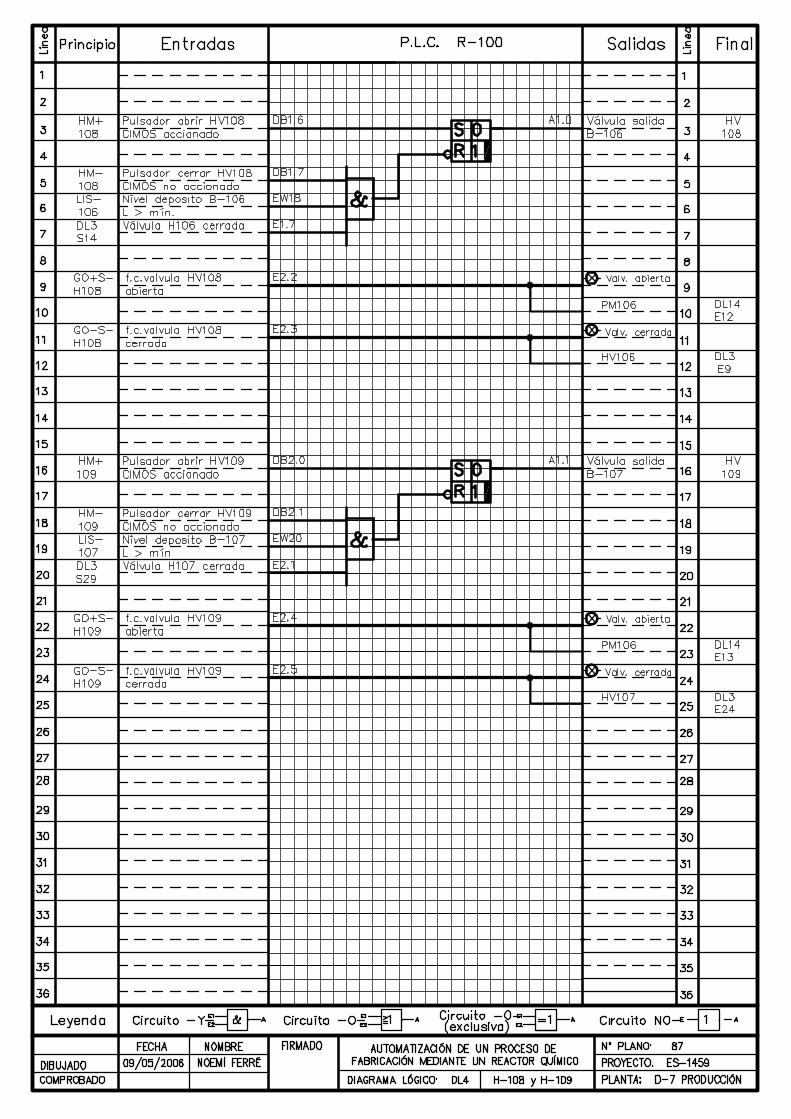
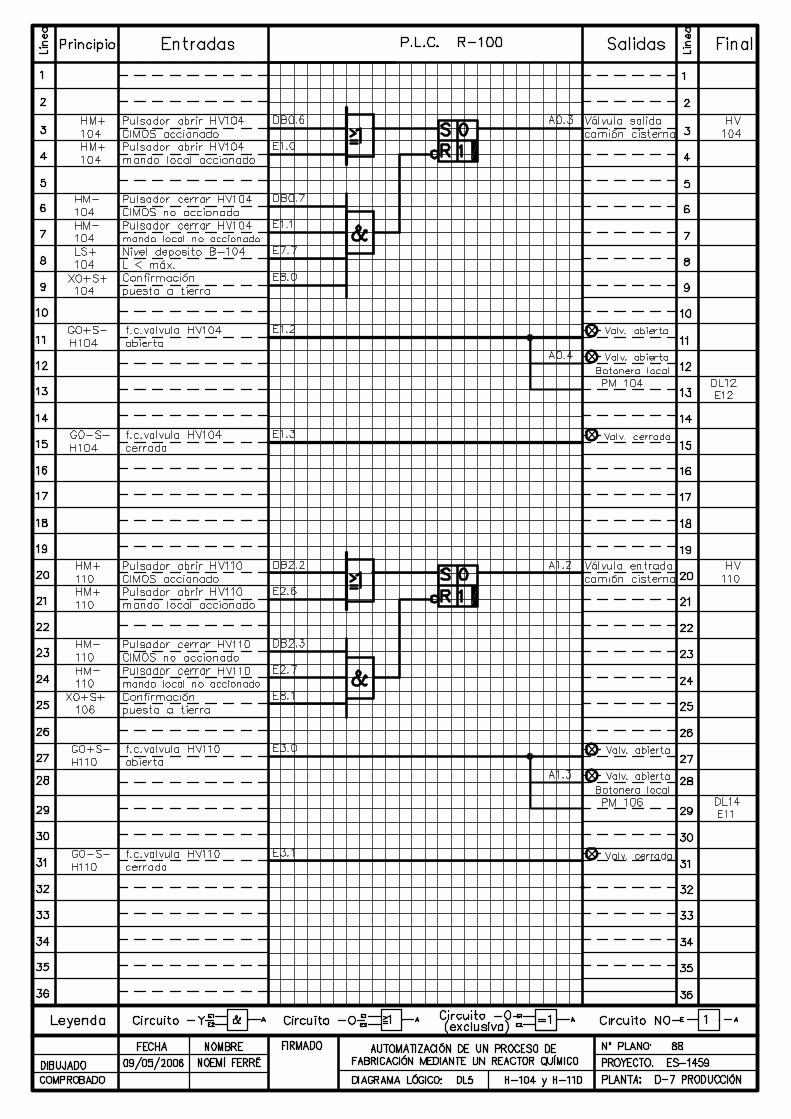
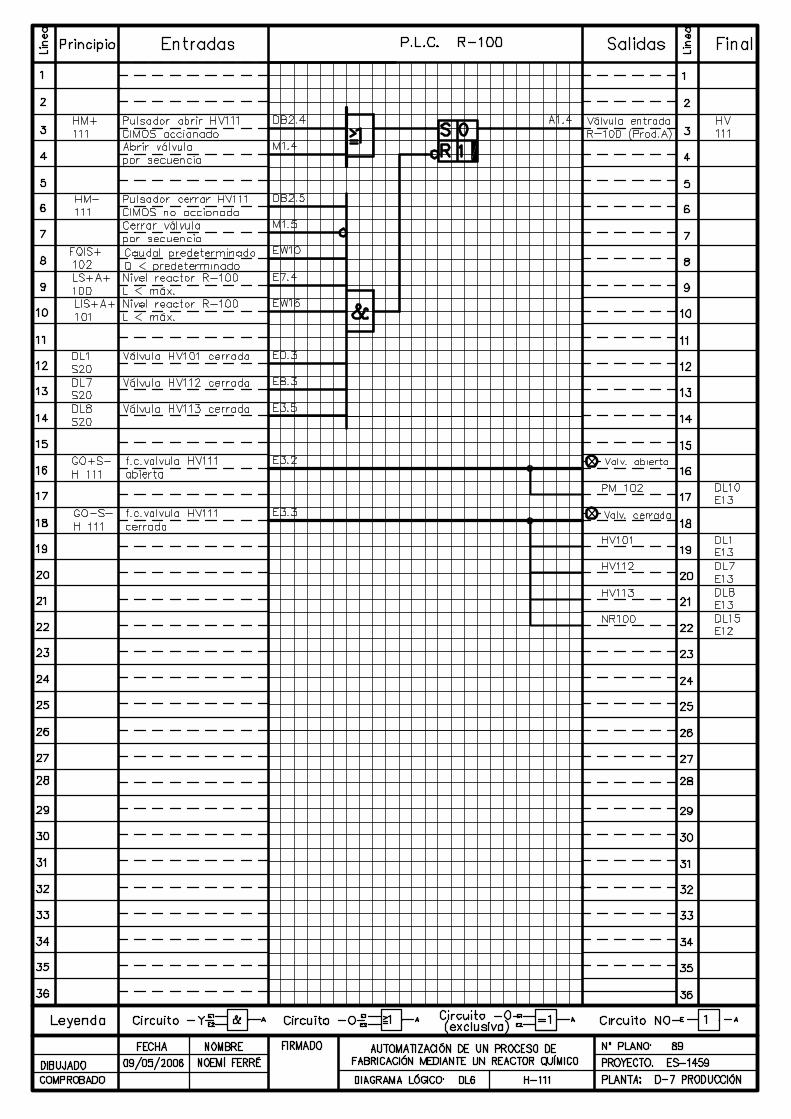

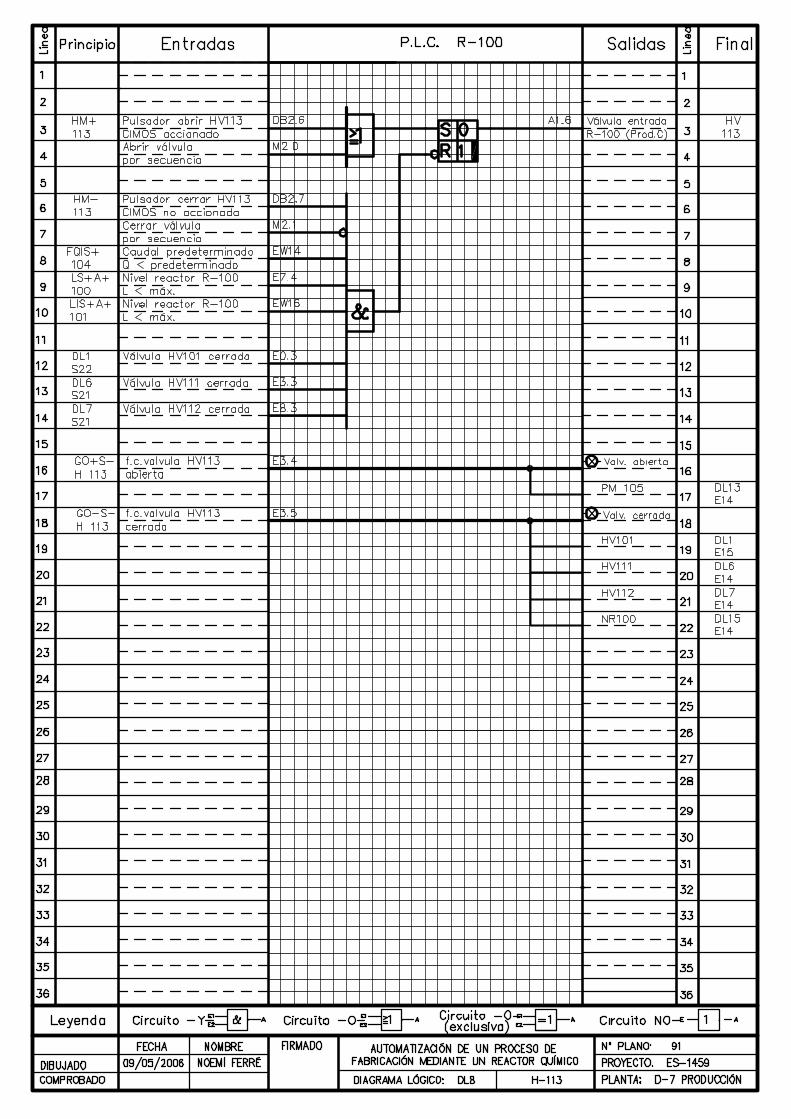
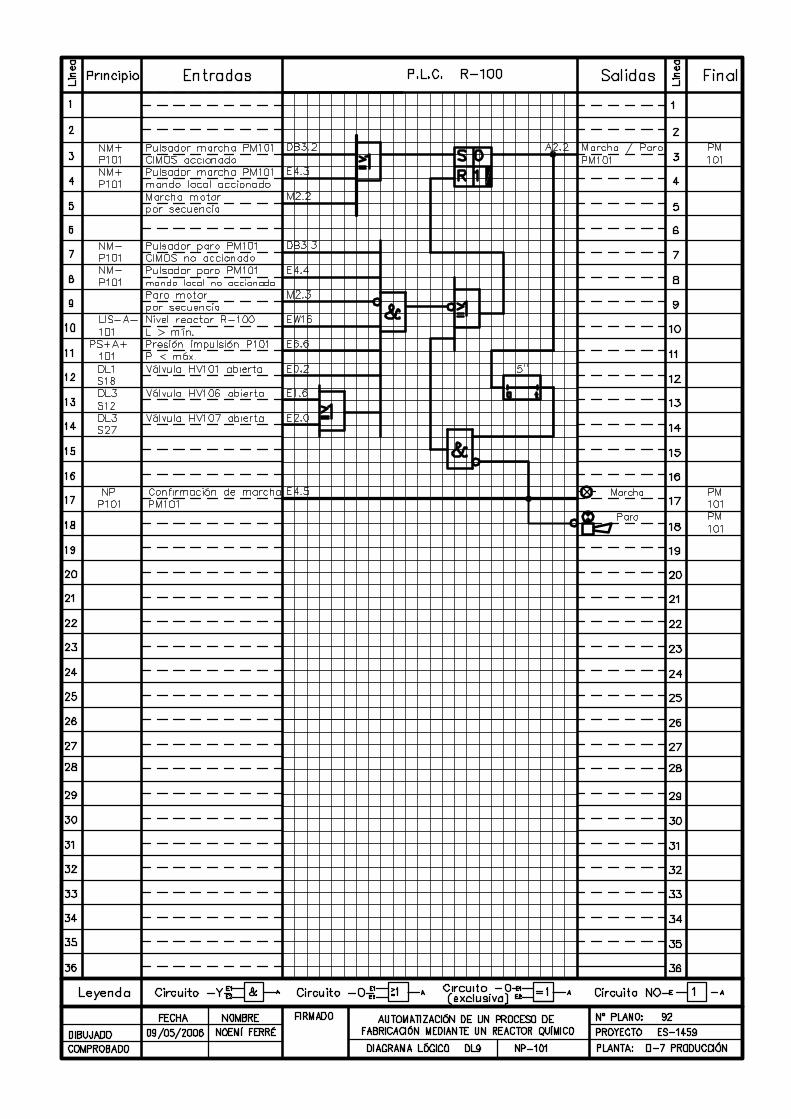

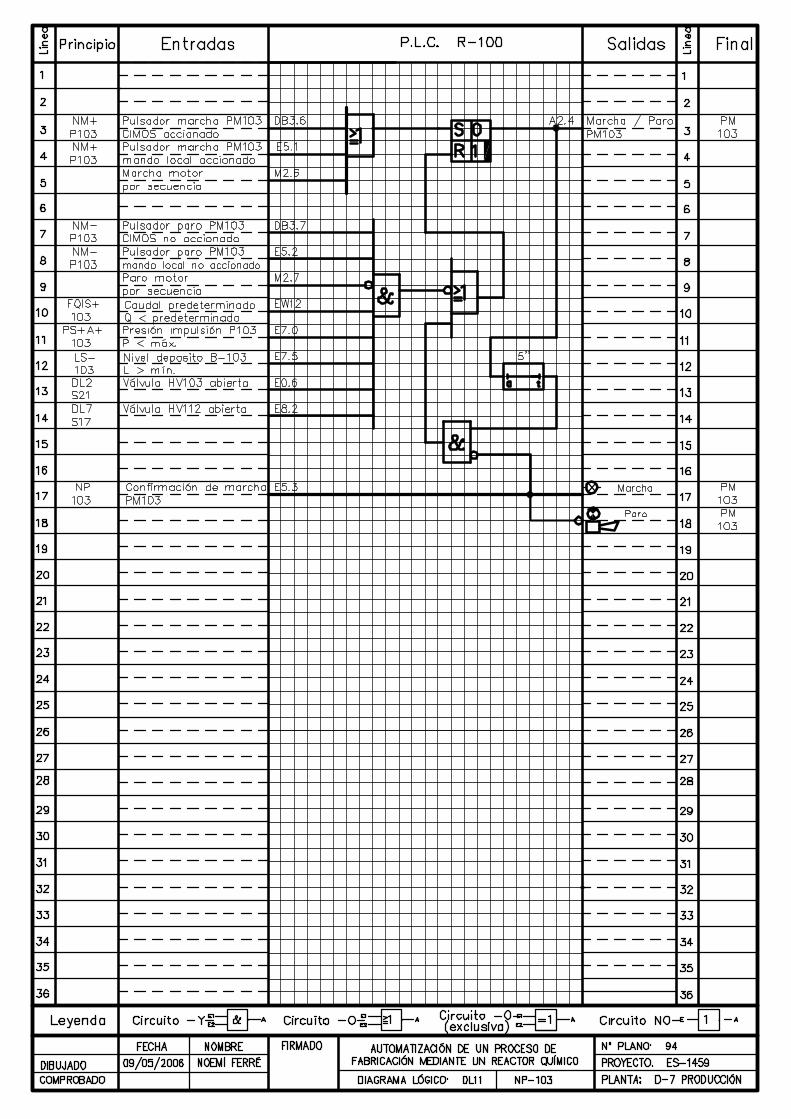
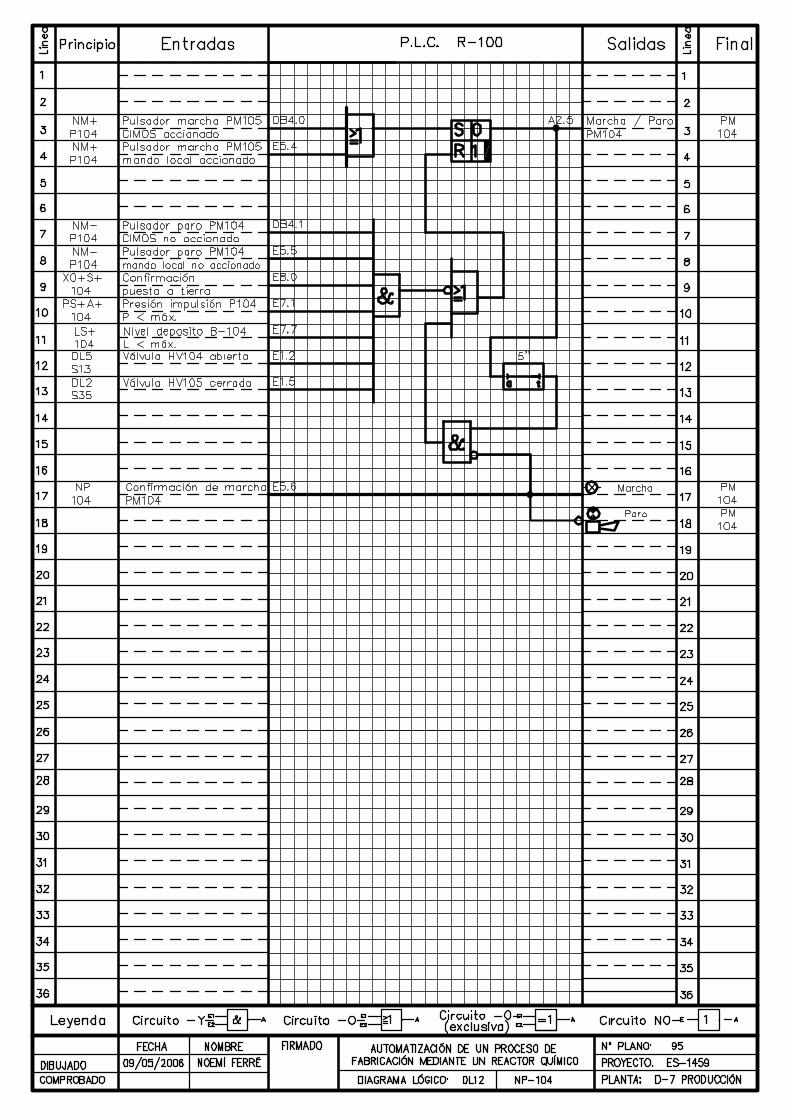
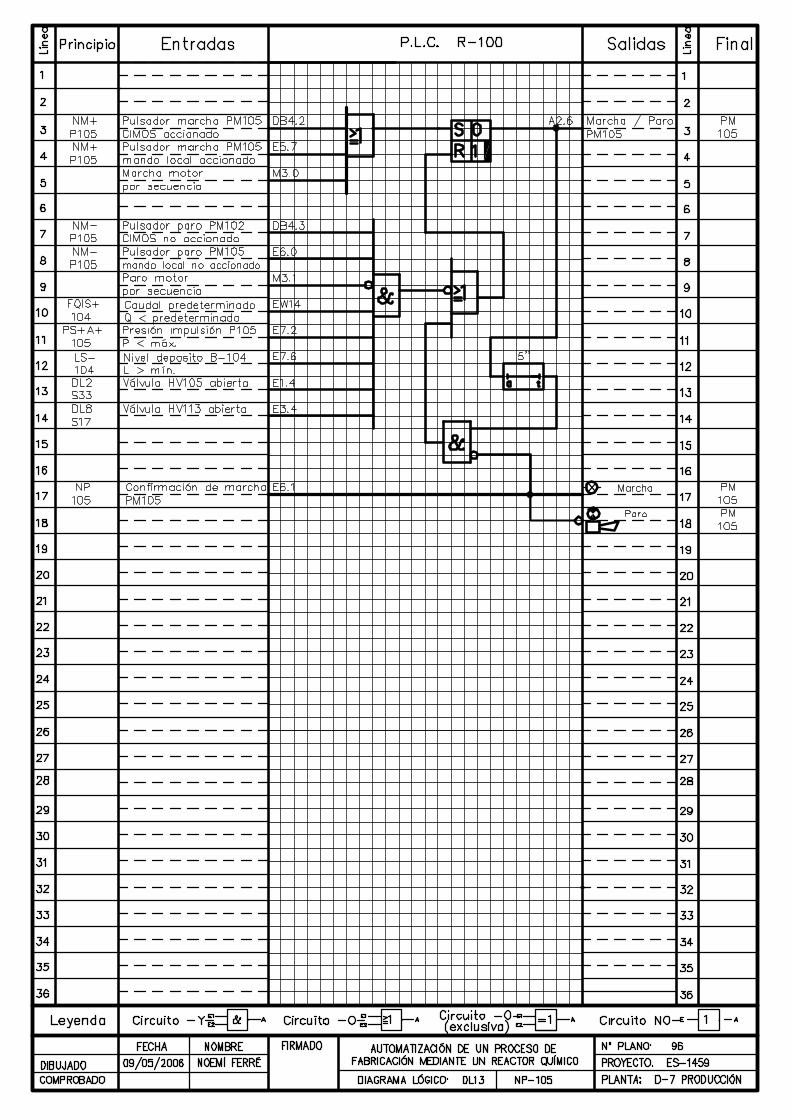
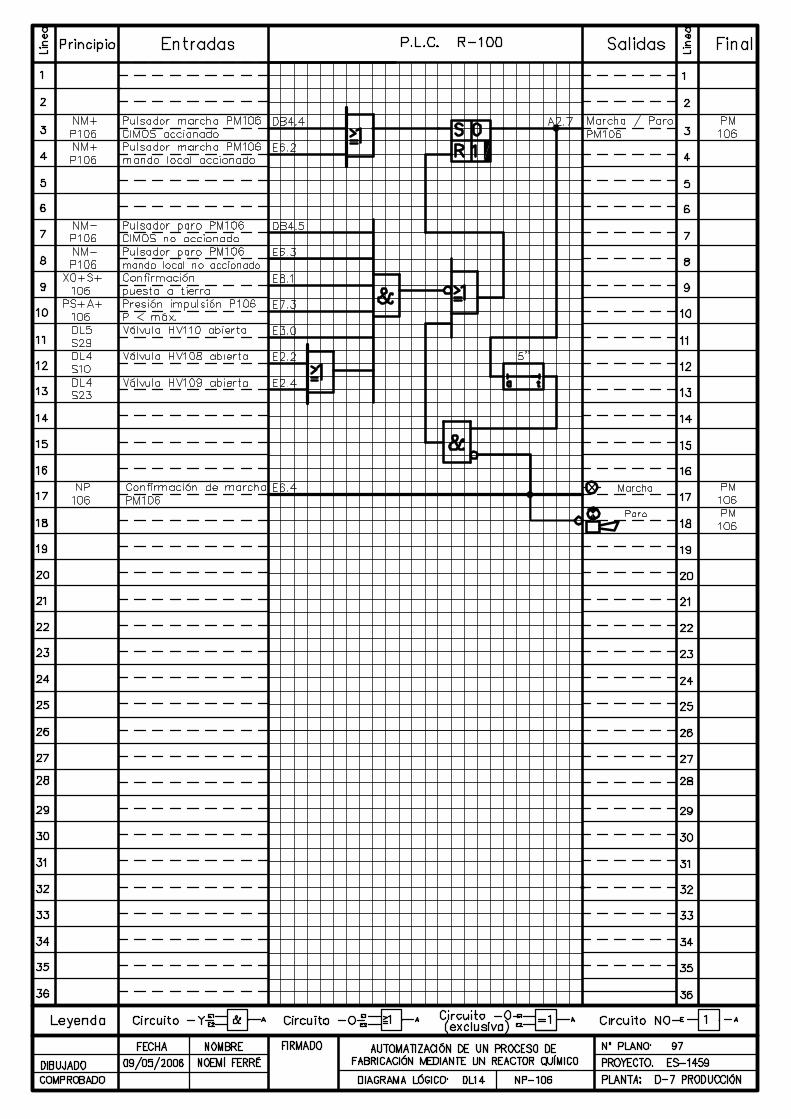
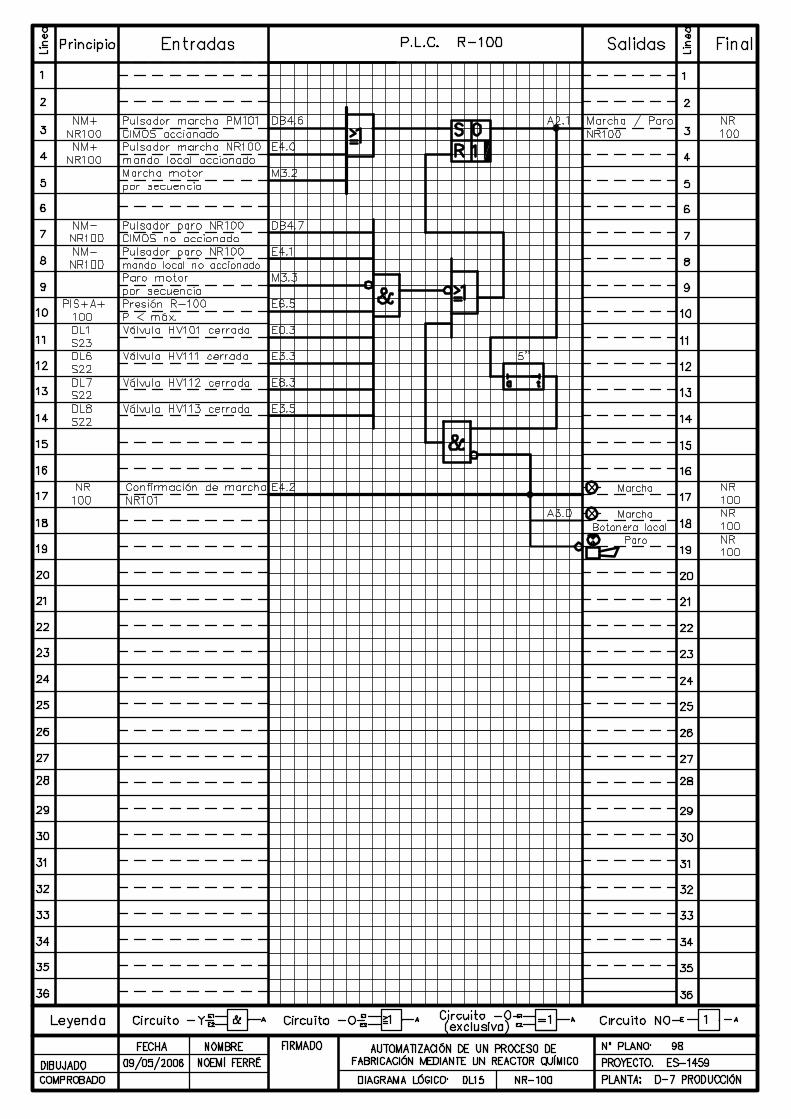
Automatización de un Proceso de Fabricación Mediante un Reactor Químico
4. PLIEGO DE CONDICIONES
Autora: Noemí Ferré del Rincón Director: Lluís Guasch Pesquer
Data: Septiembre 2006
Automatización de un proceso de fabricación mediante un reactor químico 3. Pliego de Condiciones
204
ÍNDICE PLIEGO DE CONDICIONES
4.1 Condiciones Generales ................................................................................................... 206
4.1.1 Introducción ............................................................................................................ 206 4.1.2 Documentos del Proyecto ...................................................................................... 206 4.1.3 Reglamentos y Normas .......................................................................................... 207 4.1.4 Modificaciones en la Instalación ........................................................................... 207 4.1.5 Materiales ................................................................................................................ 207 4.1.6 Medidas de Orden y Seguridad .............................................................................. 208 4.1.7 Personal ................................................................................................................... 208 4.1.8 Ejecución de la Instalación .................................................................................... 208
- Comienzo - Plazo de ejecución
4.1.9 Libro de Órdenes ..................................................................................................... 209 4.1.10 Recepción de la Instalación ................................................................................. 209
- Plazo de garantía - Recepción definitiva
4.2 Condiciones Económicas ................................................................................................ 209
4.2.1 Abono de la Instalación........................................................................................... 209 4.2.2 Precios ..................................................................................................................... 210 4.2.3 Revisión de Precios ................................................................................................ 210 4.2.4 Reclamación de Aumento de Precios .................................................................... 210 4.2.5 Indemnización por Cuenta del Contratista ............................................................ 210 4.2.6 Instalación Defectuosa ........................................................................................... 211 4.2.7 Conservación de la Instalación .............................................................................. 211 4.2.8 Gastos por Pruebas y Ensayos ............................................................................... 212 4.2.9 Fianzas .................................................................................................................... 212 4.2.10 Penalizaciones ....................................................................................................... 212
4.3 Condiciones Administrativas ........................................................................................ 212 4.3.1 Contrato ................................................................................................................... 212 4.3.2 Responsabilidades .................................................................................................. 212 4.3.3 Rescisión del Contrato ............................................................................................ 213
- Causas de rescisión - Liquidación en el caso de rescisión de contrato
4.4 Condiciones Facultativas ............................................................................................... 213
4.4.1 Delimitación General de Funciones Técnicas ....................................................... 213 4.4.2 Obligaciones Generales del Contratista ................................................................ 214
Automatización de un proceso de fabricación mediante un reactor químico 3. Pliego de Condiciones
205
4.4.3 Presencia del Director de Obra .............................................................................. 214 4.4.4 Faltas de Personal ................................................................................................... 214 4.4.5 Ampliación del Proyecto por Causas de Fuerza Mayor ....................................... 215 4.4.6 Procedencia de los Materiales y Aparatos ............................................................ 215 4.4.7 Materiales y Aparatos Defectuosos ....................................................................... 215 4.4.8 Reconocimientos y Ensayos Previos ..................................................................... 215 4.4.9 Ensayos .................................................................................................................... 215 4.4.10 Puesta en Marcha .................................................................................................. 216
4.5 Condiciones Técnicas ...................................................................................................... 216
4.5.1 Condiciones Generales ........................................................................................... 216 4.5.2 Normas a Seguir ..................................................................................................... 216 4.5.3 Instalación del Cableado ........................................................................................ 217 4.5.4 Instalación de Cajas de Campo .............................................................................. 217 4.5.5 Instalación del PLC ................................................................................................ 217 4.5.6 Alimentación del Sistema de Control .................................................................... 217 4.5.7 Módulos de Entradas y Salidas .............................................................................. 218 4.5.8 Instrumentos: actuadores y sensores .................................................................... 218 4.5.9 Armario (bastidor) .................................................................................................. 218 4.5.10 Materiales .............................................................................................................. 218
4.6 Plan de Seguridad, Higiene y Prevención ................................................................... 219
4.6.1 Seguridad y Salud de los Trabajadores ................................................................. 219 4.6.2 Normas de Seguridad, Higiene y Prevención ....................................................... 220 4.6.3 Incumplimiento de las Normas .............................................................................. 221 4.6.4 Sanciones ................................................................................................................. 221 4.6.5 Documentación a Presentar .................................................................................... 222 4.6.6 Inspecciones ............................................................................................................ 222 4.6.7 Accidentes de Trabajo ............................................................................................ 223 4.6.8 Daños a Terceros .................................................................................................... 223
Automatización de un proceso de fabricación mediante un reactor químico 3. Pliego de Condiciones
206
4.1 Condiciones Generales 4.1.1 Introducción El presente proyecto desarrolla la Automatización de un proceso de fabricación mediante un reactor químico. Dada la condición de “proyecto final de carrera”, las consideraciones de tipo contractual, aunque son válidas, deben considerarse con carácter de suposición y se podrán llevar a cabo si la empresa contratista a la que se le adjudique el proyecto lo desarrolla en su totalidad. 4.1.2 Documentos del Proyecto Se entiende por documentos contractuales aquellos incorporados en el contrato y que son de obligado cumplimiento, excepto las modificaciones debidamente autorizadas. Estos documentos son los Planos, Pliego de Condiciones y Presupuesto. El resto de documentos o datos del Proyecto son documentos informativos y están constituidos por la Memoria con todos sus anexos, presupuestos parciales y cuadros de precios. Los documentos informativos representan únicamente una opinión fundamentada, sin que esto suponga que deban tomarse como ciertos e invariables. Estos datos deben considerarse solamente como un complemento de información que el Contratista ha de adquirir directamente y con sus propios medios. Sólo los documentos contractuales constituyen la base del contrato. Por lo tanto, el Contratista no podrá alegar modificación de las condiciones del Contrato en base a los datos contenidos en los documentos informativos, excepto que estos datos figuren en algún documento contractual. El Contratista será por tanto responsable de los fallos que se puedan derivar por no obtener la suficiente información directa que rectifique o ratifique la información contenida en los documentos informativos del Proyecto. En caso de contradicciones entre los Planos y las Condiciones Técnicas Particulares contenidas en este Pliego de Condiciones, prevalece lo indicado en estas últimas. En cualquier caso, los dos documentos prevalecen sobre las Condiciones Técnicas Generales de este Pliego de Condiciones. Aquello que haya sido nombrado en el Pliego de Condiciones y no en los Planos o viceversa tendrá que ser ejecutado como si hubiese estado expuesto en ambos documentos, siempre que a juicio del Director queden suficientemente definidas las unidades de obra correspondientes y estas tengan precio en el Contrato.
Automatización de un proceso de fabricación mediante un reactor químico 3. Pliego de Condiciones
207
4.1.3 Reglamentos y Normas - Ley 31/1195, de 8 de noviembre, de Prevención de Riscos Laborales. - Real Decreto 1627/1997 de 24 de octubre de 1997, sobre Disposiciones mínimas de
seguridad y salud en las obras. - Real Decreto 485/1997 de 14 de abril de 1997, sobre Disposiciones mínimas en materia de
señalización de seguridad y salud en el trabajo. - Real Decreto 1215/1997 de 18 de julio de 1997, sobre Disposiciones mínimas de seguridad
y salud para la utilización por los trabajadores de los equipos de trabajo. - Real Decreto 773/1997 de 30 de mayo de 1997, sobre Disposiciones mínimas de seguridad
y salud relativas a la utilización por los trabajadores de los equipos de protección individual.
- Condiciones impuestas por los organismos Públicos afectados y Ordenanzas Municipales. Todas las unidades de la instalación se ejecutarán cumpliendo las prescripciones indicadas en los reglamentos de Seguridad y Normas técnicas, que son de obligado cumplimiento para este tipo de instalaciones, tanto en el ámbito estatal, autonómico y municipal como todas las otras establecidas en el Proyecto. Se adaptarán además las condiciones particulares siguientes que complementarán las indicadas en los reglamentos y normas citadas. 4.1.4 Modificaciones en la Instalación El Contratista realizará todos los planteamientos parciales que sean necesarios para la correcta ejecución de la instalación, los cuales serán aprobados previamente por la Dirección. También tendrá que materializar sobre el terreno todos los puntos de detalle que la Dirección considere necesarios para el acabado exacto de las diferentes unidades. Todos los materiales, equipos y mano de obra necesarios para estos trabajos son a cuenta del Contratista. 4.1.5 Materiales Todos los materiales utilizados serán de primera calidad, cumplirán las especificaciones definidas en el apartado de cálculos del proyecto y en las normas técnicas generales. Toda especificación o característica de materiales que figure en uno solo de los documentos del Proyecto, aún sin figurar en los otros es igualmente obligatoria. En caso de existir contradicción u omisión en los documentos del proyecto, el Contratista tiene la obligación de avisar al técnico que ejerce de Director de Obra, quien decidirá al respecto. En ningún caso podrá suplir la falta sin la autorización de la empresa. Si por no cumplir las prescripciones del presente Pliego, se rechazan los materiales que figuran como utilizables solo en los documentos informativos, el Contratista tendrá la
Automatización de un proceso de fabricación mediante un reactor químico 3. Pliego de Condiciones
208
obligación de aportar otros materiales que cumplan las prescripciones, sin que por esto tenga derecho a un nuevo precio unitario. 4.1.6 Medidas de Orden y Seguridad El Contratista está obligado a adoptar las medidas de orden y seguridad necesarias para la buena y segura marcha de los trabajadores. En todo caso, el Instalador será el responsable durante la ejecución de las obras de todos los accidentes y perjuicios que pueda tener su personal, otras personas o entidades. El Instalador pondrá todos los medios necesarios para el cumplimiento de la Ley 31/95 de Prevención de Riesgos Laborales y asumirá todas las responsabilidades establecidas en dicha Ley. 4.1.7 Personal El Contratista nombrará un responsable con autoridad sobre el resto de trabajadores, que tendrá que acreditar suficientes conocimientos para asumir la ejecución de la obra con garantías plenas en relación a la calidad y la seguridad. El encargado recibirá, cumplirá y transmitirá las instrucciones y órdenes del Técnico Director de Obra. El Contratista tendrá en la obra el número y clase de operarios necesarios para la ejecución para la ejecución de la misma. Estos operarios tendrán aptitudes y experiencia reconocida. El Contratista está obligado a separar de la obra a aquel personal que, según el Técnico Director, no cumpla sus obligaciones, haga el trabajo defectuosamente, no cumpla con las mediadas de seguridad establecidas o con su comportamiento ponga en peligro la seguridad y salud de los demás trabajadores. 4.1.8 Ejecución de la Instalación Comienzo El Contratista dará comienzo a la obra en el plazo que figure en el Contrato establecido con la Propiedad o en su defecto al cabo de quince días de la adjudicación definitiva de la obra. El Contratista está obligado a notificar por escrito al Técnico Director la fecha de comienzo de los trabajos.
Plazo de ejecución La obra se ejecutará en el plazo estipulado en el contrato subscrito con la Propiedad.
Automatización de un proceso de fabricación mediante un reactor químico 3. Pliego de Condiciones
209
Cuando el contratista, de acuerdo con alguno de los puntos incluidos en este pliego o bien en el contrato establecido con la propiedad, solicite una inspección para poder llevar a cabo un trabajo posterior que esté condicionado, está obligado a tener preparada para esta inspección una cantidad de obra correspondiente a un ritmo normal de trabajo. Cuando el ritmo de trabajo establecido por el Contratista no sea el normal o bien por petición de una de las partes, se podrá acordar una programación de inspecciones de acuerdo con el plan de obras. 4.1.9 Libro de Órdenes El Contratista dispondrá en la obra de un Libro de Ordenes en el que se escribirán todas las órdenes que el técnico director crea oportuno darle a través del encargado o persona responsable, sin perjuicio de las que les dé por oficio y que tendrá obligación de firmar el enterado. 4.1.10 Recepción de la Instalación Recepción provisional: Una vez acaba la obra, se llevará a cabo la recepción provisional de las obras. Para ello, el técnico director y la propiedad, en presencia del contratista, levantarán acta, empezando a correr desde ese día el plazo de garantía de la instalación si ésta se halla en estado de ser admitida. De no ser admitida, se hará constar en acta y se darán instrucciones al contratista para subsanar los defectos observados, fijándose para ello un plazo, el cual procederá a un nuevo reconocimiento a fin de preceder a la recepción provisional. • Plazo de garantía: El plazo de garantía será como mínimo de un año (o bien el que se
establezca por contrato) contado desde la fecha de recepción provisional. Durante este periodo queda a cargo del Contratista la conservación de las obras y arreglo de los desperfectos causadas por asiento de las mismas o por mala construcción.
• Recepción definitiva: Se realizará después de transcurrido el plazo de garantía. A partir de
esta fecha cesará la obligación del Contratista de conservar y reparar a su caro las obras si bien subsistirán las responsabilidades que pudiera tener por defectos ocultos y deficiencias de causa dudosa.
4.2 Condiciones Económicas 4.2.1 Abono de la Instalación
Automatización de un proceso de fabricación mediante un reactor químico 3. Pliego de Condiciones
210
En el contrato se especificará detalladamente el importe y la forma de pago. Las liquidaciones parciales que puedan establecerse tendrán carácter de documentos provisionales y dependerán de los certificados de la liquidación final. Estas liquidaciones no suponen aprobación ni recepción de las obras que comprenden. Una vez acabadas las obras se procederá a la liquidación final que se efectuará de acuerdo con los criterios establecidos en el contrato. 4.2.2 Precios El Contratista presentará al formalizarse el contrato una relación de los precios de las unidades de obra que integran el proyecto, los cuales podrán de ser aceptados tendrán valor contractual y se aplicarán a las posibles variaciones que pueda haber. Estos precios unitarios comprenden la ejecución total de la unidad de obra, incluyendo todos los trabajos, materiales, la parte proporcional de imposición fiscal, las cargas laborales y otros gastos repercutibles. En caso de tener que realizarse unidades de obra no previstas en el proyecto, se fijará el precio entre el técnico director y el contratista antes de iniciar la obra y se presentará a la propiedad para su aceptación o no. 4.2.3 Revisión de Precios En el contrato se establecerá si el contratista tiene derecho a la revisión de precios y la fórmula a aplicar para calcularla. En defecto de esta última, se aplicará a juicio del técnico director alguno de los criterios oficiales técnicos aceptados. 4.2.4 Reclamación de Aumento de Precios Si el contratista antes de la firma del contrato no hubiese hecho la reclamación u observación oportuna, no podrá bajo ningún concepto reclamar aumento de los precios fijados para la ejecución de las obras. 4.2.5 Indemnización por Cuenta del Contratista El contratista reparará a su cargo los servicios públicos o privados estropeados, indemnizando a las personas o propietarios que resulten afectados. El contratista adoptará las medidas
Automatización de un proceso de fabricación mediante un reactor químico 3. Pliego de Condiciones
211
necesarias para evitar contaminación del medio ambiente por la acción de combustibles, aceites, humos etc. y será responsable de los daños y perjuicios que se puedan causar. El contratista tendrá que mantener durante la ejecución de la obra y rehacer a su conclusión las servidumbres afectadas, siendo a cargo del contratista los trabajos necesarios para este fin. 4.2.6 Instalación Defectuosa Cuando el contratista halle cualquier unidad de obra que no se ajuste a lo especificado en el proyecto o en el pliego de condiciones, el técnico director podrá aceptarlo o rechazarlo. En el primer caso, éste fijará el precio con arreglo a las diferencias que hubiera, estando obligado el contratista a acatar dicha valoración. En el otro caso, se reconstruirá a expensas del contratista la parte mal ejecutada sin que ello sea motivo de reclamación económica o de ampliación del plazo de ejecución. 4.2.7 Conservación de la Instalación Es obligación del contratista la conservación en perfecto estado de las unidades de la instalación realizadas hasta la fecha de recepción definitiva por parte de la propiedad. Los gastos irán a su cargo. Definición: Se define como conservación de obra, los trabajos de vigilancia y custodia de la obra, limpieza, acabados, entretenimiento y reparación y todos aquellos trabajos que sean necesarios para mantener las obras en perfecto estado de funcionamiento. El presente artículo será de aplicación desde el momento de iniciarse las obras hasta la recepción definitiva. Todos los gastos originados en este concepto serán a cargo del contratista. Serán a cargo del contratista la reposición de elementos que se hayan deteriorado o robado. El contratista tendrá en cuenta en el cálculo de sus propuestas económicas los gastos correspondientes a las reposiciones citadas o a los seguros que sean convenientes. Se tendrá en cuenta especialmente los seguros contraincendios y contra robo durante el periodo de garantía, ya que se entienden incluidos en el concepto de vigilancia y custodia a cuenta del contratista. 4.2.8 Gastos por Pruebas y Ensayos Todos los gastos originados por las pruebas y ensayos de materiales o elementos que intervengan en la ejecución de la obra serán por cuenta del contratista. Todo ensayo que no resulte satisfactorio o que no ofrezca garantías suficientes debe repartirse y será a cargo del contratista.
Automatización de un proceso de fabricación mediante un reactor químico 3. Pliego de Condiciones
212
4.2.9 Fianzas En el contrato se establecerá la fianza que el contratista deberá depositar en garantías del cumplimiento del mismo o se convendrá una retención sobre los pagos realizados a cuenta de obra ejecutada. De no estipularse la fianza en el contrato se entiende que se adopta como garantía una retención del 5% sobre los pago a cuenta citados. En el caso de que el contratista se negase a hacer por su cuenta los trabajos para ultimar la obra en las condiciones contratadas o a atender la garantía, la propiedad podrá ordenar ejecutarlas a un tercero, abonando su importe con cargo a la retención de la fianza sin perjuicio de las acciones legales a que tenga derecho la propiedad si el importe de la fianza no bastase. La fianza retenida se abonará al contratista en un plazo no superiora treinta días una vez firmada el acta de recepción de la obra. 4.2.10 Penalizaciones Se podrán crear tablas de penalización para regular los atrasos en los plazos de entrega de las obras. Las cantidades y plazos se fijarán en el contrato. 4.3 Condiciones Administrativas 4.3.1 Contrato El contrato se formalizará mediante documento privado, que podrá elevarse a escritura a petición de cualquiera de las partes. Comprenderá la adquisición de todos los materiales, transporte, mano de obra, medios auxiliares para la ejecución de la obra proyectada en el plazo estipulado, así como la reconstrucción de las unidades defectuosas, la realización de las obras complementarias y las derivadas de las modificaciones que se introduzcan durante la ejecución, estas últimas en los términos previstos. La totalidad de los documentos que componen el proyecto técnico de la obra serán incorporados al contrato y tanto el contratista como la propiedad deberán firmarlos en testimonio de que los conocen y aceptan. 4.3.2 Responsabilidades El contratista es responsable de la ejecución de la obra como se fija en el proyecto y tendrá que rehacer toda parte que no se ajuste al mismo.
Automatización de un proceso de fabricación mediante un reactor químico 3. Pliego de Condiciones
213
El contratista es el único responsable de los posibles fallos cometidos por él o su personal, así como de los accidentes o perjuicios producidos a la propiedad, vecinos o terceros a causa de la inexperiencia o métodos inadecuados. El contratista es el único responsable de los incumplimientos de las disposiciones vigentes en materia laboral respecto de su personal y, por tanto, los accidentes que puedan sobrevenir y de los derechos que puedan derivarse de ellos. 4.3.3 Rescisión del Contrato Causas de rescisión Se consideran causas suficientes para la rescisión de un contrato los siguientes: - Muerte o incapacitación del contratista. - La quiebra del contratista. - Modificación del proyecto cuando produzca alteración en más del 25% del valor
contratado. - Modificación de las unidades de obra en número superior al 40% del original - La no inicialización de las obras en el plazo estipulado cuando sea por causas ajenas a la
propiedad. - La suspensión de las obras ya iniciadas siempre que el plazo de suspensión sea mayor de
seis meses. - Incumplimiento de las condiciones del contrato cuando implique mala fe - Terminación del plazo de ejecución de la obra sin haberse llegado a completar ésta. - Actuación con mala fe en la ejecución de los trabajos- - Subcontratar la totalidad o parte de la obra a terceros sin la autorización del técnico director
y la propiedad. Liquidación en el caso de rescisión de contrato Siempre que se rescinda el contracto por causas anteriores o bien por acuerdo entre las dos partes, se abonarán al Contratista las unidades de obra ejecutadas y los materiales apilados a pie de obra. Cuando se rescinda el contracto este llevará implícita la retención de la fianza para obtener los posibles gastos de conservación del periodo de garantía y los derivados del mantenimiento hasta la fecha de nueva adjudicación. 4.4 Condiciones Facultativas 4.4.1 Delimitación General de Funciones Técnicas
Automatización de un proceso de fabricación mediante un reactor químico 3. Pliego de Condiciones
214
Corresponde al ingeniero: - Redactar los complementos o rectificaciones del proyecto que sean necesarios. - Asistir a las obras tantas veces como lo requiera su complejidad y naturaleza para poder
resolver los contingentes que se produzcan e impartir las instrucciones complementarias que sean necesarias para poder conseguir la solución técnica correcta.
- Coordinar la intervención en obra de otros técnicos especialistas en determinadas materias. - Aprobar las certificaciones parciales de obra, la liquidación final y asesorar al promotor en
el acto de la recepción - Preparar la documentación final de la obra y expedir y suscribir el certificado final de obra - Planificar a la vista del proyecto de ingeniería, del contrato y de la normativa técnica de
aplicación el control de calidad y económico de la obra. - Comprobar las instalaciones provisionales, medios auxiliares y sistemas de seguridad e
higiene en el trabajo controlando su correcta ejecución. - Ordenar y dirigir la ejecución material de acuerdo con el proyecto, con las normas técnicas
y con las reglas de buena instalación. - Hacer o disponer de las pruebas y ensayos materiales, instalaciones y otras unidades de
obra según las frecuencias de muestreo programadas en el plan de control, así como efectuar otras comprobaciones que resulten necesarias para asegurar la calidad de la instalación.
4.4.2 Obligaciones Generales del Contratista Verificación de los documentos del proyecto. Antes de comenzar las obras, el contratista consignará por escrito que la documentación aportada resulta suficiente para la comprensión de la totalidad de la obra contratada o, en caso contrario, solicitará las aclaraciones pertinentes. 4.4.3 Presencia del Director de Obra El director de obra, por el mismo o a través de sus técnicos o encargados, estará presente durante la jornada legal de trabajo y acompañará al ingeniero en las visitas que se hagan a obra, poniéndose a su disposición para todos los reconocimientos que se consideren necesarios y suministrará los datos necesarios para la comprobación de mediciones y liquidaciones. 4.4.4 Faltas de Personal El ingeniero, en caso de desobediencia de sus instrucciones, manifiesta incompetencia o negligencia grave que comporte o perturbe la buena marcha de los trabajadores, podrá requerir al contratista para que aparte de la obra a los operarios causantes de la perturbación.
Automatización de un proceso de fabricación mediante un reactor químico 3. Pliego de Condiciones
215
El contratista podrá subcontratar capítulos o unidades de obra a otros contratistas industriales, sujetándose en su caso, a lo estipulado en este pliego de condiciones particulares y sin perjudicar sus obligaciones como contratista general de la obra. 4.4.5 Ampliación del Proyecto por Causas de Fuerza Mayor Cuando sea necesario ampliar el proyecto por motivo imprevisto o por cualquier accidente, no se interrumpirán los trabajos y se seguirá según las instrucciones hechas por el ingeniero mientras se formula o tramita el proyecto reforzado. 4.4.6 Procedencia de los Materiales y Aparatos El instalador tiene libertad de proveerse de materiales y aparatos de toda clase en los puntos que él crea conveniente, excepto en los casos en que el pliego particular de condiciones técnicas perciba una procedencia determinada. Obligatoriamente y antes de proceder a su utilización y montaje, el instalador presentará al ingeniero una lista completa de los materiales y aparatos que tenga que utilizar donde se especifique todas las indicaciones sobre marcas, calidades, procedencia e idoneidad de cada uno. 4.4.7 Materiales y Aparatos Defectuosos Cuando los materiales, elementos de instalaciones o aparatos no fuesen de la calidad definida en este pliego o no se tuviese la preparación que se exige o cuando la falta de prescripciones formales del pliego se reconociese o demostrase que no son adecuadas para su objetivo, el ingeniero dará orden al instalador de sustituirlos por otros que satisfagan las condiciones y cumplan con el objetivo para el que se destinan. 4.4.8 Reconocimientos y Ensayos Previos Cuando lo estime oportuno el técnico director, podrá encargar y ordenar el análisis, ensayo o comprobación de los materiales, elementos o instalaciones, bien sea en fábrica de origen, laboratorios oficiales o en la misma obra según se crea más conveniente, aunque estos no estén indicados en este pliego. Las comprobaciones las efectuarán especialistas competentes en presencia del director técnico. Los gastos originados por estas pruebas y comprobaciones correrán a cargo del contratista. 4.4.9 Ensayos Antes de la puesta en servicio de la instalación, el contratista tiene que hacer los ensayos necesarios para probar, a la entera satisfacción del técnico director de obra, que todo equipo,
Automatización de un proceso de fabricación mediante un reactor químico 3. Pliego de Condiciones
216
aparato, etc. han sido instalados correctamente de acuerdo con las normas establecidas y están en condiciones satisfactorias para funcionar. Todos los ensayos serán presenciados por el ingeniero. Los resultados de los ensayos serán plasmados en certificados indicando fecha y nombre de la persona a cargo del ensayo, así como su categoría profesional. 4.4.10 Puesta En Marcha
- La puesta en marcha tendrá lugar inmediatamente después de haber finalizado el montaje teniendo que estar funcionando en los días previstos.
- La puesta en marcha finalizará cuando hayamos declarado la instalación lista para su uso. Esto se efectuará por escrito por medio del encargado.
- Todos los equipos no pertenecientes a nuestro suministro estarán listos para el servicio, habiendo sido comprobados su funcionamiento con anterioridad.
4.5 Condiciones Técnicas 4.5.1 Condiciones Generales Las características técnicas serán, mediante mutuo acuerdo, rectificadas en caso de necesidad imperiosa. De no ser así, cumplirán las condiciones eléctricas y de parámetros señalados en este documento, así como también las condiciones de seguridad señaladas. Este pliego de condiciones tiene la finalidad de definir al contratista la totalidad del trabajo y su ejecución cualitativa. El trabajo consistirá en la instalación y conexión de toda la totalidad de instrumentación en campo y en sala de instrumentación, incluyendo el suministro de electricidad y aire; la instalación de los componentes del Sistema de Control Distribuido y su programación. 4.5.2 Normas a Seguir El diseño de la instalación estará de acuerdo con las exigencias y recomendaciones expuestas en la última edición de los códigos siguientes: - Normas U.N.E. - Ley de Prevención de Riesgos Laborales - Ley de Seguridad e Higiene Las normas indicadas anteriormente tienen preferencia sobre otros códigos o normas de menor nivel de exigencia.
Automatización de un proceso de fabricación mediante un reactor químico 3. Pliego de Condiciones
217
4.5.3 Instalación del Cableado El cable se llevará por bandeja perforada desde la sala eléctrica y la sala de conexiones hasta las cajas de campo y los consumidores eléctricos. Se distinguirá entre cableado de potencia y cableado de instrumentación. Los cables de instrumentos tendrán una cubierta de color azul y se llevarán por bandejas separadas de los cables de potencia ya instalados que serán con cubierta de color negro. Todas las conexiones tendrán que estar enbornadas. Las conexiones de soldadura no son admisibles. Todas las extremidades de los conductores irán provistas de terminales de conexión (conexión prensada). Los conductores no tendrán que derivarse en los bornes de los aparatos, ya que para tal efecto están las regletas. Los cables tendrán que identificarse de forma conveniente. Esta identificación se efectuará en las regletas cada 10 metros en todas las entradas y salidas de tubo si se precisase, así como en todas las conexiones. Los cables se instalarán de manera que queden tensos y bien peinados. 4.5.4 Instalación de Cajas de Campo Las cajas instaladas en campo estarán equipadas con 60 bornas cada una con su correspondiente prensaestopas certificados en el mismo grado que las cajas. Las entradas de cable que no se utilicen se taparán mediante tapones específicos para tal uso. 4.5.5 Instalación del PLC El PLC con los controladores y módulos de entradas y salidas se instalarán en la sala de conexiones en un bastidor preparado para la conexión de todos los elementos. Desde este armario se tenderán los policables hasta los regleteros y de aquí hasta las cajas de campo por bandejas específicas de instrumentación. Los policables contarán con cubierta azul como indicador que son cables de instrumentación. 4.5.6 Alimentación del Sistema de Control El sistema de control se alimentará desde el sistema ininterrumpido de tensión situado en la sala eléctrica desde una salida protegida de fusibles de 16 A. Este sistema garantizará el suministro seguro de tensión por un tiempo mínimo de media hora tras el fallo de la red de suministro.
Automatización de un proceso de fabricación mediante un reactor químico 3. Pliego de Condiciones
218
4.5.7 Módulos de Entradas y Salidas Se verificarán estas condiciones conforme a las siguientes comprobaciones: - Medida de valores de entradas y salidas - Medidas de los parámetros de trabajo. - Mediante un montaje de puesta en marcha, se comprobarán tensiones, corrientes y
potencias que cada módulo tiene en cada momento y como valores límite especificados por el fabricante, disponiendo de aparatos de medida de tensiones e intensidades y del programador, para visualizar la señal. Si durante alguna de las pruebas realizadas, resultase algún módulo dañado sin haber sobrepasado algún parámetro máximo, se probará con otro módulo de la misma clase y familia. Si volviera a producirse la avería en el mismo módulo, se mirarían los módulos de bus y también el autómata en conjunto.
4.5.8 Instrumentos: actuadores y sensores Todos los instrumentos a instalar tendrán las características citadas en el apartado de cálculos del proyecto y se instalarán siguiendo las especificaciones de montaje de cada uno de ellos. 4.5.9 Armario (bastidor) El armario que contenga los equipos de control deberá estar instalado en una zona que esté bien iluminada, con fácil acceso y exenta de vibraciones. Los conductores de alimentación irán conducidos sobre bandejas y su introducción en el armario se hará a través de prensa estopas con un diámetro, acorde con la sección exterior de la manguera de conductores. 4.5.10 Materiales Todos los materiales se instalarán con las características y calidades indicadas en el Proyecto Técnico y en las normas de aplicación a esta instalación cuanto en ellas se especifique. Cualquier equipo o dispositivo deberá ser sometido a la aprobación del Técnico Director, para lo cuál se le presentará una muestra del mismo o bien en catálogo, en el que se indiquen las características y calidad del mismo.
Automatización de un proceso de fabricación mediante un reactor químico 3. Pliego de Condiciones
219
4.6 Plan de Seguridad, Higiene y Prevención El Contratista es el único responsable de la salud y seguridad en la obra de sus trabajadores y posibles Subcontratistas y colaboradores por lo cual realizará la prevención adecuada y tomará las medidas de Seguridad e Higiene pertinentes, cumpliendo estrictamente con las leyes, reglamentos, normas, ordenanzas, etc. y obligaciones aplicables. En particular el contratista cumplirá lo dispuesto en la Ley de Prevención de Riesgos Laborales (Ley 31/1995, de 8/11) y el Real Decreto 1627/1997, de 24/10, así como normativa y reglamentación asociada, con objeto de proteger la salud y seguridad de los trabajadores y participantes en la obra. En caso de accidente, el contratista exonerará a La Propiedad y/o sus representantes de toda responsabilidad al respecto. 4.6.1 Seguridad y Salud de los Trabajadores El Contratista garantizará la seguridad y salud de los trabajadores a su servicio tanto de forma directa como indirecta, realizando la prevención de los riesgos y adoptando cuantas medidas de Seguridad e Higiene sean necesarias al respecto. Asimismo, el Contratista velará por no afectar la salud y seguridad de otros participantes de la obra como consecuencia de su trabajo y actividad en la obra. Para conseguir garantizar lo indicado anteriormente, el Contratista cumplirá con sus obligaciones al respecto, siendo las más importantes: • Cumplir con las obligaciones establecidas y respetará y seguirá todas las normas,
reglamentos y leyes relativas a Higiene, Seguridad y Prevención de Riesgos Laborales.
• Establecer el Plan y/o Medidas de Seguridad e Higiene y Prevención de riesgos de la obra y lo someterá para su aprobación. En todo momento, incluso antes de comentario o aprobación, el Contratista seguirá y hará aplicar a sus trabajadores y posibles Subcontratistas lo establecido en dicho Plan o Medidas citadas y no eximirá al Contratista de sus obligaciones y responsabilidades.
• Actuar siguiendo los Principios de acción preventiva y en particular lo previsto por la
Ley de Prevención de Riesgos Laborales y la Normativa y Reglamentación aplicable. • Asignar a la obra personal con la suficiente calificación, formación y aptitudes psico-
físicas para las condiciones y requerimientos de la obra. • Hacer cumplir a su personal todas las medidas y aspectos relativos a Seguridad y
Prevención de Riesgos Laborales. En caso que su personal no cumpla con dichas exigencias o se encuentre en situación inadecuada para el riesgo potencial de la obra (fatiga excesiva, negligencia, no adaptación al trabajo a realizar, etc.), deberá reemplazarlo de inmediato por personal adecuado a las condiciones de la obra.
Automatización de un proceso de fabricación mediante un reactor químico 3. Pliego de Condiciones
220
• Está terminantemente prohibido introducir bebidas alcohólicas, drogas ó sustancias
alucinógenas en el recinto de la obra, así como presentarse bajo los efectos de las mismas. El Contratista será responsable de hacer cumplir a sus trabajadores y a los Subcontratistas la normativa al respecto.
En cualquier momento y a petición de la supervisión de TPI se puede solicitar la valoración por parte de los responsables de seguridad de la obra, de la aptitud para el trabajo.
El sometimiento a la revisión de aptitud es voluntario por parte del trabajador, pero hasta que no se produzca dicha valoración con resultados positivos, no se le permitirá la entrada a la obra. Esta medida se adopta tanto por su seguridad como por la del resto de los trabajadores.
• No podrá emplear en la obra ningún trabajador que no tenga la cobertura legal
requerida y no haya recibido la formación de Seguridad, Higiene y Prevención de Riesgos requerida por la obra.
• Debe prever la actuación en caso de accidentes/incidentes para una pronta actuación y
minimización de consecuencias. 4.6.2 Normas de Seguridad, Higiene y Prevención El Contratista y todo su personal deberá cumplir estrictamente las normas vigentes de Seguridad, Higiene y Prevención, y muy en particular la Ley de Prevención de Riesgos Laborales, así como el Proyecto de Seguridad de la Obra y cuantas otras le sean indicadas por la Propiedad y/o la Dirección de Facultativa.
Se penalizará por cada incumplimiento de la norma de Seguridad con riesgo de accidente según escalado adjunto. Asimismo y llegado el caso, la Propiedad se reserva el derecho de prescindir de los servicios de la/s personas que de manera reiterada hagan caso omiso de las directrices sobre Seguridad, Salud y Prevención y Normas de La Propiedad El Contratista estará obligado a señalizar de manera adecuada la zona de trabajos en los cuales es imprescindible seguir las normas de seguridad establecidas. De manera especialmente llamativa deberán quedar señalizadas la prohibición de acceso a estas zonas durante los períodos de tiempo sin actividad laboral, en prevención de que personas ajenas a la obra pudieran recibir daño alguno.
Automatización de un proceso de fabricación mediante un reactor químico 3. Pliego de Condiciones
221
Las faltas de Seguridad reiteradas podrán determinar la expulsión de trabajadores reincidentes o la cancelación del Contrato sin compensación alguna por dicho motivo. La Propiedad no será responsable de los materiales ni de las instalaciones depositadas en obra hasta que la recepción provisional de los trabajos sea realizada, debiendo el Contratista tomar las medidas y/o precauciones necesarias para evitar robos, sustracciones o daños que pudieran entorpecer o retrasar sus trabajos en obra. El Contratista asume conocer las Normas de Seguridad, Higiene y Prevención y en particular las de la Propiedad y se responsabiliza del total cumplimiento de las mismas. El Contratista estará obligado a presentar mensualmente los boletines de cotización a la Seguridad Social TC1 y TC2 del personal empleado en la obra. El Contratista será responsable del mantenimiento y limpieza de los locales que se instalen para servicio del personal general de la obra. 4.6.3 Incumplimiento de las Normas El incumplimiento del respeto de las normas, reglamentos de Seguridad, Higiene y Prevención de Riesgos y/o del Plan de Seguridad podrán comportar la expulsión inmediata del trabajador o trabajadores negligentes. El incumplimiento de las obligaciones del Contratista en materia de Seguridad e Higiene y Prevención de Riesgos Laborales podrá comportar la paralización de los trabajos y en caso de negligencia continuada o grave, se podrá determinar la cancelación del contrato.
En ambos casos, el Contratista no podrá reclamar compensación ni retrasos.
4.6.4 Sanciones Como objetivo para el cumplimiento de las normas de Salud y Seguridad, La Propiedad se reserva el derecho de aplicar las siguientes sanciones económicas, a fin de mejorar la garantía de su cumplimiento, según las siguientes faltas: • Tenencia o consumo de bebidas alcohólicas, drogas ó sustancias alucinógenas en el
centro de trabajo. Sanción de 300 € al Contratista y posible expulsión de la obra del infractor • No utilizar casco protector, calzado, etc. en el recinto de la obra. Sanción de 150 € / persona y vez. • Trabajos en alturas sin arnés de seguridad ó dispositivos de seguridad debidamente
utilizado.

Automatización de un proceso de fabricación mediante un reactor químico 3. Pliego de Condiciones
222
Sanción de 300 € / persona y vez y expulsión de la obra del infractor. • Medios auxiliares inadecuados y peligrosos, andamios, escaleras, etc Sanción 300 € / vez. • Realizar trabajos sin permiso de trabajo. Sanción 600 € / vez. Las posibles sanciones serán deducidas de las facturaciones del Contratista.
La aplicación de estas penalidades no eximirá de las posibles medidas indicadas en las Especificaciones Generales de Construcción.
4.6.5 Documentación a Presentar El Contratista deberá adjuntar la siguiente documentación:
• Manual de Seguridad y Prevención de Riesgos Laborables • Evaluación de Riesgos Laborales • Programa de Formación del Personal • Programa de Vigilancia Médica del Personal
4.6.6 Inspecciones Estrategia de realización de inspecciones internas de seguridad durante la obra, en las que se verificarán y revisarán, entre otros los siguientes aspectos:
• Herramientas y utillaje. • Equipos de trabajo • Equipos de protección (colectiva e individual) • Maquinaria • Vehículos de transporte • Medios de elevación • Etc.
Procedimiento para la investigación de accidentes e incidentes en el que el Contratista indicará las personas responsables tanto durante la investigación como en el cumplimiento de las acciones correctivas que se deriven de la investigación.
Automatización de un proceso de fabricación mediante un reactor químico 3. Pliego de Condiciones
223
4.6.7 Accidentes de Trabajo En caso de accidentes ocurridos al personal con motivo y en el ejercicio de los trabajos de ejecución de la obra, el Contratista atenderá a lo dispuesto a este respecto en la Legislación vigente, siendo en todo caso único responsable de su incumplimiento y sin que, por ningún concepto, pueda quedar afectada la Propiedad por responsabilidades de cualquier aspecto. De los accidentes y perjuicios de todo género que, por no cumplir el Contratista lo legislado sobre la materia, pudieran sobrevenir será éste el único responsable, ya que se considera que en los precios contratados están incluidos todos los gastos precisos para cumplir dichas disposiciones legales. 4.6.8 Daños a Terceros El Contratista será responsable de todos los accidentes que por inexperiencia, negligencia, descuido o cualquier otro supuesto a él imputable sobrevinieran, tanto en la edificación donde se efectúan las obras como en las indemnizaciones de los daños o perjuicios a que a ello diera lugar.
Tarragona, a 5 de Septiembre de 2006
La Ingeniera Técnica Industrial: Noemí Ferré del Rincón
Automatización de un Proceso de Fabricación Mediante un Reactor Químico
5. ESTADO DE MEDICIONES
Autora: Noemí Ferré del Rincón Director: Lluís Guasch Pesquer
Data: Septiembre 2006
Automatización de un proceso de fabricación mediante un reactor químico 5. Estado de Mediciones
224
ÍNDICE ESTADO DE MEDICIONES
5.1 Mediciones ........................................................................................................................ 225
Capítulo 1: Actuadores .................................................................................................... 225 Capítulo 2: Sensores ........................................................................................................ 226 Capítulo 3: Hardware ....................................................................................................... 227 Capítulo 4: Software ........................................................................................................ 228 Capítulo 5: Cableado ....................................................................................................... 229
Automatización de un proceso de fabricación mediante un reactor químico 5. Estado de mediciones
225
5.1 Estado de Mediciones Código Descripción Uts. Longitud Parciales Cantidad
CAPÍTULO 01: ACTUADORES
A01 u Montaje de válvulas todo/nada y de control en las tuberías. Válvulas todo/nada de sector de bola 3310 con accionamiento neumático y los accesorios tales como: electroválvula y final de carrera. Válvulas de control de asiento 3241 con accionamiento neumático y los accesorios tales como: electroválvula, final de carrera y posicionador. Pequeño material para la instalación incluido.
1 1,000
1,00

Automatización de un proceso de fabricación mediante un reactor químico 5. Estado de mediciones
226
Código Descripción Uts. Longitud Parciales Cantidad
CAPÍTULO 02: SENSORES
S01 u Montaje de detectores de nivel en los depósitos y reactor. Montaje de medidores de nivel visuales BM26, detectores de nivel FTL50 y FTL51, detectores de nivel por diferencia de presión T9500. Pequeño material para la instalación incluido.
1 1,000 1,00 S02 u Montaje de transmisor de temperatura en el reactor
Montaje de transmisor de temperatura PT100, Rosemount 248 en la parte superior del reactor. Pequeño material para la instalación incluido.
1 1,000 1,00 S03 u Montaje de transmisores de caudal másico por coriolis.
Montaje de 3 transmisores de caudal másicos por coriolis, modelo Micro Motion 2700, serie 2000; en las 3 tuberías de adición de materia prima al reactor. Uno de ellos resistente a la corrosión. Pequeño material para la instalación incluido.
1 1,000 1,00 S04 u Montaje de medidor de presión.
Montaje de 7 medidores de presión en tuberías y reactor modelo 233.30. Estos se situarán a continuación de cada bomba para determinar la presión en ese tramo. Uno de ellos debe resistir la corrosión. Pequeño material para la instalación incluido.
1 1,000 1,00 S05 u Montaje de puestas a tierra en los camiones cisterna
Montaje de puestas a tierra en los camiones cisterna con abrazadera 70AK y rewinder de cable 601KR/A Pequeño material para la instalación incluido.
1 1,000 1,00
Automatización de un proceso de fabricación mediante un reactor químico 5. Estado de mediciones
227
Código Descripción Uts. Longitud Parciales Cantidad
CAPÍTULO 03: HARDWARE
H01 u Montaje del PLC SIMATIC S7-300 . Montaje del PLC SIMATIC S7-300 de la marca Siemens en el bastidor situado en la sala de conexiones. Pequeño material para la instalación incluido.
1 1,000
1,00
Automatización de un proceso de fabricación mediante un reactor químico 5. Estado de mediciones
228
Código Descripción Uts. Longitud Parciales Cantidad
CAPÍTULO 04: SOFTWARE
S01 u Desarrollo de la programación del proceso mediante el software SIMATIC STEP7 Desarrollo de la programación del proceso mediante el software SIMATIC STEP7 de Siemens
1 1,000 1,00
Automatización de un proceso de fabricación mediante un reactor químico 5. Estado de mediciones
229
Código Descripción Uts. Longitud Parciales Cantidad
CAPÍTULO 05: CABLEADO
C01 u Cableado desde los instrumentos hasta las caja y desde las cajas hasta el bastidor Cableado de los instrumentos hasta las cajas, situados ambos en la sala de producción. Y cableado desde dichas cajas hasta el bastidor situado en la sala de conexiones. Con conductor IC-VOV de la marca Telecnor, de cobre electrolítico, recubierto por PVC
1 1,000
1,00
Tarragona, a 5 de Septiembre de 2006
La Ingeniera Técnica Industrial: Noemí Ferré del Rincón
Automatización de un Proceso de Fabricación Mediante un Reactor Químico
6. PRESUPUESTO
Autora: Noemí Ferré del Rincón Director: Lluís Guasch Pesquer
Data: Septiembre 2006

Automatización de un proceso de fabricación mediante un reactor químico 6. Presupuesto
230
ÍNDICE PRESUPUESTO
6.1 Listado de precios unitarios ......................................................................................... 231 6.2 Cuadro de descompuestos ............................................................................................. 235
Capítulo 1: Actuadores .................................................................................................... 235 Capítulo 2: Sensores ........................................................................................................ 237 Capítulo 3: Hardware ....................................................................................................... 240 Capítulo 4: Software ........................................................................................................ 241 Capítulo 5: Cableado ....................................................................................................... 242
6.3 Presupuesto ..................................................................................................................... 243
Capítulo 1: Actuadores .................................................................................................... 243 Capítulo 2: Sensores ........................................................................................................ 244 Capítulo 3: Hardware ....................................................................................................... 245 Capítulo 4: Software ........................................................................................................ 245 Capítulo 5: Cableado ....................................................................................................... 245
6.3 Resumen del presupuesto .............................................................................................. 246
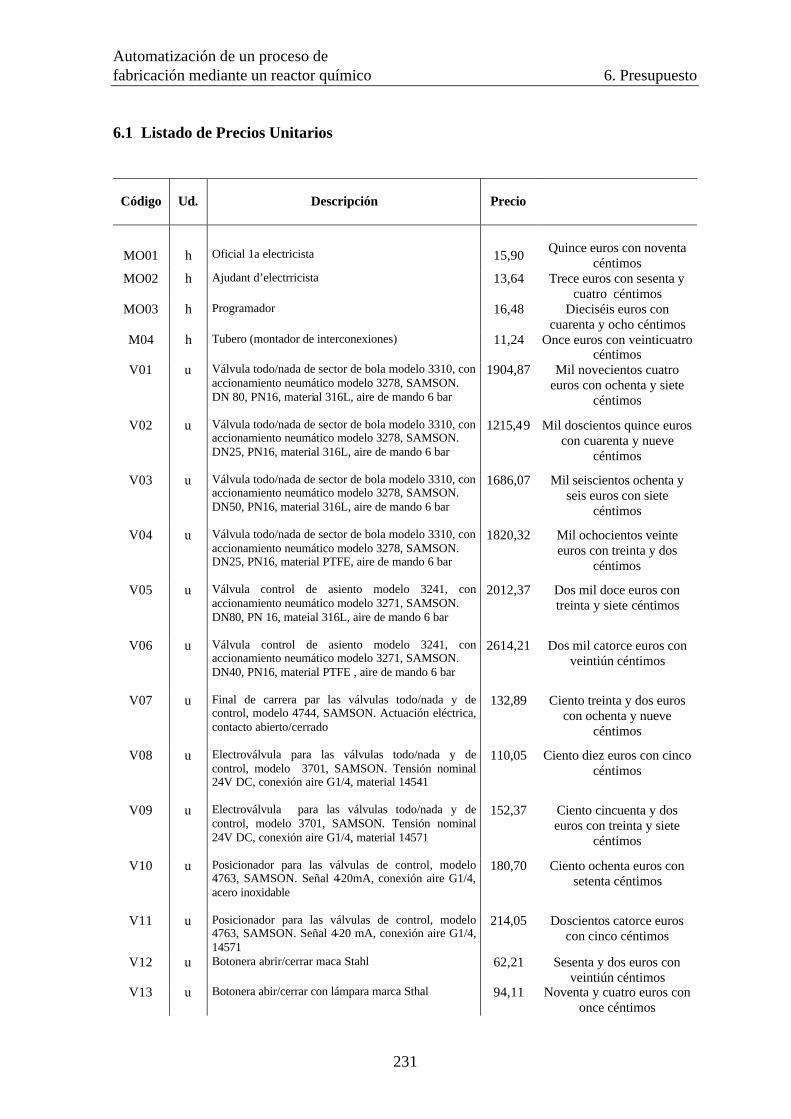
Automatización de un proceso de fabricación mediante un reactor químico 6. Presupuesto
231
6.1 Listado de Precios Unitarios
Código
Ud.
Descripción
Precio
MO01
h
Oficial 1a electricista
15,90
Quince euros con noventa
céntimos MO02 h Ajudant d’electrricista 13,64 Trece euros con sesenta y
cuatro céntimos MO03 h Programador
16,48 Dieciséis euros con
cuarenta y ocho céntimos M04 h Tubero (montador de interconexiones)
11,24 Once euros con veinticuatro
céntimos V01 u Válvula todo/nada de sector de bola modelo 3310, con
accionamiento neumático modelo 3278, SAMSON. DN 80, PN16, material 316L, aire de mando 6 bar
1904,87 Mil novecientos cuatro euros con ochenta y siete
céntimos
V02 u Válvula todo/nada de sector de bola modelo 3310, con accionamiento neumático modelo 3278, SAMSON. DN25, PN16, material 316L, aire de mando 6 bar
1215,49 Mil doscientos quince euros con cuarenta y nueve
céntimos
V03 u Válvula todo/nada de sector de bola modelo 3310, con accionamiento neumático modelo 3278, SAMSON. DN50, PN16, material 316L, aire de mando 6 bar
1686,07 Mil seiscientos ochenta y seis euros con siete
céntimos
V04 u Válvula todo/nada de sector de bola modelo 3310, con accionamiento neumático modelo 3278, SAMSON. DN25, PN16, material PTFE, aire de mando 6 bar
1820,32 Mil ochocientos veinte euros con treinta y dos
céntimos
V05 u Válvula control de asiento modelo 3241, con accionamiento neumático modelo 3271, SAMSON. DN80, PN 16, mateial 316L, aire de mando 6 bar
2012,37 Dos mil doce euros con treinta y siete céntimos
V06 u Válvula control de asiento modelo 3241, con accionamiento neumático modelo 3271, SAMSON. DN40, PN16, material PTFE , aire de mando 6 bar
2614,21 Dos mil catorce euros con veintiún céntimos
V07 u Final de carrera par las válvulas todo/nada y de control, modelo 4744, SAMSON. Actuación eléctrica, contacto abierto/cerrado
132,89 Ciento treinta y dos euros con ochenta y nueve
céntimos
V08 u Electroválvula para las válvulas todo/nada y de control, modelo 3701, SAMSON. Tensión nominal 24V DC, conexión aire G1/4, material 14541
110,05 Ciento diez euros con cinco céntimos
V09 u Electroválvula para las válvulas todo/nada y de control, modelo 3701, SAMSON. Tensión nominal 24V DC, conexión aire G1/4, material 14571
152,37 Ciento cincuenta y dos euros con treinta y siete
céntimos
V10 u Posicionador para las válvulas de control, modelo 4763, SAMSON. Señal 4-20mA, conexión aire G1/4, acero inoxidable
180,70 Ciento ochenta euros con setenta céntimos
V11 u Posicionador para las válvulas de control, modelo 4763, SAMSON. Señal 4-20 mA, conexión aire G1/4, 14571
214,05 Doscientos catorce euros con cinco céntimos
V12 u Botonera abrir/cerrar maca Stahl
62,21 Sesenta y dos euros con veintiún céntimos
V13 u Botonera abir/cerrar con lámpara marca Sthal 94,11 Noventa y cuatro euros con once céntimos
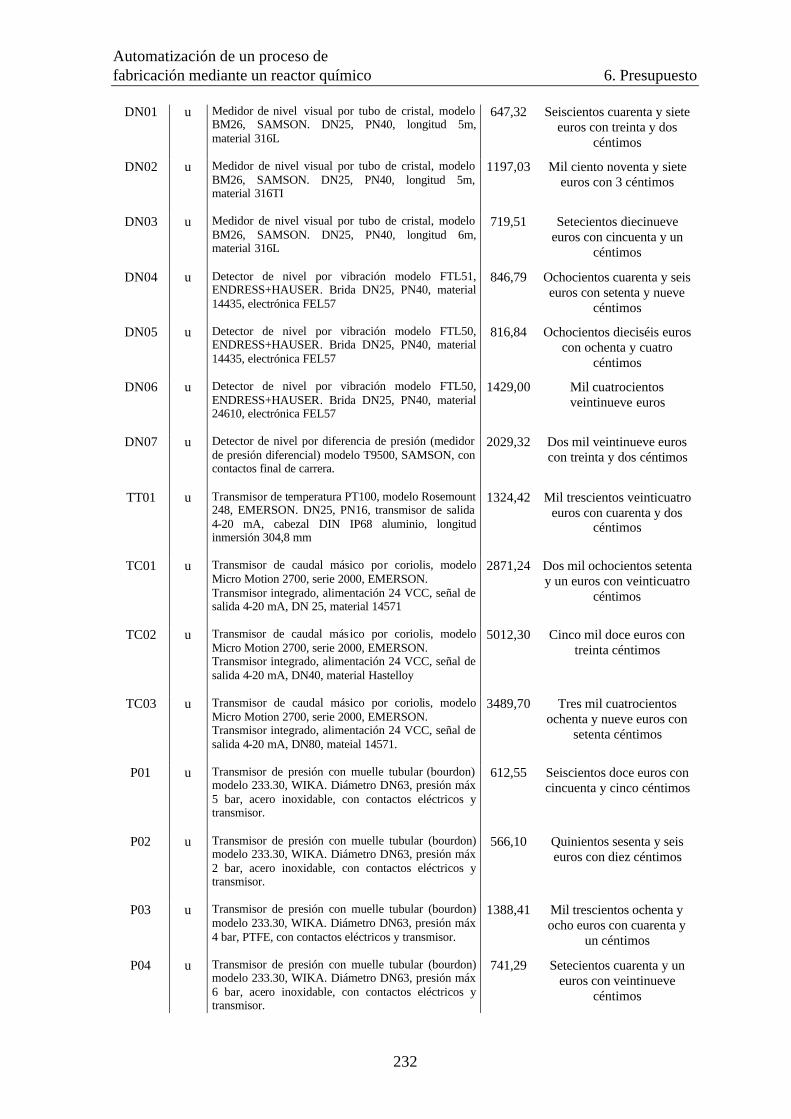
Automatización de un proceso de fabricación mediante un reactor químico 6. Presupuesto
232
DN01 u Medidor de nivel visual por tubo de cristal, modelo BM26, SAMSON. DN25, PN40, longitud 5m, material 316L
647,32 Seiscientos cuarenta y siete euros con treinta y dos
céntimos
DN02 u Medidor de nivel visual por tubo de cristal, modelo BM26, SAMSON. DN25, PN40, longitud 5m, material 316TI
1197,03 Mil ciento noventa y siete euros con 3 céntimos
DN03 u Medidor de nivel visual por tubo de cristal, modelo BM26, SAMSON. DN25, PN40, longitud 6m, material 316L
719,51 Setecientos diecinueve euros con cincuenta y un
céntimos
DN04 u Detector de nivel por vibración modelo FTL51, ENDRESS+HAUSER. Brida DN25, PN40, material 14435, electrónica FEL57
846,79 Ochocientos cuarenta y seis euros con setenta y nueve
céntimos
DN05 u Detector de nivel por vibración modelo FTL50, ENDRESS+HAUSER. Brida DN25, PN40, material 14435, electrónica FEL57
816,84 Ochocientos dieciséis euros con ochenta y cuatro
céntimos
DN06 u Detector de nivel por vibración modelo FTL50, ENDRESS+HAUSER. Brida DN25, PN40, material 24610, electrónica FEL57
1429,00 Mil cuatrocientos veintinueve euros
DN07 u Detector de nivel por diferencia de presión (medidor de presión diferencial) modelo T9500, SAMSON, con contactos final de carrera.
2029,32 Dos mil veintinueve euros con treinta y dos céntimos
TT01 u Transmisor de temperatura PT100, modelo Rosemount 248, EMERSON. DN25, PN16, transmisor de salida 4-20 mA, cabezal DIN IP68 aluminio, longitud inmersión 304,8 mm
1324,42 Mil trescientos veinticuatro euros con cuarenta y dos
céntimos
TC01 u Transmisor de caudal másico por coriolis, modelo Micro Motion 2700, serie 2000, EMERSON. Transmisor integrado, alimentación 24 VCC, señal de salida 4-20 mA, DN 25, material 14571
2871,24 Dos mil ochocientos setenta y un euros con veinticuatro
céntimos
TC02 u Transmisor de caudal másico por coriolis, modelo Micro Motion 2700, serie 2000, EMERSON. Transmisor integrado, alimentación 24 VCC, señal de salida 4-20 mA, DN40, material Hastelloy
5012,30 Cinco mil doce euros con treinta céntimos
TC03 u Transmisor de caudal másico por coriolis, modelo Micro Motion 2700, serie 2000, EMERSON. Transmisor integrado, alimentación 24 VCC, señal de salida 4-20 mA, DN80, mateial 14571.
3489,70 Tres mil cuatrocientos ochenta y nueve euros con
setenta céntimos
P01 u Transmisor de presión con muelle tubular (bourdon) modelo 233.30, WIKA. Diámetro DN63, presión máx 5 bar, acero inoxidable, con contactos eléctricos y transmisor.
612,55 Seiscientos doce euros con cincuenta y cinco céntimos
P02 u Transmisor de presión con muelle tubular (bourdon) modelo 233.30, WIKA. Diámetro DN63, presión máx 2 bar, acero inoxidable, con contactos eléctricos y transmisor.
566,10 Quinientos sesenta y seis euros con diez céntimos
P03
u Transmisor de presión con muelle tubular (bourdon) modelo 233.30, WIKA. Diámetro DN63, presión máx 4 bar, PTFE, con contactos eléctricos y transmisor.
1388,41 Mil trescientos ochenta y ocho euros con cuarenta y
un céntimos
P04
u Transmisor de presión con muelle tubular (bourdon) modelo 233.30, WIKA. Diámetro DN63, presión máx 6 bar, acero inoxidable, con contactos eléctricos y transmisor.
741,29 Setecientos cuarenta y un euros con veintinueve
céntimos

Automatización de un proceso de fabricación mediante un reactor químico 6. Presupuesto
233
PT01 u Puesta a tierra con abrazadera modelo 70AK y
“rewinder” de cable modelo 601KR/A de la marca ELTEX.
2924,12 Dos mil novecientos veinticuatro euros con doce
céntimos PLC01 u SIMATIC S7-300, fuente de alimentación monofásica
con intensidad de salida de 10 A, de la marca Siemens Referencia: 6ES7307-1KA00-0AA0
505,05 Quinientos cinco euros con 5 céntimos
PLC02 u SIMATIC S7-300, CPU 314C 2DP de la marca Siemens Referencia: 6ES7314-6CF00-0AB0
819,08 Ochocientos diecinueve euros con ocho céntimos
PLC03 u SIMATIC S7-300, tarjeta de entradas digitales de la marca Siemens, SM321, 32 DI, 24 V DC Referencia: 6ES 321-1BL00-0AA0
210,80 Doscientos diez euros con ochenta céntimos
PLC04 u SIMATIC S7-300, tarjeta de entradas digitales de la marca Siemens, SM321, 16 DI, 24 V DC Referencia: 6ES 321-1BH01-0AA0
198,14 Ciento noventa y ocho euros con catorce céntimos
PLC05 u SIMATIC S7-300, tarjeta de salidas digitales de la marca Siemens, SM322, 32 DO, 24 V DC Referencia: 6ES7 322-1BL00-0AA0
292,05 Doscientos noventa y dos euros con cinco céntimos
PLC06 u SIMATIC S7-300, tarjeta de entradas analógicas de la marca Siemens, SM331, 8 AI, 24 V DC Referencia: 6ES7 331-7KF01-0AB0
385,94 Trescientos ochenta y cinco euros con noventa y cuatro
céntimos
PLC07 u SIMATIC S7-300, tarjeta de salidas analógicas de la marca Siemens, SM332, 4 AO, 24 V DC Referencia: 6ES7 332-7ND00-0AB0
511,48 Quinientos once euros con cuarenta y ocho céntimos
PLC08 u SIMATIC DP, conector para PROFIBUS, velocidad máxima 12 Mbits, con conector de PG Referencia: 6ES7972-0BB41-0XA0
32,94 Treinta y dos euros con noventa y cuatro céntimos
PLC09 u SIMATIC S7-300, conector frontal para bloques de entrada/salida con terminales de tornillo, 20 polos. Referencia: 6es7 392-1AJ00-0AA0
15,15 Quince euros con quince céntimos
NIV01 u Interruptor de nivel de llenado NIVOTESTER FTL370, Hendress+Hauser para el liquiphant FTL50 y FTL51
296,52 Doscientos noventa y seis euros con cincuenta y dos
céntimos
NIV02 u Interruptor de nivel de llenado NIVOTESTER FTL372, Hendress+Hauser para el liquiphant FTL50 y FTL51
576,42 Quinientos setenta y seis euros con cuarenta y dos
céntimos
SIM01 u Software SIMATIC STEP7 de Siemens
1206,00 Mil doscientos seis euros
SIM02 u Gestión del proyecto, desarrollo de la programación
926,12 Novecientos veintiséis euros con doce céntimos
SIM02 u Desarrollo de la programación con el software step7
3754,00 Tres mil setecientos cincuenta y cuatro euros
SIM04 u Confección de la documentación tal como lazos, reglteros, esquemas, etc.
2069,18 Dos mil sesenta y nueve euros con dieciocho
céntimos SIM05 u Verificación y pruebas de ensayo para verificar el
correcto funcionamiento del proceso automatizado.
3264,36 Tres mil doscientos sesenta y cuatro euros con treinta y
seis céntimos V01 m Conductor IC-VOV Telecnor de cobre electrolítico,
recubieto de PVC, 3x2x1
2,00 Dos euros
V02 m Conductor IC-VOV Telecnor de cobre electrolítico, recubieto de PVC, 2x2x1
1,50 Un euro y medio

Automatización de un proceso de fabricación mediante un reactor químico 6. Presupuesto
234
V03 m Conductor IC-VOV Telecnor de cobre electrolítico,
recubieto de PVC, 2x1
1,00 Un euro
V04 m Conductor IC-VOV Telecnor de cobre electrolítico, recubieto de PVC, 30x2x1
7,00 Siete euros
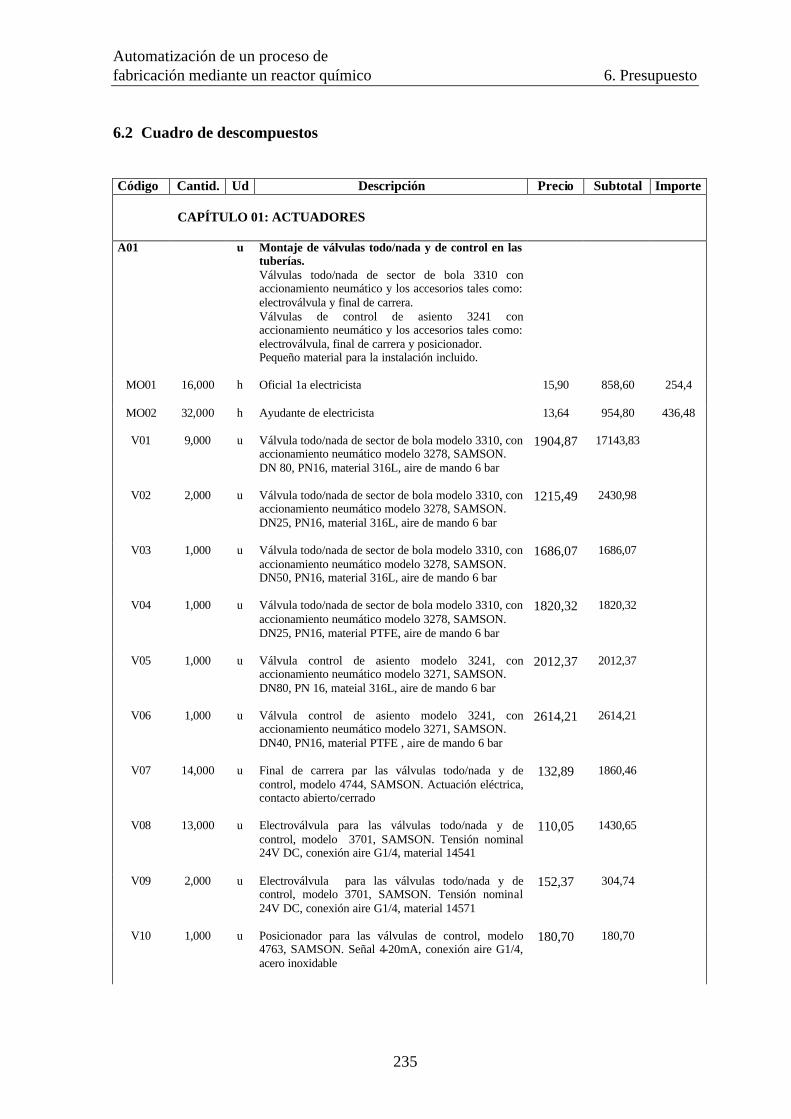
Automatización de un proceso de fabricación mediante un reactor químico 6. Presupuesto
235
6.2 Cuadro de descompuestos Código Cantid. Ud Descripción Precio Subtotal Importe
CAPÍTULO 01: ACTUADORES
A01 u Montaje de válvulas todo/nada y de control en las tuberías. Válvulas todo/nada de sector de bola 3310 con accionamiento neumático y los accesorios tales como: electroválvula y final de carrera. Válvulas de control de asiento 3241 con accionamiento neumático y los accesorios tales como: electroválvula, final de carrera y posicionador. Pequeño material para la instalación incluido.
MO01 16,000 h Oficial 1a electricista
15,90 858,60 254,4
MO02 32,000 h Ayudante de electricista
13,64 954,80 436,48
V01 9,000 u Válvula todo/nada de sector de bola modelo 3310, con accionamiento neumático modelo 3278, SAMSON. DN 80, PN16, material 316L, aire de mando 6 bar
1904,87 17143,83
V02 2,000 u Válvula todo/nada de sector de bola modelo 3310, con accionamiento neumático modelo 3278, SAMSON. DN25, PN16, material 316L, aire de mando 6 bar
1215,49 2430,98
V03 1,000 u Válvula todo/nada de sector de bola modelo 3310, con accionamiento neumático modelo 3278, SAMSON. DN50, PN16, material 316L, aire de mando 6 bar
1686,07 1686,07
V04 1,000 u Válvula todo/nada de sector de bola modelo 3310, con accionamiento neumático modelo 3278, SAMSON. DN25, PN16, material PTFE, aire de mando 6 bar
1820,32 1820,32
V05 1,000 u Válvula control de asiento modelo 3241, con accionamiento neumático modelo 3271, SAMSON. DN80, PN 16, mateial 316L, aire de mando 6 bar
2012,37 2012,37
V06 1,000 u Válvula control de asiento modelo 3241, con accionamiento neumático modelo 3271, SAMSON. DN40, PN16, material PTFE , aire de mando 6 bar
2614,21 2614,21
V07 14,000 u Final de carrera par las válvulas todo/nada y de control, modelo 4744, SAMSON. Actuación eléctrica, contacto abierto/cerrado
132,89 1860,46
V08 13,000 u Electroválvula para las válvulas todo/nada y de control, modelo 3701, SAMSON. Tensión nominal 24V DC, conexión aire G1/4, material 14541
110,05 1430,65
V09 2,000 u Electroválvula para las válvulas todo/nada y de control, modelo 3701, SAMSON. Tensión nominal 24V DC, conexión aire G1/4, material 14571
152,37 304,74
V10 1,000 u Posicionador para las válvulas de control, modelo 4763, SAMSON. Señal 4-20mA, conexión aire G1/4, acero inoxidable
180,70 180,70
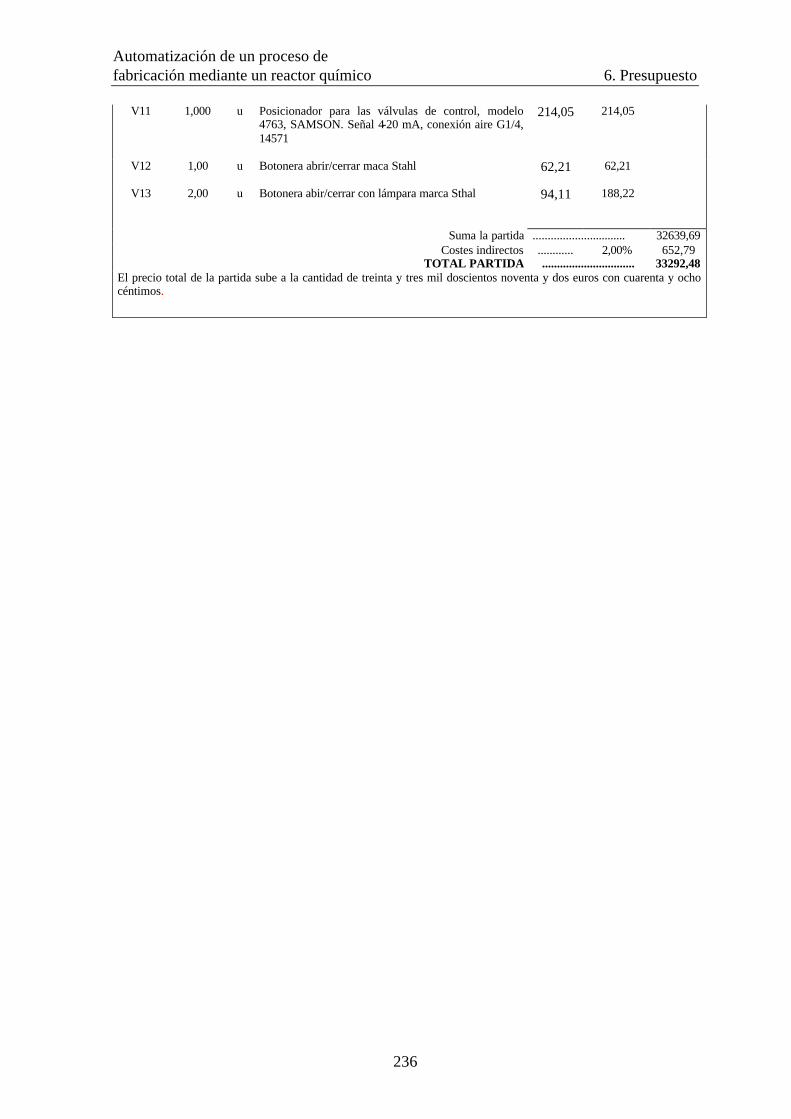
Automatización de un proceso de fabricación mediante un reactor químico 6. Presupuesto
236
V11 1,000 u Posicionador para las válvulas de control, modelo 4763, SAMSON. Señal 4-20 mA, conexión aire G1/4, 14571
214,05 214,05
V12 1,00 u Botonera abrir/cerrar maca Stahl
62,21 62,21
V13 2,00 u Botonera abir/cerrar con lámpara marca Sthal
94,11 188,22
Suma la partida ............................... 32639,69 Costes indirectos ............ 2,00% 652,79 TOTAL PARTIDA ............................... 33292,48
El precio total de la partida sube a la cantidad de treinta y tres mil doscientos noventa y dos euros con cuarenta y ocho céntimos.

Automatización de un proceso de fabricación mediante un reactor químico 6. Presupuesto
237
Código Cantid. Ud Descripción Precio Subtotal Importe
CAPÍTULO 02: SENSORES
S01 u Montaje de detectores de nivel en los depósitos y reactor. Montaje de medidores de nivel visuales BM26, detectores de nivel FTL50 y FTL51, detectores de nivel por diferencia de presión T9500. Pequeño material para la instalación incluido.
MO01 9,000 h Oficial 1a montador
15,90 143,1
MO02 12,000 h Ayudante de montador
13,66 163,92
DN01 1,000 u Medidor de nivel visual por tubo de cristal, modelo BM26, SAMSON. DN25, PN40, longitud 5m, material 316L
647,32 647,32
DN02 1,000 u Medidor de nivel visual por tubo de cristal, modelo BM26, SAMSON. DN25, PN40, longitud 5m, material 316TI
1197,03 1197,03
DN03 1,000 u Medidor de nivel visual por tubo de cristal, modelo BM26, SAMSON. DN25, PN40, longitud 6m, material 316L
719,51 719,51
DN04 1,000 u Detector de nivel por vibración modelo FTL51, ENDRESS+HAUSER. Brida DN25, PN40, material 14435, electrónica FEL57
846,79 846,79
DN05 1,000 u Detector de nivel por vibración modelo FTL50, ENDRESS+HAUSER. Brida DN25, PN40, material 14435, electrónica FEL57
816,84 816,84
DN06 2,000 u Detector de nivel por vibración modelo FTL50, ENDRESS+HAUSER. Brida DN25, PN40, material 24610, electrónica FEL57
1429,00 2858
DN07 3,000 u Detector de nivel por diferencia de presión (medidor de presión diferencial) modelo T9500, SAMSON. Margen de medición x mbar, con contactos final de carrera.
2029,32 6087,96
Suma la partida ............................... 13480,47 Costes indirectos ........... 2,00% 269,61 TOTAL PARTIDA ............................ 13750,08
El precio total de la partida sube a la cantidad de trece mil setecientos cincuenta euros con 8 céntimos. S02 u Montaje de transmisor de temperatura en el reactor
Montaje de transmisor de temperatura PT100, Rosemount 248 en la parte superior del reactor. Pequeño material para la instalación incluido.
MO01 4,000 h Oficial 1a montador
15,90 63,6
MO02 4,000 h Ayudante de montador
13,66 54,64
TT01 1,000 u Transmisor de temperatura PT100, modelo Rosemount 248, EMERSON. DN25, PN16, transmisor de salida 4 -20 mA, cabezal DIN IP68 aluminio, longitud inmersión 304,8 mm
1324,42 1324,42
Suma la partida ............................... 1442,66 Costos indirectes ........... 2,00% 28,85 TOTAL PARTIDA ............................... 1471,51
El precio total de la partida sube a la cantidad de mil cuatrocientos setenta y un euros con cincuenta y un céntimos.

Automatización de un proceso de fabricación mediante un reactor químico 6. Presupuesto
238
Código Cantid. Ud Descripción Precio Subtotal Importe S03 u Montaje de transmisores de caudal másico por
coriolis. Montaje de 3 transmisores de caudal másicos por coriolis, modelo Micro Motion 2700, serie 2000; en las 3 tuberías de adición de materia prima al reactor. Uno de ellos resistente a la corrosión. Pequeño material para la instalación incluido.
MO01 13,000 h Oficial 1a electricista
15,90 206,7
MO02 16,000 h Ayudante de electricista
13,64 218,24
TC01 1,000 u Transmisor de caudal másico por coriolis, modelo Micro Motion 2700, serie 2000, EMERSON. Transmisor integrado, alimentación 24 VCC, señal de salida 4-20 mA, DN 25, material 14571
2871,24 2871,24
TC02 1,000 u Transmisor de caudal másico por coriolis, modelo Micro Motion 2700, serie 2000, EMERSON. Transmisor integrado, alimentación 24 VCC, señal de salida 4-20 mA, DN40, material Hastelloy
5012,30 5012,30
TC03 1,000 u Transmisor de caudal másico por coriolis, modelo Micro Motion 2700, serie 2000, EMERSON. Transmisor integrado, alimentación 24 VCC, señal de salida 4-20 mA, DN80, mateial 14571.
3489,70 3489,70
Suma la partida ............................... 11798,18 Costes indirectos ............ 2,00% 235,96 TOTAL PARTIDA ............................... 12034,14
El precio total de la partida sube a la cantidad de doce mil treinta y cuatro euros con catorce céntimos
S04 u Montaje de medidor de presión. Montaje de 7 medidores de presión en tuberías y reactor modelo 233.30. Estos se situarán a continuación de cada bomba para determinar la presión en ese tramo. Uno de ellos debe resistir la corrosión. Pequeño material para la instalación incluido.
MO01 15,000 h Oficial 1a electricista
15,90 238,5
MO02 16,000 h Ajudant d’electricista
13,64 218,24
P01 1,000 u Transmisor de presión con muelle tubular (bourdon) modelo 233.30, WIKA. Diámetro DN63, presión máx 5 bar, acero inoxidable, con contactos eléctricos y transmisor.
612,55 612,55
P02 1,000 u Transmisor de presión con muelle tubular (bourdon) modelo 233.30, WIKA. Diámetro DN63, presión máx 2 bar, acero inoxidable, con contactos eléctricos y transmisor.
566,10 566,10
P03 1,000 Transmisor de presión con muelle tubular (bourdon) modelo 233.30, WIKA. Diámetro DN63, presión máx 4 bar, PTFE, con contactos eléctricos y transmisor.
1388,41 1388,41
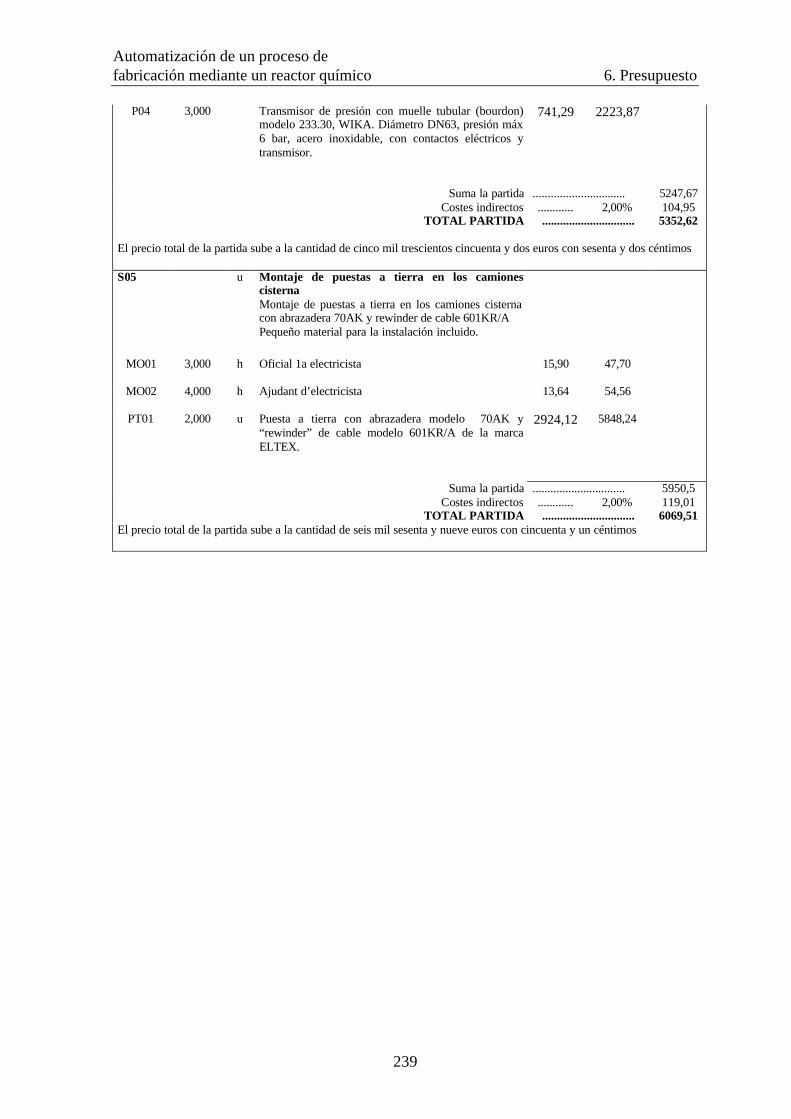
Automatización de un proceso de fabricación mediante un reactor químico 6. Presupuesto
239
P04 3,000 Transmisor de presión con muelle tubular (bourdon) modelo 233.30, WIKA. Diámetro DN63, presión máx 6 bar, acero inoxidable, con contactos eléctricos y transmisor.
741,29 2223,87
Suma la partida ............................... 5247,67 Costes indirectos ............ 2,00% 104,95 TOTAL PARTIDA ............................... 5352,62
El precio total de la partida sube a la cantidad de cinco mil trescientos cincuenta y dos euros con sesenta y dos céntimos
S05 u Montaje de puestas a tierra en los camiones
cisterna Montaje de puestas a tierra en los camiones cisterna con abrazadera 70AK y rewinder de cable 601KR/A Pequeño material para la instalación incluido.
MO01 3,000 h Oficial 1a electricista
15,90 47,70
MO02 4,000 h Ajudant d’electricista
13,64 54,56
PT01 2,000 u Puesta a tierra con abrazadera modelo 70AK y “rewinder” de cable modelo 601KR/A de la marca ELTEX.
2924,12 5848,24
Suma la partida ............................... 5950,5 Costes indirectos ............ 2,00% 119,01 TOTAL PARTIDA ............................... 6069,51
El precio total de la partida sube a la cantidad de seis mil sesenta y nueve euros con cincuenta y un céntimos
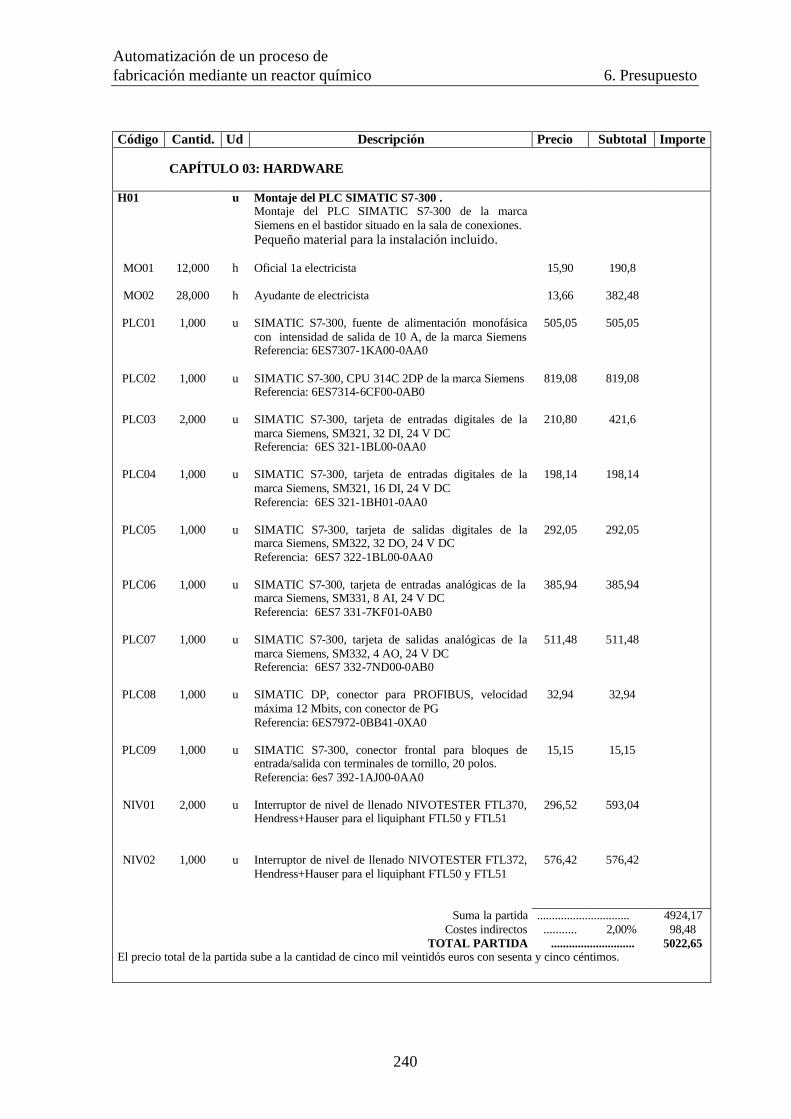
Automatización de un proceso de fabricación mediante un reactor químico 6. Presupuesto
240
Código Cantid. Ud Descripción Precio Subtotal Importe
CAPÍTULO 03: HARDWARE
H01 u Montaje del PLC SIMATIC S7-300 . Montaje del PLC SIMATIC S7-300 de la marca Siemens en el bastidor situado en la sala de conexiones. Pequeño material para la instalación incluido.
MO01 12,000 h Oficial 1a electricista
15,90 190,8
MO02 28,000 h Ayudante de electricista
13,66 382,48
PLC01 1,000 u SIMATIC S7-300, fuente de alimentación monofásica con intensidad de salida de 10 A, de la marca Siemens Referencia: 6ES7307-1KA00-0AA0
505,05 505,05
PLC02 1,000 u SIMATIC S7-300, CPU 314C 2DP de la marca Siemens Referencia: 6ES7314-6CF00-0AB0
819,08 819,08
PLC03 2,000 u SIMATIC S7-300, tarjeta de entradas digitales de la marca Siemens, SM321, 32 DI, 24 V DC Referencia: 6ES 321-1BL00-0AA0
210,80 421,6
PLC04 1,000 u SIMATIC S7-300, tarjeta de entradas digitales de la marca Siemens, SM321, 16 DI, 24 V DC Referencia: 6ES 321-1BH01-0AA0
198,14 198,14
PLC05 1,000 u SIMATIC S7-300, tarjeta de salidas digitales de la marca Siemens, SM322, 32 DO, 24 V DC Referencia: 6ES7 322-1BL00-0AA0
292,05 292,05
PLC06 1,000 u SIMATIC S7-300, tarjeta de entradas analógicas de la marca Siemens, SM331, 8 AI, 24 V DC Referencia: 6ES7 331-7KF01-0AB0
385,94 385,94
PLC07 1,000 u SIMATIC S7-300, tarjeta de salidas analógicas de la marca Siemens, SM332, 4 AO, 24 V DC Referencia: 6ES7 332-7ND00-0AB0
511,48 511,48
PLC08 1,000 u SIMATIC DP, conector para PROFIBUS, velocidad máxima 12 Mbits, con conector de PG Referencia: 6ES7972-0BB41-0XA0
32,94 32,94
PLC09 1,000 u SIMATIC S7-300, conector frontal para bloques de entrada/salida con terminales de tornillo, 20 polos. Referencia: 6es7 392-1AJ00-0AA0
15,15 15,15
NIV01 2,000 u Interruptor de nivel de llenado NIVOTESTER FTL370, Hendress+Hauser para el liquiphant FTL50 y FTL51
296,52 593,04
NIV02 1,000 u Interruptor de nivel de llenado NIVOTESTER FTL372, Hendress+Hauser para el liquiphant FTL50 y FTL51
576,42 576,42
Suma la partida ............................... 4924,17 Costes indirectos ........... 2,00% 98,48 TOTAL PARTIDA ............................ 5022,65
El precio total de la partida sube a la cantidad de cinco mil veintidós euros con sesenta y cinco céntimos.
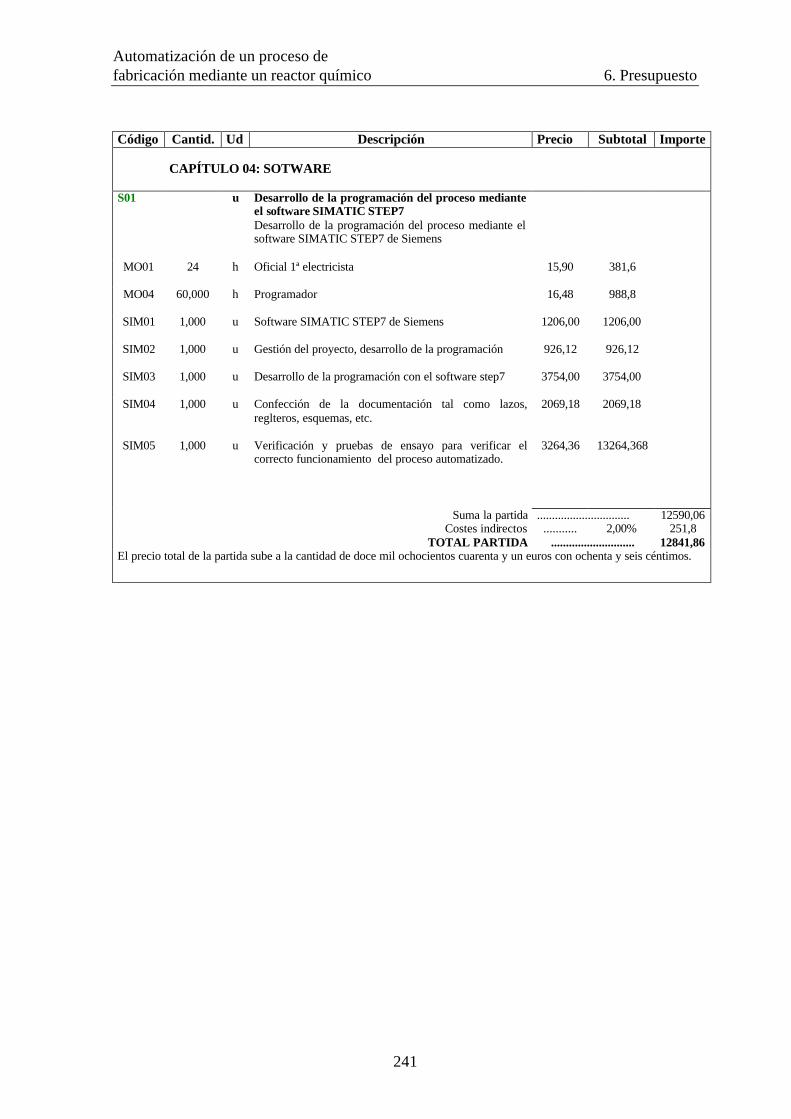
Automatización de un proceso de fabricación mediante un reactor químico 6. Presupuesto
241
Código Cantid. Ud Descripción Precio Subtotal Importe
CAPÍTULO 04: SOTWARE
S01 u Desarrollo de la programación del proceso mediante el software SIMATIC STEP7 Desarrollo de la programación del proceso mediante el software SIMATIC STEP7 de Siemens
MO01 24 h Oficial 1ª electricista
15,90 381,6
MO04 60,000 h Programador
16,48 988,8
SIM01 1,000 u Software SIMATIC STEP7 de Siemens
1206,00 1206,00
SIM02 1,000 u Gestión del proyecto, desarrollo de la programación
926,12 926,12
SIM03 1,000 u Desarrollo de la programación con el software step7
3754,00 3754,00
SIM04 1,000 u Confección de la documentación tal como lazos, reglteros, esquemas, etc.
2069,18 2069,18
SIM05 1,000 u Verificación y pruebas de ensayo para verificar el correcto funcionamiento del proceso automatizado.
3264,36 13264,368
Suma la partida ............................... 12590,06 Costes indirectos ........... 2,00% 251,8 TOTAL PARTIDA ............................ 12841,86
El precio total de la partida sube a la cantidad de doce mil ochocientos cuarenta y un euros con ochenta y seis céntimos.

Automatización de un proceso de fabricación mediante un reactor químico 6. Presupuesto
242
Código Cantid. Ud Descripción Precio Subtotal Importe
CAPÍTULO 05: CABLEADO
C01 u Cableado desde los instrumentos hasta las caja y desde las cajas hasta el bastidor Cableado de los instrumentos hasta las cajas, situados ambos en la sala de producción. Y cableado desde dichas cajas hasta el bastidor situado en la sala de conexiones. Con conductor IC-VOV de la marca Telecnor, de cobre electrolítico, recubierto por PVC.
MO01 32,000 h Oficial 1a electricista
15,90 508,80
MO02 40,000 h Ayudante de electricista
13,66 564,40
V01 55,000 m Conductor IC-VOV Telecnor de cobre electrolítico, recubieto de PVC, 3x2x1
2,00 110,00
V02 610,000 m Conductor IC-VOV Telecnor de cobre electrolítico, recubieto de PVC, 2x2x1
1,50 915,00
V03 285,000 m Conductor IC-VOV Telecnor de cobre electrolítico, recubieto de PVC, 2x1
1,00 285,00
V04 60,000 m Conductor IC-VOV Telecnor de cobre electrolítico, recubieto de PVC, 30x2x1
7,00 420,00
Suma la partida ............................... 2803,2 Costes indirectos ........... 2,00% 56,06 TOTAL PARTIDA ............................ 2859,26
El precio total de la partida sube a la cantidad de dos mil ochocientos cincuenta y nueve euros con veintiséis céntimos.
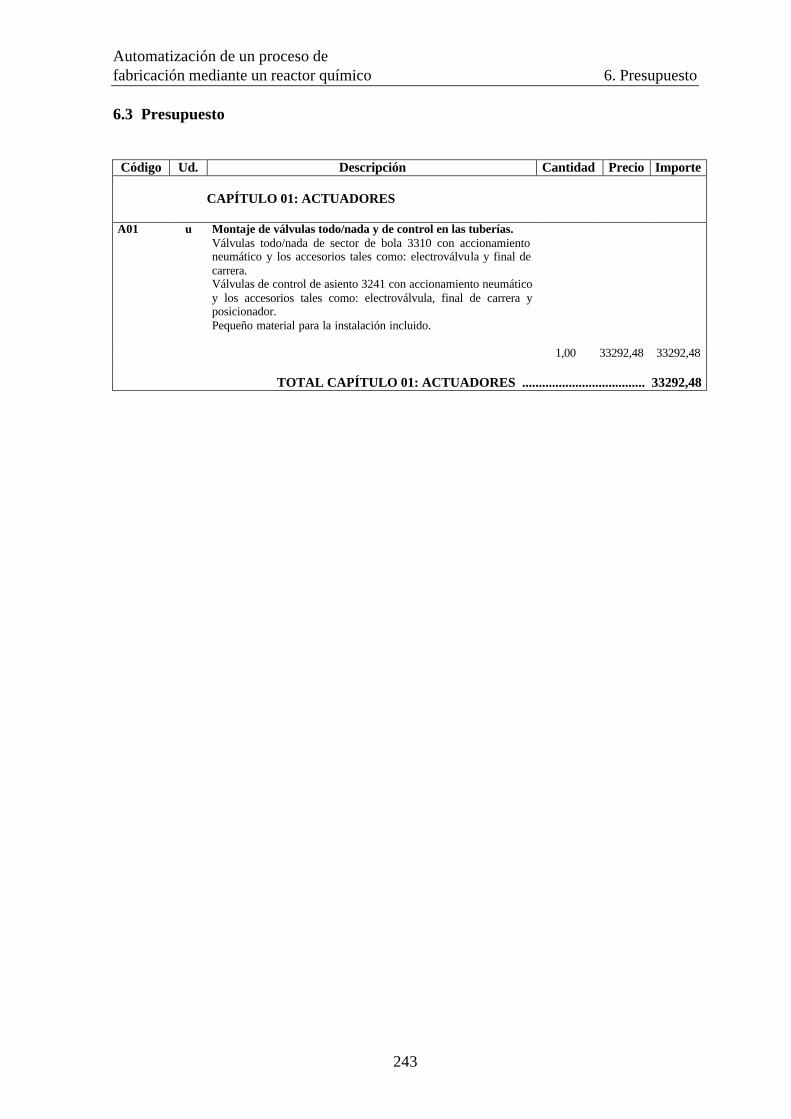
Automatización de un proceso de fabricación mediante un reactor químico 6. Presupuesto
243
6.3 Presupuesto
Código Ud. Descripción Cantidad Precio Importe
CAPÍTULO 01: ACTUADORES
A01 u Montaje de válvulas todo/nada y de control en las tuberías. Válvulas todo/nada de sector de bola 3310 con accionamiento neumático y los accesorios tales como: electroválvula y final de carrera. Válvulas de control de asiento 3241 con accionamiento neumático y los accesorios tales como: electroválvula, final de carrera y posicionador. Pequeño material para la instalación incluido.
1,00 33292,48 33292,48
TOTAL CAPÍTULO 01: ACTUADORES ..................................... 33292,48
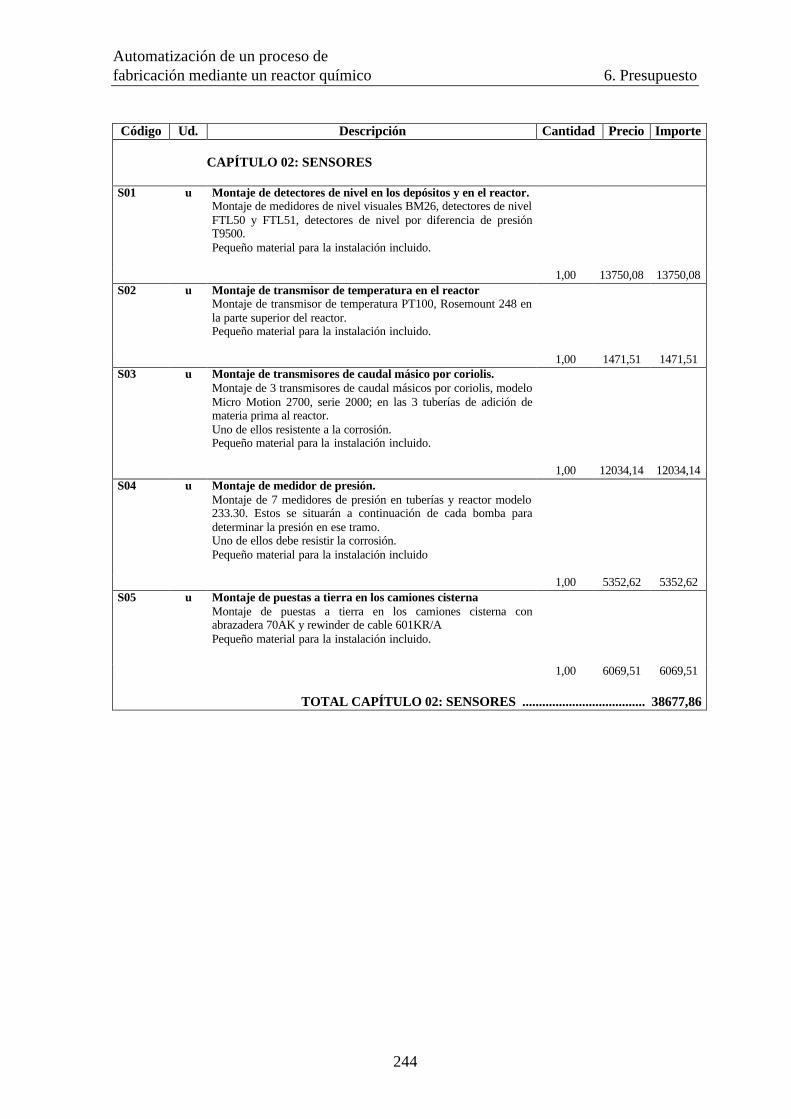
Automatización de un proceso de fabricación mediante un reactor químico 6. Presupuesto
244
Código Ud. Descripción Cantidad Precio Importe
CAPÍTULO 02: SENSORES
S01 u Montaje de detectores de nivel en los depósitos y en el reactor. Montaje de medidores de nivel visuales BM26, detectores de nivel FTL50 y FTL51, detectores de nivel por diferencia de presión T9500. Pequeño material para la instalación incluido.
1,00 13750,08 13750,08 S02 u Montaje de transmisor de temperatura en el reactor
Montaje de transmisor de temperatura PT100, Rosemount 248 en la parte superior del reactor. Pequeño material para la instalación incluido.
1,00 1471,51 1471,51 S03 u Montaje de transmisores de caudal másico por coriolis.
Montaje de 3 transmisores de caudal másicos por coriolis, modelo Micro Motion 2700, serie 2000; en las 3 tuberías de adición de materia prima al reactor. Uno de ellos resistente a la corrosión. Pequeño material para la instalación incluido.
1,00 12034,14 12034,14 S04 u Montaje de medidor de presión.
Montaje de 7 medidores de presión en tuberías y reactor modelo 233.30. Estos se situarán a continuación de cada bomba para determinar la presión en ese tramo. Uno de ellos debe resistir la corrosión. Pequeño material para la instalación incluido
1,00 5352,62 5352,62 S05 u Montaje de puestas a tierra en los camiones cisterna
Montaje de puestas a tierra en los camiones cisterna con abrazadera 70AK y rewinder de cable 601KR/A Pequeño material para la instalación incluido.
1,00 6069,51 6069,51
TOTAL CAPÍTULO 02: SENSORES ..................................... 38677,86

Automatización de un proceso de fabricación mediante un reactor químico 6. Presupuesto
245
Código Ud. Descripción Cantidad Precio Importe
CAPÍTULO 03: HARDWARE
H01 u Montaje del PLC SIMATIC S7-300 . Montaje del PLC SIMATIC S7-300 de la marca Siemens en el bastidor situado en la sala de conexiones. Pequeño material para la instalación incluido.
1,00 5022,65 5022,65
TOTAL CAPÍTULO 03: HARDWARE ..................................... 5022,65
Código Ud. Descripción Cantidad
Precio Importe
CAPÍTULO 04: SOFTWARE
S01 u Desarrollo de la programación del proceso mediante el software SIMATIC STEP7 Desarrollo de la programación del proceso mediante el software SIMATIC STEP7 de Siemens
1,00 12841,86 12841,86
TOTAL CAPÍTULO 04: SOFTWARE ..................................... 12841,86
Código Ud. Descripción Cantidad
Precio Importe
CAPÍTULO 05: CABLEADO
C01 u Cableado desde los instrumentos hasta las caja y desde las cajas hasta el bastidor Cableado de los instrumentos hasta las cajas, situados ambos en la sala de producción. Y cableado desde dichas cajas hasta el bastidor situado en la sala de conexiones. Con conductor IC-VOV de la marca Telecnor, de cobre electrolítico, recubierto por PVC
1,00 2859,26 2859,26
TOTAL CAPÍTULO 04: SOFTWARE ..................................... 2859,26
TOTAL ..................................... 92694,11

Automatización de un proceso de fabricación mediante un reactor químico 6. Presupuesto
246
6.4 Resumen del Presupuesto
Código
Resumen
Importe
%
Cap. 01 ACTUADORES 33.292,48 35,92 Cap. 02 SENSORES 38.677,86 41,73 Cap.03 HARDWARE 5.022,65 5,41 Cap. 04 SOFTWARE 12.841,86 13,85 Cap. 05 CABLEADO 2859,26 3,08
TOTAL EJECUCIÓN MATERIAL 92694,11 13,00 % Gastos generales.................. 12050,23 6,00% Beneficio industrial ................... 5561,65 SUMA DE G.G y B.I. 17611,88
110305,99
16,00 % I.VA ...................................
17648,96
17648,96
TOTAL PRESUPUESTO CONTRATA 127954,95
TOTAL PRESUPUESTO GENERAL
127954,95
El precio total de la partida sube a la cantidad de CIENTO VENTISIENTE MIL NOVECIENTOS CINCUENTA Y CUATRO EUROS CON NOVENTA Y CINCO CÉNTIMOS
Tarragona, a 5 de Septiembre de 2006
La Ingeniera Técnica Industrial Noemí Ferré del Rincón


















