APLICACIÓN DEL SISTEMA DE ANÁLISIS DE RIESGOS Y CONTROL DE...
62
APLICACIÓN DEL SISTEMA DE ANÁLISIS DE RIESGOS Y CONTROL DE PUNTOS CRÍTICOS QUESO FRESCO ÍNDICE 1. INTRODUCCIÓN 2. PRINCIPIOS GENERALES DEL SISTEMA ARCPC 3. DIRECTRICES GENERALES DE APLICACION DEL SISTEMA ARCPC 4. FORMACION 5. DEFINICIONES 6. DIAGRAMA DE FLUJO 7. CUADRO DE GESTION 8. GUlA PRACTICA DE APLICACION I. Materia prima. Leche y nata II. Recepción y almacenamiento de otros ingredientes III. Adición de Ingredientes IV. Pasterización V. Recepción y almacenamiento de cuajos, coagulantes o fermentos Incorporación del cuajo, coagulantes o fermentos. Coagulación VI. Desuerado, moldeado, prensado, salado VII. Adición de nata pasterizada VIII. Recepción y almacenamiento del material de envasado IX. Envasado X. Almacenamiento Industrial XI. Distribución Industrial 9. VERIFICACION
Transcript of APLICACIÓN DEL SISTEMA DE ANÁLISIS DE RIESGOS Y CONTROL DE...
APLICACIÓN DEL SISTEMA DE ANÁLISIS DE
RIESGOS Y CONTROL DE PUNTOS CRÍTICOS
QUESO FRESCO
ÍNDICE
1. INTRODUCCIÓN
2. PRINCIPIOS GENERALES DEL SISTEMA ARCPC
3. DIRECTRICES GENERALES DE APLICACION DEL SISTEMA ARCPC
4. FORMACION
5. DEFINICIONES
6. DIAGRAMA DE FLUJO
7. CUADRO DE GESTION
8. GUlA PRACTICA DE APLICACION
I. Materia prima. Leche y nata
II. Recepción y almacenamiento de otros ingredientes
III. Adición de Ingredientes
IV. Pasterización
V. Recepción y almacenamiento de cuajos, coagulantes o fermentos
Incorporación del cuajo, coagulantes o fermentos. Coagulación
VI. Desuerado, moldeado, prensado, salado
VII. Adición de nata pasterizada
VIII. Recepción y almacenamiento del material de envasado
IX. Envasado
X. Almacenamiento Industrial
XI. Distribución Industrial
9. VERIFICACION
ANEXOS
I. SALUD E HIGIENE DEL PERSONAL
* Medidas preventivas
a) Condiciones de los locales para una buena manipulación
b) Higiene de los manipuladores
c) Salud de los manipuladores
II. CONSIDERACIONES HIGIENICAS EN LOCALES, EQUIPOS Y UTENSILIOS
* Medidas preventivas
a) Diseño y empleo
b) Limpieza y desinfección
c) Lucha contra las Plagas
INTRODUCCION
El sistema dc Análisis dc Riesgos y Control de Puntos Crfticos (ARCPC) está caracterizado por un
enfoque preventivo de los riesgos sanitarios vinculados a los alimentos. La experiencia acumulada de la
industria alimentaria, en países donde se vienen aplicando estos sistemas dc autocontrol, ha demostrado
que el ARCPC permite una mayor garantía en la salubridad de los alimentos consumidos, una mayor
eficacia en la utilización de los recursos técnicos y económicos de que dispone la industria y una eficaz
tarea por parte de los responsables sanitarios.
En este sentido, el Comité del Codex Alimentarius, desde 1986, recomienda a las empresas alimentarias
la aplicación de sistemas de autocontrol basados en estos principios, y la Unión Europea, ante la Ucgada
del Mercado Único, el 1 de enero de 1993, con la libre circulación de mercancías, ha hecho preceptiva la
implantación y mantenimiento por parte de los establecimientos de un sistema continuado de control
basado en la metodología ARCPC., comenzando por exigirlo sectorialmente en sus Directivas verticales
y,más tarde, de modo general en todas las empresas del sector alimentario, mediante la Directiva
93/43/CEE, de 13 dejunio de 1993, relativa a la higiene de los productos alimenticios, de carácter
horizontal.
El Real Decreto 167911994, de 22 de julio, por el que se establecen las condiciones sanitarias aplicables
a la producción y comercialización de leche cruda, leche tratada térmicamente y productos láctos,
resultado de la incorporación a nuestro derecho interno de la Directiva 92146/CEE del Consejo, de 16 de
junio de 1992, en su artículo 14, establece la obligación de aplicar dichos sistemas en los
establecimientos por este regulados. De su contenido se concluye que la aplicación del sistema ARCPC
ayuda al cumplimiento de las normas sanitarias especificas
Esta guía tiene como fin la descripción del diseño de un sistema de autocontrol basado en los principios
ARCPC en la industria elaboradora de Queso Fresco o Requesada.
Al igual que el estudio experiencia ARCPC del que parto, contempla el CONTROL DE LOS RIESGOS
MICROBIANOS en los alimentos, es decir, la inaceptable contaminación crecimiento o supervivencia en
los alimentos de microorganismos relacionado con la inocuidad de los mismos o la producción
inaceptable o persistencia en los alimentos de toxinas u otros productos indeseables del metabolismo
microbiano; riesgos que afec tan al consumidor en general, sin considerar los grupos más vulnerables de
la población.
Su aplicación abarca DESDE EL MOMENTO EN QUE LA LECHE ES RECIBIDA en el establecimiento de
transformación HASTA LA DIST RIBUCIÓN INDUSTRIAL del producto terminado.
El presente manual no pretende establecer un sistema de autocontrol aplicable directamente a cualquier
establecimiento. El SISTEMA ARCPC DESARROLLADO en este documento, destinado a ser usado por
los técnicos de la industria responsable del autocontrol y por la autoridad sanitaria competente, DEBERÁ
SER SIEMPRE ADAPTADO AL PROCESO DE FABRICACIÓN PARTICULAR DE CADA INDUSTRIA.
Podrán aplicarse de una a todas las medidas de control, las medidas de vigilancia o las medidas
correctoras necesarias detalladas en este manual, según la dimensión y condiciones técnicas-sanitarias
del establecimiento en concreto, siempre que el riesgo sea eliminado o la posibilidad de que éste
aparezca sea reducida al mínimo.
Para la determinación de los PCC se han considerado INDUSTRIAS EN CONDICIONES MUY
DIFERENTES en lo que a locales, equipos y prácticas de fabricación se refiere, para dar cabida a todas
las situaciones y, por tanto, se detallan todos los posibles riesgos por diseño mantenimiento deficiente de
locales, equipos o prácticas de manipulación, junto con las medidas preventivas, de vigilancia y
correctoras (ver Directrices generales dc aplicación del sistema ARCPC).
PRINCIPIOS GENERALES DEL SISTEMA ARCPC
1º.- Identificar los riesgos específicos asociados con la producción de alimentos en todas sus fases,
evaluando la posibilidad de que se produzca esto hecho e Identificar las medidas preventivas para su
control.
2º.- Determinar las FASES / PROCEDIMIENTO / PUNTOS OPERACIONALES que pueden controlarse
para eliminar riesgos o reducir al mínimo la probabilidad de que se produzcan (PCC).
3º.- Establecer el limite crítico (para un parámetro dado en un punto en concreto y en un alimento en
concreto), que no deberá sobrepasarse para asegurar que el PCC está bajo control.
4º.- Establecer un sistema de vigilancia para asegurar el control de los PCC mediante el programa
adecuado.
5º.- Establecer las medidas correctoras adecuadas que habría de adoptarse cuando un PCC no está bajo
control (sobrepase el límite crítico).
6º.- Establecer los procedimientos de verificación para comprobar que el sistema ARCPC funciona
correctamente.
7º.- Establecer el sistema de documentación de todos los procedimientos y los registros apropiados a
estos principios y a su aplicación.
DIRECTRICES GENERALES DE APLICACION DEL SISTEMA ARCPC.
La finalidad del sistema ARCPC es lograr que el control y el esfuerzo se centre en los PCC, de tal forma
que si llegara el caso en el que se identifique un riesgo y, evaluada la posibilidad de su aparición, no se
lograra encontrar ningún PCC, deberá considerarse la posibilidad de modificar el proceso.
Para la correcta aplicación de los principios del sistema ARCPC es necesario ejecutar las tareas que se
indican en la secuencia lógica detallada a continuación:
1.- FORMACIÓN DE UN EQUIPO DE ARCPC: Se deberá formar un equipo multidisciplinario que tenga
los conocimientos específicos y la competencia técnica adecuada tanto del proceso como del producto -
personal de la empresa, de las áreas de producción, envasado, personal de almacén, ingeniería,
aseguramiento de calidad y laboratorio y, si fuera necesario, inspectores de las administraciones-.
2.- DESCRIPCIÓN DEL PRODUCTO: Se deberá preparar una descripción completa del producto, que
incluya información sobre la composición, las materias primas, el método de elaboración, el sistema de
distribución etc.
3.- DETERMINAR EL PRESUNTO USO: Se estudiará la utilización prevista por parte de los
consumidores o de los trasformadores, incluyendo detallistas, tiendas de gourmets, catering o
restauración colectiva, y se tendrá en cuenta el grupo de población al que va dirigido, determinando
incluso si entro los consumidores existen grupos de población sensibles.
4.- ELABORACIÓN DE UN DIAGRAMA DE FLUJO: Se trata de describir el proceso desde los
ingredientes pasando por la transformación, la distribución, la venta detallista hasta el manejo por el
consumidor, de acuerdo con el ámbito de estudio.
En cada etapa del proceso los datos técnicos deben ser suficientes y apropiados. El -siguiente listado no
exhaustivo incluye ejemplos de los datos que pueden incluirse:
• Todas las materias primas, ingredientes y materiales de envasado utilizados (datos
microbiológicos, químicos o físicos)
• Planos de la planta y de distribución de los equipos.
• Secuencia de todas las leyes del proceso (detallando los momentos de adición de las materias
primas).
• Historial del tiempo y la temperatura de todas las materias primas, productos intermedios y
productos finales, incluyendo las posibilidades de retosos y mantenimientos indebidos.
• Flujos de circulación para productos sólidos y líquidos.
• Bucles de reciclado o reprocesamiento del producto.
• Características del diseño de los equipos, incluyendo la presencia de espacios vacíos.
• Procedimientos de limpieza y desinfección.
• Higiene medioambiental.
• Identificación de rutas para evitar la contaminación cruzada.
• Separación de áreas de alto y bajo riesgo.
• Prácticas de higiene del personal.
• Condiciones de almacenamiento y distribución.
• Instrucciones de utilización por los consumidores.
5.- VERIFICACIÓN PRÁCTICA DEL DIAGRAMA DE FLUJO: Hay que revisar el proceso varias veces a lo
largo del desarrollo del sistema asegurándose de que el diagrama de flujo es válido para todos los
períodos de actividad. Todos los miembros del grupo interdisciplinario deben involucrarse en la
confirmación del diagrama de flujo. El diagrama debe modificarse cuando sea necesario.
6.- ENUMERACIÓN DE TODOS LOS RIESGOS IDENTIFICADOS ASOCIADOS EN CADA FASE
OPERACIONAL: El equipo de ARCPC deberá enumerar todos los riesgos biológicos, químicos o físicos
que sean razonables prever en cada fase, basándose en la composición del producto, el proceso las
instrucciones para el consumidor, etc.
En cada fase del proceso reflejada en el diagrama de flujo hay que considerar la posibilidad de
introducción, de aumento o de supervivencia de los riesgos o peligros considerados en el producto. Tener
en cuenta los equipos que intervienen en el proceso, el entorno, el personal, etc.
Se analizan, cada uno de los riesgos independientemente y por separado. El riesgo contemplado en el
estudio tendrá que ser de tal índole que su eliminación o reducción hasta niveles tolerables sea esencial
para la producción de un alimento inocuo.
7.-ESTUDIO DE MEDIDAS PREVENTIVAS PARA CONTROLAR LOS RIESGOS: Las medidas
preventivas son las acciones y actividades que se requieren para eliminar los riesgos o peligros o reducir
su presentación a unos niveles aceptables.
Un riesgo puede necesitar mas de una medida preventiva o más de un PCC y, por contra, puede ocurrir
que una medida preventiva controle eficazmente más de un riesgo.
En el supuesto que se detecte un riesgo en una fase en la que el control es necesario para mantener la
inocuidad y no exista una medida preventiva que pueda adoptarse en esa fase o en cualquier otra,
deberá modificarse el producto o el proceso de modo que se permita la introducción de la medida
preventiva adecuad para la eliminación o reducción al mínimo del riesgo.
8.- DETERMINACIÓN DE LOS PCC: La finalidad de este principio del sistema ARCPC es determinar el
punto, la etapa o procedimiento del proceso considerado en el que puede ejercerse control y prevenirse
un riesgo o peligro relacionado con la inocuidad del alimento, eliminarse o reducirse a niveles aceptables.
El tipo y número de PCC es muy variable, dependiendo de que industria se trata y de que productos.
Aquellos factores de diseño de locales, equipos o utensilios que impidan alcanzar las máximas
condiciones higiénico-sanitarias en la línea de producción supondrán la existencia de PCC que, de lo
contrario, resultarán innecesarios. Por ello, no podrán olvidarse los aspectos higiénico-sanitarios de
locales y equipos durante el diseño de una línea de elaboración, para lograr en ella el menor número de
riesgos (y consiguientes PCC). Además, tras la puesta en marcha de la línea, incluso partiendo de las
mejores condiciones que permitieran garantizar la inocuidad de los productos, debe llevarse a cabo un
adecuado mantenimiento para asegurar que, con el tiempo, esos riesgos (y sus consiguientes PCC) no
se presentan. A mayor número de PCC en los diagramas de flujo, mayor esfuerzo por parte del equipo de
puntos críticos.
Por otra parte, unas buenas prácticas de fabricación unidas a unas éticas correctas de higiene eliminarán,
igualmente, PCC innecesarios en aquellos puntos de la línea de elaboración donde los microorganismos
pueden multiplicarse.
La utilización de un árbol de decisión, como el que se muestra en la siguiente página,' evita la duplicación
innecesaria de PCC, y debe asegurar un producto inocuo.
9.- ESTABLECIMIENTO DE LIMITES CRÍTICOS PARA CADA PCC: Se especificará el límite coco para
cada medida preventiva (temperatura, pH, actividad de agua a 20º C, tiempo, humedad total del producto,
cloro activo, parásitos organolépticos, aspecto, textura, etc.). Se establecerá un valor correcto, uno de
tolerancia y otro como límite critico a partir del cual la materia prima se considerará no adecuada, por
ejemplo:
Valor correcto: < 5ºC (grados centígrados)
Valor de toleranc ia: entre 5 y 10ºC (grados centígrados)
Valor de límite crítico: > 10ºC (grados centígrados)
Puede ocurrir que para el control de una fase del proceso sea necesario establecer varios límites críticos
de medidas preventivas diferentes como por ejemplo el pH y la temperatura de recepción. En este caso
se tendrá que especificar si con el incumplimiento de uno solo basta para considerar que existe nesgo en
esa fase o es necesario que se sobrepasen ambos parámetros a la vez.
Los límites críticos de medidas preventivas valoradas subjetivamente, como puede ser el caso de la
inspección visual, deben acompañarse de especificaciones claras, referidas a lo que es aceptable y lo
que no es aceptable.
10.- ESTABLECIMIENTO DE UN SISTEMA DE VIGILANCIA PARA LOS PCC: La vigilancia es una
secuencia planificada de medidas u observaciones para demostrar que un PCC está bajo control, es
decir, no son superados los límites críticos, y lleva consigo un registro fiel para su uso futuro en la
verificación. El sistema de vigilancia deberá ser capaz de detectar una pérdida de control en el PCC y
deberá proporcionar la información a tiempo para que se adopten medidas corretoras con el objeto de
recuperar el control del proceso antes de que sea necesario rechazar el producto.
Los datos obtenidos gracias a la vigilancia deben ser evaluados por la persona designada a tal efecto,
que deberá poseer los conocimientos suficientes para aplicar las medidas correctoras si son necesarias.
Se realizarán pruebas u observaciones programadas para asegurar que se cumplen los parámetros
establecidos y que las medidas preventivas en cada fase están funcionando. En muchos casos la
vigilancia de un punto crítico puede ser realizada mediante test químicos o físicos (tiempo, temperatura,
pH, actividad del agua, etc.); cuando esto no sea posible se realizara mediante observaciones visuales.
Los criterios microbiológicos pueden, en todo caso, jugar un papel más importante en la verificación de
todo el sistema.
La alta fiabilidad del control continuo es siempre preferible cuando sea factible. Ello requiere la esmerada
calibración del equipo. En el caso que la vigilancia no se realice de modo continuo su periodicidad será tal
que permita mantener el PCC bajo control permanentemente y su frecuencia estará especificada.
11.- ESTABLECIMIENTO DE MEDIDAS CORRECTORAS: Con la finalidad de subsanar las desviaciones
que pudieran producirse por encima o por debajo de los límites críticos marcados, se deberá formular
todas las acciones correctoras específicas para cada PCC del sistema de ARCPC.
Estas medidas deberán asegurar que el PCC vuelva a estar bajo control. Asimismo se tomarán medidas
correctoras cuando los resultados de la vigilancia indiquen una tendencia hacia la pérdida de control de
un PCC.

12.- ESTABLECIMIENTO DE UN PROCEDIMIENTO DE VERIFICACIÓN: Se establecerán
procedimientos para verificar que el sistema ARCPC funciona perfectamente. Para ello se pueden utilizar
métodos, procedimientos, ensayos de observación y comprobación, incluidos el muestreo aleatorio y el
análisis. Las directrices necesarias para esta actividad dentro del sistema se encuentran detallados más
adelante.
13.- ESTABLECIMIENTO DE UN SISTEMA DE REGISTRO Y DOCUMENTACIÓN en todos los puntos
críticos, adecuado y preciso: Deberá existir pruebas documentadas de todas y cada una de las del
sistema aplicado. Ejemplos son la redacción por escrito del diseño del programa ARCPC específico, los
resultados de las medidas de vigilancia, las desviaciones ocurridas, las medidas correctoras aplicadas,
las modificaciones realizadas en el sistema, los resultados de la verificación, así como los programas de
limpieza, desinfección y mantenimiento de equipos y locales y los manuales de buenas prácticas de
manipulación. En la práctica, para establecer el sistema de registros se tiene en cuenta el sistema de
verificación.
El responsable del mantenimiento del sistema en el establecimiento deberá disponer de la suficiente
documentación en cada PCC para garantizar que el proceso está controlado, que le será facilitada a la
autoridad competente cuando ésta lo requiera. El tipo de registro o documentación necesaria será
proporcional a la gravedad del riesgo encontrado en el producto, modo de preparación y tipo de operación
involucrados en el PCC concreto.
Existen muchos casos donde los puntos críticos son vigilados mediante dispositivos de control
permanente, recogidos en gráficos. Cuando no sea posible mediante estos sistemas, y se realice
mediante observación visual, los resultados deben ser anotados sistemáticamente.
FORMACION
La formación de todas las personas que dispongan, manejen, participen o se relacionen de algún modo
con la aplicación de un sistema ARCPC, es esencial si se quieren lograr todos los beneficios del mismo.
La puesta en práctica del ARCPC no es un trabajo sencillo, realizable en "unas pocas horas", sino que
requiere el estudio técnico detallado del proceso. Para ello se necesita contar con expertos que tengan
los conocimientos técnicos y científicos necesarios para identificar los riesgos y establecer las medidas de
control y vigilancia. Asimismo, también se requiere el convencimiento y la actitud de las personas
implicadas en su aplicación.
Incorrectas interpretaciones del concepto ARCPC han ocasionado cierta confusión y, en algunos casos,
desconfianza y desilusión. Resulta fundamental conocer los principios básicos establecidos
internacionalmente por el Comité Mixto FAO -OMS.
Tanto las autoridades sanitarias con responsabilidad en la salubridad de los alimentos, como la dirección
de las empresas alimentarias, el personal responsable de poner en marcha el sistema y el personal
responsable de aplicarlo en la práctica deberán formarse en la materia. Unos necesitarán mayor énfasis
en las tareas prácticas de aplicación y otros deberán centrarse en los principios y sus beneficios.
La cooperación entre los productores primarios, la industria, grupos comerciales, organizaciones de
consumidores y autoridades competentes es de gran importancia. Se deberán ofrecer oportunidades de
capacitación conjunta del personal relacionado con los sistemas de ARCPC.
En concreto, el personal trabajando en la línea de producción deberá estar adecuadamente formado en
cuanto al riesgo, las medidas preventivas y las medidas correctoras aplicables en el punto crítico de
control que ocupa a cada uno, aparte de los conocimientos generales sobre los principios del sistema.
DEFINICIONES
FASE OPERACIONAL:
Es cualquier etapa de la fabricación de alimentos, incluidas la recepción o producción de materias primas,
su recolección, transporte, formulación, elaboración, etc.
INCIDENCIA:
Es la ocurrencia de algo no deseado y que puede poner en peligro la garantía de la salubridad del
producto.
LIMITE CRITICO:
Es el valor a partir del cual se considera que no es aceptable el riesgo que se corre.
PUNTO CRITICO DE CONTROL (PCC):

Es el punto, fase operacional o procedimiento en el que puede aplicarse un control para eliminar o reducir
a niveles aceptables un riesgo que puede afectar a la salubridad de un alimento. Se distinguen:
• PCCl es un PCC en el que el control es totalmente eficaz.
• PCC2 es un PCC en el que el control es parcialmente eficaz.
RIESGO:
Es la posibilidad de que ocurra un daño para la salud y que puede ser de diversa índole; biológico,
químico o físico.
DIAGRAMA DE FLUJO
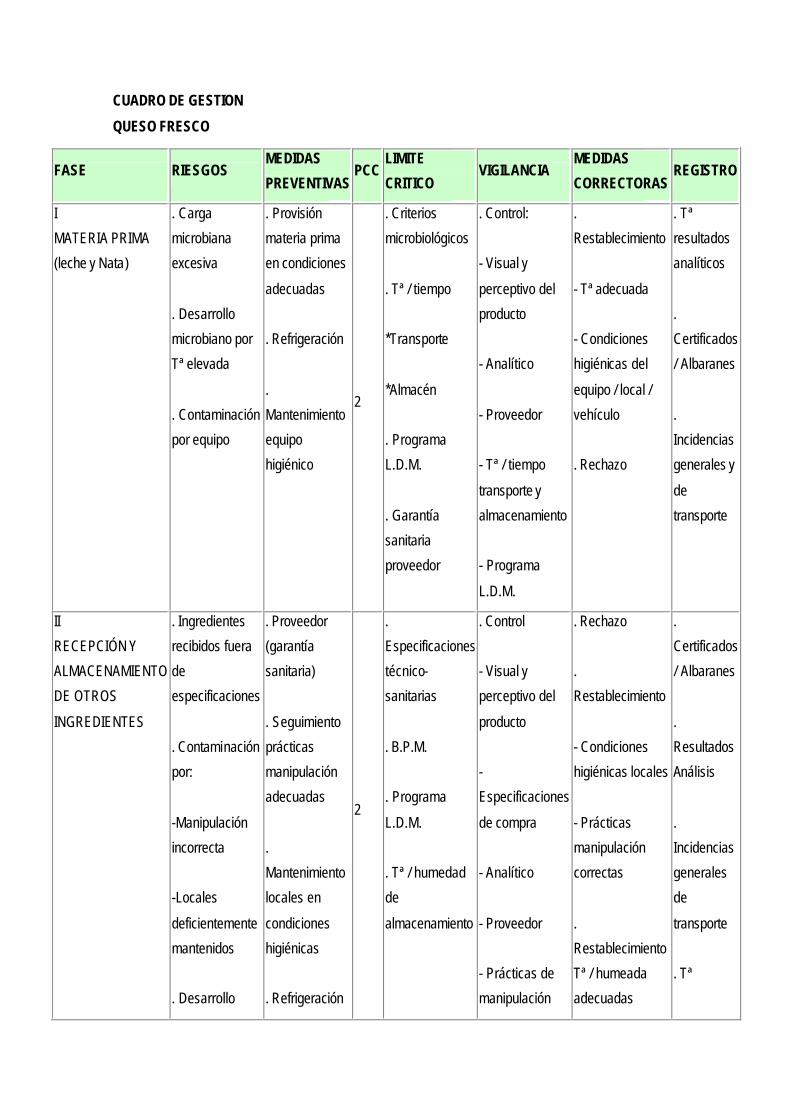
CUADRO DE GESTION
QUESO FRESCO
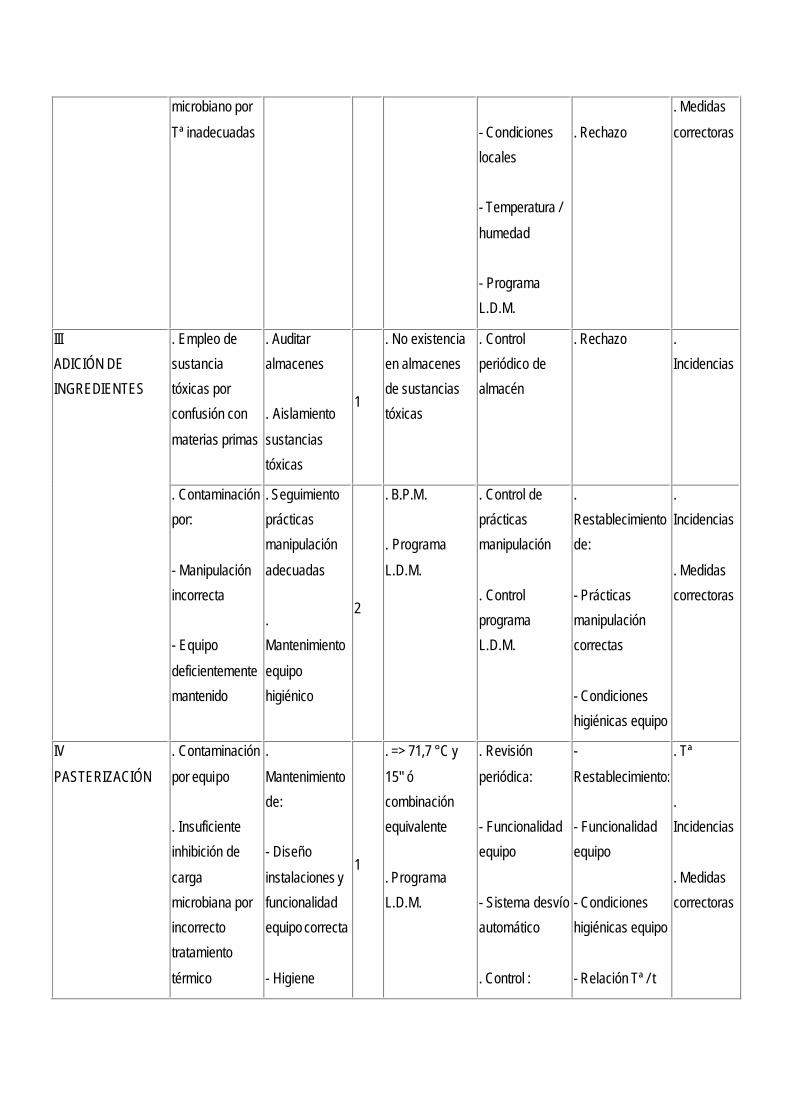
FASE RIESGOS MEDIDAS
PREVENTIVAS PCC
LIMITE
CRITICO VIGILANCIA
MEDIDAS
CORRECTORAS REGISTRO
I
MATERIA PRIMA
(leche y Nata)
. Carga
microbiana
excesiva
. Desarrollo
microbiano por
Tª elevada
. Contaminación
por equipo
. Provisión
materia prima
en condiciones
adecuadas
. Refrigeración
.
Mantenimiento
equipo
higiénico
2
. Criterios
microbiológicos
. Tª / tiempo
*Transporte
*Almacén
. Programa
L.D.M.
. Garantía
sanitaria
proveedor
. Control:
- Visual y
perceptivo del
producto
- Analítico
- Proveedor
- Tª / tiempo
transporte y
almacenamiento
- Programa
L.D.M.
.
Restablecimiento
- Tª adecuada
- Condiciones
higiénicas del
equipo / local /
vehículo
. Rechazo
. Tª
resultados
analíticos
.
Certificados
/ Albaranes
.
Incidencias
generales y
de
transporte
II
RECEPCIÓN Y
ALMACENAMIENTO
DE OTROS
INGREDIENTES
. Ingredientes
recibidos fuera
de
especificaciones
. Contaminación
por:
-Manipulación
incorrecta
-Locales
deficientemente
mantenidos
. Desarrollo
. Proveedor
(garantía
sanitaria)
. Seguimiento
prácticas
manipulación
adecuadas
.
Mantenimiento
locales en
condiciones
higiénicas
. Refrigeración
2
.
Especificaciones
técnico-
sanitarias
. B.P.M.
. Programa
L.D.M.
. Tª / humedad
de
almacenamiento
. Control
- Visual y
perceptivo del
producto
-
Especificaciones
de compra
- Analítico
- Proveedor
- Prácticas de
manipulación
. Rechazo
.
Restablecimiento
- Condiciones
higiénicas locales
- Prácticas
manipulación
correctas
.
Restablecimiento
Tª / humeada
adecuadas
.
Certificados
/ Albaranes
.
Resultados
Análisis
.
Incidencias
generales
de
transporte
. Tª
microbiano por
Tª inadecuadas
- Condiciones
locales
- Temperatura /
humedad
- Programa
L.D.M.
. Rechazo
. Medidas
correctoras
. Empleo de
sustancia
tóxicas por
confusión con
materias primas
. Auditar
almacenes
. Aislamiento
sustancias
tóxicas
1
. No existencia
en almacenes
de sustancias
tóxicas
. Control
periódico de
almacén
. Rechazo .
Incidencias
III
ADICIÓN DE
INGREDIENTES
. Contaminación
por:
- Manipulación
incorrecta
- Equipo
deficientemente
mantenido
. Seguimiento
prácticas
manipulación
adecuadas
.
Mantenimiento
equipo
higiénico
2
. B.P.M.
. Programa
L.D.M.
. Control de
prácticas
manipulación
. Control
programa
L.D.M.
.
Restablecimiento
de:
- Prácticas
manipulación
correctas
- Condiciones
higiénicas equipo
.
Incidencias
. Medidas
correctoras
IV
PASTERIZACIÓN
. Contaminación
por equipo
. Insuficiente
inhibición de
carga
microbiana por
incorrecto
tratamiento
térmico
.
Mantenimiento
de:
- Diseño
instalaciones y
funcionalidad
equipo correcta
- Higiene
1
. => 71,7 °C y
15" ó
combinación
equivalente
. Programa
L.D.M.
. Revisión
periódica:
- Funcionalidad
equipo
- Sistema desvío
automático
. Control :
-
Restablecimiento:
- Funcionalidad
equipo
- Condiciones
higiénicas equipo
- Relación Tª / t
. Tª
.
Incidencias
. Medidas
correctoras
equipo
- Relación Tª / t
adecuada
- Registro
continuo Tª
- Programa
L.D.M.
adecuada
. Reparación del
proceso
. Rechazo
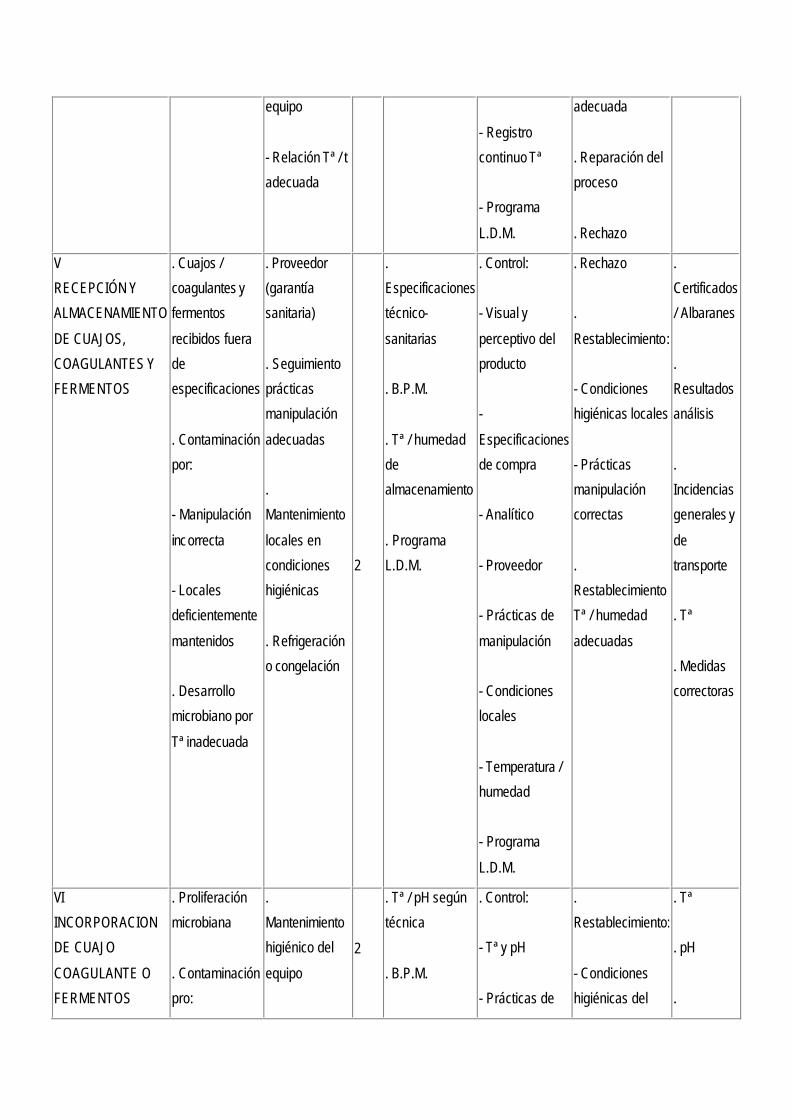
V
RECEPCIÓN Y
ALMACENAMIENTO
DE CUAJOS,
COAGULANTES Y
FERMENTOS
. Cuajos /
coagulantes y
fermentos
recibidos fuera
de
especificaciones
. Contaminación
por:
- Manipulación
incorrecta
- Locales
deficientemente
mantenidos
. Desarrollo
microbiano por
Tª inadecuada
. Proveedor
(garantía
sanitaria)
. Seguimiento
prácticas
manipulación
adecuadas
.
Mantenimiento
locales en
condiciones
higiénicas
. Refrigeración
o congelación
2
.
Especificaciones
técnico-
sanitarias
. B.P.M.
. Tª / humedad
de
almacenamiento
. Programa
L.D.M.
. Control:
- Visual y
perceptivo del
producto
-
Especificaciones
de compra
- Analítico
- Proveedor
- Prácticas de
manipulación
- Condiciones
locales
- Temperatura /
humedad
- Programa
L.D.M.
. Rechazo
.
Restablecimiento:
- Condiciones
higiénicas locales
- Prácticas
manipulación
correctas
.
Restablecimiento
Tª / humedad
adecuadas
.
Certificados
/ Albaranes
.
Resultados
análisis
.
Incidencias
generales y
de
transporte
. Tª
. Medidas
correctoras
VI
INCORPORACION
DE CUAJO
COAGULANTE O
FERMENTOS
. Proliferación
microbiana
. Contaminación
pro:
.
Mantenimiento
higiénico del
equipo
2
. Tª / pH según
técnica
. B.P.M.
. Control:
- Tª y pH
- Prácticas de
.
Restablecimiento:
- Condiciones
higiénicas del
. Tª
. pH
.
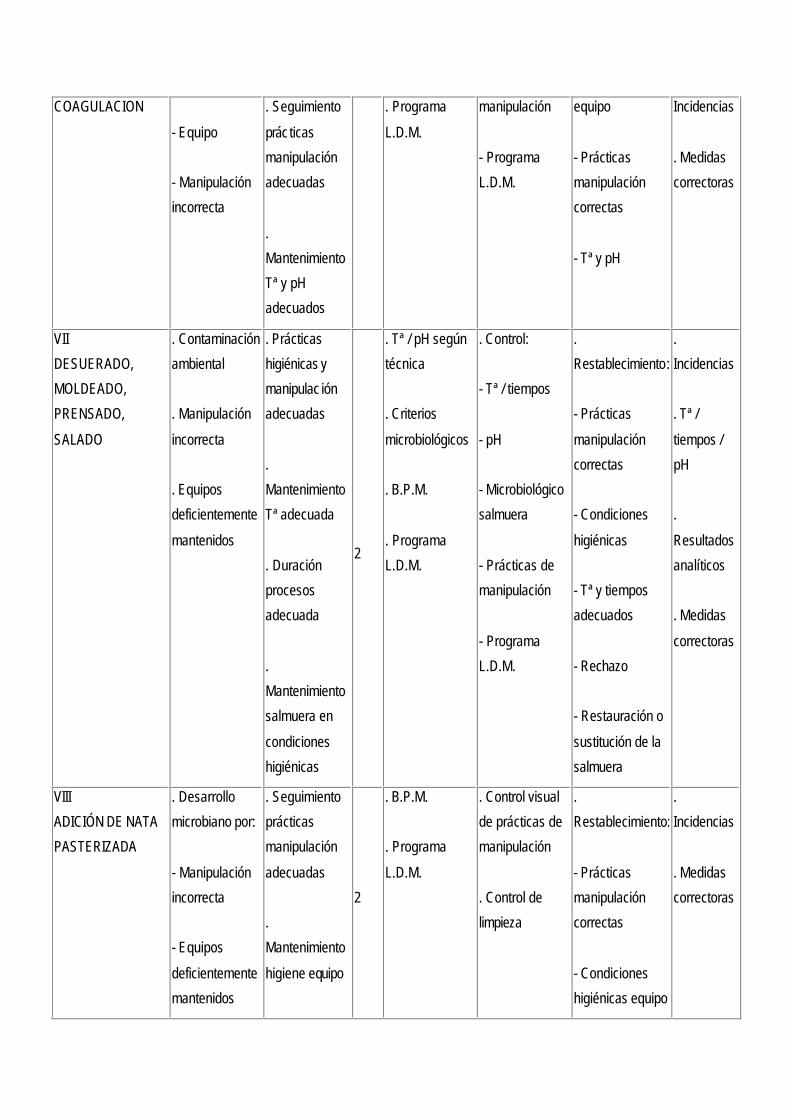
COAGULACION
- Equipo
- Manipulación
incorrecta
. Seguimiento
prác ticas
manipulación
adecuadas
.
Mantenimiento
Tª y pH
adecuados
. Programa
L.D.M.
manipulación
- Programa
L.D.M.
equipo
- Prácticas
manipulación
correctas
- Tª y pH
Incidencias
. Medidas
correctoras
VII
DESUERADO,
MOLDEADO,
PRENSADO,
SALADO
. Contaminación
ambiental
. Manipulación
incorrecta
. Equipos
deficientemente
mantenidos
. Prácticas
higiénicas y
manipulac ión
adecuadas
.
Mantenimiento
Tª adecuada
. Duración
procesos
adecuada
.
Mantenimiento
salmuera en
condiciones
higiénicas
2
. Tª / pH según
técnica
. Criterios
microbiológicos
. B.P.M.
. Programa
L.D.M.
. Control:
- Tª / tiempos
- pH
- Microbiológico
salmuera
- Prácticas de
manipulación
- Programa
L.D.M.
.
Restablecimiento:
- Prácticas
manipulación
correctas
- Condiciones
higiénicas
- Tª y tiempos
adecuados
- Rechazo
- Restauración o
sustitución de la
salmuera
.
Incidencias
. Tª /
tiempos /
pH
.
Resultados
analíticos
. Medidas
correctoras
VIII
ADICIÓN DE NATA
PASTERIZADA
. Desarrollo
microbiano por:
- Manipulación
incorrecta
- Equipos
deficientemente
mantenidos
. Seguimiento
prácticas
manipulación
adecuadas
.
Mantenimiento
higiene equipo
2
. B.P.M.
. Programa
L.D.M.
. Control visual
de prácticas de
manipulación
. Control de
limpieza
.
Restablecimiento:
- Prácticas
manipulación
correctas
- Condiciones
higiénicas equipo
.
Incidencias
. Medidas
correctoras
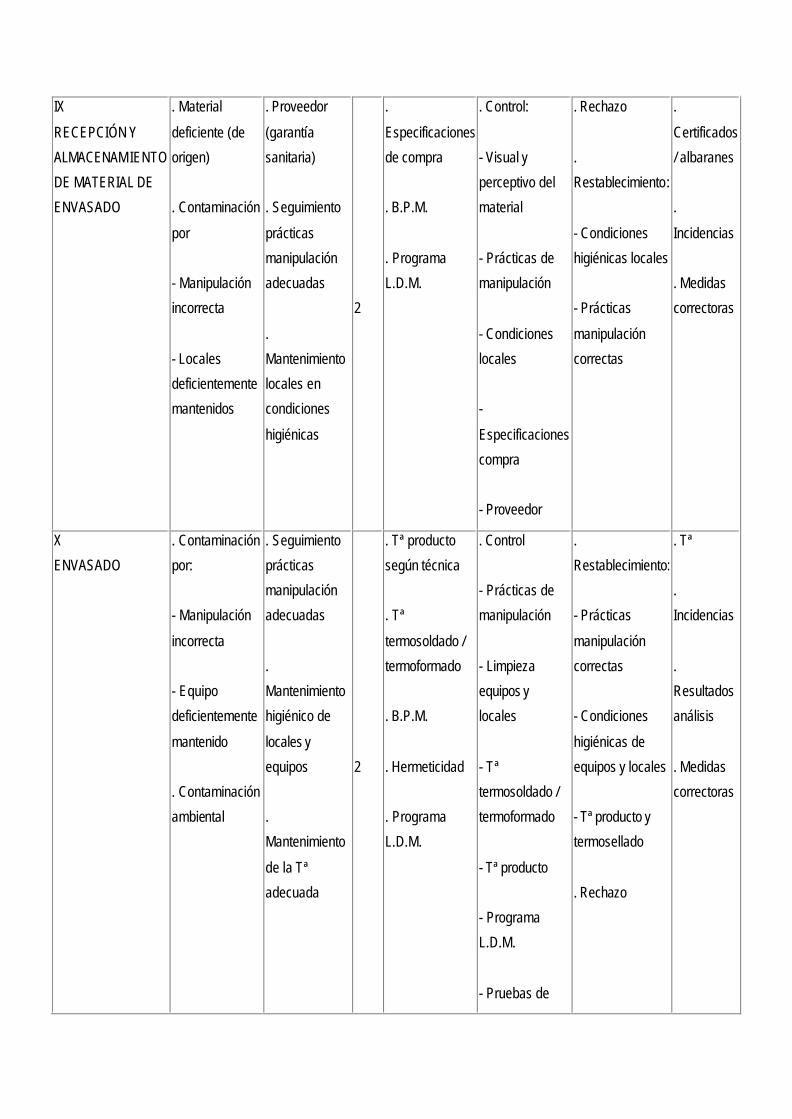
IX
RECEPCIÓN Y
ALMACENAMIENTO
DE MATERIAL DE
ENVASADO
. Material
deficiente (de
origen)
. Contaminación
por
- Manipulación
incorrecta
- Locales
deficientemente
mantenidos
. Proveedor
(garantía
sanitaria)
. Seguimiento
prácticas
manipulación
adecuadas
.
Mantenimiento
locales en
condiciones
higiénicas
2
.
Especificaciones
de compra
. B.P.M.
. Programa
L.D.M.
. Control:
- Visual y
perceptivo del
material
- Prácticas de
manipulación
- Condiciones
locales
-
Especificaciones
compra
- Proveedor
. Rechazo
.
Restablecimiento:
- Condiciones
higiénicas locales
- Prácticas
manipulación
correctas
.
Certificados
/ albaranes
.
Incidencias
. Medidas
correctoras
X
ENVASADO
. Contaminación
por:
- Manipulación
incorrecta
- Equipo
deficientemente
mantenido
. Contaminación
ambiental
. Seguimiento
prácticas
manipulación
adecuadas
.
Mantenimiento
higiénico de
locales y
equipos
.
Mantenimiento
de la Tª
adecuada
2
. Tª producto
según técnica
. Tª
termosoldado /
termoformado
. B.P.M.
. Hermeticidad
. Programa
L.D.M.
. Control
- Prácticas de
manipulación
- Limpieza
equipos y
locales
- Tª
termosoldado /
termoformado
- Tª producto
- Programa
L.D.M.
- Pruebas de
.
Restablecimiento:
- Prácticas
manipulación
correctas
- Condiciones
higiénicas de
equipos y locales
- Tª producto y
termosellado
. Rechazo
. Tª
.
Incidencias
.
Resultados
análisis
. Medidas
correctoras

hermeticidad
XI
ALMACENAMIENTO
INDUSTRIAL
. Contaminación
por:
- Locales
deficientemente
mantenidos
- Manipulación
incorrecta
. Desarrollo
microbiano por
Tª elevada
.
Mantenimiento
locales en
condiciones
higiénicas
. Refrigeración
. Seguimiento
prácticas
manipulación
adecuadas
2
. Tª <= 8C
. B.P.M.
. Programa
L.D.M.
. Control:
- Locales
- Prácticas de
manipulación
- Registro
continuo de Tª
- Programa
L.D.M.
.
Restablecimiento:
- Condiciones
higiénicas local
- Tª| adecuada
- Prácticas
manipulación
correctas
. Rechazo
. Tª
.
Incidencias
. Parte
salida
almacén
. Medidas
correctoras
XII . Contaminación
por:
- Locales
deficientemente
mantenidos
- Manipulación
incorrecta
. Desarrollo
microbiano por
Tª elevada
. Seguimiento
de:
- Sistema de
distribución
adecuado
- Prácticas
manipulación
adecuadas
.
Mantenimiento
Tª adecuada
2
. Tª <= 8C
. B.P.M.
. Programa
L.D.M.
. Control:
- Condiciones
distribución
- Prácticas de
manipulación
. Control Tª
.
Restablecimiento
de:
- Condiciones
distribución
correctas
- Prácticas
manipulación
correctas
- Tª adecuada
. Devolución
partida al
establecimiento
. Tª
.
Incidencias
. Medidas
correctoras
• B.P.M.: Buenas prácticas de manipulación
• L.D.M.: Limpieza, desinfección y mantenimiento
• Incidencias: Comprende todas las incidencias que hayan podido producirse respecto a actuaciones de manipulación
incorrectas, locales, equipos y programa de limpieza y desinfección. En las fases en las que esté implicado un transporte
exterior, también comprende las incidencias respecto al mismo.
• Tª: Temperatura
• t: Tiempo
GUÍA PRACTICA DE APLICACION
.
1. MATERIA PRIMA: LECHE Y NATA
Descripción
Esta fase comprende la recepción y almacenamiento de la leche y la nata. En la elaboración del queso se
emplea leche de una o distintas especies como materia prima.
La leche y la nata son medios óptimos para el crecimiento de microorganismos. Entre éstos pueden
encontrarse gérmenes patógenos que pueden originar, por ellos mismos o a través de sus toxinas,
enfermedades de transmisión alimentaria. Cabe destacar los microorganismos del genero Brucelia
("Fiebre: de Malta"), Mycobacterium bovis (tuberculosis), Salmonella, Staphylococcus aureus, Listeria
monocytogenes, Campylobacter, Yersinia enterocolítica, etc.
Riesgos
- Presencia de carga microbiana por encima de los límites marcados por la legislación.
- Proliferarión de microorganismos a causa de una refrigeración incorrecta o un almacenamiento
prolongado.
- Contaminación microbiana por condiciones de los locales o equipos deficientemente mantenidos
(cisternas, tanques, tuberías, etc.).
Medidas preventivas
Provisión de productos en condiciones higiénico-sanitarias satisfactorias
• La leche cruda debe proceder de explotaciones en las que se cumple con los requisitos de
sanidad animal y de higiene en el manejo y mantenimiento de los locales y equipos (artículo 3
del Real Decreto 1679194).
• Si la leche o la nata procede de otro establecimiento, deberán cumplir las normas sanitarias
establecidas, aparte de las especificaciones que el fabricante exige. Solamente adquirirla en
establecimientos que cumplan con los requisitos del Real Decreto 1679/1994 y en los que se
aplique el sistema ARCPC.
• Comprobar condiciones del entorno:
o Temperatura de transporte: la leche y la nata serán transportadas a los
establecimientos en vehículos (isotermo o frigorífico) que permitan el mantenimiento del
frió.
o Condiciones del vehículo: el interior de los medios de transporte responderá a todas las
normas higiénicas;
o Condiciones de envasado: los envases de los productos deberán guardar las máximas
condiciones de higiene.
• Almacenamiento de los productos en refrigeración.
Es importante recordar que la refrigeración no destruye los gérmenes, sino que contribuye a ralentizar el
crecimiento logarítmico de los mismos, por ello tiene que ir ligada a un intervalo de tiempo.
• Mantenimiento de locales y equipos limpios y en buen estado (tanques, cisternas, silos, locales
de almacenamiento, etc.) según procedimiento establecido:
o Después de cada transporte o cada serie de transportes, cuando entre la descarga y la
carga siguiente únicamente transcurra un lapso de tiempo muy corto, y en todo caso
por lo menos una vez al día, los recipientes y las cisternas que se hayan empleado para
el transporte de la leche cruda al establecimiento de transformación se limpiarán y
desinfectarán antes de volver a utilizar.
o Se limpiarán y, si fuera necesario, desinfectarán los locales y equipos donde sean
almacenadas la leche y la nata como materias primas, según procedimiento y
periodicidad establecidos.
Límites críticos
-La leche y la nata utilizadas para la elaboración del queso fresco y requesón deberán cumplir con todas
las normas sanitarias establecidas y, en concreto, con lo dispuesto en el Real Decreto 1679194.
No deberían presentar microorganismos patógenos ni sus toxinas en una cantidad que afecte a la salud
de los consumidores y además:
La leche cruda no deberá superar los siguientes límites microbiológicos (capítulo IV del Anexo A):
* Contenido de gérmenes a 30º C (por ml):
- leche de vaca < 100.000
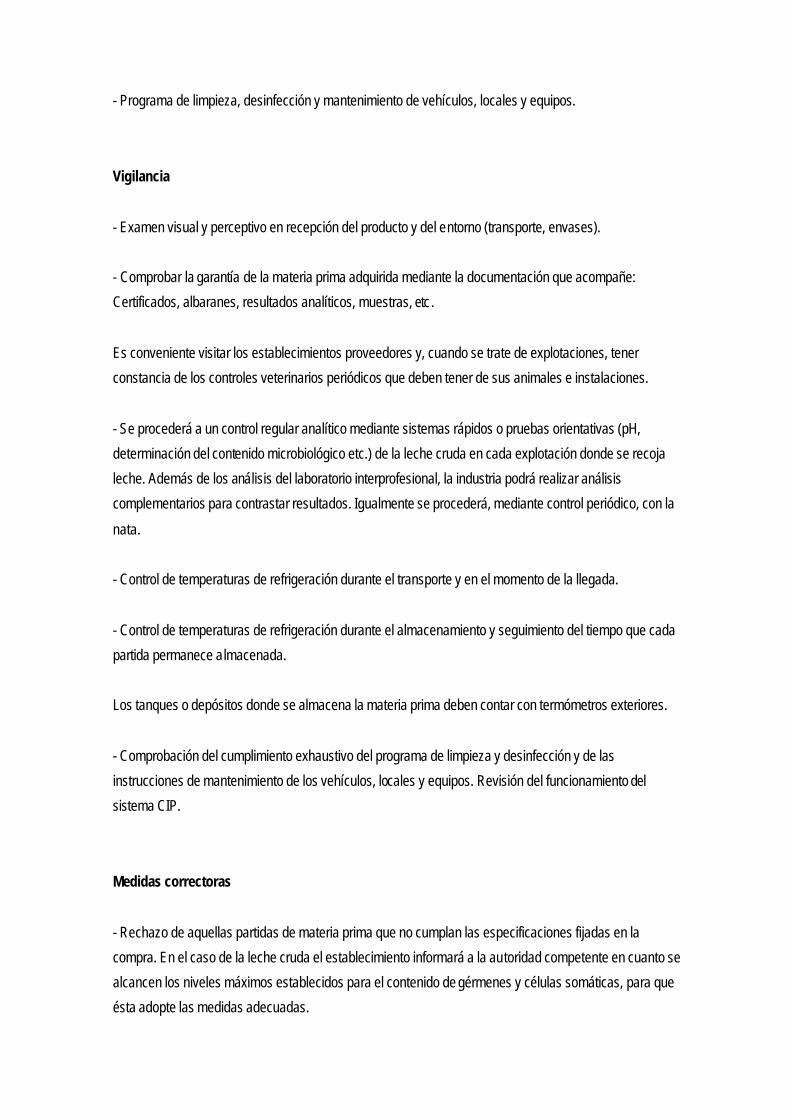
- leche de oveja o cabra:
Leche destinada a la elaboración de queso fresco HASTA 30-11-99 A PARTIR DEL 01-12-99
Si va a ser tratada por calor antes de su transformación <= 3.000.000 <= 1.500.000
Si va a ser transformada sin ser tratada por calor <= 1.000.000 <= 500.000
Contenido de células somáticas (por ml):
- leche de vaca < 400.000
La nata deberá respetar las siguientes normas (capitulo II del Anexo C):
Gérmenes patógenos:
Listeria monocytogenes: ausente en 1 gr
Salmonella spp: ausente en 25 gr, n=5, c=2
Gérmenes indicadores:
Contenido de gérmenes a 21º C, tras incubación 6º C durante 5 días, (Solo para nata tratada
térmicamente) m -50.000, M=100.000, n=5, c=2
Temperaturas y tiempos:
La temperatura de transporte de la leche cruda no deberá superar los 10ºC, excepto en el caso de leche
que se hubiera recogido durante las dos horas siguientes al ordeño; la temperatura de transporte de la
leche pasterizada y de la nata, en cisterna o envasada en pequeños recipientes, no excederá de 6º C.
La leche cruda se conservará a 6ºC como máximo si va a ser utilizada dentro de las 36 horas siguientes a
la recepción o a 4ºC si ésta va a ser transformada en 48 horas.
La nata será refrigerada durante su almacenamiento a una temperatura no superior a 6º C dentro de los
plazos que permita su vida comercial.
- Vehículos de proveedores en condiciones higiénicas.
- Envases no deteriorados. Además de lo dispuesto en el Real Decreto 397/1990, de 16 de marzo, por el
que se aprueban las condiciones generales de los materiales de uso alimentario distintos de los
poliméricos, el envase y el embalaje responderán a todas las normas higiénicas y tendrán la solidez
suficiente para garantizar la protección eficaz del producto.
- Programa de limpieza, desinfección y mantenimiento de vehículos, locales y equipos.
Vigilancia
- Examen visual y perceptivo en recepción del producto y del entorno (transporte, envases).
- Comprobar la garantía de la materia prima adquirida mediante la documentación que acompañe:
Certificados, albaranes, resultados analíticos, muestras, etc.
Es conveniente visitar los establecimientos proveedores y, cuando se trate de explotaciones, tener
constancia de los controles veterinarios periódicos que deben tener de sus animales e instalaciones.
- Se procederá a un control regular analítico mediante sistemas rápidos o pruebas orientativas (pH,
determinación del contenido microbiológico etc.) de la leche cruda en cada explotación donde se recoja
leche. Además de los análisis del laboratorio interprofesional, la industria podrá realizar análisis
complementarios para contrastar resultados. Igualmente se procederá, mediante control periódico, con la
nata.
- Control de temperaturas de refrigeración durante el transporte y en el momento de la llegada.
- Control de temperaturas de refrigeración durante el almacenamiento y seguimiento del tiempo que cada
partida permanece almacenada.
Los tanques o depósitos donde se almacena la materia prima deben contar con termómetros exteriores.
- Comprobación del cumplimiento exhaustivo del programa de limpieza y desinfección y de las
instrucciones de mantenimiento de los vehículos, locales y equipos. Revisión del funcionamiento del
sistema CIP.
Medidas correctoras
- Rechazo de aquellas partidas de materia prima que no cumplan las especificaciones fijadas en la
compra. En el caso de la leche cruda el establecimiento informará a la autoridad competente en cuanto se
alcancen los niveles máximos establecidos para el contenido de gérmenes y células somáticas, para que
ésta adopte las medidas adecuadas.
- Si se observan roturas en los envases que puedan repercutir en las condiciones higiénicas de los
productos, se rechazarán los mismos.
- En el caso de una elevación de la temperatura, que no haya alterado las características higiénico-
sanitarias del producto, se reenfriará éste.
- Restablecimiento de las pautas del programa de limpieza y desinfección de los vehículos, locales y
equipo o de sus correctas condiciones de funcionalidad.
Registros
- Los transportistas presentarán en el establecimiento un parte de incidencias (temperatura en el
momento de la recogida y temperatura del transporte, si fuera posible, entre otras), junto con los datos de
las explotaciones de producción o centros de recogida de donde procede la leche.
- Anotación de temperatura de los productos en el momento de la llegada y durante el almacenamiento.
- Conservar todos los resultados analíticos, así como todos los certificados y albaranes.
- Anotación de las incidencias observadas en vehículos, locales y equipo o en el programa de limpieza y
desinfección.
- Anotación de cualquier medida correctora.
II. RECEPCIÓN Y ALMACENAMIENTO DE INGREDIENTES
Descripción
La presente fase corresponde a la recepción y el almacenamiento de los diferentes ingredientes que
pueden incorporarse en la elaboración de los quesos, tales como sal, aditivos, aromas, especias, etc.
Riesgos
- Los ingredientes presentan una carga microbiana no deseable en el momento de la recepción en
fabrica.
- Proliferación de microorganismos por condiciones de temperatura-humedad en los locales de
almacenamiento inadecuadas.
- Contaminación microbiana por:
• Manipulación incorrecta.
• Condiciones de los locales deficientemente mantenidas.
Medidas preventivas
- Provisión de productos en condiciones higiénico-sanitarias satisfactorias.
Los ingredientes deberán cumplir las normas sanitarias establecidas, aparte de las especificaciones que
el fabricante exige. Procederán de un establecimiento con número de registro sanitario y que aplique el
sistema ARCPC.
- Mantenimiento de las condiciones de temperatura-humedad adecuadas; cuando sea necesario, se
refrigerarán o congelarán.
- Correcta: prácticas de manipulación durante la descarga y almacenamiento.
- Deberán existir locales destinados exclusivamente al almacenamiento de los ingredientes, a fin de
garantizar su correcto estado de conservación; mantenerse limpios y en buen estado, según
procedimiento y periodicidad establecidos.
Limites críticos
- Calidad concertada y normas sanitarias de cada ingrediente. Los resultados analíticos deberán estar
dentro de los limites permitidos para asegurar su inocuidad.
- Vehículos de proveedores en condiciones higiénicas.
- Envases de los productos no deteriorados.
- Temperatura y grado de humedad de almacenamiento según indicaciones técnicas.
- Buenas prácticas de manipulación.
- Programas de limpieza, desinfección y mantenimiento de los locales.
Vigilancia
- Examen visual y perceptivo en recepción del producto y del entorno (transporte, envases).
- Comprobación del cumplimiento de las especificaciones de los ingredientes, y en concreto de las
normas sanitarias vigentes, mediante la documentación que acompañe: certificados de lote, albaranes,
resultados analíticos, muestras, etc. Es conveniente visitar los establecimientos proveedores.
- Análisis de los productos en laboratorios públicos o privados mediante sistemas rápidos o pruebas
orientativas (pH, determinación del contenido microbiológico, etc.).
- Control de las condiciones de temperatura-humedad de los locales de almacenamiento y control de la
temperatura del producto en el momento de la llegada.
- Supervisión de las prácticas de manipulación.
- Comprobación del cumplimiento exhaustivo del programa de limpieza y desinfección de los locales y de
las instrucciones de mantenimiento.
Medidas correctoras
- Rechazo de las partidas de ingredientes que no cumplan las especificaciones a la llegada a la industria.
- Restablecimiento de las condiciones de temperatura-humedad en el local de almacenamiento.
- Restablecimiento de las buenas practicas de manipulación.
- Restablecimiento de las pautas correctas del programa de limpieza, desinfección y mantenimiento de los
locales.

Registros
- Temperatura en los casos de conservación bajo refrigeración o congelación. Cuando se trate de
productos que se conservan a temperatura ambiente, se anotará cualquier incidencia en las condiciones
de ventilación y temperatura de los locales de almacenamiento.
- Se conservarán los certificados o albaranes de la mercancía, así como los resultados de los análisis
efectuados.
- Anotación de las incorrectas actuaciones de manipulación.
- Anotación de cualquier incidencia observada en los locales o en el programa de limpieza y desinfección.
- Anotación de cualquier medida correctora.
.
III. ADICIÓN DE INGREDIENTES
Descripción
En esta fase esta expresamente contemplada la incorporación de determinados ingredientes tales como
sal, aditivos, aromas, etc.,
Riesgos
- Contaminación microbiana por:
Equipos deficientemente mantenidos.
Prácticas de manipulación incorrectas, cuando éstas no se realizan automáticamente.
- Incorporación accidental de sustancias tóxicas.
Medidas preventivas
Correctas prácticas de manipulación en el momento de la mezcla.
Mantenimiento del equipo limpio y en buen estado según procedimiento y periodicidad establecidas.
Para evitar la adición de sustancias tóxicas se tendrán perfectamente identificados todos los recipientes y
se colocarán en almacenes o lugares diferentes.
Límites críticos
- Ausencia de sustancias tóxicas en la masa.
- Buenas prácticas de manipulación.
- Programas de limpieza, desinfección y mantenimiento del equipo.
Vigilancia
- La auditoria de los almacenes se hará con la frecuencia que se considere oportuna en función del
tamaño, tipo de ingredientes almacenados, movimiento, hábitos de los operarios, etc. para evitar la
adición de sustancias tóxicas por error.
- Supervisión de las prácticas de manipulación.
- Comprobación del cumplimiento exhaustivo del programa de limpieza y desinfección y de las
instrucciones de mantenimiento de lo: equipos. Revisión del funcionamiento del sistema CIP.
Medidas Correctoras
- Rechazo de la masa cuando se han añadido sustancias tóxicas.
- Si el fallo ha sido la adición de aditivos en cantidades no idóneas, entonces puede ser posible recalcular
la fórmula y corregir estas desviaciones.
- Restablecimiento de las buenas practicas de manipulación.
- Restablecimiento de las pautas del programa de limpieza y desinfección del equipo o de sus correctas

condiciones de funcionalidad.
Registros
- Anotación de los resultados de las auditorias realizadas en los almacenes.
- Anotación de las incorrectas actuaciones de manipulación.
- Anotación de las incidencias observadas en el equipo o en el programa de limpieza y desinfección.
- Anotación de cualquier medida correctora.
.
IV. PASTERIZACIÓN
Descripción
Esta fase es de importancia fundamental en el proceso desde el punto de vista sanitario, ya que con la
pasterización se eliminan en mayor medida los riesgos microbiológicos de la fabricación del queso.
Mediante este tratamiento térmico de la leche los gérmenes patógenos y una proporción adecuada de
gérmenes banales son destruidos.
Para conseguir un producto intermedio, la leche pasterizada, en condiciones técnico-sanitarias
adecuadas debe tener muy en cuenta que la eficacia de la destrucción de los gérmenes por el calor
depende, en parte, de su concentración; de ninguna manera la pasterización permite olvidar las medidas
de higiene previas.
Tras la pasterización, la leche contiene, aunque en baja concentración, microorganismos
termorresistentes. Por ello, es imprescindible la utilización inmediata de la leche pasterizada, a la
temperatura conveniente según técnica, para evitar cualquier multiplicación de gérmenes
Riesgos
- Durante la pasterización podría ocurrir una destrucción insuficiente de la flora microbiana debido a:
equipos instalado: y diseñados incorrectamente o en estado higiénico deficiente.
una relación tiempo/temperatura insuficiente.
- Proliferación microbiana debido a una utilización tardía de la leche pasterizada abandonada a
temperatura ambiente.
Medidas preventivas
- El funcionamiento del equipo debe asegurar que el tratamiento sea homogéneo en todo el producto.
- Mantenimiento de la relación de los parámetros, temperatura que debe alcanzarse y tiempo de
exposición del producto al tratamiento de calor, para conseguir los efectos deseados.
- Mantenimiento del equipo limpio y en buen estado según procedimiento y periodicidad establecidas.
Límites críticos
- Distintas combinaciones de tiempo y temperatura, que alcancen un tratamiento por calor equivalente a
71'7º C 15" y un enfriamiento posterior hasta la temperatura de coagulación que convenga según técnica
- Programas de limpieza, desinfección y mantenimiento del equipo.
Vigilancia
- Control continuo de las temperaturas y tiempos de pasterización y enfriamiento.
- Calibrado periódico de la precisión del termómetro del pasterizador.
- Comprobación del cumplimiento exhaustivo del programa de limpieza y desinfección y de las
instrucciones de mantenimiento del equipo, con especial atención en los Sistemas de seguridad como la
válvula de desvío. Revisión del funcionamiento del sistema CIP.
Medidas correctoras
- Solamente en aquellos casos en que la pasterización haya sido insuficiente podrá someterse la leche a
una nueva pasterización, subsanándose antes las causas que originaron esta pérdida de control.
- Restablecimiento de las pautas del programa de limpieza y desinfección del equipo o de sus correctas
condiciones de funcionalidad.
Registros
- Registro continuo de temperaturas y tiempos. Gráfico del funcionamiento del pasterizador.
- Detalle de incidencias o actuaciones sobre la operación de pasterización.
- Anotación de las incidencias observadas en el equipo o en el programa de limpieza y desinfección.
- Anotación de cualquier medida correctora.
V. RECEPCIÓN Y ALMACENAMIENTO DE CUAJOS, COAGULANTES Y FERMENTOS
Descripción
Esta fase corresponde a la recepción y el almacenamiento de los cuajos, coagulantes o fermentos que
pueden incorporarse en la elaborac ión de los quesos para la obtención de la cuajada.
Riesgos
- Los cuajos, coagulantes o fermentos presentan carga microbiana no deseable en el momento de la
recepción en fábrica.
- Proliferación de microorganismos por condiciones de temperatura-humedad en los locales de
almacenamiento inadecuadas.
- Contaminación microbiana por:
Manipulación incorrecta.
Condiciones de los locales deficientemente mantenidas.
Medidas preventivas
- Provisión de cuajos, coagulantes o fermentos en condiciones higiénico-sanitarias satisfactorias.
Los cuajos, coagulantes o fermentos deberán cumplir además de las especificaciones que el fabricante
exige, las normas sanitarias establecidas y todo lo dispuesto en la Norma General de identidad y pureza
para el cuajo y otras enzimas coagulantes de leche, aprobada por Orden de 14 de enero de 1988.
Procederán de un establecimiento con número de registro sanitario y que aplique el sistema ARCPC.
- Mantenimiento de las condiciones de temperatura-humedad adecuadas; cuando sea necesario, se
refrigerarán o congelarán.
- Correctas prácticas de manipulación durante la descarga y el almacenamiento.
- Deberán existir locales destinados al almacenamiento de los cuajos, coagulantes o fermentos, a fin de
garantizar su correcto estado de conservación; mantenerse limpios y en buen estado, según
procedimiento y periodicidad establecidas.
Límites críticos
- Calidad concertada y normas sanitarias de cuajos, coagulantes y fermentos. Los resultados analíticos
deberán estar dentro de los limites permitidos para asegurar su inocuidad.
- Vehículos de proveedores en condiciones higiénicas.
- Envases de los productos no deteriorados.
- Temperatura y grado de humedad de almacenamiento según indicaciones técnicas.
- Buenas prácticas de manipulación.
- Programas de limpieza, desinfección y mantenimiento de los locales.
Vigilancia
- Examen visual y perceptivo en recepción del producto y del entorno (transporte, envases).
- Comprobación del cumplimiento de las especificaciones de los cuajos, coagulantes o fermentos y, en
concreto, de las normas sanitarias vigentes, mediante la documentación que acompañe: certificados de
lote, albaranes, resultados analíticos, muestras, etc. Es conveniente visitar los establecimientos
proveedores.
- Análisis de los productos en laboratorios públicos o privados mediante sistemas rápidos o pruebas
orientativas (pH, determinación del contenido microbiológico, etc.).
- Control de las condiciones de temperatura-humedad de los locales de almacenamiento y control de la
temperatura del producto en el momento de la recepción.
- Supervisión de las prácticas de manipulación.
- Comprobación del cumplimiento exhaustivo del programa de limpieza y desinfección de los locales y de
las instrucciones de mantenimiento.
Medidas correctoras
- Rechazo de las partidas de los cuajos, coagulantes y fermentos que no cumplan las especificaciones a
la negada a la industria.
- Restablecimiento de las condiciones de temperatura-humedad en el local de almacenamiento.
- Restablecimiento de las buenas practicas dc manipulación.
- Restablecimiento de las pautas concretas de limpieza, desinfección y mantenimiento de los locales.
Registros
- Temperatura en los casos de conservación bajo refrigeración o congelación. Cuando se trato de
productos que se conservan a temperatura ambiente, se anotará cualquier incidencia en las condiciones
de ventilación y temperatura de los locales de almacenamiento.
- Se conservarán los certificados y albaranes de la mercancía, así como los resultados de los análisis
efectuados.
- Anotación de las incorrectas actuaciones de manipulación.
- Anotación de cualquier incidencia observada en los locales o en el programa de limpieza y desinfección.
- Anotación de cualquier medida correctora.
.
VI. INCORPORACIÓN DEL CUAJO. COAGULANTES O FERMENTOS. COAGULACION
Descripción
Esta fase contempla la incorporación del cuajo, coagulante o fermentos (según tipo de elaboración), para
conseguir la formación de la cuajada.
Riesgo
- Proliferación microbiana por condiciones de pH o temperatura inadecuada.
- Contaminación microbiana por:
Equipos deficientemente mantenidos.
Prácticas de manipulación incorrectas, cuando éstas no se realicen automáticamente.
Medidas preventivas
- Para que el cultivo sea activo y se desarrolle la cantidad de ácido suficiente, la temperatura y el pH de la
masa deberán ser conformes a la técnica de elaboración.
- Correctas práctica: de manipulación de los cuajos, coagulantes y fermentos durante su mezcla en la
masa.
- Mantenimiento del equipo limpio y en buen estado según procedimiento y periodicidad establecidas.
Límites críticos
- Parámetros de temperatura y pH establecidos según técnica.
- Buenas prácticas de manipulación.
- Programas de limpieza, desinfección y mantenimiento del equipo.
Vigilancia
- Control de temperatura y pH de la masa antes o durante la coagulación en la cuba.
- Comprobación de la cantidad, mediante peso o volumen, de cultivo añadido proporcional a la cantidad
de producto que se tenga en la cuba.
- Supervisión de las práctica: de manipulación.
- Comprobación del cumplimiento exhaustivo del programa de limpieza y desinfección y de las
instrucciones de mantenimiento de los equipos. Revisión del funcionamiento del sistema CIP.
Medidas correctoras
- Restablecimiento de la temperatura y pH adecuados para la actividad deseada.
- Restablecimiento de las buenas prácticas de manipulación.
- Restablecimiento de las pautas del programa de limpieza y desinfección del equipo o de sus correctas
condiciones de funcionalidad.
Registros
- Anotación de los parámetros de pH y temperatura de la masa en la cuba.
- Anotación de las incorrectas actuaciones de manipulación.
- Anotación de las incidencias observadas en el equipo o en el programa de limpieza y desinfección.
- Anotación de cualquier medida correctora.
.
VII. DESUERADO, MOLDEADO, PRENSADO Y/O SALADO
Descripción
Esta fase tiene por objeto conseguir la humedad, la forma y la textura y además contribuye al sabor del
producto final.
El desuerado es el proceso de separación del lactosuero del gel, formado tras la coagulación, para formar
la cuajada y el prensado tiene como objetivo completar el desuerado. Las acciones mecánicas, la
temperatura y la acidificación constituyen los factores esenciales del desuerado.
Para los productos en los cuales se practique, el salido supone una protección contra microorganismos
indeseables, siendo tanto más necesario cuanto más húmedo sea el queso. Los intercambios entre la
pasta y la salmuera dependen de la temperatura y la concentración salina.
Riegos
- Contaminación microbiana por:
equipos deficientemente mantenidos.
prácticas de manipulación incorrectas, cuando no sean automáticas.
condiciones del ambiente inadecuadas.
Medidas preventivas
- El tiempo de duración de cada proceso y la temperatura de mantenimiento del producto intermedio
deberán ser las adecuadas para favorecer las características deseadas.
- La salmuera será renovada, cuando sea necesario, regularmente. El nivel de sal y la uniformidad de su
distribución se encuadrarán dentro de sus niveles adecuados.
- Correctas práctica: de manipulación.
- Mantenimiento de locales y equipo limpios y en buen estado, según procedimiento y periodicidad
establecidas.
Límites Críticos
- Parámetros de temperatura y pH establecidos según técnica.
- Contenido microbiológico admisible en la salmuera.
- Buenas práctica: de manipulación.
- Programas de limpieza, desinfección y mantenimiento del equipo.
Vigilancia
- Control de la temperatura de la salmuera durante el desuerado y salado, así como de los tiempos
previstos en las operaciones.
- Prueba: microbiológicas, de pH y concentración de la salmuera.
- Supervisión de las práctica: de manipulación.
- Comprobación del cumplimiento exhaustivo del programa de limpieza y desinfección y de las
instrucciones de mantenimiento de los equipos. Revisión del funcionamiento del sistema CIP.
Medidas correctoras
- Se estudiará la posibilidad de realizarlo de nuevo de forma adecuada o se procederá al rechazo del
producto.
- Restauración o sustitución de la salmuera, especificaciones técnicas o temperatura.
- Restablecimiento de las buenas prácticas de manipulación.
- Restablecimiento de las pautas del programa de limpieza y desinfección de los locales y el equipo o de
sus correctas condiciones de funcionalidad.
Registros
- Se conservarán los resultados de los controles de la salmuera.
- Anotación de las incidencias observadas en los locales o el equipo o en el programa de limpieza y
desinfección.
- Anotación de cualquier incidencia en la manipulación.
- Anotación de tiempos y temperaturas.
- Anotación de cualquier medida correctora.
VIII. ADICION DE NATA PASTERIZADA
Descripción
La presente fase es opcional, según procesos de fabricación, y se contempla individualmente por ser un
producto especialmente sensible y por incorporarse en un momento diferente. La nata como materia
prima ya ha sido tratada en el apartado I como punto crítico. Ahora nos referimos, solamente, al hecho en
sí de su incorporación a la masa.
Riesgos
- Contaminación microbiana por:
• equipos deficientemente mantenidos.
• prácticas de manipulación incorrectas
Medidas preventivas
-Mantenimiento del equipo limpia y en buen estado, según procedimiento y periodicidad establecidas.
-Correctas prácticas de manipulación.
Límites Críticos
- Buenas prácticas de manipulación.
- Programas de limpieza, desinfección y mantenimiento de los equipos.
Vigilancia
- Comprobación del cumplimiento exhaustivo del programa de limpieza y desinfección y de las
instrucciones de mantenimiento de los equipos. Revisión del funcionamiento del sistema CIP.
- Supervisión de las prácticas de manipulación.
Medidas correctoras
- Restablecimiento de las condiciones adecuadas del equipo.
- Restablecimiento de las buenas prácticas de manipulación.
Registros
- Anotación de las incidencias observadas en el equipo o en el programa de limpieza y desinfección.
- Anotación de cualquier incidencia en la manipulación.

- Anotación de cualquier medida correctora.
.
IX. RECEPCIÓN Y ALMACENAMIENTO DEL MATERIAL DE ENVASADO
Descripción
Esta fase comprende la recepción y almacenamiento del material de envasado. Su control tiene por
objeto detectar cualquier deficiencia que pueda presentar de origen dicho material y evitar su deterioro o
contaminación antes de ser utilizado.
Los sistemas de envasado y los propios envases son muy diversos -desde el recipiente termoformado
inmediatamente antes del llenado, hasta materiales para envoltura manual, pasando por los vasos
preformados dc compra a terceros.
Riesgos
- El material presenta una carga microbiana no deseable, ya sea por defectos en su fabricación o por una
deficiente manipulación antes de su recepción.
- Contaminación microbiana por almacenamiento inadecuado en el establecimiento, bien sea por las
condiciones de manejo en si o por no encontrarse los locales en las condiciones requeridas.
Medidas preventivas
- Provisión de material de envasado en condiciones higiénico-sanitarias satisfactorias. Solamente serán
utilizados materiales fabricados en establecimientos con número de registro sanitario.
- Mantenimiento de correctas prácticas de manipulación. Debido a la importancia que los envases tienen
para el mantenimiento de la inocuidad de los productos, se deberá:
• Mover el material con equipos adecuados y limpios.
• Mantener, en todo momento, los envases en sus embalajes y protecciones originales, cuidando
éstas.
• Identificar y separar lotes.
• Realizar una rotación correcta del material.
• Envolver el material sobrante.
- La industria deberá contar con un emplazamiento exclusivo para el almacenamiento de los envases, que
además se mantendrán limpio y en buen estado, según periodicidad y procedimientos establecidos.
Límites críticos
- Calidad concertada y normas sanitarias de los envases.
Los envases deberán cumplir las especificaciones que el fabricante exige y las normas sanitarias
establecidas en el Real Decreto 1679194 a este respeto y, muy especialmente, lo dispuesto en el Real
Decreto 397/1990. Los resultados analíticos deberán estar dentro de los límites permitidos para asegurar
su inocuidad.
- Vehículos de proveedores en condiciones higiénicas.
- Buenas prácticas de manipulación.
- Programas de limpieza, desinfección y mantenimiento de los locales.
Vigilancia
- Comprobar, mediante los certificados que presenten los proveedores o pruebas rápidas físico-químicas,
que las especificaciones técnicas de los envases se cumplen.
- Inspeccionar condiciones del entorno: Condiciones do transporte, limpieza del vehículo, envoltura y
embalaje del material y condiciones de almacenamiento.
- Supervisión de las prácticas de manipulación.
- Comprobación del cumplimiento exhaustivo del programa de limpieza y desinfección de los locales.
Medidas correctoras
- Rechazo del material de envasado que no cumpla las especificaciones requeridas relativas a seguridad.
- Restablecimiento de las correctas prácticas de manipulación.
- Restablecimiento de las pautas del programa de limpieza y desinfección de los locales.
- Restablecimiento de pautas de almacenamiento de los envases.
Registros
- Conservar los certificados y albaranes de los materiales suministrados.
- Anotación de cualquier incidencia en las condiciones de los locales o en el programa de limpieza y
desinfección.
- Anotación de cualquier fallo en la manipulación del material.
- Anotación de cualquier medida correctora.
.
X. ENVASADO
Los quesos frescos, al no ser madurados no tienen formación de corteza protectora y por sus
características son fácilmente contaminables por contacto en la superficie, en consecuencia precisan de
un envase protector más o menos sofisticado, con el fin de que el producto conserve sus propiedades y
llegue en condiciones óptimas al consumidor.
Del mantenimiento de las máximas condiciones de higiene durante esta actividad depende también la
salubridad del producto final del producto, aunque todas las anteriores fases se hayan realizado en
condiciones óptimas.
Riesgos
- Contaminación microbiana por:
• Manipulación incorrecta.
• Carga microbiana no deseable en el ambiente en contacto con el envase y el producto.
• Equipo deficientemente mantenido.
Medidas preventivas
- Mantener una calidad óptima del ambiente del local o del que está en contacto con el producto.
- El envasado y el embalaje se efectuarán en locales previstos a tal fin, suficientemente amplios y
acondicionados de forma que garanticen la higiene de las operaciones.
- Mantenimiento del equipo de envasado y superficies limpios y en buen estado según procedimiento y
periodicidad determinadas, dedicando especial atención al sistema que garantiza la hermeticidad del
envase, en su caso.
- la temperatura del producto durante el llenado será adecuada a la técnica empleada; lo más baja posible
cuando la fabricación lo permita.
- En los casos de termoformado o termosellado, eliminar posibles contaminaciones físicas del exterior de
cada bobina y mantener la temperatura del proceso adecuada.
Límites críticos
- Temperatura del producto adecuada al proceso.
- Temperatura de termoformado o termosellado conveniente.
- Buenas prácticas de manipulación.
- Programas de limpieza, desinfección y mantenimiento del equipo.
- Condiciones óptimas del ambiente.
- Hermeticidad.
Vigilancia
- Control de calidad del ambiente en contacto con el equipo, bien sea de sistema abierto o de sistema
cerrado, mediante muestreo y análisis de superficies o ambientales con sistemas rápidos o pruebas
orientativas.
- Inspección visual de cada lote de envases que se empiece para confirmar su correcto estado higiénico-
sanitario.
- Control de temperatura del producto para el llenado
- Control de temperatura del termoformado y termosellado.
- En el caso de envases herméticos, se realizan pruebas de hermeticidad.
- Supervisión de las prácticas de manipulación.
- Comprobación del cumplimiento exhaustivo del programa de limpieza y desinfección del local.
- Comprobación del cumplimiento exhaustivo del programa de limpieza y desinfección y dc las
instrucciones de mantenimiento de los equipos. Revisión del funcionamiento del sistema CIP.
Medidas correctoras
- Rechazar y eliminar envases en mal estado después del llenado.
- Adecuación de la temperatura del producto para el llenado.
- Restablecimiento de la temperatura del sistema de termoformado y termosellado.
- Bloqueo del lote de productos envasados contaminados.
- Restablecimiento de las correctas prácticas de manipulación.
- Restablecimiento de las pautas del programa de limpieza y desinfección del equipo o de sus correctas
condiciones de funcionalidad.
- Restablecimiento de las pautas del programa de limpieza y desinfección del local.
Registros
- Anotación temperatura de envasado del termoformado y termosellado.
- Anotación temperatura del producto para el llenado
- Anotación de cualquier fallo en la manipulación.
- Conservar todos los resultados analíticos (calidad del ambiente, hermeticidad, etc.)
- Anotación de las incidencias observadas en el equipo y en los locales o en
el programa de limpieza y desinfección.
- Anotación de cualquier medida correctora.
.
XI. ALMACENAMIENTO INDUSTRIAL
Esta fase corresponde al período de tiempo que transcurre desde que el producto sale ya acabado de la
línea de elaboración hasta que el mismo es expedido desde el almacén para ser distribuido.
A causa de su elevada humedad (60 a 80%) los quesos frescos son muy poco conservables; las
temperaturas elevadas permitirán el crecimiento y desarrollo de los microorganismo presentes.
Riesgos
- Desarrollo microbiano por temperaturas elevadas.
- Contaminación microbiana por:
• Prácticas de manipulación incorrectas.
• Locales deficientemente mantenidas.
Medidas preventivas
- Conservación de los productos a temperatura de refrigeración.
- Para evitar que el producto se contamine por el ambiente o por la cercanía de otros alimentos, las
prácticas de almacenamiento serán higiénicas; es conveniente almacenar el producto separado de otros
alimentos.
- Mantenimiento de los locales en buen estado, según procedimiento y periodicidad establecidas.
- Correctas prácticas de manipulación.
Límites críticos
- Temperaturas de almacenamiento inferiores a 8ºC.
- Buenas prácticas de manipulación.
- Programas de limpieza, desinfección y mantenimiento de los locales.
Vigilancia
- Control de temperatura
- Control de rotación.
- Comprobación del cumplimiento exhaustivo del programa de limpieza y desinfección de los locales.
- Supervisión de la manipulación de los productos.
Medidas correctoras
- Restablecer temperaturas a los límites fijados.
- Rechazo lotes almacenados mas allá de la fecha de caduc idad.
- Restablecimiento de las pautas del programa de limpieza y desinfección del local.
- Restablecimiento de las correctas prácticas de manipulación.
Registros
- Anotación de temperatura mediante un sistema continuo.
- Se mantendrá un registro de la rotación de los lotes.
- Anotación de las incidencias observadas en los locales o en el programa de limpieza y desinfección.
- Anotación de cualquier fallo en la manipulación.
- Anotación de cualquier medida correctora.
.
XII. DISTRIBUCIÓN INDUSTRIAL
Descripción
Esta fase corresponde a la expedición del producto desde su almacenamiento hasta la llegada al punto
de venta.
Riesgos
- Desarrollo microbiano por temperatura elevada debido a unas condiciones del vehículo isotérmicas o de
refrigeración inadecuadas.
- Contaminación microbiana por:
• Prácticas de manipulación incorrectas.
• Medios de distribución no higiénicos.
Medidas Preventivas
- Estos productos serán transportados a los establecimientos dc venta en vehículos (isotermo o frigorífico)
que permitan el mantenimiento del frío.
- El interior de los medios de transporte responderá a todas las normas higiénicas, siguiendo los
programas de limpieza y desinfección establecidos.
- Prácticas de manipulación adecuadas durante la carga.
Límites críticos
- Temperaturas de transporte inferiores a 8ºC.
- Buenas prácticas de manipulación.
- Programas de limpieza, desinfección y mantenimiento de los vehículos.
Vigilancia
- Control de temperatura del vehículo en el momento de la salida del establecimiento y durante el
transporte, si el vehículo estuviera equipado de los medios para ello.
- Comprobación del cumplimiento exhaustivo del programa de limpieza, desinfección y mantenimiento de
los vehículos.
- Supervisión dc las prácticas de manipulación durante la carga.
Medidas correctoras
- Devolución de la partida al establecimiento.
- Adecuación de la temperatura de transporte, si es posible.
- Restablecimiento de las pautas del programa de limpieza, desinfección y mantenimiento de los
vehículos.
- Restablecimiento de las correctas prácticas de manipulación.
Registros
- Registro gráfico de temperatura durante el reparto, si el vehículo está equipado.
- Anotación de las incidencias observadas en los vehículos o en el programa de limpieza y desinfección.
- Anotación de cualquier fallo en la manipulación.
- Anotación de cualquier medida correctora.
VERIFICACION
Una vez que el sistema ARCPC ha pasado de la fase de diseño a la aplicación, necesita una verificación
periódica en todo su conjunto (de fases, de actividades preventivas, etc...), con el fin de comprobar su
efectividad.
Esta actuación debe ser realizada, en principio, por el personal de la industria que dirija el sistema o una
empresa de servicios que conozca la aplicación del ARCPC. En el caso de personal del establecimiento,
sus funciones no deberán depender de la producción.
Por otro lado, las autoridades competentes podrán verificar el alcance y la efectividad del autocontrol
aplicado por la industria.
Para ello es imprescindible conocer perfectamente los riesgos del producto y la aplicación del sistema
ARCPC.
El resultado puede ser la ratificación del diseño programado la modificación del mismo al comprobar que
algunos criterios tenidos en cuenta no son adecuados.
Esta verificación debe realizarse con cierta frecuencia, aunque la primera que se realice después de
introducir el sistema ARCPC es más importante, puesto que va a dar el visto bueno final.
La verificación comprende:
A La observancia de operaciones realizas en los puntos críticos seleccionados.
B Muestreo y análisis de productos intermedios o finales.
C Muestreo y análisis de niveles de contaminación en superficies y ambiental.
D Supervisión y registro de las anotaciones realizadas en todas las fases de producción, entre ellas:
- Revisión de todos los certificados y albaranes de los productos empleados en la producción.
- Registros de temperatura.
- Medidas correctoras aplicadas.
- Resultados controles analíticos.
E Comprobación del calibrado de los instrumentos de medida.
F Entrevista a los responsables sobre el modo en que ellos controlan los puntos críticos.
G Revisión del sistema en el caso de que se realicen cambios en:
* materia prima, ingredientes o aditivos
* condiciones de fabricación
* condiciones de almacenamiento
* condiciones de envasado
* condiciones de distribución
* condiciones de venta
* condiciones de uso y consumo del producto
* cuando se conozca alguna información sobre un nuevo peligro asociado al producto
* sistema de autocontrol.
Para realizar una buena verificación es conveniente:
- Mantener reuniones periódicas entre los responsables del control de calidad, control de producción y
directivos, con el fin de evaluar la efectividad del ARCPC.
- Contar con impresos normalizados para hacer más fácil esta actuación.
- El intercambio de información entre las autoridades competentes que verifiquen el funcionamiento del
sistema y los técnicos que han realizado la verificación de la propia empresa.
ANEXO
En cualquier sistema de control alimentario, el seguimiento de unas correctas prácticas de higiene supone
un requisito imprescindible. En el autocontrol mediante ARCPC, tiene incluso mayor trascendencia, ya
que:
- Es un sistema preventivo y, por tanto, deben anularse todos los riesgos.
- Al ser un método de autocontrol, todos los problemas que podrían partir de la propia empresa deben ser
los primeros para auto limitar.
Por ello, deberán definirse acciones programadas de limpieza, desinfección, desinsectación,
desratización y buenas prácticas de manipulación, para garantizar la salubridad de los alimentos.
Los aspectos básicos para la realización de unas Buenas Prácticas de Higiene en la industria láctea son
dos:
I. Salud e higiene del personal.
II. Consideraciones higiénicas en locales. equipos y utensilios
a) Diseño y empleo
b) Limpieza y desinfección
c) Lucha contra las plagas
.
I. SALUD E HIGIENE DEL PERSONAL
El estado de salud y el comportamiento del personal son factores primordiales para conseguir una
manipulación adecuada de los productos alimenticios y evitar contaminaciones procedente de los
manipuladores.
Riesgos
- Las personas que recogen, transportan, almacenan, procesan o preparan la leche y los productos
lácteos son responsables frecuentemente de la contaminación microbiana de dichos alimentos.
- Los manipuladores de alimentos que son infectados o colonizados por agentes patógenos pueden
contaminar los alimentos que tocan.
- Cualquier manipulador de alimentos puede transferir agentes patógenos desde los alimentos crudos
(por ej., carne, leche, aves, pescados) a los alimentos que no serán calentados posteriormente para
asegurar su inocuidad.
Medidas preventivas
La contaminación microbiana de los alimentos puede ser evitada o, al menos, reducida a unos mínimos
tomando m edidas preventivas tales cuando se manipulan alimentos.
Con este objetivo, además de que el establecimiento está acondicionado para permitir una buena
manipulación, la dirección del establecimiento deberá tornar medidas para que todas las personas que
manipulen alimentos reciban una Instrucción adecuada y continuada en materia de manipulación
higiénica de los alimentos e higiene personal, con el fin de que sepan adoptarlas precauciones necesarias
para evitarla contaminación de los productos alimenticios. Se recomienda incidir más sobre la educación
sanitaria de los manipuladores que sobre controles médicos periódicos.
a) Condiciones de los locales para una buena manipulación
- En los locales de trabajo habrá un número de lavabos suficientes para lavarse y desinfectase las manos.
Los lavabos dispondrán de grifos de accionamiento no manual y tendrán toallas de un solo uso. Deberán
disponer, permanentemente, de dispensadores de jabón y de sustancias desinfectantes.
- Existirá un número suficiente de vestuarios, lavabos y retretes con cisterna, que no deberán estar
comunicados directamente con los locales de trabajo.
- Se podrán colocar avisos en lugares bien visibles sobre la obligación de lavarse las manos.
- Se evitará el uso de paños y toallas de limpieza. En el caso de que sea necesario su uso, se
recomienda que los paños y toallas utilizados se destinen a un sólo uso y no se compartan con otras
utilidades. En cualquier caso, dichos pafios se lavarán, hervirán y secarán cuando se considere
conveniente y siempre después de la jornada de trabajo. Nunca se deben mantener húmedos. La
condición de humedad puede suponer un crecimiento bacteriano.
b) Higiene de los Manipuladores:
-Deberá vestir ropa de trabajo adecuada, limpia y, preferentemente, de colores claros. Llevará una prenda
de cabeza, para evitar que el pelo (puede tener grasa, suciedad, humo) contamine los alimentos. La ropa
de trabajo se lavará con la periodicidad suficiente para mantenerla limpia.
-Las heridas en las manos deberán estar cubiertas c on un vendaje impermeable estanco y de color bien
visible, cambiando el vendaje plástico tantas veces como sea necesario. No deberá permitirse la
manipulación de productos a aquellos operarios que tengan heridas o lesiones sin protección. Tales
personas podrán usar guantes para asegurar una protección eficaz.
-En los locales de trabajo y zonas de almacenamiento no se deberá escupir, fumar, beber ni comer. Estas
actividades tienen en común la saliva, la cual puede contactar con el alimento que se maneja. En el caso
del tabaco, pueden desprenderse partículas de ceniza.
-Cuando se utilicen guantes, éstos se mantendrán en perfectas condiciones de limpieza e higiene. Se
desecharán aquellos que están rotos o pinchados.
-Los manipuladores deberán lavarse y desinfectarse las manos:
* Al comienzo de la jornada de trabajo
* Después de los descansos
* Cada vez que se incorporen a la cadena de producción y siempre después de utilizar los retretes.
* En cualquier momento en que se considere que se han contaminado las manos, sobre todo
inmediatamente después de haber manipulado cualquier material contaminado.
* El uso de guantes no exime al operario de la obligación de lavarse las manos en los casos
anteriormente citados.
Las uñas se mantendrán cortas, sin barniz y escrupulosamente limpias.
-No tocarse nariz, boca, oídos, etc., ya que son zonas donde pueden existir gérmenes.
-Independientemente de las actitudes anteriormente expuestas, podrían comentarse otras muchas que
pueden observarse en el día a día, las cuales nuestro sentido común nos indica que deben ser
suprimidas del trabajo.
c) Salud de los Manipuladores:
- Deberán poseer el carné de manipulador de alimentos.
- Conviene tener en cuenta que algunos manipuladores pueden ser 10 que se denomina 'portadores', es
decir una persona que alberga gérmenes y los elimina continua o periódicamente. El peligro está en el
'portador sano', es decir, personas que sin saberlo tienen gérmenes que pueden causar enfermedad en
otros.
Ninguna persona de quien se sepa o sospeche que padece o porta una enfermedad que pueda
transmitirse a través de los alimentos o esté aquejada de heridas infectadas, infecciones cutáneas o
diarrea, estará autorizada para trabajar en ninguna zona de manipulación de alimentos, desempeñando
un puesto en el que exista la posibilidad de contaminación directa o indirecta de los alimentos con
microorganismos patógenos.
Dichas personas tendrán la obligación de comunicar dicha circunstancia al responsable. Se realizará los
exámenes médicos necesarios para detectar posibles portadores, separándolos de las fases de
manipulación de los productos alimenticios.
- Se deberán evitar toses y estornudos en los locales de trabajo y en zonas cercanas a la manipulación
de los alimentos.
Vigilancia
La responsabilidad del control de manipuladores recaerá sobre una persona, que preferentemente será
personal del establecimiento y cuyas funciones estén separadas en lo posible, de las de producción. Esta
persona deberá tener pleno conocimiento de la importancia de la contaminación debida a los
manipuladores.
- Se controlará diariamente la correcta manipulación de los productos y las correctas prácticas de higiene
de los operarios. Se vigilarán especialmente aquellos operarios que hayan demostrado el incumplimiento
de las normas de higiene.
- Existirá constancia, mediante las pruebas que se consideren oportunas, del estado de salud de los
manipuladores y se vigilarán, especialmente, aquellos operarios que presumiblemente estén padeciendo
una enfermedad bacteriana o vírica, o aquellos que hayan sido portadores de enfermedades y que
puedan repercutir en la inocuidad de los productos.
Medidas correctoras
- Aquellos operarios que incumplan las prácticas de higiene serán informados de la obligatoriedad y
necesidad de su cumplimiento. Si persisten en el incumplimiento de dichas prácticas serán retirados de la
cadena de producción.
- Las personas sospechosas de padecer cualquier enfermedad que pueda transmitirse a través de los
alimentos, una vez retiradas de la cadena de producción, serán sometidas a los exámenes médicos
necesarios para detectar el tipo de enfermedad y se les aplicará el tratamiento conveniente para su
curación.
Registros
- Conservar todos los certificados sanitarios del personal.
- Anotación de cualquier incidencia en la salud de los manipuladores que pueda suponer una
contaminación de los productos.
- Anotación de cualquier fallo en las prácticas de manipulación.
- Anotación de cualquier medida correctora.
II. CONSIDERACIONES HIGIENICAS EN LOCALES, EQUIPOS Y UTENSILIOS
Riesgos
- Muchos de los atributos de diseño y empleo de los locales,del equipo y de los utensilios determinan los
posibles riesgos microbiológicos que conlleva la elaboración de un producto. Ciertamente, un
componente del equipo cuyo mantenimiento resulta difícil o no alcanza el rendimiento previsto puede
originar problemas microbiológicos importantes o, también, una superficie con grietas y fisuras y
materiales absorbentes de difícil limpieza favorece los riesgos sanitarios.
- Una mala higiene puede acarrear serias consecuencias ya que la leche es un medio de cultivo perfecto
para el rápido crecimiento de los microorganismos. Un fallo en las tareas de limpieza puede dar lugar a la
pérdida de grandes volúmenes de producto, por lo cual es imprescindible trabajar con superficies limpias,
libres de residuos de suciedad o gérmenes. Si el detergente o desinfectante no puede penetrar
uniformemente en todos los puntos del equipo para eliminar los residuos de leche, las bacterias
protegidas de los desinfectantes pueden sobrevivir y multiplicarse.
- Los insectos y roedores pueden constituir un peligro sanitario como vectores de microorganismos
patógenos.
Hacia los lugares donde se preparan alimentos se ven atraídos gran diversidad de insectos, algunos de
los cuales pueden intervenir activamente en el deterioro de los alimentos almacenados. Moscas,
moscones, cucarachas y hormigas pueden transportar gérmenes desde la basura o los excrementos a los
alimentos, que así pueden transmitir enfermedades. Las moscas transportan las materias sobre sus
cuerpos y patas y, en el momentos de comer, contaminan los alimentos al regurgitar sobre su superficie
una parte de lo que ya han digerido.
Las ratas y los ratones son destructores, además de constituir peligrosas fuentes de infección. Toda
superficie que toquen ha de considerarse como contaminada.
Medidas preventivas
a) Diseño y empleo
EL diseño higiénico de las zonas donde se manipulan alimentos, así como de los equipos y utensilios,
está contemplado en el Real Decreto 1679/94 y en cualquier código de prácticas de higiene.
a.l. Todos los factores de diseño de los locales y sus instalaciones no tienen la misma importancia con
respecto a la higiene. Los factores más importantes incluyen los medios para el suministro de agua,
eliminación de residuos y locales para refrigeración y almacenamiento en ambiente frío. Los requisitos
físicos varían con el tamaño y el campo de acción de las operaciones.
-Los locales y sus instalaciones deberán ser de construcción sólida y habrán de mantenerse en buen
estado. Todos los materiales de construcción deberán ser tales que no transmitan ninguna sustancia
indeseable a los alimentos. Deberá disponerse de suficiente espacio de trabajo para realizar de manera
satisfactoria todas las operaciones. Se dispondrá de un sistema de protección contra insectos y roedores,
mediante rejillas o sistemas de desinsectación y desratización adecuados, como se detalla en el apartado
correspondiente.
-Los locales y sus instalaciones deberán proyectarse de forma que permitan una limpieza fácil y
adecuada, un buen control de la higiene de los alimentos y la eliminación, en la mayor medida, de los
contaminantes ambientales, como humo, polvo, etc.
a.2. Cuando se realiza la selección del equipo para el procesado de los alimentos deberán considerarse
diversos factores. EL primero es la perfección con que el equipo realiza la función para la que se destina
(por ej, enfriar, pasterizar, envasar, etc.) y a continuación otros como el tamaño en relación con el
volumen de producción, fiabilidad, facilidad de funcionamiento y mantenimiento o la seguridad para los
operarios. El equipo seleccionado para una determinada línea de procesado de alimentos supone un
componente importante sobre la capacidad para producir y preparar alimentos inocuos con una calidad
microbiológica aceptable. Esta capacidad deriva predominantemente de la facilidad de limpieza y
mantenimiento, protección del alimento de la contaminación externa o derivada del propio equipo,
realización del proceso idóneo y de los medios para controlar y comprobar el funcionamiento del equipo.
Es claro que resulta esencial disponer de personal bien preparado y motivado para realizar una operación
totalmente higiénica incluso con el equipo seleccionado de la forma más cuidadosa.
- El diseño de los equipos y utensilios que se usen para la manipulación de los productos alimenticios
deberá impedir la acumulación de residuos en zonas inaccesibles para su limpieza. Los equipos y
utensilios deberán ser de un material que no transmita sustancias tóxicas, olores, ni sabores,
impermeables, resistentes a la corrosión y capaces de resistir repetidas operaciones de limpieza y
desinfección. Las superficies deberán ser lisas y carentes de agujeros y grietas. Entre los materiales
apropiados figura el acero inoxidable y el caucho. Deberá evitarse el uso de madera y otros materiales
que no puedan limpiarse y desinfectarse adecuadamente, a menos que se tenga la certeza de que su
empleo no será una fuente de contaminación.
- Los equipos y utensilios deberán mantenerse en buen estado dc conservación. Cuando empiecen a
presentar signos de deterioro o corrosión deberán sustituirse por nuevos. Estos utensilios deberán
utilizarse únicamente para la manipulación de los productos alimenticios. Se podrán utilizar para otros
usos, si lo autoriza la autoridad competente.
- El equipo para manipular, preparar y almacenar alimentos debe diseñarse y utilizarse de forma que se
garantice la protección de los productos contra la posible contaminación exterior o interior por el mismo.
Como ejemplos de contaminación ambiental se incluye la caída de agua condensada desde tuberías
elevadas o desde el techo, el aire contaminado y las salpicaduras de agua desde el suelo hacia las sales
que contactan con los alimentos.
La contaminación procedente del ambiente es más probable que se produzca en los sistemas abiertos
que en los sistemas abiertos que en los cerrados. Los alimentos son vulnerables a la contaminación
mientras permanecen exputos en sistemas abiertos de procesado, tales como trasportadores, tablas de
corte, molturadoras y mezcladoras. Los sistemas cerrados de procesado reducen al mínimo la
contaminació procedente del medio ambiente, aunque persisten zonas con un potencial de contaminación
externa. Estas zonas incluyen los puntos en que los alimentos entran y salen del sistema y las zonas en

que existen acoplamientos entre las partes del sistema. Aunque el sistema sea diseñado para limpiarlo en
su ubicación, algunas veces debe ser abierto para trabajos de mantenimiento. Además, la contaminación
puede producirse a través de juntas desgastadas o defectuosas en bombas y en conexiones de tuberías.
Los alimentos deben ser protegidos también de la contaminación procedente del interior del equipo de
porcado. Tanto en los sistemas abiertos como en los cerrados pueden existir puntos, tales como
extremos ciegos y espacios vacíos, en los que se acumulan residuos de alimentos.
a.3. Los productos no destinados al consumo humano se conservaran en contenedores especiales,
estancos y resistentes a la corrosión. Existirá un local destinado a almacenar dichos contenedores en
caso de que los mismos no se vacíen, como mínimo, al término de cada jornada de trabajo. Dicha zona
tendrá una temperatura lo más baja posible, estará bien ventilada, protegida de insectos y roedores y
deberá ser fácil de limpiar, lavar y desinfectar. Existirá una separación entre los contenedores y los
productos alimenticios.
b) Limpieza y desinfección
La limpieza de una industria láctea, después de cada periodo de trabajo, requiere la eliminación de la
suciedad y desinfección de todas las superficies que pueden contactar con los productos y de las zonas
externas que no intervienen directamente en el procesado, menos críticas. Estas operaciones se
realizaran de acuerdo con un Plan de Limpieza que establezca un programa de limpieza y desinfección
permanente. Dicho plan se redactará por escrito y contemplará de manera detallada:
- Tipo y dosis de los productos utilizados.
- Método y frecuencia con que se realizan estas operaciones.
- Personal que se ha encargado de estas actividades (personal propio, personal contratado).
La responsabilidad de la limpieza del establecimiento recaerá sobre una persona, que preferentemente
sea personal del establecimiento y cuyas funciones estén separadas, en lo posible, de las de producción.
Esta persona deberá tener pleno conocimiento de la importancia de los riesgos que entre la
contaminación debida a unos locales o equipos deficientemente mantenidos.
En este Plan se tendrán en cuenta los siguientes principios:
- Las condiciones de humedad y temperaturas medias o altas favorecen el crecimiento bacteriano. Si a
ello se le suma la permanencia en las superficies de residuos y acumulación de polvo, se facilita un
crecimiento bacteriano que puede repercutir en la inocuidad de los productos alimenticios. Por ello deben
mantenerse locales, equipos y utensilios limpios y secos.
-El equipo y los utensilios deberán utilizarse limpios y desinfectados con anterioridad a su uso y
mantenerse, igualmente, durante los periodos en los que no sean utilizados. No se deben compartir
utensilios y equipos (cuchillos, pilas de agua, etc) para distintos usos, con el fin de prevenir
contaminaciones cruzadas. En el caso de que se utilicen en distintas fases de la cadena de producción,
se lavarán y desinfectarán con anterioridad a su nueva utilización.
-La zona de almacenamiento de los contenedores de desechos deberá limpiarse y desinfectarse con la
periodicidad conveniente. Los contenedores se limpiarán y desinfectarán cada vez que se vacíen.
-Los productos utilizados deberán garantizar una limpieza y desinfección adecuada y se usarán de forma
que no puedan transmitir sustancias contaminantes a los productos alimenticios. Dichos productos
deberán cumplir los requisitos establecidos por la legislación vigente (Real Deceso 281611983, de 13 de
octubre, por el que se aprueba la Reglamentación técnico-Sanitaria para la elaboración, circulación y
comercio de detergentes), etiquetarse adec uadamente con un rótulo que informe sobre su toxicidad y
empleo, y deberán almacenase en zonas o loc ales separados de los productos alimenticios y materias
primal, preferiblemente cerrados con llave.
-Los materiales utilizados para el lavado (cepillos, esponjas, etc) deberán mantenerse limpios y secos.
-Los vestuarios, lavabos y retretes deberán mantenerse limpios en todo momento.
-El personal de limpieza deberá estar bien capacitado en técnicas de limpieza.
Sistemas de limpieza
-El sistema de limpieza más recomendado para suelos y superficies son los equipos de espuma a baja
presión que permiten enjuagar, proyectar la solución detergente sobre todas las zonas a limpiar y
pulverizar un desinfectante.
-El método utilizado para equipos puede variar según la industria, aunque en la mayoría de las industrias
lác teas se dispone del sistema C.I.P. (cleaning in place).
Con este sistema se lleva a cabo la limpieza y desinfección de tuberías, máquinas, depósitos de
almacenamiento, cisternas de transporte y gran parte de los equipos utilizados en el tratamiento y
producción de derivados lácteos. Normalmente, se realiza una limpieza diaria aunque en plantas de
elevada producción y en las zonas de almacenamiento puede realizarse cada varios días.
Es importante evitar contaminaciones cruzadas entre los circuitos de limpieza de conducciones y
aparatos utilizados por la leche cruda y los de la leche tratada térmicamente, siendo siempre preferible
instalar un sistema CIP independiente para cada zona.
El ciclo de limpieza y desinfección consta de las siguientes fases:
1. Eliminación de residuos y restos de productos.
2. Preenjuague.
3. Aplicación del detergente.
4. Enjuague con agua limpia.
5. Desinfección.
6. Enjuague final con agua potable.
- La temperatura de lavado tiene una influencia decisiva en el grado de limpieza y el nivel de
contaminación bacteriológica de una instalación. Temperaturas inferiores a 40º C son insuficientes ya que
la grasa debe ser fundida para realizar una limpieza eficiente. Sin tener en cuenta el ahorro energético, la
temperatura óptima oscila entre los 6º y 7º C.
- La mayoría de detergentes utilizados en la industria láctea son mezclas complejas de productos
químicos, combinados óptimamente para desarrollar unas funciones concretas.
- La desinfección puede realizase de dos formas:
Con vapor o agua caliente.
Con productos químicos.
c) Lucha contra las plagas
Deberán realizarse medidas preventivas tendentes a impedir la presencia de roedores e insectos en los
establecimientos y medidas urgentes de erradicación en el caso de que se detecte la presencia de estos
animales en el interior de la industria, de acuerdo con un Programa de Desratización y Desinsectación
establecido por el personal competente en la materia. El programa de lucha contra las plagas será eficaz
y continuo. Dicho programa estará redactado por escrito y tendrá en cuenta los siguientes principios:
- Las medidas de lucha que comprendan el tratamiento con agentes químicos, físicos o biológicos sólo
deberá aplicarse bajo la supervisión directa del personal experto y cualificado de una empresa
especializada o por personal de la industria que conozca la utilización de plaguicidas y sus peligros
potenciales al hombre y a los productos alimenticios.
-Insecticidas y raticidas se utilizan de forma que no puedan transmitir sustancias contaminantes a los
productos alimenticios. Dichos productos deberán cumplir los requisitos establecidos por la legislación
vigente real Decreto 3349/1983, de 30 de noviembre, por el que se aprueba la Reglamentación Técnico-
Sanitaria para la fabricación, comercialización y utilización de Plaguicidas), etiquetarse adecuadamente
con un rótulo en el que se informe sobre su toxicidad y empleo, y almacenarse en zonas o locales
separados de los productos alimenticios y materias primas, y preferiblemente cerrados con llave.
-No podan olvidase todas aquellas medidas preventivas generales relativas al diseño y mantenimiento de
los locales de forma que se evite la entrada de animales indeseables en las mismas:
Arreglar aquellas ventanas cuyos cristales se hayan roto o que presenten signos de deterioro.
Proteger desagües, agujeros y grietas por donde pasan las tuberías o cualquier zona susceptible de
entrada de estos animales mediante materiales que eviten su presencia en el establecimiento. Los
paneles de madera, los falsos techos y las tuberías empotradas en los locales donde se preparan
alimentos pueden favorecer posibles entradas de roedores.
Seguimiento de unas prácticas correctas de almacenamiento, en especial de los materiales almacenados
al aire libre, en cobertizos o en edificios exteriores. Estos se apilarán sobre plataformas de madera
situadas, por lo menos, a 30 cm por encima del suelo y a 60 cm de la pared. Los métodos de
almacenamiento defectuosos, el apilamiento inadecuado y la falta de limpieza de los mismos favorecen la
infestación de un edificio realmente protegido hacia el exterior.
Evitar grifos que gotean, desagües defectuosos, etc.
Los locales en donde se depositen los desechos, así como los contenedores de desechos, deberán ser
de fácil limpieza y mantenerse limpios. Hasta el momento de la evacuación, los contenedores de
desechos deberán mantenerse cerrados. Las cajas de cartón o de madera y los sacos deben colocarse
bien apilados juntos, sobre plataformas de madera situadas, por lo menos, a 30 cm del suelo y a 60 cm
de la pared.
Los alrededores del establecimiento se mantendrán limpios y libres de cualquier material que pudiera
constituir un criadero de animales indeseables.
Se utilizan mosquiteros en ventanas, puertas y ventiladores o zonas de los locales en. donde se
considere conveniente. Los mosquiteros serán de fácil limpieza y se limpiarán periódicamente. Se pueden
colocar pantallas flexibles contra insectos con sistema velcro en todo tipo de ventanas. Todas las rejillas
que se coloquen sobre las puertas se abrirán hacia el exterior.
-Como métodos comunes de eliminación de roedores encontramos:
* Cepos con venenos agudos o con venenos crónicos. Los venenos más convenientes son los
anticoagulantes, que son poco tóxicos para las personas y para los animales domésticos. Para que sean
eficaces es preciso que el cepo se mantenga al alcance de los roedores durante un mínimo de dos
semanas.
* Trampas. No son eficaces contra las infestaciones más intensas, pero pueden ser útiles para eliminar a
los supervivientes del tratamiento con veneno o como medida preventiva.
* Plaguicidas en agujeros y cavidades utilizados por los roedores. En almacenes puede ser precisa la
fumigación con gas por em presas especializadas.
* Los animales de compañía domésticos, como los gatos, no deben utílizarse para evitar la presencia de
roedores en establecimientos de alimentación, pues esos mismos animales pueden ser causa de
enfermedades transmitidas por los alimentos.
-Por último, entre los métodos de eliminación de insectos se pueden aplicar:
* Insecticidas en polvo o en rociamientos, contra huevos, larvas y adultos. Los insecticidas que dejan
residuo duradero (rociamiento de acción residual) pueden ser peligrosos cuando se aplican en zonas
donde se preparan alimentos. Los suelos, paredes, contenedores de basuras y áreas próximas se
pueden rociar con insecticidas de acción residual. Resulta eficaz para la eliminación de cucarachas pintar
una banda de insecticida de 10 cm de ancho en la parte baja de las paredes, donde se unen al suelo. La
banda no tendrá interrupciones, de forma que las cucarachas tengan que tocar la banda el entrar o salir
de los locales.
* Dispositivos con tubos fluorescentes que atraen a los insectos voladores hacia una rejilla electrificada.
Los insectos mueren en el acto y caen en una bandeja colectora
* Las preparaciones de pelitre en aerosol pueden ser útiles para desalojar a los insectos de sus criaderos
y situar los puntos de infestación. En estos criaderos pueden aplicarse insecticidas de acción más
prolongada. Será preciso tomar precauciones especiales para evitar que los plaguicidas contar en los
alimentos o las superficies que van a estar en contacto con éstos.
Vigilancia
- Todo el equipo requiere una inspección y mantenimiento regulares. Cierres, juntas y mangueras se
deterioran generalmente con el tiempo, permitiendo el goteo que supone una contaminación potencial.
Serán reemplazados a intervalos de tiempo regulares y predeterm inados antes de que experimenten un
desgaste excesivo o se deterioren. Los fallos en la ejecución de esta tarea pueden determinar la
obtención de un producto defectuoso. Siempre siguiendo las instrucciones del fabricante.
-Comprobación del cumplimiento exhaustivo del Plan de limpieza haciendo:
- Control de frecuencias y procedimientos.
- Inspección diaria de las condiciones higiénico-sanitarias de los locales, equipos y utensilios.
- Revisión del funcionamiento del Sistema CIP.
- Control microbiológico mediante tomas de muestras de superficie y del ambiente, de acuerdo con la
letra b) del apartado 1 del artículo 14 del Real Decreto 1679/94.
Cada día existen más y mejores sistemas rápidos de análisis o pruebas orientativas. En el mismo
establecimiento podrán realizase pruebas de pH (tiras, contadores...) o métodos de determinación del
contenido microbiológico.
-Comprobación del cumplimiento exhaustivo del programa de desinsectación y desratización haciendo:
- Control de frecuencias y procedimientos.
- Inspección de los locales de almacenamiento. Estos animales tienen fácil entrada en los sacos y cajas
de cartón o de madera.
- Notificación inmediata, por parte de el personal del establecimiento y especialmente de el de limpieza,
de cualquier signo de infestación, tales como presencia de heces, frotaduras, carreras, agujeros y
raspaduras, huellas de pisadas en el polvo o en tierra húmeda, alimentos o envases dañados, o la
presencia de animales muertos o vivos.
- Examen periódico, siguiendo un programa previamente estipulado, de los rincones de los locales que no
están a la vista, escaleras, hueco de las escaleras, espacios bajo las estanterías, ventiladores, locales de
almacenamiento de materias primas, de envase: y embalajes y de otros productos, desvanes, grietas y
agujeros por donde pasan las tuberías, conductos y cables, locales o construcciones contiguos y posibles
criaderos
Medidas correctoras
-Si los equipos se hallan deficientemente mantenidos se restablecerán las condiciones de funcionamiento
adecuadas.
-Si se encuentran zonas o equipos que no están suficientemente limpios se limpiarán antes de que
comience el proceso de producción y se restablecerán las pautas del programa de limpieza y
desinfección.
-Si se observa la presencia de insectos o roedores en los locales, se aplicarán las medidas de eliminación
descritas y se restablecerán las pautas de los programas de lucha contra plagas.
Registros
-Redacción escrita de los programas de limpieza, desinfección, desinsectación y desratización.
-Anotación de cualquier incidencia en las condiciones de locales, equipo y utensilios.
-En muchos casos, la comprobación primaria de los equipos se efectuará mediante dispositivos que son
parte integral de los mismos como son termómetros, máquinas pesadoras, manómetros, medidores de
flujo, pHmetros y detectores de gases con algún medio para mostrar la información, por q., gráficos en
tiras giratorias, limbos, medidores digitales. Asociados con éstos se encuentran dispositivos de alarma
tales como luces intermitentes o coloreadas, timbres y sirenas, y válvulas de derivación de flujo y válvulas
de seguridad de diversos tipos. Es importante que el equipo destinado al procesado de alimentos se
encuentre provisto de los dispositivos adecuados. Por ejemplo, los autoclaves de presión irán provistos
de termómetros y manómetros que se conectarán a controladores que registran temperaturas y
presiones. De manera similar, las cámaras frigoríficas dispondrán de termómetros de lectura remota e,
idealmente, de registradores de temperaturas. En los fermentadores existirán dispositivos para medir el
pH; en los tanques de salmuera, salinímetros; y así sucesivamente. También son convenientes los
dispositivos registradores para determinar la temperatura durante el transporte de los alimentos. No
obstante, todo esto no es imprescindible para tener constancia escrita del correcto funcionamiento y
mantenimiento de los equipos
- Anotación de cualquier incidencia en el Plan de limpieza o en el Plan de Desratización y Desinsectación.
- Anotación de los resultados del control microbiológico ambiental, de equipos y utensilios.
- Anotación de cualquier medida correctora.