Análisis de Procesos Mineros VI versión MGM - enm.ucn.cl · PDF fileProductos de...
207
Universidad Católica del Norte Escuela de Negocios Mineros Magister en Gestión Minera Análisis de Procesos Mineros VI versión MGM Antofagasta, Abril de 2013 VICTOR CONEJEROS
Transcript of Análisis de Procesos Mineros VI versión MGM - enm.ucn.cl · PDF fileProductos de...
Universidad Católica del Norte
Escuela de Negocios Mineros Magister en Gestión Minera
Análisis de Procesos Mineros VI versión MGM
Antofagasta, Abril de 2013
VICTOR CONEJEROS

2
PROCESAMIENTO DE MINERALES:
FLOTACIÓN
Víctor Conejeros T.

3
TEMARIO CAPÍTULO I. INTRODUCCIÓN:
1.1. Conceptos Generales.
1.2. Caracterización de las menas y su relación con los procesos de
concentración (química, física, mineralogía).
CAPÍTULO II. VARIABLES DEL PROCESO:
2.1. Clasificación.
2.2. Análisis de las principales variables del proceso.
2.3. Algunos aspectos relacionados con los reactivos de flotación, con
preponderancia de los espumantes.
CAPÍTULO III. EVALUACIÓN DEL PROCESO:
3.1. Principales parámetros de evaluación del proceso de flotación
(recuperación, ley).
3.2. Límite de la concentración de minerales.
3.3. Análisis de circuitos.
3.4. Algunas consideraciones acerca de la separación.
4
TEMARIO
CAPÍTULO IV. CINÉTICA DE FLOTACIÓN Y TECNOLOGÍA DEL PROCESO:
4.1. Conceptos cinéticos, modelos y criterios de Agar.
4.2. Equipos de flotación.
4.3. Aplicaciones.
CAPÍTULO V. ANÁLISIS DE LOS CIRCUITOS PRIMARIOS (ROUGHER):
5.1. Conceptos generales.
5.2. Análisis de circuitos de diferentes empresas.
5.3. Análisis del circuito de Minera Esperanza.
5.4. Discusión de las principales variables y parámetros de los
circuitos primarios.

5
1. Conceptos Generales en
Flotación

6
Introducción
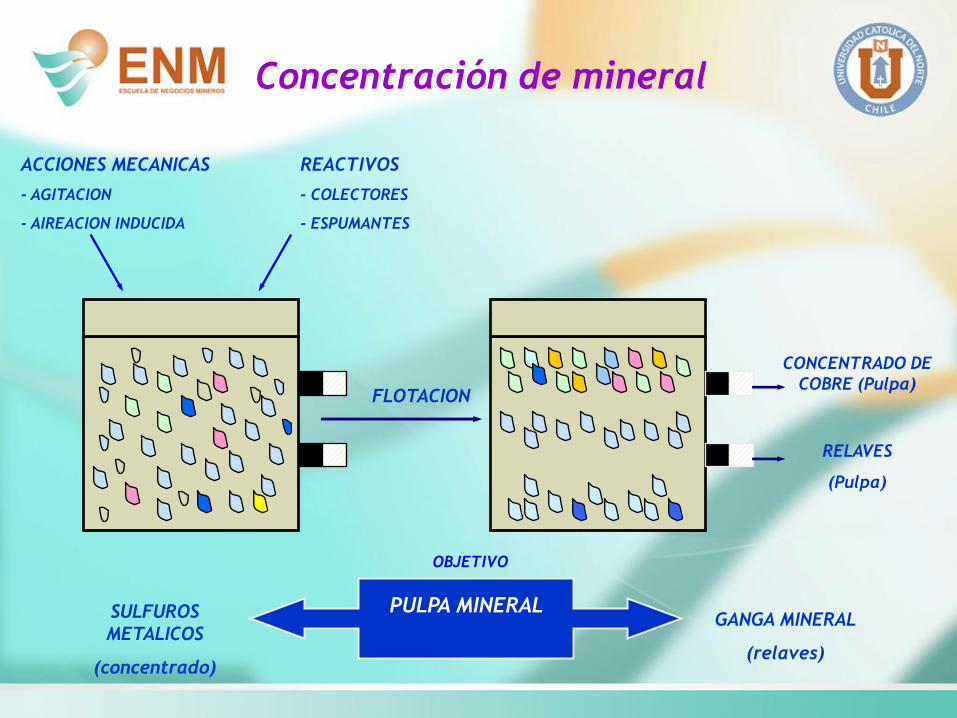
CONCENTRADO DE
COBRE (Pulpa)
RELAVES
(Pulpa)
FLOTACION
ACCIONES MECANICAS
- AGITACION
- AIREACION INDUCIDA
REACTIVOS
- COLECTORES
- ESPUMANTES
PULPA MINERAL SULFUROS
METALICOS
(concentrado)
GANGA MINERAL
(relaves)
OBJETIVO
Concentración de mineral

El procesamiento de minerales, consiste en tratar los minerales hasta
obtener productos con rendimiento comercial, por métodos que no
destruyan las características físicas o químicas de los mismos. Esta
definición descarta a operaciones como refinación, tratamiento con
calor, lixiviación y otros procedimientos químicos.
8

Un esquema, que representa
dicho proceso es el siguiente:
9
El proceso de flotación se
puede definir como:
“Método de concentración,
consiste en la separación
selectiva de especies
minerales de acuerdo con sus
propiedades superficiales de
adhesión a burbujas de aire”.

10
El fenómeno de flotación es una combinación de probabilidades :
-de adsorción química
-de corto circuito
-de colisión partícula burbuja
-de adhesión partícula burbuja
-de rompimiento de unión partícula burbuja
-de arrastre con la ganga
-de ingreso en la fase espuma
-de ser colectada en la espuma
En general la flotación es un proceso complejo, por lo que
en las figuras siguientes, se presentan diversos esquemas
de representación del proceso de flotación.
11
12
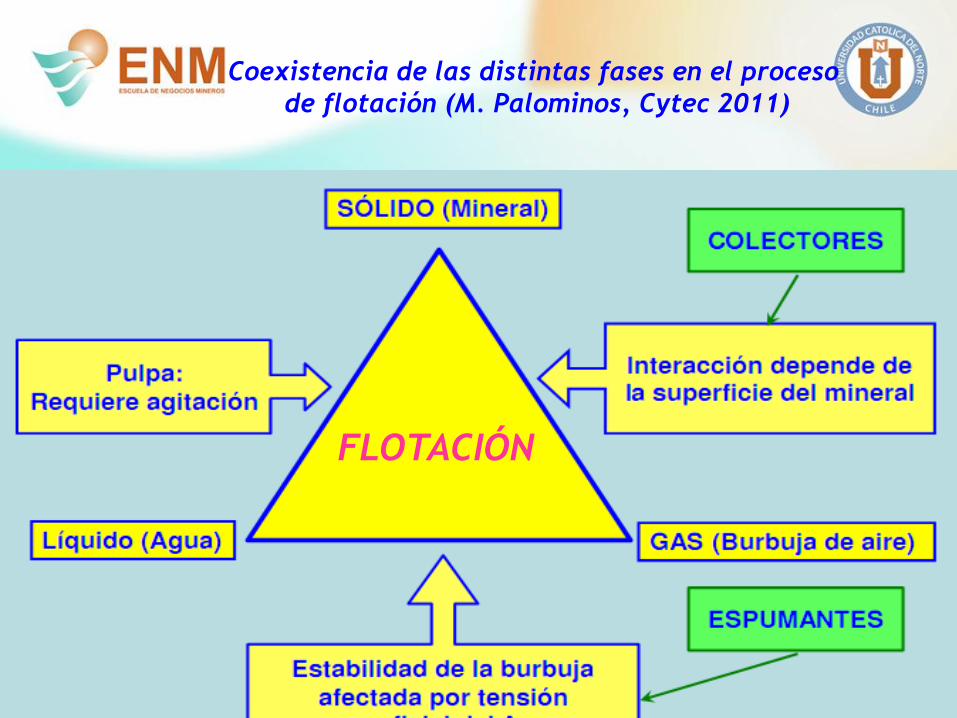
Coexistencia de las distintas fases en el proceso
de flotación (M. Palominos, Cytec 2011)
FLOTACIÓN
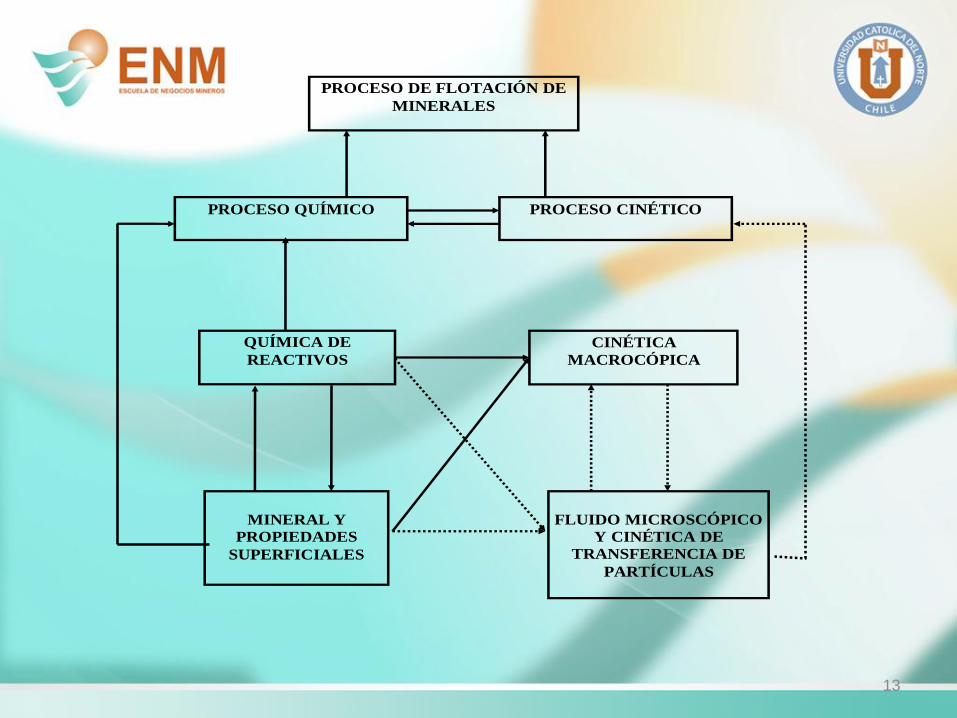
PROCESO DE FLOTACIÓN DE MINERALES
PROCESO QUÍMICO PROCESO CINÉTICO
QUÍMICA DE
REACTIVOS
CINÉTICA
MACROCÓPICA
MINERAL Y
PROPIEDADES
SUPERFICIALES
FLUIDO MICROSCÓPICO
Y CINÉTICA DE
TRANSFERENCIA DE
PARTÍCULAS
13
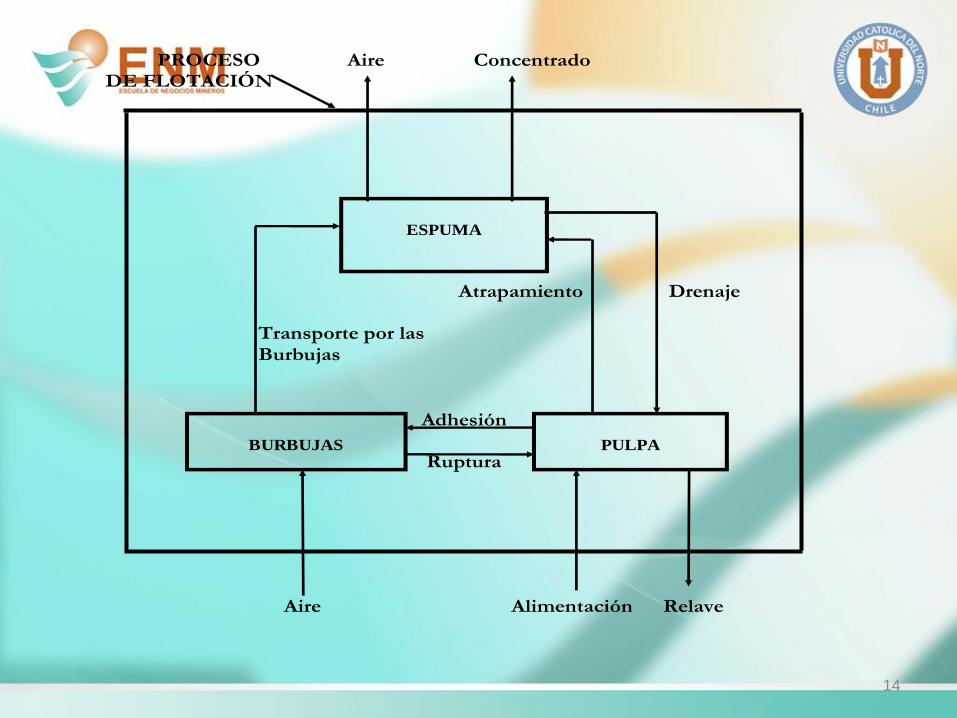
PROCESO Aire Concentrado DE FLOTACIÓN Atrapamiento Drenaje Transporte por las Burbujas
Adhesión Ruptura
Aire Alimentación Relave
ESPUMA
BURBUJAS
PULPA
14
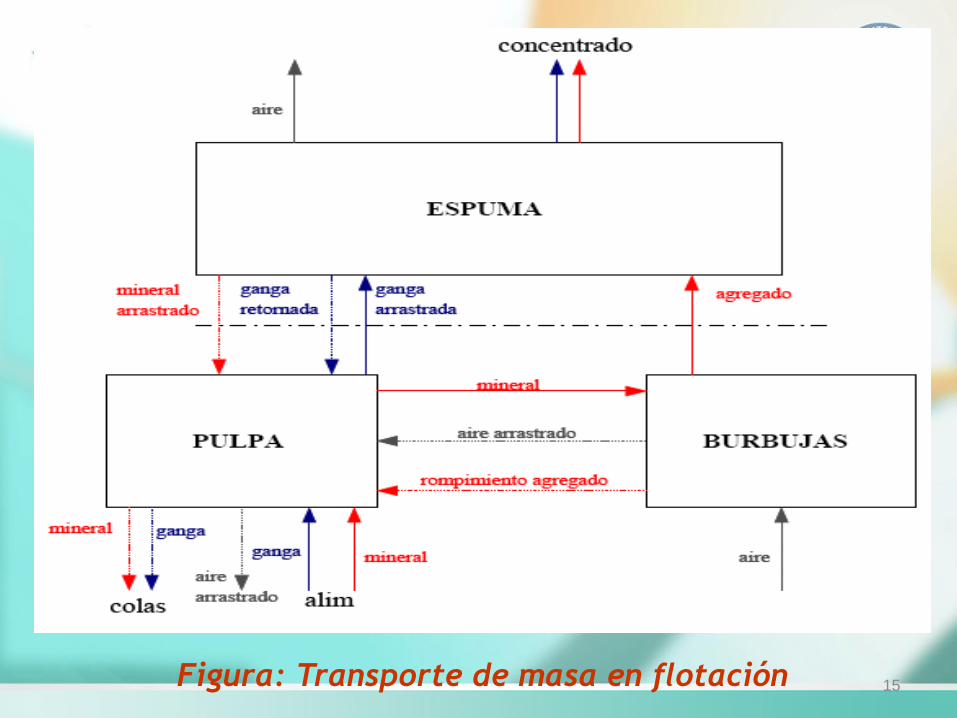
Figura: Transporte de masa en flotación 15
16

COMPONENTES QUÍMICOS
- Colectores. - Espumantes. - Activadores. - Depresantes. - pH.
COMPONENTES COMPONENTES
DEL EQUIPO OPERACIONALES
- Diseño de celda. - Flujo de alimentación. - Agitación. - Mineralogía. - Flujo de aire. - Tamaño de partícula. - Configuración del banco de celdas. - Densidad de pulpa. - Control del banco de celdas. - Temperatura.
SISTEMA
DE
FLOTACIÓN
17
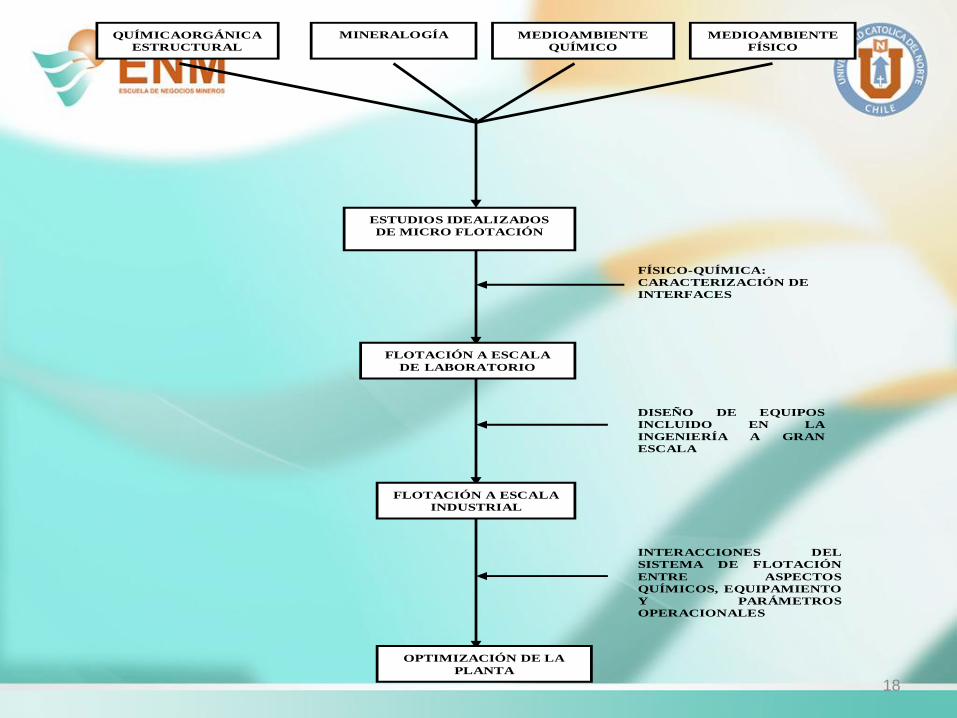
QUÍMICAORGÁNICA
ESTRUCTURAL
MINERALOGÍA MEDIOAMBIENTE
QUÍMICO
MEDIOAMBIENTE
FÍSICO
ESTUDIOS IDEALIZADOS
DE MICRO FLOTACIÓN
FLOTACIÓN A ESCALA
DE LABORATORIO
FÍSICO-QUÍMICA:
CARACTERIZACIÓN DE
INTERFACES
FLOTACIÓN A ESCALA
INDUSTRIAL
DISEÑO DE EQUIPOS
INCLUIDO EN LA
INGENIERÍA A GRAN
ESCALA
OPTIMIZACIÓN DE LA
PLANTA
INTERACCIONES DEL
SISTEMA DE FLOTACIÓN
ENTRE ASPECTOS
QUÍMICOS, EQUIPAMIENTO
Y PARÁMETROS
OPERACIONALES
18
En los procesos de flotación,
es necesario distinguir los términos siguientes:
a) Flotación colectiva: se produce la separación de
varios componentes en dos grupos, de los cuales
el concentrado contiene por lo menos dos o más
componentes.
b) Flotación selectiva o diferencial: se realiza la
separación de compuestos complejos en
productos que contiene no más de una especie
individualizada. 19

Planta flotación Cu-Mo
CIRCUITO AGOTAMIENTO 16 CELDAS DORR-OLIVER DE 1550 ft3
CONCENTRADO Cu-Mo
CIRCUITO PRIMARIO 45 CELDAS WEMCO DE 1500 ft3
CIRCUITO LIMPIEZA 2 CELDAS COLUMNAS
RELAVE
20
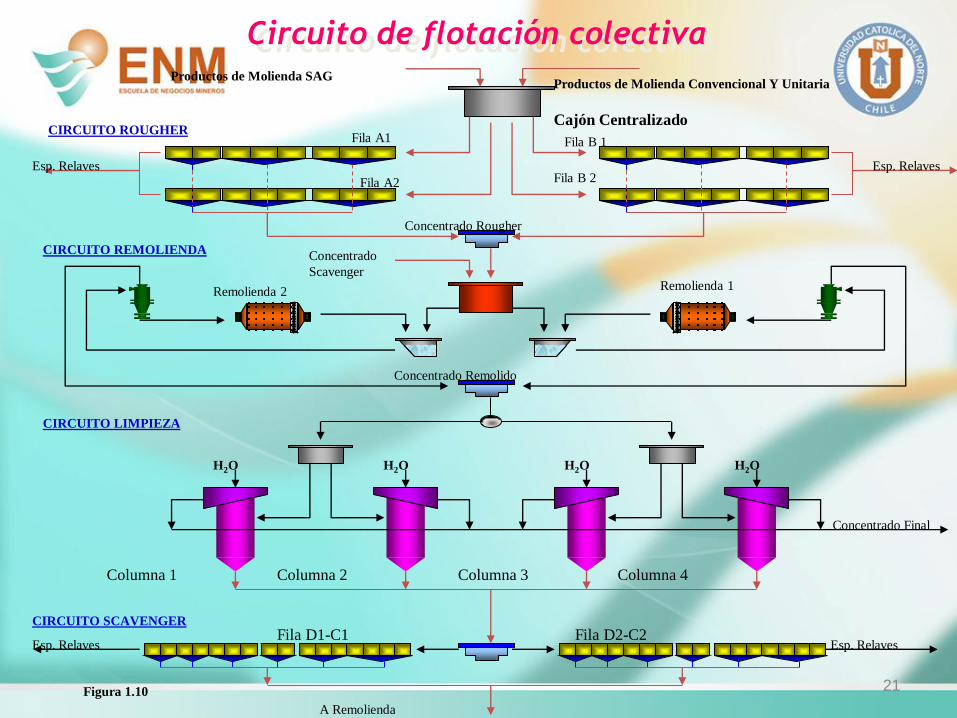
Esp. Relaves Esp. Relaves
Esp. Relaves Esp. Relaves
Concentrado Final
H2O H2O H2O H2O
Concentrado Remolido
Concentrado Rougher
Concentrado
Scavenger
CIRCUITO LIMPIEZA
CIRCUITO REMOLIENDA
CIRCUITO ROUGHER
A Remolienda
CIRCUITO SCAVENGER
Figura 1.10
Cajón Centralizado
Productos de Molienda SAG
Fila A1 Fila B 1
Fila D1-C1 Fila D2-C2
Columna 1 Columna 2 Columna 3 Columna 4
Productos de Molienda Convencional Y Unitaria
Fila A2 Fila B 2
Remolienda 2 Remolienda 1
Circuito de flotación colectiva
21
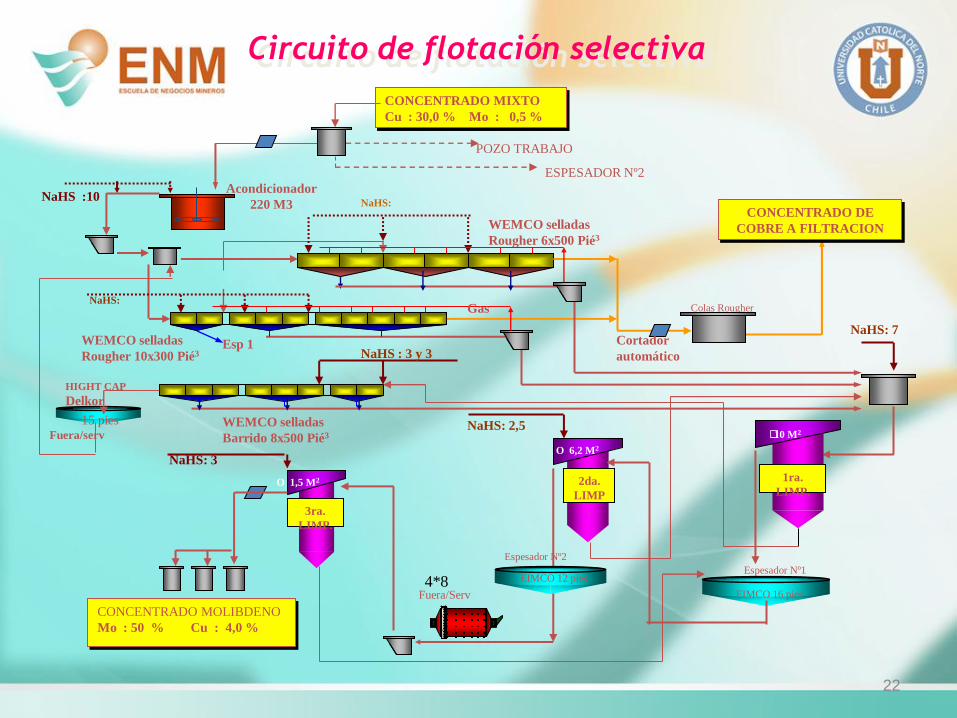
CONCENTRADO MIXTO
Cu : 30,0 % Mo : 0,5 %
CONCENTRADO DE
COBRE A FILTRACION
CONCENTRADO MOLIBDENO
Mo : 50 % Cu : 4,0 %
NaHS :10
WEMCO selladas
Barrido 8x500 Pié3
WEMCO selladas
Rougher 6x500 Pié3
ESPESADOR Nº2
WEMCO selladas
Rougher 10x300 Pié3
2da.
LIMP
.
1ra.
LIMP.
3ra.
LIMP.
Espesador Nº1
Colas Rougher
Acondicionador
220 M3
• 10 M2
O 6,2 M2
O 1,5 M2
POZO TRABAJO
NaHS:
NaHS:
NaHS: 7
NaHS: 2,5
NaHS: 3
NaHS : 3 y 3
HIGHT CAP
Delkor
Espesador Nº2
EIMCO 12 pies
EIMCO 16 pies 4*8
Fuera/Serv
Gas
Fuera/serv
15 pies
Cortador
automático Esp 1
Circuito de flotación selectiva
22
Una componente importante de la flotación, son los reactivos de
flotación:
Colector: compuesto orgánico, cuyo papel es hidrofobizar las partículas
de mineral útil; estos se adsorben en la superficie de la partícula
mineral en forma selectiva.
Mineral
Adsorbe colector que
invierte orientación molecular
23
Modificadores: sirven para regular las condiciones de
funcionamiento de los colectores y aumentar su
selectividad, entre ellos se tienen: reguladores de pH,
depresantes y activadores.
Espumantes: agentes tensoactivos, que mantienen las
partículas minerales en la superficie de la pulpa y juegan
un papel activo en la cinética de flotación.
24
Consideraciones relativas a la colección y separación
El rendimiento del proceso de flotación está fuertemente
controlado por los parámetros de dispersión de gas en la
celda, y que comprende: tamaño de burbuja (dB), fracción
volumétrica de gas (εg), velocidad de superficial del gas (Jg)
y de la velocidad superficial de área de burbuja (Sb).
25

El factor Sb es una propiedad de la fase gaseosa dispersa en
una celda de flotación, que combina los efectos delos
parámetros de tamaño de burbuja y la velocidad superficial
del gas.
26
Se define el parámetro Sb como el flujo de área superficial
de burbuja por unidad de tiempo por unidad de área
transversal de la celda de flotación (m2/s/m2), representada
por la siguiente expresión (Finch y Dobby, 1990):
27
s
1
d
J* 6 S
B
g
b

28
B
P
Los requerimientos para la adhesión selectiva entre partículas y burbujas son:
Adecuada suspensión
de partículas de
tamaño y densidad variable.
Dispersión de aire
en pequeñas burbujas.
Promover una zona
de calma tal que se
forme una interfase
pulpa-espuma nítida y estable.
Descarga de la
espuma de la celda
después de separar la
ganga y las partículas
menos hidrófobas por
el drenaje y
coalescencia de burbujas.
Formación interfase
pulpa-espuma (separación)
Un aspecto clave para cumplir la tarea de separación es la
formación de una interfase pulpa-espuma nítida.
29
De otra forma, la pérdida de interfase o condición de
inundación fija el límite de contorno para el tamaño de
burbuja y la velocidad superficial de gas, o la máxima velocidad superficial de área de burbuja, Sb.

Por otro lado, la máxima capacidad de transporte es otra
condición de borde limitante para el transporte de mineral
y fija la mínima velocidad superficial de área de burbuja
para una cierta operación.
30

Estas condiciones de contorno son válidas para cualquier
operación de flotación industrial tanto en celdas
mecánicas, celdas neumáticas - columnas, independiente
del mecanismo de dispersión de las burbujas.
31
Entonces, existe un estrecho compromiso, entre el tamaño
de burbuja y la velocidad superficial de gas, para crear la
interfase pulpa-espuma y para cumplir con el transporte de masa a través de la interfase.

El rango típico de tamaño medio de burbuja en celdas
mecánicas y columnas es de 1-1,5 (mm), mientras la
velocidad superficial del gas es Jg = 1 – 1,6 [cm/s] en celdas
mecánicas y 1,5 – 2,2 [cm/s] en columnas.
32
La figura siguiente, muestra los contornos teóricos para la
flotación de minerales sulfurados, que corresponden
adecuadamente con las mediciones de velocidad superficial de gas y tamaño de burbuja realizadas en la industria.
33
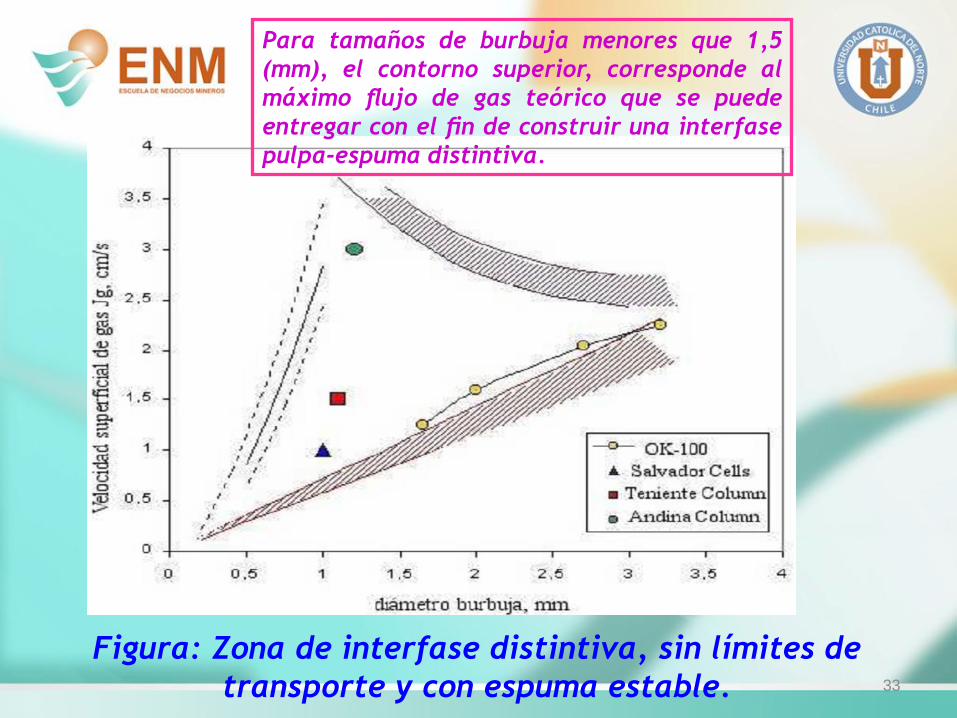
Figura: Zona de interfase distintiva, sin límites de
transporte y con espuma estable.
Para tamaños de burbuja menores que 1,5
(mm), el contorno superior, corresponde al
máximo flujo de gas teórico que se puede
entregar con el fin de construir una interfase
pulpa-espuma distintiva.

Para velocidades superficiales de gas menores que 2,5
(cm/s) el contorno inferior corresponde a la mínima
velocidad superficial de área de burbuja, Sb = 35 - 45 (s-1),
reportado en celdas mecánicas, relacionadas
principalmente con limitaciones en la capacidad de
transporte y remoción de espuma a bajos flujos de gas.
34
La condición anterior, también es consistente con el mínimo
Sb = 43 (s-1) observado en columnas para la condición de
capacidad máxima de transporte.
Por otra parte, un Sb máximo de alrededor de 130 - 180 (s-1) ha sido
observado antes de la inundación de la celda (pérdida de la interfase)
para tamaños de burbuja de 0,8-1,2 (mm), lo cual significa una
velocidad superficial de gas de 2,7 (cm/s).
35
Burguess (1997) reportó datos de una celda de 100 (m3) operada con
aire forzado alcanzando una recuperación máxima a velocidad
superficial de gas de 2 (cm/s) y tamaño de burbuja de 2,8 (mm), para
velocidades de gas superiores la recuperación disminuyó probablemente
a causa del aumento en el tamaño de las burbujas y limitaciones en la
capacidad de transporte.
También, la figura muestra datos de celdas de flotación
sub-aireadas de 42,5 (m3) en El Salvador, y datos de
columnas de flotación de El Teniente y Andina (Yianatos et
al., 1999), la última operación mostró un muy alto Jg = 3
(cm/s) (cerca de pérdida de interfase) considerando que se
usó un exceso de agua de lavado para mantener la ley del
concentrado.
36
b) Para tamaños de burbuja grandes dB > 3 (mm):
• Reducción de capacidad de transporte.
• Inestabilidad de la espuma.
37
a) Para tamaños de burbuja pequeños dB < 0,5
(mm):
• Pérdida de la interfase pulpa-espuma. • Arrastre de burbujas a las colas.
En resumen, las condiciones limitantes son:
38
2. Variables del proceso
de flotación
Variables del proceso de flotación.
La flotación puede considerarse como un proceso
físico-químico complejo.
Como en todo proceso de concentración, se
requiere que las especies minerales útiles tengan
un grado de liberación adecuado.
39
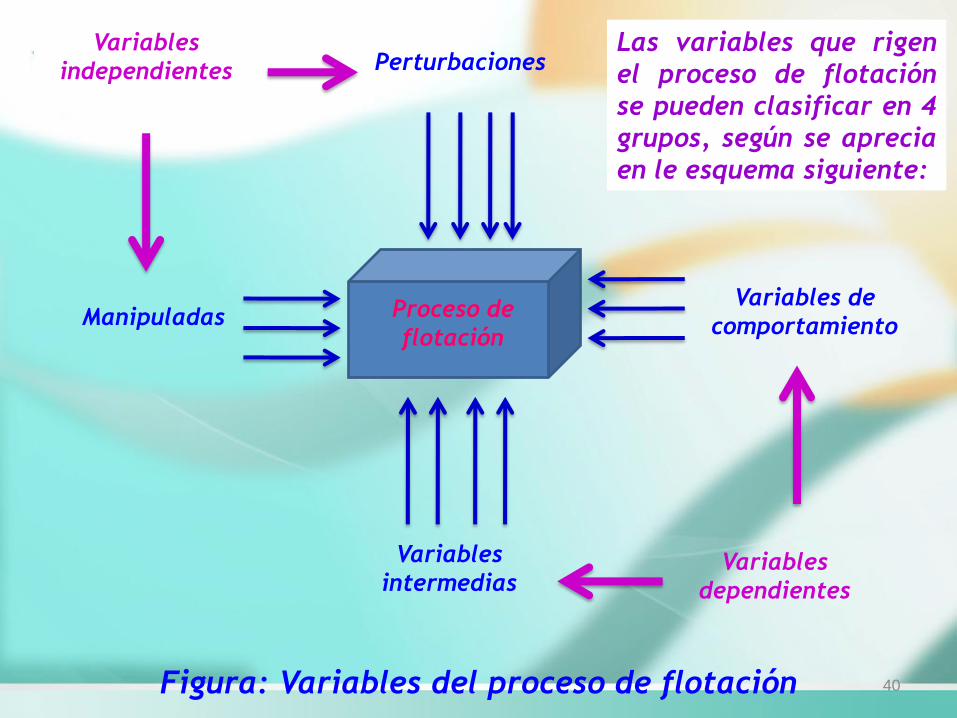
Figura: Variables del proceso de flotación 40
Proceso de
flotación
Variables
intermedias
Perturbaciones
Manipuladas Variables de
comportamiento
Variables
dependientes
Variables
independientes Las variables que rigen
el proceso de flotación
se pueden clasificar en 4
grupos, según se aprecia
en le esquema siguiente:

Reactivos de flotación.
Definiciones, conceptos y clasificación de los
reactivos
41
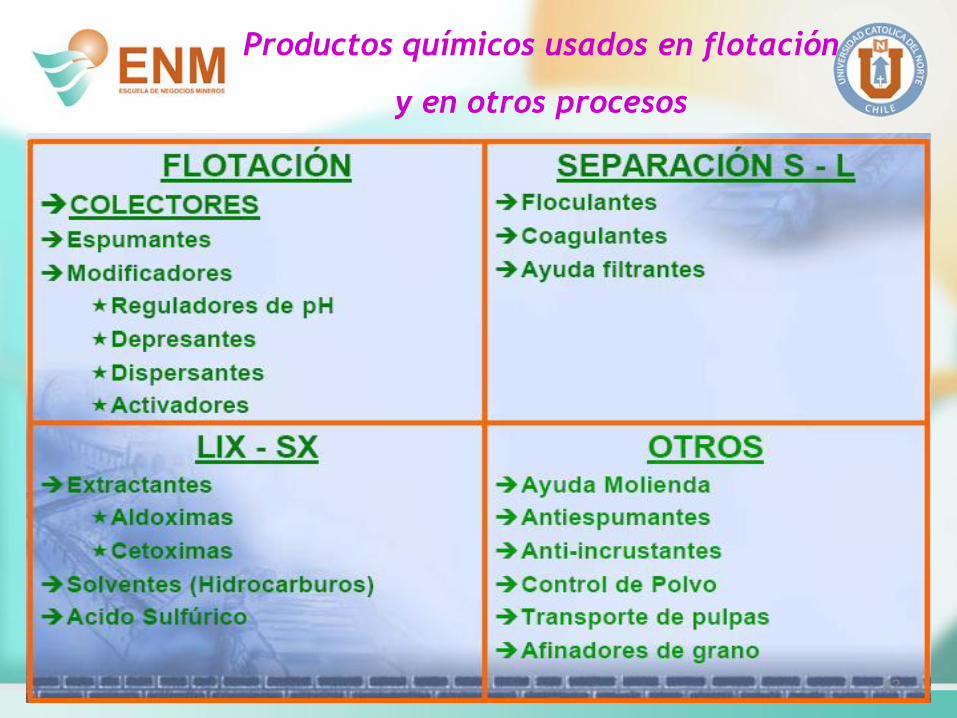
Productos químicos usados en flotación
y en otros procesos
42
Con relación a los reactivos de flotación, existen
dos casos de adsorción de interés: la interfase
gas – líquido (aire – agua) y la interfase sólido –
líquido (mineral – agua).
También ocurren fenómenos de interacción en la
fase gas – sólido (oxidación superficial de
minerales).
43
Interfase gas – líquido (G–L):
Los compuestos que se adsorben
selectivamente en la interfase gas-líquido
se llaman TENSOACTIVOS y hacen reducir la
tensión superficial.
Los reactivos llamados ESPUMANTES
generalmente alcoholes, cumplen con este
rol.
44

45

Interfase sólido – líquido (S–L):
Los compuestos que se adsorben en la superficie
de los minerales se llaman COLECTORES.
Estos producen el fenómeno de hidrofobización
artificial de los minerales y en general, el cambio
de sus propiedades de mojabilidad.
46

Esto se logra regulando la química de la solución
y agregando reactivos que se adsorban
selectivamente en dicha superficie entregándole
características hidrófobas. Estos reactivos se
denominan colectores.
47
La mayoría de los minerales son naturalmente hidrofílicos.
Para lograr separarlos por flotación, la
superficie de algunos debe ser selectivamente transformada en hidrofóbica.
Los más comunes son iónicos
siendo compuestos
heteropolares solubles en agua.
48
COLECTORES
Son compuestos
orgánicos cuya función
es tornar hidrofóbicas
las superficies de los minerales.
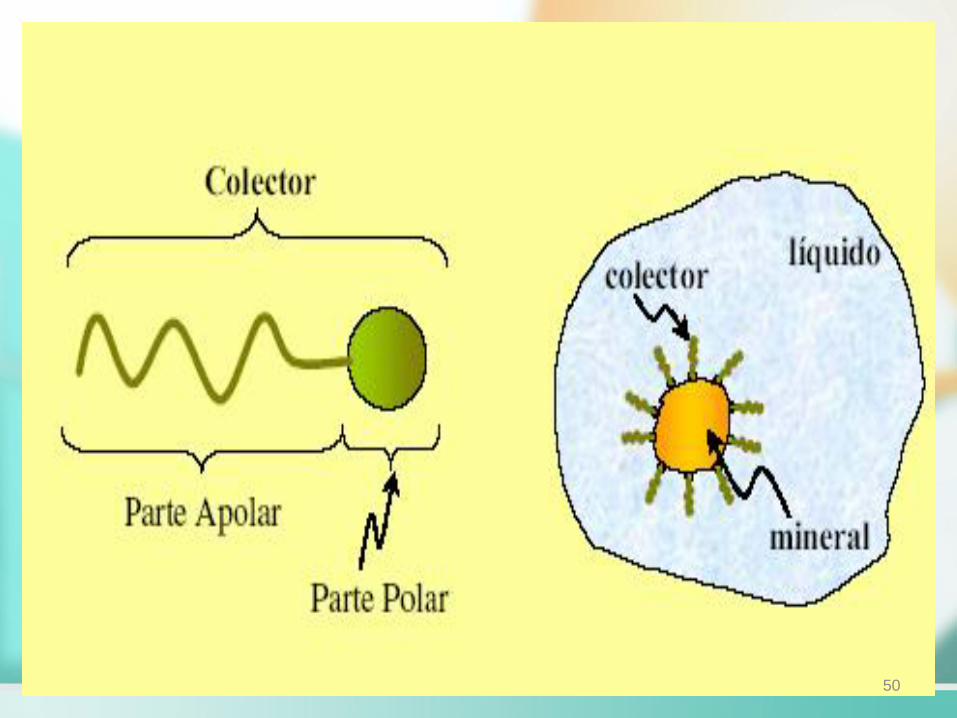
Su grupo polar es la
parte activa que se
adsorbe (física o
químicamente) en la
superficie de un mineral.
La parte apolar se
orienta hacia la fase
líquida, sin interactuar con ésta.

49
50

Clasificación de los colectores:
51

52
Estructuras de colectores
(M. Palominos, Cytec 2011)

Colector aniónico:
etil xantato de sodio:
53
Colector catiónico:
Aminas y sales cuaternarias de amonio; derivados del
amoníaco, con hidrógenos reemplazados por radicales.
Según el número de reemplazos se tiene aminas I, II y III.
Las cuaternarias (IV), se obtienen al actuar cloruros sobre
aminas terciarias.
Los radicales con el nitrógeno forman el catión (+)
mientras el anión es un hidroxilo.
54
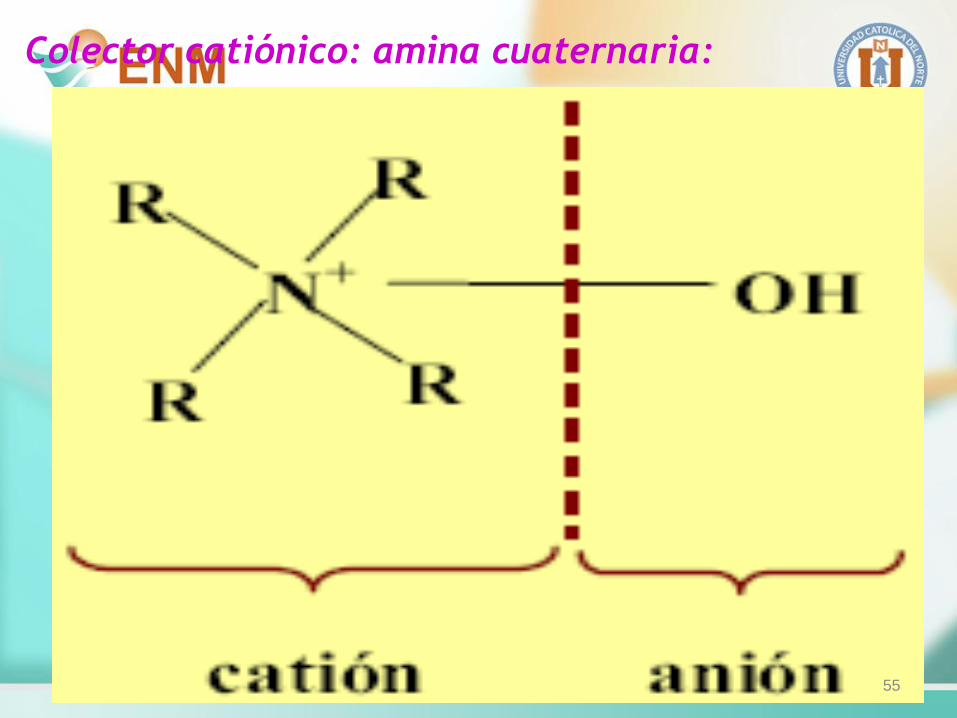
Colector catiónico: amina cuaternaria:
55

Colectores no iónicos:
• No poseen grupos polares.
Por ejemplo: Hidrocarburos saturados o no
saturados, fuel oil, kerosén, aceite de
transformadores. Tornan al mineral repelente
al agua al cubrir su superficie con una fina
película.
• Fuertemente hidrófobos, se utilizan en flotación
de minerales pronunciadamente hidrófobos, tales
como carbón, grafito, azufre y molibdenita.
56
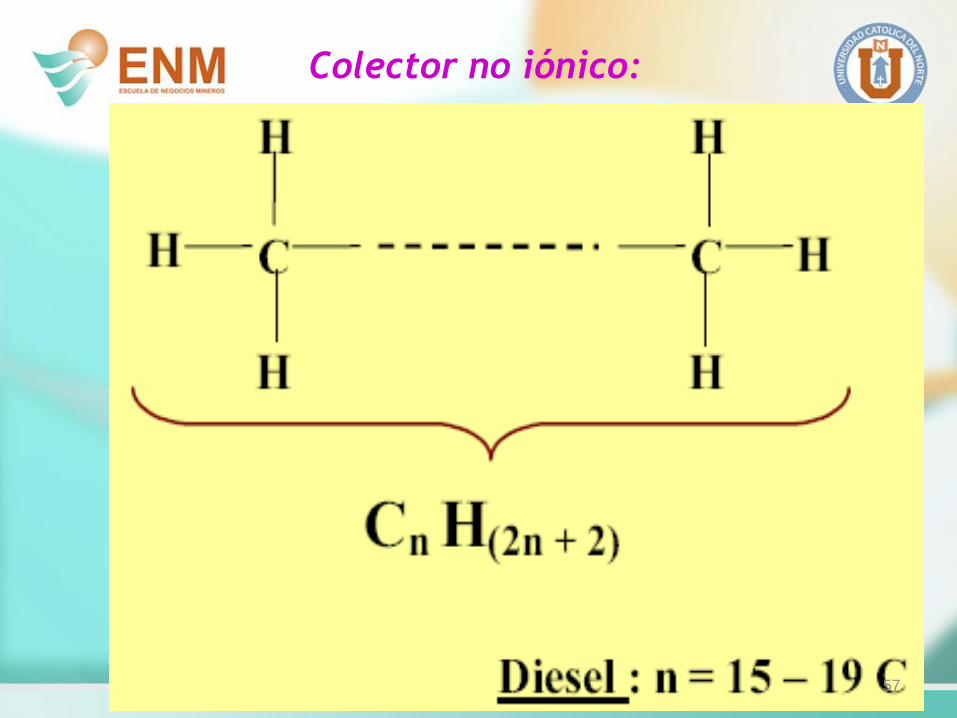
Colector no iónico:
57
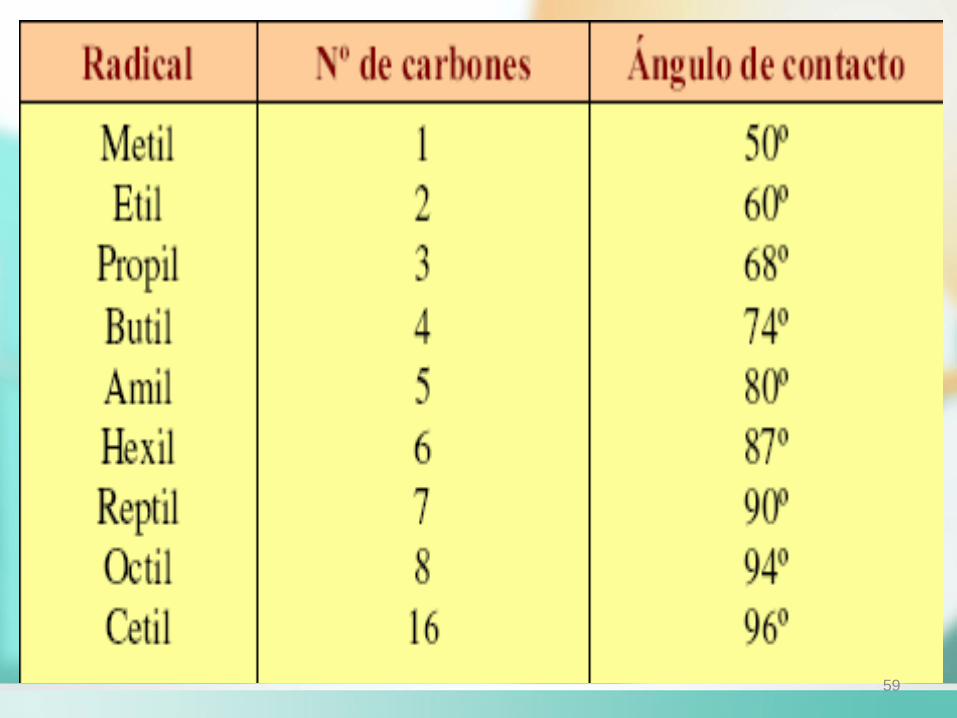
Esta característica se relaciona con la capacidad
colectora expresada en el ángulo de contacto,
como se ilustra para los xantatos:
58
Los colectores de una misma familia se
distinguen entre si, entre otras cosas, por el
número de carbones de la cadena apolar (radical).
59

• Permiten la formación de una espuma estable y
burbujas de tamaño apropiado para transportar los
minerales al concentrado.
Espumantes:
60
• Son reactivos orgánicos de carácter heteropolar.
• Análogos a los colectores iónicos en su estructura, su
diferencia radica en el carácter del grupo polar que en
los colectores es activo para reaccionar con la
superficie de los minerales, mientras que en los
espumantes es un grupo con gran afinidad con el agua (OH-).

61
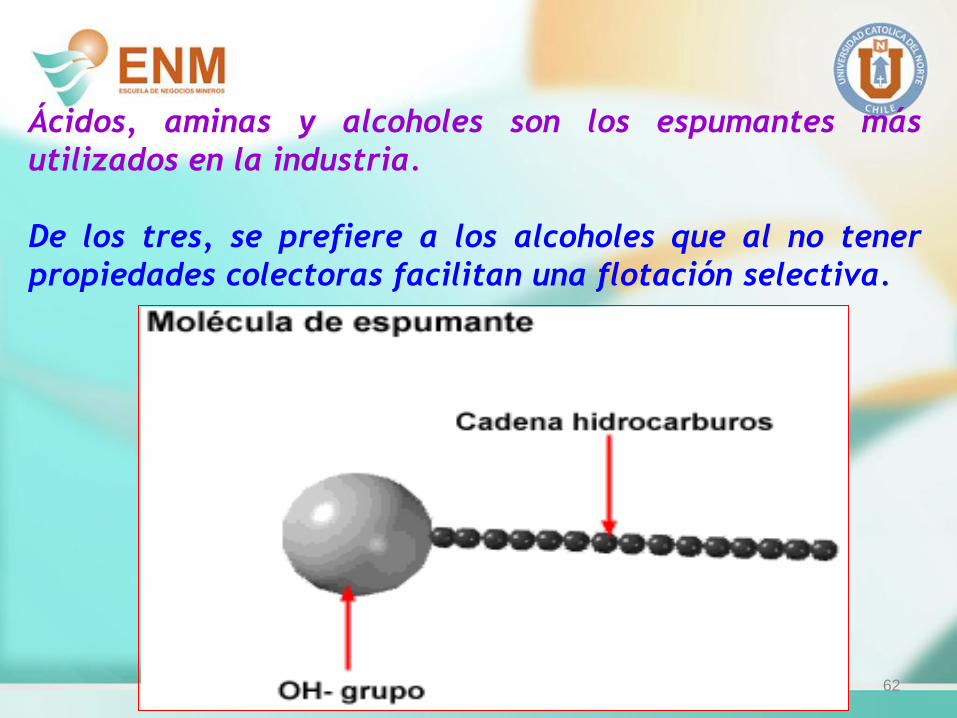
Ácidos, aminas y alcoholes son los espumantes más
utilizados en la industria.
De los tres, se prefiere a los alcoholes que al no tener
propiedades colectoras facilitan una flotación selectiva.
62

63
e) Generar burbujas pequeñas (1 a 2 [mm]).
64
Las características más importantes de un espumante son: a) En mínimas concentraciones debe generar espumas de suficiente volumen y estabilidad.
b) Debe tener bajas condiciones colectoras.
c) Aunque no sea necesariamente soluble, debe dispersarse en el agua con facilidad.
d) Una vez que la espuma que retiene al mineral es
retirada de la celda de flotación, debe romperse fácilmente.
Acción del colector y el espumante:
Tras el contacto mineral-burbuja, las moléculas
de espumante pueden penetrar la capa de
colector sobre el mineral para formar una capa
mixta, estableciéndose una adsorción más fuerte
(teoría de Leja y Schulman).
65

Si se agrega un exceso de espumante, provoca
una alta disminución de la tensión superficial
líquido-gas disminuye, y ocurre una situación
similar al exceso de colector.
66
Si se agrega un exceso de colector, las partículas
son aparentemente incapaces de penetrar la interfase líquido-gas y la flotación se inhibe.

67
68
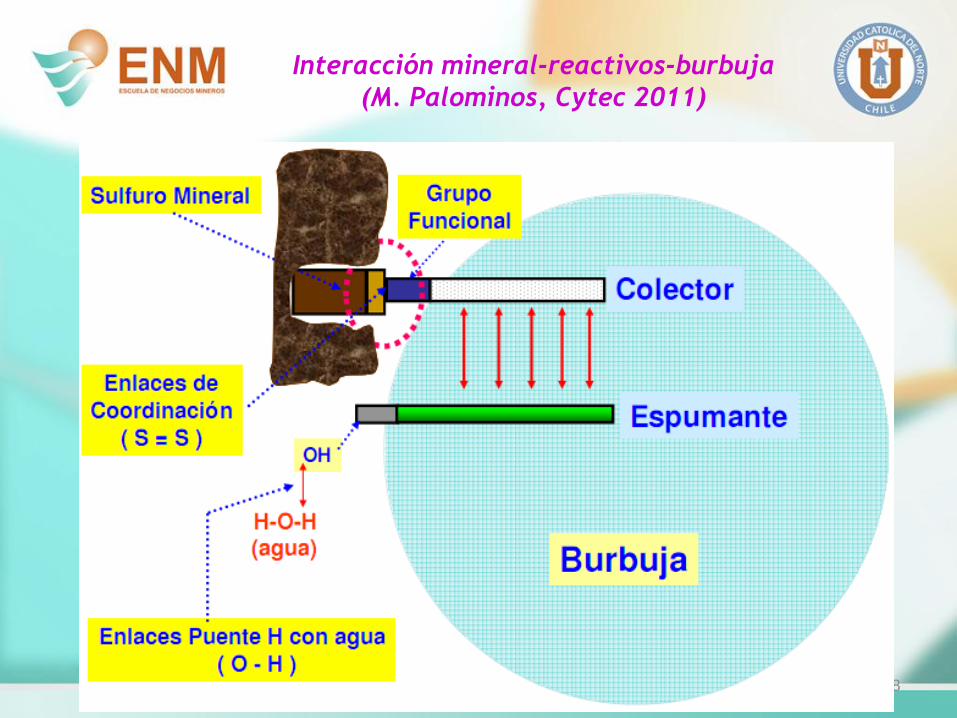
Interacción mineral-reactivos-burbuja
(M. Palominos, Cytec 2011)

3. Evaluación del proceso
de concentración:
flotación
69

Parámetros básicos.
En los procesos de flotación es de gran
importancia evaluar las operaciones. Para ello es
necesario determinar la recuperación y eficiencia
de la concentración, como así también la razón de
concentración y la selectividad.
70
En la evaluación del proceso los parámetros más
importantes son la recuperación y la ley del
concentrado, en los cuales existe una relación de
dependencia, generalmente un aumento de la ley
del concentrado significa una menor recuperación.
71
i. Recuperación (R).
Se define como el porcentaje de materia útil del
mineral que es transferido, por las operaciones de
concentración desde la alimentación del proceso
al concentrado.
72
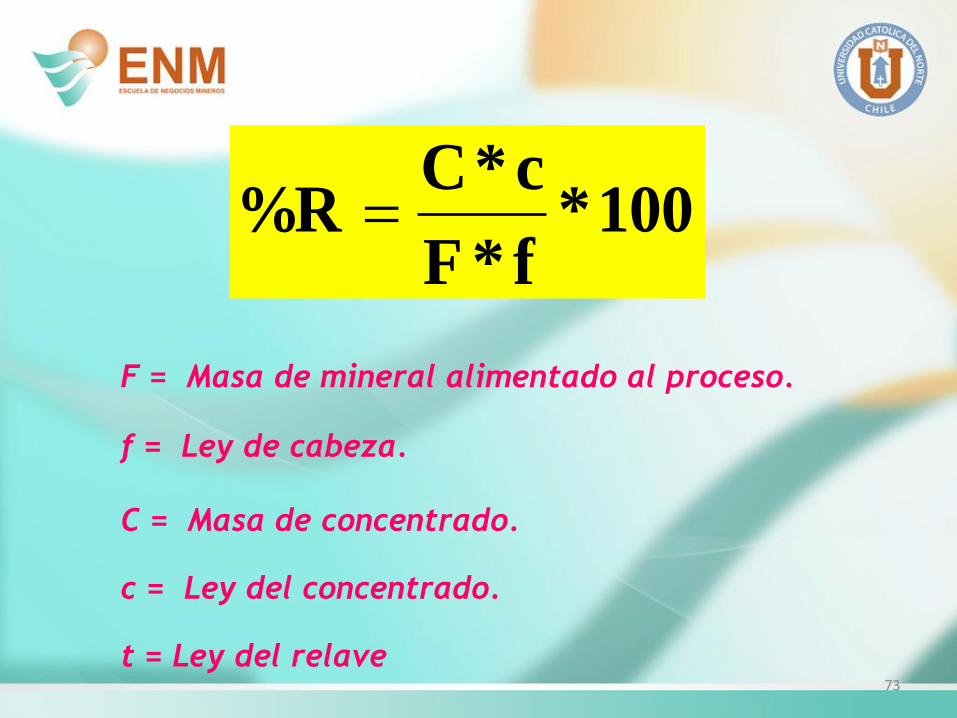
100*f * F
c * C%R
F = Masa de mineral alimentado al proceso.
f = Ley de cabeza.
C = Masa de concentrado.
c = Ley del concentrado.
t = Ley del relave 73

% 100 * )t - c ( * f
)t - f ( * c =R %
En término de las leyes, se tiene:
74
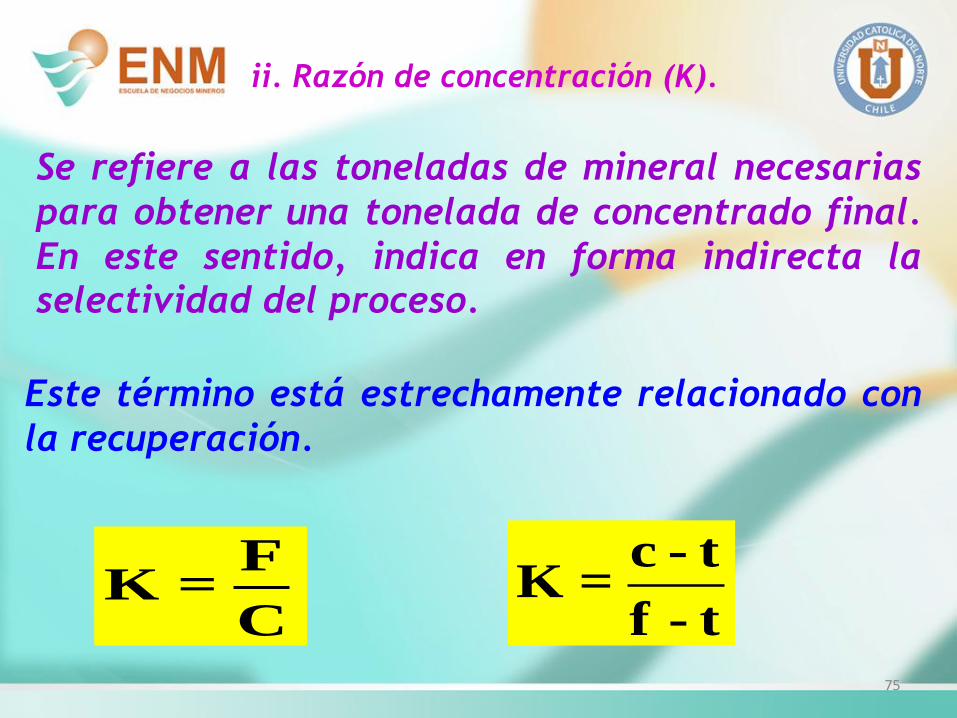
ii. Razón de concentración (K).
Este término está estrechamente relacionado con
la recuperación.
C
F = K
t - f
t - c = K
75
Se refiere a las toneladas de mineral necesarias
para obtener una tonelada de concentrado final.
En este sentido, indica en forma indirecta la selectividad del proceso.
iii. Razón de enriquecimiento (RE).
cabeza la en componente mismo del Ley
oconcentrad el en deseado componente del Ley RE
f
c = RE
76

Se define como el porcentaje de la razón del
peso del concentrado y el peso de la
alimentación.
100 * F
C RP %
77
iv. Recuperación en peso (RP).

v. Recuperación económica (REC).
perfecta iónconcentracpor mineral delValor
crudo mineral de toneladapor producto delValor REC
Se entiende por concentración perfecta aquella en
la cual se recupera el 100 % del mineral deseado
con una ley igual a la de la especie pura.
78
vi. Índice de selectividad (IS).
Es una medida adecuada de una separación de dos
productos mediante el cual se pueden comparar los
resultados actuales con los ensayos en operaciones
anteriores según:
79
AB
BA
t * C
t * C IS
Donde:
CA = Ley del constituyente A en el concentrado.
CB = Ley del constituyente B en el concentrado.
tA = Ley del constituyente A en los relaves.
tB = Ley del constituyente B en los relaves.
80

4.2. Límite de la concentración de minerales.
Claro que para lograr estas concentraciones se
deben realizar operaciones perfectas y de un
costo económico muy elevado.
81
Existe una ley máxima a la cual se puede concentrar un mineral.
Esta ley corresponde a la de su especie mineralógica pura.
Lograr ésta ley en los concentrados no es muy beneficioso,
ya que a medida que sube la ley de concentrado, baja la
recuperación y viceversa.
A mayor ley de concentrado mayor razón de
concentración, esto significa que se necesita tratar mayor
tonelaje para obtener una tonelada de concentrado de
alta ley.
En algunos casos la exigencia de un producto de alta ley,
particularmente de los que tienen que aplicarse en forma
pura, se puede justificar por su alto precio.
82

En otros casos tan elevada concentración no tiene
importancia substancial porque no contribuye
mayormente al proceso tecnológico.
Para decidir cual es el límite de una
concentración óptima, se determina el valor de
una tonelada de mineral bruto de acuerdo a la
ley del concentrado y la razón de concentración .
83
Análisis de gráfico.
Debido a que no existe un criterio único
ampliamente aceptado para la evaluación de los
resultados de procesos de concentración, se usan
comúnmente gráficas que relacionan dos o más
factores. Algunas de las combinaciones más usadas
son las siguientes:
84

- Porcentaje de recuperación en peso o razón de
concentración vs porcentaje de recuperación.
- Ley de concentrado o razón de enriquecimiento vs
porcentaje de recuperación.
- Nivel de una variable del proceso vs porcentaje de
recuperación, o ley del concentrado, o razón de
enriquecimiento.
- Porcentaje de recuperación en peso o razón de
concentración vs ley
de concentrado o razón de enriquecimiento.
85
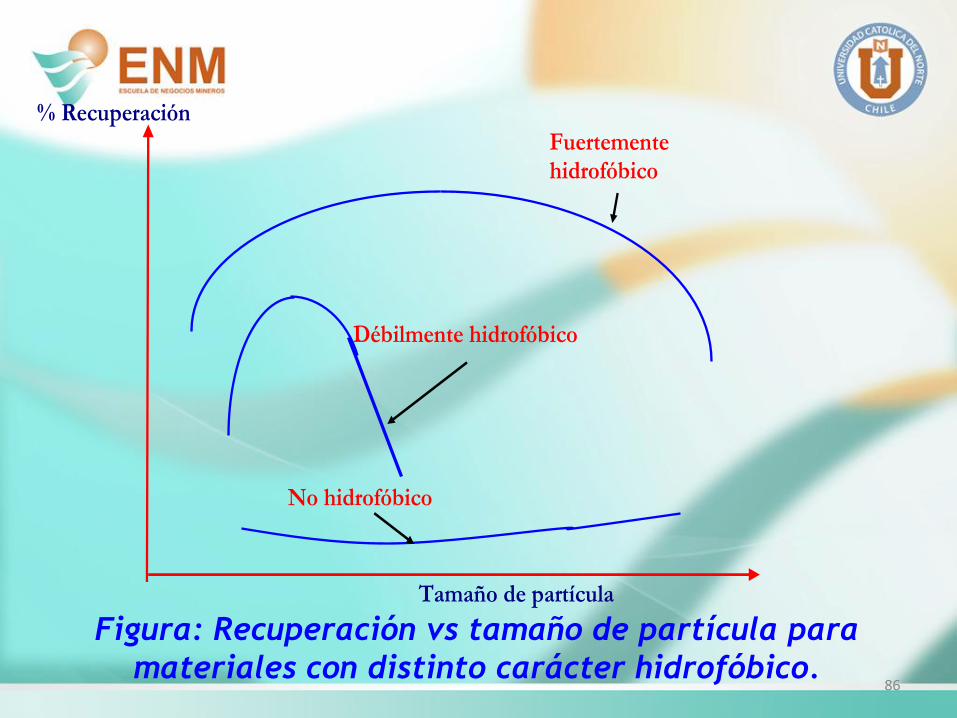
% Recuperación Fuertemente hidrofóbico
Débilmente hidrofóbico
No hidrofóbico
Tamaño de partícula
Figura: Recuperación vs tamaño de partícula para
materiales con distinto carácter hidrofóbico. 86

% Recuperación
Rougher
Limpieza
Tamaño medio de partícula (um)
Figura: Recuperación vs tamaño de partícula para
distintos tipos de circuitos. 87

Ley
Densidad de pulpa
Recuperación
Figura: Ley vs recuperación en función de la densidad de
pulpa. 88

% Recuperación
Mineral
Ganga
Tiempo de retención
Figura: Recuperación vs tiempo de retención para el
mineral y la ganga. 89
78
80
82
84
86
88
90
15 18 20 22 24 26 28 30
% 65#
Recupera
ció
n C
u R
ougher,
(%)
160
170
180
190
200
210
220
Concentr
ado c
obre
(tf
d)
Rec.Cu
Conc.Cu
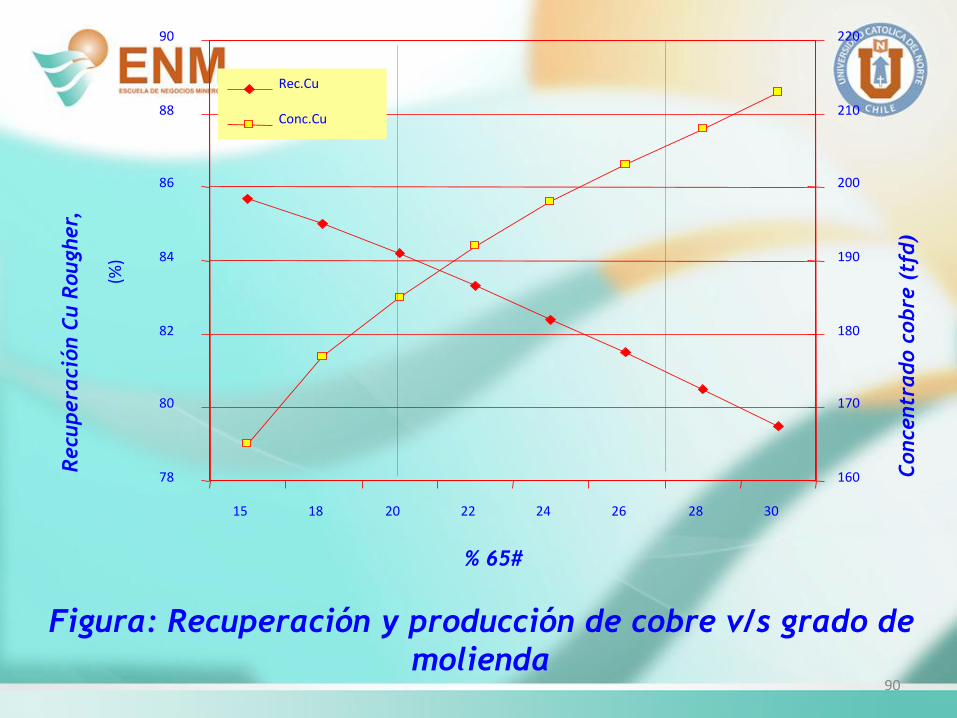
Figura: Recuperación y producción de cobre v/s grado de
molienda 90
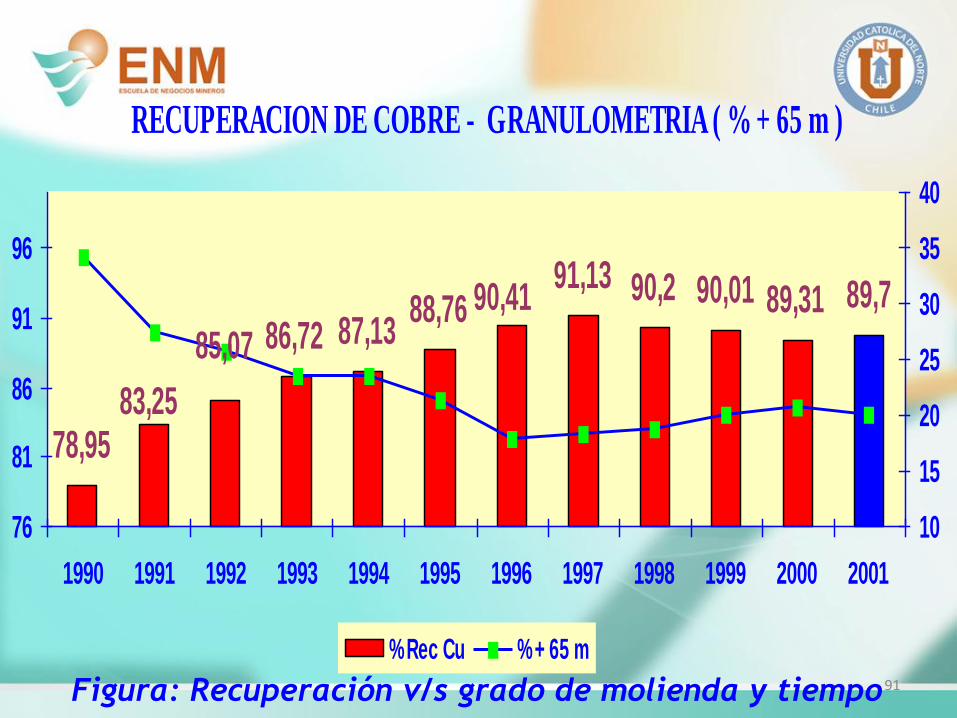
RECUPERACION DE COBRE - GRANULOMETRIA ( % + 65 m )
78,95
86,72 87,1388,76
91,13 90,2 90,01 89,31 89,7
85,07
90,41
83,25
76
81
86
91
96
1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 2001
10
15
20
25
30
35
40
% Rec Cu % + 65 m
Figura: Recuperación v/s grado de molienda y tiempo 91

0
1
2
3
4
5
6
7
8
9
Pérd
idas
Cu,
%
65# 150# 325# CY 1 2 3 CY 4 5 CY - 5
Clase de Tamaño
Pérdidas de Cu en relaves Rougher
Cu Total
Cu Soluble
92

Análisis de circuitos de separación de minerales.
En la industria rara vez se usa una etapa
individual de separación, sino que se utilizan
arreglos de dos o más etapas. En los procesos de
flotación se usan arreglos R-C-S, es decir,
primarios (rougher) – limpieza (cleaner) – barrido
(scavenger).
93

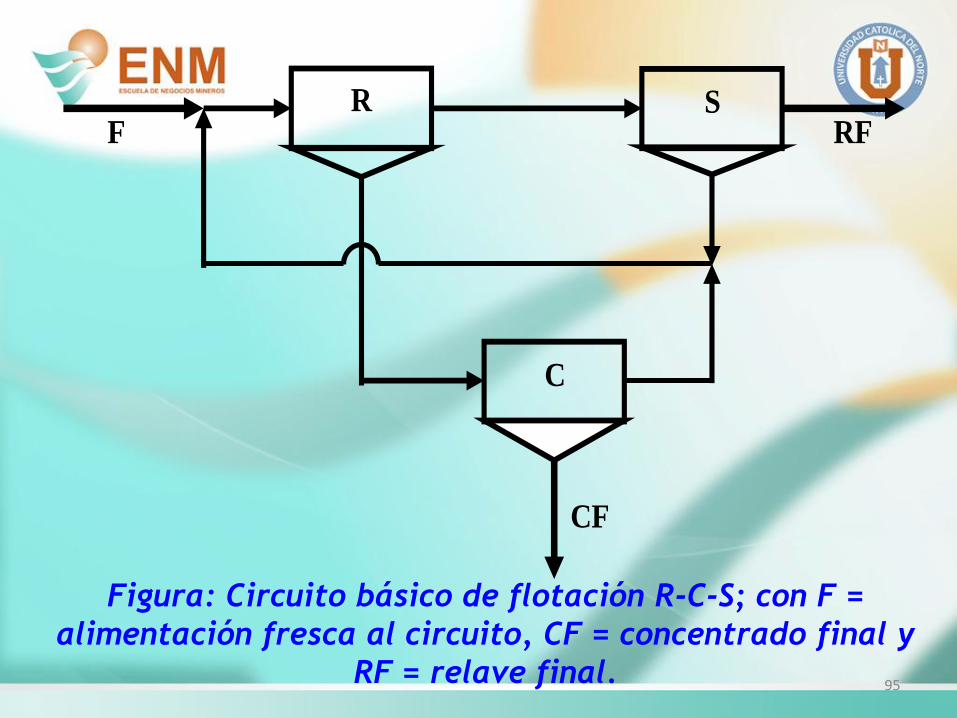
Considere la siguiente configuración de circuito.
Esta figura se transforma en una configuración de
nodos, donde cada nodo representa una etapa de
separación por flotación y las flechas con sentido
a la izquierda representan el flujo de concentrado
de cada etapa de separación y con sentido a la
derecha los flujos de relave.
94
R S
C
F RF
CF
Figura: Circuito básico de flotación R-C-S; con F =
alimentación fresca al circuito, CF = concentrado final y
RF = relave final. 95

R
C S
F
1 2R (1-R)
R
(1-R)
R 2
R (1-R) R (1-R)
(1-R) 2
RF
CF
Figura: Esquema de nodos de un circuito R-C-S; con F =
alimentación fresca al sistema, CF = concentrado final y
RF = relave final.
Cada nodo representa una unidad, equipo o banco
de celdas. 96
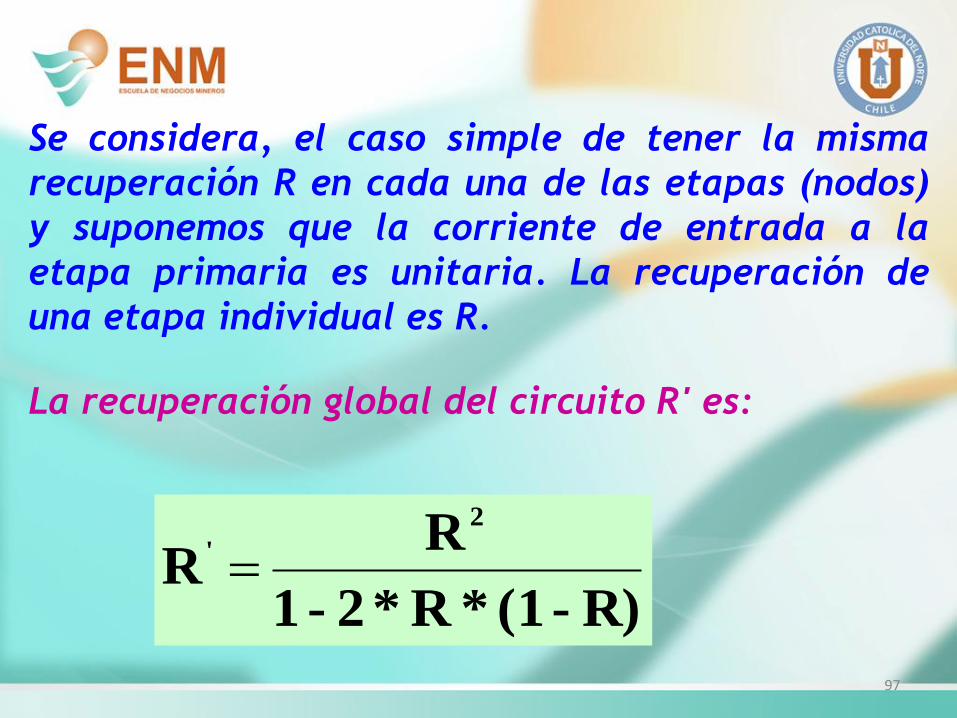
Se considera, el caso simple de tener la misma
recuperación R en cada una de las etapas (nodos)
y suponemos que la corriente de entrada a la
etapa primaria es unitaria. La recuperación de
una etapa individual es R.
La recuperación global del circuito R' es:
R)-(1*R*2 - 1
R R
2
'
97
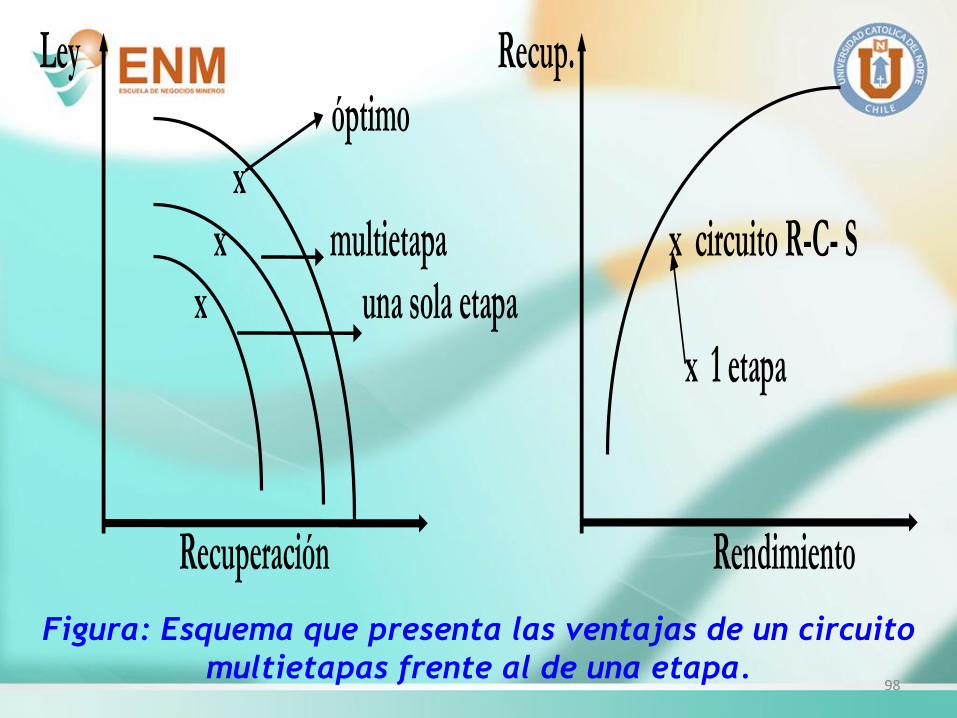
Ley Recup. óptimo
x x multietapa x circuito R-C- S x una sola etapa x 1 etapa
Recuperación Rendimiento
Figura: Esquema que presenta las ventajas de un circuito
multietapas frente al de una etapa. 98
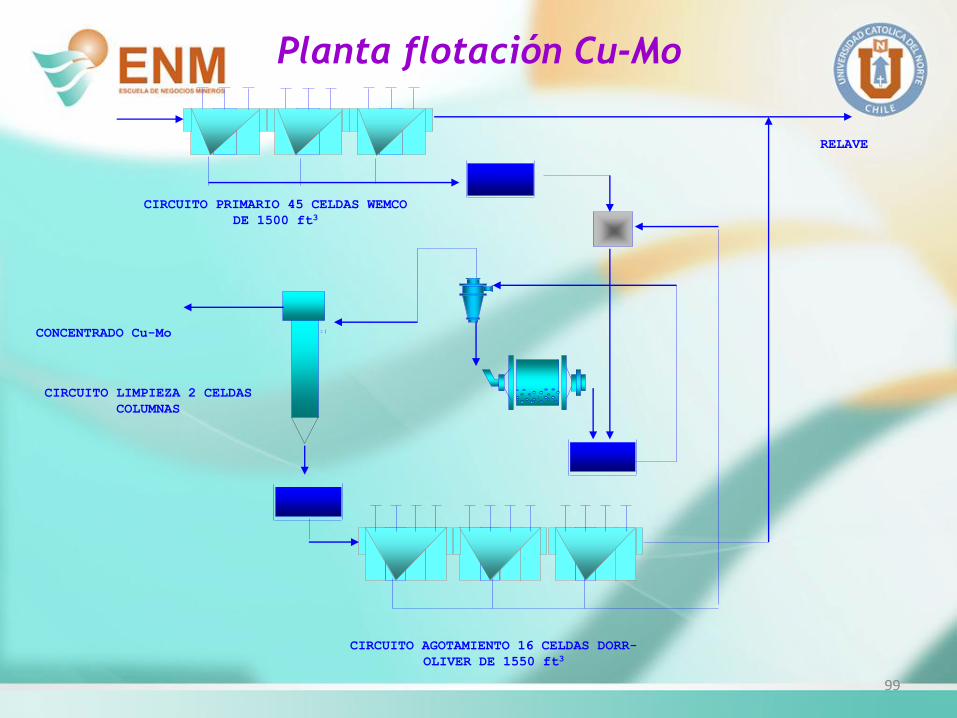
Planta flotación Cu-Mo
CIRCUITO AGOTAMIENTO 16 CELDAS DORR-
OLIVER DE 1550 ft3
CONCENTRADO Cu-Mo
CIRCUITO PRIMARIO 45 CELDAS WEMCO
DE 1500 ft3
CIRCUITO LIMPIEZA 2 CELDAS
COLUMNAS
RELAVE
99

Algunas consideraciones sobre la separación.
La separación de una materia prima en dos o más
componentes, concentrado y relave, no es
perfecta, por dos razones fundamentales:
b) Equipo de separación: proceso de separación y
condiciones de operación.
100
a) Características de la materia prima:
tratamiento previo, grado de liberación, etc.
Para visualizar físicamente las limitaciones de la
separación, consideremos la siguiente figura.
i. Análisis desde el punto de vista de la materia
prima:
101

Ganga liberada Ganga con mineral útil atrapado, asociado Mineral con ganga asociada, atrapada Mineral liberado
Figura: Esquema de los diferentes tipos de partículas de
mineral y ganga presente en los procesos de
concentración. 102

Figura: Esquema de evolución de la separación con el
tiempo en los procesos de concentración. 103
“No se puede separar con
ningún mecanismo físico al 100
%”.
104
¿Hasta donde interesa separar?
Para observar en forma cuantitativa la evolución
de un proceso de separación, se utilizan diversas
representaciones, tales como las figuras
siguientes.
105

i) Curva de recuperación
ii) acumulativa v/s tiempo.
% R
RMÁX.
Tiempo (batch); N celdas (continuo)
Figura: Curva de recuperación acumulativa vs. tiempo. 106
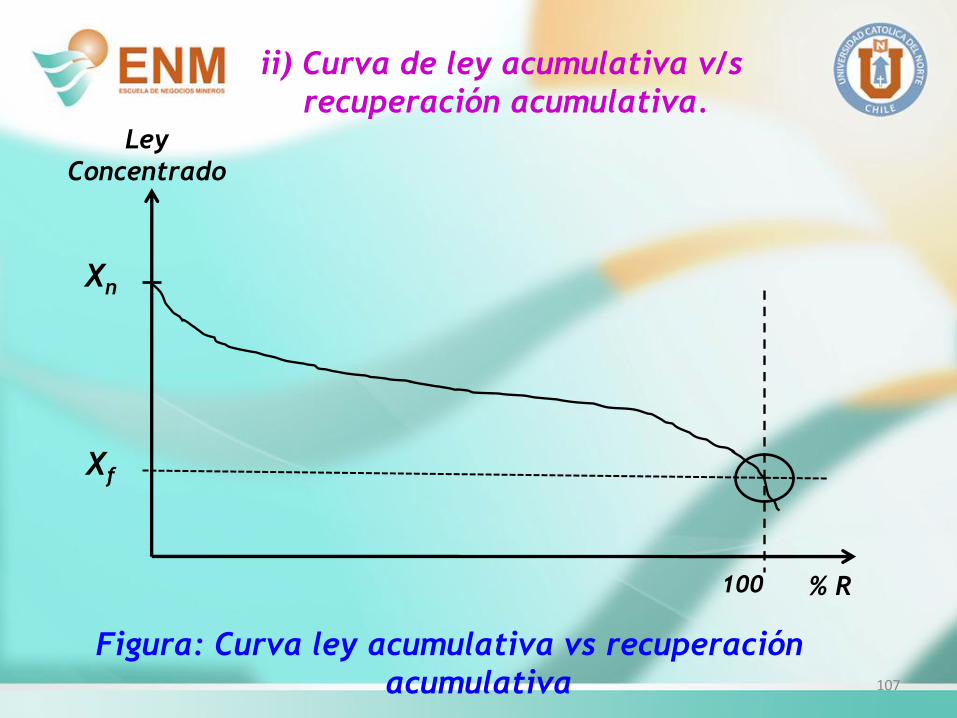
ii) Curva de ley acumulativa v/s
recuperación acumulativa.
Figura: Curva ley acumulativa vs recuperación
acumulativa 107
100 % R
Ley
Concentrado
Xn
Xf

108
Ley de alimentación
al circuito
Figura: Variabilidad en las leyes de los concentrados para
un banco de flotación

F,f T,t
C,c
Con: f o Xf = ley de alimentación del mineral.
Xn = ley del metal en el mineral.
109
Las curvas anteriores corresponden a un circuito que se
esquematiza a continuación:
Es importante notar que las curvas anteriores no
dicen si el sistema está funcionando mejor que
otro, depende del mineral.

4. Cinética de flotación

Conceptos básicos de cinética
de flotación

La cinética de flotación es el estudio de la
variación en cantidad del producto que rebalsa en
la espuma con el tiempo y la identificación
cuantitativa de todas las variables que controlan
la velocidad.
Ecuación de velocidad de flotación, se refiere a la
relación algebraica entre la proporción de
minerales que flota y el tiempo de flotación,
manteniendo constante todas las variables del
proceso.
La cinética de flotación contempla determinar la
forma de la ecuación de velocidad y los efectos
cuantitativos de las variables principales del
proceso sobre la constante cinética (definición
dada por M. Arbiter y C. Harris).

El enfoque cinético aplicado al proceso de
flotación requiere de una definición de variables
dinámicas, especialmente respecto al tipo de flujo
existente en la celda o banco de celdas. Además,
es necesario separar lo concerniente a pruebas de
laboratorio (batch o semibatch) con la operación
en continuo de un circuito industrial.
Por esta razón las restricciones de los modelos
aconsejan introducir la siguiente clasificación:
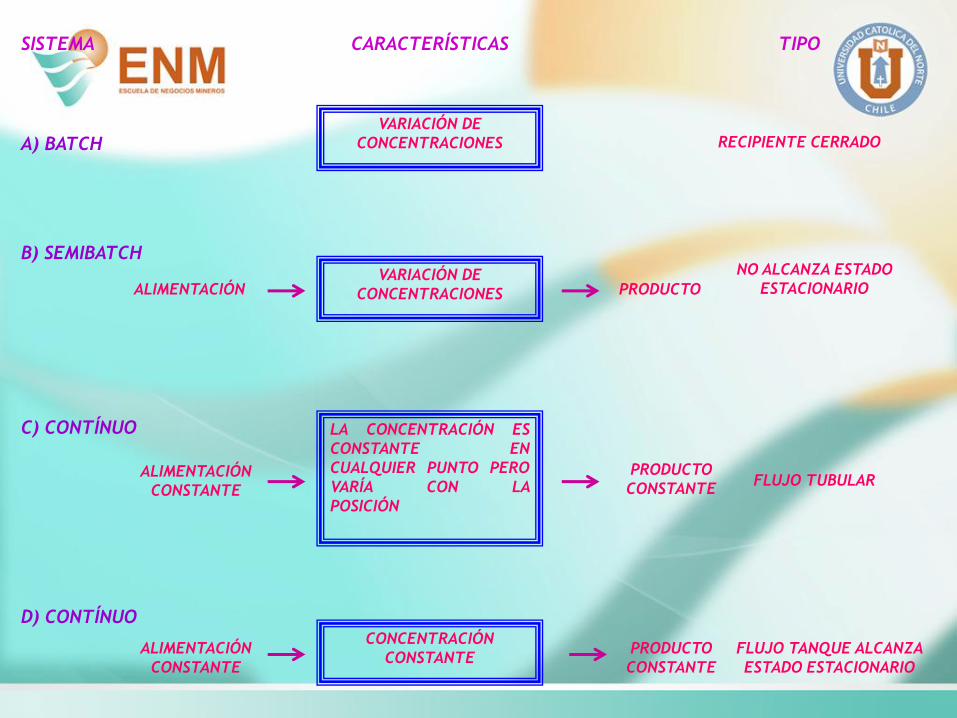
VARIACIÓN DE
CONCENTRACIONES RECIPIENTE CERRADO A) BATCH
VARIACIÓN DE
CONCENTRACIONES
B) SEMIBATCH
ALIMENTACIÓN PRODUCTO
NO ALCANZA ESTADO
ESTACIONARIO
LA CONCENTRACIÓN ES
CONSTANTE EN
CUALQUIER PUNTO PERO
VARÍA CON LA
POSICIÓN
ALIMENTACIÓN
CONSTANTE
PRODUCTO
CONSTANTE
C) CONTÍNUO
FLUJO TUBULAR
CONCENTRACIÓN
CONSTANTE ALIMENTACIÓN
CONSTANTE
PRODUCTO
CONSTANTE
FLUJO TANQUE ALCANZA
ESTADO ESTACIONARIO
D) CONTÍNUO
SISTEMA CARACTERÍSTICAS TIPO

Según el enfoque elegido para el
ajuste de datos :
EMPÍRICOS Ajustando curvas a datos de recuperación-tiempo
SEMIEMPÍRICOS
Eligiendo ecuaciones diferenciales que se
integran entre límites adecuados (es el más
usado) pero no entrega información acerca de la
física del proceso
ANÁLOGOS
ANALÍTICOS
Aplicación de las ideas sacadas de la cinética
química, aquí se refiere al orden de la ecuación
Aplicación de la hidrodinámica al encuentro
partícula-burbuja para obtener ecuaciones de la
probabilidad y frecuencia del encuentro, captura
y velocidad de remoción de la masa de sólidos
desde la celda (es la más compleja por que
involucra muchas variables

La operación discontinua (batch) en sentido
estricto no se da en flotación, por cuanto el
concentrado siempre se remueve de la celda en
forma continua. Las pruebas de laboratorios
(batch) convencionales son realmente operaciones
semi-batch que no alcanzan el estado estacionario.
La flotación industrial siempre comprende el paso
de un flujo de pulpa a través de una serie de
tanques agitados.

De aquí se desprende las limitaciones de usar
pruebas de laboratorio semi-batch como modelo
para una celda o un banco industrial que operan
bajo condiciones de flujo continuo.

. . . Como sabría amarte, mujer, como sabría
amarte, amarte como nadie supo jamás.
Morir y todavía
amarte más.
Y todavía
amarte más
y más.
Crepusculario, 1919, Amor

Flotación a escala banco-
laboratorio (batch o semi-batch)
La alimentación y la descarga de colas o relaves
es discontinua y sólo el concentrado se remueve
desde la celda durante el tiempo que dura la
flotación.
Se considera una celda de flotación como un
comportamiento aislado que no tiene
entremezcla o intercambio de pulpa con compartimentos adyacentes.

Al realizar una prueba de flotación a escala
banco (semi–batch) y si se retira concentrados
parciales a distintos tiempos de flotación, se
observa que la cantidad y la calidad del
concentrado cambia con el tiempo.

En un gráfico de recuperación acumulativa vs
tiempo, muestra que la recuperación crece muy
rápidamente en los primeros minutos de flotación
y que después la curva se hace asintótica con el
tiempo sin alcanzar una recuperación completa.
La forma de esta curva se aprecia con claridad en la figura siguiente.

Figura: Gráfico recuperación acumulada v.s. tiempo
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0
0 2 4 6 8 10 12 14 16
TIEMPO (min)
% RECUPERACIÓN
t2t1
R2
R1
A
B
C D
La recuperación al tiempo t1 está dada por la
pendiente de la tangente A - B y así
sucesivamente. Se aprecia claramente que la
velocidad de recuperación decrece con el tiempo.
Uno de los primeros trabajos sobre cinética de
flotación en que se destacó, que en una flotación
a escala de laboratorio (semi–batch) la fracción
de sólidos no flotables remanentes en una celda
de flotación, decae con el tiempo fue publicado
por García-Zúñiga en 1935.
García-Zúñiga hace una descripción matemática y
reconoce la analogía algebraica con las
ecuaciones de reacción de cinética de química de
primer orden.

De estos y otros trabajos surgen el enfoque
analógico a la cinética química que lleva al
desarrollo de ecuaciones como las siguientes:
inii C * k -
dt
dC
Ci = representa la concentración de un constituyente particular en la
celda (especie flotable, especie de ganga, aire, etc)
C = representa la concentración del material flotable.
ni = representa el orden de la reacción.
ki = constante específica de velocidad de flotación.
t = tiempo de flotación.
Si en un experimento controlado, se mantienen
constantes todas las variables (flujo de aire,
velocidad de agitación, tipo y dosificación de
reactivos, etc.), entonces la ecuación anterior se
simplifica considerablemente; obteniéndose la
expresión usual, en donde la única variable es la
concentración de material flotable:

nn C * k -
dt
dC
kn : es la constante cinética de la velocidad de flotación.
n : es el orden del proceso, (n = 1, para la cinética de primer
orden).
(-dC/dt): representa la velocidad de recuperación instantánea desde
un recipiente o estanque semi - batch.
Se considera que todas las partículas tienen
idéntica flotabilidad, y no se contempla la
distribución de tamaños de partículas y burbujas
existentes normalmente en una celda de flotación.
Así, el valor de k está relacionado con las
condiciones de flotación, tales como
concentración del colector, velocidad de flujo de
aire, etc., y que se suponen constantes a lo largo
de la prueba.
Para cualquier condición dada, k es una medida cuantitativa de la
probabilidad de que las partículas de una especie sean recuperadas en
el concentrado.
Las dimensiones de k en una cinética de primer orden son (min-1).

t * k -exp - 1 * R e - 1 * R R t * k -
R = recuperación acumulativa al tiempo t.
R = es la recuperación de equilibrio a tiempo prolongado.
k = constante de velocidad de primer orden.
Esta es una ecuación básica de la cinética de
flotación y fue sugerida por primera vez por
García-Zúñiga y posteriormente validada por
Arbiter y Harris.
En la práctica la ecuación:
por lo general no se cumple exactamente debido a
la dificultad de fijar el tiempo cero en forma
precisa. Para obviar este problema se introduce
una corrección en el tiempo y entonces la ecuación
de velocidad se expresa como:
) e - 1 ( R =R t*k -
) + t (k - exp - 1 R = R
θ = factor de corrección para el tiempo igual a cero.

En la ecuación cinética de 1er orden, obtenida por
García-Zúñiga, se tiene que:
) e - 1 ( R = R(t)t*k -
• R∞ = Es la recuperación máxima alcanzable
para un tiempo de flotación infinitamente
grande (t → ∞).
• R(t) = Representa la recuperación de material flotable hasta el instante t.

- R∞ y K:
* Son valores característicos de cada
componente flotable (ejemplo: Cu, Mo, Fe e
Insolubles).
* Sus valores dependen de: + La etapa de flotación considerada: primaria
(rougher), limpieza (cleaner), barrido
(scavenger).
+ Las características propias del mineral:
granulometría, grado de liberación, etc.
+ Las condiciones de operación y diseño de la
celda: pH de flotación, tipo y dosificación de
reactivos, velocidad de agitación, diseño de la
celda, etc.
Por lo tanto, se deben determinar para cada situación
en particular y para cada componente de la mena.
Otra ecuación cinética, a escala banco, es considerar la de orden dos.
En este caso “n” asume el valor 2:
t * k * R 1
t * k * R R
2
R
t
R * k
1
R
t2
o

Otras expresiones alternativas para modelar la
flotación a escala banco (batch), que a veces
proporcionan un mejor grado de ajuste a los
datos experimentales, son los siguientes:
• Ecuación de García-Zúñiga modificada:
nt *k -exp - 1 *R R(t)
Donde:
- n es un parámetro empírico dependiente
del componente flotable y de la etapa de
flotación considerada.

• Ecuación de R. R. Klimpel: en 1979, propuso la
siguiente ecuación:
t*k-exp-1*
t*k
1-1R R(t)
En la ecuación:
- R(t): representa la recuperación acumulada del
componente flotable en el instante t.

* La abundancia relativa inicial (para t=0) de cada
especie es la misma e igual a 1/k.
* La distribución inicial (t=0), de las velocidades
específicas de flotación es de tipo rectangular.
- k: corresponde a la máxima velocidad específica de
flotación (1/t) de un conjunto de especies con velocidades
específicas comprendidas entre 0 y k, de modo que:
- R∞: representa la recuperación máxima
alcanzable para t → ∞.
• Modelo a escala banco semidistribuido, Kelsall
1961:
tk-exp-1φ-1tk-exp-1φR r 21

Tiempo de residencia óptimo a
escala banco (semi-batch)
Es fundamental poder relacionar pruebas de
laboratorio (batch) con la conducta de una
operación continua. Una aplicación directa es
obtener datos a partir de pruebas de laboratorio
que sirvan de base para el diseño de una planta.
De los diversos factores involucrados en el diseño
y operación de un circuito de flotación, el tiempo
de residencia es probablemente el más crítico.
Al respecto, Agar y colaboradores, han planteado
y analizado la aplicación de los siguientes
criterios para determinar el tiempo de residencia
óptimo:

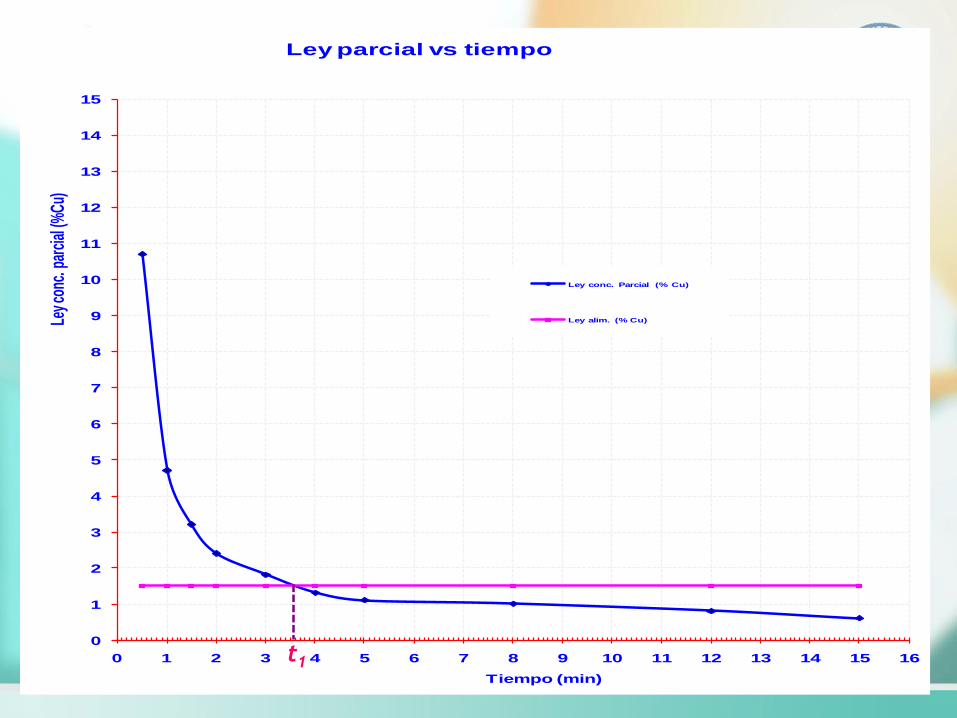
1) No agregar al concentrado material
de ley menor a la alimentación de la
etapa de separación.
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Ley c
onc.
par
cial
(%Cu
)
Tiempo (min)
Ley parcial vs tiempo
Ley conc. Parcial (% Cu)
Ley alim. (% Cu)
t1

147
Ley de alimentación
al circuito

Para el caso de alimentaciones muy altas, al
aplicar este criterio a un circuito primario
(rougher) se obtendrán leyes de relaves también
altas. Por esta razón, a menudo se emplea una o
mas etapas de barrido (scavenger) a continuación
del circuito primario.
Por lo tanto, la aplicación de este criterio se
refiere a cada etapa en particular.
2) Maximizar la diferencia en
recuperación entre el mineral deseado
(útil) y la ganga.

El máximo se obtiene cuando:
0 t
Δ
gu t
Δ
t
Δ
“La máxima diferencia en
recuperación de las dos especies
que se pretende separar
corresponde al tiempo al cual las
dos velocidades de flotación se
hacen iguales”.
3) Maximizar la eficiencia de
separación.
Definición de eficiencia de separación, ES, dada
por Schulz:
ES = Ru - Rg
La eficiencia de separación será máxima cuando:
a) La diferencia en recuperación entre la especie
útil y la ganga sea máxima.
b) Las velocidades de flotación de la especie útil y
la ganga sean iguales.
Esto significa que, “la eficiencia de
separación es máxima cuando la ley
instantánea del concentrado es igual a
la ley de alimentación”.

Modelos cinéticos continuos de
flotación
Para pasar de un modelo a escala banco (batch) al
caso continuo, se requiere incorporar al modelo
una función matemática que describa el
transporte del material a través de las celdas de
flotación.
Esta función corresponde a la distribución de
tiempos de residencia de las partículas en el
banco de flotación (curva DTR).
Por lo tanto, si se define E(t)dt como la fracción
másica de partículas con tiempos de residencia en
la celda comprendidos en el intervalo de tiempo
infinitesimal (t, t+dt; la recuperación del
elemento valioso (rc) en la celda de flotación
continua, operando en estado estacionario,
estará dada por:

0
cdt E(t) r(t) r
El problema de la modelación continua consistirá
en identificar la DTR (Distribución de Tiempos de
Residencia, E(t) y el modelo de flotación a escala
banco r(t)), que mejores se adapten a los
resultados experimentales obtenidos.
Se puede asumir que la DTR puede representarse
por una serie de mezcladores perfectos, por lo que
se puede expresar como:
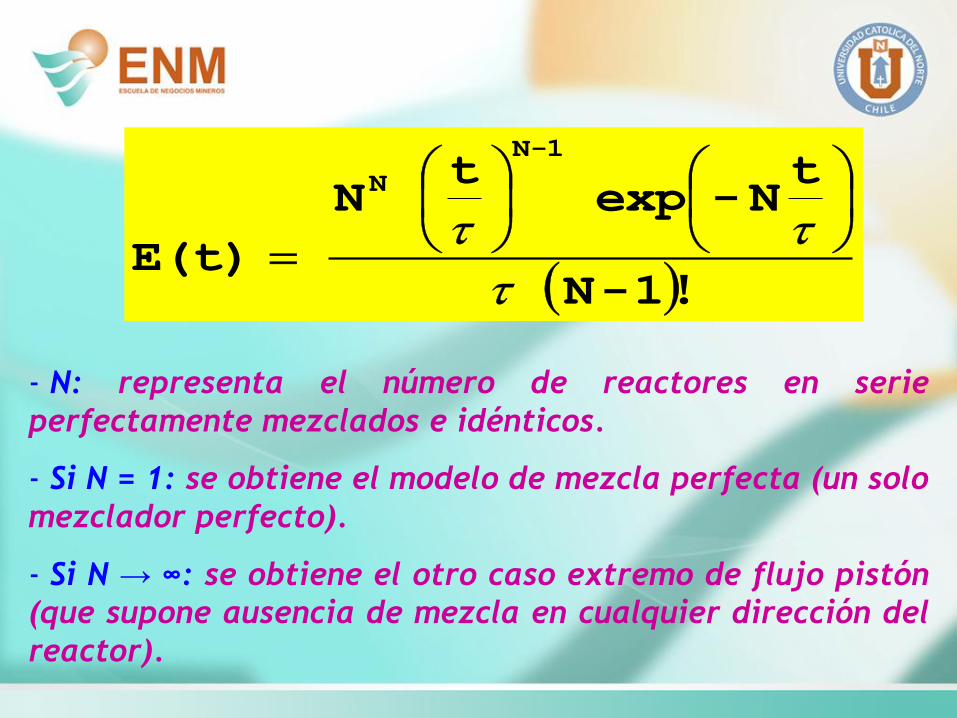
!1-N
tN-exp
t N
E(t)
1-N
N
- N: representa el número de reactores en serie
perfectamente mezclados e idénticos.
- Si N = 1: se obtiene el modelo de mezcla perfecta (un solo
mezclador perfecto).
- Si N → ∞: se obtiene el otro caso extremo de flujo pistón
(que supone ausencia de mezcla en cualquier dirección del
reactor).
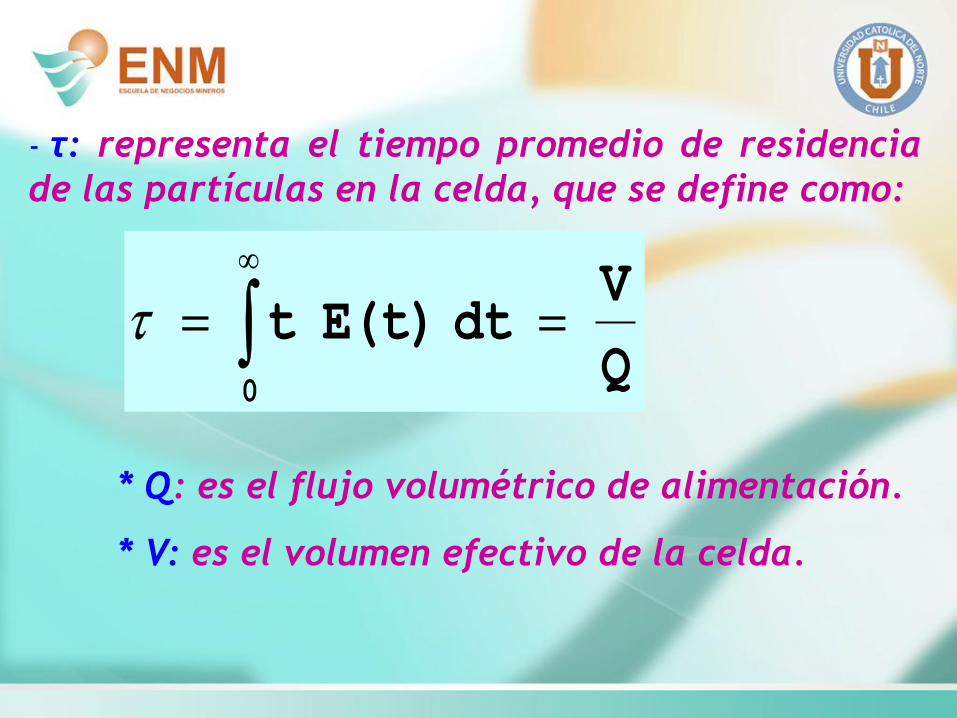
- τ: representa el tiempo promedio de residencia
de las partículas en la celda, que se define como:
0
Q
V dt E(t) t
* Q: es el flujo volumétrico de alimentación.
* V: es el volumen efectivo de la celda.

Aplicación a un caso industrial

Cinética de Flotación Rougher División El Salvador
División R∞, % (*) K, 1/min
(*)
El Salvador 74.51 0.18
Codelco Norte 89.37 0.11
(*): Ajuste de recuperación acumulada según modelo cinético de García Zúñiga
Cinética de Flotación Rougher
0
20
40
60
80
100
0 10 20 30 40
Tiempo, min
Re
cu
pe
ra
ció
n, %
Peso Cu Mo Fe
Cinética de Flotación Rougher
Leyes de Concentrado
0
1
2
3
4
5
6
0 5 10 15 20 25 30 35 40
Tiempo, min
Co
nte
nid
o d
e C
uT
y
Cu
Su
lf, %
0,1
0,12
0,14
Co
nte
nid
o d
e M
o, %
Cu T Cu Sulf Mo
R∞ = 74.51%
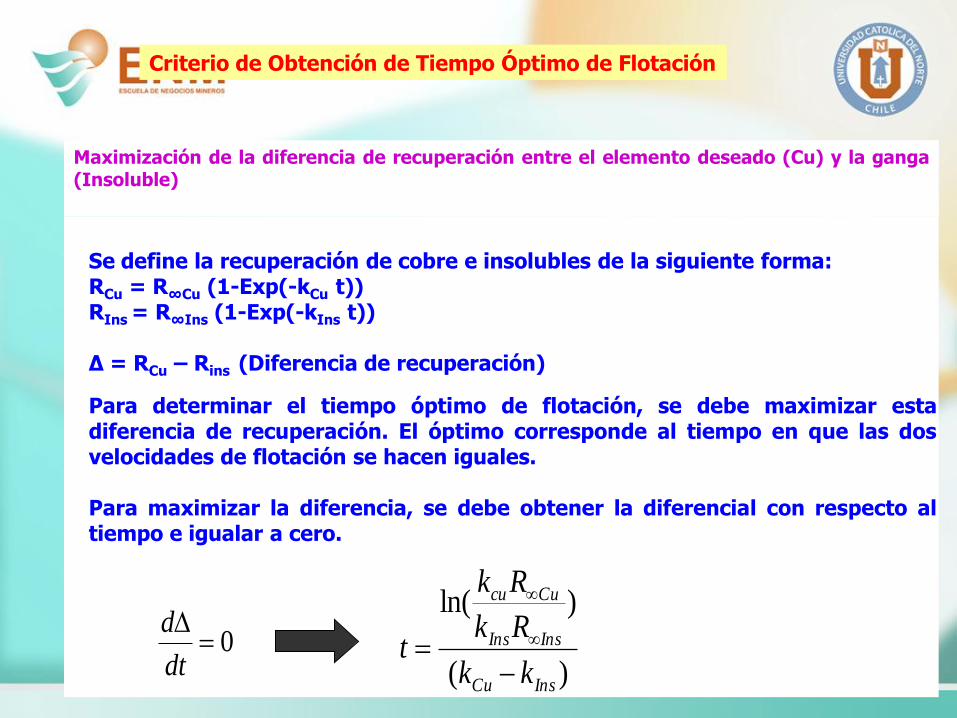
Criterio de Obtención de Tiempo Óptimo de Flotación
Maximización de la diferencia de recuperación entre el elemento deseado (Cu) y la ganga (Insoluble)
Se define la recuperación de cobre e insolubles de la siguiente forma: RCu = R∞Cu (1-Exp(-kCu t)) RIns = R∞Ins (1-Exp(-kIns t)) Δ = RCu – Rins (Diferencia de recuperación)
Para determinar el tiempo óptimo de flotación, se debe maximizar esta diferencia de recuperación. El óptimo corresponde al tiempo en que las dos velocidades de flotación se hacen iguales. Para maximizar la diferencia, se debe obtener la diferencial con respecto al tiempo e igualar a cero. 0
dt
d
)(
)ln(
InsCu
InsIns
Cucu
kk
Rk
Rk
t
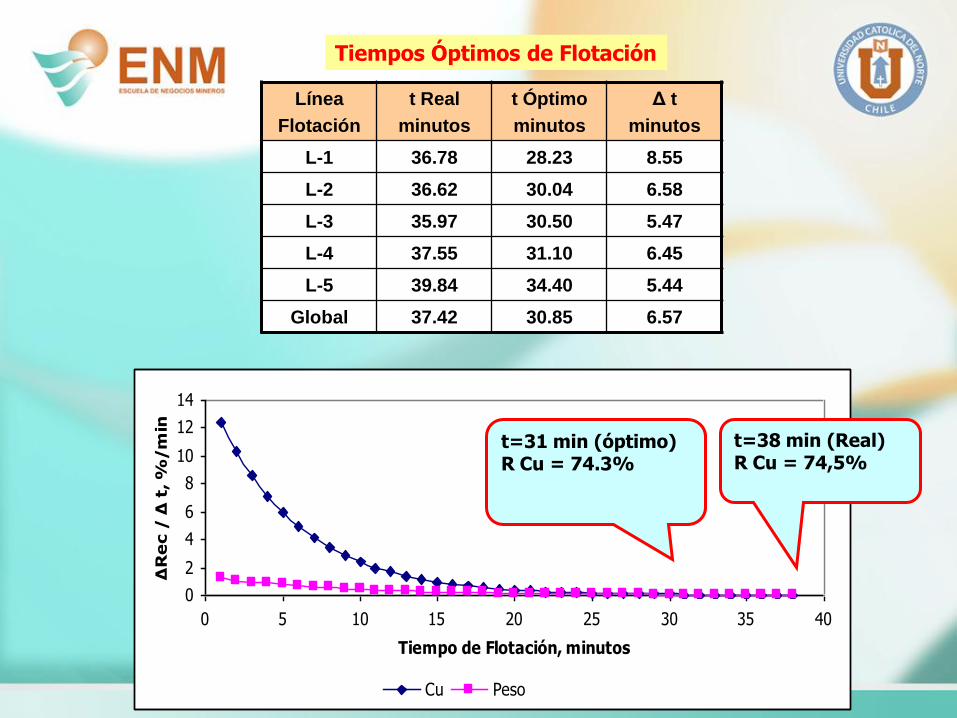
Tiempos Óptimos de Flotación
Línea
Flotación
t Real
minutos
t Óptimo
minutos
Δ t
minutos
L-1 36.78 28.23 8.55
L-2 36.62 30.04 6.58
L-3 35.97 30.50 5.47
L-4 37.55 31.10 6.45
L-5 39.84 34.40 5.44
Global 37.42 30.85 6.57
0
2
4
6
8
10
12
14
0 5 10 15 20 25 30 35 40
Tiempo de Flotación, minutos
ΔR
ec /
Δ t
, %
/m
in
Cu Peso
t=31 min (óptimo) R Cu = 74.3%
t=38 min (Real) R Cu = 74,5%

5. Tecnología de flotación
166
Introducción:
No podemos responder como metalurgistas, pero
sí se tiene conocimiento de que existen reservas
y recursos: cantidad y leyes; tipo de mineral
según su geología.
167
¿Qué, cuánto hay y de qué calidad, en el yacimiento?
Aspectos relevantes de los procesos:
• ¿Cómo y cuánto se puede recuperar de sus elementos de interés?
• ¿Qué tipo y calidad de producto comercial se puede lograr?
- Pruebas metalúrgicas a nivel laboratorio y piloto
Caracterización mineralógica
Pruebas de reducción de tamaños de partículas
Pruebas de concentración o lixiviación
Pruebas de espesamiento
Pruebas de filtrado
Pruebas de reología de pulpas
Pruebas para sistemas de manejo de minerales y productos
secos
- Simulación de los procesos
Optimización del proceso
Dimensionamiento del proceso para diseñar instalación y
estimar costos de capital y operación.
168

Caracterización mineralógica
169
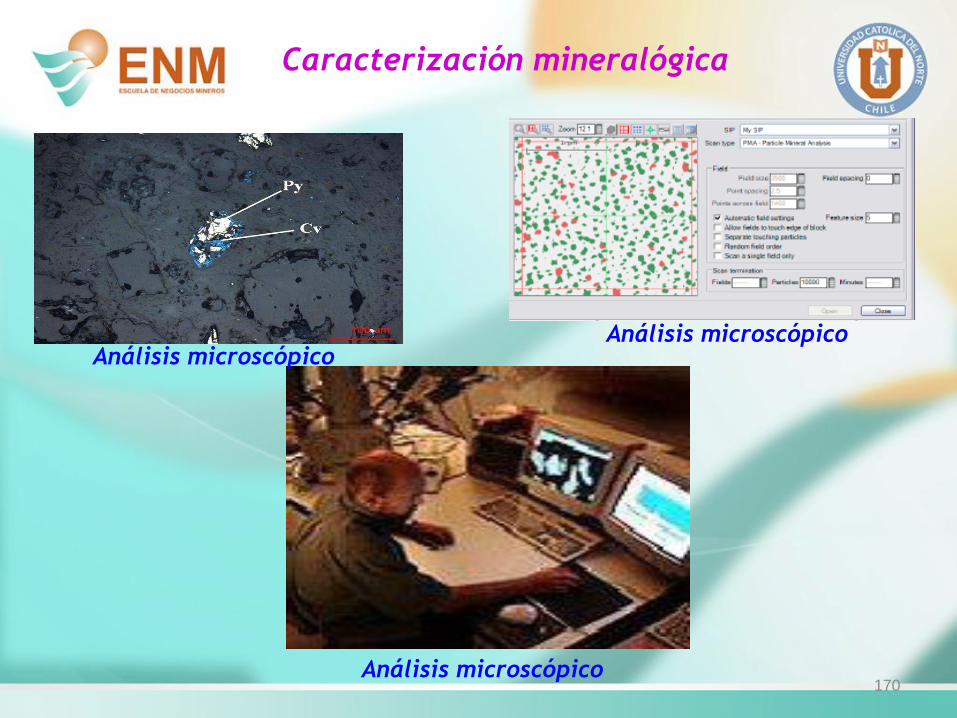
Caracterización mineralógica
170 Análisis microscópico
Análisis microscópico Análisis microscópico

Caracterización metalúrgica
a escala laboratorio
171
Test SMC JK
Test de Torque Test de abrasión ATWAL
Test de Bond (WI) - Bolas

Caracterización metalúrgica a escala laboratorio -
piloto
172
Molino SAG - Piloto
Filtración Planta Piloto flotación
convencional
Celdas convencionales de
flotación a escala laboratorio
Resultados pruebas
metalúrgicas/Resultados:
- Consumos de suministros: energía eléctrica, agua.
173
- Diagrama de procesos o diagramas de flujos (flowsheet) factibles de aplicar.
- Tasa de procesamiento factible.
- Recuperación metalúrgica de elementos de interés e impurezas no deseables.
- Calidad de productos intermedio y finales.
- Consumos de insumos: reactivos, medios para reducción de tamaño del mineral.

Aspectos relevantes de los procesos/
¿Dónde empezar:
Consultores expertos en procesos y en
evaluación de proyectos mineros: Firmas de
ingeniería nacionales e internacionales,
consultores independientes. 174
Pruebas metalúrgicas mineral de exploración.
Laboratorios metalúrgicos: Universidades,
institutos tecnológicos, empresas de servicios
dedicadas.
Dimensionamiento a nivel perfil de procesos y costos de capital y operación.

175
¿Dónde empezar? (cont.)
Estudio de la industria.
Benchmark: Procesos, instalaciones y
prácticas operativas.
Usos del producto.
Metales bases (commodity) y cómo se transa.
Actores del mercado.
Riesgos del mercado.
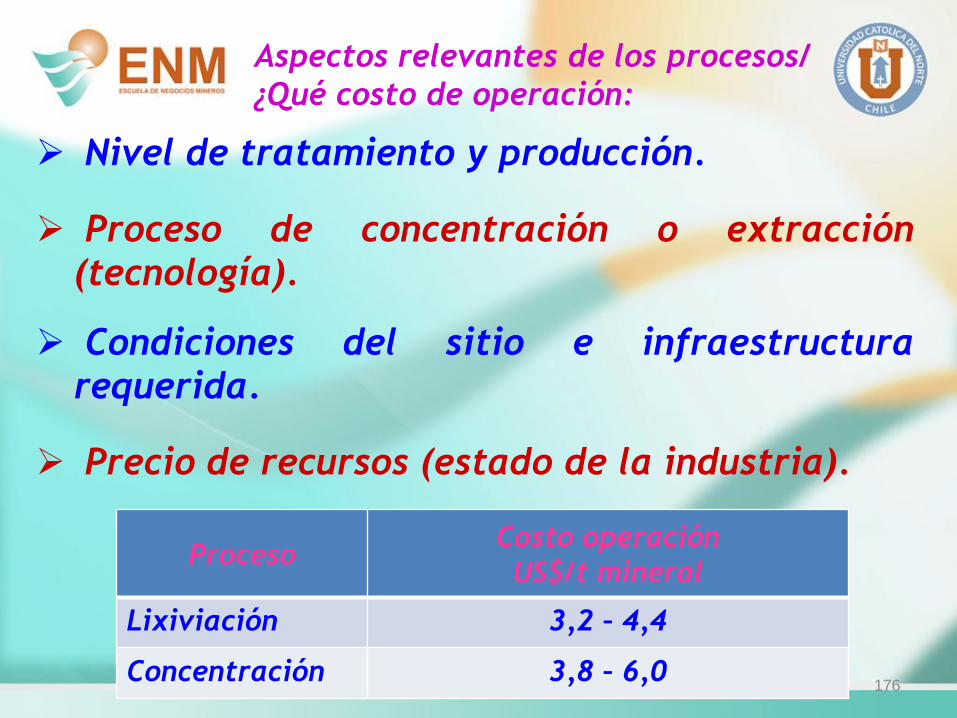
Aspectos relevantes de los procesos/
¿Qué costo de operación:
Proceso Costo operación
US$/t mineral
Lixiviación 3,2 – 4,4
Concentración 3,8 – 6,0 176
Nivel de tratamiento y producción.
Proceso de concentración o extracción (tecnología).
Condiciones del sitio e infraestructura requerida.
Precio de recursos (estado de la industria).

Aspectos relevantes de los procesos/
¿Qué nivel de ingresos?
177
Ley del mineral a tratar.
Ritmo de tratamiento de mineral.
Recuperación de los elementos de interés (produto, co producto y/o sub producto).
Calidad de los productos (concentrados o elemento metálico).
Precio según mercado respectivo y condiciones de contratos con compradores.
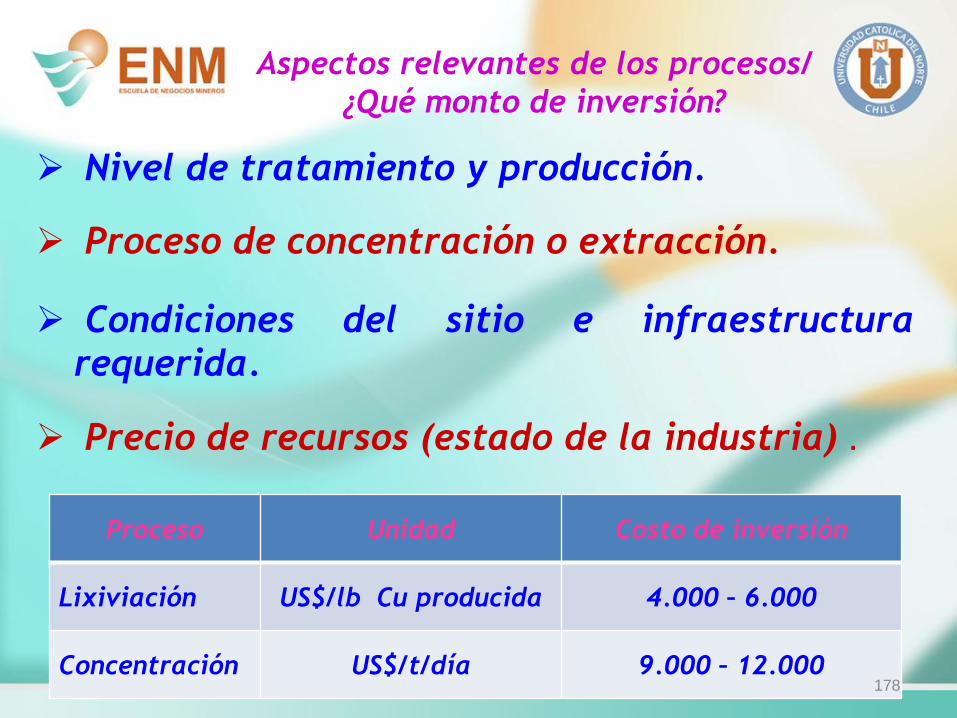
Aspectos relevantes de los procesos/
¿Qué monto de inversión?
Proceso Unidad Costo de inversión
Lixiviación US$/lb Cu producida 4.000 – 6.000
Concentración US$/t/día 9.000 – 12.000 178
Nivel de tratamiento y producción.
Proceso de concentración o extracción.
Condiciones del sitio e infraestructura requerida.
Precio de recursos (estado de la industria) .

Pruebas a escala de laboratorio
(batch).
179
Las pruebas a escala de laboratorio o banco
(batch), se realizan en celdas de flotación de
laboratorio de capacidad nominal de 50 a 2.000
gramos.
Se tienen diversos tipos de máquinas de
laboratorios, a saber:
• Wemco.
180
• Denver D-12.
• Agitair L-500.

Máquina de
agitación
DENVER de
laboratorio
Flujómetro para aire
Tacómetro
Celda flotación de
1L de capacidad Bandeja recepción
de
concentrado Paleta para recolección
de concentrado
181

El material a evaluación a escala de laboratorio
debe seguir el siguiente procedimiento:
Granulometría: 100 % -10 # Tyler.
Homogeneización de la muestra.
182
Caracterización de la muestra:
- Caracterización química, por ejemplo: CuT;
CuS.
- Caracterización mineralógica: identificación de
especies útiles y de ganga, asociaciones, y
tamaño de liberación.
- Caracterización física: gravedad específica, %
de humedad, índice de trabajo, etc.
- Caracterización granulométrica.
183

Granulometría a flotación – test de molienda:
- Especificar el volumen de la celda.
- Especificar el % de sólidos en peso de
flotación.
- Especificar el % de sólidos en peso de
molienda: 67 %.
- Realizar la molienda a distintos tiempos, a
fin de determinar el tiempo de molienda, que
se visualiza en el siguiente gráfico.
184
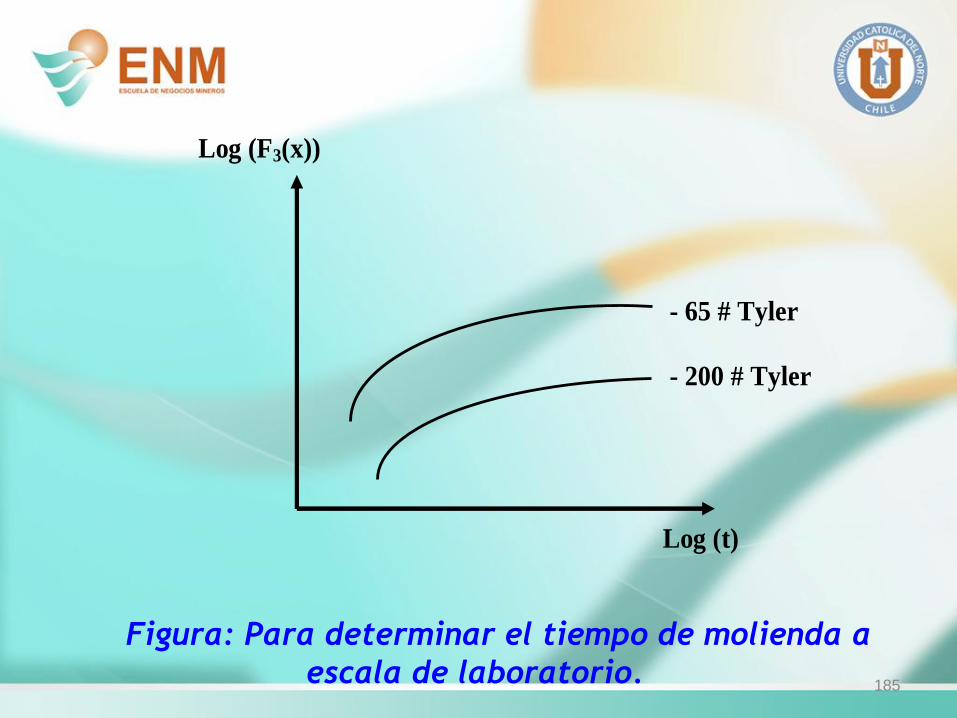
Log (F3(x))
- 65 # Tyler
- 200 # Tyler
Log (t)
Figura: Para determinar el tiempo de molienda a
escala de laboratorio. 185
Las variables factibles de evaluar a escala de laboratorio:
• Tipo y dosificación de reactivos.
• Densidad de pulpa (% sólidos en peso).
• Tiempo de acondicionamiento.
• Tiempo de flotación.
• Flujo de gas (aire).
• pH.
• Granulometría de flotación.
• Temperatura.
• Envejecimiento de la pulpa.
186

Pruebas en continuo y de planta
piloto
187
La filosofía y práctica de los ensayos de planta
piloto ha sido discutida por varios autores.
Algunos ingenieros de flotación creen que con un
adecuado trabajo de laboratorio y de cálculos de
ingeniería, la planta piloto puede ser eliminado.
Otros consideran que la planta piloto es esencial.
188
Muchas operaciones de flotación exitosas fueron
diseñadas sobre la base de pruebas a escala de
laboratorio sin usar test de ciclo o de planta
piloto. Sin embargo, los nuevos procesos de
flotación que presentan problemas esenciales o
que no tienen estrecha contrapartida en plantas
ya existentes, necesitan pasar por la escala
piloto.
189

Las razones más generalizadas para correr una
planta piloto o test continuos está en confirmar
la factibilidad técnica y económica del proceso,
sobre bases continuas y facilitar datos de diseño
para la escala industrial.
190
Además, las operaciones pilotos pueden hacerse
para obtener una cantidad de producto adecuada
para experimento de procesamiento subsecuente
o para estudios de mercado. Pueden también
correrse para demostrar costos de operaciones y
evaluar equipos.
191
Circuitos de flotación
192
Un circuito de flotación representa una solución
económica al problema de tratamiento de una
mena particular.
La flotación comercial es un proceso continuo, en
el que las celdas están arregladas en serie
formando un banco y estos en circuitos.
Los circuitos de flotación se dividen en dos grupos
de acuerdo a su objetivo dentro del proceso, se
definen como:
193
i. Circuitos recuperadores:
Este tipo de circuito tiene por objetivo recuperar
la mayor cantidad de especie mineral útil. Se
encuentran dos tipos de circuitos que tengan esta
finalidad:
a) Circuito primario (rougher).
b) Circuito de barrido (scavenger): en la
actualidad están asociados a los circuitos de
limpieza que emplean celdas columnares,
anteriormente este circuito era alimentado por
el relave de la etapa primaria. 194
ii. Circuitos Limpiadores:
El principal objetivo de estos circuitos es limpiar
los concentrados, provenientes de la etapa
primaria, para elevar la ley del metal útil
contenido en el mineral.
Pueden existir dos tipos de circuitos limpiadores:
a. Limpieza (cleaner).
b. Relimpieza (recleaner).
195
En cada uno de los circuitos de flotación, el nivel
de pulpa se puede manejar, a través de los
cajones. El espesor de la capa de espuma se
regula y cuando es menor, da una mayor
velocidad de flotación aunque la ley pueda bajar.
En cambio si el espesor es mayor, la ley
aumentaría.
196

Para aprovechar mejor el circuito primario se
flota hasta obtener una ley en la última celda
igual a la ley de alimentación.
El circuito de barrido trabaja con los mas
pequeños espesores de espuma, que concuerda
con los mayores flujos de aire a estos circuitos.
197

Ejemplos de circuitos
de flotación.
Figura: Circuito básico de flotación, que incluye las
etapas primaria y de barrido.
PRIMARIA BARRIDO Colas
Alimentación
Concentrado
198
PRIMARIA BARRIDO
LIMPIEZA
Colas Alimentación
Concentrado
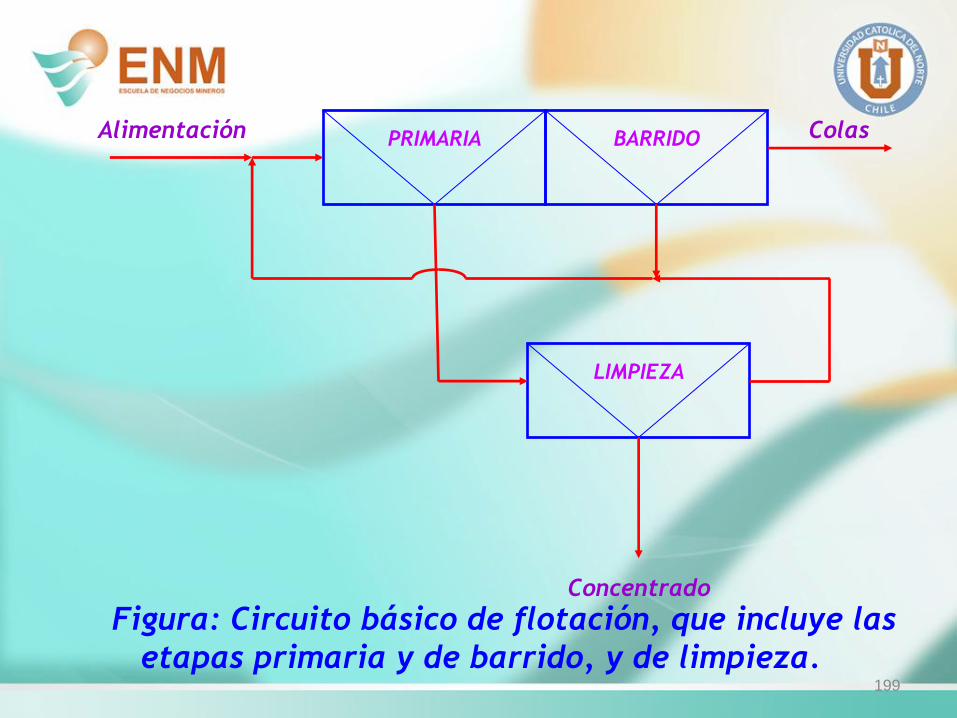
Figura: Circuito básico de flotación, que incluye las
etapas primaria y de barrido, y de limpieza. 199
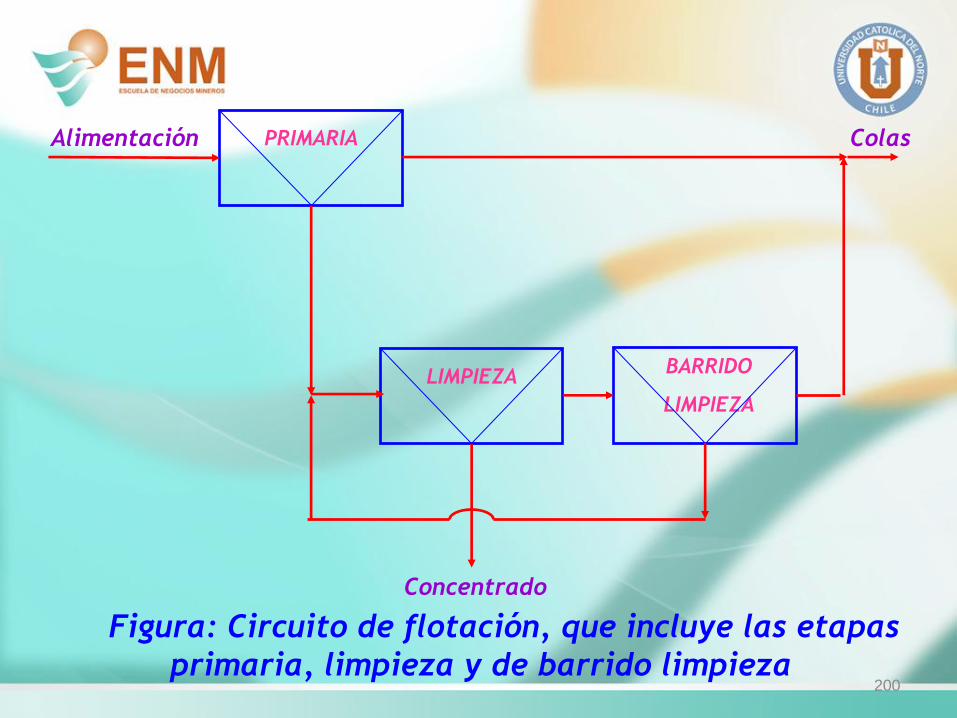
Figura: Circuito de flotación, que incluye las etapas
primaria, limpieza y de barrido limpieza
Concentrado
PRIMARIA
LIMPIEZA BARRIDO
LIMPIEZA
Colas Alimentación
200
201
Máquinas de flotación

202
Máquinas de flotación
Mecánicas Neumáticas
203
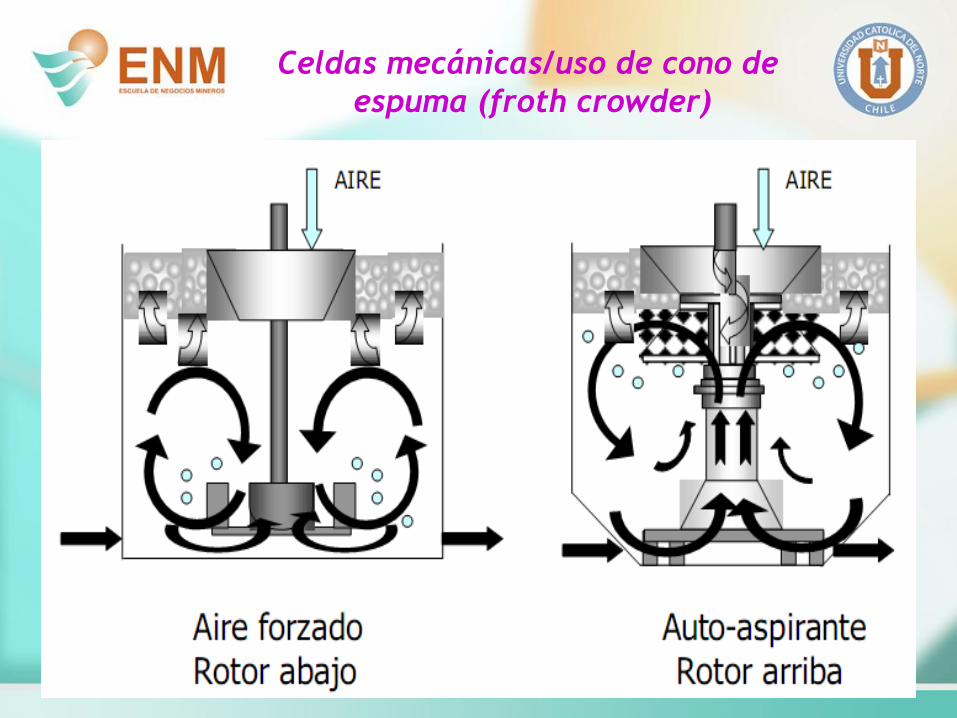
Celdas mecánicas/uso de cono de
espuma (froth crowder)

204
Celdas mecánicas/uso de
rebalses internos
205
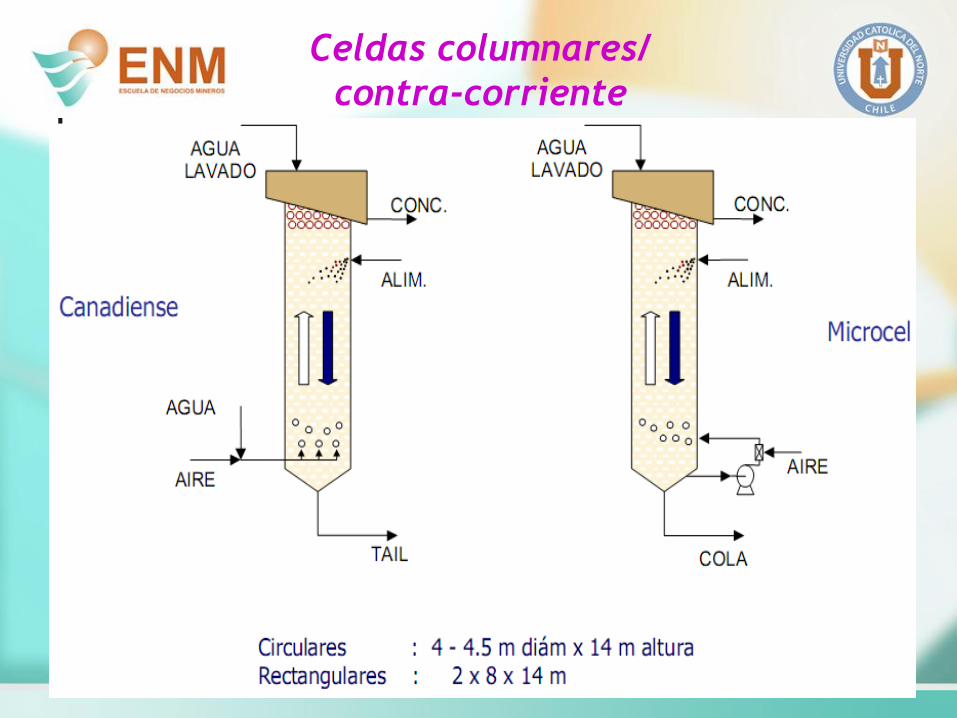
Celdas columnares/
contra-corriente

206
Celdas neumáticas/co-corriente

Universidad Católica del Norte
Escuela de Negocios Mineros Magister en Gestión Minera
Análisis de Procesos Mineros VI versión MGM
Antofagasta, Abril de 2013
VICTOR CONEJEROS