Astm d256-10 Español
76
MÉTODOS DE PRUEBA ESTÁNDAR PARA DETERMINACIÓN DE LA RESISTENCIA AL IMPACTO IZOD PÉNDULO DE PLÁSTICOS1 Esta norma ha sido publicada bajo la designación fija D256, el número inmediatamente siguiente a la designación indica el año de adopción original o, en el caso de revisión, el año de la última revisión. Un número entre paréntesis indica el año de la última aprobación. Un exponente épsilon (') indica un cambio editorial desde la última revisión o re aprobación. Esta norma ha sido aprobada para su uso por agencias del Departamento de Defensa. 1. Ámbito de aplicación * 1.1 Esta norma cubre la determinación de la resistencia de los plásticos" normalizados " (ver Nota 1) martillos de tipo péndulo, montados en las máquinas "estandarizados ", de ruptura, muestras estándar con una oscilación del péndulo (ver Nota 2). Las pruebas estándar para estos métodos de prueba requieren muestras hechas con una muesca fresada (véase la Nota 3). En los Métodos de Ensayo A, C, y D, la muesca produce una concentración de tensión que aumenta la probabilidad de quebrarse, en lugar de la ductilidad, fractura. En el método de prueba E, la resistencia al impacto se obtiene mediante la inversión de la probeta con muesca 180 ° en el tornillo de banco de sujeción. Los resultados de todos los métodos de prueba se informan en términos de energía absorbida por unidad de anchura de la muestra o por unidad de área de sección transversal debajo de la muesca. (Ver nota 4). NOTA 1 - Los equipos con sus martillos de tipo péndulo han sido
-
Upload
luis-alfredo-lopez -
Category
Documents
-
view
435 -
download
30
description
norma astm para maquina izod
Transcript of Astm d256-10 Español
MÉTODOS DE PRUEBA ESTÁNDAR PARADETERMINACIÓN DE LA RESISTENCIA AL IMPACTO IZOD PÉNDULO DE
PLÁSTICOS1
Esta norma ha sido publicada bajo la designación fija D256, el número inmediatamente siguiente a la designación indica el año de adopción original o, en el caso de revisión, el año de la última revisión. Un número entre paréntesis indica el año de la última aprobación. Un exponente épsilon (') indica un cambio editorial
desde la última revisión o re aprobación.
Esta norma ha sido aprobada para su uso por agencias del Departamento de Defensa.
1. Ámbito de aplicación *
1.1 Esta norma cubre la determinación de la resistencia de los plásticos" normalizados " (ver Nota 1) martillos de tipo péndulo, montados en las máquinas "estandarizados ", de ruptura, muestras estándar con una oscilación del péndulo (ver Nota 2). Las pruebas estándar para estos métodos de prueba requieren muestras hechas con una muesca fresada (véase la Nota 3). En los Métodos de Ensayo A, C, y D, la muesca produce una concentración de tensión que aumenta la probabilidad de quebrarse, en lugar de la ductilidad, fractura. En el método de prueba E, la resistencia al impacto se obtiene mediante la inversión de la probeta con muesca 180 ° en el tornillo de banco de sujeción. Los resultados de todos los métodos de prueba se informan en términos de energía absorbida por unidad de anchura de la muestra o por unidad de área de sección transversal debajo de la muesca. (Ver nota 4).
NOTA 1 - Los equipos con sus martillos de tipo péndulo han sido" Estandarizados " en que deben cumplir con ciertos requisitos , incluyendo una altura fija de caída del martillo que se traduce en una velocidad sustancialmente fija del martillo en el momento del impacto . Sin embargo, se recomiendan martillos de diferentes energías iniciales (producido mediante la variación de sus pesos eficaces) para su uso con muestras de diferente resistencia al impacto. Por otra parte, los fabricantes de los equipos se les permiten utilizar diferentes longitudes y construcciones de péndulos con las posibles diferencias en la rigidez del péndulo resultantes. (Vea la Sección 5.) Tenga en cuenta que pueden existir otras diferencias en el diseño de la máquina. Los especímenes son " estandarizados " en que se requiere que tengan una longitud fija, una profundidad fija, y un diseño particular de la muesca fresada. La anchura de las muestras se permite variar entre límites.
NOTA 2 - Resultados generados usando péndulos que utilizan una célula de carga para registrar la fuerza de impacto y por lo tanto la energía de impacto, pueden no ser equivalentes a los resultados que se generan utilizando probadores manualmente o digitalmente codificados que miden la energía que queda en el péndulo después del impacto.
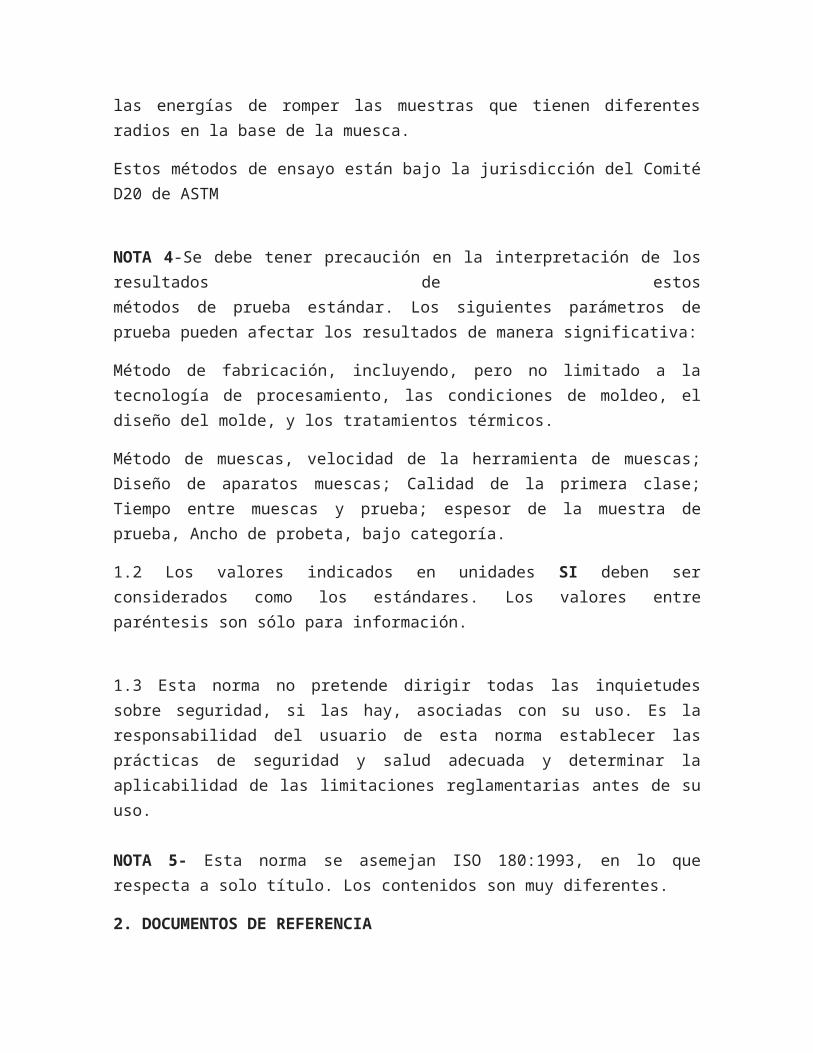
NOTA 3 - La muesca de la muestra IZOD sirve para concentrar el estrés, reducir al mínimo la deformación plástica, y dirigir la fractura de la parte de la muestra detrás de la muesca. De este modo la dispersión reduce la energía de rotura. Sin embargo, debido a las diferencias en las propiedades elásticas y visco elástica de plástico, respuesta a una categoría dada varía entre los materiales. Una medida de la " sensibilidad a la entalla " de un plástico se puede obtener con el método de prueba D mediante la comparación de las energías de romper las muestras que tienen diferentes radios en la base de la muesca.
Estos métodos de ensayo están bajo la jurisdicción del Comité D20 de ASTM
NOTA 4-Se debe tener precaución en la interpretación de los resultados de estosmétodos de prueba estándar. Los siguientes parámetros de prueba pueden afectar los resultados de manera significativa:
Método de fabricación, incluyendo, pero no limitado a la tecnología de procesamiento, las condiciones de moldeo, el diseño del molde, y los tratamientos térmicos.
Método de muescas, velocidad de la herramienta de muescas; Diseño de aparatos muescas; Calidad de la primera clase; Tiempo entre muescas y prueba; espesor de la muestra de prueba, Ancho de probeta, bajo categoría.
1.2 Los valores indicados en unidades SI deben ser considerados como los estándares. Los valores entre paréntesis son sólo para información.
1.3 Esta norma no pretende dirigir todas las inquietudes sobre seguridad, si las hay, asociadas con su uso. Es la responsabilidad del usuario de esta norma establecer las prácticas de seguridad y salud adecuada y determinar la aplicabilidad de las limitaciones reglamentarias antes de su uso.
NOTA 5- Esta norma se asemejan ISO 180:1993, en lo que respecta a solo título. Los contenidos son muy diferentes.
2. DOCUMENTOS DE REFERENCIA
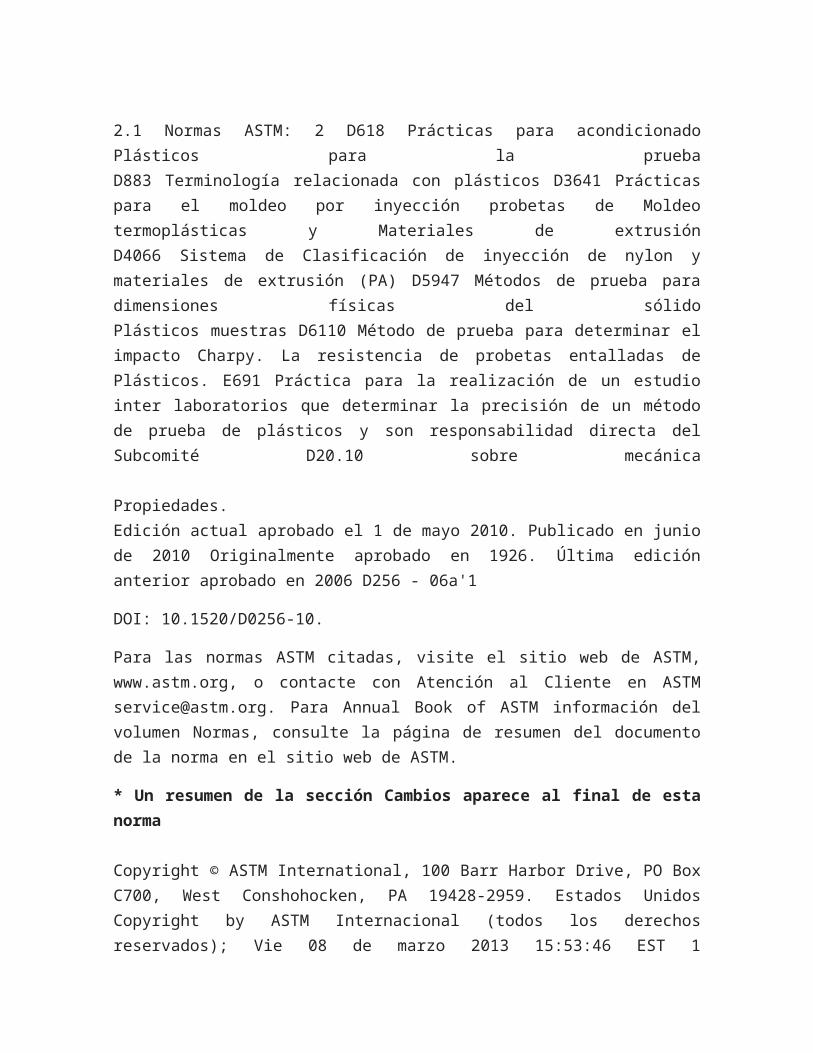
2.1 Normas ASTM: 2 D618 Prácticas para acondicionado Plásticos para la pruebaD883 Terminología relacionada con plásticos D3641 Prácticas para el moldeo por inyección probetas de Moldeo termoplásticas y Materiales de extrusiónD4066 Sistema de Clasificación de inyección de nylon y materiales de extrusión (PA) D5947 Métodos de prueba para dimensiones físicas del sólidoPlásticos muestras D6110 Método de prueba para determinar el impacto Charpy. La resistencia de probetas entalladas de Plásticos. E691 Práctica para la realización de un estudio inter laboratorios que determinar la precisión de un método de prueba de plásticos y son responsabilidad directa del Subcomité D20.10 sobre mecánica Propiedades.Edición actual aprobado el 1 de mayo 2010. Publicado en junio de 2010 Originalmente aprobado en 1926. Última edición anterior aprobado en 2006 D256 - 06a'1
DOI: 10.1520/D0256-10.
Para las normas ASTM citadas, visite el sitio web de ASTM, www.astm.org, o contacte con Atención al Cliente en ASTM [email protected]. Para Annual Book of ASTM información del volumen Normas, consulte la página de resumen del documento de la norma en el sitio web de ASTM.
* Un resumen de la sección Cambios aparece al final de esta norma
Copyright © ASTM International, 100 Barr Harbor Drive, PO Box C700, West Conshohocken, PA 19428-2959. Estados UnidosCopyright by ASTM Internacional (todos los derechos reservados); Vie 08 de marzo 2013 15:53:46 EST 1Bajado / impreso porUniversidad Industrial de Santander Bucaramanga Colombia en virtud del contrato de licencia. No hay más reproducciones autorizadas.
2.2 ISO estándar:
ISO 180:1993 Plásticos- Determinación del Impacto Izod
Fuerza de Materials rígidos
3. TERMINOLOGÍA
3.1 Definiciones - Para las definiciones relacionadas con los plásticos ver terminología D883.
3.2 Definiciones de los términos específicos de esta Norma:
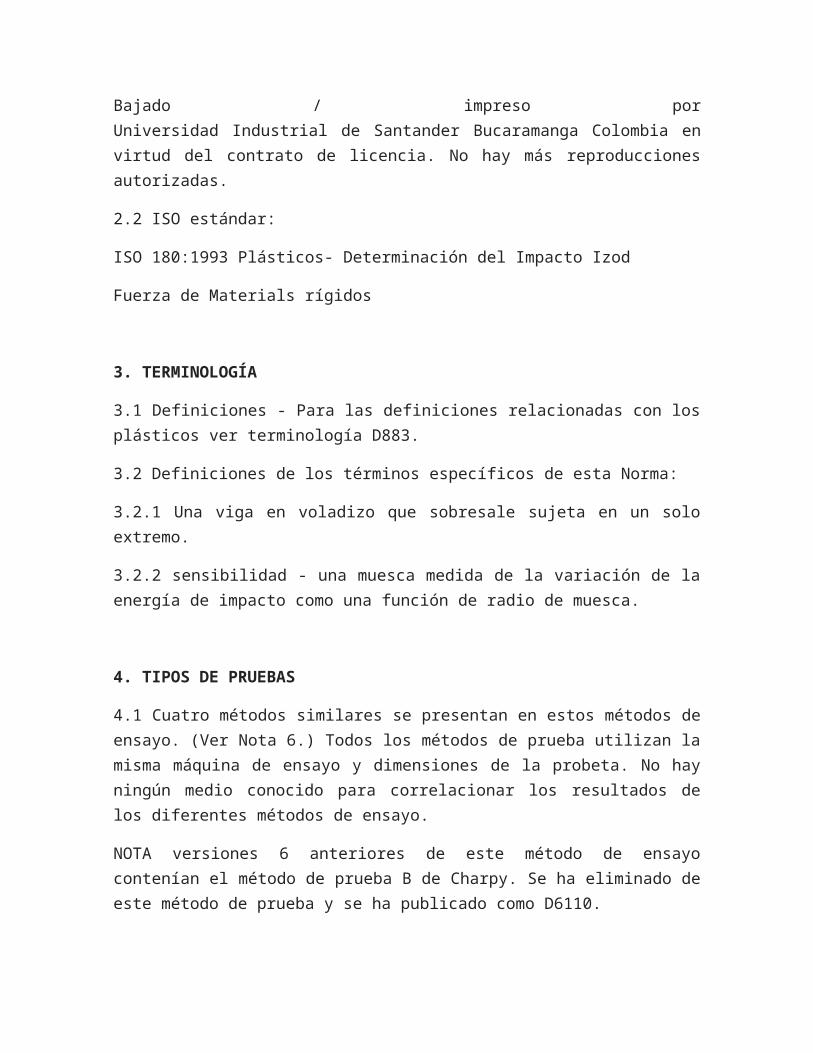
3.2.1 Una viga en voladizo que sobresale sujeta en un solo extremo.
3.2.2 sensibilidad - una muesca medida de la variación de la energía de impacto como una función de radio de muesca.
4. TIPOS DE PRUEBAS
4.1 Cuatro métodos similares se presentan en estos métodos de ensayo. (Ver Nota 6.) Todos los métodos de prueba utilizan la misma máquina de ensayo y dimensiones de la probeta. No hay ningún medio conocido para correlacionar los resultados de los diferentes métodos de ensayo.
NOTA versiones 6 anteriores de este método de ensayo contenían el método de prueba B de Charpy. Se ha eliminado de este método de prueba y se ha publicado como D6110.
4.1.1 En el Método de Ensayo A, la muestra se lleva a cabo como una viga en voladizo vertical y se rompe por una sola oscilación del péndulo. La línea de contacto inicial es a una distancia fija de la pinza porta-muestras y de la línea central de la muesca y en la misma cara que la muesca.
4.1.2 Método de Prueba C es similar al Método de Prueba A, excepto por la adición de un procedimiento para determinar la energía ex - dependido en lanzar una porción de la muestra. El valor informado se llama la "resistencia neta estimada al impacto Izod. " Se prefiere el método de prueba C durante Método de Ensayo A para materiales que tienen una resistencia de menos de 27 J / m Impacto Izod (0,5 pies • lbf / pulg.) Bajo muesca. (Véase el Apéndice X4 para las unidades opcionales.) Las diferencias entre los métodos de prueba A y C carecen de importancia para los materiales que tienen una resistencia al impacto Izod mayor que este valor.
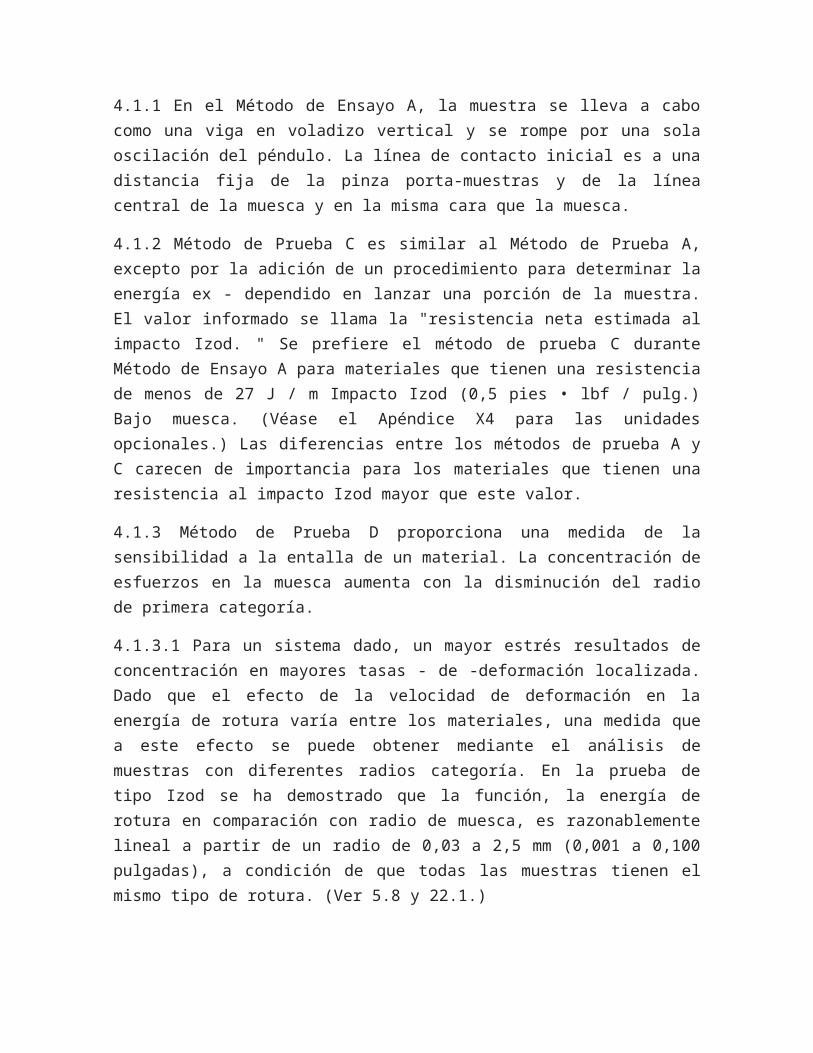
4.1.3 Método de Prueba D proporciona una medida de la sensibilidad a la entalla de un material. La concentración de esfuerzos en la muesca aumenta con la disminución del radio de primera categoría.
4.1.3.1 Para un sistema dado, un mayor estrés resultados de concentración en mayores tasas - de -deformación localizada. Dado que el efecto de la velocidad de deformación en la energía de rotura varía entre los materiales, una medida que a este efecto se puede obtener mediante el análisis de muestras con diferentes radios categoría. En la prueba de tipo Izod se ha demostrado que la función, la energía de rotura en comparación con radio de muesca, es razonablemente lineal a partir de un radio de 0,03 a 2,5 mm (0,001 a 0,100 pulgadas), a condición de que todas las muestras tienen el mismo tipo de rotura. (Ver 5.8 y 22.1.)
4.1.3.2 Para el propósito de esta prueba, la pendiente, b (véase 22.1), de la línea entre los radios de 0,25 y 1,0 mm (0,010 y 0,040 pulgadas) se utiliza, a menos que las pruebas con el radio de 1,0 mm dan " no - break " resultados. En ese caso, 0,25 y 0,50 mm (0,010 y 0.020 - inch.) Radios se puede utilizar. El efecto de radio de muesca de la prueba se mide por el valor de b. Los materiales con bajos valores de b, ya sea alta o baja energía a romper con la categoría estándar, son relativamente insensibles a las diferencias en la categoría radio, mientras que la energía de rotura de materiales con valores altos de b es altamente dependiente de radio de clase. El parámetro b no puede utilizarse en los cálculos de diseño, pero puede servir como una guía para el diseñador y en la selección de materiales.
Figura 1 Relación de Vise, muestras, y llamativo borde deEntre sí por Izod Métodos de prueba A y C
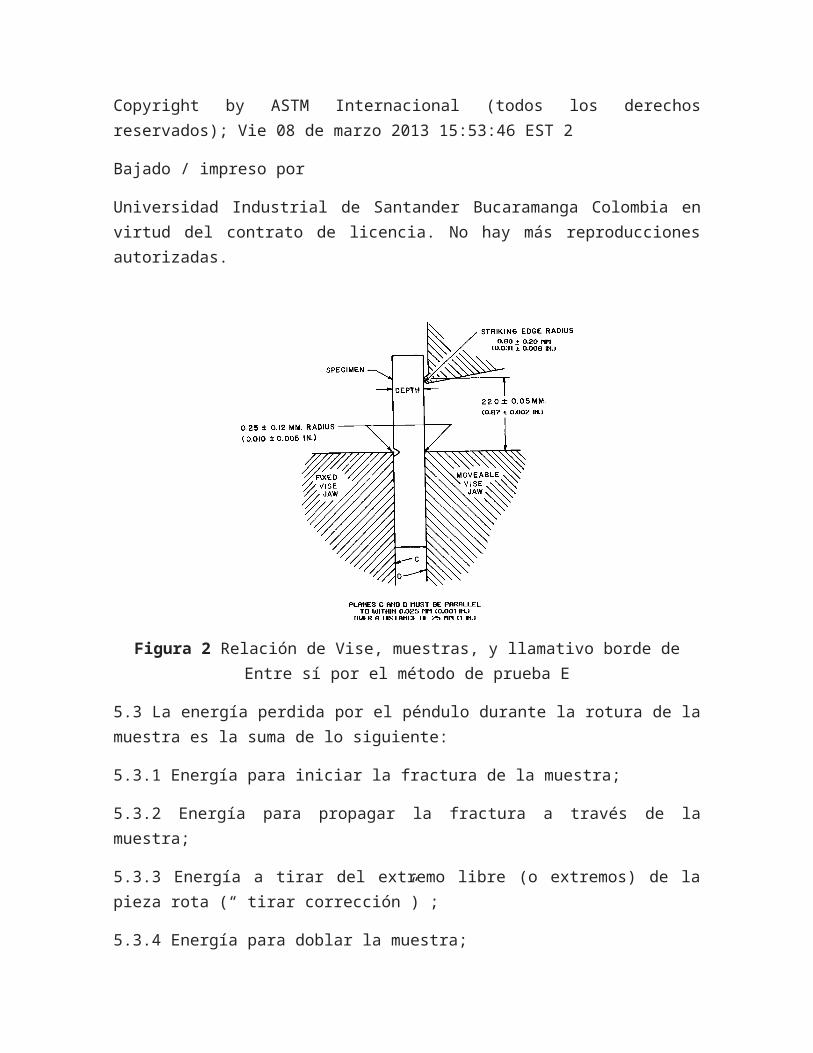
4.2 Método de Ensayo E es similar al Método de Prueba A, excepto que la muestra se invierte en el tornillo de banco de la máquina de 180 ° a la posición de
ataque habitual, de tal manera que el delantero del aparato afecta a la muestra en la cara opuesta a la muesca. (Ver fig.1, fig. 2)
Método de ensayo E se utiliza para dar una indicación de la resistencia al impacto sin entalla de plásticos, sin embargo, los resultados obtuvieron por el método de muesca invertida no siempre pueden estar de acuerdo con los obtenidos en una muestra completamente sin entalla. (Ver 28.1.) 4,5
5. IMPORTANCIA Y USO
5.1 Antes de proceder con estos métodos de prueba, debe hacerse referencia a la especificación del material que está siendo probado. Toda la preparación de muestras de ensayo, acondicionamiento, las dimensiones y las pruebas de los parámetros establecidos en la especificación de los materiales tendrán prioridad sobre los especificados en estos métodos de ensayo. Si no hay una especificación del material, se aplican las condiciones predeterminadas.
5.2 La prueba de impacto del péndulo indica la energía para romper probetas estándar del tamaño especificado en los parámetros establecidos de montaje de muestras, entallar, y el péndulo de velocidad-en-impacto. Energía de impacto para romper un espécimen bajo las condiciones de este
Los datos de apoyo dando resultados de los ensayos inter laboratorios están disponibles en Sede de la ASTM. Solicitud RR: D20-1021.
Se disponible en el Instituto Americano de Estándares Nacionales (ANSI), 25 W. 43rd St., 4th Floor, New York, NY 10036, http://www.ansi.org.
Los datos de apoyo dando resultados de las pruebas entre laboratorios están disponibles en la Sede de la ASTM. Solicitud RR: D20-1026.
Copyright by ASTM Internacional (todos los derechos reservados); Vie 08 de marzo 2013 15:53:46 EST 2
Bajado / impreso por
Universidad Industrial de Santander Bucaramanga Colombia en virtud del contrato de licencia. No hay más reproducciones autorizadas.
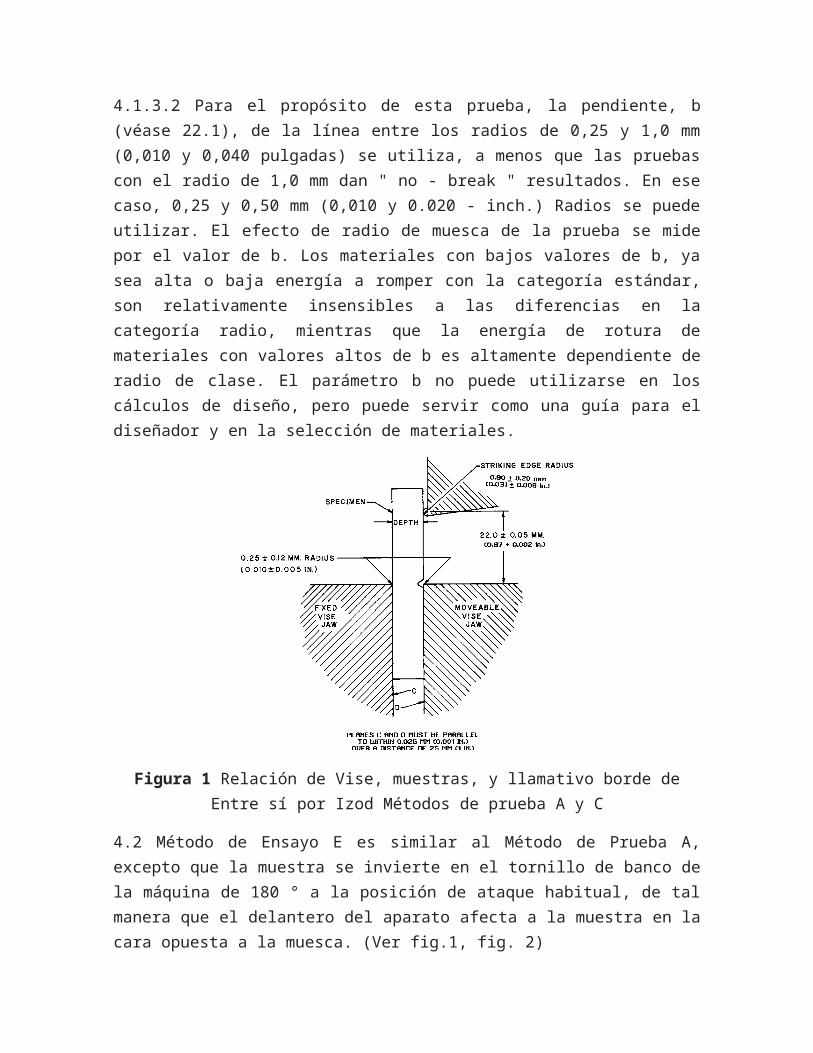
Figura 2 Relación de Vise, muestras, y llamativo borde deEntre sí por el método de prueba E
5.3 La energía perdida por el péndulo durante la rotura de la muestra es la suma de lo siguiente:
5.3.1 Energía para iniciar la fractura de la muestra;
5.3.2 Energía para propagar la fractura a través de la muestra;
5.3.3 Energía a tirar del extremo libre (o extremos) de la pieza rota (“ tirar corrección”) ;
5.3.4 Energía para doblar la muestra;
5.3.5 Energía para producir vibraciones en el brazo del péndulo;
5.3.6 Energía para producir vibración o movimiento horizontal del bastidor o base de la máquina;
5.3.7 Energía para superar la fricción en el cojinete de péndulo y en el mecanismo de indicación, y para superar resistencia al viento (resistencia del aire péndulo);
5.3.8 Energía de guión o deformar plásticamente la muestra en la línea de llegada,
5.3.9 energía para superar la fricción causada por el roce de la delantero (u otra parte del péndulo) sobre la cara de la probeta doblada.
5.4 Para materiales relativamente frágiles, para el que la energía de fractura de propagación es pequeña en comparación con la energía de iniciación de la
fractura, la energía de impacto absorbida indicada es, a todos los efectos prácticos, la suma de los factores de 5.3.1 y 5.3.3. La corrección de tirar (ver 5.3.3) puede representar una gran fracción de la energía total absorbida al probar materiales relativamente densos y quebradizos. Método de Ensayo C se utiliza para materiales que tienen una resistencia de menos de 27 J / m Impacto Izod (0,5 pies • lbf / pulg.).
(Véase el Apéndice X4 para las unidades opcionales.) La corrección obtenida en el Método de Ensayo C tirar es sólo una aproximación del error de lanzamiento, ya que las velocidades de rotación y rectilíneas pueden no ser los mismos durante el relanzamiento de la muestra que para el sorteo original, y debido a las tensiones almacenadas en la muestra pueden haber sido puestos en libertad en forma de energía cinética durante la rotura de la muestra.
5.5 Para tenaz, dúctil, de fibra de llenado, o materiales laminados de tela, la energía de propagación de la fractura (véase 5.3.2) puede ser grande en comparación con la energía de iniciación de la fractura (ver 5.3.1).
Al probar estos materiales, los factores (véase 5.3.2, 5.3.5, y 5.3.9) puede llegar a ser muy importante, incluso cuando la muestra está mecanizada con precisión y colocado y el equipo está en buenas condiciones, con la capacidad adecuada. (Ver Nota 7.) Bending (ver 5.3.4) y las pérdidas de sangrado (ver 5.3.8) puede ser sensible al probar materiales blandos.
NOTA 7 Si bien el marco y la base de la máquina deben ser lo suficientemente rígida y maciza para manejar las energías de muestras difíciles sin movimiento o vibración excesiva, el diseño debe garantizar que el centro de percusión sea en el centro del ataque. Localización del delantero precisamente en el centro de percusión reduce la vibración del brazo del péndulo cuando se utiliza con muestras quebradizas. Sin embargo, algunas pérdidas debidas a la vibración del brazo de péndulo, la cantidad que varía con el diseño del péndulo, se producirán con muestras difíciles, incluso cuando el delantero se posiciona adecuadamente.
5.6 En una máquina bien diseñada de suficiente rigidez y masa, las pérdidas debidas a factores 5.3.6 y 5.3.7 debe ser muy pequeña. Pérdidas vibraciones (ver 5.3.6) pueden ser bastante grandes cuando ancho muestras de materiales difíciles se prueban en máquinas de masa insuficiente, no se encuentra apoyado firmemente a una base pesada.
5.7 Con algunos materiales, una anchura crítica de muestra puede encontrarse por debajo del cual las muestras aparecerán dúctil, como se evidencia por una considerable dibujo o estrangulamiento en la región detrás de la muesca y por una absorción relativamente alta energía, y por encima de la que van a aparecer frágil
como se evidencia por poco o ningún dibujo hacia abajo o formación de cuello y por una absorción relativamente de baja energía. Dado que estos métodos permiten una variación en la anchura de las muestras, y puesto que la anchura dicta, para muchos materiales, si ocurrirán una, rotura de baja energía frágil o una, rotura dúctil de alta energía, es necesario que la anchura se indica en la especificación de que el material que cubre y que la anchura de ser reportados junto con la resistencia al impacto. En vista de lo anterior, no se debe hacer comparaciones entre los datos de especímenes que tienen anchuras que difieren por más de unas pocas milésimas de pulgada.
5.8 El tipo de fallo para cada espécimen se registra como una de las cuatro categorías enumeradas de la siguiente manera:
C = Completo Break- Una ruptura en la muestra se separa en dos o más piezas.
H = Bisagra Break- Una ruptura incompleta, de tal manera que una parte de la muestra no puede sostenerse a sí mismo por encima la horizontal cuando la otra parte está en posición vertical (menos de 90 ° ángulo incluido).
P = Break- Un parcial ruptura incompleta que no cumple con la definición de un descanso bisagra pero ha fracturado al menos el 90 % de la distancia entre el vértice de la muesca y el lado opuesto. NB = No- Break- Una ruptura incompleta donde la fractura se extiende menos de 90 % de la distancia entre el vértice de la muesca y el lado opuesto.
Para materiales duros, el péndulo no puede tener la energía necesaria para completar la ruptura de las fibras extremas y tirar la pieza o piezas rotas. Los resultados obtenidos de las muestras "no- break" se considerará una desviación de estándar y no se informó como resultado estándar. La resistencia al impacto no se puede comparar directamente para cualquiera de los dos materiales que experimentan diferentes tipos de insuficiencia tal como se define en el método de ensayo por este código. Promedios informó asimismo debe derivarse a partir de muestras contenidas en una sola categoría fracaso. Este código de letras deberá sufijo del impacto reportado la identificación de los tipos de fallas asociadas con el reportado
Copyright by ASTM Internacional (todos los derechos reservados) ; Vie 08 de marzo 2013 15:53:46 EST 3
Bajado / impreso por Universidad Industrial de Santander Bucaramanga Colombia en virtud del contrato de licencia. No hay más reproducciones autorizadas.
Si hay más de un tipo de falla se puede observar una muestramaterial, entonces el informe indicará la resistencia al impacto promedio para cada
tipo de fallo, seguido por el porcentaje de los especímenes que fallan de esa manera y el sufijo por el código de una letra.
5.9 El valor de los métodos de impacto se encuentra principalmente en las áreas de control de calidad y especificación de materiales. Si dos grupos de especímenes de supuestamente el mismo material muestran significativamente diferentes absorciones de energía, tipos de saltos, anchos críticos, o temperaturas críticas, se puede suponer que estaban hechos de diferentes materiales o fueron expuestos a diferentes ambientes de procesamiento o acondicionamiento. El hecho de que un material de muestra dos veces la absorción de energía de otro bajo estas condiciones de prueba no indica que esta misma relación existirá bajo otro conjunto de condiciones de prueba. El orden de dureza puede incluso ser revertida bajo diferentes condiciones de ensayo.
NOTA 8-A existe discrepancia documentada entre los probadores de impacto manual y digital, sobre todo con materiales termoestables, incluyendo compuestos fenólicos, que tienen un valor de impacto inferior a 54 J / m (1 pie-lb/pulg.). La comparación de los datos en el mismo material, probado en los probadores de impacto tanto manuales y digitales, puede mostrar los datos del probador digital para ser significativamente más bajo que los datos de un medidor manual. En estos casos puede ser necesario un estudio de correlación para definir adecuadamente la verdadera relación entre los instrumentos.
MÉTODO DE PRUEBA A-viga en voladizo TEST
6. Aparato
6.1 La máquina constará de una base masiva en el cual está montado un tornillo de banco para sujetar la muestra y a la que está conectado, a través de un marco y cojinetes rígidos, un martillo de tipo péndulo. (Ver 6.2.) La máquina también debe tener un péndulo de retención y liberación mecanismo y un mecanismo para indicar la energía de rotura de la probeta.
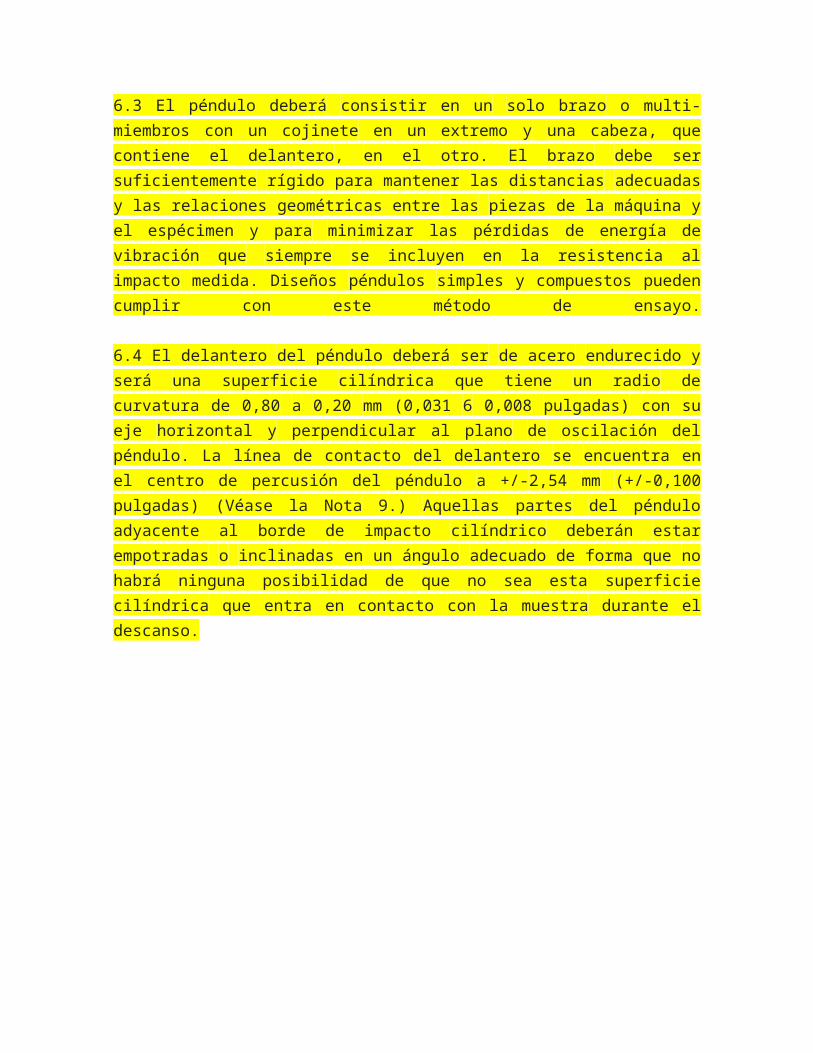
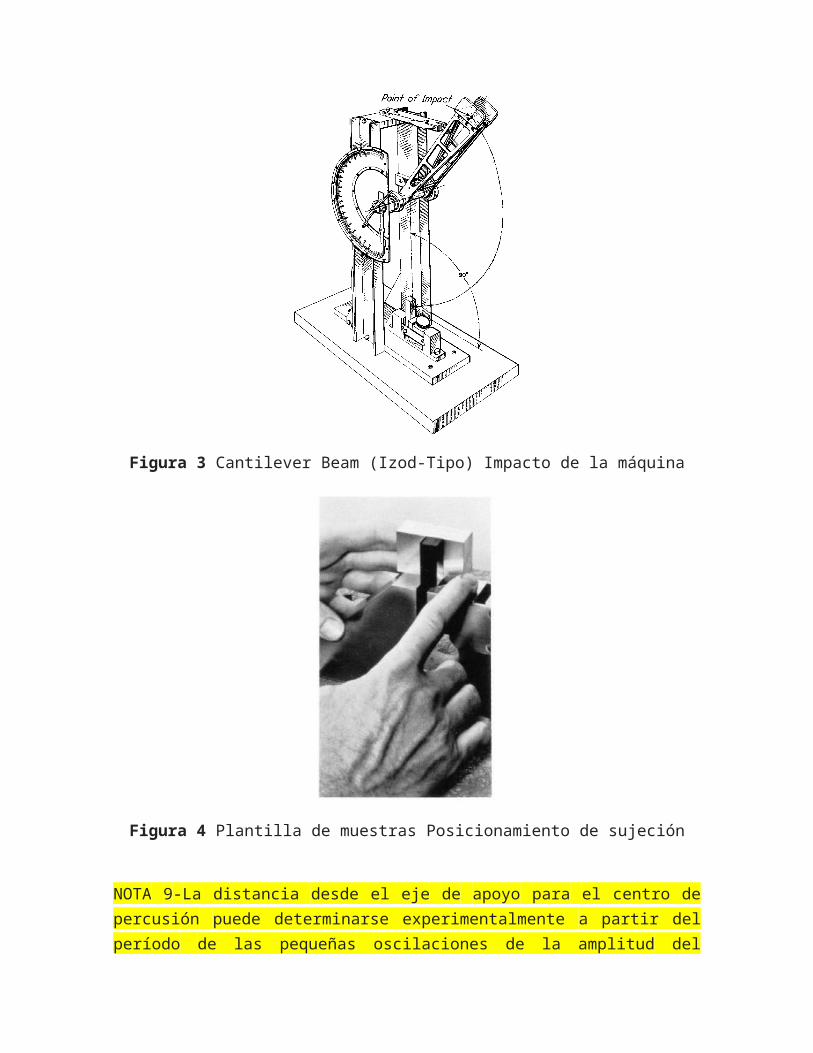
6.2 Una plantilla para la colocación de la pieza en la prensa y los gráficos o tablas para ayudar en el cálculo de la corrección en función de la fricción y efecto del viento también deben ser incluidos. Un tipo de máquina se muestra en la figura. 3. Un diseño de plantilla espécimen-posicionamiento se ilustra en la figura. 4. Los requisitos detallados se indican en los párrafos siguientes. Métodos generales de ensayo para comprobar y calibrar la máquina se indican en el Apéndice X2. Instrucciones adicionales para el ajuste de una máquina en particular deben ser suministradas por el fabricante.
6.3 El péndulo deberá consistir en un solo brazo o multi-miembros con un cojinete en un extremo y una cabeza, que contiene el delantero, en el otro. El brazo debe ser suficientemente rígido para mantener las distancias adecuadas y las relaciones geométricas entre las piezas de la máquina y el espécimen y para minimizar las pérdidas de energía de vibración que siempre se incluyen en la resistencia al impacto medida. Diseños péndulos simples y compuestos pueden cumplir con este método de ensayo.
6.4 El delantero del péndulo deberá ser de acero endurecido y será una superficie cilíndrica que tiene un radio de curvatura de 0,80 a 0,20 mm (0,031 6 0,008 pulgadas) con su eje horizontal y perpendicular al plano de oscilación del péndulo. La línea de contacto del delantero se encuentra en el centro de percusión del péndulo a +/-2,54 mm (+/-0,100 pulgadas) (Véase la Nota 9.) Aquellas partes del péndulo adyacente al borde de impacto cilíndrico deberán estar empotradas o inclinadas en un ángulo adecuado de forma que no habrá ninguna posibilidad de que no sea esta superficie cilíndrica que entra en contacto con la muestra durante el descanso.
Figura 3 Cantilever Beam (Izod-Tipo) Impacto de la máquina
Figura 4 Plantilla de muestras Posicionamiento de sujeción
NOTA 9-La distancia desde el eje de apoyo para el centro de percusión puede determinarse experimentalmente a partir del período de las pequeñas oscilaciones de la amplitud del péndulo por medio de la siguiente ecuación: L ~ 5 g / 4 p 2! p 2
Copyright by ASTM Internacional (todos los derechos reservados); Vie 08 de marzo 2013 15:53:46 EST 4 Bajado / impreso por Universidad Industrial de Santander Bucaramanga Colombia en virtud del contrato de licencia. No hay más reproducciones autorizadas.
dónde:L = distancia desde el eje de apoyo para el centro de percusión , o m ( pies ) ,g = aceleración de la gravedad local ( conocida con una precisiónde una parte en un mil ) , m/s2 o ( pies/s2 ) ,p = 3,1416 ( 4P2 = 39,48 ) , yp = periodo , s , de un solo golpe completo ( hacia adelante y atrás )determinado por un promedio de al menos 20 consecutivos ycambios ininterrumpidos . El ángulo de oscilación deberá ser inferior a 5 ° a cada lado del centro.
6.5 La posición del péndulo de retención y liberación mecanismo deberá ser tal que la altura vertical de caída de la delantero será 610 +/- 2 mm (24,0 +/- 0,1 in).
Esto producirá una velocidad del delantero en el momento del impacto de aproximadamente 3,5 m (11,4 pies) / s. (Ver Nota 10.) El mecanismo deberá estar construido y operado que se dará a conocer el péndulo sin impartir aceleraciones o vibraciones a la misma.
NOTA 10 - 5 V ~ 2 gh ! 0.5
donde:V = velocidad del percutor en el momento del impacto ( m / s ) ,g = aceleración de la gravedad local ( m/s2 ) , yh = altura vertical de caída del delantero (m ) .Esto supone no expuesta al viento o la fricción.
6.6 La longitud efectiva del péndulo deberá ser de entre0,33 y 0,40 m (12,8 y 16,0 in) de manera que la elevación requerida del delantero se puede obtener mediante el aumento de la péndulo a un ángulo de entre 60 y 30 ° por encima de la horizontal.
6.7 La máquina debe estar provista de un péndulo básica capaz de suministrar una energía de 2,7 a 0,14 J (2,00 a 0,10 pies • lb). Este péndulo se puede utilizar con todos los especímenes que extraen menos de 85 % de esta energía.
Péndulos pesados se proporcionan para los especímenes que requieren más energía para romper. Estos pueden ser intercambiables por péndulos separados o un péndulo básico a la que pares adicionales de pesos calibrados iguales pueden estar rígidamente unidos a los lados opuestos del péndulo. Es imperativo que los pesos adicionales no podrán cambiar de manera significativa la posición del centro de percusión o el punto de reposo suspensión libre del péndulo (que por lo tanto tomaría la máquina fuera de las tolerancias de ajuste permitidos). Una gama de péndulos que tienen energías 2,7-21,7 J (2 a 16 pies • lbf) se ha encontrado que es suficiente para su uso con la mayoría de los especímenes de plástico y puede ser utilizado con la mayoría de las máquinas. Una serie de péndulos de tal manera que cada uno tiene el doble de energía de la próxima se encuentra conveniente. Cada péndulo deberá tener una energía dentro de 60,5 % de su capacidad nominal
6.8 Un tornillo de banco se proporciona para la sujeción de la muestra rígidamente en posición de modo que el eje largo de la muestra quede vertical y en ángulo recto con el plano superior de la prensa de tornillo. (Ver fig.1.) Este plano superior deberá dividir en dos el ángulo de la muesca con una
tolerancia de 0,12 mm (0,005 pulgadas). La colocación correcta de la muestra se realiza generalmente con una plantilla provista con el equipo. Los bordes superiores de las mordazas fijas y móviles deberán tener un radio de 0,25 6 0,12 mm (0,010 6 0,005 pulgadas). Para muestras cuyo espesor se acerca al menor valor límite de 3,00 mm (0,118 pulgadas), se proveerán medios paraevitar que la mitad inferior de la muestra se mueva durante el sujeción o probar las operaciones (ver fig. 4 y nota 11.)
NOTA 11 - Algunos plásticos son sensibles a la presión de sujeción, por lo tanto, los laboratorios cooperantes deben convenir en algún medio de la normalización de la fuerza de sujeción. Un método utiliza una llave de torsión en el tornillo del tornillo de banco espécimen. Si las caras del tornillo de banco o espécimen no son planas y paralelas, una mayor sensibilidad a la presión de sujeción puede ser evidente. Consulte el procedimiento de calibración en el Apéndice X2 para el ajuste y la corrección de los instrumentos defectuosos.
6.9 Cuando el péndulo es libre de colgar, la superficie de impacto se vienen dentro de 0,2 % de la escala de tocar la cara frontal de una muestra estándar. Durante una oscilación real este elemento hará un primer contacto con la muestra en una línea de 22,00 a 0,05 mm (0,87 6 0,002 pulgadas) por encima de la superficie superior de la prensa.
6.10 Se proveerán medios para determinar la energía consumida por el péndulo en la ruptura del espécimen. Esto se logra usando o bien un puntero y el mecanismo de marcado o un sistema electrónico que consta de un indicador digital y sensor de (típicamente un encoder o resolver). En cualquiera de los casos, la energía de rotura indicada se determina mediante la detección de la altura de subida del péndulo más allá del punto de impacto en términos de energía retirados de ese péndulo específicas. Puesto que la energía indicada debe ser corregido por la fricción del péndulo de procrear, la fricción del puntero, puntero de la inercia y resistencia al viento péndulo, instrucciones para hacer estas correcciones se incluyen en 10.3 y en el anexo A1 y A2 del anexo. Si la pantalla electrónica no se corrige automáticamente en deriva y la fricción, corresponderá al operador para determinar la pérdida de energía de forma manual. (Ver Nota 12).
NOTA 12 - Muchos sistemas indicadores digitales de forma automática correctas para el huelgo y la fricción. El fabricante del equipo puede ser consultado para detalles relativos a cómo esto se lleva a cabo, o si es necesario para determinar los medios para calcular manualmente la pérdida de energía debido a la resistencia al viento y la fricción.
6.11 El tornillo de banco, péndulo, y el marco deberán ser lo suficientemente rígido para mantener la alineación correcta del martillo y la muestra, tanto en el momento del impacto y durante la propagación de la fractura, y para minimizar las pérdidas de energía debidas a la vibración. La base deberá ser lo suficientemente masivo que el impacto no hará que se mueva. La máquina deberá estar diseñada, construido y mantenido que las pérdidas de energía debidas a la fricción del péndulo de aire ( viento) , la fricción en los cojinetes del péndulo , y la fricción y la inercia en el mecanismo indicador se mantienen al mínimo.
6.12 Una verificación de la calibración de una máquina de impacto es difícil de realizar en condiciones dinámicas. Los parámetros básicos normalmente se observan bajo condiciones estáticas; si la máquina pasa las pruebas estáticas, entonces se asume que es exacta. El procedimiento de calibración en el Apéndice X2 debe ser utilizado para establecer la precisión del equipo. Sin embargo, para algunos diseños de máquinas puede ser necesario cambiar el método recomendado para obtener las mediciones de calibración requeridos. Otros métodos de realización de las comprobaciones necesarias pueden estar sustituidos, a condición de que se puedan mostrar para dar lugar a una precisión equivalente. Apéndice X1 también describe un ensayo dinámico para el control de ciertas características de la máquina y la muestra.
Copyright by ASTM Internacional (todos los derechos reservados) ; Vie 08 de marzo 2013 15:53:46 EST 5 Bajado / impreso por Universidad Industrial de Santander Bucaramanga Colombia en virtud del contrato de licencia . No hay más reproducciones autorizadas
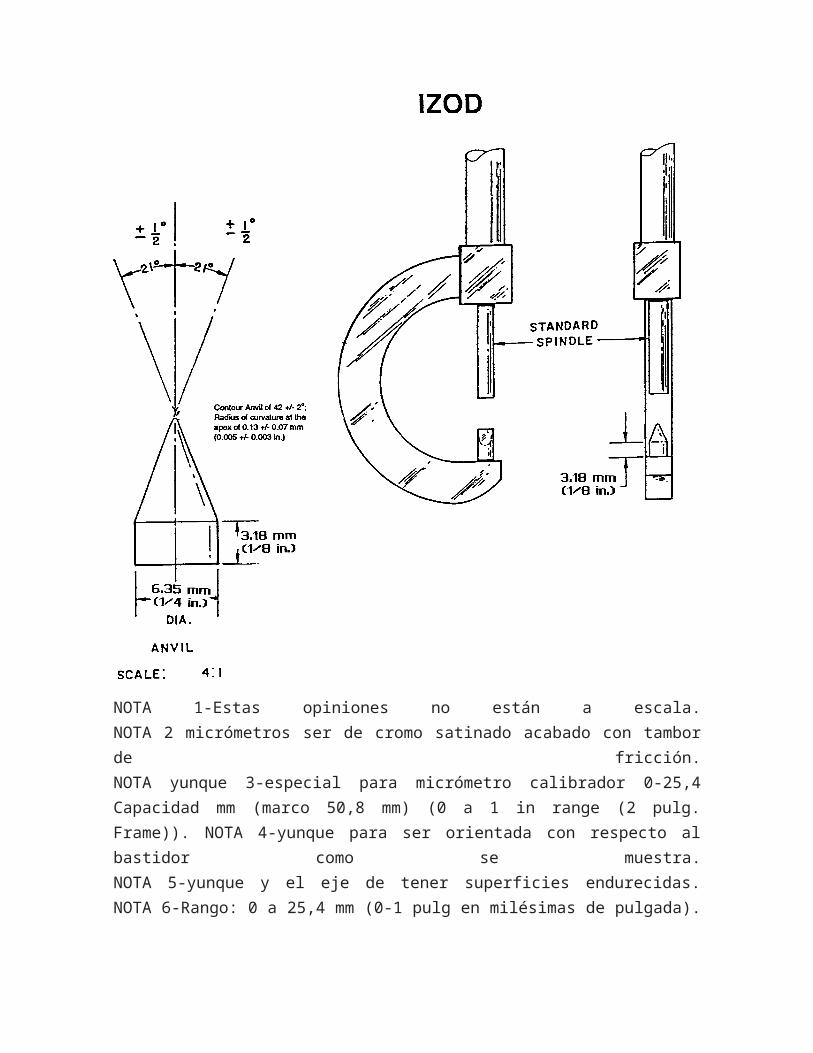
NOTA 1-Estas opiniones no están a escala.NOTA 2 micrómetros ser de cromo satinado acabado con tambor de fricción.NOTA yunque 3-especial para micrómetro calibrador 0-25,4 Capacidad mm (marco 50,8 mm) (0 a 1 in range (2 pulg. Frame)). NOTA 4-yunque para ser orientada con respecto al bastidor como se muestra.NOTA 5-yunque y el eje de tener superficies endurecidas.NOTA 6-Rango: 0 a 25,4 mm (0-1 pulg en milésimas de pulgada).NOTA 7-ajuste debe estar en cero cuando husillo y el yunque están en contacto.
Figura 5 Versión temprana (ca. 1970) de un micrómetro Notch-Depth
6,13 Micrómetros-Aparato para la medición de la anchura de la muestra deberá cumplir con los requisitos de los Métodos de Ensayo D5947. Aparato para la medición de la profundidad de material plástico restante en la muestra bajo la muesca deberá cumplir con los requisitos de los Métodos de Ensayo D5947, a condición sin embargo de que el yunque o el pie prénsatelas serán una cuchilla cónica conforme a las dimensiones indicadas en la figura. 5. El yunque o el prénsatelas oposición deberá ser plana y conforme a métodos de ensayo D5947.
7. Las muestras de prueba
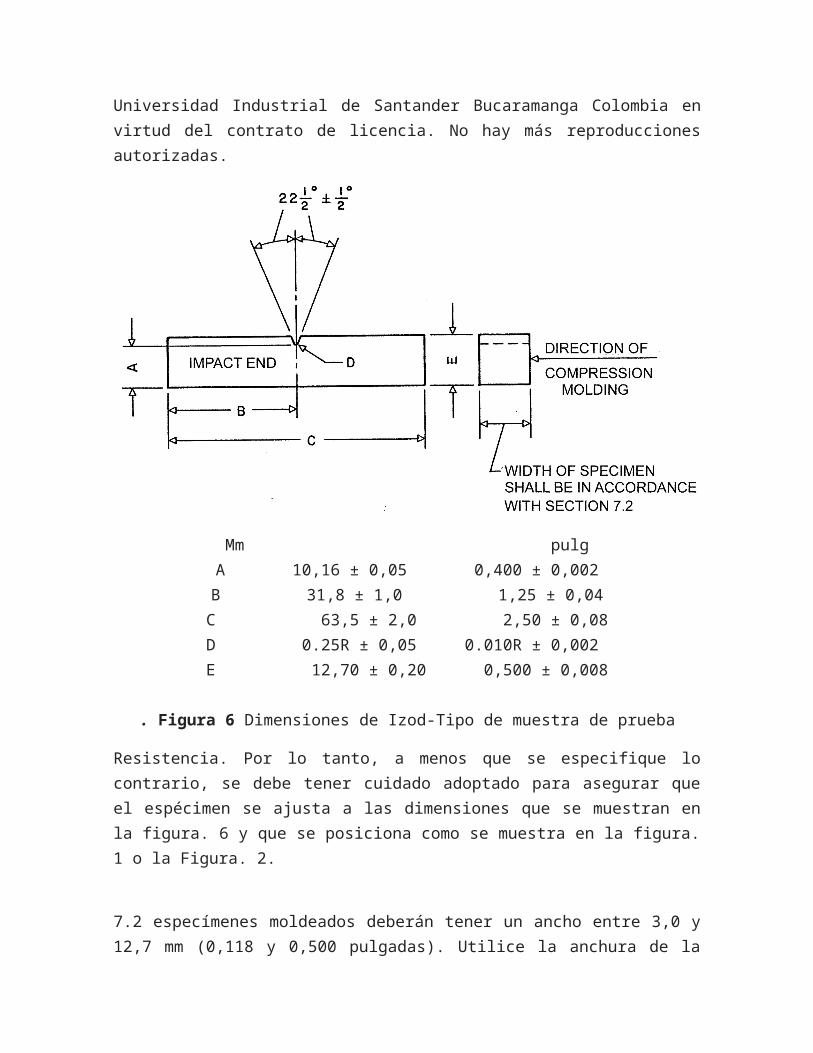
7.1 Las muestras de ensayo se ajustarán a las dimensiones y geometría de la figura. 6, excepto por las modificaciones de conformidad con 7.2,7.3, 7.4, y 7.5. Para asegurar el contorno y las condiciones correctas de la muesca especificado, todas las muestras deben ser perfiladas como se indica en la Sección 8.7.1.1 Estudios han demostrado que, para algunos materiales, la ubicación de la muesca de la muestra y la longitud del extremo impactado puede tener un ligero efecto en el impacto medido
Copyright by ASTM Internacional (todos los derechos reservados); Vie 08 de marzo 2013 15:53:46 EST 6Bajado / impreso porUniversidad Industrial de Santander Bucaramanga Colombia en virtud del contrato de licencia. No hay más reproducciones autorizadas.
Mm pulgA 10,16 ± 0,05 0,400 ± 0,002B 31,8 ± 1,0 1,25 ± 0,04C 63,5 ± 2,0 2,50 ± 0,08
D 0.25R ± 0,05 0.010R ± 0,002 E 12,70 ± 0,20 0,500 ± 0,008
. Figura 6 Dimensiones de Izod-Tipo de muestra de prueba
Resistencia. Por lo tanto, a menos que se especifique lo contrario, se debe tener cuidado adoptado para asegurar que el espécimen se ajusta a las dimensiones que se muestran en la figura. 6 y que se posiciona como se muestra en la figura. 1 o la Figura. 2.
7.2 especímenes moldeados deberán tener un ancho entre 3,0 y12,7 mm (0,118 y 0,500 pulgadas). Utilice la anchura de la muestra tal como se especifica en el pliego de material o según lo acordado entre el proveedor y el cliente. Todas las muestras que tienen una dimensión inferior a 12,7 mm (0,500 pulgadas) tendrá la muesca en el lado más corto. De lo contrario, todas las muestras moldeadas por compresión serán muesca en el lado paralelo a la dirección de aplicación de presión de moldeo. (Ver fig. 6).
NOTA 13 - Si bien la subsección 7.5 requiere pares perpendiculares de superficies planas paralelas, la práctica común ha sido la de aceptar las superficies
elaborados no paralelas que se forma cuando directamente especímenes de moldeo por inyección para las pruebas Izod. Los usuarios deben ser conscientes de que el empleo de una sección trapezoidal en lugar de una sección rectangular puede dar lugar a cambios de datos y dispersión. Estrés desigual, creado por el apriete de la región de la fractura y la torsión dinámica, causada por la desigual llamativa de la muestra son propensos a ocurrir cuando las caras de la muestra no son paralelas. Inter laboratorios comparación hijos debe especificar claramente las condiciones de preparación de muestras.
7.2.1 El cuidado extremo debe ser utilizado en el manejo de las muestras de menos de 6,35 mm (0,250 pulgadas) de ancho. Tales muestras deben ser posicionadas con precisión y apoyados para prevenir giro o el pandeo lateral durante la prueba. Algunos materiales, por otra parte, son muy sensibles a la presión de sujeción (véase la Nota 11).
7.2.2 Una investigación crítica de los mecanismos de impactolas pruebas han demostrado que las pruebas hechas a muestras bajo 6,35 mm (0,250 pulgadas) de ancho absorben más energía debido a la trituración, flexión, torsión y que hacen muestras más amplias. Por lo tanto, las muestras de 6,35 mm (0,250 pulgadas) o más de ancho se recomiendan. La responsabilidad de determinar la anchura mínima de la muestra será el investigador de, con la debida referencia a la especificación para ese material
.7.2.3 Especificación de los materiales debe ser consultado para condiciones de moldeo preferidas. El tipo de molde y la máquina de moldeo usado y el comportamiento del flujo en la cavidad del molde influirán en la resistencia al impacto obtenido. Una muestra tomada de un extremo de una placa moldeada puede dar diferentes resultados que una muestra tomada desde el otro extremo. Por lo tanto, los laboratorios cooperantes deben convenir en moldes estándar con- forman las especificaciones del material. Práctica D3641 se puede utilizar como una guía para las tolerancias generales de moldeo, pero se refiere a la especificación del material de las condiciones de moldeo específicas.
7.2.4 La resistencia al impacto de un material plástico puede ser diferente si la muesca es perpendicular a, en lugar de paralelo a , la dirección de moldeo . Lo mismo es cierto para los especímenes cortados con o a través del grano de una hoja o placa de anisotropía.
7.3 Para los materiales de la hoja, las muestras serán cortados de la hoja en las direcciones longitudinal y transversal a menos que se especifique lo contrario. La anchura de la muestra será la
Copyright by ASTM Internacional (todos los derechos reservados) ; Vie 08 de marzo 2013 15:53:46 EST 7Bajado / impreso porUniversidad Industrial de Santander Bucaramanga Colombia en virtud del contrato de licencia . No hay más reproducciones autorizadas
Espesor de la lámina, si el espesor de la lámina es de entre 3,0 y12,7 mm (0,118 y 0,500 pulgadas). El material de lámina más gruesa que 12,7mm se mecaniza hasta 12,7 mm. Las muestras con unaSección de 12,7 mm transversal cuadrada se puede probar ya sea de canto o de plano ya cortada de la lámina. Cuando las muestras se prueban de plano, la muesca se hará en la superficie mecanizada si la muestra está mecanizada en una sola cara. Cuando la muestra se corta de una hoja gruesa , la notación se hará de la porción del espesor de la lámina de la que se cortó la muestra , por ejemplo , centro , parte superior , parte inferior o superficie .No se recomienda 7.4 La práctica de la cementación, atornillado, sujeción, o especímenes combinan de otro modo, de anchura inferior para formar un espécimen de prueba de material compuesto y se debe evitar ya que los resultados de la prueba pueden verse seriamente afectados por efectos de interfaz o efectos de los disolventes sobre la energía y cementos la absorción de las muestras de ensayo de material compuesto, o ambos. Sin embargo, son necesarios si los datos de prueba Izod en dichos materiales delgados cuando no hay otros medios de preparación de las muestras están disponibles, y si las posibles fuentes de error son reconocidas y aceptables, la siguiente técnica de preparación de compuestos pueden ser utilizados.
7.4.1 La muestra de ensayo debe ser una combinación de muestras delgadas individuales por un total de 6,35 a 12,7 mm (0,250-0,500 pulgadas) de ancho. Los miembros individuales del material compuesto se pueden alinear con precisión entre sí y se sujetan, atornillados o cementados. El compuesto se mecaniza para dimensiones adecuada y dentada. En todos estos casos, el uso de muestras compuestas se hará constar en el informe de resultados de la prueba.
7.4.2 Se debe tener cuidado para seleccionar un adhesivo o disolvente que no afecte a la resistencia al impacto del material bajo prueba.Si se emplean disolventes o adhesivos que contengan disolventes, se establecerá
un procedimiento de acondicionamiento para asegurar la eliminación completa del disolvente antes de la prueba.
7.5 Cada muestra deberá estar libre de giro (ver Nota 14) y tendrá perpendiculares entre pares de superficies paralelas planas y libres de ralladuras, hoyos y marcas fregadero. Las muestras deberán ser verificados por el cumplimiento de estos requisitos mediante la observación visual contra bordes rectos, cuadrados, y las placas planas, y midiendo con un calibrador micrométrico. Cualquier espécimen de muestra de salida observable o medible de uno o más de estos requisitos será rechazado o mecanizado para el tamaño y la forma adecuada antes de la prueba.
NOTA 14 - Un espécimen que tiene un ligero giro a su cara dentada de 0,05 mm (0,002 pulgadas) en el punto de contacto con el péndulo borde de impacto será probable que tenga una superficie de fractura característica con una considerable área de la fractura mayor que para un normales romper. En este caso, la energía para romper y tirar la sección rota puede ser considerablemente mayor (20 a 30%) que para los un descanso normal. Un espécimen cónico puede requerir más energía para doblarlo en el tornillo de banco antes de la fractura.
8. Muescas probetas
8.1 muescas se hará en una fresadora, torno paralelo, u otra máquina herramienta adecuada. Tanto la velocidad de alimentación y la velocidad de corte deberán ser constante durante toda la operación muescas (véase la Nota 15). Se recomienda Disposición para la refrigeración de la muestra con un líquido o gas refrigerante. Un solo la facilidad de moler el cortador al contorno espécimen y debido al corte más suave en la muestra. La vanguardia se muele y se perfeccionó con cuidado para garantizar la nitidez y la ausencia de mellas y rebabas. Herramientas sin rastrillo y un ángulo de alivio de trabajo de 15 a 20 ° se han encontrado satisfactorios.
NOTA 15 - Para algunos termoplásticos, velocidades de corte 53 a 150 m / min (175 a 490 pies / min) a una velocidad de alimentación de 89 mm a 160 mm / min (3.5 a 6.3 pulg. / Min) sin un refrigerante de agua o la mismas velocidades de corte a una velocidad de alimentación de 36 a 160 mm / min (1.4 a 6.3 pulg. / Min), con refrigerante de agua producen muescas adecuadas.
8.2 Las muestras pueden ser perfilados por separado o en grupo. Sin embargo, en ambos casos, se colocarán una copia de seguridad sin muescas o " barra falsa "
tras el último ejemplar en el soporte de la muestra para evitar la distorsión y astillado por la cuchilla a medida que sale de la última muestra de la prueba.
8.3 El perfil del diente o de los dientes de corte deberá ser tal como para producir una muesca del contorno y la profundidad en la muestra de ensayo tal como se especifica en la figura. 6 (ver nota 16) . El ángulo incluido de la muesca será 45 6 1 ° con un radio de curvatura en el vértice de 0,25 6 0,05 mm (0,010 6 0,002 pulgadas) . El plano bisector del ángulo de muesca será perpendicular a la cara de la muestra de ensayo dentro de 2 °.
NOTA 16 - Hay pruebas de que las muescas en los materiales de muy diversas dimensiones físicas pueden diferir en contorno incluso cuando se utiliza la misma fresa
.8.4 La profundidad del material plástico restante en la muestra bajo la muesca será 10,16 6 0,05 mm (0,400 6 0,002 pulgadas). Esta dimensión se mide con un aparato de acuerdo con 6.13. La hoja cónica se ajusta a la categoría. La muestra será de aproximadamente vertical entre los yunques. Para las muestras con un ángulo de inclinación lateral, borde de la posición de la superficie sin cavidades (borde más ancho) centrarse en la plana del yunque circular del micras -metro.
8.5 Velocidad de corte y la velocidad de alimentación deben ser elegidos apropiado para el material que está siendo probado ya que la calidad de la muesca puede ser afectada adversamente por deformaciones térmicas y tensiones inducidas durante la operación de corte si las condiciones no son adecuadas selected.6 Los parámetros entallar utilizados no deberán alterar el estado físico del material, tal como mediante el aumento de la temperatura de un termoplástico por encima de su temperatura de transición vítrea . En general, las altas velocidades de corte, las tasas de alimentación lenta, y la falta de refrigerante inducen daño térmico más que una baja velocidad de corte, velocidad de avance rápido, y el uso de un refrigerante. Demasiado alta velocidad de una relación de velocidad / cortador de alimentación, sin embargo, puede causar impacto y agrietamiento de la muestra. La gama de relaciones de velocidad / alimentación cortador posibles para producir muescas aceptables puede ser extendido por el uso de un refrigerante adecuado. (Ver Nota 17.) En el caso de nuevos tipos de plásticos, es necesario estudiar el efecto de las variaciones en las condiciones de entallar. (Ver Nota 18).
NOTA 17 - agua o de gas comprimido es un refrigerante adecuado para muchos plásticos.
NOTA termopares 18 - Embedded, u otro dispositivo de medición de temperatura, se pueden utilizar para determinar el aumento de la temperatura en el material cerca del vértice de la muesca durante el mecanizado. Las tensiones térmicas inducidas cortador de diente se utiliza para entallar la muestra, a menos muescas de una calidad equivalente pueden ser producidos con un cortador de dientes múltiples. Se prefieren los cortadores de un solo diente debido a6 Los datos de apoyo están disponibles en la sede de la ASTM. Solicitud RR:
Copyright by ASTM Internacional (todos los derechos reservados) ; Vie 08 de marzo 2013 15:53:46 EST 8Bajado / impreso porUniversidad Industrial de Santander Bucaramanga Colombia en virtud del contrato de licencia . No hay más reproducciones autorizadas.
Durante la operación de ranurado se puede observar en materiales transparentes para ver la muestra a bajo aumento entre LPA en luz monocromática.
8.6 A entallar operación muescas uno o más ejemplares, más la "barra falsa" en un solo paso a través de la esmeriladora. La muesca espécimen producido por cada cuchilla se examinó después de cada 500 operaciones de entallar o menos frecuentemente si la experiencia demuestra que esto es aceptable. La muesca de la muestra, hecha del material a ensayar, deberá ser inspeccionada y verificada. Uno de los procedimientos para la inspección y verificación de la categoría se presenta en el Apéndice X1. Cada tipo de material que se está dentada debe ser inspeccionada y verificada en ese momento. Si el ángulo o el radio no entra dentro de los límites establecidos para los materiales de características de mecanizado satisfactorios, a continuación, el cortador se sustituye por uno nuevo afilado y afinado. (Ver Nota19.)
NOTA 19-A con punta de diamante de corte entallado con punta de carburo o industriales se recomienda para una mayor vida útil.
9. Acondicionamiento9.1 acondicionado - Acondicionar las probetas a 23 62 ° C ( 73 6 3,6 ° F ) y 50 6 10 % de humedad relativa durante no menos de 40 horas después de hacer muescas y antes de la prueba , de acuerdo con el
Procedimiento A de la norma D618 , a menos que pueda documentarse( entre el proveedor y el cliente ) que un tiempo de acondicionamiento más corto es suficiente para un material dado para alcanzar el equilibrio de resistencia al impacto
.9.1.1 Tenga en cuenta que para algunos materiales higroscópicos, como las medias de nylon, las especificaciones de los materiales (por ejemplo, la especificación D4066) Convocatoria de las pruebas " en seco especímenes moldeados. " Estos requisitos tienen prioridad sobre la rutina anterior pre acondicionamiento a 50 % en relación humedad y requieren el sellado de las muestras de agua de recipientes impermeables a los vapores, tan pronto como moldeado y no retirarlos hasta que esté listo para la prueba.Pruebas 9.2 Condiciones de prueba - conducta en la norma ambiente de laboratorio de 23 6 2 ° C (73 6 3,6 ° F) y 50 6 10 % de humedad relativa, salvo que se especifique lo contrario en las especificaciones del material o por las necesidades del cliente. En caso de desacuerdo, las tolerancias serán 61 ° C (61.8 ° F) y 6 5 % de humedad relativa. 10. Procedimiento
10.1 Por lo menos cinco y preferiblemente diez o más determinaciones individuales de resistencia al impacto se deben realizar en cada muestra a analizar en las condiciones previstas en la letra 9. Cada grupo estará compuesto por las muestras con el mismo ancho nominal (60.13 mm (60,005 pulgadas)). En el caso de las muestras cortadas a partir de hojas que se sospecha de ser aniso trópico, preparar y analizar muestras de cada dirección principal (longitudinal y transversal la dirección de la anisotropía).
10.2 estimar la energía de rotura de la muestra y seleccionar un péndulo de la energía adecuada. Utilice el péndulo estándar más ligero que se espera que romper cada espécimen en el grupo con una pérdida de no más del 85% de su energía ( véase la nota 20 ) . Compruebe la máquina con el péndulo adecuado en el lugar de la conformidad con los requisitos de la Sección 6 antes de comenzar las pruebas. (Véase el Apéndice X1).NOTA 20 - Lo ideal sería que una prueba de impacto se realizó en una prueba constante velocidad. En un ensayo de tipo péndulo, la velocidad disminuye a medida que progresa la fractura. Para las muestras que tienen una energía de impacto se aproxima la capacidad del péndulo hay energía suficiente para completar la ruptura y la sacudida. Al evitar las lecturas de energía escala 15 % más altas, la velocidad del péndulo no se reducirá por debajo de 1,3 m / s (4,4 pies
/ s). Por otro lado, el uso de demasiado pesado un péndulo reduciría la sensibilidad de la lectura.
10.3 Si la máquina está equipada con un indicador mecánico y el disco, lleve a cabo las siguientes operaciones antes de analizar las muestras. Si la máquina está equipada con un sistema de indicación digital, siga las instrucciones del fabricante para corregir expuesta al viento y la fricción. Si se indica una fricción excesiva, la máquina se puede ajustar antes de comenzar una prueba.
10.3.1 Con el puntero que indica en su posición de partida normal, pero sin un espécimen en el tornillo de banco, liberar el péndulo desde su posición inicial normal y tenga en cuenta la posición del puntero logra después de la oscilación como una lectura del Factor A.
10.3.2 Sin reajustar el puntero, elevar el péndulo y suelte de nuevo. El puntero debe ascender en la escala de una suma adicional. Repetir (10.3.2) hasta un columpio provoca ningún movimiento adicional de la aguja y anote la lectura final como una lectura del Factor B (véase la nota 21).
10.3.3 Repetir las dos operaciones anteriores varias veces y calcular y registrar las lecturas de B Una y media.
NOTA 21 - Factor B es una indicación de la energía perdida por el péndulo a la fricción en los cojinetes de péndulo y al efecto del viento. La diferencia de A- Bes una indicación de la energía perdida a la fricción y la inercia en el dispositivo indicador. Sin embargo, las correcciones reales serán más pequeñas que estos factores, ya que en una prueba real de la energía absorbida por la muestra impide que el péndulo de hacer un swing complete. Por lo tanto, la energía de rotura indicada de la muestra debe ser incluida en el cálculo de la corrección de la máquina antes de la determinación de la energía de rotura del espécimen (ver 10.8). Los valores de A y B también proporcionan una indicación de la condición de la máquina.
10.3.4 Si se indica una fricción excesiva, la máquina se ajustará antes de comenzar la prueba.
10.4 Compruebe los especímenes de la conformidad con los requisitos de las secciones 7, 8 y 10.1.
10.5 Medir y registrar el ancho de cada muestra después de hacer muescas con una precisión de 0,025 mm (0,001 pulgadas). Medir la anchura en una ubicación adyacente a la muesca centrada sobre el plano de fractura anticipada.
10.6 medir y registrar la profundidad del material que permanece en la muestra bajo la categoría de cada muestra con una aproximación de0,025 mm (0,001 pulgadas). La hoja cónica se ajusta a la categoría. La muestra será de aproximadamente vertical entre los yunques. Para las muestras con un ángulo de inclinación lateral, borde de la posición de la superficie sin cavidades (borde más ancho) centrarse en la plana del yunque circular del micras -metro.
10.7 Posición de la muestra con precisión (véase 6.7), de manera que es rígida, pero no demasiado fuertemente (véase la Nota 11), sujeta en el tornillo de banco. Preste especial atención a asegurar que el "fin impacto " de la muestra, como se muestra en la figura y dimensionado. 6 es el extremo que se proyecta por encima del tornillo de banco. Soltar el péndulo y registrar la energía de rotura indicada de la muestra junto con una descripción de la apariencia de la probeta rota (ver categorías de fallo en 5.8).
Copyright by ASTM Internacional (todos los derechos reservados) ; Vie 08 de marzo 2013 15:53:46 EST 9Bajado / impreso porUniversidad Industrial de Santander Bucaramanga Colombia en virtud del contrato de licencia . No hay más reproducciones autorizadas.
10.8 Restar la corrección de deriva y la fricción de laindicado romper la energía de la muestra, menos que se determine de forma automática por el sistema de indicación (es decir, indicador digital o un ordenador). Si se emplea un dial mecánico y el puntero, utilice los factores A y B y las tablas apropiadas o el gráfico se describe en el anexo A1 y A2 del anexo para determinar la corrección. Para los sistemas digitales que no compensan de forma automática para el huelgo y la fricción, siga el procedimiento del fabricante para realizar esta corrección.
10.8.1 En otras palabras, ya sea manual o automáticamente, el valor de corrección
del huelgo y la fricción se resta de la sin corregir, se indica la energía de última hora para obtener la nueva energía de rotura. Comparar el valor neto así que encontramos con la necesidad energética del martillo especificado en 10.2. Si se utiliza un martillo de energía inadecuada, descartar el resultado y hacer pruebas adicionales en nuevas muestras con el martillo adecuado. (Ver Anexo A1 y A2 del Anexo).
10.9 Divida el valor neto que se encuentra en 10,8 por la anchura medida de la muestra particular, para obtener la resistencia al impacto de acuerdo con la muesca en J / m (pies • lbf / pulg.). Si las unidades opcionales de kJ/m2(pies • lbf/in.2) se utilizan, dividir el valor neto que se encuentra en 10,8 por la anchura medida y la profundidad debajo de la muesca de la muestra particular, para obtener la resistencia al impacto. El término, " profundidad bajo la muesca, " se representa gráficamente por la dimensión A en la figura.6. Por lo tanto, tendrá que ser informado de la sección transversal (ancho de veces la profundidad bajo la categoría). (Véase el Apéndice X4).
10.10 Calcular la resistencia media al impacto Izod del grupo de especímenes. Sin embargo, se pueden promediar sólo los valores de las muestras que tienen el mismo ancho nominal y el tipo de rotura. Los valores obtenidos a partir de muestras que no se rompen en la forma especificada en 5.8 no se incluirán en el promedio. También el cálculo de la desviación estándar del grupo de valores.
11. Informe11.1 Reporte la siguiente información:11.1.1 El método de ensayo utilizado (método de ensayo A, C, D, o E),11.1.2 Identificación completa del material de prueba, número de código incluyendo tipo de fuente, el fabricante y la historia previa,11.1.3 Una declaración de cómo se prepararon las muestras, las condiciones de ensayo utilizadas, el número de horas las muestras se acondicionaron después de entallar, y para materiales de la hoja, la dirección de la prueba con respecto a la anisotropía, en su caso,11.1.4 La capacidad del péndulo en julios o pie-libra fuerza o pulgadas libra-fuerza,11.1.5 La anchura y la profundidad debajo de la muesca de cada espécimen probados,11.1.6 El número total de muestras analizadas por muestra de material,11.1.7 El tipo de fallo (ver 5.8),11.1.8 La resistencia al impacto se debe divulgar en J / m(ft • lbf / pulg.), también puede ser necesario las unidades opcionales de kJ/m2 (ft • lbf/in.2) (véase 10.9),11.1.9 El número de los especímenes que dieron lugar a fallos de que se ajuste a
cada una de las categorías de requisito en 5.8,11.1.10 La resistencia de impacto medio y la desviación estándar (en J / m (ft • lbf / pulg.)) Para los especímenes en cada fracasocategoría, excepto en no romper como se presenta en 5.8. unidades opcionales(kJ/m2 (ft • lbf/in.2)) puede también necesitar ser informado (ver ApéndiceX4), y11.1.11 El porcentaje de muestras que fallan en cada categoría con el sufijo del código de una letra correspondiente de 5,8.
MÉTODO DE PRUEBA C-TEST CANTILEVER BEAM PARA MATERIALES DE MENOS DE 27 J / m (0.5 ft • lbf / pulg.)12. aparato12.1 El aparato deberá ser el mismo que el especificado en la Sección 6.
13. Las muestras de prueba13.1 Los especímenes de ensayo deben ser los mismos que se especifica en elSección 7.
14. Muescas probetas14.1 probetas entallar serán los mismos según se especifica en la Sección 8.
15. acondicionamiento15.1 Muestras acondicionado y entorno de pruebas se hará de conformidad con la Sección 9.
16. procedimiento16.1 El procedimiento deberá ser el mismo que en la sección 10 con la adición de un procedimiento para la estimación de la energía de tirar la parte espécimen roto.16.1.1 Hacer una estimación de la magnitud de la energía de tirar cada tipo de material y cada tamaño de muestra diferente (ancho). Esto se realiza cambiando la posición del extremo libre de la muestra roto en la parte abrazada y golpear una segunda vez con el péndulo liberado de tal manera como para impartir a la muestra aproximadamente la misma velocidad que había alcanzado durante la prueba. Esto se hace mediante la liberación del péndulo desde una altura correspondiente a aquello a lo que se elevó después de la rotura de la probeta de ensayo. La energía de tirar se considera entonces que ser la diferencia entre la lectura se ha descrito anteriormente y la lectura de oscilación libre obtenida a partir de esta altura. Un método reproducible de partida el péndulo de la altura adecuada debe ser concebido.
17. Informe17.1 Reporte la siguiente información:Igual que 11.1.1 17.1.1,Igual que 11.1.2 17.1.2,Igual que 11.1.3 17.1.3,17.1.4 Igual 11.1.4,
17.1.5 Igual 11.1.5,17.1.6 Igual 11.1.6 ,17.1.7 El promedio invierte la resistencia al impacto con entalladura , J / m(ft • lbf / pulg. ) (Véase 5.8 para las categorías de fallo),17.1.8 Igual 11.1.8,17.1.9 Igual 11.1.9,Igual que el 17.1.10 11.1.10, y 01/17/11 Igual 11.1.11.
Copyright by ASTM Internacional (todos los derechos reservados) ; Vie 08 de marzo 2013 15:53:46 EST 10Bajado / impreso porUniversidad Industrial de Santander Bucaramanga Colombia en virtud del contrato de licencia . No hay más reproducciones autorizadas.
D256 - 10
17.1.12 La corrección estimado lanzamiento, expresado en términos dejoule (J ) o el pie - libra fuerza (ft • lbf ) .17.1.13 La diferencia entre la energía de impacto Izod y la energía corrección de tirar es la energía neta Izod . Este valor se divide por la anchura de la muestra ( en la base de la muesca ) para obtener la resistencia al impacto Izod neto para el informe .
MÉTODO DE PRUEBA D- NOTCH RADIUS TEST DE SENSIBILIDAD
18. Aparato18.1 El aparato deberá ser el mismo que el especificado en la Sección 6.
19. Las muestras de prueba19.1 Las muestras de prueba serán los mismos que los especificados en la Sección 7. Todas las muestras deben ser de la misma anchura nominal, preferiblemente 6,35 mm (0,25 pulg.).
20. Muescas probetas20.1 muescas se hará como se especifica en la Sección 8 y en la figura . 6 , excepto esos diez especímenes se dentada con un radio de 0,25 mm ( 0,010 pulgadas) y diez muestras con un radio de 1,0 mm ( 0,040 pulgadas) .
21. Acondicionamiento21.1 Muestras acondicionado y entorno de pruebas se hará de conformidad con la Sección 9.
22. Procedimiento22.1 Proceder de acuerdo con la Sección 10, la prueba de diez ejemplares de cada radio muesca. Se calculará
22,2 La resistencia de impacto medio de cada grupo , excepto que dentro de cada grupo el tipo de rotura debe ser homogéneamente C , H , C y H , o P.22.3 Si las muestras con la de 0,25 mm ( 0.010 in. ) Notch radio no se rompen, la prueba no es aplicable.22.4 Si cualquiera de las diez muestras analizadas con el 1.0 - mm(0,040 in.) Muesca radio de fallar como en la categoría NB, no descanso, el procedimiento de sensibilidad a la ranura no se puede utilizar sin necesidad de obtener datos adicionales. Un nuevo conjunto de muestras se prepara a partir de la misma muestra, mediante un 0.50 mm ( 0.020 in. ) Radio de primera categoría y el procedimiento de 22,1 y 22,2 repetido.
23 . Cálculo23.1 Calcular la pendiente de la línea que conecta los valores de resistencia al impacto para 0,25 y 1,0 mm de radios muesca o (0.010 y 0.040 - en. Radios muesca) por la ecuación presentada de la siguiente manera. (Si se sustituye un radio de muesca de 0,500 mm (0,020 pulg . ) , Ajustar el cálculo en consecuencia. ) b 5 ~ E 2 2 1 E ! / ~ R 2 2 R 1 !
Dónde:E2 = resistencia de impacto medio para la categoría más grande, J / m de primera categoría,E1 = resistencia de impacto medio para la categoría más pequeña , J / m de primera categoría,R2 = radio de la muesca más grande , mm , y1 R = radio de la muesca más pequeña , mm .Ejemplo:E 1.0 5 330,95 J / m; E 0,25 5 138,78 J / mb 5 ~ 330.95 2 138.78 J / m! / ~ 1,00 2 0,25 mm!b 5 192,17 J / m 0,75 mm 5 256,23 J / m de la muesca por mm de radio
24 . Informe24.1 Reporte la siguiente información:Igual que 11.1.1 24.1.1,24.1.2 Igual 11.1.2,Igual que 11.1.3 24.1.3 ,24.1.4 Igual 11.1.4 ,24.1.5 Igual 11.1.5 ,24.1.6 Igual 11.1.6 ,24.1.7 El promedio invierte la resistencia al impacto con entalladura , en J / m(ft • lbf / pulg. ) (Véase 5.8 para las categorías de fallo ) ,24.1.8 Igual 11.1.8 ,24.1.9 Igual 11.1.9 ,24/01/10 Igual que el 11.1.10 , y01/24/11 Igual 11.1.11 .24/01/12 Informe el valor promedio de b con sus unidades , y la resistencia al impacto Izod promedio de un 0,25 mm ( 0.010 in. ) Categoría.
MÉTODO DE PRUEBA E - viga en voladizo INVERTIDO TEST NOTCH
25. Aparato25.1 El aparato deberá ser el mismo que el especificado en la Sección 6.
26. Las muestras de prueba26.1 La muestra de ensayo deberá ser el mismo que el especificado en Sección 7.
27. Muescas probetas27.1 Notch los especímenes de ensayo de conformidad con la Sección 8.
28. Acondicionamiento28.1 Muestras acondicionado y entorno de pruebas se hará de conformidad con la Sección 9.
29. Procedimiento29.1 Proceder de acuerdo con la Sección 10 , salvo sujetar la muestra para que el delantero impacta en la cara opuesta a la primera, por lo tanto, someter la muesca para esfuerzos de compresión en lugar de tracción durante el impacto (véase . Fig. 2 y nota 22, nota 23, y Nota 24) .
NOTA 22 - El ensayo con muesca invertido emplea un estándar de 0.25 mm(0,010 in. ) Muestra muesca para proporcionar una indicación de la resistencia al impacto sin entalla. El uso de la prueba de muesca invertida evita la necesidad para el mecanizado de las muestras sin entalla a la requerida 10,2 6 0,05 mm (0,400 6 0,002 in. ) De profundidad antes de la prueba y proporciona la misma comodidad de la muestra de montaje como las pruebas estándar de primera clase (métodos de ensayo A y C) .NOTA 23 - Los resultados obtenidos por la prueba de muesca invertida no siempre estén de acuerdo con los obtenidos en las barras entalladas que han sido mecanizadas con el requisito profundidad de 10.2 mm (0.400 in. ) . Para algunos materiales.
Copyright by ASTM Internacional (todos los derechos reservados) ; Vie 08 de marzo 2013 15:53:46 EST 11Bajado / impreso porUniversidad Industrial de Santander Bucaramanga Colombia en virtud del contrato de licencia . No hay más reproducciones autorizadas .
TABLA 1 Datos de precisión, Método de prueba A-Izod con entalla
Laboratories
Phenolic 0.57 (30.4)
0.024 (1.3)
0.076 (4.1)
0.06 (3.2)
0.21 (11.2)
19
Acetal 1.45 (77.4) 0.075 (4.0) 0.604 (32.3) 0.21 (11.2) 1.70 (90.8) 9
Reinforced nylon 1.98 (105.7) 0.083 (4.4) 0.245 (13.1) 0.23 (12.3) 0.69 (36.8) 15
Polypropylene 2.66 (142.0) 0.154 (8.2) 0.573 (30.6) 0.43 (23.0) 1.62 (86.5) 24
ABS 10.80 (576.7) 0.136 (7.3) 0.585 (31.2) 0.38 (20.3) 1.65 (88.1) 25
Polycarbonate 16.40 (875.8) 0.295 (15.8) 1.056 (56.4) 0.83 (44.3) 2.98 (159.1) 25
NOTA 1-Los valores en ft • lbf / in. de anchura (J / m de ancho). NOTA 2 Véase la nota 10.
Materiales Promedio SrA SRB IrC IR
Número de
ASr = dentro del laboratorio desviación estándar de la media.BSR = entre laboratorios desviación estándar de la media.CIr = 2.83 Sr.DIR = 2.83 SR.
Efectos que surgen de la diferencia en las masas sujetos al suelo de los dostipos de muestras durante el ensayo, y aquellos atribuibles a una posible diferencia en las energías tirar atribuidos a los extremos rotos de los respectivos especímenes , pueden contribuir de manera significativa a una disparidad en los resultados de prueba .NOTA 24 - Cuando los materiales son sospechosos de anisotropía , debido a moldear o fabricar otras influencias , muesca invierte especímenes muesca en la cara opuesta a la utilizada para la prueba Izod estándar , es decir, presentan la misma cara que el golpe de impacto.
30. Informe30.1 Reporte la siguiente información:Igual que 11.1.1 30.1.1,30.1.2 Igual 11.1.2 ,Igual que 11.1.3 30.1.3 ,30.1.4 Igual 11.1.4 ,30.1.5 Igual 11.1.5 ,30.1.6 Igual 11.1.6 ,
30.1.7 El promedio invierte la resistencia al impacto con entalladura , J / m(ft • lbf / pulg. ) (véase 5.8 para las categorías de fallo ) ,30.1.8 Igual 11.1.8 ,30.1.9 Igual 11.1.9 ,30/01/10 Igual que el 11.1.10 , y01/30/11 Igual 11.1.11 .
31. Precisión y sesgo31.1 Tabla 1 y Tabla 2 se basan en un round robin de conformidad con la norma E691. Para cada material, todas las barras de ensayo se prepararon a una fuente, excepto para el entallado. Cada laboratorio participante con muescas de las barras que se probaron. Tabla1 y la Tabla 2 se presentan sobre la base de un resultado de la prueba siendo la media de cinco muestras. En el round robin probado cada laboratorio , en promedio, nueve muestras de cada material.
31,2 Tabla 3 se basa en una ronda robin5 que implica a cinco materiales ensayados por siete laboratorios . Para cada material , todas las muestras se prepararon a una fuente, y los especímenes individuales eran todos muescas en el mismo laboratorio . Tabla 3 se presenta sobre la base de un resultado de la prueba siendo la media de cinco muestras . En el round robin , cada laboratorio probó diez muestras de cada material.
31.3 Concepto de Ir e IR- Si Sr y SR se han calculadoa partir de un cuerpo lo suficientemente grande de datos, y para los resultados de las pruebas que eranpromedios de prueba cinco especímenes. (Advertencia- Las explicaciones siguientes de Ir e IR (ver 31.3-31.3.3) sólo están destinados a presentar una forma significativa de considerar la precisión de este método de ensayo. Los datos de las Tablas 1 a 3 no se deben aplicar rigurosamente para aceptación o rechazo del material, ya que esos datos son específicos del round robín, y pueden no ser representativos de otros lotes, condiciones, materiales o laboratorios. los usuarios de este método de ensayo se deben aplicar los principios establecidos en la Práctica E691 para generar datos específicos de su laboratorio y materiales , o entre laboratorios específicos . Los principios de 31.3-31.3.3 serían entonces válidos para estos datos. )
31.3.1 Repetibilidad, Ir (Comparación de dos resultados de la prueba para el mismo material, obtenidos por el mismo operador con el mismo equipo en el
mismo día) - Los dos resultados no deben ser juzgados equivalentes si difieren en más de la Ir valor para ese material.
31.3.2 Reproducibilidad, IR (Comparación de dos resultados de la prueba para el mismo material, obtenidos por diferentes operadores y utilizando equipos
diferentes en diferentes días) - Los dos resultados de ensayo debe ser juzgado no son equivalentes si difieren en más del valor de IR para ese material.
31.3.3 Cualquier juicio de conformidad con 31.3.1 y 31.3.2 tendría un 95 % (0.95 ) probabilidad aproximada de ser correcta .
31.4 SESGO No hay normas reconocidas por el cual para estimar el sesgo de estos métodos de ensayo.
NOTA 25 - Numerosos cambios se han producido desde la recogida de los datos de todos contra todos originales en 1973. En consecuencia, un nuevo grupo de trabajo se ha formado para evaluar una declaración de precisión y sesgo de la
última revisión de estos métodos de ensayo.
32. palabras clave32.1 resistencia al impacto , el impacto Izod , sensibilidad a la ranura ;
muestras con muescas ; impacto muesca inversa
Copyright by ASTM Internacional (todos los derechos reservados) ; Vie 08 de marzo 2013 15:53:46 EST 12
Bajado / impreso porUniversidad Industrial de Santander Bucaramanga Colombia en virtud del contrato
de licencia . No hay más reproducciones autorizadas .
TABLA 2 Precisión de datos , el método de prueba C- Izod
NOTA 1 - Los valores en ft • lbf / in. de anchura ( J / m de ancho). NOTA 2 Véase
la nota 10 .Materiales Promedio SrA SRB IrC IRD
TABLA 3 Datos de precisión, método de ensayo E-invertida Notch Izod
SrA SR
Ir
IRD
NOTA 1-Los valores en ft • lbf / in. de anchura (J / m de ancho).
NOTA 2-Véase la nota 8.
Acrylic sheet, unmodified 3.02 (161.3)
0.243 (13.0)
0.525 (28.0)
0.68 (36.3)
0.71 (37.9)Premix molding compounds laminate 6.11 (326.3) 0.767 (41.0) 0.786 (42.0) 2.17 (115.9) 2.22 (118.5)
acrylic, injection molded 10.33 (551.6) 0.878 (46.9) 1.276 (68.1) 2.49 (133.0) 3.61 (192.8)compound (SMC) laminate 11.00 (587.4) 0.719 (38.4) 0.785 (41.9) 2.03 (108.4) 2.22 (118.5)
Preformed mat laminate 19.43 (1037.6) 0.960 (51.3) 1.618 (86.4) 2.72 (145.2) 4.58 (244.6)
ASr = dentro del laboratorio desviación estándar de la media.BSR = entre laboratorios desviación
ANEXOS
(Información obligatoria)
A1. INSTRUCCIONES PARA LA CONSTRUCCIÓN DE UN deriva y corrección de fricción TABLA
Figura A1.1 Método de Construcción de una Tabla de Corrección efecto del viento y la fricción
A1.1 La construcción y el uso de la tabla de este documento describense basa en la suposición de que las pérdidas por fricción y efecto del viento es proporcional al ángulo a través del cual se aplican estos pares de pérdida para el péndulo. . Figura A1.1 muestra la pérdida de energía calculado en función del ángulo de la posición de péndulo durante la oscilación del péndulo. El gráfico de corrección para ser descrito es principalmente la mitad izquierda de la figura. A1.1. Las tablas de corrección del huelgo y la fricción deberán estar disponibles a partir de comercia-les fabricantes de máquinas de prueba. Las pérdidas de energía designadas como A y B se describen en 10.3.
Figura A1.2 huelgo de la muestra y tabla de corrección de fricción
A1.2 iniciar la construcción de la tabla de corrección ( ver fig. A1.2 ) por el despido de una escala lineal conveniente en la abscisa de un gráfico del ángulo de la posición del péndulo para la parte de la oscilación más allá de la posición que cuelga libremente .
Copyright by ASTM Internacional (todos los derechos reservados) ; Vie 08 de marzo 2013 15:53:46 EST 13Bajado / impreso porUniversidad Industrial de Santander Bucaramanga Colombia en virtud del contrato de licencia . No hay más reproducciones autorizadas.
Comodidad, coloque el punto de referencia que cuelga libremente en elextremo derecho de la abscisa con el desplazamiento angular creciente linealmente a la izquierda. El eje de abscisas se conoce como escala de C. Aunque el desplazamiento angular es la cantidad a ser representado linealmente en el eje de abscisas, este desplazamiento se expresa más convenientemente en términos de energía indicado leído sobre la escala de la máquina. Esto produce una escala no lineal C con el aumento de la energía del péndulo indicado a la derecha.
A1.3 En la ordenada derecha despedir a una escala lineal B a partir de cero en la parte inferior y parando en el péndulo de fricción máxima esperada y el valor de compensación de viento en la parte superior.
A1.4 En la ordenada izquierda construir una escala D lineal que va de cero en la
parte inferior a 1,2 veces el valor máximo que aparece en la escala de ordenadas B, pero hacen que la escala dos veces la escala utilizada en la construcción de la escala B.
A1.5 Escala Junto D dibujar una curva de OA que es el foco de los puntos cuyas coordenadas tienen los mismos valores de corrección de la energía en la escala D y energía indicado en la escala C. Esta curva se conoce como Escala A y utiliza las mismas divisiones y el sistema de numeración como la Escala contigua D.
A1.6 Instrucciones para el uso gráfico:
A1.6.1 localizar y marcar en la escala A de la lectura A obtenido de la libre oscilación del péndulo con el puntero del prepositioned en el que cuelga libre o máxima que se indica la posición de energía en el dial.
A1.6.2 localizar y marcar en la escala B la lectura B obtenida después de varias oscilaciones libres con el puntero hizo subir cerca de la posición indicada de la energía cero de la línea por el péndulo , de acuerdo con las instrucciones en 10.3 .
A1.6.3 Conecte los dos puntos así obtenidos por una línea recta.
A1.6.4 de la energía de impacto indicada en el proyecto Escala C hasta la línea de construcción y en la izquierda para obtener la corrección por efecto del viento y la fricción de la escala D.
A1.6.5 Restar esta corrección del impacto indicado leyendo para obtener la energía entregada a la muestra.
A2. PROCEDIMIENTO PARA EL CÁLCULO DE deriva y corrección de fricción
A2.1 El procedimiento para el cálculo de la resistencia al viento yA2.6 Calcular Bmax de la siguiente manera: Corrección de fricción en este anexo se basa en las ecuaciones desarrolladas por derivación en el Apéndice X3. Este procedimiento se puede utilizar como un sustituto para el procedimiento gráfico descrito en el anexo A1 y es aplicable a pequeña calculadora electrónica y
donde:b 5 cos2 1 $ 1 2@ ~ H M / L! ~ 1 E 2 A / E M! #% análisis por ordenador.
A2.2 Calcular L, la distancia desde el eje de apoyo para el centro de percusión como se indica en 6.3. (Se supone aquí que el centro de percusión es aproximadamente el mismo que el centro de gravedad.)
A2.3 medir la altura máxima, HM, del centro de percusión (centro de gravedad) del péndulo en el inicio de la prueba como se indica en X2.16.
A2.4 medir y registrar la corrección de la energía, EA, por efecto del viento del péndulo más fricción en el disco, como deter EA = corrección de la energía para el huelgo del péndulo más fricción en línea, J (ft • lbf),EM = fondo de escala de péndulo utilizado, J (ft • lbf),L = distancia del punto de apoyo hasta el centro de gravedad de lospéndulo, m (pies) hM = altura máxima del centro de gravedad del péndulo en el comienzo de la prueba, m (pies), y bmax = máximo ángulo del péndulo se desplazará con un golpe del péndulo.
A2.7 Medida espécimen romper la energía, Es, J (pies • lbf).
A2.8 Calcula b para material Es la medición como: minada con el primer movimiento del péndulo sin muestraen el dispositivo de prueba. Esta corrección debe ser leída en la escala de energía, EM, apropiado para el péndulo utilizado.
dónde:b 5 cos2 1 $ 1 ~ 2 @ hM / L! ~ 1 2 E
s / EM! #% A2.5 Sin restablecimiento de la posición del indicador obtenido
en A2.4, mida la corrección de la energía, EB, por efecto del viento péndulo después de dos lanzamientos adicionales del péndulo sin muestra en el dispositivo de prueba.b = ángulo del péndulo se desplaza para una muestra dada, yEs = lectura del dial energía para romper una muestra, J (ft • lbf ) .
A2.9 Calcula la energía corrección total, ETC, como:
Copyright by ASTM Internacional (todos los derechos reservados) ; Vie 08 de marzo 2013 15:53:46 EST 14Bajado / impreso porUniversidad Industrial de Santander Bucaramanga Colombia en virtud del contrato de licencia . No hay más reproducciones autorizadas.
E TC 5 ~ E ~ E A 2 B / 2 ! ~ B / b máximo! 1 ~ E B / !I 5 ~ E 2 E! / ts s TC
donde:ETC = energía total corrección para la energía de rotura , Es, deun espécimen , J ( pies • lbf ) , yEB = corrección de la energía para el huelgo del péndulo , J(ft • lbf ) .
A2.10 Calcular la resistencia al impacto usando la siguiente fórmula:donde:Es = resistencia al impacto de la muestra, J / m (pies • lbf / pulg. ) De ancho, yt = ancho de la muestra o la anchura de la muesca, m (pulgadas).
ANEXOS
(Información no obligatoria)
X1. PROCEDIMIENTO PARA LA INSPECCIÓN Y VERIFICACIÓN DEL NOTCH
X1.1 El propósito de este procedimiento es describir elmétodo microscópico para ser utilizado para determinar el radio y el ángulo de la muesca . Estas medidas también podrían hacer uso de un comparador , si está disponible .NOTA X1.1 - La muesca deberá tener un radio de 0,25 6 0,05 mm ( 0,0106 0,002 pulgadas ) y un ángulo de 45 ° 6 1 .
Aparato X1.2 :X1.2.1 dispositivo óptico con un aumento mínimo de 60 × , regla de vidrio Pilar y accesorio de la cámara .X1.2.2 plantilla transparente , ( se desarrollará en este procedimiento) .Ruler X1.2.3 .Brújula X1.2.4 .X1.2.5 plástico 45 ° -45 ° -90 ° Redacción escuadras ( triángulos ) .
X1.3 Una plantilla transparente debe ser desarrollado por cada aumento y para cada microscopio usado. Es preferible que cada laboratorio estandarizar en un microscopio y una magnificación. No es necesario que cada laboratorio para utilizar el mismo aumento, ya que cada combinación microscopio y cámara tiene un tanto diferentes relaciones de blow up .X1.3.1 ajusta la ampliación del dispositivo óptico con un aumento adecuado, con un aumento mínimo de 60 ×.X1.3.2 Coloque el portaobjetos de vidrio Pilar en la plataforma de microscopio. Enfoque del microscopio por lo que la imagen más clara de la escala Pilar es visible.X1.3.3 Tome una fotografía de la escala de Pilar ( ver fig. X1.1) . X1.3.4 crear una plantilla similar a la mostrada en la figura. X1.2.X1.3.4.1 Encuentra el centro aproximado de la hoja de papel.X1.3.4.2 Dibuja un conjunto de coordenadas perpendiculares a través del punto central.X1.3.4.3 Dibuje una familia de círculos concéntricos que están espaciadas de acuerdo con las dimensiones de la escala Pilar.X1.3.4.4 Esto se logra mediante el establecimiento de una primera brújula mecánica a una distancia de 0,1 mm (0,004 pulgadas) como referencia la fotografía ampliada del ocular Pilar. Posterior
NOTA 1-100 × referencia.NOTA 2-0,1 mm escala mayor; 0,01 mm menor escala.
. Figura X1.1 Escala Pilar
círculos estarán espaciadas 0,02 mm de distancia (0,001 pulgadas), como los anillos con el anillo exterior es de 0,4 mm (0,016 pulgadas) desde el centro.X1.3.5 una fotocopia del papel con los círculos concéntricos para hacer una
plantilla transparente de los círculos concéntricos.X1.3.6 Construct figura. X1.3 tomando un segundo trozo de papel y encontrar su
centro aproximado y marque este punto.
Copyright by ASTM Internacional (todos los derechos reservados); Vie 08 de marzo 2013 15:53:46 EST 15
Bajado / impreso porUniversidad Industrial de Santander Bucaramanga Colombia en virtud del contrato
de licencia. No hay más reproducciones autorizadas.
NOTA 1-Aumento = 100 ×.Figura X1.2 Ejemplo de plantilla transparente para la determinación de Radius de
Notch
Figura X1.3 Ejemplo de plantilla transparente para determinarÁngulo de Notch
Dibuja una línea a través de este punto central. Marque esta línea de cero grados
(0 °). Dibuje una segunda línea perpendicular a la primera línea a través de este punto central. Etiqueta de la línea "90 °". Desde el centro de trazar una línea que
es de 44 grados en relación con el "0 °". Marque la línea"44 °". Dibuje otra línea a 46 °. Marque la línea "46 °".
X1.4 Coloque un portaobjetos de microscopio de vidrio en la plataforma de microscopio. Coloque la probeta con muesca en la parte superior de la diapositiva.
Enfocar
Figura X1.4 Determinación de Muescas Radio
El microscopio. Mueva la muestra alrededor de usar los mandos de ajuste de la plataforma hasta que la muesca del espécimen se centra y cerca de la parte inferior del área de visualización. Tome una fotografía de la muesca.X1.4.1 Determinación de Radio muescas (ver Fig. X1.4.): X1.4.1.1 Coloque la imagen en una hoja de papel. Coloque la imagen de modo que la parte inferior de la muesca en la imagen orientada hacia abajo y es de aproximadamente 64 mm
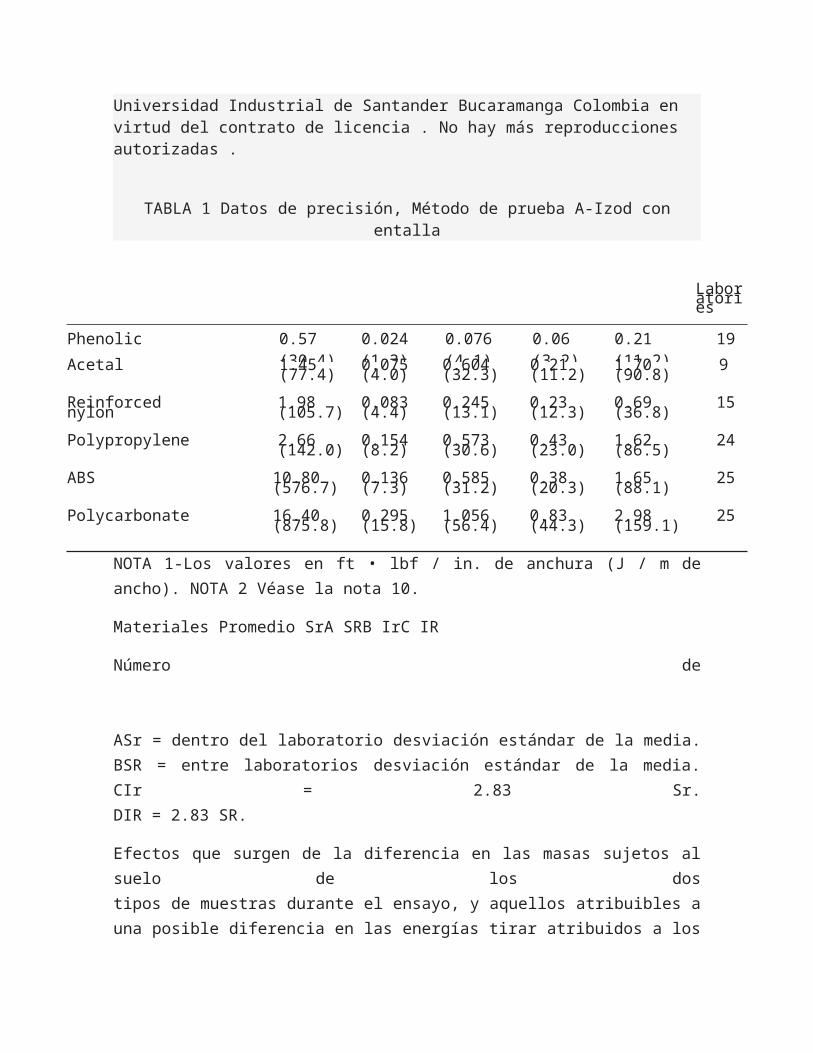
(2,5 pulgadas) de la parte inferior del papel. Tape la imagen hasta el papel.X1.4.1.2 dibujar dos líneas a lo largo de los lados de la muesca sobresale hasta un punto en que se cruzan por debajo del punto Notch I (ver fig. X1.4).X1.4.1.3 Abra la brújula hasta aproximadamente 51 mm (2 pulg.) El uso del punto I como referencia, dibuja dos arcos de intersección ambos lados de la muesca (ver fig. X1.4). Estas intersecciones se llaman 1a y 1b.X1.4.1.4 Cierre la brújula hasta aproximadamente 38 mm (1,5 pulg.) Con Punto 1a como punto de referencia dibujar un arco ( 2a ) por encima de la primera, hacer un segundo de arco ( 2b ) que se cruza con arco 2 bis en el punto J. Dibuje una línea entre I y J. Esto establece la línea central de la ranura (ver. Fig. X1.4).X1.4.1.5 Place la plantilla transparente en la parte superior de la imagen y alinear el centro de los círculos concéntricos con el eje dibujado de la muesca (ver fig. X1.4).X1.4.1.6 Slide la plantilla por la línea central de la muesca hasta que un círculo concéntrico toca ambos lados de la muesca.
Copyright by ASTM Internacional (todos los derechos reservados) ; Vie 08 de marzo 2013 15:53:46 EST 16Bajado / impreso porUniversidad Industrial de Santander Bucaramanga Colombia en virtud del contrato de licencia . No hay más reproducciones autorizadas.
Registre el radio de la muesca y compararla con laASTM limita de 0,2 a 0,3 mm ( 0,008 a 0,012 pulgadas).X1.4.1.7 Examine la muesca para asegurar que no hay manchas planas a lo largo del radio medido.X1.4.2 Determinación de Notch Ángulo:X1.4.2.1 Place plantilla transparente para determinar el ángulo muesca (ver fig. X1.3) en la parte superior de la foto adjunta a la hoja de papel. Gire la imagen de forma que la punta muesca apuntando hacia usted. Coloque el punto central de la plantilla en la parte superior de la punta que establecí en eje 0 ° de la plantilla con la parte recta lado derecho de la muesca. Compruebe el lado porción recta izquierda de la muesca para asegurarse de que esta porción se sitúa entre las44 y 46 líneas ° grado. Si no es así, sustituya la cuchilla.
X1.5 Una foto de una categoría se tomará por lo menos cada 500muescas o si es una muestra de control le da un valor fuera de sutres sigma limita para esa prueba.
X1.6 Si la muesca de la muestra de control no está dentro de los requisitos, una imagen de la hoja de entallado debería ser tomada y analizada por el mismo procedimiento utilizado para la muestra de la muesca. Si la hoja muescas no cumple con los requisitos de ASTM o daños shows, debe ser reemplazada por una nueva hoja que se haya controlado de dimensiones apropiadas.
X1.7 Es posible que la corte entallado puede tener las dimensiones correctas, pero no cortar la ranura correcta en la muestra. Si eso ocurre, será necesario para evaluar otras condiciones (de corte y velocidades de alimentación) para obtener la dimensión muesca correcta para ese material.
X2. CALIBRACIÓN DE PÉNDULO DE TIPO MARTILLO MÁQUINAS DE IMPACTO PARA USO CON PLÁSTICOMUESTRAS
X2.1 Este procedimiento de calibración se aplica específicamente a laMáquina de impacto Izod . Sin embargo, gran parte de este procedimiento se puede aplicar a la máquina de impacto Charpy también.
X2.2 Ubique la máquina impacto sobre una base sólida. No debe "caminar" sobre la base y la base no vibre de manera apreciable. Pérdida de energía de las vibraciones dará lecturas altas.Se recomienda que el probador de impacto ser atornillada a una base que tiene una masa de al menos 23 kg si se utiliza en capacidades superiores a 2,7 J (2 pies • lbf).
X2.3 Compruebe el nivel de la máquina en ambas direcciones en el plano de la base con niveles de burbuja montados en la base,un nivel de maquinista si una superficie de referencia satisfactoria es disponible, o con una plomada. La máquina debe ser hecha a nivel en tan-1 0.001 en el plano de oscilación y dentro de tan-1 0.002 en el plano perpendicular a la marcha.
X2.4 Con una regla y una galga o calibre de profundidad, marque la altura de la mordaza móvil con respecto a la mordaza fija. Debe coincidir con la altura de la mordaza fija dentro de 0,08 mm (0,003 pulgadas).
X2.5 Contacte con el fabricante de la máquina de un procedimiento para asegurar el radio delantero está en la tolerancia (0,80 6 0,20 mm) (véase 6.3).
X2.6 Comprobar la ubicación transversal del centro del péndulo borde de impacto que deberá estar dentro de 0,40 mm (0,016 pulgadas) del centro de la prensa de tornillo. Vuelva a ajustar los rodamientos del eje o la ubicación de la prensa, o enderezar el eje según sea necesario para lograr la relación adecuada entre los dos centros de péndulo.
X2.7 Revise el brazo del péndulo de la rectitud a 1,2 mm (0,05 pulgadas) con una regla o disparar en el eje. Permitir que el péndulo para cerrar de golpe contra la captura a veces se dobla el brazo especialmente cuando los pesos de alta capacidad están en el péndulo.
X2.8 Insertar vertical y el centro con una plantilla de localización yfijar en la prensa una muesca barra metálica mecanizada de 12,7 mm(0,500 in.) Cuadrada, que tiene lados opuestos paralelos dentro de 0,025 mm (0,001 pulgadas) y una longitud de 60 mm (2,4 pulgadas) . Compruebe la barra de alineación vertical dentro de tan-1 0,005 en ambas direcciones con el nivel de una pequeña maquinista. Shim hasta el tornillo de banco, si es necesario, para corregir errores en el plano de oscilación del péndulo, teniendo cuidado de preservar soporte sólido para el tornillo de banco. Por errores en el plano perpendicular al plano de oscilación del péndulo, máquina de la cara interna de la plantilla de la localización de tipo pinza para la alineación correcta si se utiliza este tipo de plantilla. Si se utiliza un tipo de hoja de plantilla, utilice cuñas o moler la base de la prensa para que el nivel de la superficie superior.
X2.9 Inserte y la abrazadera de la barra se describe en X2.8 en una posición vertical en el centro del tornillo de banco de manera que la muesca de la barra es ligeramente por debajo del borde superior de la prensa de tornillo. Coloque una capa delgada de aceite en el borde de impacto del péndulo con un pañuelo de papel engrasado y dejar que el resto del borde llamativo suavemente contra la barra. El borde de impacto debe hacer contacto a través de toda la anchura de la barra. Si sólo se hace contacto parcial, examinar el tornillo de banco y el péndulo para la causa. Si la causa es aparente, hacer la corrección apropiada. Si no hay causa aparente, retire el delantero y la cuña hacia arriba o moler su cara posterior para realinear el borde de impacto con la superficie de la barra.
X2.10 Marque la línea de aceite en la superficie de la barra de ajuste horizontal del borde de impacto dentro de tan-1 0.002 con plaza de mecánico.
X2.11 Sin quitar la barra de X2.8 del tornillo de banco de la máquina, raye una
línea fina en el borde superior de la prensa en la cara opuesta a la superficie de impacto del bar. Retire la barra del tornillo de banco y la transferencia de esta línea a la superficie de impacto, con plaza de mecánico. La distancia desde la línea de aceite sorprendente con el borde superior de la prensa de tornillo debe ser 22 6 0,05 6 0,87 mm (0,002 pulgadas ) . Corregir con cuñas o molienda, según sea necesario, en la parte inferior del tornillo de banco.
Copyright by ASTM Internacional (todos los derechos reservados); Vie 08 de marzo 2013 15:53:46 EST 17Bajado / impreso porUniversidad Industrial de Santander Bucaramanga Colombia en virtud del contrato de licencia. No hay más reproducciones autorizadas.
X2.12 Cuando el péndulo cuelga libre en su nivel más bajoposición, la lectura de la energía debe ser de 0,2 % del fondo de escala.
X2.13 Inserte la barra de X2.8 en el torno y sujetar firmemente en posición vertical. Cuando el borde de impacto se mantiene en contacto con la barra, la lectura de la energía debe ser de 0,2 % del fondo de escala.
X2.14 oscilación del péndulo en posición horizontal y el apoyo que el borde de impacto en esta posición con una barra vertical. Deje el otro extremo de esta barra de descanso en el centro de una bandeja de carga en una escala equilibrada. Reste el peso de la barra del peso total para encontrar el peso efectivo del péndulo. El peso de péndulo eficaz debe estar dentro de 0,4 % del peso requerido para que la capacidad de péndulo. Si el peso debe ser añadido o eliminado, tenga cuidado para equilibrar el peso añadido o eliminado sin afectar el centro de percusión con relación al borde llamativo. No es aconsejable añadir peso al lado opuesto del eje del cojinete desde el borde de impacto para reducir el peso efectivo del péndulo ya que la masa distribuida puede conducir a grandes pérdidas de energía de vibración del péndulo.
X2.15 Calcular la longitud efectiva del brazo del péndulo, o la distancia al centro de percusión desde el eje de rotación, por el procedimiento en la Nota 9. La longitud efectiva debe estar dentro de la tolerancia establecida en el apartado 6.6.
X2.16 medir la distancia vertical de caída del péndulo golpee el borde de su altura enganchado a su punto más bajo. Esta distancia debe ser 610 6 2,0 mm (24 6 0,1 cm). Esta medición se puede hacer mediante el bloqueo de un nivel en la parte
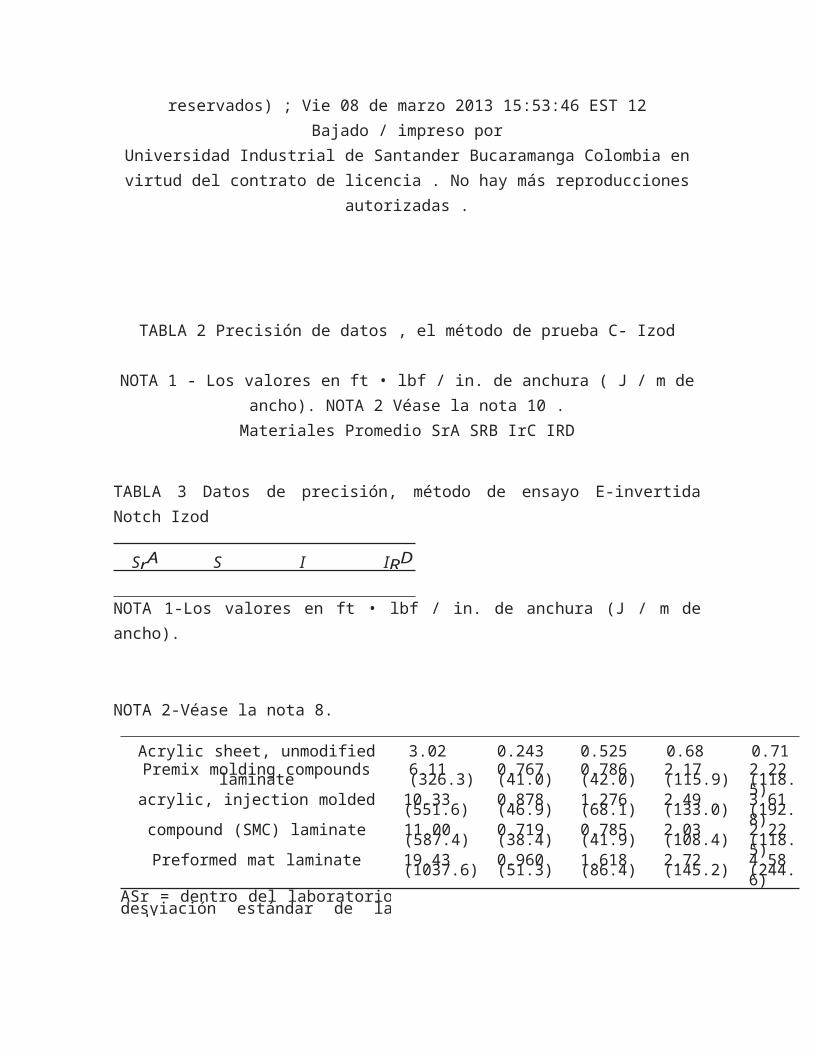
superior del tornillo de banco y la medición de la distancia vertical desde el borde de impacto a la parte inferior del nivel (parte superior de tornillo de banco) y restando 22,0 mm (0,9 pulgadas). La distancia de caída vertical puede ser ajustada mediante la variación de la posición del pestillo de péndulo.
X2.17 Notch una muestra estándar en un lado, paralelo a la presión de moldeo, a 32 mm (1,25 pulgadas) de un extremo. La profundidad del material plástico restante en la muestra bajo la muesca será 10,16 6 0,05 mm (0,400 6 0,002 pulgadas). Utilizaruna plantilla para posicionar la muestra correctamente en el tornillo de banco. Cuando la muestra se sujeta en su lugar, el centro de la muesca debe estar dentro de 0.12 mm (0.005 pulg) de estar en línea con la parte superior de la superficie fija del tornillo de banco y la muestra debe estar centrado, a mitad de camino dentro de 0,40 mm (0,016 pulg.) entre los lados de las caras de sujeción. La cara dentada debe ser la superficie de impacto de la muestra para la prueba Izod. Bajo ninguna circunstancia durante la rotura de la probeta debe la parte superior de la muestra toque el péndulo, excepto en el borde de impacto.
X2.18 Si se utiliza una plantilla de tipo de sujeción localizar, examinar el tornillo de sujeción en la localización de la plantilla. Si el hilo tiene un ajuste flojo el espécimen no puede ser colocado correctamente y puede tender a deslizarse como se aprieta el tornillo. Un punto con rebabas o doblado en el tornillo también puede tener el mismo efecto.
X2.19 Si se utiliza un mecanismo de puntero y de línea para indicar la energía , la fricción puntero debe ajustarse de modo que el puntero se acaba de mantener su posición en cualquier lugar de la escala . El percutor del puntero debe estar firmemente sujeto al puntero. Las arandelas de fricción con superficies acristaladas deben estar reemplazadas con nuevas arandelas. Las arandelas de fricción deben estar en cualquiera de los lados del collar puntero. Una arandela de metal pesado debe hacer una copia de la última arandela de fricción instalado. La presión sobre esta arandela de metal es producido por una, la arandela y tuercas de seguridad de resorte delgada doblada. Si la arandela de resorte se coloca al lado de la arandela de fibra fricción el puntero tenderá a vibrar durante el impacto.
X2.20 La lectura de libre oscilación del péndulo (sin muestra ) de la altura enganchada debe ser inferior a 2,5 % de la capacidad de péndulo en la primera media vuelta . Si la lectura es superior a este, entonces la fricción en el mecanismo indicador es excesiva o los cojinetes están sucios. Para limpiar los rodamientos, sumergirlos en disolvente y centrifugado en un chorro de aire grasa. Limpie los rodamientos hasta que giren libremente, o sustituirlos. Aceite muy
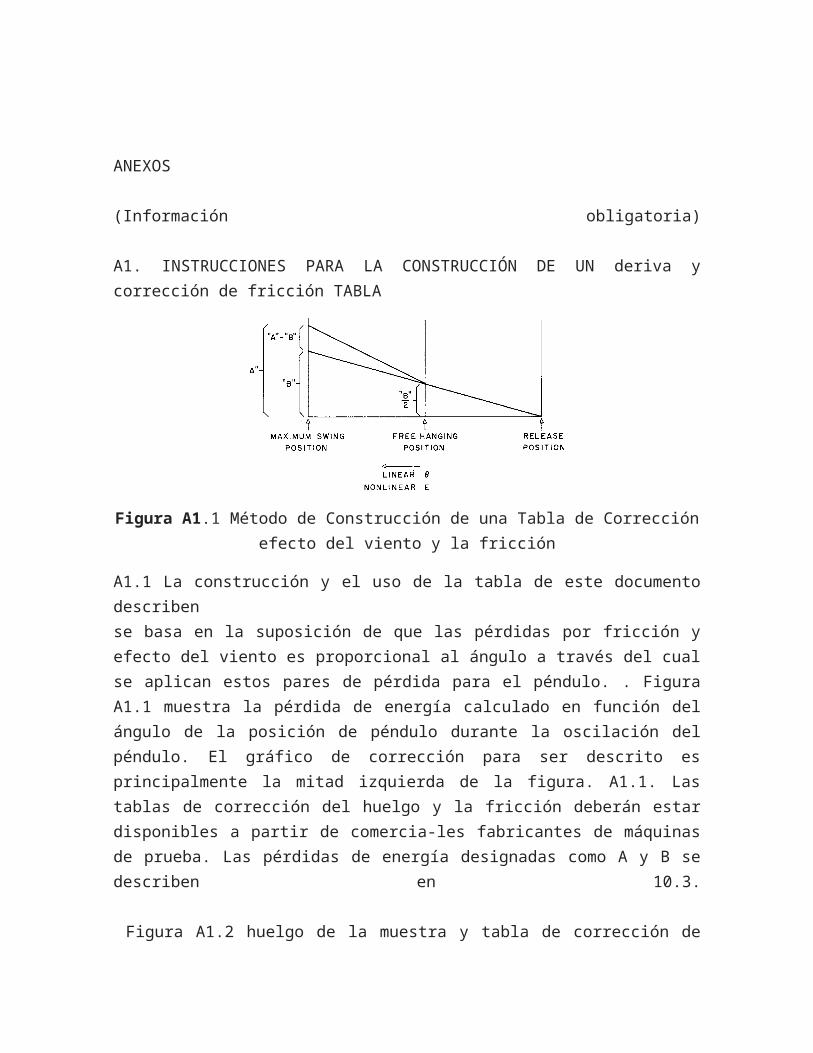
ligeramente con aceite instrumento antes de reemplazar. Un método reproducible de partida el péndulo de la altura adecuada debe ser concebido.
X2.21 El eje sobre el que gira el péndulo no tendrá ningún juego radial detectable (menos de 0,05 mm (0,002 pulgadas)). Un juego axial de 0,25 mm (0,010 pulgadas) es permisible cuando un 9,8 -N(2,2 lbf) Fuerza axial se aplica en direcciones alternas.
X2.22 Las superficies de apriete de la prensa deben ser paralelas en las direcciones horizontal y vertical dentro de 0,025 mm (0,001 pulgadas). Inserción de la barra cuadrada de metal mecanizado de X2.7 en el tornillo de banco en una posición vertical y las mordazas de sujeción hasta que comienzan a unirse puede comprobar paralelismo. Cualquier libertad entre la barra de metal y las superficies de sujeción de las mordazas de la prensa de tornillo no debe exceder la tolerancia especificada.
X2.23 Los bordes superiores de las mordazas fijas y móviles de la prensa de tornillo deberán tener un radio de 0,25 6 0,12 mm (0,010 6 0,005 pulgadas). Dependiendo de si el Método de Ensayo A, C, D , o E se utiliza , una concentración de tensión puede ser producido como se rompe el espécimen . En consecuencia, el borde superior de la mordaza fija y móvil debe ser examinado cuidadosamente.
X2.24 Si una frágil barra de plástico sin relleno o relleno granular tal como un material fenólico de madera lleno de harina de uso general está disponible, categoría y romper un conjunto de barras de acuerdo con estos métodos de ensayo. Examine la superficie de la ruptura de cada barra en el tornillo de banco. Si la rotura es plana y lisa a través de la superficie superior del tornillo de banco, la condición de la máquina es excelente. Una información considerable con respecto a la condición de una máquina de impacto se puede obtener mediante el examen de las secciones rotas de especímenes. No hay pesos deben añadirse al péndulo para las pruebas anteriores.
X2.25 La máquina no debe utilizarse para indicar más de 85 % de la capacidad de energía del péndulo. El exceso de peso añadido al péndulo será aumentar la energía disponible de la máquina. Este peso debe ser añadido con el fin de mantener el centro de percusión dentro de la tolerancia establecida en 6,4. De peso eficaz correcta para cualquier rango se puede calcular de la siguiente manera:
W 5 E p / h
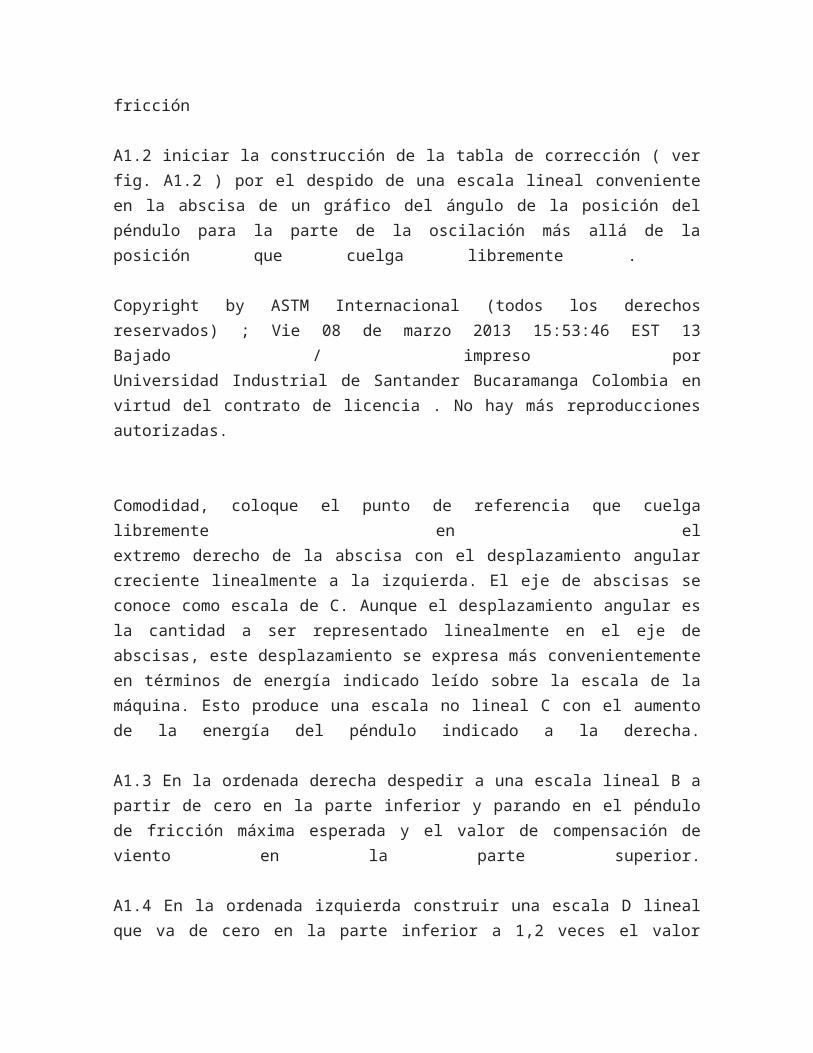
donde:W = peso del péndulo efectiva, N ( lbf ) (ver X2.14 ) ,
Copyright by ASTM Internacional (todos los derechos reservados) ; Vie 08 de marzo 2013 15:53:46 EST 18Bajado / impreso porUniversidad Industrial de Santander Bucaramanga Colombia en virtud del contrato de licencia . No hay más reproducciones autorizadas.
Ep = potencial o la energía disponible de la máquina, J (pies • lbf), yh = distancia vertical de caída del péndulo borde de impacto,m (ft) (véase X2.16).Cada 4,5 N (1 lbf) de peso efectiva añadido aumenta lacapacidad de la máquina por 2,7 J (2 pies • lbf).
NOTA X2.1 - Si el péndulo está diseñado para su uso con el peso complemento, se recomienda que se puede obtener a través del fabricante del equipo.
X3. OBTENCIÓN DE PÉNDULO DE IMPACTO ecuaciones de corrección
Figura X3.1 oscilación del péndulo de su posición de descanso
X3.1 Desde distancias triángulo rectángulo de la figura. X3.1:
L 2 h 5 L cosb ( X3.1 )
X3.2 Pero el potencial de ganancia de energía Ep péndulo es :
E p 5 PMR g ( X3.2 ). figura X3.2 Corrección Energía Total para el huelgo y PendulumMarque fricción como una función de la posición del péndulo
b 5 E B / 2 ( X3.10 )
X3.10 La corrección de la energía , EA, en la primera oscilación del péndulo se produce en el ángulo máximo de péndulo , bmax . Sustituyendo en la ecuación x3.8 dicta la siguiente :E a 5 m b max1 ~ E B / 2 ! ( X3.11 )
X3.11 Combinando la ecuación y la ecuación x3.8 X3.11 da si-guiente : Combinando la ecuación X3.1 X3.3 y X3.2 ecuación da lo siguiente:
E 5 E ~
2 ~ E / 2 ! ~ B / b
E 1 / 2 ! ( X3.12 ) TC A Bmax ! ~ B L 2 E p / W p g 5 L cosb ( X3.3 )
X3.4 La energía máxima del péndulo es la energía potencial en el inicio de la prueba , EM , o
E M 5 M W h p g ( X3.4 )
X3.5 La energía potencial acumulada por el péndulo , Ep , está relacionada con la absorción de la energía de un espécimen , Es, por la siguiente ecuación :
E M E s 2 5 E p ( X3.5 )
Combinando la ecuación X3.3 X3.6 X3.5 - da lo siguiente:
~ E M 2 E s ! / E M 5 L / h M ~ 1 2 cos b ! ( X3.6 )
X3.7 X3.6 Resolver la ecuación para b dicta la siguiente :
X3.12 nomenclatura :
b = intersección de la línea recta de energía corrección total ,EA = corrección de la energía , tanto más expuesta al viento péndulo de fricción de línea , J ,EB = corrección de la energía para el huelgo péndulo sólo , J ,EM = energía máxima del péndulo ( en el inicio de
prueba ) , J ,Ep = potencial de ganancia de energía del péndulo de la posición de reposo del péndulo , J ,Es = sin corregir romper la energía de la muestra , J ,ETC = corrección total de energía para una energía de rotura determinado,Es , J ,g = aceleración de la gravedad, m/s2 ,h = distancia entre centros de gravedad del péndulo se eleva verticalmente b 5 cos2 1 $ 1 ~ 2 @ hM / L! ~ 1 2 E s / EM! #% ( X3.7 )desde la posición de reposo del péndulo , m ,hM = altura máxima del centro de gravedad de la X3.8 A partir de la figura . X3.2 , la ETC corrección de la energía total esdado como :péndulo , m, E TC 5 m b1 b ( x3.8 )
X3.9 Pero en el punto cero de la energía potencial del péndulo :
E B / 2 5 m ~ 0 ! 1 b ( X3.9 )
Wp = peso del péndulo , como se determina en X2.14 , kg, yb = ángulo de posición del péndulo del resto del pénduloposición.o :
Copyright by ASTM Internacional (todos los derechos reservados) ; Vie 08 de marzo 2013 15:53:46 EST 19Bajado / impreso porUniversidad Industrial de Santander Bucaramanga Colombia en virtud del contrato de licencia . No hay más reproducciones autorizadas . X4 . Conversiones de unidades
X4.1 julios por metro ( J / m ) no se pueden convertir directamenteen kJ/m2 . Tenga en cuenta que las unidades opcionales de kJ/m2 ( ft • lbf/in.2 )También puede ser necesario , por lo tanto , el área de la sección transversal bajoX4.2.2 Ejemplo 2 :1 ft • lbf/1550 pulg2 = 1,356 J/m21 ft • lbf/in.2 = ( 1.550 ) ( 1.356 ) J/m2
la muesca debe ser reportado .1 ft • lbf/in.2= 2,101 J/m2 X4.2 Los siguientes ejemplos son aproximaciones : X4.2.1 Ejemplo 1 :1 ft • lbf/39.37 pulg = 1,356 J / m1 ft • lbf / in. = ( 39.37 ) ( 1.356 ) J / m1 ft • lbf / in. = 53,4 J / m1 ft • lbf / in. = 0.0534 kJ / m1 ft • lbf/in.2 = 2,1 kJ/m2
RESUMEN DE CAMBIOS
Comité D20 ha identificado la ubicación de cambios seleccionados para esta especificación desde la última publicación, D256 - 06a'1, que pueda afectar el uso de este estándar. (1 de mayo de 2010)
(1) Nota revisada 6 y nota 16. (2) revisión de la Sección 9.
ASTM International no toma posición respecto a la validez de los derechos de patente declarados en relación con cualquier artículo mencionadoen esta norma. Los usuarios de esta norma están expresamente avisados de que la determinación de la validez de cualquiera de esos derechos de patente, y el riesgode violación de esos derechos, son enteramente su propia responsabilidad.
Esta norma está sujeta a revisión en cualquier momento por el comité técnico responsable y debe ser revisado cada cinco años, ysi no es revisada, debe ser aprobado de nuevo o retirarse. Los invitamos a realizar comentarios para la revisión de esta norma o para normas adicionales, deberán dirigirse a las oficinas de ASTM International. Sus comentarios serán atentamente examinados en una reunión del comité técnico responsable, a la que usted puede asistir. Si usted siente que sus comentarios no han recibido una audiencia justa, puede presentar sus puntos de vista con el ASTM Committee on Standards, a la dirección que se muestra a continuación.
Esta norma es propiedad intelectual de ASTM International, 100 Barr Harbor Drive, PO Box C700, West Conshohocken, PA 19428-2959, Estados Unidos. Copias (simples o múltiples) de esta norma se pueden obtener contactando a ASTM en la dirección dada o al 610-832-9585 (teléfono), 610-832-9555 (fax) o [email protected] (e-electrónico), oa través de la página web de ASTM
(www.astm.org). Derechos permiso para fotocopiar la norma también puede obtenerse de la página web de la ASTM (www.astm.org/ COPYRIGHT /).
Copyright by ASTM Internacional (todos los derechos reservados); Vie 08 de marzo 2013 15:53:46 EST 20Bajado / impreso porUniversidad Industrial de Santander Bucaramanga Colombia en virtud del contrato de licencia. No hay más reproducciones autorizadas.