
Apuntes de concentracion de minerales ii o pavez-11ago13
156
-
Upload
daisy-silva -
Category
Documents
-
view
34 -
download
3
Transcript of Apuntes de concentracion de minerales ii o pavez-11ago13

CONTENIDOS
INTRODUCCIÓN
Características Generales de la Separación por GravedadCriterio de ConcentraciónSeparadores de Concentración GravitacionalClasificación de los Métodos Gravitacionales
SEPARACIÓN EN MEDIOS DENSOSIntroducciónMedios Densos
SEPARACIÓN EN CORRIENTES VERTICALES
SEPARACIÓN EN CORRIENTES LONGITUDINALESIntroducciónSeparación por Escurrimiento LaminarMesas vibratoriasEspiralesVannersEscurrimiento en CanaletasIntroducciónCanaletas simplesCanaletas estranguladasConcentración de cono Reichert
CONCENTRADORES CENTRÍFUG

REFERÉNCIAS BIBLIOGRÁFICAS

Concentración Gravitacional
INTRODUCCIÓN
Características Generales de la Separación por Gravedad
Los métodos de separación por gravedad (concentración gravitacional) se usan para tratar una gran variedad de materiales, que varían desde los sulfuros metálicos pesados como la galena hasta el carbón, en algunos casos con tamaños de partículas inferiores a 5 micrones.
Los métodos de separación gravitacional perdieron importancia en la primera mitad del siglo debido al desarrollo del proceso de flotación en espuma. Sin embargo, la separación por gravedad ha tenido avances muy significativos en los últimos años incrementándose su aplicación notoriamente. Este tipo de separación permanece como el principal método de concentración para menas de oro, estaño y otros minerales de alto peso específico. Los métodos de concentración gravitacional cuando pueden ser aplicados son preferidos en relación a los procesos de flotación debido a que los costos favorecen su uso y además son menos contaminantes del medio ambiente. Los minerales que se liberan con tamaño superior a las dimensiones aceptadas en el proceso de flotación se pueden concentrar aún más económicamente usando los métodos gravitacionales.
La concentración por gravedad es, esencialmente, un método para separar partículas de minerales de diferente peso específico debido a sus diferencias de movimiento en respuesta a las acciones que ejercen sobre ellas, simultáneamente, la gravedad u otras fuerzas. Se acepta generalmente que la concentración por gravedad es el más sencillo y más económico de los métodos de concentración. El uso de este tipo de separación está recomendado siempre que sea practicable porque permite la recuperación de mineral útil en un orden de tamaños tan gruesos como sea posible, reduciendo los costos inherentes a la reducción de tamaño y disminuyendo las pérdidas asociadas a estas operaciones.
En general, los métodos de separación por gravedad se agrupan en tres categorías principales:
a) Separación por medios densos, en el cual las partículas se sumergen en un baño que contiene un fluido de densidad intermedia, de tal manera que algunas partículas floten y otras se hundan;
b) Separación por corrientes verticales, en la cual se aprovechan las diferencias entre velocidades de sedimentación de las partículas pesadas y livianas, como es el caso del
c) Separación en corrientes superficiales de agua o “clasificación en lámina delgada”, como es el caso de las mesas concentradoras y los separadores de espiral.
Cuantas más pequeñas son las partículas, más fuertes son, con relación a la gravedad, las fuerzas hidráulicas y de viscosidad, por lo cual el rendimiento de la separación por gravedad decrece bruscamente en los intervalos de tamaño fino. Para superar estos problemas en los últimos años se han desarrollado equipos de concentración basados en la fuerza centrífuga, los cuales permiten que la separación de las partículas finas tenga lugar en un campo de concentración de varias G. Entre estos equipos centrífugos se destacan los concentradores Knelson, Falcon, el jig centrífugo Kelsey y el concentrador Multi-Gravity Separator.
Criterio de Concentración
El criterio de concentración (CC) es usado en una primera aproximación y entrega una idea de la facilidad de obtener una separación entre minerales a través de procesos gravitacionales, sin considerar el factor de forma de las partículas minerales. El criterio de concentración – originalmente sugerido por Taggart, con base en la experiencia industrial – aplicado a la separación de dos minerales en agua, es definido por la siguiente expresión:
CC = (Dh – Df)/(Dl – Df)
Donde:
Dh = densidad del mineral pesado. Dl = densidad del mineral liviano. Df = densidad del agua.
La tabla 1 muestra la relación entre el criterio de concentración y la facilidad de realizar una separación gravitacional.
Tabla 1. Significado del criterio de concentración (CC).
CC Significado> 2,5 Separación eficiente hasta 200 mallas2,5 – 1,75 Separación eficiente hasta 100 mallas1,75 – 1,50 Separación posible hasta 10 mallas, sin
embargo es difícil1,50 – 1,20 Separación posible hasta ¼”, sin
embargo es difícil
De acuerdo a algunos investigadores, el criterio de concentración puede ser muy útil si la forma de las partículas fuera considerada, en caso contrario, sorpresas desagradables en cuanto a la eficiencia del proceso se pueden verificar en la práctica.De cualquier modo, la tabla 1 indica la dificultad de alcanzar una separación eficiente cuando se tratan fracciones inferiores a 200 mallas (74 micrones). Debe señalarse, que el criterio de concentración fue sugerido en base a equipamientos que operan bajo la fuerza de gravedad, por lo tanto, la introducción de la fuerza centrífuga amplía la posibilidad de una separación más eficiente con materiales finos y ultrafinos.
Separadores de Concentración Gravitacional
Muchas máquinas diferentes se diseñaron y construyeron para efectuar la separación de los minerales por gravedad y se examinan con detalle en los textos más antiguos de procesamiento de minerales.
El proceso de separación en medio denso (SMP) se utiliza ampliamente para preconcentrar material triturado antes de la molienda. Para la operación eficiente de todos los separadores por gravedad se requiere que la alimentación esté cuidadosamente preparada. La molienda es particularmente importante, pero las partículas de la alimentación deben tener el mayor tamaño compatible con una liberación adecuada, en la mayoría de las operaciones se necesita la remolienda de los productos medios (middlings). La molienda primaria se realiza en molinos de barras en circuito abierto siempre que sea posible, pero si se necesita molienda fina, se efectúa una molienda en molinos de bolas en circuito cerrado, de preferencia el circuito se cierra con harneros para reducir la remolienda selectiva de los minerales pesados.
Los separadores por gravedad son extremadamente sensibles a la presencia de lamas (partículas ultrafinas), las cuales aumentan la viscosidad de la pulpa y por consiguiente el grado de separación, confundiendo el punto de corte visual. En la mayoría de los concentradores por gravedad, es práctica común eliminar de la alimentación las partículas menores que 10 micrones y desviar esta fracción hacia las colas, lo cual ocasiona una considerable pérdida de valores. Muchas veces el deslamado se realiza mediante el uso de hidrociclones, pero si se emplean clasificadores hidráulicos para preparar la alimentación, es preferible deslamar en esa etapa ya que las fuerzas de corte que se producen en los hidrociclones tienden a degradar los minerales quebradizos.
Aunque la mayor parte del transporte de la pulpa se realiza por medio de bombas centrífugas y tubería, el flujo natural por gravedad se aprovecha mientras sea posible. Así muchas de las antiguas concentradoras por gravedad se construyeron sobre las laderas de cerros para lograr este objetivo. La reducción del bombeo de lodo a un mínimo, no sólo reduce el consumo de energía, sino que también reduce la producción de lamas en el circuito. Las velocidades de bombeo de la pulpa deben ser tan bajas como sea posible y compatible con el mantenimiento de los sólidos en suspensión.
Uno de los aspectos más importantes en la operación de los circuitos gravitacionales es el correcto balance de agua dentro de la planta. Casi todas las concentradoras por gravedad tienen una densidad óptima de pulpa en la alimentación, siendo indispensable el control preciso de la densidad de pulpa en la alimentación fresca al proceso. Normalmente en la mayoría de las plantas es necesario recircular el agua, así se provee la capacidad adecuada del espesador y del ciclón resultando conveniente la minimización de la formación de lamas en el agua recirculada.
Si la mena contiene una apreciable cantidad de minerales sulfurados, entonces si la molienda primaria es más fina que alrededor de 300 micrones, se deben extraer por una flotación previa a la concentración por gravedad, ya que estas partículas reducen el rendimiento de las mesas concentradoras, espirales, etc.
Si la molienda primaria es demasiada gruesa para efectuar una flotación efectiva de los sulfuros, entonces el concentrado por gravedad se remuele antes de extraer los sulfuros. Las colas de la flotación de los sulfuros normalmente se limpian mediante concentración por gravedad.
En muchas oportunidades el concentrado final obtenido mediante concentración gravitacional se limpia por separación magnética, lixiviación, o algún otro método, para eliminar la presencia de minerales contaminantes.
Clasificación de los Métodos Gravitacionales
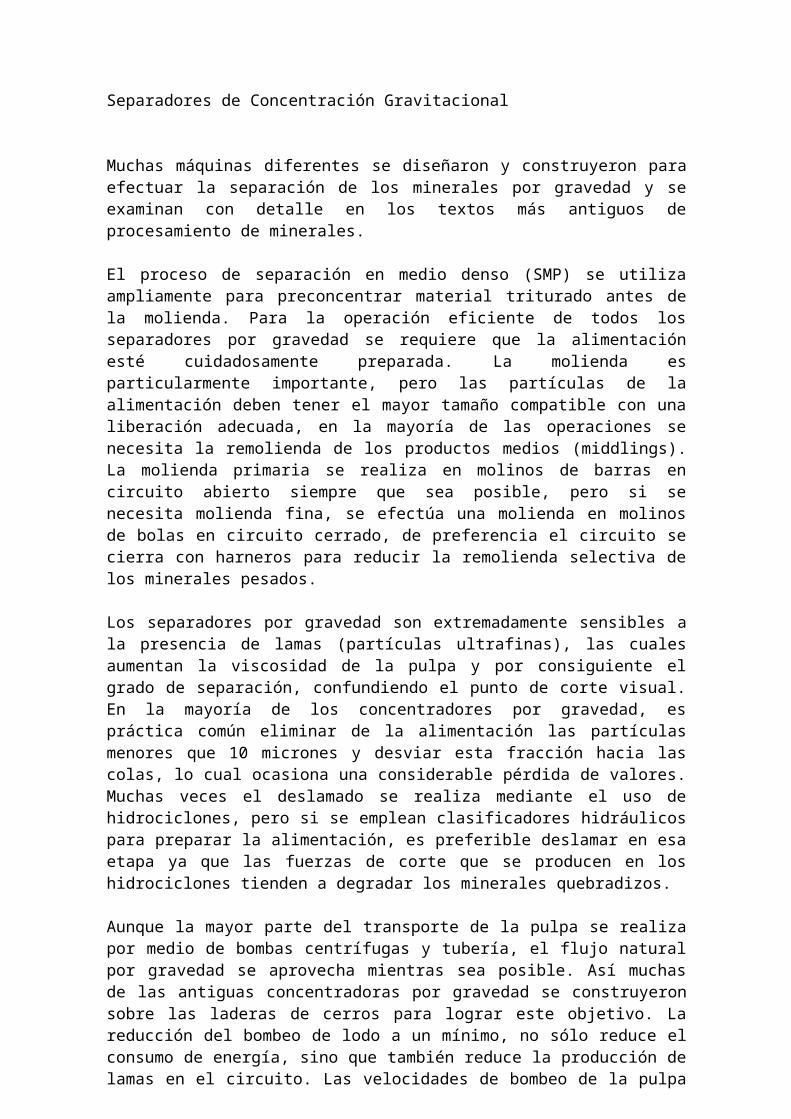
Los métodos gravitacionales se pueden dividir en: a) Métodos de concentración en medio denso, cuando la densidad del medio es intermedio a las densidades de las especies que se quieren separar; y b) Métodos de concentración en corrientes, cuando la densidad del medio es inferior a las densidades de las especies que se quieren separar. Los métodos de concentración en medio denso pueden ser estáticos o dinámicos. Los métodos de separación en corrientes pueden ser por corrientes verticales, corrientes longitudinales (escurrimiento laminar o escurrimiento en canaletas) y corrientes oscilatorias. En la figura 1.1 se presentan las características de concentración de los métodos de separación en corrientes.
Figura 1.1. Características de concentración de los métodos de separación en corrientes.
SEPARACIÓN EN MEDIOS DENSOS
Introducción
La separación en medio denso consiste en separar sólidos en función de sus densidades usándose como medio un fluido de densidad intermedia, donde el sólido de densidad más baja flota y el de densidad más alta se va al fondo (se hunde).
Los medios densos usados son: líquidos orgánicos, solución de sales en agua y más comúnmente suspensiones de sólidos de granulometría fina en agua.
La separación en medio denso se divide en dos métodos básicos: estático y dinámico.
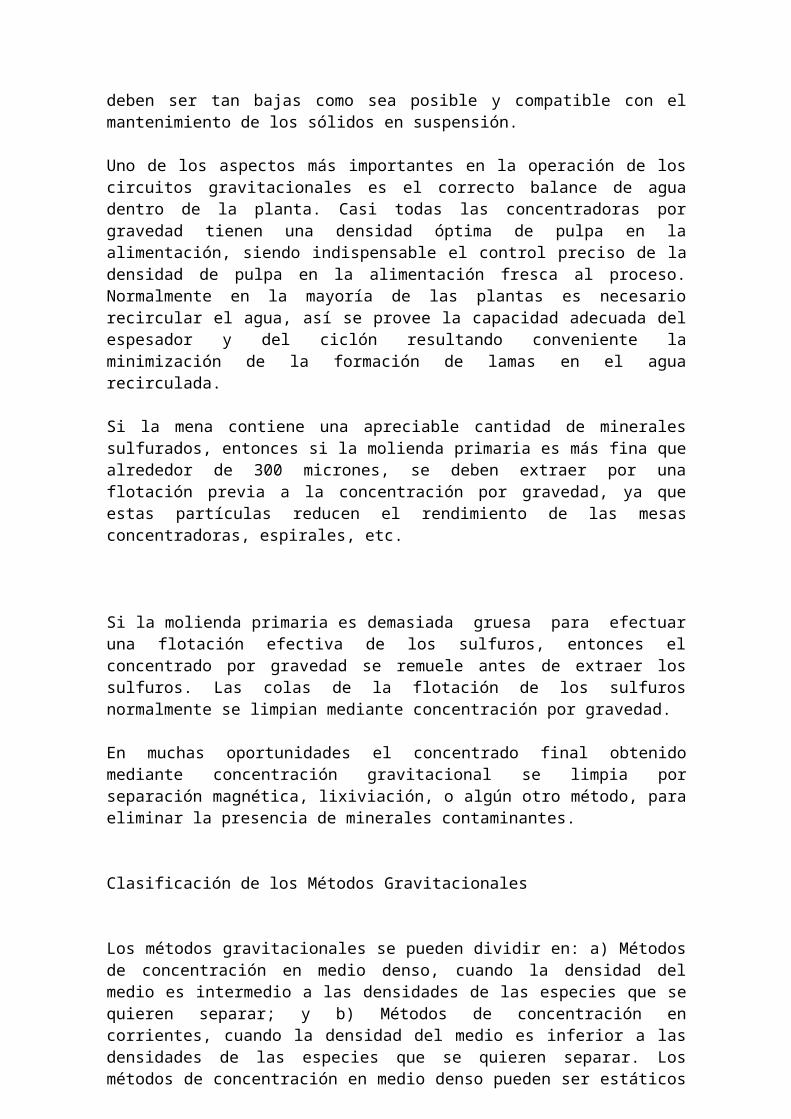
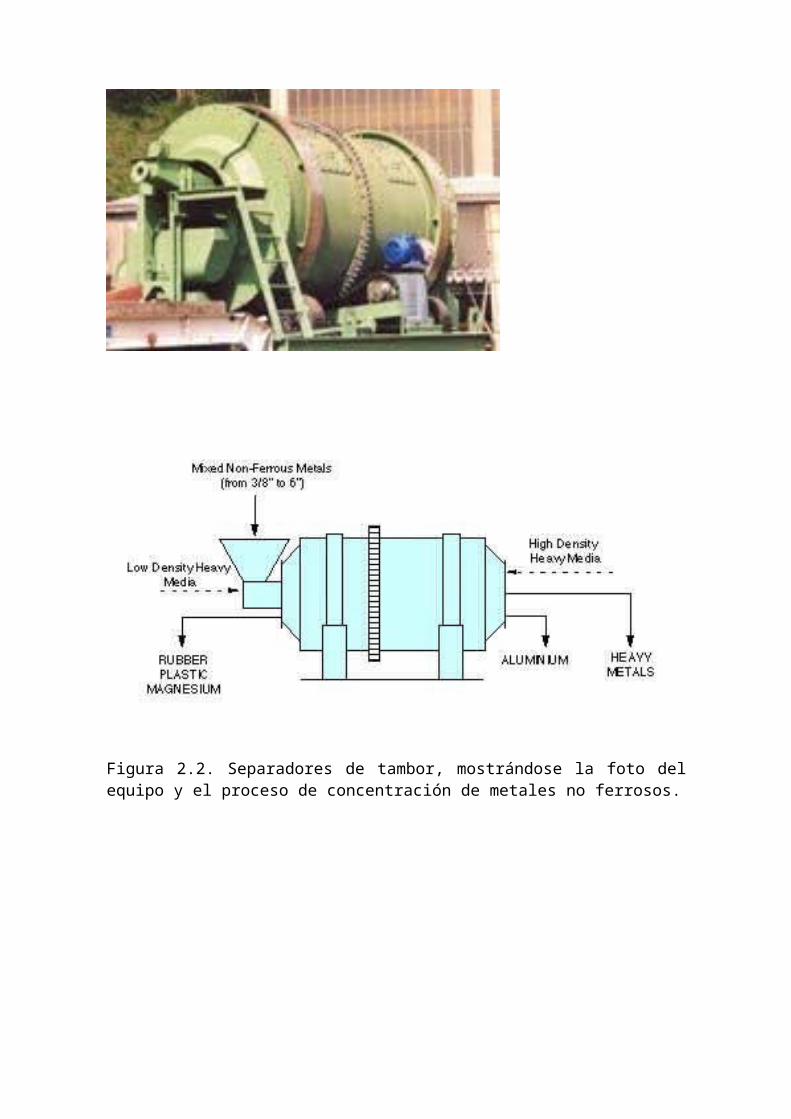
En el sistema estático se emplean aparatos concentradores con recipientes de varias formas, donde la separación se realiza en un medio relativamente tranquilo bajo la influencia de simples fuerzas gravitacionales, en este sistema la única fuerza actuante es la fuerza de gravedad. La separación en los sistemas estáticos se realiza en estanques, tambores, conos y vasos. En las figuras 2.1 y 2.2 se presentan las características de operación de los separadores de tambor.
La separación dinámica se caracteriza por el uso de separadores que emplean fuerzas centrífugas 20 veces mayores que la fuerza de gravedad que actúa en la separación estática. En la figura 2.3 se muestran los separadores en medio denso Dyna Whirlpool y ciclón de medio denso, los cuales aplican un método dinámico de separación.
Teóricamente, cualquier tamaño de partícula puede ser tratada por medio denso. Prácticamente, en la separación estática se trabaja en un rango granulométrico de 150 mm (6”) a 5 mm (1/4”), pudiéndose tratar tamaños de hasta 35,6 cm (14”). Por otra parte, en la separación dinámica el tamaño máximo tratable varía de 50 mm (2”) a 18 mm (3/4”) y el mínimo de 0,5 mm (28 mallas) a 0,2 mm (65 mallas).
En general, se puede señalar que existiendo una diferencia de densidad entre las partículas útiles y la ganga, no hay límite de tamaño superior, excepto el que determina la capacidad de la planta para manejar el material.
En la separación en medio denso es posible trabajar con menas en la que los minerales estén regularmente unidos. Si los minerales valiosos están finamente diseminados, no se puede desarrollar una diferencia apropiada de densidad entre las partículas que han sido trituradas por la aplicación de una etapa de chancado grueso.

Figura 2.1. Características de los separadores de tambor observadas desde dos posiciones diferentes.
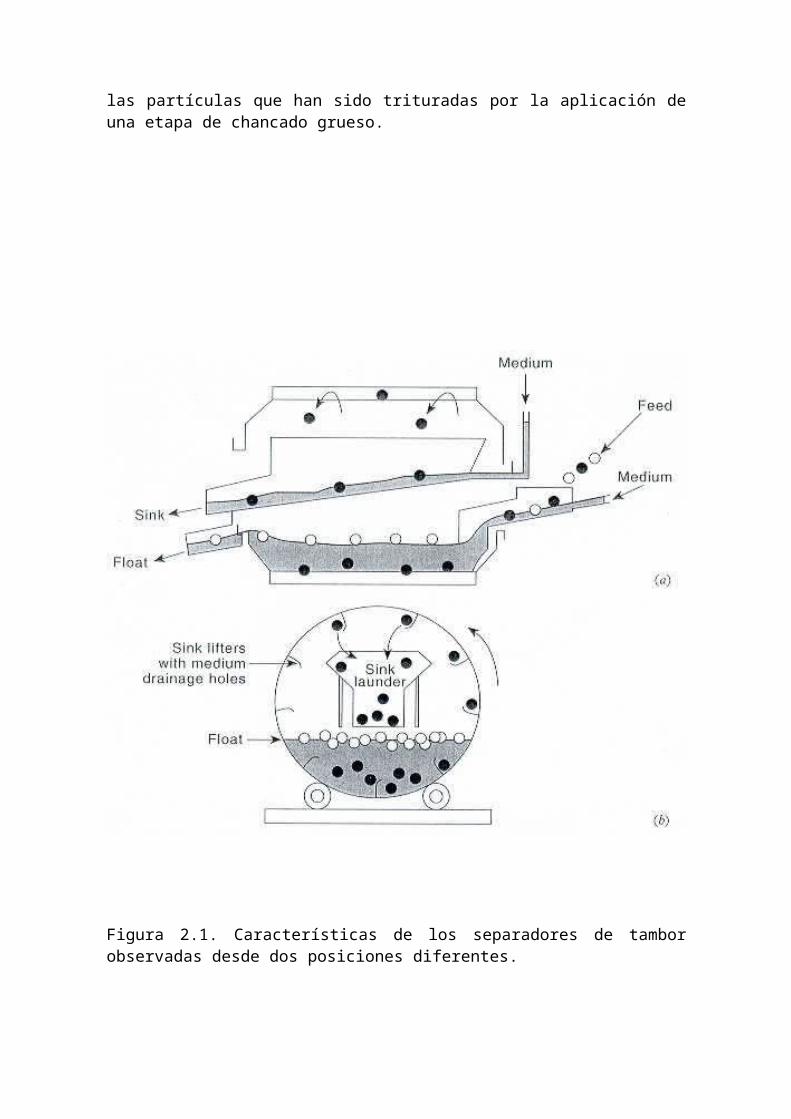
Figura 2.2. Separadores de tambor, mostrándose la foto del equipo y el proceso de concentración de metales no ferrosos.
Medios Densos
El líquido ideal para utilizar como medio denso es aquel que tiene las siguientes propiedades: barato, miscible en agua, estable, no tóxico, no corrosivo, de baja viscosidad y que tenga densidad ajustable en un gran intervalo.
Como no existe un líquido ideal, se han desarrollado y usado comercialmente varios medios densos para separar minerales útiles de los estériles. Prácticamente, un medio denso se debe caracterizar por lo siguiente: a) barato en el local de uso; b) estable físicamente, para que no se descomponga ni se degrade en el proceso; c) fácilmente recuperable, pera ser reutilizado; d) químicamente inerte, para no atacar ciertos minerales; e) fácilmente removible de los productos de separación; f) tener baja densidad; y g) tener la estabilidad que pueda mantenerse en el intervalo de densidad requerida.
Tres tipos de medios densos son usados comercialmente: líquidos orgánicos, sales disueltas en agua y suspensiones de sólidos de granulometría fina en agua.
Líquidos orgánicos. Estos líquidos tienen baja viscosidad, son estables y prácticamente inmiscibles en agua. Su aplicación industrial es limitada debido a que se descomponen químicamente, son tóxicos, corrosivos y de costo elevado. Los líquidos más usados son: yoduro de metileno (D = 3,32 g/cm3); tetrabromoetano (D = 2,96 g/cm3); bromoformo (D = 2,89 g/cm3); pentacloroetano (D = 1,67 g/cm3); tetracloruro de carbono (D = 1,50 g/cm3). Algunos líquidos se pueden mezclar con tetracloruro de carbono y dar una variedad de densidades menores.
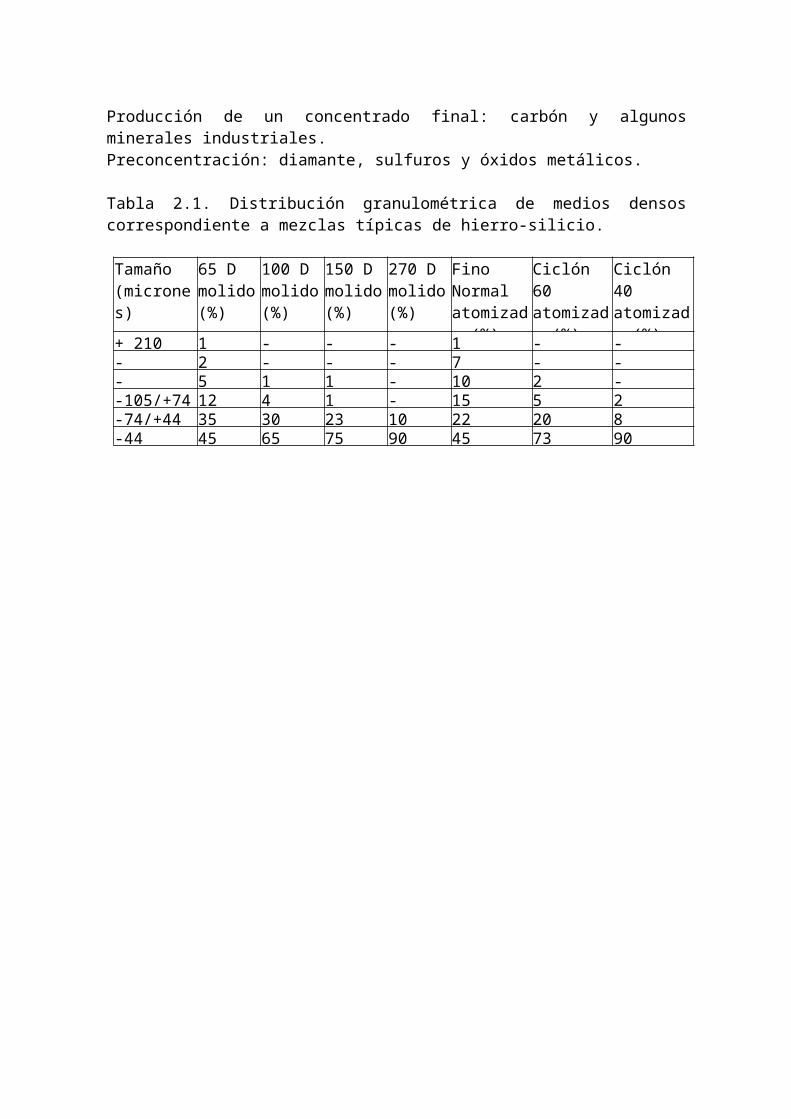
Suspensiones de sólidos. Son los líquidos densos más utilizados en la industria. Se definen como líquidos en los cuales sólidos insolubles se dispersan manteniendo sus características de fluidez. El agua se utiliza como el líquido de las suspensiones. Los factores principales que se consideran en la elección del sólido para las suspensiones, son los siguientes: a) dureza alta; b) peso específico alto; c) estable químicamente, resistente a la corrosión; d) sedimentación lenta y viscosidad adecuada; e) distribución granulométrica, tamaño y forma de las partículas. Los materiales normalmente usados para las suspensiones son: arcillas, cuarzo, barita, magnetita, galena, hierro-silicio molido o atomizado y plomo atomizado. El hierro-silicio es el material más utilizado en las suspensiones, pudiéndose alcanzar densidades de hasta 3,5 g/cm3. Las mezclas Fe-Si tienen entre 15 a 22 % de Si pueden ser usadas molidas y atomizadas y se recuperan por separación magnética de baja densidad. Las mezclas con menos de 15 % de Si se cubren rápidamente de Fe, mientras que a partir de 22 % de Si se tornan muy débil magnéticamente. En la tabla 2.1 se presenta la granulometría de medios densos típicos de mezclas de Fe-Si.
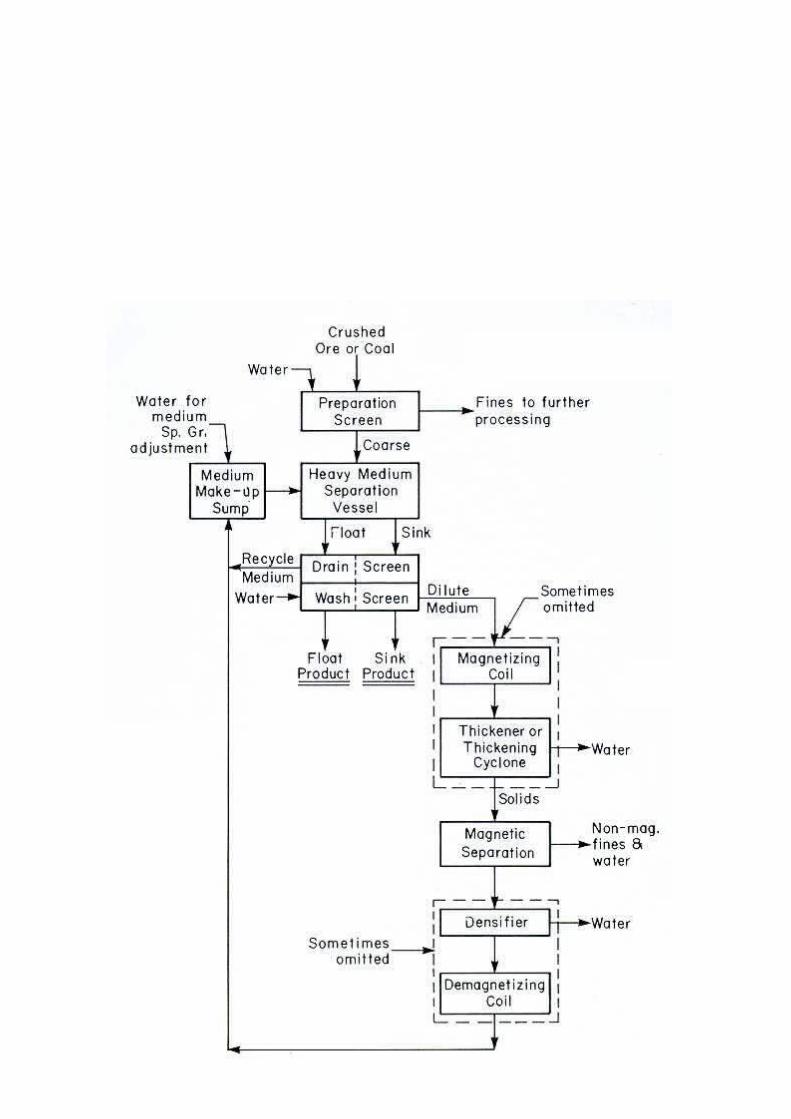
Recuperación del medio denso. Los materiales usados en las suspensiones por su apreciable valor y por el alto costo de su preparación deben ser recuperados para su reutilización. En la figura 2.4 se presenta un esquema general de recuperación del medio denso.
Algunas aplicaciones de los medios densos son las siguientes:
Producción de un concentrado final: carbón y algunos minerales industriales.Preconcentración: diamante, sulfuros y óxidos metálicos.
Tabla 2.1. Distribución granulométrica de medios densos correspondiente a mezclas típicas de hierro-silicio.
Tamaño (micrones)
65 Dmolido (%)
100 Dmolido (%)
150 Dmolido (%)
270 Dmolido (%)
Fino Normal atomizado (%)
Ciclón 60 atomizado (%)
Ciclón 40 atomizado (%)
+ 210 1 - - - 1 - --210/+150 2 - - - 7 - --150/+105 5 1 1 - 10 2 --105/+74 12 4 1 - 15 5 2-74/+44 35 30 23 10 22 20 8-44 45 65 75 90 45 73 90
Figura 2.4. Circuito de recuperación del medio denso.
SEPARACIÓN EN CORRIENTES VERTICALES
A pesar que en estos métodos también están presentes las fuerzas de separación de corrientes longitudinales, los efectos causados por corrientes verticales les confieren características propias por eso se estudian separadamente. Uno de los equipos que es representativo de la separación por corrientes verticales es el jig.
El jig se utiliza normalmente para concentrar material relativamente grueso y si la alimentación es adecuada y se encuentra bien clasificada por tamaños, no es difícil alcanzar una buena separación en los minerales con una gama medianamente limitada de densidad relativa entre el mineral útil y los estériles. Cuando la densidad relativa es grande, es posible alcanzar una buena separación en un rango granulométrico más amplio. Las industrias del carbón, estaño, tungsteno, oro, bario y menas de hierro, operan muchos circuitos con jigs de gran tamaño. Estos equipos con una alimentación clasificada tienen una capacidad relativamente alta y pueden alcanzar buenas recuperaciones hasta tamaños granulométricos de 150 micrones, y recuperaciones aceptables hasta 75 micrones. La presencia de altas cantidades de arenas finas y lamas dificultan el tratamiento, por lo cual el contenido de finos debe ser controlado para conseguir óptimas condiciones de operación.
SEPARACIÓN EN CORRIENTES LONGITUDINALES
Corrientes longitudinales aplicadas a partículas en sedimentación producen al movimiento de caída un movimiento longitudinal. Durante la sedimentación, las partículas trazan trayectorias diferentes de acuerdo con el tiempo a que quedan expuestas a las corrientes longitudinales.
Las partículas mayores y de mayor peso específico tienen mayor velocidad de caída, y sedimentan en primer lugar, próximo al punto de la alimentación. Las partículas menores y más livianas sufren mayor acción de transporte longitudinal, y son depositadas más lejos. Otras partículas son depositadas de acuerdo con sus velocidades de caída, que dependen de sus tamaños y pesos específicos. Partículas de tamaños y pesos específicos diferentes pueden depositarse en el mismo lugar, si obedecen lo señalado anteriormente.
En la separación por corrientes longitudinales son observados dos tipos de escurrimientos: el escurrimiento laminar y el escurrimiento en canaletas. Entre los principales equipamientos en los cuales la concentración se realiza en régimen de escurrimiento laminar, se destacan las mesas vibratorias, las espirales y los vanners. Además de estos equipamientos, se puede citar, entre otros, la mesa de Bartles-Mozley. Esta mesa, se emplea para la concentración de minerales finos (entre 100 micrones a 5 micrones, pudiendo llegar, a 1 micrón) esta constituida de 40 superfícies planas superpuestas y espaciadas entre sí, siendo la alimentación distribuida igualmente para cada plano. En la figura 4.1 se muestra la meas de Bartles-Mozley. Por otra parte, la separación mediante régimen de
escurrimiento en canaletas se presenta en canaletas simples, canaletas estranguladas y cono Reichert.
Separación por Escurrimiento Laminar
Mesas vibratorias
Las mesas vibratorias son equipamientos de concentración que actúan a través de superficies con movimientos acelerados asimétricos, combinados muchas veces con el principio de escurrimiento laminar.
CONCENTRADORES CENTRÍFUGOS
El uso de la fuerza centrífuga para aumentar la velocidad de sedimentación de partículas ha sido aplicada con éxito desde hace muchos años para la clasificación (centrífuga de sedimentación e hidrociclón) y filtrado (centrífuga de filtración).
El uso de la fuerza centrífuga para mejorar la eficiencia de la concentración gravitacional de finos sería, de modo análogo, teóricamente posible, y fue motivada por la pérdida elevada de valores minerales asociados a las fracciones finas. La operación de los concentradores centrífugos se basa en el principio de aumentar el efecto gravitacional con el propósito de conseguir una mayor eficiencia en la recuperación de las partículas finas.
Separadores centrífugos fueron desarrollados en la Unión Soviética en los años 50 y también fueron empleados en la China por veinte años para el tratamiento de relaves de menas de estaño y tungsteno. Solo después se prestó mayor atención al potencial de estos equipos en el Occidente.
La utilización de concentradores centrífugos para el beneficiamiento de menas auríferas fue una novedad tecnológica introducida en la década del 80 en el Occidente. Fueron empleados inicialmente con menas aluvionares, posteriormente tuvieron su aplicación extendida a menas primarias. La versatilidad de los concentradores centrífugos incluye:
Modelos de capacidad variable.Porcentaje de sólidos en peso de la alimentación que varía de 20% a 40%.Mayor posibilidad de recuperación de finos, si se comparan con equipamientos convencionales de concentración gravitacional.Tienen un costo relativamente bajo de operación y de mantención.
Estas características asociadas al costo relativamente bajo de la operación y de la mantención, pueden explicar la larga diseminación de ese tipo de concentradores en la industria minera a nivel mundial. Merecen destaque los concentradores centrífugos Knelson, Falcon, el jig centrífugo Kelsey y el concentrador Multi-Gravity Separator.
Aplicaciones en Oro de los Concentradores Centrífugos
Dependiendo de las características en que se presente el oro, los concentradores centrífugos se utilizan en las siguientes situaciones:
Cuando los muestreos de un depósito aluvial indican presencia de oro libre.Cuando las pruebas metalúrgicas han confirmado la presencia de oro libre en circuitos de roca dura.
Cuando se ha detectado la presencia de oro en las colas de los procesos de molienda.Cuando se ha detectado una alta cantidad de oro en la carga circulante.
Un concentrador centrífugo no debe usarse para recuperar oro en los siguientes casos: si el oro es refractario; si el oro está encapsulado; si el oro no se encuentra en su estado libre (a menos que la gravedad específica global de la partícula que contiene el oro es alta en relación a la ganga).
En relación a los circuitos de concentración de oro, los concentradores centrífugos se aplican en los siguientes casos:
En el tratamiento de un placer con oro aluvial.En un circuito primario de molienda de roca dura.En la recuperación de oro como subproducto en circuitos de molienda de minerales metálicos.En la recuperación de oro de concentrados de flotación.En la recuperación de oro de un retratamiento de colas.En la recuperación de oro para elevar la ley del concentrado.En la recuperación secundaria de oro y metales de alta gravedad específica como plata, mercurio y platino.
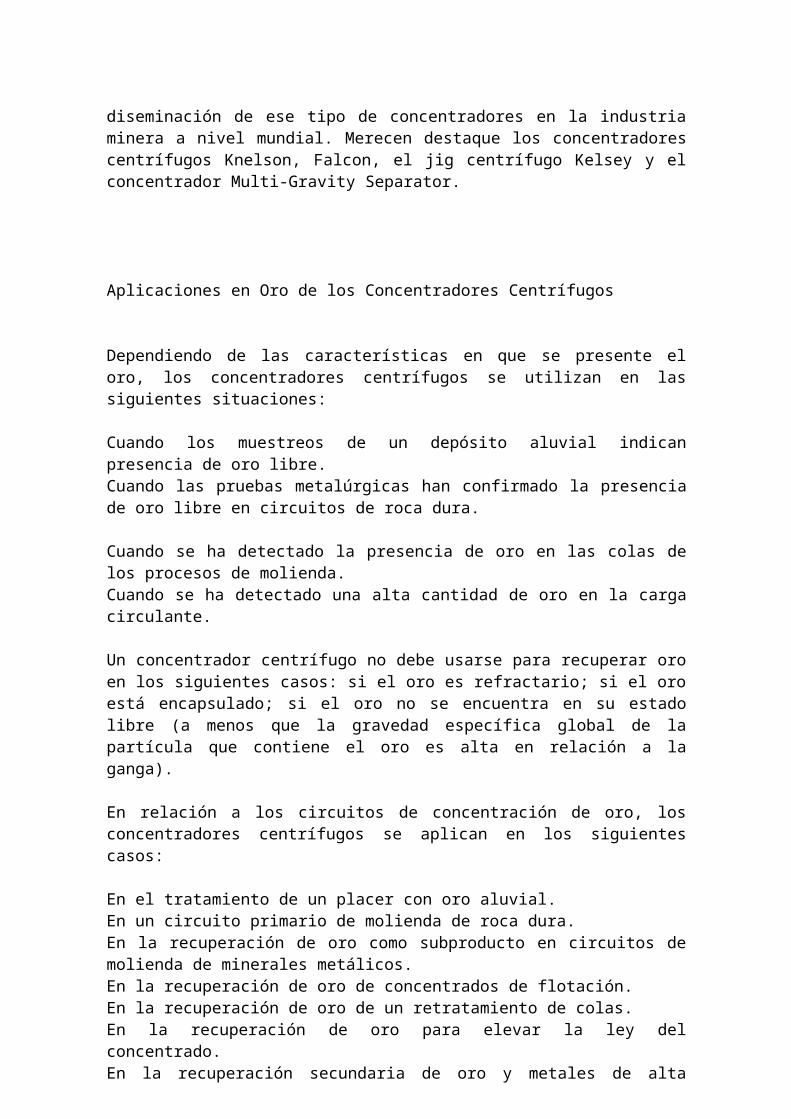



Figura 2.3. Separadores en medio denso que aplican método dinámico de separación: el Dyna Whirloop y el ciclón de medio denso.



El jig es un aparato que permite alcanzar mejores resultados cuando se tratan menas de un estrecho rango granulométrico. Este equipo se aplica a menas de granulometría entre 5 pulgadas y 1 mm, obteniéndose rendimiento superiores en fracciones granulométricas gruesas.
El proceso de separación con jig es probablemente el método de concentración gravitacional más complejo, por causa de sus continuas variaciones hidrodinámicas. En este proceso, la separación de los minerales de densidades diferentes es realizada en un lecho dilatado por una corriente pulsante de agua, produciendo la estratificación de los minerales.
En el caso de los jigs las corrientes verticales son generadas por el movimiento de pulsación del agua, al contrario de los elutriadores donde la corriente vertical se genera por una inyección de agua.
Los jigs de parrilla fija se pueden dividir en:
Jigs de pistón, en los cuales el movimiento de pulsación es producido por un pistón ubicado en un estanque de agua.Jigs de diafragma, en los cuales las pulsaciones son producidas por movimientos alternados de una pared elástica del propio estanque.Jigs pulsadores, en los cuales las pulsaciones son producidas por chorros discontinuos periódicos del agua y del aire.
En la figura 3.1 se presentan los tipos de jigs de lecho fijo.
Hay diferentes tipos de jigs, los cuales difieren por la geometría, accionamiento, y otros detalles de construcción. A pesar de la gran variedad de jigs se puede decir que ellos se componen de los siguientes elementos básicos:
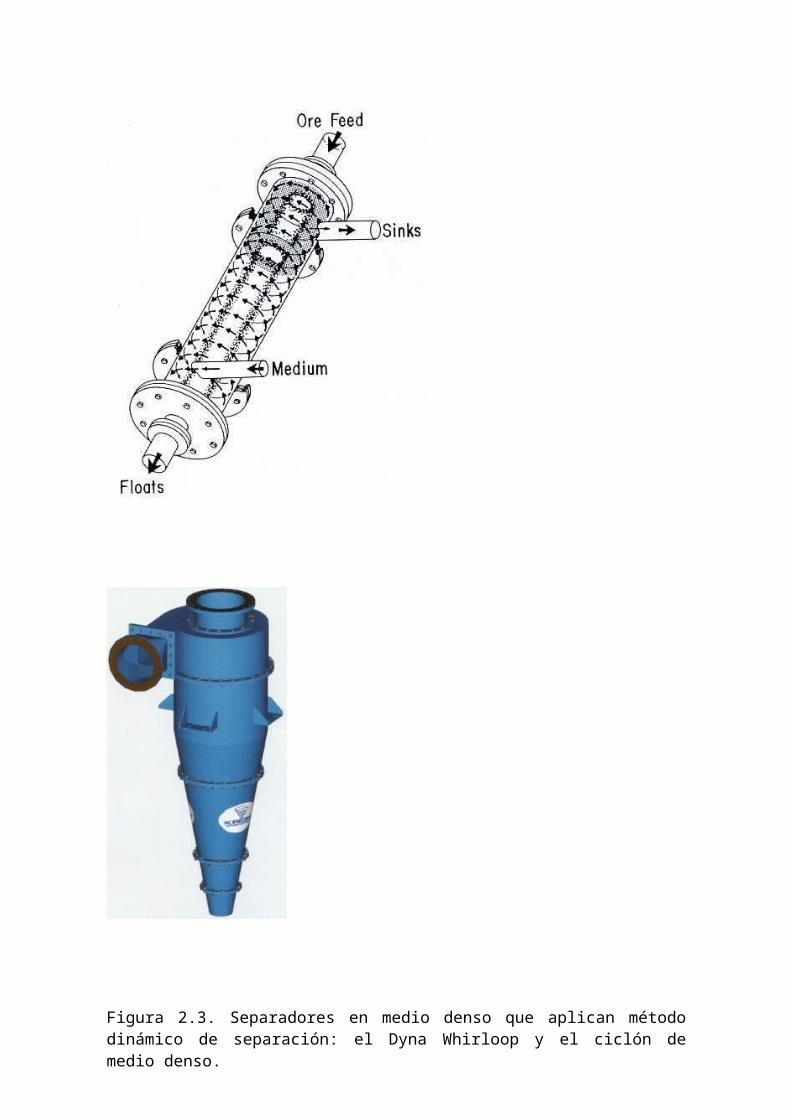
Figura 3.1. Tipos de jigs de lecho fijo.

Una caja fija, en cuyo interior el medio fluido sufre el movimiento de impulsión y succión.Un mecanismo de accionamiento, generalmente compuesto de motor, pistón, sistema de lubricación, etc.Una criba para mantener el lecho.Un sistema de descarga del flotado y del hundido.
En cuanto al sistema de accionamiento, existen jigs con accionamiento mecánico, hidráulico-mecánico, hidráulico y neumático.
Varios factores ejercen influencia en la estratificación obtenida en un jig, entre estos se pueden señalar el tipo de lecho, distribución de la mena, distribución del agua, frecuencia, amplitud, etc.
Según Gaudin, tres son los efectos principales que contribuyen a la estratificación en los jigs:
Clasificación por caída retardada.Aceleración diferencial en el inicio de la caída.Consolidación intersticial al final de la caída.
Acción de caída retardada. Si se considera una mezcla de partículas en una columna hidráulica, donde existen corrientes ascendentes en su interior, la fuerza de gravedad ejercida en las partículas será en dirección contraria a la fuerza producida por estas corrientes. Así, las partículas se dividen en dos categorías : aquellas en que la fuerza de gravedad es mayor que la impuesta por la corriente ascendente, y que por lo tanto sed acumularán en el fondo y las que, por el contrario, no tienen esta fuerza gravitacional, y serán arrastradas por la corriente. Estas partículas en sedimentación pueden aún chocar entre sí, alternando el régimen de caída libre para caída retardada. Este es el caso del jig. Debe recalcarse que la razón de separación es mayor en condiciones de caída retardada que en caída libre.
Aceleración diferencial en el inicio de la caída. Cada partícula tendrá al inicio de la caída un determinado valor de aceleración, que puede ser determinado por la ecuación:
m dv/dt = mg – m”g – R(v) donde:m = masa de la partículam” = masa del líquido desplazado g = aceleración de gravedadR(v) = resistencia del medio al movimiento de la partícula En el inicio del movimiento R(v) = 0, luego:dv/dt = (m – m”/m)g
debido a que la partícula y el fluido desplazado tienen igual volumen:

dv/dt = (1 – Df/Ds)g
Ds y Df son las densidades del sólido y del fluido, respectivamente.
Se puede apreciar que la aceleración inicial depende del valor de la densidad del sólido y del fluido. La distancia recorrida por las partículas en el jig depende mucho más de las aceleraciones iniciales (velocidades iniciales) que de las velocidades terminales. Esto significa que las partículas estarán más afectadas por la aceleración inicial que por su velocidad terminal, es decir, serán más afectadas por su densidad, que por su tamaño. Así, si se quiere separar partículas minerales pequeñas (pero pesadas) de partículas grandes (pero livianas), se necesita un jig de ciclo corto ya que en cada pulso un inicio de un nuevo periodo de caída.
Consolidación intersticial al final de la caída. Las diferentes partículas de la misma especie o especies diferentes no recorren las mismas distancias durante cada uno de los periodos de la caída a que son sometidas. Ellas también alcanzan un estado de reposo en diferentes instantes. Existe un espacio de tiempo en que las partículas pequeñas están depositadas sobre el lecho de las partículas gruesas, las cuales están compactadas unas a otras, incapaces de moverse, mientras que las pequeñas están libres. Las partículas pequeñas se depositan en los intersticios entre las partículas gruesas, así, la consolidación intersticial permite que los granos pequeños, pesados, se muevan a través de los intersticios, inclusive después que el lecho inicie su compactación. La recuperación de las partículas finas depende de la duración del ciclo de consolidación.
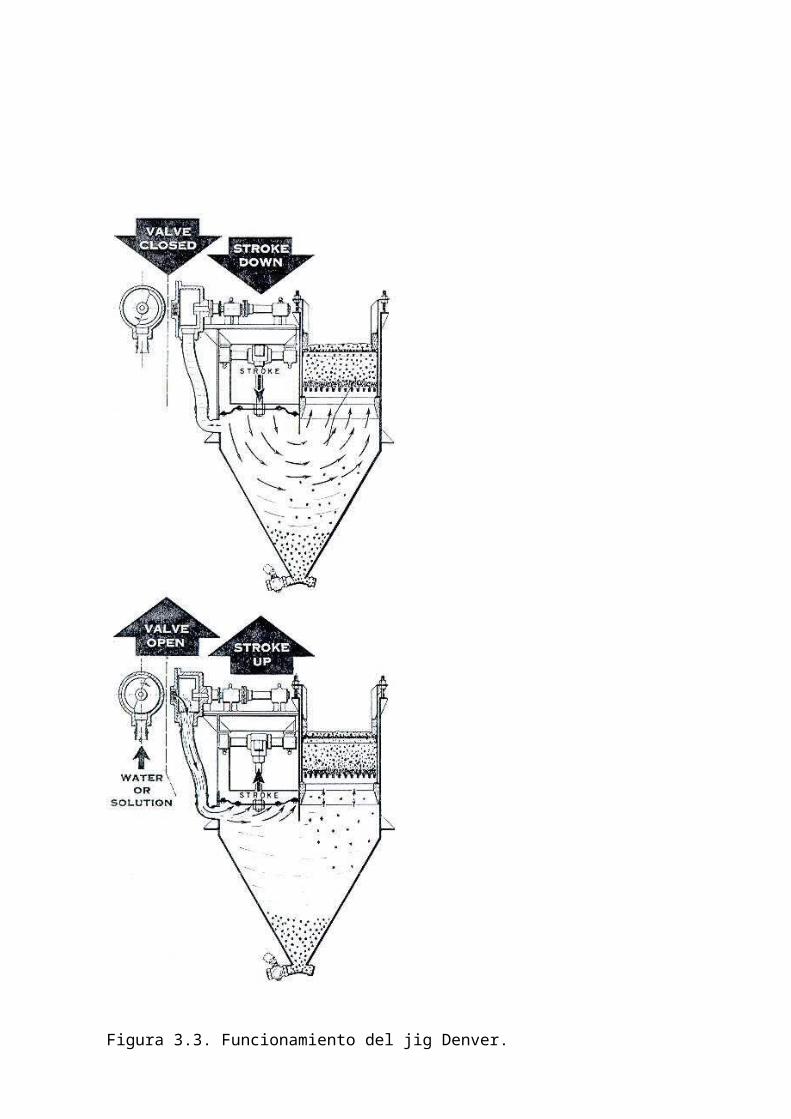
En la figura 3.2 se presentan los tres mecanismos básicos del jig aplicado a partículas esféricas. En la figura 3.3 se muestra el funcionamiento del jig Denver.
En resumen, en el jig gran parte de la estratificación supuestamente ocurre durante el periodo en que el lecho está abierto, dilatado, y resulta de la sedimentación retardada, acentuada por la aceleración diferencial. Estos mecanismos colocan los granos finos/livianos arriba y los granos gruesos/pesados en el fondo del lecho. La consolidación intersticial, durante la succión, pone las partículas finas/pesadas en el fondo y las gruesas/livianas en la parte superior del lecho. Los efectos de impulsión y succión, si se ajustan adecuadamente, deben resultar en una estratificación casi perfecta, según la densidad de los minerales. En la figura 3.4 se presenta el efecto que produce el lecho abierto y el lecho cerrado en la separación del jig.
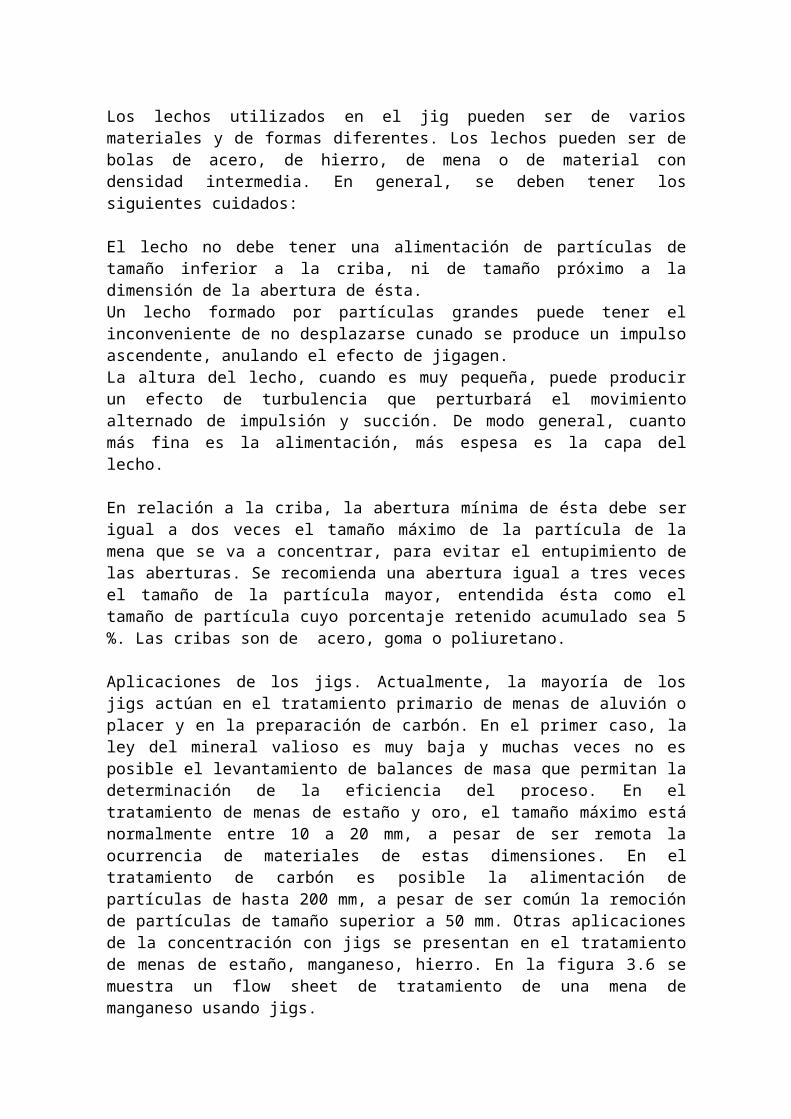
La distribución de flujos y sólidos en el jig comprende básicamente tres capas : capa superior, capa rougher (desbastadora) y capa separadora.
La capa superior es una capa transportadora, fina y fluida, responsable por el esparcimiento de la alimentación (de manera que todas las partículas alcancen la capa desbastadora) y por la rápida eliminación de lamas y otros materiales no deseados. La capa rougher (desbastadora), es aquella en la cual las partículas livianas son inmediatamente eliminadas para la capa superior y las partículas de densidad indeterminada son rápidamente pasadas a la capa separadora, la cual acepta y deja pasar las partícula pesadas y elimina los medios. En la figura 3.5 se muestran las diferentes capas en el funcionamiento del jig
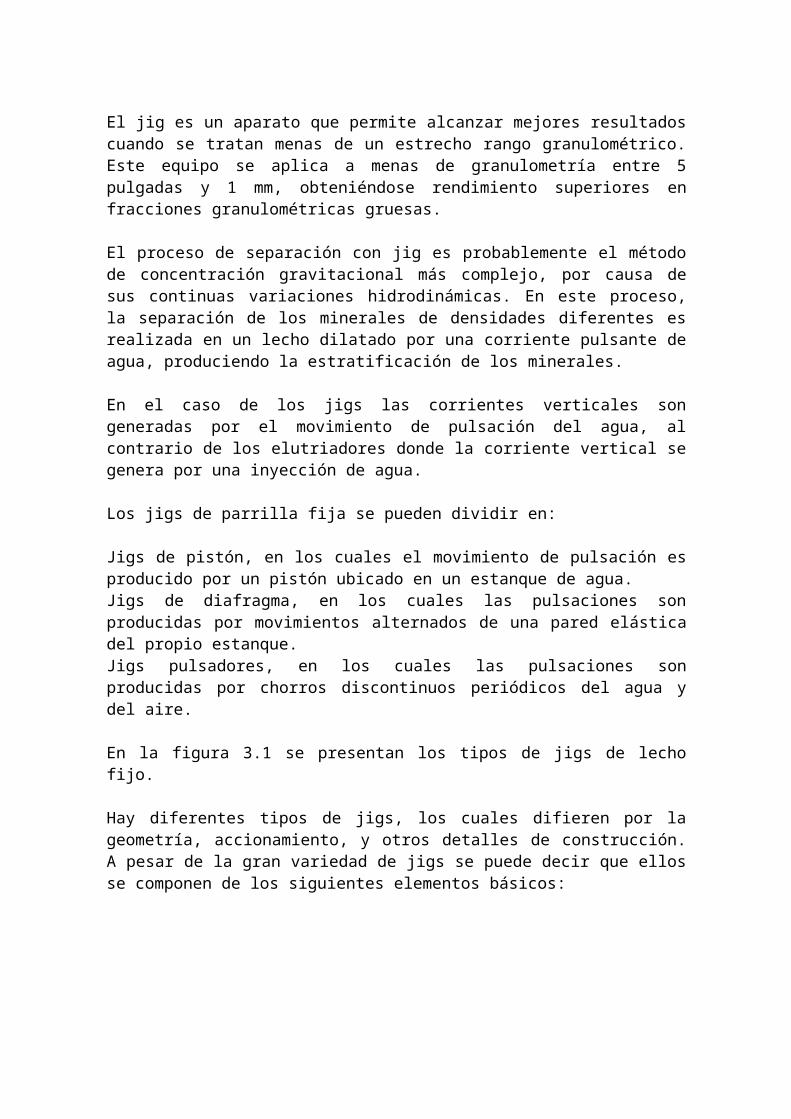
Figura 3.2. Los tres mecanismos básicos del jig aplicado para cuatro partículas esféricas.
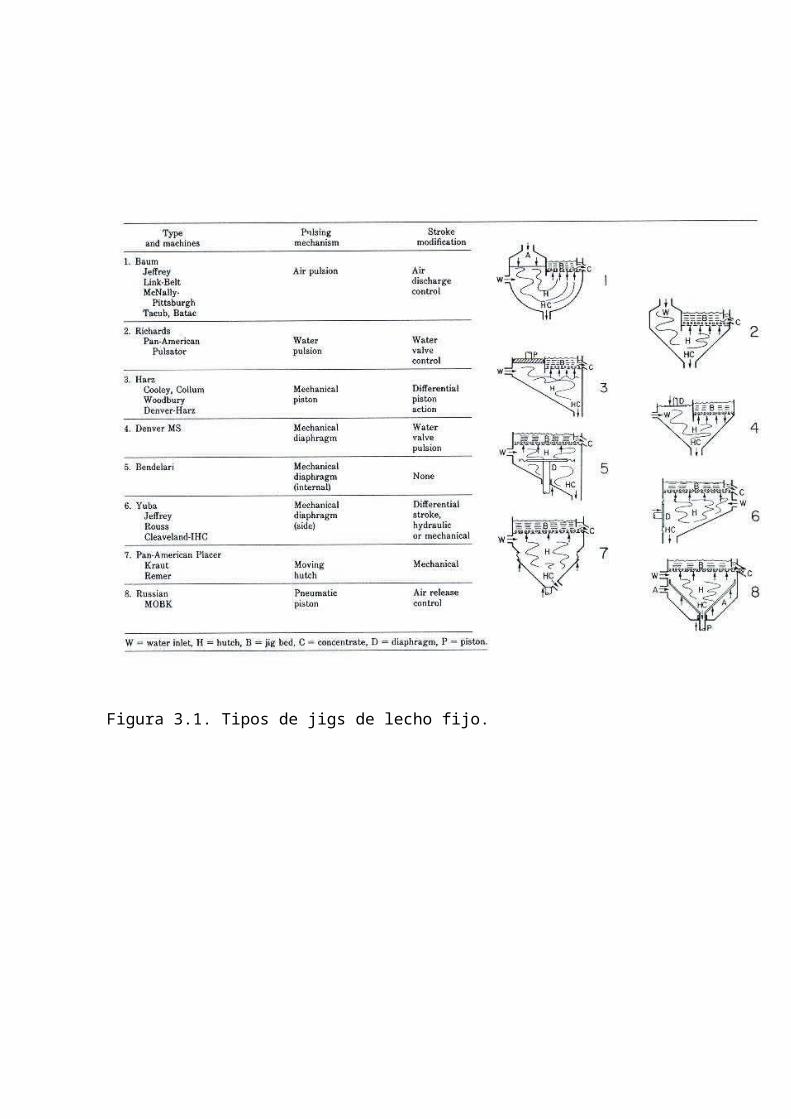
Figura 3.3. Funcionamiento del jig Denver.
Figura 3.4. El efecto que produce el lecho abierto y el lecho cerrado en la separación del jig. Lecho cerrado, solamente consolidación intersticial. Lecho abierto, las partículas grandes y pesadas pasan a través del él.
Figura 3.5. Distribución de flujos y sólidos en el jig, mostrándose la capa superior, la capa rougher (desbastadora) y la capa separadora.
Los lechos utilizados en el jig pueden ser de varios materiales y de formas diferentes. Los lechos pueden ser de bolas de acero, de hierro, de mena o de material con densidad intermedia. En general, se deben tener los siguientes cuidados:
El lecho no debe tener una alimentación de partículas de tamaño inferior a la criba, ni de tamaño próximo a la dimensión de la abertura de ésta.Un lecho formado por partículas grandes puede tener el inconveniente de no desplazarse cunado se produce un impulso ascendente, anulando el efecto de jigagen.La altura del lecho, cuando es muy pequeña, puede producir un efecto de turbulencia que perturbará el movimiento alternado de impulsión y succión. De modo general, cuanto más fina es la alimentación, más espesa es la capa del lecho.
En relación a la criba, la abertura mínima de ésta debe ser igual a dos veces el tamaño máximo de la partícula de la mena que se va a concentrar, para evitar el entupimiento de las aberturas. Se recomienda una abertura igual a tres veces el tamaño de la partícula mayor, entendida ésta como el tamaño de partícula cuyo porcentaje retenido acumulado sea 5 %. Las cribas son de acero, goma o poliuretano.
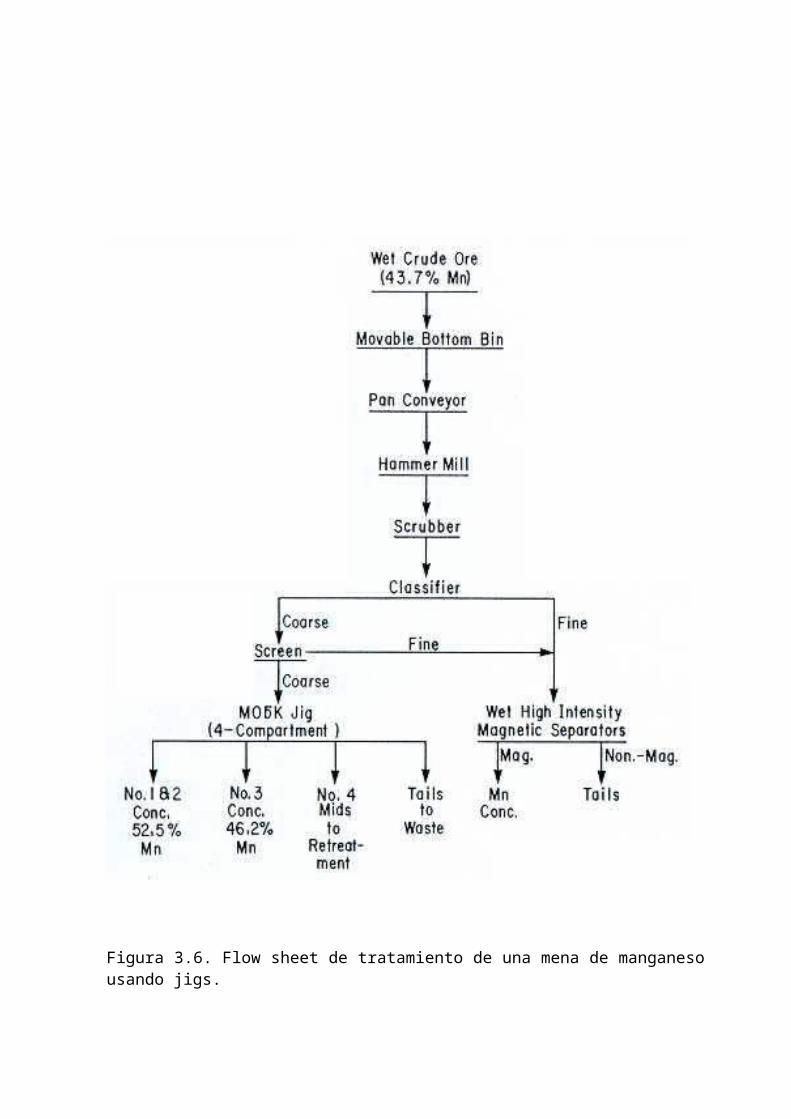
Aplicaciones de los jigs. Actualmente, la mayoría de los jigs actúan en el tratamiento primario de menas de aluvión o placer y en la preparación de carbón. En el primer caso, la ley del mineral valioso es muy baja y muchas veces no es posible el levantamiento de balances de masa que permitan la determinación de la eficiencia del proceso. En el tratamiento de menas de estaño y oro, el tamaño máximo está normalmente entre 10 a 20 mm, a pesar de ser remota la ocurrencia de materiales de estas dimensiones. En el tratamiento de carbón es posible la alimentación de partículas de hasta 200 mm, a pesar de ser común la remoción de partículas de tamaño superior a 50 mm. Otras aplicaciones de la concentración con jigs se presentan en el tratamiento de menas de estaño, manganeso, hierro. En la figura 3.6 se muestra un flow sheet de tratamiento de una mena de manganeso usando jigs.
Figura 3.6. Flow sheet de tratamiento de una mena de manganeso usando jigs.
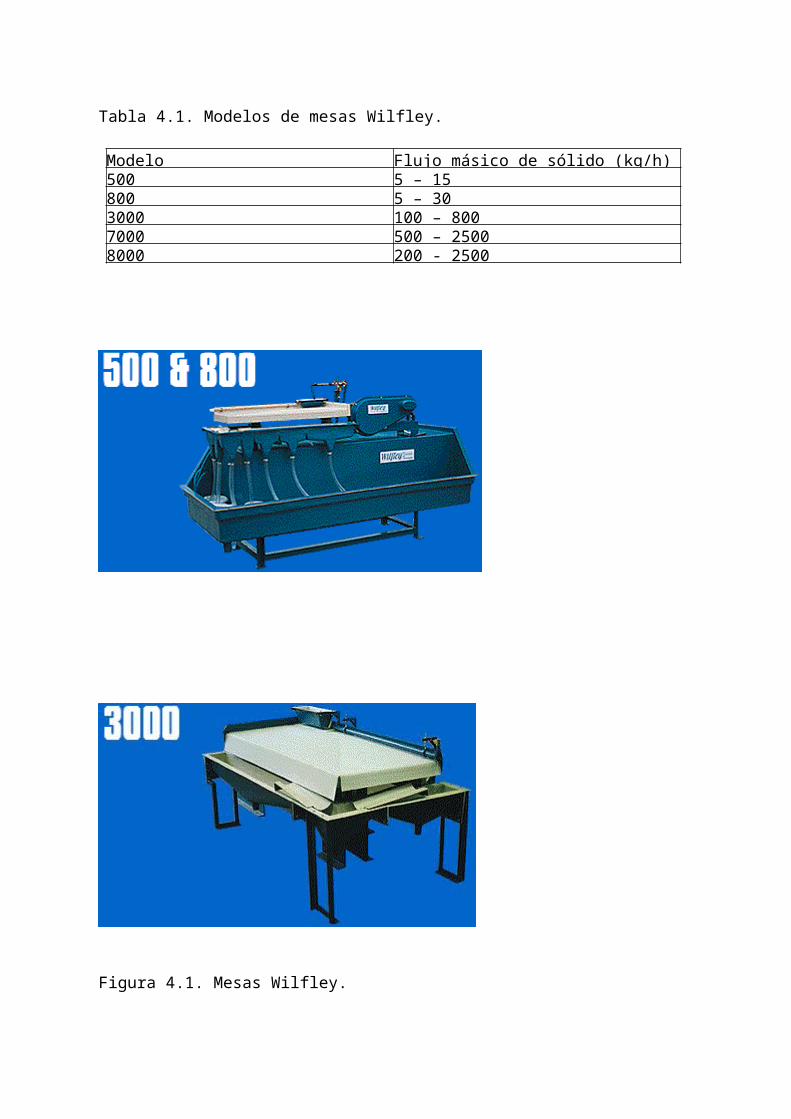
En 1985 fue lanzada la mesa de Wifley que vino a constituirse en el principal modelo de mesa vibratoria. Efectivamente, solamente después de la constatación de su eficiencia el uso de la mesa fue propagado y surgieron nuevos modelos. En la tabla 4.1 se presentan los diferentes modelos de mesas Wilfley. Algunas de estas mesas vibratorias se muestran en la figura 4.1.
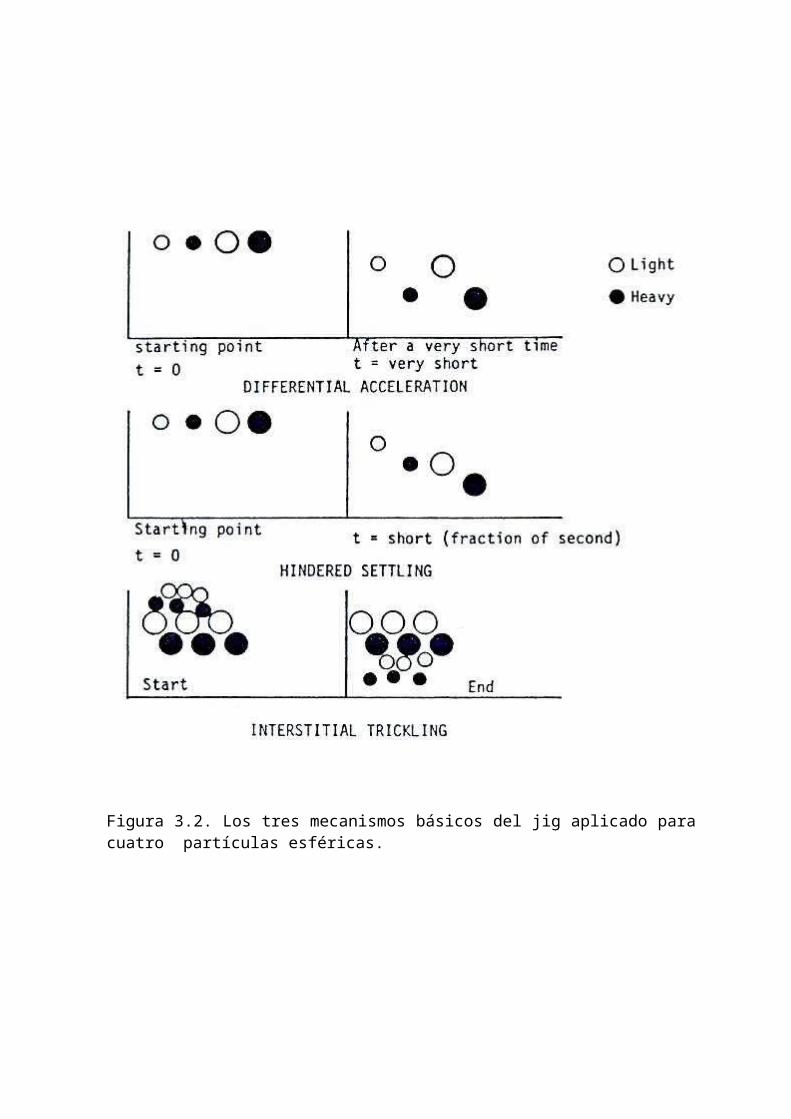
Tabla 4.1. Modelos de mesas Wilfley.
Modelo Flujo másico de sólido (kg/h)500 5 – 15800 5 – 303000 100 – 8007000 500 – 25008000 200 - 2500
Figura 4.1. Mesas Wilfley.
La mesa de Wilfley tuvo como principal modificación el cubrimiento parcial del tablero con “riffles” paralelos al eje longitudinal que posibilitó el tratamiento de la alimentación gruesa y aumentó su capacidad. Los “riffles” fueron introducidos con las siguientes finalidades: formar cavidades donde ocurra la formación de lecho y estratificación por acción semejante a la encontrada en el jig, ocultar las partículas pesadas para la transmisión de las vibraciones e exponer las partículas grandes y livianas al flujo transversal de agua de lavado después de la estratificación. La mesa Wilfley dispone de un mecanismo que proporciona un movimiento de vibración lateral diferenciado en sentido transversal al flujo de pulpa que causa el desplazamiento de las partículas a lo largo de los “riffles”.
Los “riffles” tienen las siguientes funciones:
Retener las partículas pesadas en el fondo.Transmitir efectivamente la acción de estratificación del “deck” a la pulpa.Tornar el flujo turbulento para producir la separación entre las partículas.
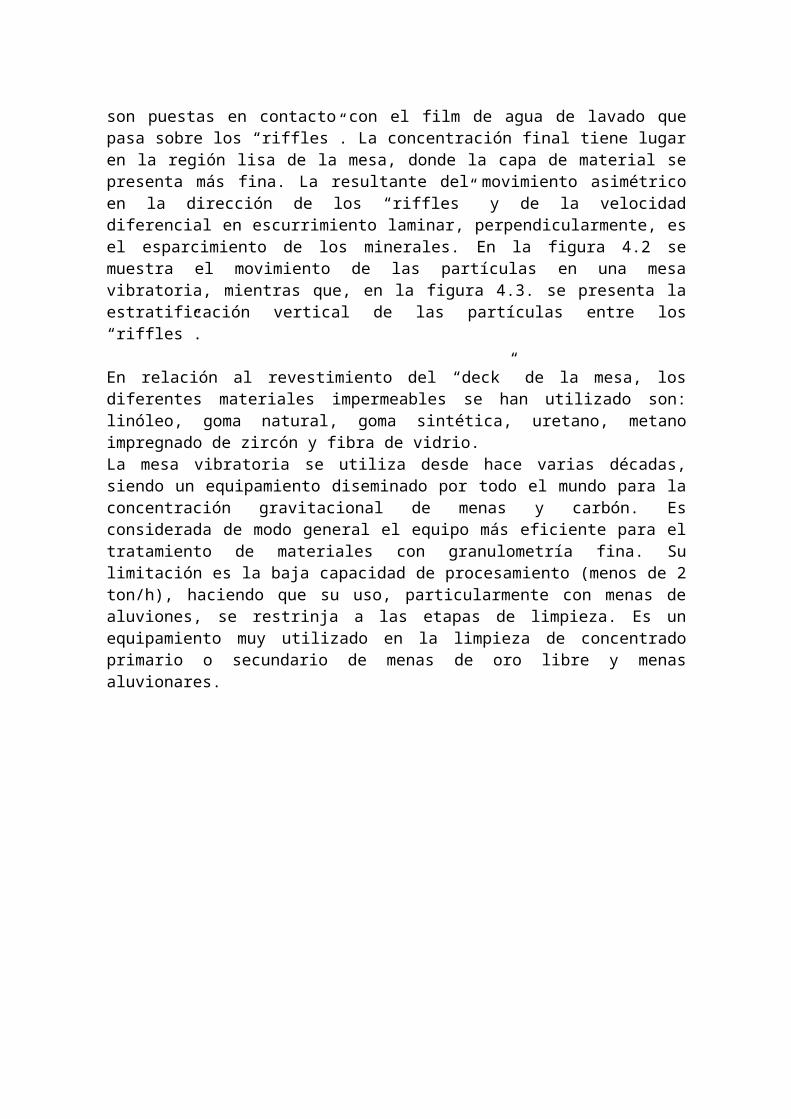
Mecanismos de separación de la mesa vibratoria. Los mecanismos de separación que actúan en la mesa vibratoria pueden ser mejor comprendidos si se consideran separadamente la región de la mesa con “riffles” y la región lisa. Las partículas minerales alimentadas transversalmente a los “riffles”, sufren el efecto del movimiento asimétrico de la mesa, resultando en un desplazamiento de las partículas para adelante; las pequeñas y pesadas se desplazan más que las gruesas y livianas. En los espacios entre los “riffles”, las partículas se estatifican debido a la dilatación causada por el movimiento asimétrico de la mesa y por la turbulencia de la pulpa a través de los “riffles”, comportándose este lecho entre los “riffles” como si fuera un jig en miniaturacon sedimentación retardada y consolidación intersticial (improbable la aceleración diferencial) – haciendo que los minerales pesados y pequeños queden más próximos a la superficie que los grandes y livianos. Las camadas superiores son arrastradas por sobre los “riffles” por la nueva alimentación y por el flujo de agua de lavado transversal. Los “riffles” van disminuyendo de altura de modo que, progresivamente, las partículas finas y pesadas son puestas en contacto con el film de agua de lavado que pasa sobre los “riffles”. La concentración final tiene lugar en la región lisa de la mesa, donde la capa de material se presenta más fina. La resultante del movimiento asimétrico en la dirección de los “riffles” y de la velocidad diferencial en escurrimiento laminar, perpendicularmente, es el esparcimiento de los minerales. En la figura 4.2 se muestra el movimiento de las partículas en una mesa vibratoria, mientras que, en la figura 4.3. se presenta la estratificación vertical de las partículas entre los “riffles”.
En relación al revestimiento del “deck” de la mesa, los diferentes materiales impermeables se han utilizado son: linóleo, goma natural, goma sintética, uretano, metano impregnado de zircón y fibra de vidrio.La mesa vibratoria se utiliza desde hace varias décadas, siendo un equipamiento diseminado por todo el mundo para la concentración gravitacional de menas y carbón. Es considerada de modo general el equipo más eficiente para el tratamiento de materiales con granulometría fina. Su limitación es la baja capacidad de procesamiento (menos de 2 ton/h), haciendo que su uso, particularmente con menas de aluviones, se restrinja a las etapas de limpieza. Es un equipamiento muy utilizado en la limpieza de concentrado primario o secundario de menas de oro libre y menas aluvionares.
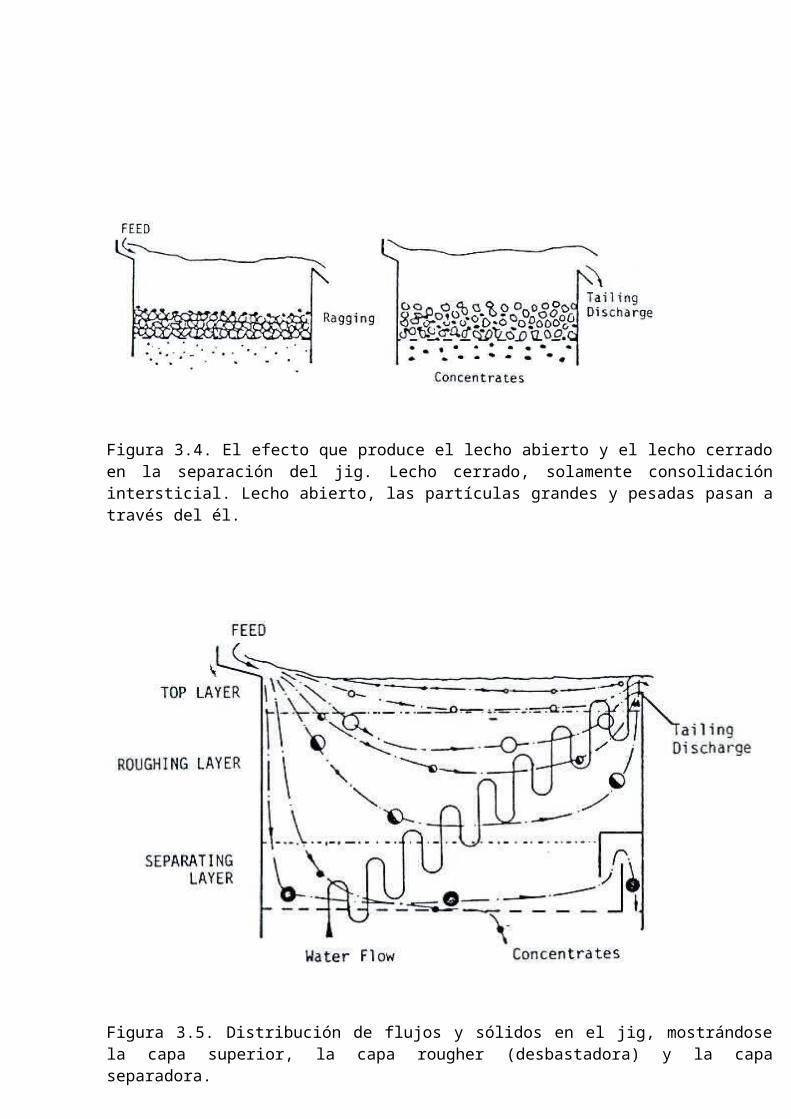
Figura 4.2. Movimiento de las partículas en una mesa vibratoria parcialmente “riffleada” y una mesa vibratoria totalmente “riffleada”.
Figura 4.3. Estratificación vertical de las partículas entre los “riffles”.
Las variables de diseño de la mesa vibratoria son: forma de la mesa, tipo de material de la superficie de la mesa, forma y distribución de los “riffles”, profundidad de los “riffles” (altura de los “riffles”), sistema de aceleración y desaceleración, forma de la alimentación de la pulpa y distribución del agua de lavado. Por otra parte, las variables operacionales son las siguientes: inclinación de la mesa, porcentaje de sólidos de la pulpa alimentada, flujo de agua de lavado, posición de los cortadores de productos, frecuencia de vibración de la mesa y longitud del desplazamiento de la superficie de la mesa al vibrar.
La capacidad de la mesa depende de la frecuencia, inclinación, cantidad de agua, características de la mena, densidades de las partículas útiles y de los estériles, forma de las partículas, granulometría de la alimentación. La capacidad varía de 5 ton/día (materiales finos) hasta aproximadamente 50 ton/día (materiales gruesos). Los consumos de agua serían los siguientes: 38-83 L/min (alimentación) y 11-45 L/min (lavado). El consumo de potencia medio por mesa es de 0,6 HP.
El límite superior del tamaño de partículas minerales tratadas en las mesas vibratorias es de aproximadamente 2 a 3 mm (para carbón puede llegar hasta 15 mm), mientras que el tamaño mínimo de las partículas que se pueden concentrar en estos equipamientos es del orden de 75 micrones. Es necesario señalar que el tamaño mínimo de los materiales que se pueden tratar en una mesa es función del volumen de agua y del movimiento de la mesa, siendo esencial que las partículas sedimenten para que puedan ser recogidas en el concentrado.
El porcentaje de sólidos en la pulpa alimentadas debe ser suficientemente bajo para permitir la estratificación y dilatación entre los “riffles”. Densidades de pulpa máximas típicas son del orden de 25 % para las arenas y de 30 % para materiales finos.
Las características operacionales de las mesas vibratorias en etapa “rougher”, etapa “cleaner” y en el tratamiento de partículas finas y gruesas son las siguientes:
Etapa rougher: más agua, más mena, más inclinación, golpes más largos, riffles completos.Etapa “cleaner”: menos agua, menos mena, menor inclinación, golpes más cortos, “riffles” parciales.Alimentación fina: menos agua, menos alimentación, mayor velocidad, golpes más cortos, “riffles” bajos.Alimentación gruesa: más agua, más alimentación, menor velocidad, golpes más largos, “riffles” altos.
Las aplicaciones de las mesas vibratorias se podrían resumir en lo siguiente:
Limpieza de carbón fino.Tratamiento de óxidos de estaño (casiterita), tungsteno, tantalio, zirconio, cromo, minerales industriales y arenas, plomo, cinc.Tratamiento de menas de oro libre y menas aluvionares.Tratamiento de escorias y residuos.
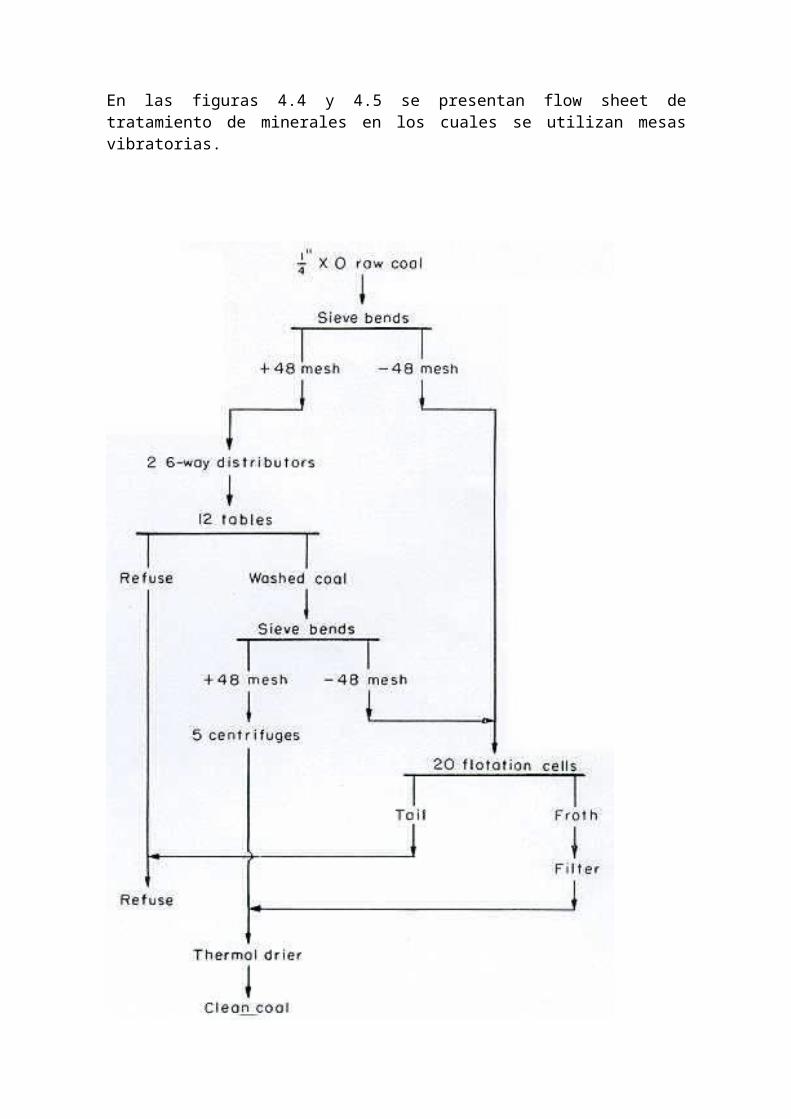
En las figuras 4.4 y 4.5 se presentan flow sheet de tratamiento de minerales en los cuales se utilizan mesas vibratorias.
Figura 4.4. Circuito de lavado de carbón fino.
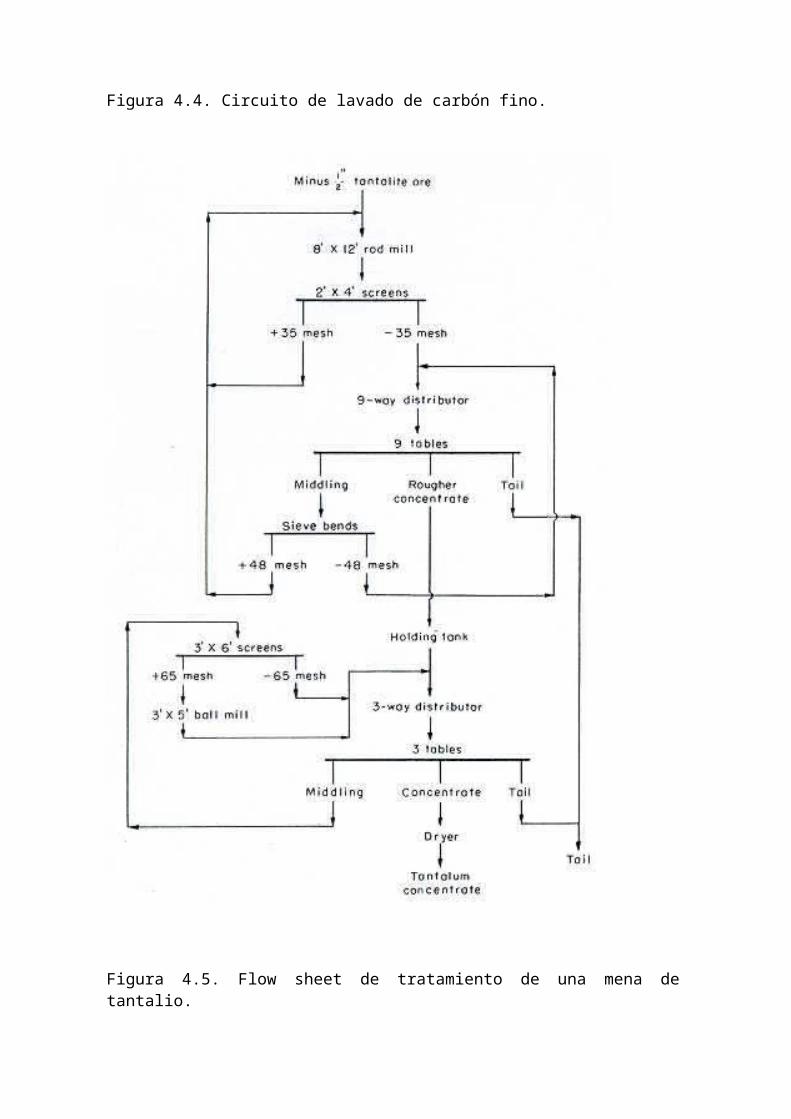
Figura 4.5. Flow sheet de tratamiento de una mena de tantalio.
Espirales
El primer tipo de espiral Humphrey fue introducido en 1945. El principio básico se ha mantenido hasta la actualidad, pero con evoluciones considerables en cuanto al diseño y técnicas de fabricación. Los materiales de construcción empleados han evolucionado desde la madera y hierro fundido hasta el poliéster reforzado con fibra de vidrio, pasando por aleaciones, hormigón, goma, etc.
Actualmente, la mayoría de los fabricantes construyen en poliéster reforzado con fibra de vidrio, con recubrimientos de poliuretano o goma, y este relativamente sencillo proceso de fabricación ha sido uno de los motivos del rápido avance en el diseño de estos separadores. Los mayores avances en el diseño han incidido en el perfil y paso de la espiral. El campo de aplicación se ha expandido principalmente, debido al desarrollo de espirales en las cuales el paso y el perfil cambian a lo largo de su longitud.
Las espirales se dividen en dos tipos: espirales de múltiples retiradas y espirales de retiradas limitadas. La tecnología se está inclinando a la construcción de espirales con menos puntos de retiradas del concentrado, varias con un único punto en el fondo de la hélice. También el agua de lavado ha sido reducida e incluso en algunos casos ha sido eliminada.
La espiral consiste de un canal helicoidal cilíndrico con sección transversal semi circular modificada. En la parte superior existe una caja destinada a recibir la alimentación en forma de pulpa. A medida que ella se escurre, las partículas más pesadas se encuentran en una faja a lo largo del lado interno del flujo de la pulpa y son removidas por aberturas localizadas en la parte más baja de su sección transversal. Existen dos aberturas para cada vuelta de la espiral. Estas aberturas están provistas de un dispositivo que permite guiar los minerales pesados para obtener la separación deseada, a través de una regulación conveniente. Cada abertura es conectada a un tubo colector central, a través de mangueras de tal forma que se juntan los materiales recogidos en las diferentes aberturas en un único producto. En el extremo inferior del canal existe una caja destinada a recoger los minerales livianos que no son recogidos por las aberturas.
El principio de funcionamiento de la espiral es una combinación de escurrimiento laminar y acción centrífuga. Una vez en la espiral, los minerales comienzan inmediatamente a depositarse de acuerdo a sus tamaños, forma y densidades. Partículas de mayor peso específico se depositan casi inmediatamente. Una vez en contacto con la superficie del canal o próximo de ella, estas partículas son aprisionadas por una película de fluido adherente a la superficie. Esta película se mueve con velocidad mucho menor que el resto de la corriente fluida que contiene los minerales livianos y pequeños que no se depositaron. Como resultado, la pulpa se divide en dos partes distintas: la película fluida conteniendo los minerales predominantemente gruesos y pesados y el resto de la corriente, conteniendo los minerales pequeños y livianos y casi toda el agua introducida con la pulpa. La película fluida prácticamente no tendrá su trayectoria influenciada por la acción centrífuga y se moverá lentamente para el interior del canal donde será removida por las aberturas. Al contrario, el resto de la corriente fluida, libre de la acción
de fricción con la superficie del canal, desarrolla una velocidad varias veces mayor, siendo lanzada contra la parte externa del canal, por la acción centrífuga. Así, la diferencia de las fuerzas centrífugas, actuando sobre las dos corrientes, causa una rotación transversal mientras ellas se mueven a través del canal. Esta rotación de la corriente actúa en el sentido de remover los minerales pesados en dirección a las aberturas y los minerales livianos para el interior de la corriente, de tal forma que adquieran trayectorias diferentes y se separen. En la figura 4.6 se muestra esquemáticamente la distribución de las partículas en la sección transversal de una espiral.
En cada abertura donde se recogen los minerales pesados se adiciona transversalmente a la corriente una cantidad de agua suplementaria que tiene como finalidad suplir la pulpa de la cantidad de agua que se pierde en las aberturas e devolver a la corriente fluida las partículas no recogidas, para que sean reclasificadas. Esta agua recibe el nombre de agua de lavado y auxilia considerablemente el proceso.
La concentración en espirales ocurre rápidamente. Una vez introducida la pulpa, posteriormente en las dos primeras vueltas se puede retirar un concentrado puro. El material recogido por las aberturas de las últimas vueltas puede ser retirado separadamente, pasando en este caso a constituir un producto medio.
La espiral que ha sido largamente utilizada es la espiral Humphrey (introducida en 1945), la cual es fabricada básicamente en dos modelos: el primero conteniendo 5 vueltas, cuando se destina a las primeras etapas de concentración de menas de alto peso específico, o de 3 vueltas, para las etapas de purificación de estas mismas menas; el segundo conteniendo 6 vueltas, usada principalmente para la concentración de carbón fino, o menas de bajo peso específico.
Un modelo conteniendo varias innovaciones fue desarrollado por la Mineral Deposits Limited de Australia: el concentrador espiral Reichert. Este equipo consiste de una hélice continua de fibra de vidrio, conteniendo revestimiento de poliuretano y goma en las regiones de mayor desgaste. Son fabricados diferentes modelos: el modelo convencional, conteniendo una hélice simple; el modelo doble, conteniendo dos hélices independientes que se enrollan en torno del mismo eje. El modelo doble presenta las siguientes ventajas: es aproximadamente 5 veces más liviano que los modelos de hierro fundido y ocupan la mitad del espacio ocupado por los modelos convencionales.
Actualmente, las mejoras en los diseños de las espirales Reichert, junto con la utilización de nuevos materiales más livianos en su construcción, han permitido montar en una misma columna, una, dos, tres y hasta cuatro canales entrelazados alrededor de la columna de soporte del centro, formando lo que se conoce como espirales simples (“single”), gemelas (“twin”), triples (“triples”), etc. Pueden formarse bancos de espirales con hasta 8 columnas formando un módulo muy compacto. De este modo, pueden formarse unidades agrupando hasta 24 o 32 canales con capacidades del orden de 60 ton/h, y ocupando un espacio muy reducido. La relación capacidad/superficie ocupada es mucho más favorable que para otros equipos como mesas vibratorias, jigs, etc. El consumo de agua con el empleo de esas nuevas espirales se ha reducido considerablemente. Además, y ésta es la mayor innovación y ventaja, especialmente en cuanto a la flexibilidad de la operación, no poseen tomas de concentrado, por lo cual los productos obtenidos (concentrado, medios y relaves), son separados al final del canal
mediante una cuchillas ajustables, lo cual simplifica notoriamente el control y operación del equipo. En la figura 4.7 se muestra un módulo de espirales.
Figura 4.6. Sección transversal de una espiral mostrando la posición del concentrado, productos medios y relave.
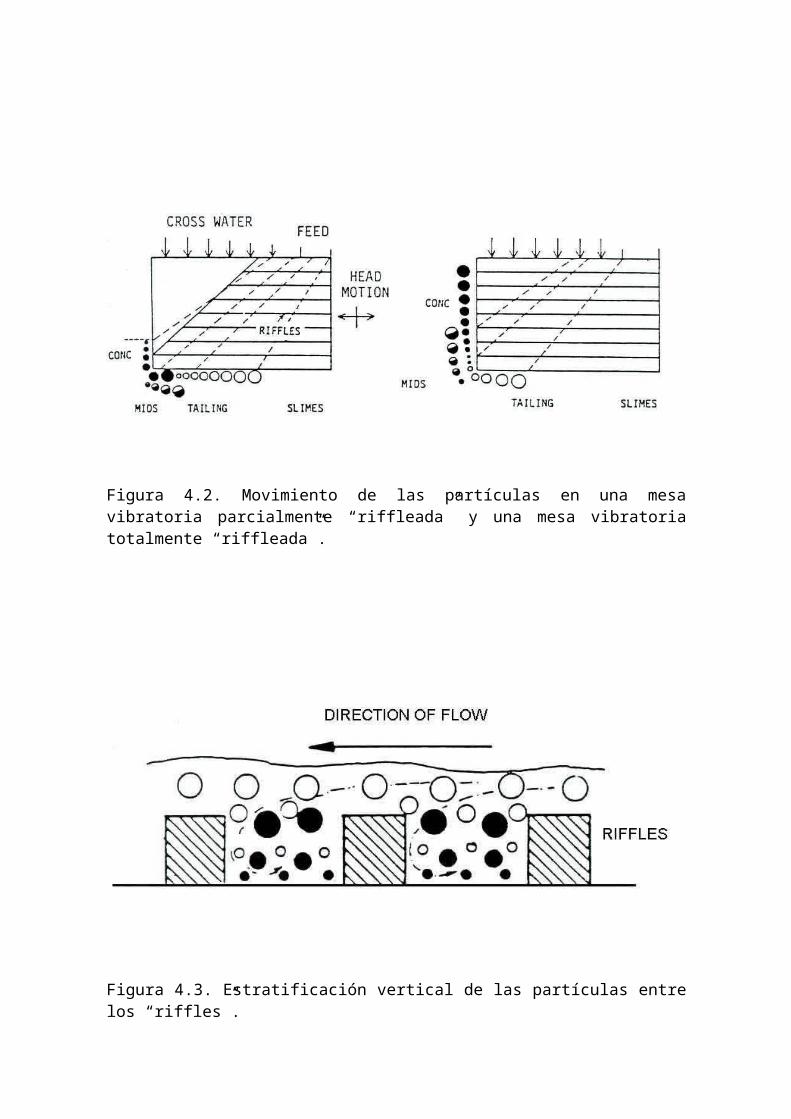
Figura 4.7. Módulo de espirales.
A continuación se describen las principales características funcionales de las espirales:
La capacidad de tratamiento de sólidos varía de 0,5 a 2,5 ton/h, la tasa más utilizada es 1,5 ton/h. El flujo de pulpa de la alimentación depende de las características de la mena. Para materiales finos se aconsejan flujos de 50 a 60 L/min; para materiales medios, 70 a 90 L/min y para materiales gruesos, entorno de 110 L/min.El consumo de agua para cada espiral, incluyendo el agua de lavado, varía de 50 a 110 L/min. Industrialmente, esta agua es normalmente recuperada y recirculada. Debe señalarse que la nueva generación de espirales no necesita aporte de agua de lavado (“waterless”), ya que funciona eficientemente sin el uso de esta agua.El porcentaje de sólidos es de 20 a 30%, pulpas que contienen granulometría gruesa pueden operar con hasta 50% de sólidos. Sin embargo, las espirales más modernas pueden trabajar con porcentajes de sólidos superiores a los convencionales, 30 a 50%.Los límites granulométricos de los minerales pesados contenidos en la pulpa deben ser de 8 mallas hasta 200 mallas. El tamaño de los minerales de bajo peso específico contenido en la pulpa no es crítico, pudiendo variar hasta 4 mallas sin perjudicar el desempeño. Cuanto más amplio es el rango granulométrico, menor será la eficiencia del equipo. Por otra parte, debe señalarse que la eficiencia de las espirales disminuye para granulometrías inferiores a 200 mallas.La diferencia de pesos específicos entre los minerales útiles y los minerales de la ganga debe ser siempre mayor que 1,0 para que se obtenga una concentración satisfactoria. La eficiencia tiende a incrementarse con el aumento de los pesos específicos de los minerales pesados.La forma o tamaño de las partículas puede influir de tal forma a la concentración que en ciertos casos, tratando minerales de pesos específicos muy próximos se puede alcanzar una buena separación.
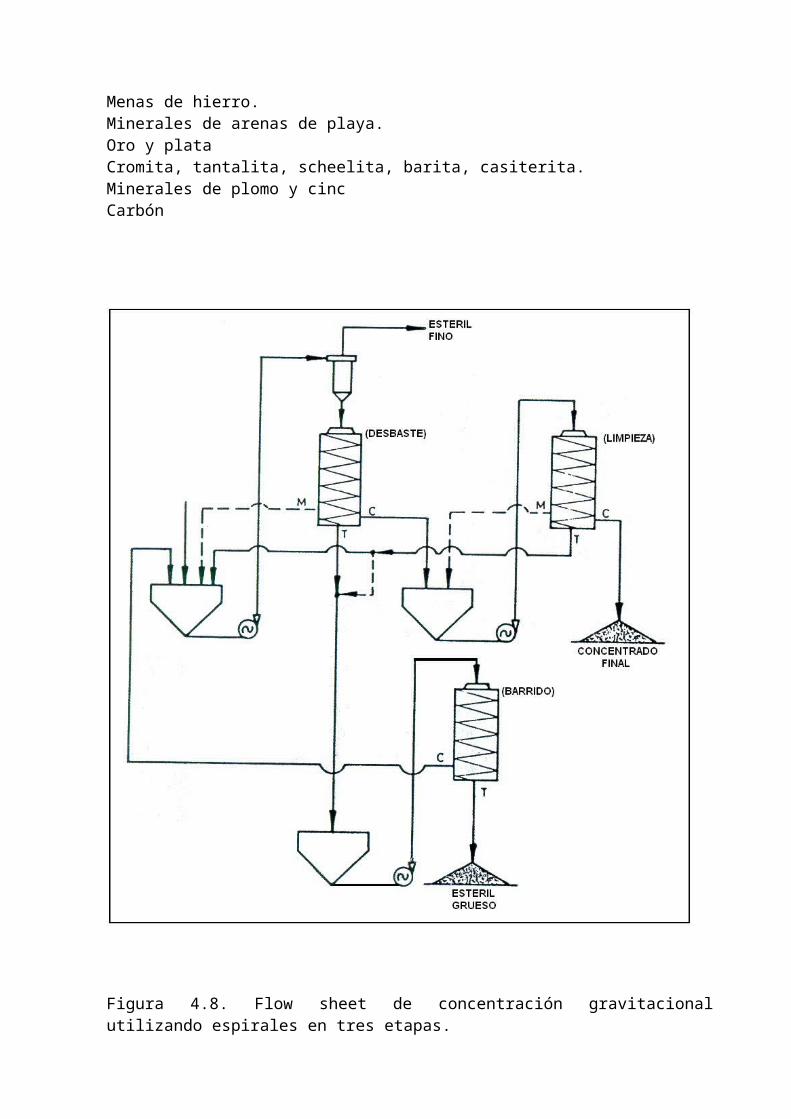
A menudo un proceso de concentración gravitacional, a similitud de los procesos de flotación, precisa de varias etapas de concentración: desbaste (“rougher”), limpieza (“cleaner”), afino (“recleaner”), barrido (“scavenger”). En la figura 4.8 se presenta un circuito de concentración gravimétrico con espirales en tres etapas.
Las aplicaciones de las espirales serían las siguientes:
Producción de un concentrado y un relave en una etapa solamente.Producción de un concentrado final y el relave se trata en otro proceso.Producción de un concentrado “bulk” de varios minerales pesados (la separación se realiza por otro proceso) y un relave final.Tratamiento del material “scavenger” de otro proceso.En un circuito cerrado de molienda, recuperando los minerales pesados y liberados.
En cuanto a las menas y minerales que se pueden tratar mediante concentración en espirales, se pueden mencionar los siguientes:
Menas de hierro.Minerales de arenas de playa.Oro y plataCromita, tantalita, scheelita, barita, casiterita.Minerales de plomo y cincCarbón
Figura 4.8. Flow sheet de concentración gravitacional utilizando espirales en tres etapas.
Vanners
Los vanners son concentradores gravitacionales en húmedo que trabajan en régimen de escurrimiento laminar.
Consisten de una correa sin fin, ligeramente inclinada en relación a la horizontal, y que recibe movimientos oscilatorios en el plano de la correa destinados a estratificar la pulpa. Esta agitación auxilia la sedimentación de los minerales de mayor peso específico para las capas inferiores próximas de la correa y aún ayuda a expulsar los minerales livianos para las capas superiores del flujo de la pulpa. Un movimiento lento contínuo de la correa para arriba, arrastra los minerales pesados en el sentido contrario de la corriente que contiene los minerales livianos en suspensión, de modo que se separen. Los minerales livianos son descargados en una canaleta , mientras que los minerales pesados continúan adheridos a la correa hasta que ella se introduce en un tanque que los recoge mediante un chorro de agua.
Las correas son generalmente de 4 a 6 pies de ancho por 12 pies de largo. La velocidad de la correa es la principal variable de operación, normalmente se usa entre 22 a 80 pulgadas por minuto. La inclinación puede variar entre 2 a 8 pulgadas en 12 pies. El número de vibraciones por minuto varía de 120 a 280.
El tamaño de máximo de la mena no debe ser superior a 1 mm. El rango de tamaño ideal es de 0,01 mm a 0,25 mm.
Actualmente, los vanners son equipos que están prácticamente en desuso.
Escurrimiento en Canaletas
Introducción
El escurrimiento en canaletas se caracteriza por la existencia de una masa de partículas minerales en suspensión o arrastrada por una corriente de agua a lo largo de una canaleta, que está sujeta a fuerzas gravitacionales y de presión de la corriente, llevando a una estratificación por densidad.
Es importante observar que este tipo de escurrimiento no se confunde con el escurrimiento laminar. En el escurrimiento en canaletas, las fuerzas de atricción y los mecanismos de adherencia entre partículas y superficie de arrastre, características del escurrimiento laminar, no tiene efecto significativo en la estratificación. También en las canaletas, los volúmenes de agua usados son considerablemente mayores y por consiguiente el régimen de escurrimiento es algo tumultuoso, muy diferente del régimen de lámina líquida observado en el escurrimiento laminar.
Canaletas simples
Las canaletas (“sluices”) son posiblemente los aparatos concentradores más primitivos que se conocen. Son usados principalmente para el tratamiento de menas aluvionares en los cuales el mineral valioso se encuentra libre en granulometría fina y la diferencia de su peso específico en relación al de los minerales de la ganga es grande. Su aplicación principal es en la concentración del oro, platino y casiterita. Generalmente son construidas de tablas y contienen el piso irregular para aprisionar los minerales pesados. El piso irregular se consigue desgastando el fondo, con tacos de madera, bloques, reglas, gradas, etc. Estos resaltos son llamados “riffles”, debido a su función de recoger de la corriente de agua los minerales pesados y transportarlos.
La selección de la forma del “riffles” ideal depende de las necesidades de transporte, tamaño y cantidad de material valioso. Todas ellas son construidas en módulos que facilitan su instalación y su remoción.
El tamaño de las canaletas es variable. Existen canaletas de 12 pulgadas hasta 10 pies de ancho por 6 pulgadas hasta 4 pies de profundidad. Presentan una inclinación que depende principalmente de los tamaños mayores de la alimentación y de la cantidad de agua disponible. Su largo depende de la fineza y del peso específico de los minerales valiosos y de la distancia que los minerales estériles deben ser transportados. El largo varía generalmente de 50 a 150 metros.
La operación de las canaletas es intermitente. La alimentación se realiza por la parte superior y dura el tiempo necesario para saturar la canaleta. Posteriormente los “riffles” son desmontados y el material pesado es recogido. En el caso del oro, este material aún puede ser enriquecido en bateas.
Canaletas estranguladas
La canaleta estrangulada (“pinched sluices”) es una pequeña canaleta de paredes convergentes. En su forma elemental posee 2 a 3 pies de largo, estrechándose de 9 pulgadas de ancho en la parte superior, hasta 1 pulgada en la descarga. La alimentación se realiza en la parte superior con pulpa que contiene 50 a 55 % de sólidos y se estratifica a medida que desciende por la canaleta. En el extremo de la descarga existe una placa formando un pequeño ángulo con la canaleta, que tiene como finalidad hacer que la pulpa se desparrame antes de alcanzar los cortadores. Estos cortadores interceptan el flujo fuera de la canaleta y lo dividen en los productos: concentrado, medios y relave.
El rango granulométrico ideal para la alimentación de las canaletas estranguladas es inferior a 10 mallas y superior a 200 mallas. Las capacidades dependen de la granulometría que se va a tratar, variando de 0,5 ton/h para arenas finas hasta 2,0 ton/h para arenas más gruesas. Las variables operacionales son: la densidad de pulpa de la alimentación, la posición de los cortadores, la inclinación de la canaleta (en general entre 16º y 20º con respecto a la horizontal) y la orientación de la placa.
Las canaletas estranguladas son construidas de metal liviano y revestidas en goma para soportar el desgaste. Son aparatos simples, baratos, livianos y ocupan poco espacio.
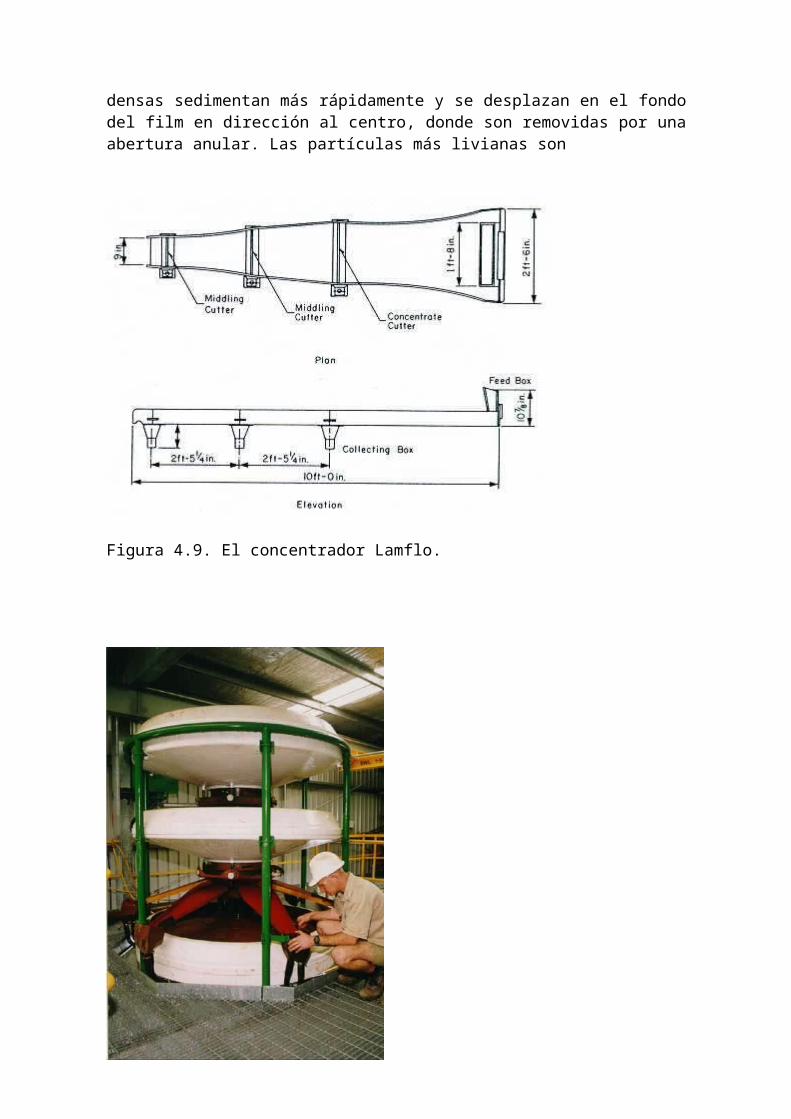
En la figura 4.9 se muestra el concentrador Lamflo de la Carpco Research and Engineering, Inc., cuyo principio de funcionamiento es básicamente el de una canaleta estrangulada. El aparato está compuesto de tres canaletas, la primera y la tercera tienen paredes curvas, mientras que la del medio tiene paredes planas covergentes. Este concentrador fue desarrollado para el tratamiento de minerales pesados de arenas de playa, sin embargo también se aplica en la concentración de minerales de hierro y en la purificación de finos de carbón.
Las principales características operacionales del concentrador Lamflo son:
Tiene alta capacidad. Dependiendo de la granulometría del material, se puede trabajar con flujos de alimentación que varías entre 4 y 10 ton/h de sólidos. Los porcentajes de sólidos de la alimentación deben estar entre 56 a60 %.Normalmente se opera con una inclinación de 15º respecto de la horizontal, sin embargo el ángulo puede cambiar dependiendo de las características de la mena a ser tratada.El concentrador acepta partículas de hasta 2 mm en la alimentación, sin embargo el tamaño máximo inicial es del orden de 0,5 mm. Los tamaños inferiores deben ser de aproximadamente 0,04 mm y, en casos excepcionales, hasta 0,02 mm.
Concentrador de cono Reichert
El concentrador de cono Reichert (figura 4.10) es un concentrador que trabaja en húmedo, de alta capacidad, originalmente concebido en Australia como un pre- concentrador de minerales pesados de arenas de playa. Los primeros estudios fueron desarrollados por la Mineral Deposits Limited, en los inicios de 1960.
El elemento básico del concentrador es un cono construido de fibra de vidrio con revestimiento de goma en las zonas de mayor desgaste, midiendo 2 metros de diámetro y con inclinación de 17º. El sistema consiste de un montaje de conos, uno sobre otro, de tal forma que el cono superior queda encajado exactamente sobre el cono inferior, Son construidos conos dobles y conos simples. En los modelos dobles existe un cono superior y dos conos inferiores sobrepuestos. Este arreglo permite un aumento del área útil de separación dentro de la máquina sin aumentar la altura o la superficie del cono. El cono superior recibe la pulpa de una caja distribuidora existente en su parte superior y la distribuye alrededor de su periferia, alimentando enseguida el (los) cono (s) inferior (es). No hay efecto de concentración en el cono superior, el cual funciona distribuyendo la pulpa homogéneamente para el (los) cono (s) inferior (es). En el caso de los conos dobles, el cono superior presenta en su periferia un divisor de flujo destinado a distribuir igualmente la pulpa para los dos conos inferiores. El principio de operación es similar al de una canaleta. El flujo de pulpa, entretanto, no es restringido o influenciado por la acción de paredes, lo que generalmente ocurre en las canaletas. Mientras la pulpa fluye para el centro del (de los) cono (s) inferior (es) ocurre la separación. Las partículas más
densas sedimentan más rápidamente y se desplazan en el fondo del film en dirección al centro, donde son removidas por una abertura anular. Las partículas más livianas son
Figura 4.9. El concentrador Lamflo.
Figura 4.10 El concentrador de cono Reichert.arrastradas por la corriente y fluyen sobre la abertura, siendo colectadas por un tubo central. La eficiencia de este proceso es relativamente pequeña y par obtener una buena separación, la operación debe ser repetida varias veces, repasándose el concentrado en otros conos. En la figura 4.11 y 4.12 se muestran las características de los conos Reichert.
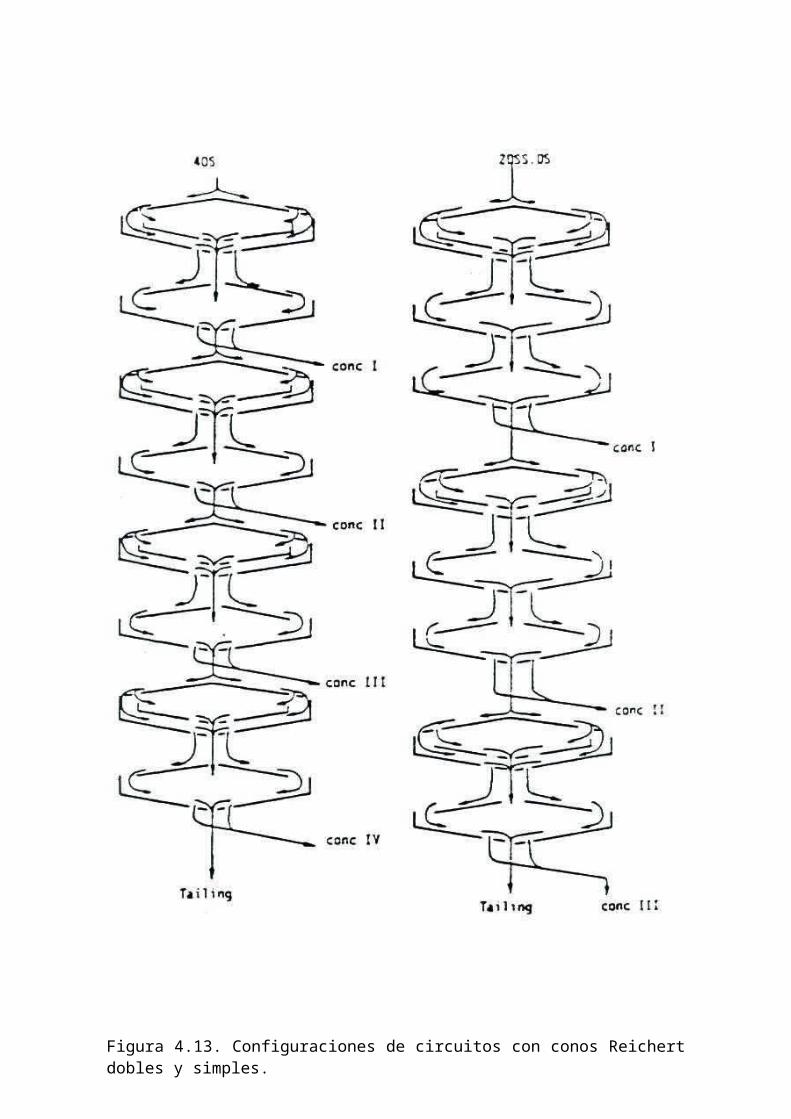
Varios arreglos de conos simples y dobles pueden ser usados. Generalmente los conos dobles operan en una etapa de desbaste y sus concentrados son sometidos a las etapas de limpieza en conos simples. Se puede también tratar los concentrados de los conos simples, para su purificación final en canaletas estranguladas. Estas canaletas (en un número de seis), son arregladas en forma radial debajo de los últimos conos simples. Próximo a la extremidad inferior de estas canaletas existen aberturas destinadas a recoger del film la parte de los minerales pesados. Los relaves de estas canaletas deben ser recirculados y los concentrados son reunidos en un único producto que es el concentrado final. En la figura 4.13 se presentan configuraciones comunes de circuitos que utilizan conos Reichert.
Las principales características operacionales de los conos Reichert son:
Alta capacidad. Funcionan normalmente con 65 a 90 ton/h de sólidos y en casos excepcionales, con 40 a 100 ton/h. Operan con pulpas de 55 % a 70 % de sólidos.El consumo de agua en una planta depende de la ley de la mena a ser tratada. Menas conteniendo alto porcentaje de minerales pesados requieren porcentajes de sólidos más bajos y consecuentemente demandan mayores volúmenes de agua. La cantidad de agua varía de 20 a 35 m3/h.Los conos aceptan partículas de hasta3 mm, a pesar de que los tamaños óptimos superiores deban ser entre 0,5 y 0,6 mm, y los inferiores entre 0,04 y 0,05 mm. En casos excepcionales, se puede obtener una buena concentración con partículas de hasta 0,02 mm. La presencia de lamas en la alimentación aumenta la viscosidad de la pulpa, retardando la separación y reduciendo la eficiencia. En el caso de altos porcentajes de lamas se puede utilizar un ciclón deslamador antes de los conos.
Algunas aplicaciones de los conos Reichert son:
Concentración de minerales pesados de arenas de playas de bajas leyes.Concentración de minerales de hierro.Concentración de minerales de estaño.Recuperación de minerales pesados (uranio y zirconio) de los relaves de flotación de menas de cobre.
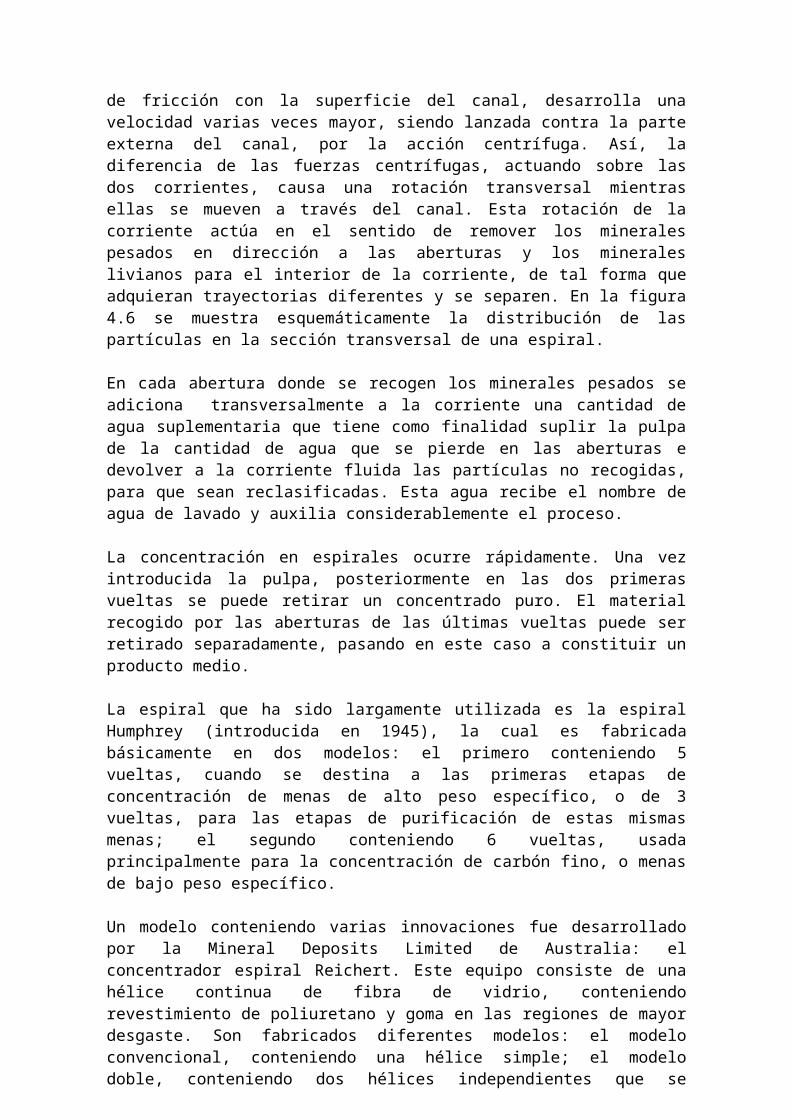
Figura 4.11. Características operacionales de los conos Reichert.
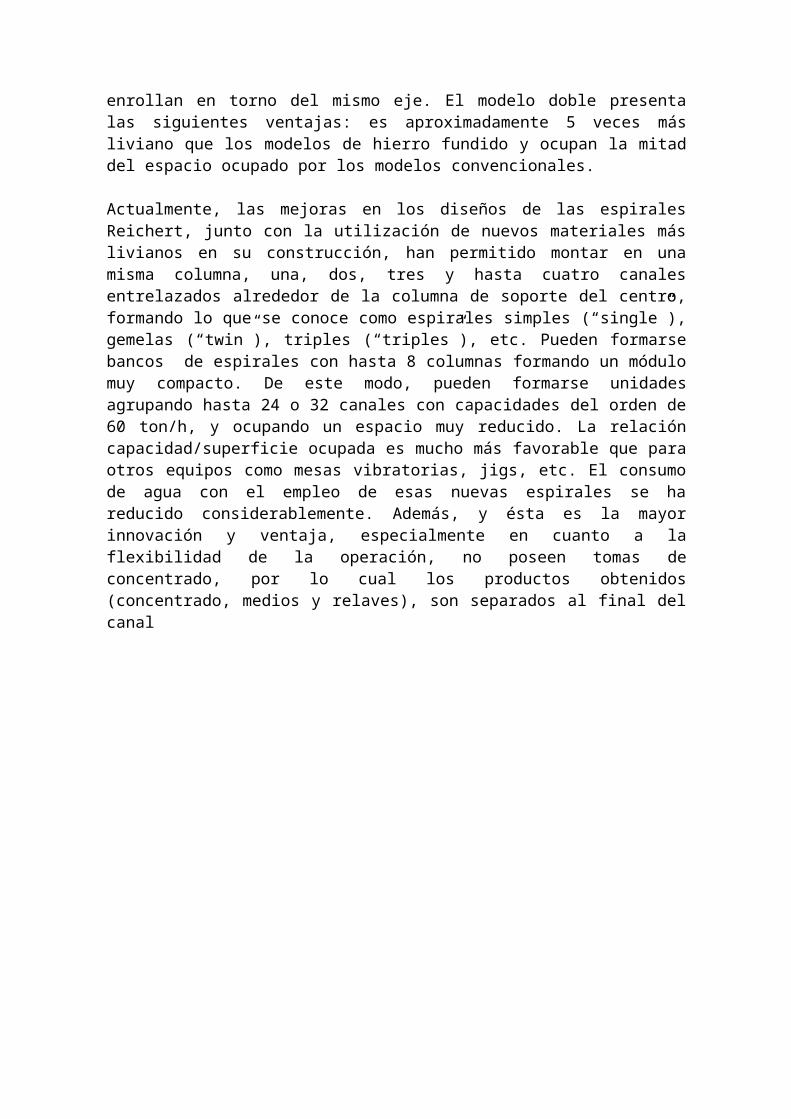
Figura 4.12. Esquema de la distribución de flujos en el cono Reichert, mostrándose además el tratamiento del concentrado en canaleta.
Figura 4.13. Configuraciones de circuitos con conos Reichert dobles y simples.
El Concentrador Centrífugo Knelson
Introducción
En la década del 80 aparecieron una serie de equipamientos para el beneficio de minerales que utilizan la fuerza centrífuga para efectuar la separación de los minerales valiosos. El más conocido de ellos fue el concentrador Knelson, que en poco tiempo obtuvo gran aceptación en la industria minera. Debe señalarse que en el año 1998 había más de 2500 concentradores Knelson operando en recuperación de oro en el mundo.
Algunas indicaciones generales respecto a los concentradores Knelson serían las siguientes:
Los concentradores se fabrican desde tamaños de laboratorio hasta unidades de alta producción.El concentrador recupera partículas de oro de tamaños que van desde ¼” hasta aproximadamente 1 micrón.En estos concentradores el problema de compactación del mineral que pudiese originar la fuerza centrífuga, fue solucionado introduciendo agua a presión en el sistema, contrabalanceando la fuerza centrífuga en el cono de concentración.Durante la operación de estos concentradores todas las partículas están sujetas a una fuerza equivalente a 60 g, que es lo que permite que el concentrador pueda recuperar partículas finas.
Características y operación del concentrador Knelson
El concentrador centrífugo Knelson (figura 5.1) consiste de un cono perforado con anillos internos y que gira a alta velocidad. La alimentación, que en general debe ser inferior a 1/4”, es introducida como pulpa (20-40% sólidos en peso) por un conducto localizado en la parte central de la base del cono. Las partículas, al alcanzar la base del cono, son impulsadas para las paredes laterales por la acción de la fuerza centrífuga generada por la rotación del cono. Se forma un lecho de volumen constante en los anillos, los cuales retienen las partículas más pesadas, mientras que, las más livianas son expulsadas del lecho y arrastradas por arriba de los anillos para el área de descarga de relaves en la parte superior del cono.
El campo centrífugo en el concentrador varía con la altura del cono. Así, en los anillos inferiores, hay una tendencia a recuperar las partículas mayores del mineral de mayor densidad, en cuanto a los anillos superiores, donde el radio del cono es mayor (es decir, mayor fuerza centrífuga), allí los minerales más finos aún pueden ser recuperados. La compactación del material del lecho se evita por la inyección de agua a través de los hoyos en los anillos. El agua es alimentada a partir de una camisa de agua fija externa al cono. Esta agua fluidiza el lecho de concentrado permitiendo que las partículas más densas, inclusive finas, penetren en el lecho bajo la acción de la fuerza centrífuga, varias veces superior a la fuerza de gravedad.
En la operación de los concentradores Knelson, la eficiencia del proceso es posible si se evita la compactación del lecho de partículas de ganga dentro de los espacios inter- riffles, es decir, solamente si este lecho es mantenido dentro de un estado de fluidización apropiado. El procedimiento adecuado para la fluidización del lecho de partículas se puede realizar con un circuito hidráulico externo. El agua es inyectada dentro del cono a través de un ensamble de perforaciones, de aproximadamente 800 µm de diámetro, los cuales son practicados en forma tangencial en la pared del cono y a la misma altura dentro de cada espacio inter-riffles. Esta agua de contrapresión desarrolla una fuerza que una vez ajustada, permite contrarrestar la fuerza resultante, a la cual están sometidas las partículas del lecho dentro del cono que está girando, de ese modo se asegura la fluidización del lecho. El agua se inyecta en dirección opuesta a la rotación del cono, lo cual hace que las partículas continúen en movimiento y se concentren las partículas pesadas. En la figura 5.2 se muestra un corte del cono del concentrador Knelson con sus perforaciones. Los diferentes tipos de generaciones de conos que se han empleado en los concentradores Knelson, se presentan en la figura 5.3.
Al final de un periodo de operación del concentrador Knelson, el concentrado que queda en los anillos es colectado y se retira por el fondo del cono. La duración del ciclo de concentración varía dependiendo de la aplicación que se esté realizando. Típicamente los tiempos de duración de un ciclo de concentración serían los siguientes:
Concentración de material aluvial: 8 a 24 horas.Concentración de minerales de oro de roca dura: 1 a 6 horas.
Los parámetros operacionales generalmente más manipulados en el concentrador Knelson son el porcentaje de sólidos y la presión de agua de fluidización. La granulometría de la mena también es un factor importante a ser considerado; el límite es
Figura 5.1. Concentrador Knelson.
Figura 5.2. Corte del cono del concentrdor Knelson mostrando las perforaciones.
Figura 5.3. Diferentes tipos de generaciones de conos que han sido utilizados en los concentradores Knelson.
de 6 mm, no habiendo límite inferior especificado (de acuerdo con los fabricantes). La razón másica obviamente debe ser también tomada en cuenta.
Series de modelos de concentradores Knelson
Las series de modelos Knelson que se ofrecen en el mercado, son las siguientes:
Serie de descarga manual (MD).Serie de descarga central (CD).Serie de servicio pesado (XD).
Los modelos de serie de descarga manual (MD). Son equipos de escala piloto y de laboratorio. Los modelos disponibles son:
KC-MD 3 (50 kg/h; 1/6 HP). KC-MD 7.5 (1000 kg/h; ¾ HP).
El KC-MD 3 se ha convertido en el equipo estándar en los laboratorios, mientras que, el KC-MD 7,5 es un equipo empleado en estudios de investigación de minerales pesados, proyectos de tratamiento de desechos y como equipo para mejorar los concentrados de oro de baja ley.
Los modelos de la serie de descarga central (CD). Éstas fueron las primeras unidades diseñadas para extraer el concentrado rápidamente, no en forma manual, y en un ambiente de completa seguridad. Los modelos que están disponibles son los siguientes:
KC-CD 10 MS (2,5 ton/h; 1,5 HP).KC-CD 12 MS (6 ton/h; 2 HP). KC-CD 20 MS (25 ton/h; 7,5 HP).KC-CD 30 MS (60 ton/h; 15 HP).
Los modelos CD 10MS y CD 12MS son apropiados para los siguientes casos: concentración primaria, operaciones de bajo tonelaje, trabajos de pruebas a escala piloto, y reconcentración de concentrados primarios. Por otra parte, los modelos CD 20MS y CD 30MS son adecuados para usos de producción, generalmente en operaciones aluviales, pero puede usarse en operaciones de molienda de roca dura en donde hay limitaciones de presupuesto y un ambiente de baja corrosión.
Los requerimientos típicos de agua de fluidización en la serie CD utilizando los conos de concentración de la Generación-5 (G 5) son los siguientes:
CD10: 3,4-4,5 m³/hCD12: 4,1-5,7 m³/hCD20: 7,9-13,6 m³/hCD30: 17,0-25,0 m³/h
Los tamaños máximos de alimentación son los siguientes:
Roca dura: -10 mallas (-1,7 mm) Placeres: -1/4 pulgadas (-6,4 mm)
Los modelos de la serie de servicio pesado (XD). Estos modelos fueron incorporados en 1997. El concentrador Knelson de la serie XD representa uno de los últimos avances en concentración centrífuga. Estos equipos han sido desarrollados para soportar las exigencias de las condiciones más difíciles de operación. La serie XD incorpora varias características nuevas de diseño ofreciendo mayor capacidad y mejor recuperación en un modelo fuerte y compacto. Los modelos disponibles son los siguientes:
KC-XD20 (25 ton/h; 7,5 HP)KC-XD30 (60 ton/h; 15 HP)KC-XD48 (150 ton/h; 40 HP)
Los modelos XD son especialmente diseñados para cubrir la demanda en los ambientes de circuitos de molienda de roca dura. Sin embargo, son también apropiados para operaciones aluviales o para proyectos de retratamiento de relaves donde se presentan condiciones de acidez.
En las figura 5.4 y 5.5 se presentan flow sheet de tratamiento de minerales aluviales y de roca dura, respectivamente, empleando concentradores Knelson.
Figura 5.4. Flow sheet de tratamiento de oro aluvial empleando concentradores Knelson.
Figura 5.5. Tratamiento de minerales de oro de roca dura con concentradores Knelson.
El Concentrador Centrífugo Falcon
El concentrador Falcon consiste de un bolo cilíndrico -cónico que gira a alta velocidad en el interior de una camisa fija cuya función es colectar el relave. La pulpa se alimenta en el fondo del cono, es acelerada y se va estratificando a medida que asciende en el rotor. Dependiendo del tipo de modelos de serie del concentrador que se trate (Serie SB o Serie C), las partículas serán sometidas a 200 g o 300 g, y el proceso de concentración en el bolo se realizará de acuerdo a un procedimiento diferente, en forma discontinua o continua.
El concentrador se utiliza en la separación de un gran número de materiales: minerales de hierro, sulfuros, carbón, tantalio, metales nativos como oro, plata, níquel, cobre, cinc, estaño, etc.
Concentrador Falcon serie SB
El concentrador Falcon serie SB (figura 5.6) se caracteriza por lo siguiente:
Es un concentrador discontinuo.Utiliza agua de fluidización.Permite la recuperación de partículas muy finas, en algunos casos menores a 5 micrones.Con este equipo se obtienen concentrados de alta ley.Se logran recuperaciones en peso de concentrado de cerca del 1%.Permite la recuperación de partículas liberadas finas y ultrafinas.
Las aplicaciones del concentrador Falcon modelo SB se pueden resumir en lo siguiente:
Recuperación de oro libre, plata y platino.Tratamiento de flujos de descarga o alimentación a ciclones en circuitos de molienda.Limpieza de concentrados.Retratamiento de relaves.Tratamiento de materiales aluviares y placeres.
Funcionamiento del concentrador Falcon serie SB. Estos equipos operan en discontinuo y ocupan una zona de retención de lavado en la parte superior del rotor, requiriendo de la adición de agua de proceso. Estas unidades pueden tratar partículas de hasta 6 mm, pero también son eficientes en la recuperación de tamaños finos. Las partículas que ingresan al equipo son sometidas a una fuerza de gravedad de hasta 200 g y son segregadas de acuerdo a su gravedad específica mientras se desplazan por la pared lisa del rotor. Las capas más pesadas pasan a la zona en que el concentrado queda retenido, que son las ranuras que presenta el equipo en la parte superior del rotor. La adición de agua a través de las ranuras presentes en la zona de concentrado permite que algunas partículas migren y sean retenidas solamente las más pesadas. Las partículas
más livianas son eliminadas como relave por la parte superior del rotor. Cuando el concentrado ha llegado a alcanzar una ley adecuada, la alimentación se detiene por
Figura 5.6.Concentrador Falcon modelo SB 2500
aproximadamente 30 segundos. El rotor disminuye su velocidad y mediante presión de agua se lava en concentrado, el cual se descarga por la parte baja del rotor y es conducido a una canaleta.
Tabla 5.1. Especificaciones de modelos Falcon SB.
Modelo Capacidad de tratamiento de sólidos (ton/h)
Motor (HP) Agua de proceso (m3/h)
SB 40 0 – 0,25 0,5 0,24 – 1,2SB 250 1 – 8 3 1,8 – 2,7SB 750 5 – 47 10 6 – 9SB 1350 23 – 114 20 8 – 15SB 2500 42 – 206 40 15 – 24SB 5200 105 - 392 100 30 - 42
Concentrador Falcon serie C
El concentrador Falcon serie C (figura 5.7) se caracteriza por lo siguiente:
Funciona en continuo.No utiliza agua de fluidización.Este equipo es utilizado cuando se requieren altas recuperaciones (etapas “rougher” y “scavenger”).Se logran recuperaciones en peso de concentrado de cerca del 40%.Es utilizado para maximizar la recuperación y disminuir la masa entrante a los procesos siguientes.Son adecuadas para preconcentrar o retratar flujos, ya que no se emplea agua adicional de proceso y los concentrados producidos son efectivamente deslamados y desaguados (en torno de 70 % de sólidos en peso).
Entre las aplicaciones del concentrador Falcon modelo C se pueden señalar las siguientes:
Retratamiento de oro fino y sulfuros de relaves de flotación o cianuración.Preconcentración antes de la cianuración para aumentar el rendimiento.Retratamiento de relaves de tantalio y estaño fino.Remoción de cenizas y sulfuros en concentración de carbón.Retratamiento de hierro fino en relaves.Preconcentración de depósitos de relaves de oro y plata.Preconcentración y deslamado de depósitos de minerales pesados.Preconcentración previa a la flotación o cianuración mediante remoción de partículas livianas no deseadas.
Funcionamiento del concentrador Falcon serie C. Las partículas que ingresan al concentrador son sometidas a fuerzas de gravedad de 300 g y son segregadas de acuerdo a su gravedad específica mientras se desplazan por la pared lisa del rotor. Las capas más pesadas son recuperadas en forma continua controlando el flujo de descarga a través de toberas de abertura variable. El concentrador no necesita del uso de agua de proceso y además, no requiere de interrupción del flujo de alimentación ya que trabaja en forma continua. El concentrado producido estará deslamado y parcialmente desaguado. El relave se elimina por la parte superior del rotor.
Tabla 5.2. Especificaciones de modelos Falcon C
Modelo Capacidad de tratamiento de sólidos (ton/h)
Motor (HP)
C 400 1 – 4,5 10C 1000 5 – 27 20C 2000 20 – 60 40C 4000 45 - 100 100
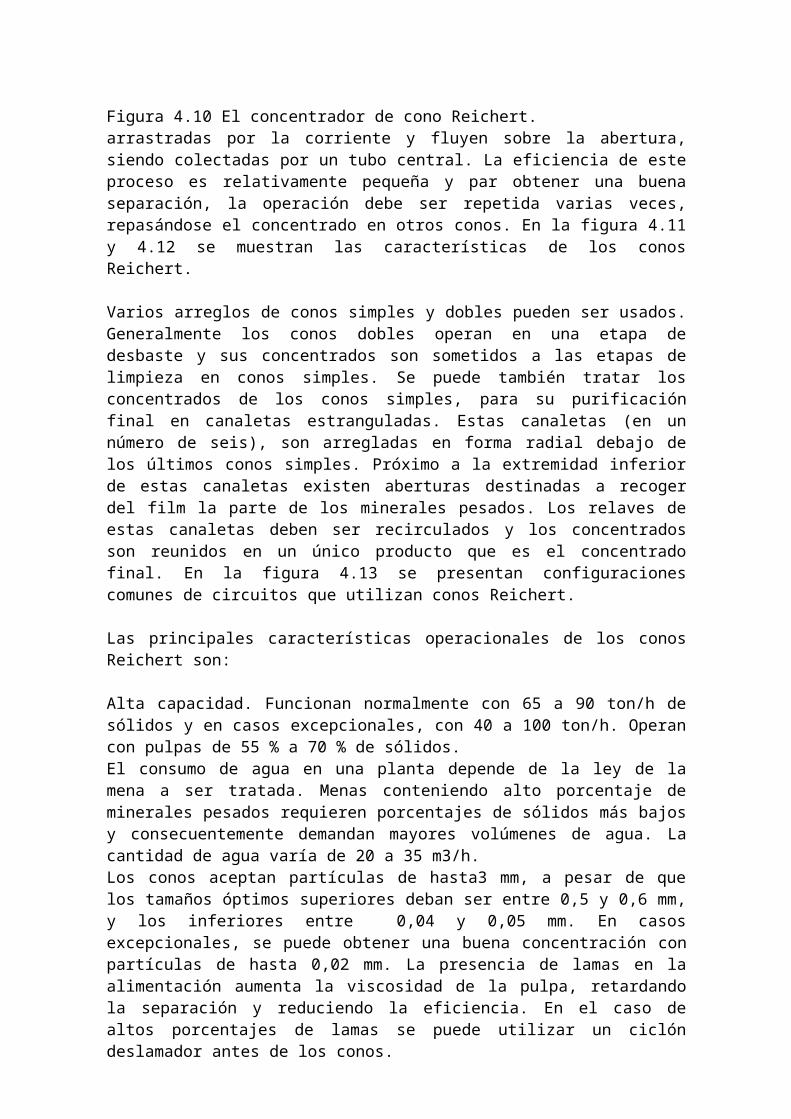
Figura 5.7. Concentrador Falcon serie C, mostrándose además el detalle de la descarga del equipo.
En la figura 5.8 se comparan los tamaños de los concentradores Falcon SB 2500 y Falcon C 4000. Por otra parte, en las figuras 5.9, 5.10, 5.11 y 5.12 se presentan diferentes flow sheet de tratamiento que utilizan concentradores Falcon serie SB y serie C.
Figura 5.8. Comparación de los tamaños de los concentradores Falcon C 4000 (3,50 metros de altura) y Falcon SB 2500 (2,65 metros de altura).
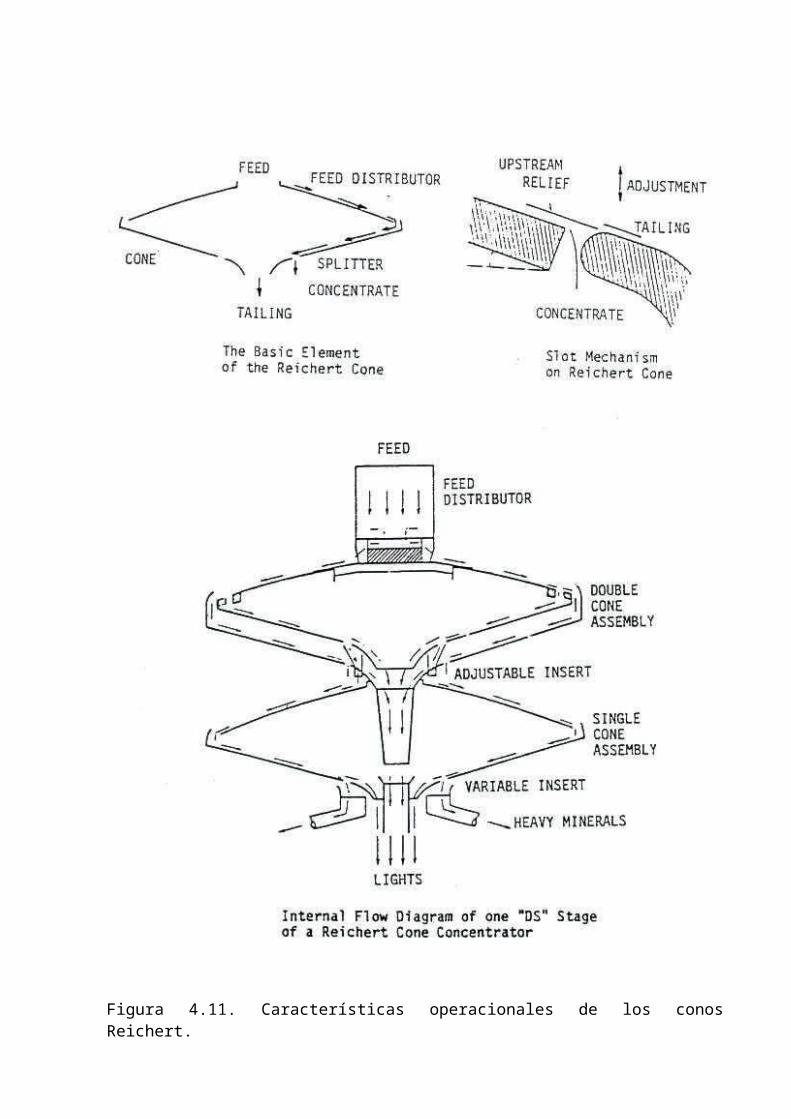
Figura 5.9. Diagrama de tratamiento de oro aluvial con concentradores Falcon serie SB.
Figura 5.10. Tratamiento de minerales mediante concentradores Falcon serie SB, en un circuito que presenta una etapa reducción de tamaño con molienda tradicional.
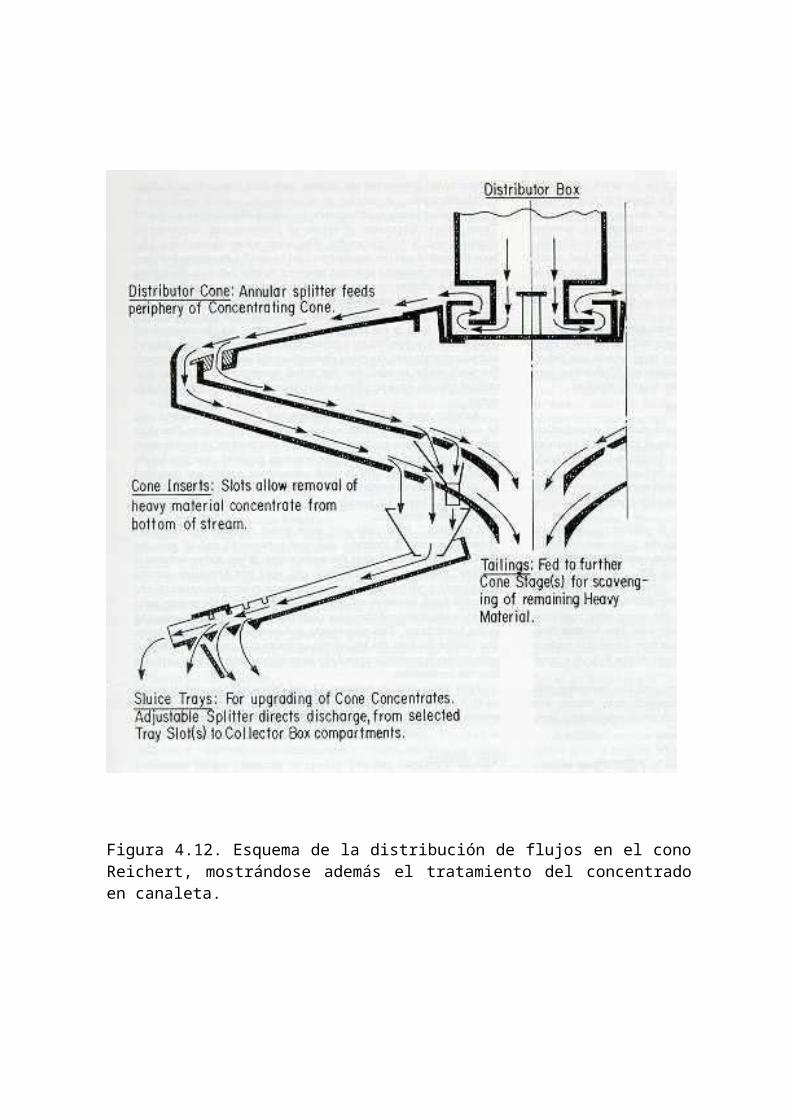
Figura 5.11. Tratamiento de relaves con concentradores Falcon serie C.
Figura 5.12. Recuperación de minerales de estaño y tantalio con concentradores Falcon serie C.
Se observa que en los esquemas de tratamiento de minerales mediante concentradores Knelson y concentradores Falcon, es común que la etapa final de limpieza se realice con mesa vibratoria Géminis. Las características de la mesa Géminis se muestran en la figura 5.13.
Figura 5.13. La mesa Géminis.
El Concentrador Multi-Gravity Separador (MGS)
En este equipo los materiales que se van a concentrar son sometidos a fuerzas de gravedad de 22 g, así, partículas de 2 micrones de diámetro se comportan como si fuesen partículas de 45 micrones. El principio del MGS se puede visualizar como la superficie horizontal de una mesa vibratoria enrollada dentro de un tambor. De este modo, el equipo consiste básicamente de un tambor horizontal, al cual se le aplica un movimiento de rotación en el sentido horario y un movimiento de oscilación semejante al usado en las mesas vibratorias. De esta forma, se proporciona un alto movimiento de rotación al tambor, entorno a su eje, generándose un campo centrífugo del orden de 22El concentrador MGS puede tratar hasta 30 ton/h de mena, por lo cual puede proporcionar una producción equivalente a doce mesas vibratorias, disminuyendo notoriamente los costos de tratamiento. Las aplicaciones industriales han demostrado que los concentrados producidos por los concentradores MGS pueden ser filtrados con mayor facilidad. El concentrador MGS se muestra en la figura 5.14.
Hay tres modelos de concentradores MGS: el C900, de laboratorio; el C902 y; el MeGaSep, de alta capacidad.
Las aplicaciones de los concentradores MGS se pueden resumir en lo siguiente:
Tratamiento de minerales de casiterita muy finos (5 micrones o menos).Recuperación de wolframio a partir de estériles de lavaderos (Perú).Enriquecimiento de concentrados de flotación de grafito (Australia).Separación de concentrados de flotación de oro y cinc.Tratamiento de minerales asociados con sulfuros complejos.Concentración de cromita fina.Aplicaciones industriales para finos de carbón, estaño, zinc, titanio, tantálio, metales pesados, finos de hierro, oro y metales preciosos.
El Jig Centrífugo Kelsey
El jig centrífugo Kelsey utilizado en procesos de separación gravitacional extiende la eficiencia de recuperación a partículas finas y ultrafinas permitiendo el tratamiento de tamaños de minerales inferiores a 10 micrones, e incrementando el rendimiento de separación en los tamaños inferiores a 600 micrones. En este equipo se combinan los principios de la tecnología convencional de los jigs con la fuerza centrífuga, y la novedad principal del diseño consiste en que el jig convencional se inserta en una centrífuga, aumentando la fuerza de gravedad hasta 100 g. Este incremento del campo gravitacional aumenta las diferencias de densidades entre los minerales, creando un incremento selectivo en la aceleración de las partículas lo que se traduce en una mejora de la recuperación del mineral valioso y en un incremento de la eficiencia de separación. En la figura 5.15 se muestran las características del jig centrífugo Kelsey.
Figura 5.14. El Multi-Gravity Separator.
El jig centrífugo Kelsey.
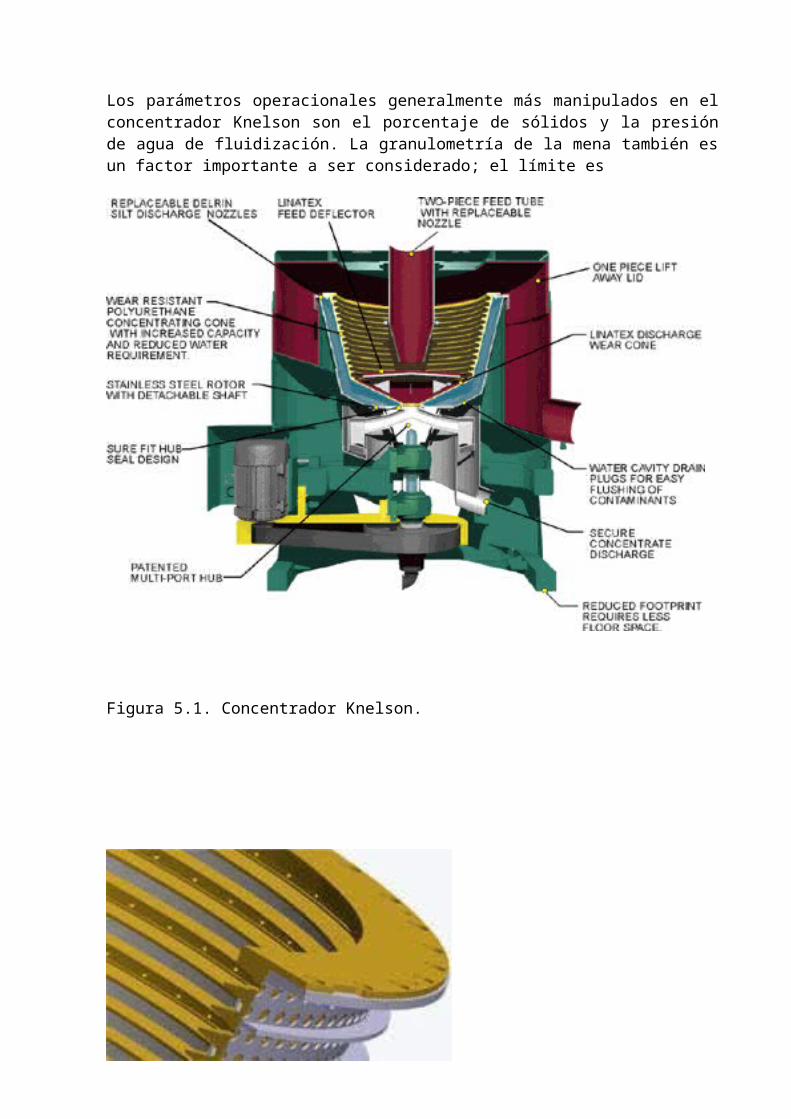
En este equipo las variables operacionales que pueden ser ajustadas son las siguientes:
La fuerza centrífuga.La selección de lechos de diferentes pesos específicos.La distribución de tamaño del material del lecho.El flujo de agua de elutrición.
Las aplicaciones del jig centrífugo Kelsey se pueden resumir en lo siguiente:
Se utiliza en Australia, Sudáfrica, Brasil, Perú, Bolivia y USA.Se aplica en la concentración de oro, estaño, níquel, tantalio, zircón, hierro, minerales pesados desde arenas de playa.
Las modelos de jig centrífugos Kelsey que se ofrecen en el mercado son los siguientes:
J200 KCJ – unidad de pruebas de laboratorio, con capacidad nominal de 15-100 kg/h de sólidos.J1300 MkII KCJ – unidad comercial pequeña, de capacidad nominal de 2-30 ton/h.J1800 KCJ – unidad comercial grande, con una capacidad nominal de 5-60 ton/h de sólidos.
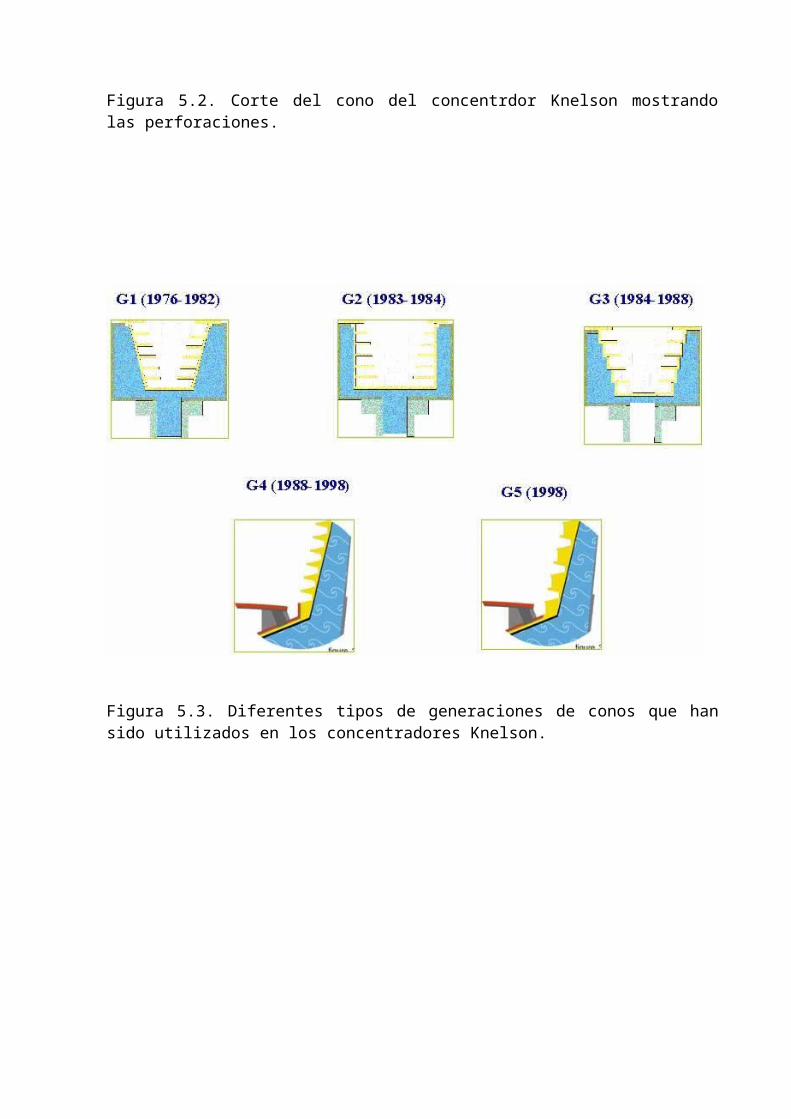
REFERENCIAS BIBLIOGRÁFICAS
Anon. Concentración Gravimétrica. Mining, sep. 1999, p. 29-36.
Aplan, F. F. Gravity Concentration. In: The SME Mineral Processing Handbook (ed. Weiss N. L.), SME, Vol. 1, 1985, Section 4, p. 4-1 – 4-55.
Brewis, T. Separación por Gravedad. Mining, oct. 1995, p. 30-35.
Burt, R. O. Gravity Concentration Technology. Developments in Mineral Processing 5, Elsevier, Amsterdam, The Netherlands, 1984, 605 p.
Kelly, E. G.; Spottiswood, D. J. Introduction to Mineral Processing, John Wiley & Sons, USA, 1982, 491 p.
Métodos Físicos de Concentraçäo de Minérios. In: Tratamento de Minérios e Hidrometalurgia, Recife, ITP, 1980, p. 115-164.
Wills, B. A. Tecnología de Procesamiento de Minerales. Editorial Limusa, 1ª edición, México, 1987, p. 345-419.
http://www.knelson.com/
http://www.concentrators.net/
http://www.freivokhtech.com/knelson/machine-s.asp
http://rochemt.com.au/
http://www.natcogroup.com/
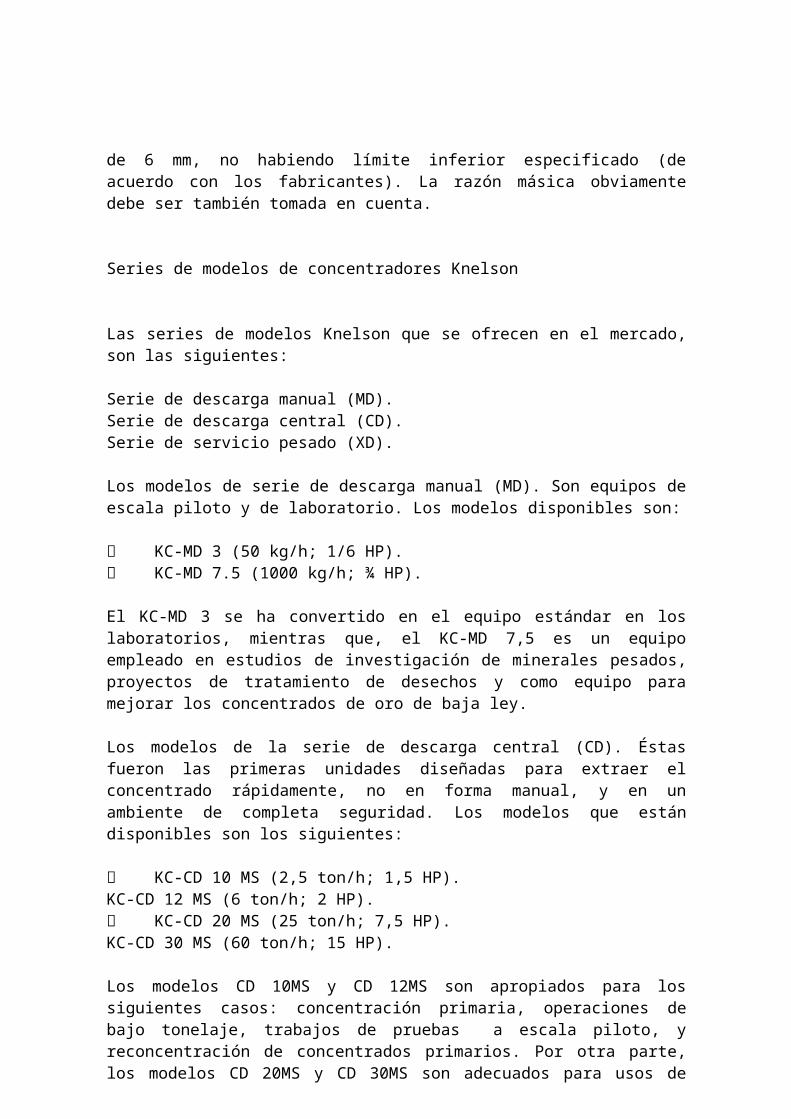
CONCENTRACIÓN MAGNÉTICA Y ELECTROSTÁTICA
CONCENTRACIÓN MAGNÉTICA
Introducción
La separación magnética de menas de hierro ha sido utilizada por casi 200 años, empleando para ello, una amplia variedad de equipos. Los separadores magnéticos aprovechan la diferencia en las propiedades magnéticas de los minerales componentes de las menas. Todos los materiales se alteran en alguna forma al colocarlos en un campo magnético, aunque en la mayor parte de las sustancias, el efecto es demasiado ligero para detectarlo.
Los materiales se clasifican en dos amplios grupos, según los atraiga o los repela un magneto: paramagnéticos y diamagnéticos. Los diamagnéticos se repelen a lo largo de las líneas de fuerza magnética, hasta el punto donde la intensidad de campo ya es muy leve. Las sustancias diamagnéticas no se pueden concentrar magnéticamente. Los paramagnéticos son atraídos a lo largo de las líneas de fuerza magnética hasta los puntos de mayor intensidad del campo.
Los materiales paramagnéticos se pueden concentrar en los separadores magnéticos de alta intensidad. Ejemplo de minerales paramagnéticos que se separan en los separadores magnéticos comerciales: ilmenita, rutilo, wolframita, monacita, siderita, pirrotita, cromita, hematita y los minerales de manganeso. Algunos elementos son paramagnéticos en sí mismo, tales como, Ni, Co, Mn, Cr, Ce, Ti y los minerales del grupo del platino, pero en la mayoría de los casos las propiedades paramagnéticas de los minerales se deben a la presencia de hierro en alguna forma ferromagnética. En la tablase presenta un listado de minerales y la intensidad magnética requerida para su separación.
El ferromagnetismo se considera como un caso especial de paramagnetismo. Los minerales ferromagnéticos tienen muy alta susceptibilidad magnética para las fuerzas magnéticas y retienen algún magnetismo cuando se alejan del campo (remanencia). Estos materiales se pueden concentrar en los separadores magnéticos de baja intensidad.
Los principales usos de la separación magnética son: a) eliminación o separación de fragmentos metálicos y; b) procesos de concentración y purificación magnética.
Los separadores magnéticos que eliminan fragmentos metálicos se utilizan generalmente para proteger equipos, tales como trituradoras, pulverizadores, etc. Son normalmente aplicados sobre materiales secos o sobre materiales que contengan solamente humedad superficial. Los separadores más comúnmente utilizados son: tambores o poleas magnéticas, electroimanes suspendidos, placas magnéticas, parrillas magnéticas y detectores de metales.
En relación a los separadores magnéticos empleados en procesos de concentración y purificación magnética, generalmente, la concentración magnética involucra la separación de una gran cantidad de producto magnético desde la alimentación de características magnéticas, mientras que la purificación considera la eliminación de pequeñas cantidades de partículas magnéticas desde una gran cantidad de material de
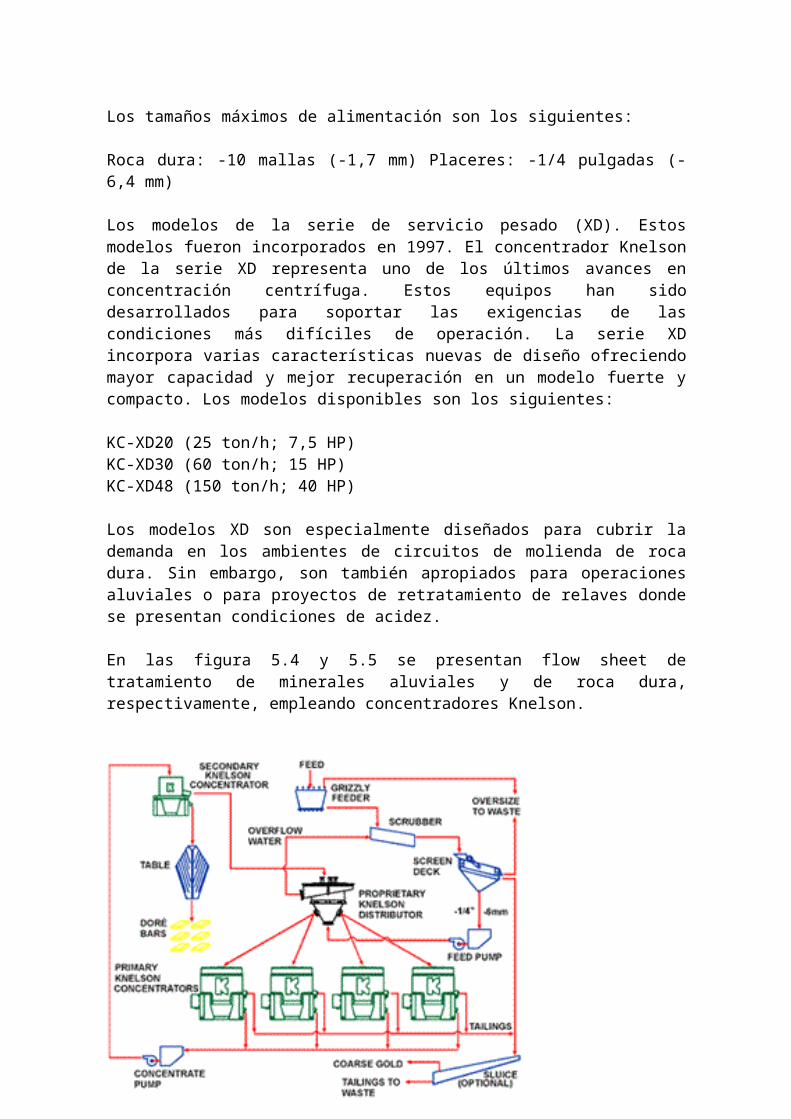
Tabla 7.1. Intensidad magnética requerida en la separación magnética de diferentes minerales.
Intensidad magnética requerida para la separación
Mineral
500 – 5.000 Fuertemente magnéticos Magnetita, franklinita, leucita, sílice, pirrotita
5.000 – 10.000 Moderadamente magnéticosIlmenita, biotita, granate, wolframita
10.000 – 18.000 Débilmente magnéticosHematita, columbita, limonita, pirolusita, rodocrosita, siderita, manganita
18.000 – 23.000 Pobremente magnéticosRutilo, rodonita, dolomita, tantalita, cerusita, epídota, monacita, fergusonita, zircón, cerargirita, argentita, pirita, esfalerita, molibdenita, bornita, wilemita, tetraedrita, scheelita
alimentación no magnético. Los separadores magnéticos y purificadores se dividen en:separadores del tipo húmedo o por vía húmedo y; b) separadores del tipo seco o por vía seca.
En la separación magnética la unidad más comúnmente usada es el Gauss (G). La fuerza magnetizadora que induce las líneas de fuerza a través de un material se llama intensidad de campo. La intensidad del campo magnético se refiere al número de líneas de flujo que pasan a través de una unidad de área. La capacidad de un magneto para elevar un mineral particular depende no solamente del valor de la intensidad de campo, sino también del gradiente de campo, es decir, de la velocidad a la cual aumenta la intensidad de campo hacia la superficie magnética. El gradiente del campo magnético se asocia a la convergencia del campo magnético. Donde las líneas de fuerza convergen se induce un alto gradiente.
En todos los separadores magnéticos, ya sean de alta o de baja intensidad, o para trabajar en seco o en húmedo, se deben incorporar ciertos elementos de diseño. Una partícula magnética que entra al campo no solo será atraída a las líneas de fuerzas, sino que también migrará a la región de mayor densidad de flujo, lo cual ocurre al final del punto. Esta es la base de la separación magnética.
Los separadores magnéticos pueden ser del tipo electroimanes o imanes permanentes. Los electroimanes utilizan vueltas de alambre de cobre o de aluminio alrededor de un núcleo de hierro dotado de energía con corriente directa. Los imanes permanentes no requieren de energía exterior, las aleaciones especiales de estos imanes continúan produciendo un campo magnético a un nivel constante en forma indefinida después de su carga inicial, a menos que sean expuestos a influencias desmagnetizadoras.
En el separador se deben incorporar las medidas necesarias para regular la intensidad del campo magnético y así permitir el tratamiento de varios tipos de materiales. Esto se logra fácilmente en los separadores electromagnéticos variando la corriente, mientras
que en los separadores que utilizan magnetos permanentes, se puede variar la distancia interpolar.
La introducción de nuevas aleaciones magnéticas, normalmente incorporando uno o más elementos tierras raras, ha permitido a los separadores magnéticos operar con campos magnéticos mucho mayores que los normales, posibilitando la aplicación a menas que contienen minerales levemente magnéticos. En este contexto se pueden destacar los separadores de tambor Magnadrum (magnetos de tierras raras basados en un elemento magnético muy fuerte : neodimio-hierro-boro); el separador de tambor con tierras raras Magforce de la Carpco también construido con tierras raras, los cuales son utilizados exitosamente para separar una amplia variedad de minerales, en un rango de tamaño de 12,5 mm a 0,074 mm.
Configuraciones de magnetos permanentes especiales pueden ser utilizados para dar campos magnéticos de alta intensidad. Los campos de alta intensidad permiten la remoción de minerales contaminantes débilmente magnéticos desde concentrados no magnéticos de arena vidriosa, talco, caolín, etc.
Imanes Permanentes
Hay una vasta gama de imanes permanentes: ferritas, tierras raras, Alnicos, entre otros.
Ferritas: Estos imanes tuvieron su inicio el año 1952. Actualmente estos imanes conocidos como cerámicos, son los que poseen costos menores. Son resistentes a la corrosión, a los ácidos, sales lubricantes y gases. La máxima temperatura de trabajo es de 250 ºC.
Alnicos: Los imanes AlNICo (aleación de aluminio, níquel, cobalto y hierro) son fabricados a través de un proceso de fundición. Los primeros imanes fueron desarrollados en 1930. Los imanes AlNiCo tienen buena resistencia a la corrosión y pueden ser utilizados en ambientes con temperatura de hasta 500-550 ºC, manteniendo a estas temperaturas buena estabilidad.
Samario-Cobalto (SmCo): Los imanes de samario-cobalto (SmCo) fueron desarrollados en 1960, como resultado de investigaciones de nuevos materiales magnéticos basados en aleaciones de Fe, Co, Ni, tierras raras. A pesar de las excelentes propiedades magnéticas y resistencia a la temperatura (hasta 250 ºC), el alto costo de estos imanes puede limitar sus aplicaciones. Poseen razonable resistencia a la corrosión y no necesitan de revestimientos particulares. Debido a su elevada fragilidad deben ser manejados con cuidado.
Neodímio-Hierro-Boro (NdFeB): Los imánes de neodímio-hierro-boro, también conocidos como tierras raras o “súper imanes”, entraron en el mercado en 1980. En la actualidad, es el material magnético más moderno. Poseen las mejores propiedades de todos los imanes existentes y una increíble relación inducción/peso. A pesar de tener una resistencia a la temperatura menor que la del SmCo, el costo es muy competitivo. Son altamente susceptibles a la corrosión y deben casi siempre poseer revestimiento.
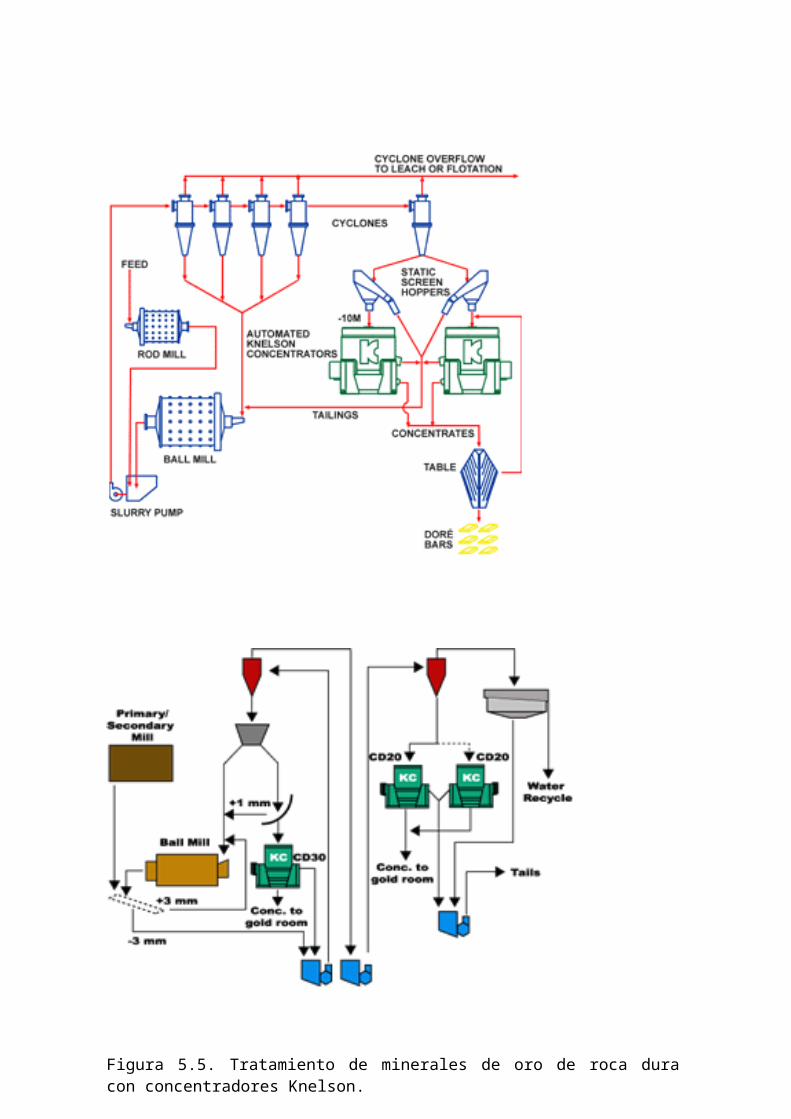
Son normalmente niquelados, tratados con cinc o revestidos con resina epóxi. La máxima temperatura de trabajo es 180 ªC.
Separadores Magnéticos para la Separación de Fragmentos Metálicos
Existen varios equipamientos magnéticos para la separación de fragmentos metálicos, tales como, placas magnéticas, poleas, separadores suspendidos, tambores.
Placas magnéticas: Los fragmentos o piezas metálicas que van por conductos y canaletas inclinadas (chutes), son eliminados adhiriéndose en una placa magnética a medida que el materia se desliza por el canal o conducto. Este equipo debe ser limpiado periódicamente. Estas placas funcionan en forma electromagnética o mediante imanes permanentes. En la figura 7.1 se muestran los lugares donde se ubican las placas magnéticas.
Poleas: Las poleas son utilizadas en la separación automática de impurezas ferrosas que contaminan productos transportados por correas transportadoras u otros sistemas. Debido a la gran capacidad de atracción, protegen trituradoras, molinos, y otras máquinas en el tratamiento de minerales, así como a las propias correas transportadoras. Las poleas son montadas en un cilindro de acero inoxidable de gran resistencia mecánica, en cuyo interior se encaja la bobina, en el caso de las poleas electromagnéticas, o el conjunto de imanes permanentes, en el caso de las poleas magnéticas. El campo magnético es generado a lo largo de toda la superficie de la polea. Diferentes poleas magnéticas se presentan en la figura 7.2.
Tambores: A diferencia de las poleas, los tambores son instalados exteriormente a la correa transportadora. Se aplican para la limpieza automática de productos transportados por cintas o en caída libre. Igual que en el caso de las poleas, el campo magnético se puede originar de dos formas: mediante una bobina electromagnética o a través de un conjunto de imanes permanentes. Los tambores pueden captar pedazos de hierro de peso y tamaños considerables. Son los separadores ideales para materiales finos.
Separadores suspendidos: Estos equipos separan las impurezas o piezas ferrosas del material no magnético transportado por correas, alimentadores vibratorios, etc., sin ninguna necesidad de intervención manual y sin la interrupción del flujo. Estos separadores son instalados externamente al transportador (evitando modificaciones al sistema pre existente) y captan el material ferroso que pasa sobre o bajo el separador. La limpieza puede ser hecha de dos maneras: manualmente o automáticamente. Los separadores de limpieza manual requieren, de tiempo en tiempo, que un operador retire manualmente el material ferroso a él adherido, mientras que los separadores de limpieza automática poseen un sistema automático de limpieza. En estos equipos el campo magnético puede ser generado de dos formas distintas: a través de una bobina energizada (separadores electromagnéticos) o, a través de imanes permanentes (separadores magnéticos). En la figura 7.3 se muestran diferentes separadores magnéticos suspendidos.
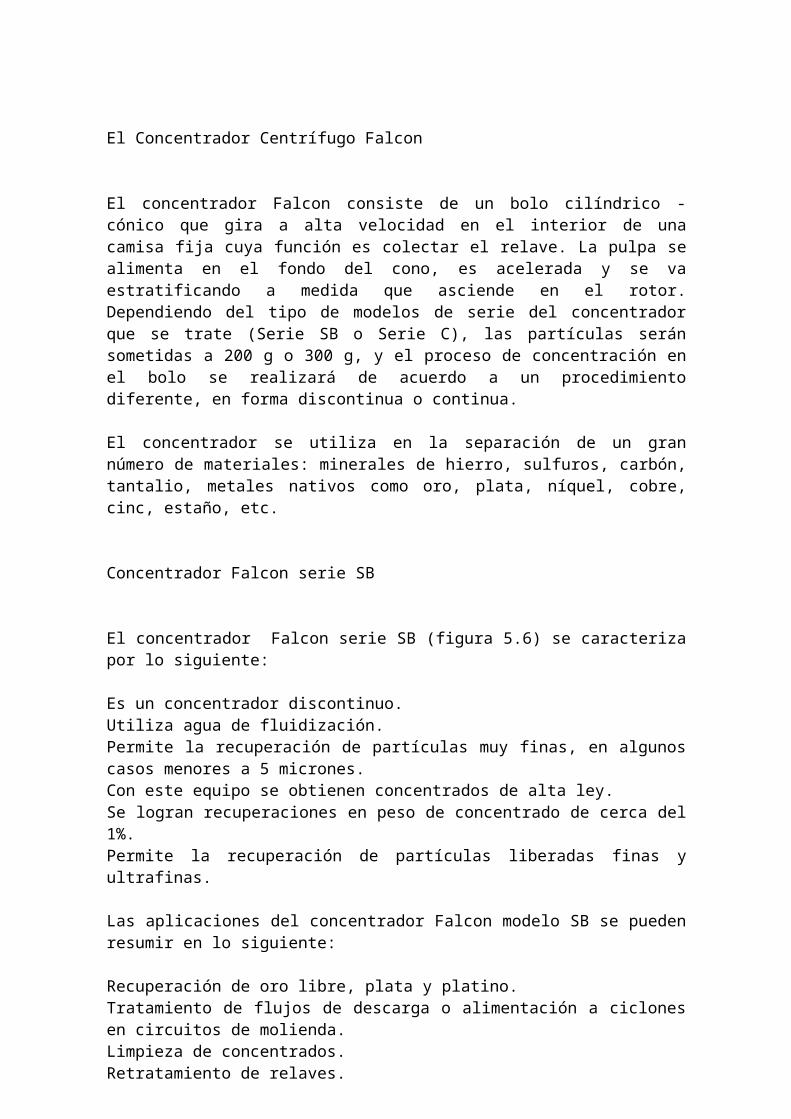
Figura 7.1. Placas magnéticas. Diferentes lugares de instalación de placas magnéticas y una placa magnética de alta intensidad con magneto de tierras raras.
Figura 7.2. Operación de diferentes poleas magnéticas.
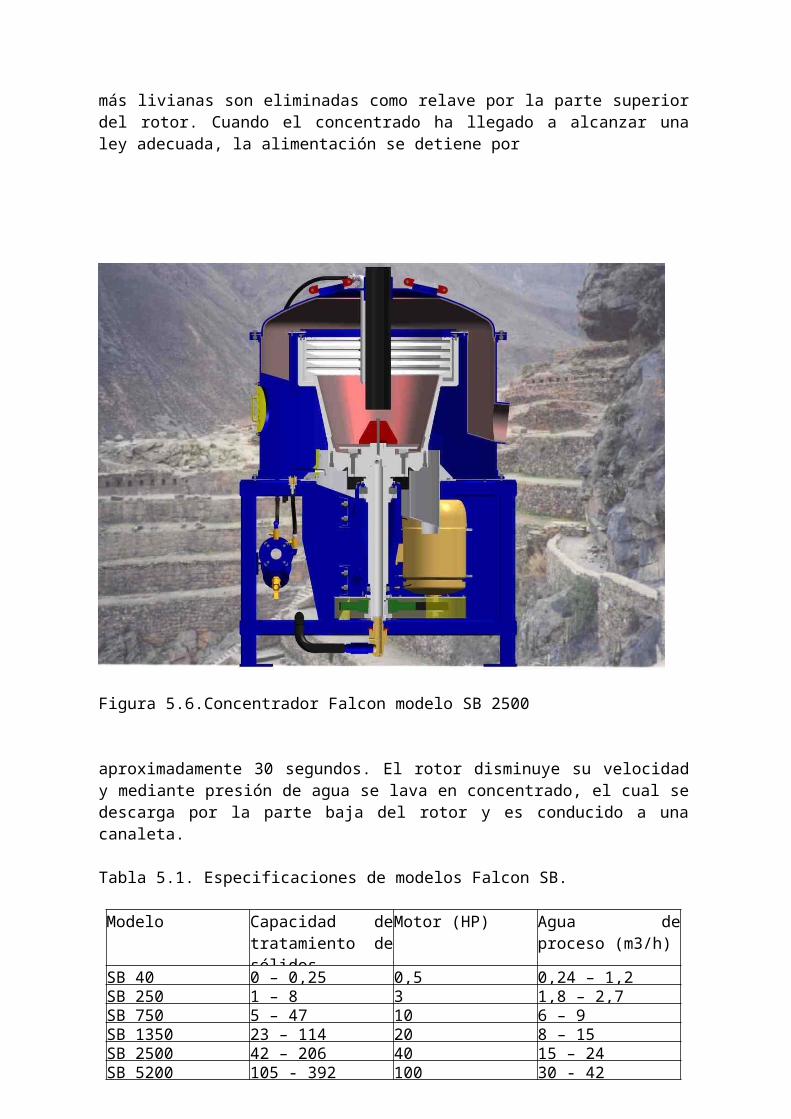
Figura 7.3. Diferentes separadores magnéticos suspendidos.
Parrillas magnéticas: Consiste en una serie de barras magnetizadoras y se utiliza para eliminar tanto partículas finas de hierro como fragmentos metálicos. Este equipo debe ser periódicamente limpiado. Las parrillas magnéticas están disponibles en el mercado con imanes convencionales o con imanes de tierras raras, estos últimos son de alta intensidad y pueden extraer del producto, contaminaciones ferrosas finas y débilmente magnéticas.
Detectores de metales: En aquellos casos en que los fragmentos metálicos no responden positivamente a los efectos magnéticos, se utiliza un detector electrónico de metales para indicar su presencia. Los detectores magnéticos son a veces utilizados para detectar fragmentos o piezas metálicas allí donde no puede emplearse o instalarse un adecuado separador convencional. Se encuentran disponibles en el mercado detectores con alto nivel de sensibilidad para ser instalados en torno de la correa transportadora, y detectores con bajo nivel de sensibilidad.
Separadores Magnéticos que Operan como Concentradores y Purificadores
Separadores magnéticos por vía húmeda
Tres tipos de separadores magnéticos por vía húmeda son los más frecuentemente usados:
Separadores de tambor con magnetos permanentes y electromagnéticos.Filtros magnéticos.Separadores magnéticos de alta intensidad por vía húmeda.
Los separadores de tambor por vía húmeda son equipos utilizados como unidades de recuperación en plantas de medios densos, en la concentración de minerales de hierro ferromagnéticos y, los separadores de alta intensidad se aplican en la separación de minerales débilmente magnéticos. Los filtros magnéticos son utilizados para eliminar o separar partículas ferromagnéticas finas de los líquidos o suspensiones de líquidos. Los separadores de alta intensidad por vía húmeda son aplicados para la separación de materiales débilmente magnéticos de los sólidos contenidos en suspensión líquida. Los tambores magnéticos por vía húmeda y los separadores magnéticos de alta intensidad por vía húmeda están diseñados para la descarga magnética continua. Los filtros magnéticos acumulan las partes magnéticas y el elemento filtrante tiene por lo tanto que ser periódicamente desmontado y limpiado.
Separadores magnéticos de tambor
En estos separadores se pueden utilizar magnetos permanentes o electromagnetos, sin embargo la tendencia actual es la substitución de estos últimos por magnetos permanentes debido a los avances y desarrollos que se han alcanzado con nuevos materiales (magnetos de tierras raras, por ejemplo).
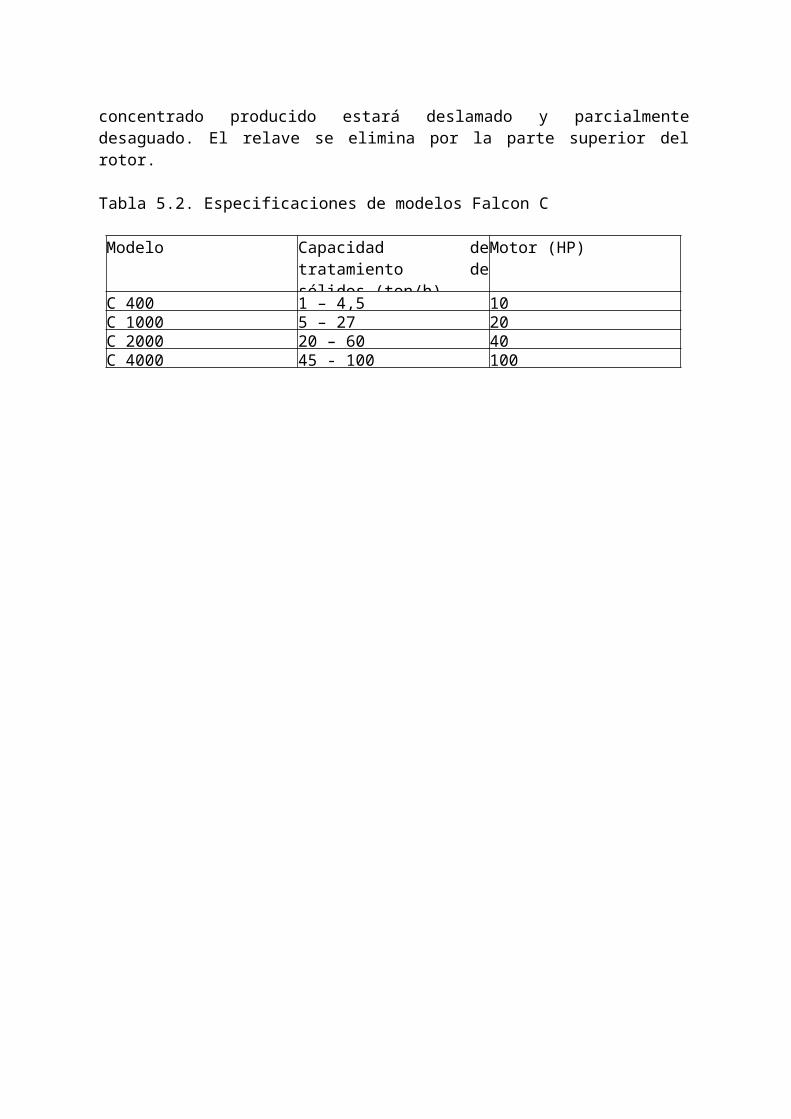
En el mercado están disponibles los separadores de baja intensidad y los de alta intensidad. Las unidades de baja intensidad son fabricados con imanes permanentes y son recomendados para la separación magnética de minerales fuertemente magnéticos, como magnetita y martita. Los equipos de alto gradiente (con tierras raras), son recomendados para la separación magnética de minerales débilmente magnéticos, contaminantes de menas de casiterita, cobre u otros o; para la concentración magnética de minerales magnéticos como hematita e ilmenita. En la figura 7.4 se presentan diferentes tipos básicos de arreglos de magnetos permanentes.
Los separadores de tambor están disponibles en el mercado en tamaños con diámetros de 24” a 48” y con anchos de hasta 120”.
Para atender las diferentes aplicaciones, los separadores de tambor en húmedo se dividen en tres tipos: concurrentes, contra-rotación y contracorriente. Básicamente, la mayor diferenciación entre estos tipos de separadores está en el diseño del estanque y en la dirección del flujo de alimentación en relación a la rotación del tambor.
Separadores de tambor del tipo concurrente. El concentrado se lleva hacia delante por el tambor y pasa a través de una abertura donde se comprime y desagua antes de dejar el separador. Estos separadores son de gran eficiencia para las operaciones en que se desea un concentrado magnético extremadamente limpio a partir de una alimentación relativamente gruesa. Es utilizado en la concentración de menas magnéticas gruesas (menor que ¼”) y relativamente libre de ultrafinos (un 15 a 22 % máximo de tamaño inferior a 200 mallas). Son ampliamente usados en los sistemas de recuperación de medio denso.
Separadores de tambor del tipo contra-rotación. En estos separadores la alimentación fluye en dirección opuesta a la rotación. Este tipo se utiliza ampliamente en operaciones de desbaste (rougher), donde es más importante obtener menores perdidas de material magnético en los relaves que un concentrado limpio. Se aplica a materiales con granulometría inferior a 40 mallas (a veces hasta materiales inferiores a 10 mallas).
Separadores de tambor del tipo contra corriente. En estos separadores las colas son forzadas a viajar en dirección opuesta a la rotación del tambor, y se descarga en el interior del canal de colas. Se utiliza para operaciones de limpieza aplicada a materiales de granulometría fina, menores a 65 mallas o más finos.
Para operaciones de recuperación de medio denso es deseable, en algunos casos, hacer una combinación entre los tipos concurrentes/contra-rotación para asegurar una recuperación óptima de magnetita o ferrosilicio. En ese caso, los relaves generados en una etapa realizada con separadores del tipo concurrente son retratados en una etapa donde se utilizan separadores del tipo contra-rotación.
En la figura 7.5 se muestran separadores magnéticos de tambor en húmedo del tipo concurrente, contra-rotación y contracorriente.
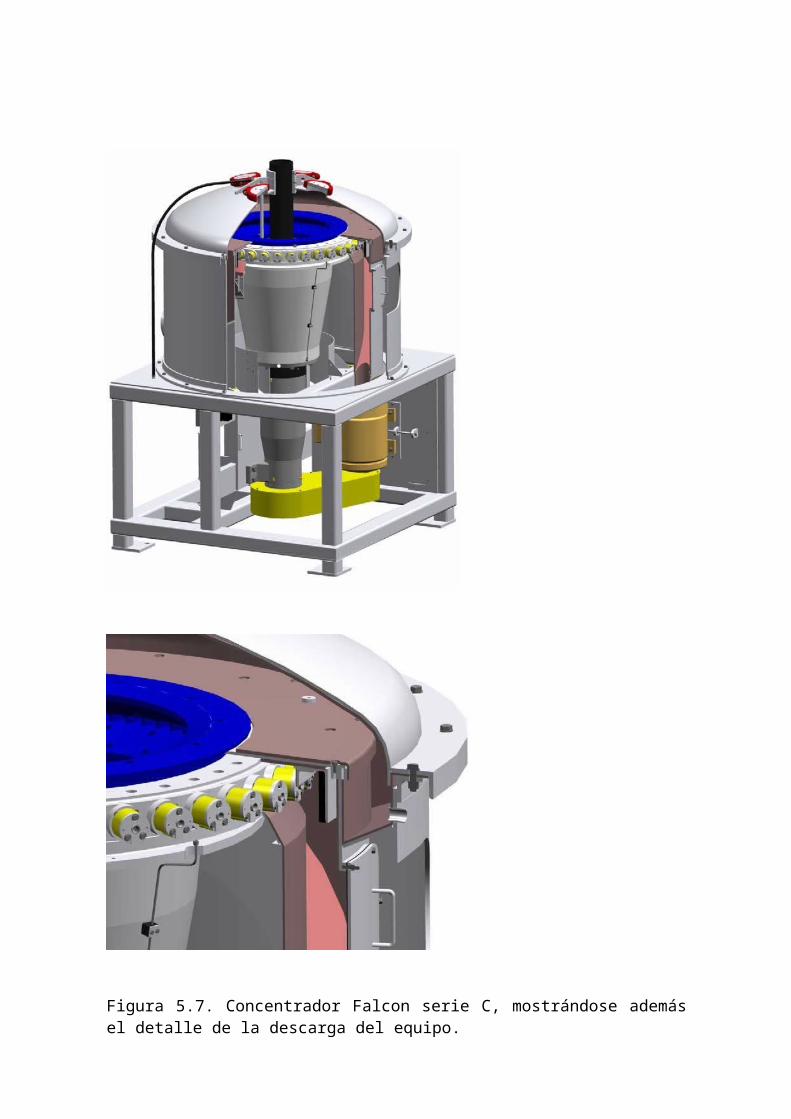
Figura 7.4. Diferentes arreglos básicos de magnetos permanentes.
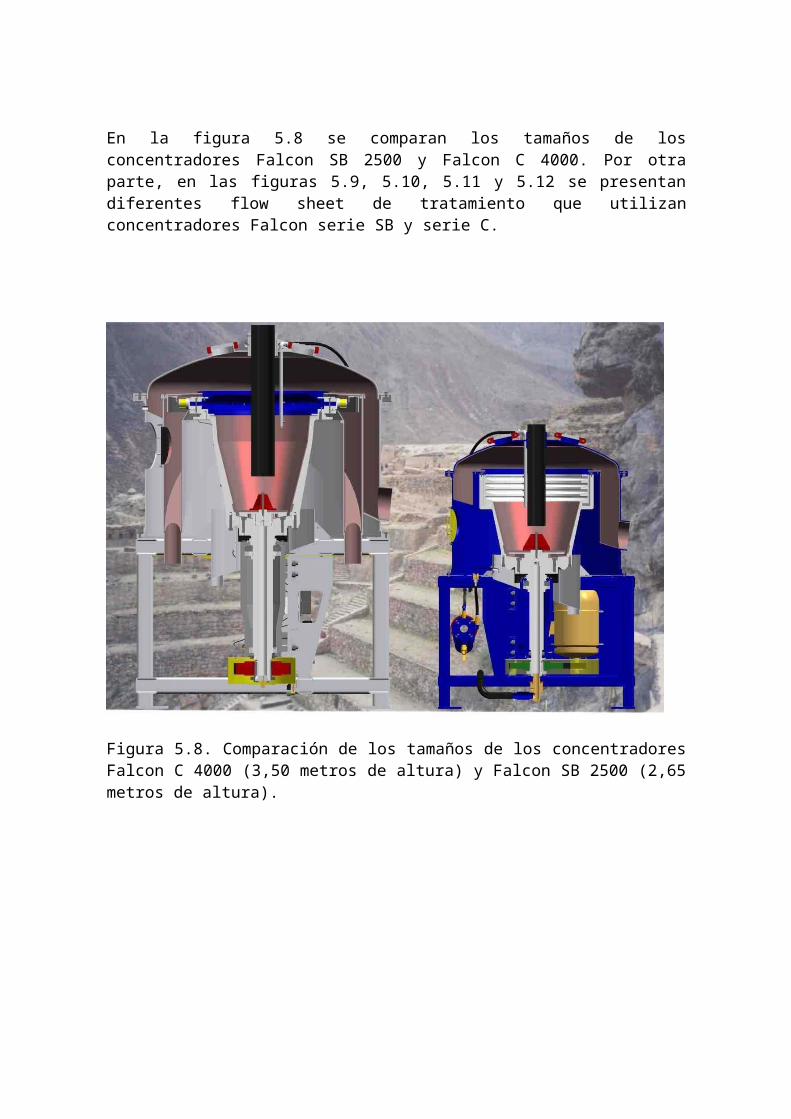
Figura 7.5. Separadores magnéticos de tambor en húmedo del tipo: (a) concurrente, (b) contra-rotación y (c) contracorriente.
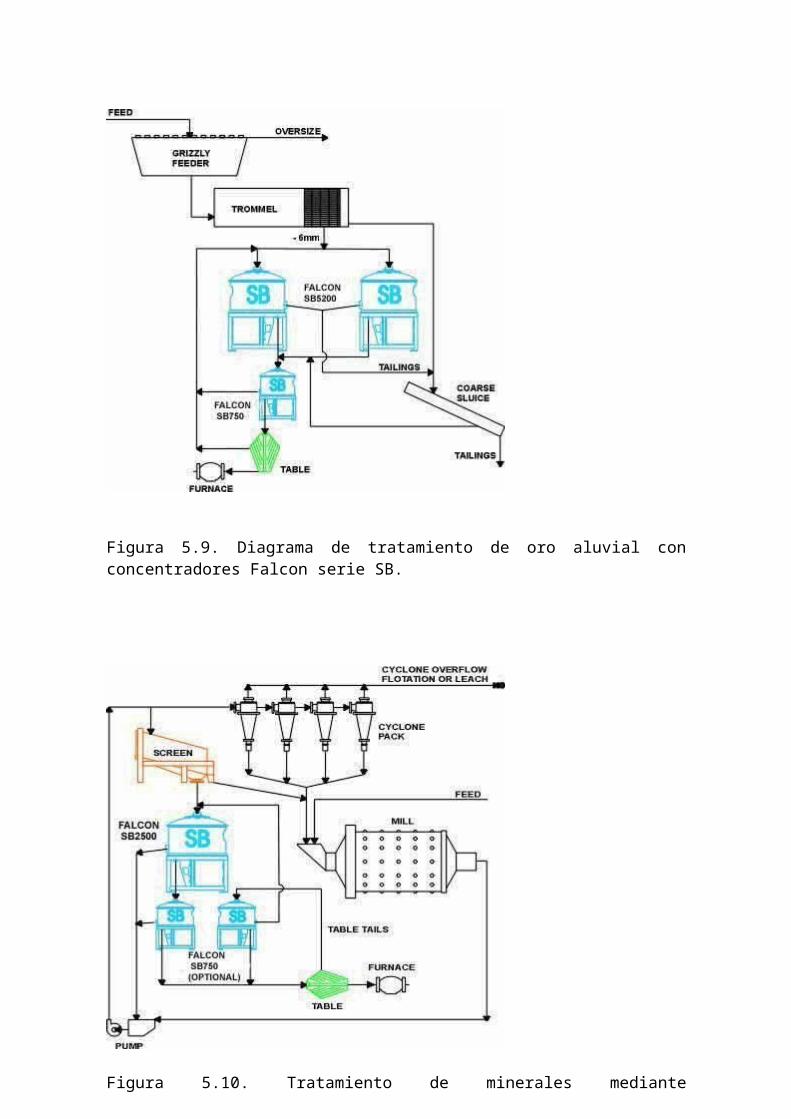
Filtros magnéticos
Los filtros magnéticos incorporan un elemento filtrante inductivamente magnetizado por un electroimán externo o fuente permanente. El material a limpiar se hace pasar a través de este elemento, en el que son recogidas las partes magnéticas. Periódicamente, el elemento filtrante tiene que ser desmontado y limpiado, para sacar las partículas magnéticas acumuladas.
Los filtros magnéticos son equipos que se aplican en el tratamiento de productos finos, a través de la separación en vía húmeda de pequeños porcentajes de contaminantes ferrosos débilmente magnéticos, contenidos en el producto. Operan con matrices de separación y generan campos magnéticos de alta intensidad (hasta 10.000 Gauss), siendo recomendados para el tratamiento de caolín, talco, feldespatos, y otros.
Separadores magnéticos de alta intensidad por vía húmeda
El desarrollo de los separadores magnéticos de alta intensidad en húmedo fue uno de los hechos más importantes del punto de vista económico, en la historia de la tecnología de la separación de minerales. La posibilidad de beneficiar grandes masas de menas débilmente magnéticas, principalmente menas de hierro, con alta recuperación, inclusive en las fracciones ultra-finas (menores que 200 mallas), solo fue alcanzada con el desarrollo de estos separadores magnéticos continuos en húmedo.
Los elementos básicos que constituyen un sistema de separación en húmedo de alta intensidad, son los siguientes:
Una bobina electromagnética que actúa como fuente de campo magnético.Un anillo circular o disco, que gira en un plano horizontal entre los polos creados por las bobinas y que contiene elementos que evitan la dispersión del flujo magnético (matriz magnética), generando al mismo tiempo condiciones de no homogeneidad de las líneas de flujo.Dispositivo para la alimentación de la pulpa y agua de lavado (tanto la alimentación como el lavado con agua se pueden hacer en varios puntos en el mismo rotor).“Chutes” o dispositivos colectores para productos magnéticos, no magnéticos y productos medios, cuando éstos existen.
Las partículas magnéticas son retiradas por la matriz, mientras que las no magnéticas son arrastradas a través del volumen magnetizado dirigiéndose a los chutes de colección y descarga. Las partículas magnéticas, por el giro del rotor, dejan la zona magnetizada promoviéndose un lavado con agua para la colección en el chute apropiado.
Los diferentes separadores existentes en el mercado utilizan básicamente los mismos elementos constructivos y el mismo principio de operación. Difieren, unos de otros, por el número de polos y por el tipo de matriz ferromagnética que utilizan.

El primer separador magnético de alta intensidad y continuo que apareció en el mercado, fue proyectado y construido en un trabajo conjunto entre la American Metal Climax y la Carpco Research and Engineering Inc., y es conocido como Separador Carpco-Amax. Posteriormente fue construida la versión continua de un separador cíclico desarrollado en Inglaterra, el separador magnético en húmedo de alta intensidad Jones, fabricado y comercializado bajo licencia por la KHD Industrieanlagem AG de Alemania. En la figura 7.6 se muestra un diagrama esquemático del separador magnético Jones de alta intensidad en húmedo tipo carrusel.
La INBRÄS-ERIZ comercializa el separador electromagnético de carrusel (WHIMS) de alta intensidad, recomendado para la separación magnética en vía húmeda de contaminantes ferrosos débilmente magnéticos contenidos en productos de minerales pesados, arena para vidrio, fosfato, etc. Se encuentra disponible desde unidades piloto de modelo CF-5 hasta unidades industriales, tales como el modelo CF-1200D, con una capacidad de 120 ton/h. En esa misma línea de equipamientos la INBRÁS-ERIEZ produce el concentrador electromagnético de carrusel del tipo “SHP”, equipamiento de alta intensidad aplicado en la concentración magnética de menas de hierro y que está disponible en unidades de 150 ton/h de capacidad.
Las aplicaciones principales de los separadores magnéticos de alta intensidad en húmedo son las siguientes:
Producción de un concentrado magnético cuando el mineral magnético es el producto requerido (por ejemplo: hematita, pirrotita, siderita, ilmenita, menas de cromo, manganeso, tungsteno, cinc, niquel, tantalio/niobio, molibdeno y otros minerales con características magnéticas)Mejoramiento de las leyes por la remoción de impurezas cuando el mineral no magnético es el producto requerido (por ejemplo: arenas vidriosas, apatita, arcilla, talco, caolín, feldespato, carbón, barita, grafito, bauxita, casiterita, etc.).Preconcentración para un tratamiento adicional por un proceso diferente (por ejemplo: minerales de uranio, oro, platino, cromo, manganeso, hierro, escorias, residuos, etc.).Recuperación de ilmenita, granate, cromita y monacita dentro de los magnéticos, y rutilo, leucoxeno, y zircón dentro de las fracciones no magnéticas de los minerales presentes en arenas.Recuperación de finos de menas de hierro incluyendo hematita especular, itabirito, taconita y limonita.Remoción de gangas magnéticas desde casiterita, menas de tungsteno, arenas de vidrio y una variedad de productos de la industria de minerales.
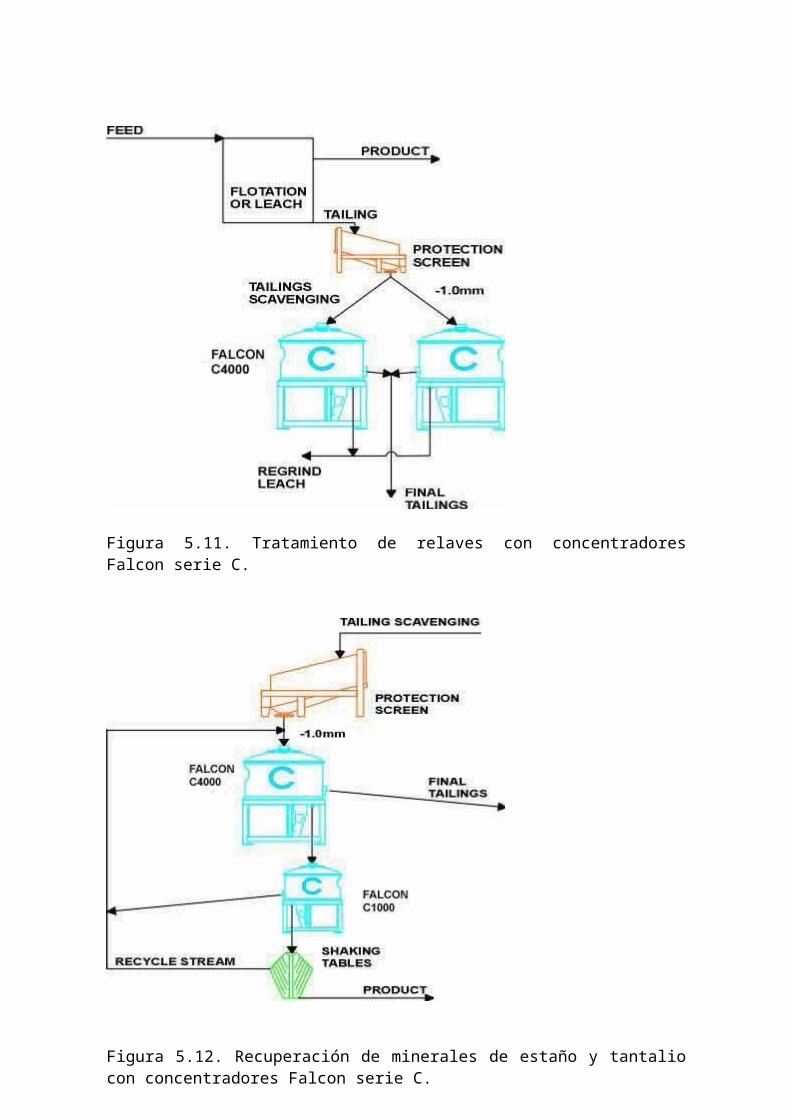
Figura 7.6. Separador magnético Jones de alta intensidad en húmedo tipo carrusel.
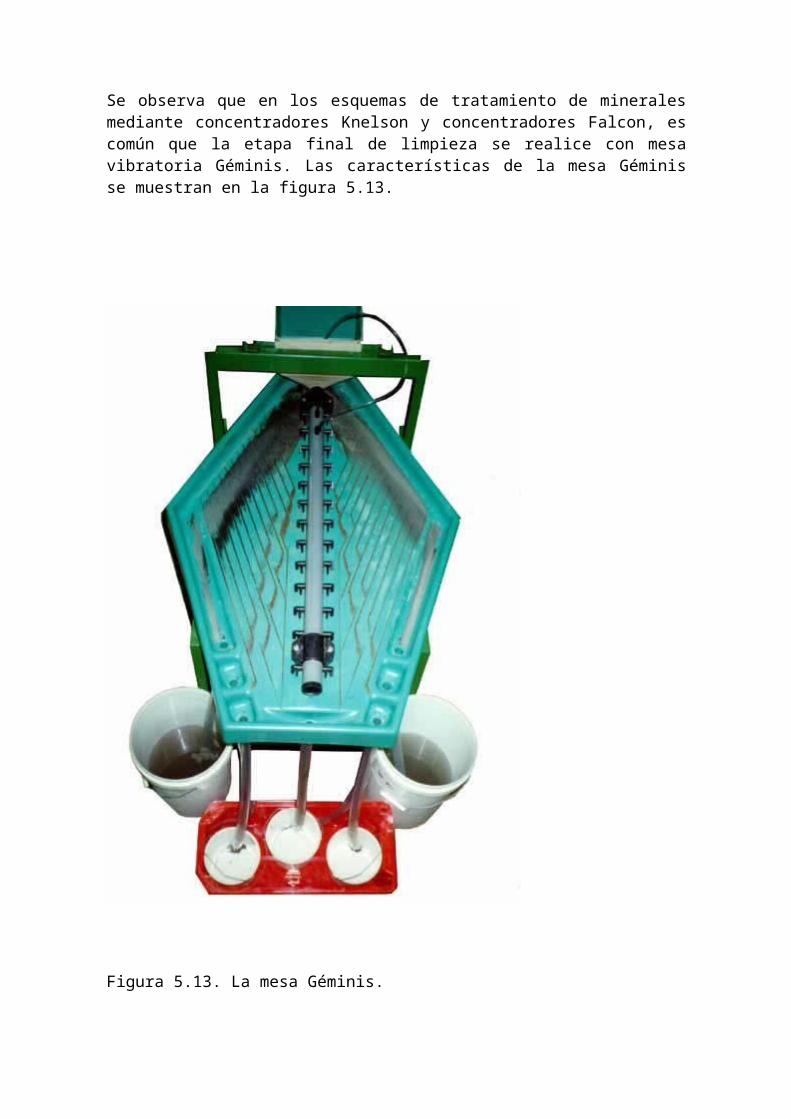
Separadores magnéticos por vía seca
Separadores magnéticos de banda transversal de alta intensidad
El separador magnético de banda transversal coge los materiales magnéticos y los quita de la cinta de alimentación descargándolos en un lado. La concentración es por elevación directa, y el producto magnético es limpio y libre de materiales no magnéticos atrapados. La banda transversal ha sido utilizada para concentrar wolframita, monacita, y otros productos minerales de valor. Son equipos de baja capacidad. En la figura 7.7. se presenta un separador magnético de banda transversal de alta intensidad.
Las principales aplicaciones son las siguientes:
Recuperación de minerales finos no magnéticos (rutilo) desde relaves magnéticos molidos.Concentración de minerales no magnéticos (casiterita) desde minerales magnéticos.Producción de wolframita, tantalita y otros minerales magnéticos de alto valor unitario.
Separadores magnéticos de rodillo de alta intensidad
El separador de rodillo inducido es usado tanto en operaciones de purificación como de concentración. Pueden ser aplicados en la concentración de minerales pesados tales como ilmenita, monacita y granada a partir de arenas de playa; reducción de óxidos de hierro en sienitos nefelínicos, dolomita y borax; remoción de cromita y pirrotita en concentrados diamantíferos o en concentración misma de cromita, wolframita, titanio, rutilo y manganeso.
Los separadores de rodillo inducido son fabricados con varias combinaciones de rodillos de tal forma que los no magnéticos van siendo retratados en etapas sucesivas. En estos separadores el material tratado debe estar seco para tener un flujo uniforme y debe encontrarse en el rango de granulométrico de 8 a 150 mallas para alcanzar buenos resultados. Los mejores resultados son obtenidos utilizando rangos granulométricos estrechos.
Algunas aplicaciones de los separadores de rodillo inducido serían las siguientes:
Remoción de ilmenita desde concentrados de rutilo.Limpieza magnética final del zircón.Remoción de contaminaciones de hierro desde arenas vidriosas y minerales de hierro desde productos industriales.
El separador magnético de rodillos de tierras raras (RE-Roll) de la INBRÄS-ERIEZ, construido con imanes de tierras raras, de alta intensidad y de elevado gradiente, se
Figura 7.7. El separador magnético de banda transversal de alta intensidad.
fabrica con rodillos de 5” hasta 60” de ancho y en diámetros de 3” o 4”, lanzándose más recientemente la versión con rodillo de 12” de diámetro. Estos separadores se encuentran disponibles con 1, 2 o 3 rodillos, posicionados en cascada en el mismo equipamiento y son recomendados para la separación o concentración magnética en vía seca, de minerales débilmente magnéticos. También está disponible en el mercado el separador magnético de rodillos de alta intensidad, Magnaroll 2000, que ofrece la Australian Magnetic Solutions en cooperación con la Magnapower Ltd., y que es fabricado con magnetos permanentes de tierras.
El esquema de un separador magnético de rodillo inducido de tres etapas en seco se muestra en la figura 7.8, mientras que en la figura 7.9 se presenta un separador magnético de rodillo de alta intensidad, Magnaroll.
Separadores magnéticos de tambor por vía seca, de baja, mediana y alta intensidad
Para la concentración de menas de hierro magnetíticos, purificación de escorias finamente molidas, arenas de fundición y materiales en la industria del cemento, están disponibles los separadores de tambor de alta velocidad y baja intensidad para beneficiamiento en seco. Estos separadores utilizan además de la fuerza magnética y de la fuerza de gravedad, el efecto de centrifugación en la obtención de una mejor separación. Emplean una velocidad periférica de 90 a 450 m/min y tienen una capacidad de 15 a 50 ton/h por metro de ancho del tambor. Las capacidades mayores se presentan para materiales más gruesos, y algunos fabricantes señalan una capacidad de hasta 120 ton/h por metro de ancho en operaciones de desbaste con menas magnéticas en el rango granulométrico de 1” a ¼”. Son más eficientes en la separación de materiales ya clasificados en rangos granulométricos más estrechos, pudiendo separar materiales en rangos de tamaños gruesos (por ejemplo, entre 1” y ¼”) y en rangos granulométricos relativamente finos (por ejemplo, 100 mallas). Como regla general, se debe señalar que cuanto más fino es el material mayor debe ser la velocidad periférica. Los tamaños más comunes para este tipo de tambor son 36” de diámetro y hasta 120” de ancho.
Recientemente, separadores de tambor de alta intensidad con magnetos permanentes de tierras raras para operaciones en vía seca están disponibles en el mercado. La INBRÁS- ERIZ ofrece unidades de potencia media de diámetro 12” y en unidades de alta potencia de 15” a 20”. Este separador se aplica en la separación o en la concentración de minerales medianamente magnéticos (unidades de diámetro 12”) o de minerales débilmente magnéticos (unidades de 15” y 24” de diámetro).
Separadores magnéticos de tambor de mediana y alta intensidad para operar en seco son fabricados por Eriez Magnetics, International Process Systems Inc., KHD Humbold Wedag AG, Elektromag, entre otras empresas.
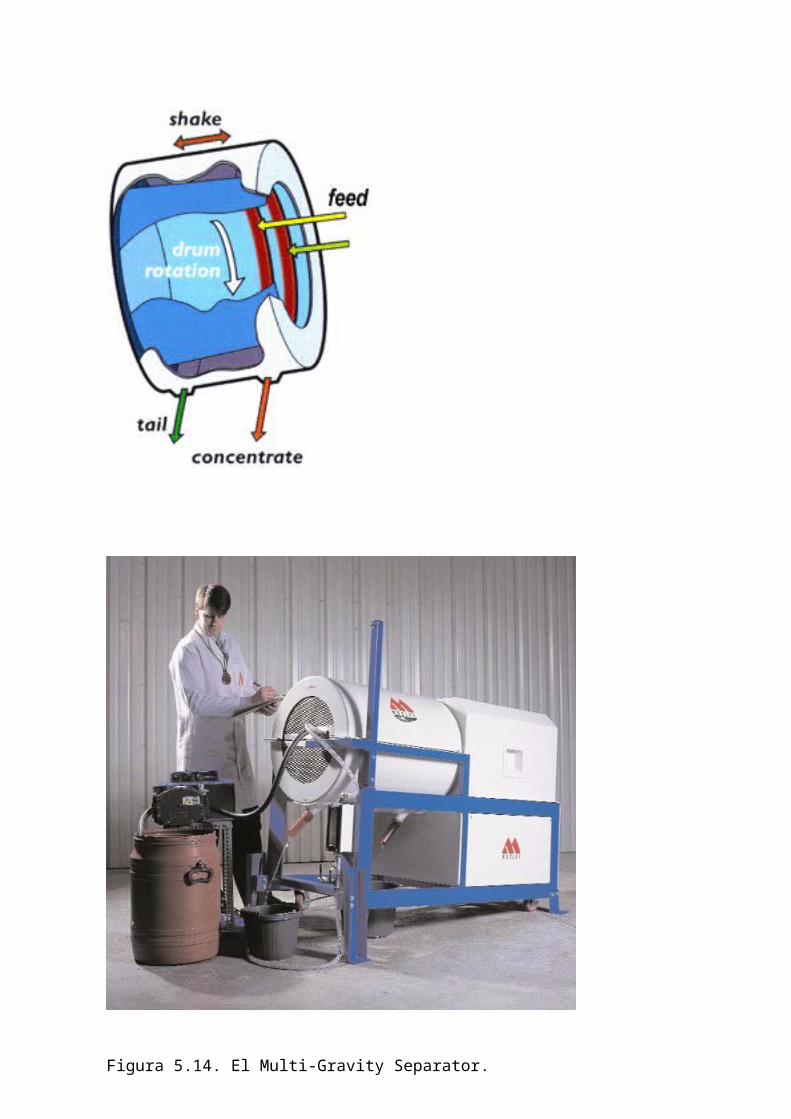
Figura 7.8. Esquema de un separador magnético de rodillo inducido en seco de tres etapas.
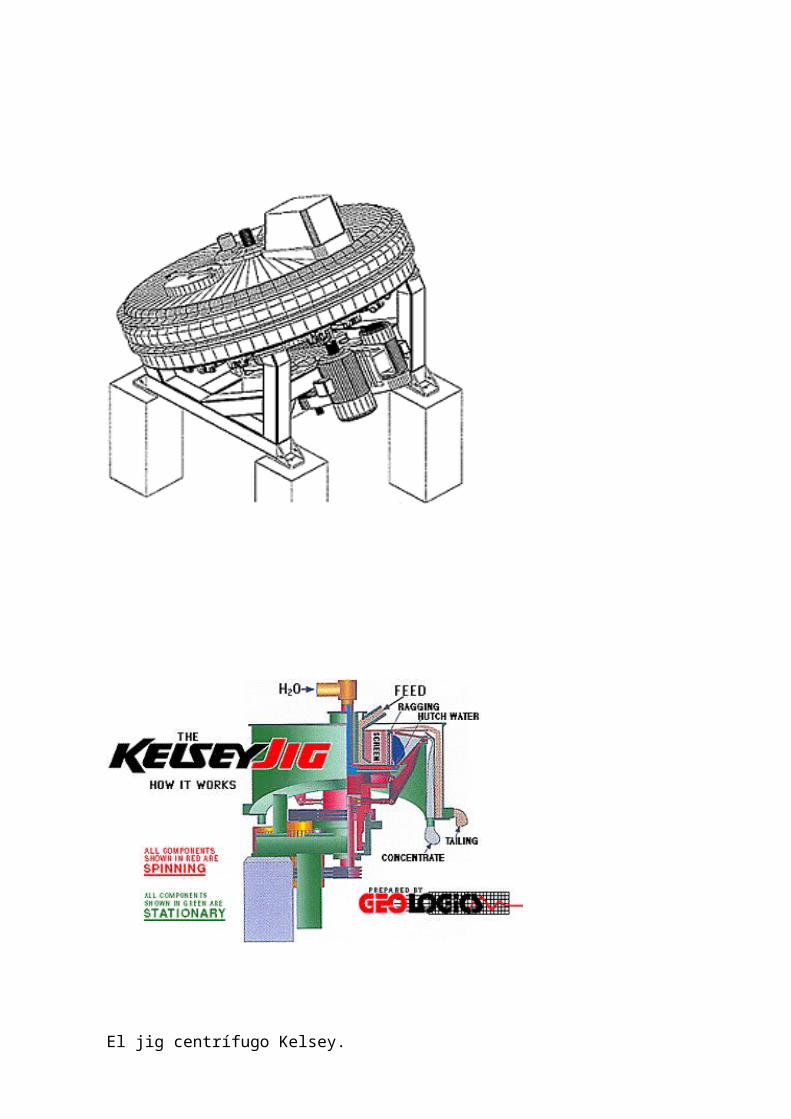
Figura 7.9. Separador magnético de rodillo de alta intensidad en seco, Magnaroll.
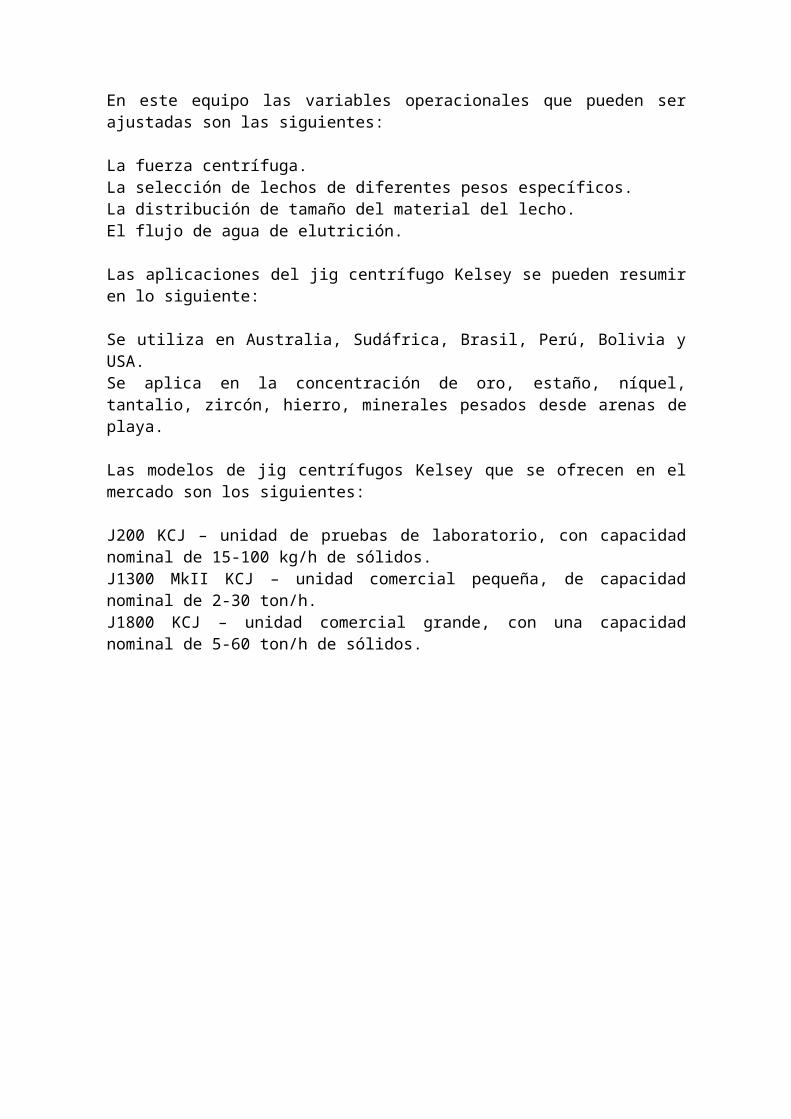
Aplicaciones Generales de los Separadores Magnéticos que Utilizan Magnetos Permanentes de Tierras Raras
Los separadores magnéticos con magnetos permanentes de tierras raras incorporan recientes avances en la tecnología de magnetos, usando magnetos permanentes de aleaciones de tierras raras de alta calidad. Estos magnetos y las innovaciones en ingeniería permiten alcanzar una alta efectividad en la separación en seco de minerales paramagnéticos, con una elevada capacidad de tratamiento.Las aplicaciones más importantes de los separadores magnéticos de rodillo con magnetos de tierras raras y separadores magnéticos de tambor con magnetos de tierras raras serían las siguientes:
Producción de concentrado de ilmenita basada en las razones TiO2/Fe2O3.Mejoramiento de las leyes de estaurolita y granate dentro de los magnéticos y producción de zircón dentro de los no magnéticos.Producción de arenas vidriosasEliminación de impurezas magnéticas desde concentrados de gemas preciosas.Reducción de contaminante de hierro desde acopios de alimentación granular.Aplicaciones en procesos de reciclaje, procesamiento de alimentos, industria farmaceutica e industria de abrasivos.
CONCENTRACIÓN ELECTROSTÁTICA
Introducción
El principio de la separación electrostática está basado en el hecho de que si uno de los materiales en una mezcla de partículas pueden recibir una carga superficial al entrar a un campo electrostático, las partículas de este material serán repelidas por uno de los electrodos y atraídas hacia el otro, dependiendo del signo de la carga de las partículas.
Las técnicas convencionales de separación electrostática emplean las fuerzas desarrolladas entre partículas cargadas y los electrodos de campo para establecer trayectorias, y a partir de éstas tornar efectiva la separación. El arte y al ciencia de la concentración electrostática se encuentra en la habilidad de cargar selectivamente una o más especies minerales que componen una mezcla, tornándolas de comportamiento diferente en el campo eléctrico.
La separación electrostática es aplicada como un proceso de concentración sólo a un pequeño número de minerales, sin embargo, donde ella se aplica, es altamente exitosa. Es frecuente combinarla con separación gravitacional y magnética para tratar minerales no sulfuros.
La mayor aplicación de la separación electrostática ha sido en el procesamiento de arenas de playa y depósitos aluviales conteniendo minerales de titanio. Hay pocas plantas de tratamiento de arenas de playa en el mundo, que no usan la separación electrostática para separar rutilo e ilmenita de zircón y monacita. La mayoría del rutilo y zircón se produce en Australia, y todas las plantas utilizan separación electrostática. La separación electrostática es usada también en otros minerales, tales como: casiterita, columbita, minerales de ganga obtenidos desde concentración de ilmenita, hematita, etc.
Componentes de la Concentración Electrostática
Los sistemas de separación electrostática contienen a lo menos cuatro componentes:
Un mecanismo de carga y descarga.Un campo eléctrico externo.Un sistema que regule la trayectoria de las partículas no eléctricas.Un sistema de colección para la alimentación y productos.
Los mecanismos de carga y descarga resultan de una de las siguientes categorías de distribución de carga:
Partículas de dos especies diferentes entran en un campo eléctrico en una zona de separación portando una carga eléctrica de signo opuesto.Partículas de dos especies diferentes entran en una zona de separación donde un solo tipo de partícula lleva una carga eléctrica significativa.
Partículas entran en la zona de separación, de modo que partículas de diferentes especies llevan carga del mismo signo, pero la magnitud de la carga eléctrica es significativamente diferente.Partículas de diferentes especies entran en la zona de separación con momentos bipolares significativamente diferentes.
Se requiere un campo eléctrico, el cual es definido por alguna configuración de límites equipotenciales y una fuente de alto voltaje. Los rangos de potencial eléctrico son del orden de 10 a 100 kV y generalmente son unidireccionales.
La separación física de dos tipos de partículas es siempre realizada ajustando las fuerzas y el tiempo que actúan estas fuerzas sobre éstas, de modo que partículas de diferentes tipos tendrán trayectorias diferentes en tiempos predeterminados. En adición a las fuerzas eléctricas, es generalmente ventajoso utilizar fuerzas de gravedad, centrífuga, o fricción, para efectuar una clasificación selectiva.
Mecanismos para Cargar Partículas
A pesar de que hay varias formas de cargar partículas, sólo tres mecanismos de cargado son usados en la separación electrostática comercial:
Cargado mediante electrificación por contacto y fricción.Cargado por bombardeo de iones o electrones.Cargado por inducción conductiva.
Cargado de partículas mediante electrificación por contacto
Se observa que cuando superficies de minerales no similares son colocadas en contacto, intercambian cargas entre sí con la consecuente perturbación del equilibrio individual. La electrificación por contacto es conocida también como electrificación por roce. En esta forma de cargado eléctrico, partícula contra partícula, el área de contacto es normalmente muy pequeña tornándose necesario promover a través de la acción mecánica el revolvimiento de estas partículas, generando de esta forma apreciable carga media superficial. Si el material está constituido de partículas levemente conductoras, la densidad de carga resultante frecuentemente se torna suficiente para ser utilizada en un mecanismo de separación eléctrica. Se observa que si no hay un intenso contacto de partículas unas contra otras, la separación no es verificable.
La electrificación por contacto es el mecanismo más frecuentemente usado para cargar partículas selectivamente, y permitir una separación electrostática de dos especies de materiales dieléctricos. Ejemplos típicos son la separación de feldespatos desde cuarzo; cuarzo desde apatita y; halita desde silvita.
Como regla general, si dos materiales dieléctricos son contactados y separados, el material con la constante dieléctrica mayor se carga positivamente. Sin embargo, en el
caso de los minerales esto no es particularmente así, ya que las propiedades eléctricas de un mineral pueden variar ampliamente debido a la presencia de trazas de impurezas.
En la figura 8.1. se muestra el diseño esquemático de un separador electrostático de caída libre, basado en el cargado de partículas por electrificación por contacto.
Los datos y resultados de una separación electrostática típica de laboratorio utilizando una mezcla artificial de fosfato y cuarzo se presentan a continuación:
Flujo de alimentación: 200 lb/h por pulgada de ancho del electrodo. Espaciamiento de los electrodos: 6 pulgadas.Diferencia de potencial entre los electrodos: 60.000 V. Tamaño de partículas: 0,15 a 0,30 mm.
Tabla 8.1. Resultados de separación electrostática a escala de laboratorio de una mezcla artificial de fosfato y cuarzo.
Productos % Peso % Fosfato % CuarzoAlimentación 100 50 50Concentrado 47 97,1 2,9Relave 53 8,2 91,8
Sin embargo, es importante señalar que la separación electrostática de una mena a escala industrial no es fácil. En general, los productos finales que se obtienen resultan de varias etapas de limpieza y scavenger.
Cargado por corona – El separador de alta tensión
Cuando la mena está compuesta de una mezcla de minerales buenos y malos conductores eléctricos, la mezcla puede ser separada generalmente por el uso de procesos de alta tensión. Aplicaciones típicas son la separación de rutilo e ilmenita (conductores) desde zircón y otros minerales no conductores encontrados en arenas de playa, y la separación de cuarzo (aislante) desde especularita (conductor).
En este tipo de separación electrostática todas las partículas, conductoras y no conductoras, son cargadas debido al alto campo eléctrico producido por el electrodo de corona ionizado que genera un flujo de iones. La separación electrostática de cargado por corona, llamada separación por corona, se puede aplicar para la separación de partículas con diferentes conductividades debido al fuerte campo eléctrico aplicado.
En los separadores de alta tensión la alimentación se realiza en el rotor (tambor rotatorio) conectado a tierra y entra al campo de un electrodo ionizado cargado. Las partículas alimentadas aceptan una carga por bombardeo de iones. Las partículas conductoras pierden su carga en el rotor conectado a tierra y son lanzadas desde la superficie del rotor por la fuerza centrífuga, lejos de la superficie del rotor. Las partículas no conductoras no son capaces de disipar su carga rápidamente en el rotor, y de ese modo, son atraídas a la superficie del rotor. En la figura 8.2 se presenta un separador electrostático de alta tensión.
Figura 8.1. Separador electrostático de caída libre basado en le cargado mediante electrificación por contacto.
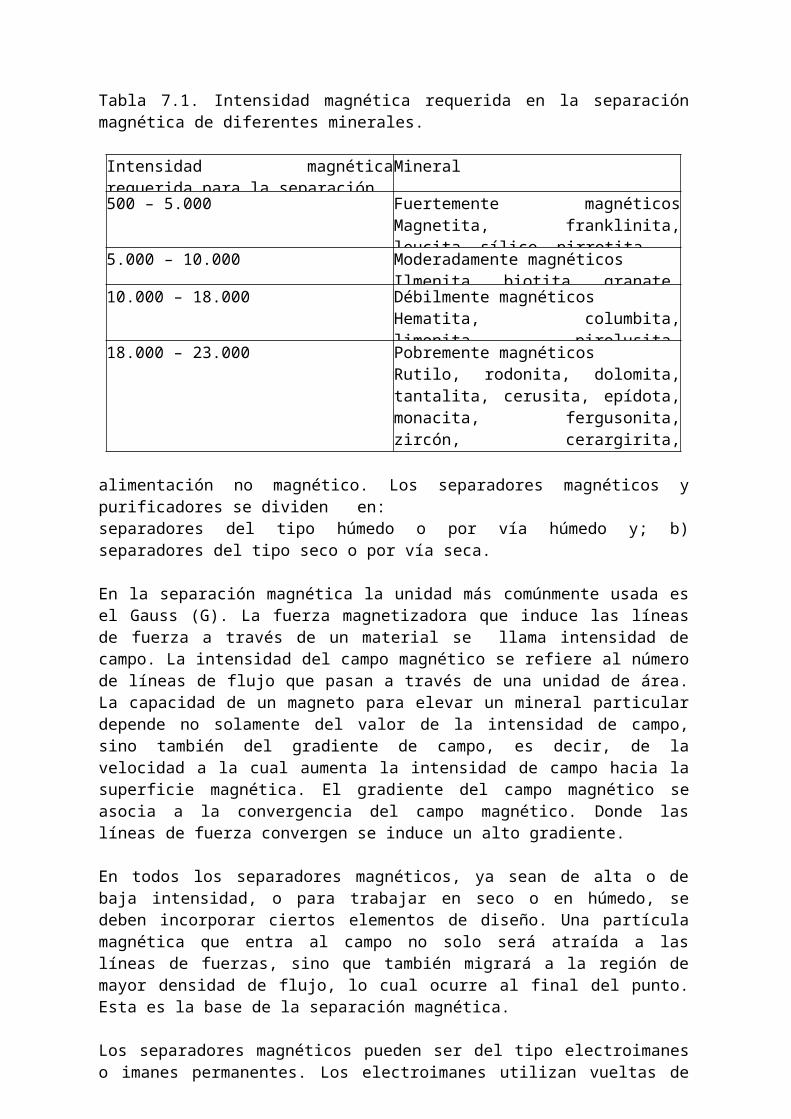
Figura 8.2. Separador electrostático de alta tensión.
Con respecto al comportamiento de algunos minerales frente a un separador de alta tensión, se puede señalar lo siguiente: minerales fijados al rotor del equipo (no conductores): apatita, barita, calcita, corindón, granate, yeso, monacita, scheelita, turmalina, zircón; minerales que son lanzados del rotor del equipo (conductores): casiterita, cromita, galena, oro, diamante, hematita, magnetita, rutilo, esfalerita, wolframita.
Un separador de alta tensión tiene una capacidad de alrededor de 1000 a 1200 lb/h por pie de rotor. Los rotores de estos equipos que son utilizados para arenas de playa, son generalmente de 6 pulgadas de diámetro y 5 pies de largo, y normalmente operan a la velocidad de 300 a 500 rpm.
Cargado por inducción
Si una partícula se coloca sobre un conductor conectado a tierra en la presencia de un campo eléctrico, la partícula desarrollará rápidamente una carga superficial por inducción. Ambas, las partículas conductoras y no conductoras llegarán a ser polarizadas, pero la partícula conductora tendrá una superficie completamente equipotencial. La partícula no conductora permanecerá polarizada. Este tipo de mecanismo de cargado de partículas se muestra en la figura 8.3.
En el cargado por inducción la mezcla de minerales a ser separada se alimenta a un tambor que rota y pasa a través de un campo eléctrico generado por un electrodo tubular de alto voltaje. Las partículas conductoras obtienen carga por inducción por un periodo corto de tiempo, dependiendo de su superficie conductiva. La carga inducida tiene una polaridad inversa a la del electrodo de alto voltaje. Por lo tanto, una fuerza atractiva se originará hacia el electrodo con respecto a las partículas conductoras, con lo cual las partículas serán dirigidas desde la superficie del rotor en dirección del electrodo. Las partículas no conductoras no se cargarán significativamente durante su residencia en el rotor y su carga será pequeña para afectar un movimiento hacia el electrodo de alto voltaje.
Equipamientos comerciales típicos incluyen el separador tipo rodillo (figura 8.4) y el separador de placa inclinada (tobogán) (figura 8.5). La capacidad de estas máquinas es de alrededor de 300 a 1400 lb/h por pie de ancho del electrodo.
En Australia en el tratamiento de arenas de playa, se utiliza extensivamente el separador electrostático Reichert de placa tipo harnero (figura 8.6). Este separador se usa para limpiar las partículas no conductoras concentradas previamente por el uso de una máquina de descarga por corona. Las partículas conductoras pasan a través del electrodo del harnero como concentrado. Debido a que la electrificación por contacto es también un mecanismo activo, la polaridad de los electrodos es muy importante. La capacidad de estas máquinas para aplicaciones en arenas de playa es de alrededor de 1,5 ton/h, utilizando un separador de 6 pies de ancho.
Figura 8.3. Partículas cargadas por inducción.
Figura 8.4. Separador electrostático tipo rodillo.
Figura 8.5. Separador electrostático de palca inclinada (tobogán).
Figura 8.6. Separador electrostático Reichert de placa tipo harnero.
Separadores Electrostáticos
Separadores electrostáticos electrodinámicos
Los separadores electrostáticos del tipo electrodinámicos son comúnmente llamados separadores de alta tensión. En estos separadores la alimentación se realiza en el rotor (tambor rotatorio) conectado a tierra y entra al campo de un electrodo ionizado cargado. Las partículas alimentadas aceptan una carga por bombardeo de iones. Las partículas conductoras pierden su carga en el rotor conectado a tierra y son lanzadas desde la superficie del rotor por la fuerza centrífuga, ellas entonces están bajo la influencia del campo electrostático del electrodo no ionizado y son lanzadas lejos de la superficie del rotor. Las partículas no conductoras no son capaces de disipar su carga rápidamente en el rotor, y de ese modo, son atraídas a la superficie del rotor. En la figura 8.7 se muestran los lugares donde se depositan las partículas conductoras, no conductoras y los materiales “middlings”, al operar un separador electrodinámico o de alta tensión.
En estos separadores el tamaño de las partículas alimentadas influye en la acción del separador, ya que la carga en la superficie de las partículas gruesas es menor en relación a su masa, que en las partículas finas. Por lo tanto, una partícula gruesa es más fácilmente lanzada desde la superficie del rotor, en cambio, las partículas conductoras finas tenderán a ser atrapadas por partículas no conductoras, debido a su menor masa. Así, las partículas finas tienden a concentrarse con la fracción no conductora. Como resultado de esto, es normal en la práctica, utilizar sistemas de limpiado en varias etapas con los separadores ordenados en bancos (figura 8.8).
Los separadores de alta tensión operan en un rango amplio de tamaños de partículas. Con arenas de playas es posible trabajar en un rango de tamaño de 50-100 micrones, aunque un rango de tamaño menor es deseable y más común. Con menas de hematita, tamaños menores a 1 mm se aceptan, sin embargo, partículas menores que 75 micrones causan problemas.
En cuanto a los tamaños de los separadores, se encuentran de diferentes tamaños. La capacidad de un separador de alta tensión depende de varios factores, así, capacidades de 2500 kg/h por metro de longitud del rotor son obtenidas con menas de hierro, y aproximadamente 100 kg/h por metro, con minerales de arenas de playa.
Para optimizar el rendimiento de un separador de alta tensión deben considerarse las siguientes variables: flujo de alimentación, velocidad del rotor, posición y voltaje del electrodo y la posición del separador del producto obtenido.
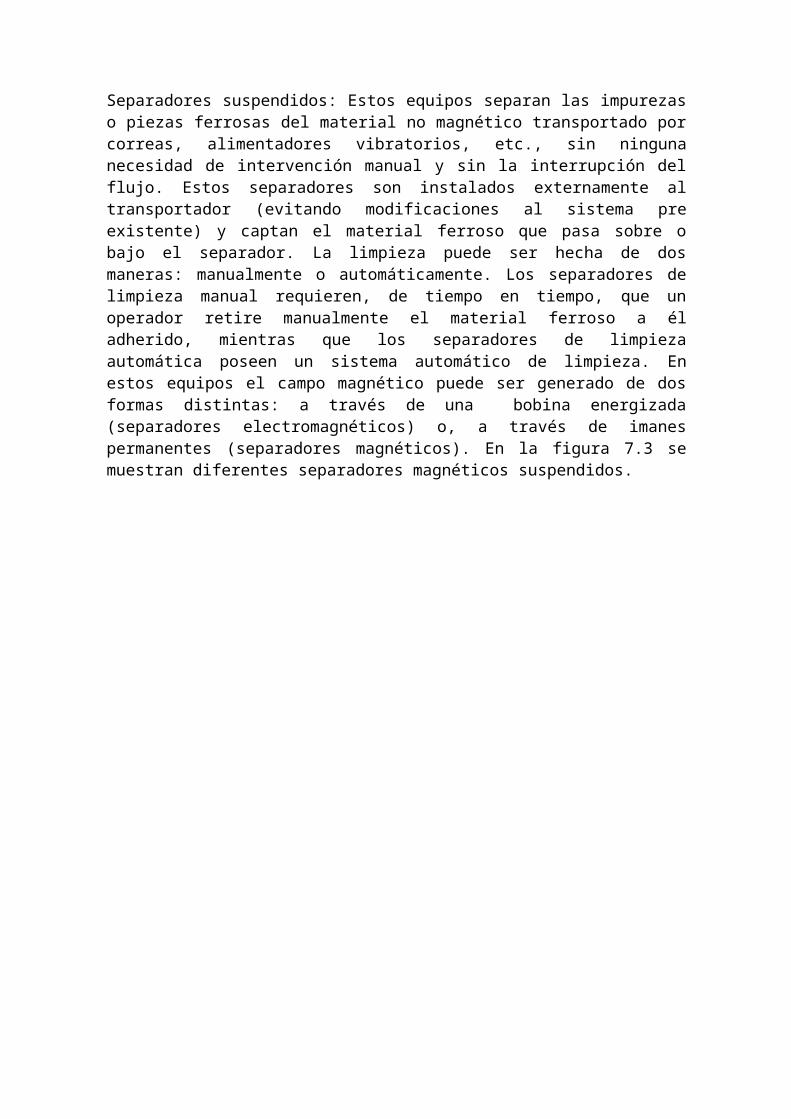
Figura 8.7. Separador electrodinámico o de alta tensión.

Figura 8.8. Esquema de posibles configuraciones de separadores electrostáticos ordenados en bancos.

Separadores electrostáticos “Electro-estáticos”
Inicialmente los separadores electrostáticos fueron del tipo placa electro-estática. Los separadores de placa de caída libre, en los cuales las partículas caen entre dos placas verticales (una placa cargada positivamente y la otra placa cargada negativamente, con un alto gradiente de voltaje entre ellas), ha sido usada para separar silvita desde halita, feldespato desde cuarzo, y fosfato desde cuarzo. Sin embargo, este tipo de separador no se usa mayormente.
Hay dos tipos de separadores electro-estáticos que se fabrican: el separador tipo rotor y el separador tipo placa.
El separador tipo rotor
El separador electro-estático tipo rotor (figura 8.9) es similar, en apariencia, al separador de alta tensión. Sin embargo, el separador electro-estático no presenta el electrodo ionizado. En ese lugar hay un solo electrodo largo que produce un campo eléctrico. Aunque la partícula sea conductora o no conductora, ella puede considerarse como una partícula que puede llegar a polarizarse.
Sin embargo, tal como se aprecia en la figura 8.3., una partícula conductora rápidamente llega a tener una superficie equipotencial y tiene el mismo potencial que el del rotor conectado a tierra, por lo cual, será atraída hacia el electrodo. Así, la partícula conductora es lanzada desde la superficie por la atracción con el electrodo, mientras que la partícula no conductora continúa adherida a la superficie del rotor, hasta que la gravedad produzca su caída. De este modo, la separación se alcanza, pero con mecanismos de cargado de la partícula diferente al empleado en el separador de alta tensión.
El separador tipo placa
Se fabrican dos separadores del tipo placa: el separador electro-estático de placa y el separador electro-estático de malla (harnero). Los principios operacionales son similares. Las partículas son cargadas por inducción y las conductoras adquieren una carga opuesta al electrodo. De ese modo, las partículas conductoras son atraídas hacia el electrodo. Las no conductoras continúan hacia abajo en la placa o a través del harnero. Los separadores electro-estáticos de placas y harnero se aprecian en las figuras 8.10 y 8.6, respectivamente.
En los separadores electro-estáticos, las partículas finas son las más afectadas por las fuerzas débiles involucradas, por lo cual, el producto conductor preferentemente contiene partículas conductoras finas. Al mismo tiempo, no hay tendencia para las partículas gruesas no conductoras a entrar en el flujo conductor. Debido a que estos separadores actúan primeramente sobre las partículas conductoras, ellos son usados, principalmente, para la limpieza de una cantidad pequeña de partículas conductoras,
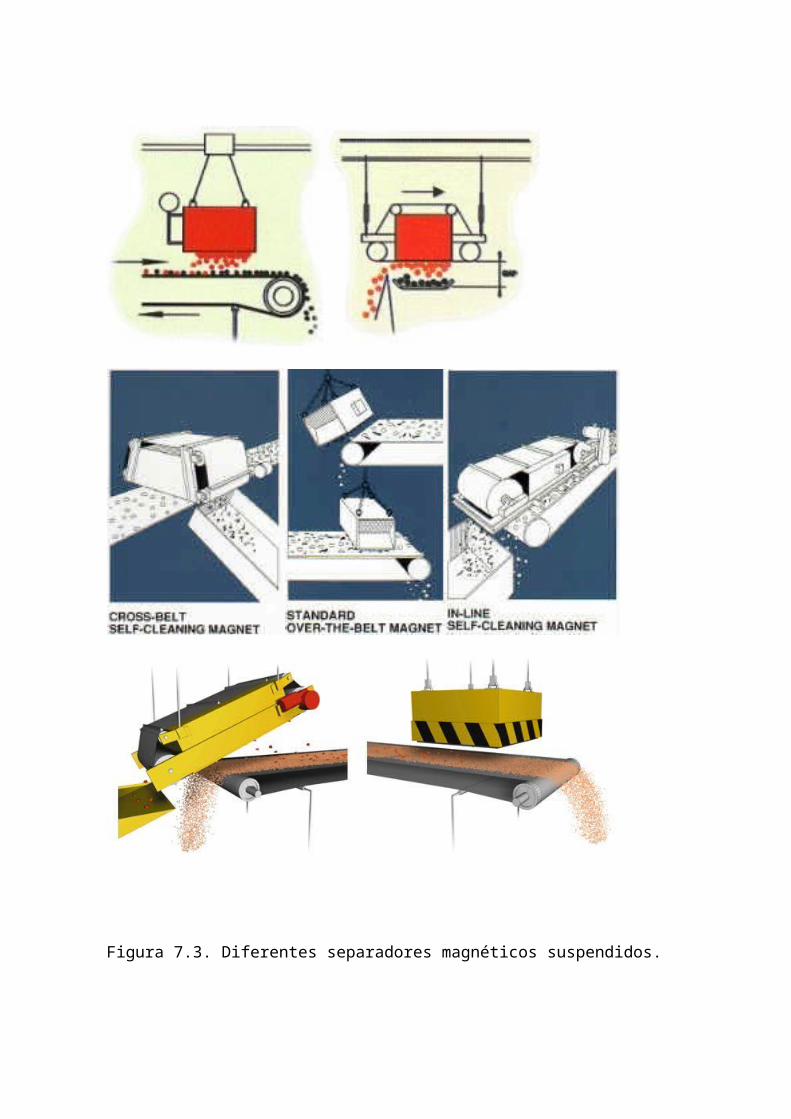
desde una gran cantidad de partículas no conductoras. En particular, su principal uso es en la limpieza de pequeñas cantidades de rutilo e ilmenita en concentrados de zircón.
Estos separadores son usados generalmente en bancos, tal como se aprecia en la figura8.11 con las partículas no conductoras siendo re-limpiadas a través del separador.
Figura 8.9. Separador electro-estático tipo rotor.
Figura 8.10. Separador electro-estático de placa.
Figura 8.11. Esquema del ordenamiento en bancos de los separadores electro-estáticos:(a) separador de placas; y b) separador de harneros.
8.5. Diagramas de Flujo con Separadores Magnéticos y Electrostáticos
En el procesamiento de ilmenita de las arenas de playa existe la probabilidad de algún traslape en la aplicación de los separadores magnéticos y separadores electrostáticos de alta tensión. La tabla 8.2 muestra algunos de los minerales comúnmente presentes en las arenas de playa, junto con las propiedades relacionadas a la separación magnética y de alta tensión.
Tabla 8.2. Minerales característicos de arenas de playa.
Minerales magnéticos Minerales no magnéticosMagnetita – T Rutilo – TIlmenita – T Zircón – PGranate – P Cuarzo - PMonacita - P
T: Minerales repelidos por la superficie de un separador electrostático de alta tensión. P: Minerales fijados a la superficie de un separador electrostático de alta tensión.
Las arenas de playa comúnmente se operan con dragas flotantes que alimentan concentradores flotantes de hasta 2000 ton/h o más. El concentrador flotante el cual consiste de un complejo circuito de conos Reichert o espirales, mejora el contenido de mineral pesado desde alrededor de 2 % en la alimentación, hasta 90 % en el concentrado, desechando el cuarzo y el granate, si es necesario. El concentrado por gravedad se transfiere después al sitio del concentrador permanente para un enriquecimiento adicional mediante una combinación de separación de alta tensión y magnética (figura 8.12).
Los separadores de tambor de baja intensidad eliminan cualquier magnetita presente en la alimentación, después que los separadores magnéticos húmedos de alta tensión separan la monacita y la ilmenita del zircón y el rutilo. La separación de alta tensión para producir la separación final, se hace después de secar esta dos fracciones, aunque algunas veces se lleva a cabo una limpieza adicional mediante separadores electrostáticos. Por ejemplo, se usan separadores electrostáticos de harnero para limpiar concentrados de monacita y zircón. De manera similar, los separadores electrostáticos de placa se usan para rechazar las partículas no conductoras gruesas de los concentrados de ilmenita y rutilo.
En la figura 8.13 se presenta la concentración de una mena que contiene alrededor de 35% de Fe, correspondiente a minerales de magnetita y hematita especular. La mena después de la trituración y la molienda se alimenta a los bancos de los concentradores de espiral primarios y limpiadores. El concentrado de las espirales se filtra, seca y limpia en separadores Carpio con rodillo de alta tensión. Las colas de las espirales se espesan, y posteriormente se tratan en separadores magnéticos de tambor para eliminar la magnetita residual, seguida por los separadores magnéticos Jones de alta tensión en húmedo, los cuales extraen cualquier hematita remanente. Los concentrados magnéticos se clasifica, se secan y se mezclan con el producto de alta tensión, para dar un concentrado final de 65 % Fe.
Figura 8.12. Diagrama típico del tratamiento de arenas de playa mediante separación gravitacional, magnética y electrostática.
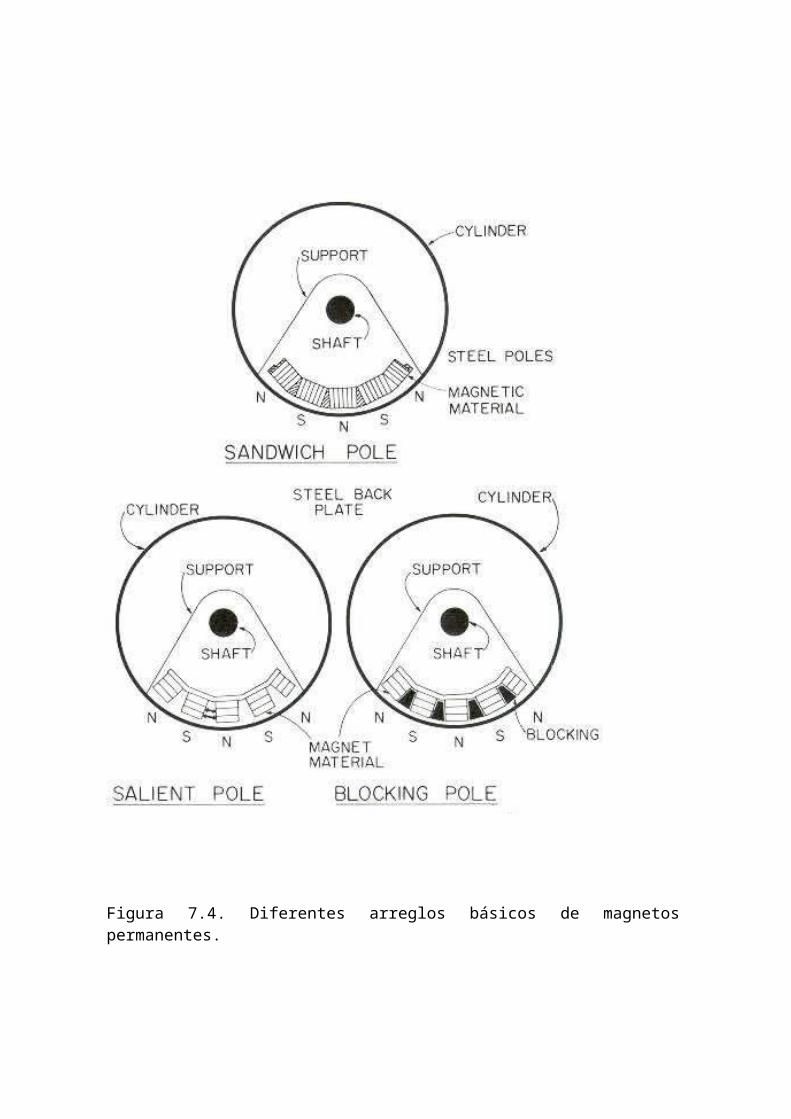
Figura 8.13. Diagrama de concentración de una mena de hierro utilizando separación gravitacional, magnética y electrostática.
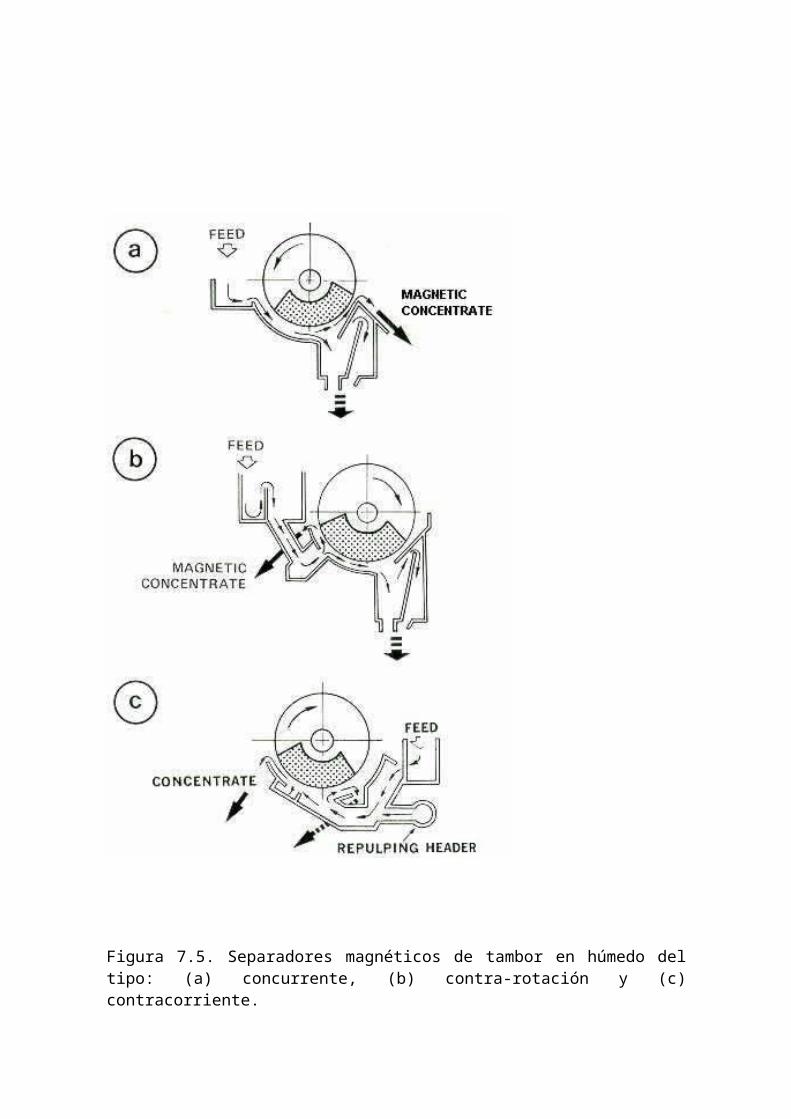
REFERENCIAS BIBLIOGRÁFICAS
Brewis, T. Magnetic Separation. Mining Magazine, oct. 1996, p. 192.
Bronkala, W. J. et al. Types of Magnetic Separators. In: SME Mineral Processing Handbook (Weiss, N. L., ed.), SME, New York, 1985, p. 6-29.
Concentraçäo Magnética. In: Tratamento de Minérios e Hidrometalurgia, Recife, ITP, 1980, p. 165.
Concentraçäo Eletrostática. In: Tratamento de Minérios e Hidrometalurgia, Recife, ITP, 1980, p. 188.
Kelly, E. G. and Spottiswood, D. J. Introduction to Mineral Processing, John Wiley & Sons, USA, 1982, 491 p.
Lawyer, J. E. General Principles and Types of Electrostatic Separators. In: SME Mineral Processing Handbook (Weiss, N. L., ed.), SME, New York, Vol. 1, 1985, p. 6- 6.
Salmi, R. W. Specifications for Standar-Intensity Drum-Type Wet Magnetic Separators. In: SME Mineral Processing Handbook (Weiss, N. L., ed.), SME, New York, Vol. 1, 1985, p. 6-39.
Wills, B. A. Tecnología de Procesamiento de Minerales. Ed. Limusa S.A., México, 1987, 568 p.
http://www.outokumputechnology.com/
http://www.jkmagnetics.com/magneticseparator.html
http://www.mastermagnets.co.uk/Products.htm
http://www.imanesmagnum.com.ar/separation
http://www.eriez.com/pages/catalog/departments/productsandservices.aspx
http://www.magneticsolutions.com.au/magnet-products.html
http://www.emagindia.com/
http://www.ohiomagnetics.com/
http://www.hamos.com/en/products/electrostatic_separation.htm
















![Mjanual de Entrenamiento Para La Concentracion de Minerales[1]](https://static.fdocuments.ec/doc/165x107/5571f35b49795947648de5a1/mjanual-de-entrenamiento-para-la-concentracion-de-minerales1.jpg)
