ANDRÉS FELIPE BERNATE RENGIFOred.uao.edu.co/bitstream/10614/7832/1/T05830.pdfANDRÉS FELIPE BERNATE...
110
DISEÑO DE PLAN DE VALIDACIÓN DE BUENAS PRÁCTICAS DE MANUFACTURA PARA LA PRODUCCIÓN DE AIRE COMPRIMIDO MEDICINAL EN LA CLÍNICA FARALLONES DE CALI ANDRÉS FELIPE BERNATE RENGIFO UNIVERSIDAD AUTONOMA DE OCCIDENTE FACULTAD DE INGENIERIA DEPARTEMENTO DE AUTOMÁTICA Y ELECTRONICA PROGRAMA DE INGENIERIA BIOMÉDICA SANTIAGO DE CALI 2015
Transcript of ANDRÉS FELIPE BERNATE RENGIFOred.uao.edu.co/bitstream/10614/7832/1/T05830.pdfANDRÉS FELIPE BERNATE...

DISEÑO DE PLAN DE VALIDACIÓN DE BUENAS PRÁCTICAS DE MANUFACTURA PARA LA PRODUCCIÓN DE AIRE COMPRIMIDO MEDICINAL
EN LA CLÍNICA FARALLONES DE CALI
ANDRÉS FELIPE BERNATE RENGIFO
UNIVERSIDAD AUTONOMA DE OCCIDENTE FACULTAD DE INGENIERIA
DEPARTEMENTO DE AUTOMÁTICA Y ELECTRONICA PROGRAMA DE INGENIERIA BIOMÉDICA
SANTIAGO DE CALI 2015

DISEÑO DE PLAN DE VALIDACIÓN DE BUENAS PRÁCTICAS DE MANUFACTURA PARA LA PRODUCCIÓN DE AIRE COMPRIMIDO MEDICINAL
EN LA CLÍNICA FARALLONES DE CALI
ANDRÉS FELIPE BERNATE RENGIFO
Pasantía institucional para optar al título de Ingeniero Biomédico
Director JULIAN DAVID QUINTERO OSPINA
Ingeniero Biomédico
UNIVERSIDAD AUTONOMA DE OCCIDENTE FACULTAD DE INGENIERIA
DEPARTAMENTO DE AUTOMÁTICA Y ELECTRONICA PROGRAMA DE INGENIERIA BIOMÉDICA
SANTIAGO DE CALI 2015

3
Santiago de Cali, 21 de Enero de 2015
Nota de aceptación: Aprobado por el Comité de Grado en cumplimiento de los requisitos exigidos por la Universidad Autónoma de Occidente para optar al título de Ingeniero Biomédico Ana María Sánchez Jurado Julián David Ospina Director

4
Esta dedicatoria va dirigida a mi hermana: CAROLINA BERNATE RENGIFO Quien desde su partida ha contribuido más a la unión de nuestro núcleo familiar, dándonos la fuerza para seguir afrontando la vida, convirtiéndome en una persona más fuerte con ganas de alcanzar metas mayores y convertirme en un ejemplo de hijo para mis padres.

5
AGRADECIMIENTOS
En primer lugar mi agradecimiento va dirigido a Dios por siempre acompañarme en mi camino, permitiéndome disfrutar de la compañía de mi familia y dándome fuerzas para poder afrontar cada obstáculo que se me ha presentado en el camino. A mis padres Plinio Bernate y Belandia Rengifo, quienes han sido un pilar para mi formación profesional, han depositado en mí la confianza necesaria para poder lograr grandes objetivos en mi vida. Gracias por el esfuerzo, el tiempo y la dedicación invertidos para mi formación personal y profesional. Al Ing. Julián David Quintero, Ingeniero Biomédico, Especialista en Electromedicina y Gestión Tecnológica Hospitalaria, Director de mi Trabajo de Grado, por la dirección, tiempo, paciencia, profesionalismo y dedicación que tuvo en mi para la realización de este proyecto. Al Químico Farmacéutico Daniel Caranton, quien tuvo la paciencia y disposición de compartir experiencias y recomendaciones sobre el trabajo realizado. A la Ing. Tatiana Martínez, por el tiempo invertido en acompañamiento, asesorías, consejos y revisión de documentación realizada. A la Clínica Farallones, por poder confiar en mí para la realización de un proyecto tan importante en el sector de la salud, por el recibimiento y el profesionalismo de las personas que conforman sus instalaciones, aportando todos conocimientos y mejoras la realización de este proyecto. A los directivos y docentes de la carrera de Ingeniería Biomédica de la Universidad Autónoma de Occidente, por aportar los conocimientos necesarios para poder afrontar y solucionar de manera adecuada los problemas evidenciados en el sector salud. Finalmente agradezco a las Ingenieras Eleana Palomino y Marcela Tejada, como también a Alejandra Cerón, Karla Padilla y Juan Mosquera, todos compañeros y amigos que aportaron ayudas, conocimientos, opiniones, trabajo y tiempo a lo largo de mi formación profesional.

6
CONTENIDO
Pág. GLOSARIO 13 RESUMEN 17 1. ANTECEDENTES 21 2. PROBLEMA DE INVESTIGACIÓN 23 2.1 PLANTEAMIENTO DEL PROBLEMA 23 2.2 FORMULACIÓN DEL PROBLEMA 24 3. JUSTIFICACIÓN 25 4. OBJETIVOS 26 4.1 OBJETIVO GENERAL 26 4.2 OBJETIVOS ESPECÍFICOS 26 5. MARCO DE REFERENCIA 27 5.1 MARCO TEÓRICO 34 5.1.2 Plan de validación. 34 5.1.3 Estadística básica. 36

7
6. METODOLOGÍA 41 6.1 IDENTIFICACIÓN DE NECESIDADES 41 6.1.1 Recursos a utilizar 41 6.2 RECOPILACIÓN DE INFORMACIÓN 42 6.2.1 Recursos a utilizar 42 6.3 IDENTIFICACIÓN DE PLANTA DE PRODCUCCIÓN DE AIRE COMPRIMIDO MEDICINAL EN LA CF 43 6.3.1 Recursos a utilizar 43 6.4 GENERACIÓN DE PROTOCOLOS Y PROCEDIMIENTOS DE BPM EN AIRE COMPRIMIDO MEDICINAL 44 6.4.1 Recursos a utilizar 46 6.5 GENERACIÓN DE PLAN DE VALIDACIÓN 46 6.5.1 Recursos a utilizar 47 6.6 CAPACITACIONES Y FORMATOS DE VERIFICACIÓN DE BPM 47 6.6.1 Recursos a utilizar 48 7. RESULTADOS 50 7.1 RESULTADOS. IDENTIFICACIÓN DE NECESIDADES. 50 7.2 RESULTADOS. RECOPILACIÓN DE INFORMACIÓN. 50 7.3 RESULTADOS. IDENTIFICACIÓN DE PLANTA DE PRODCUCCIÓN DE AIRE COMPRIMIDO MEDICINAL EN LA CF. 51

8
7.4 RESULTADOS. GENERACIÓN DE PROTOCOLOS Y PROCEDIMIENTOS DE BPM EN AIRE COMPRIMIDO MEDICINAL. 53 7.4.1 BPM de los gases medicinales y Control de Calidad. 53 7.4.2 Saneamiento e higiene. 56 7.4.3 Retiro de un producto. 58 7.4.4 Autoinspección y auditoria de calidad. 60 7.4.5 Personal. 61 7.4.6 Instalaciones y equipos. 64 7.5 RESULTADOS. GENERACIÓN DE PLAN DE VALIDACIÓN 66 7.5.1 Descripción general del proceso de producción de aire medicinal. 67 7.5.2 Determinación del lote de producción. 68 7.5.3 Diseño experimental. 69 7.5.4 Evaluación estadística. 72 7.6 RESULTADOS. CAPACITACIONES Y FORMATOS DE VERIFICACIÓN DE BPM. 91 8. CONCLUSIONES 94 9. RECOMENDACIONES 98 BIBLIOGRAFÍA 100

9
ANEXOS 103

10
LISTA DE CUADROS
Pág.
Cuadro 1. Composición de aire comprimido medicinal 27
Cuadro 2. Representación de gases medicinales 33
Cuadro 3. Indicador de personal capacitado 49
Cuadro 4. Clasificación del tipo de cilindro 54
Cuadro 5. Componentes químicos analizados 55
Cuadro 6. Registro de toma de datos para %O2 73
Cuadro 7. Resultado ANOVA para una toma de ocho datos de %O2 75
Cuadro 8. Consolidado de resultados de determinación de muestras por técnica ANOVA 76
Cuadro 9. Obtención de datos de %O2 en línea de distribución 1 para Repetibilidad 78
Cuadro 10. Promedio entre celdas de %O2 en línea de distribución 1 para Repetibilidad 79
Cuadro 11. Desviación estándar de %O2 en línea de distribución 1 para Repetibilidad 80
Cuadro 12. Resultados de varianza de Repetibilidad 84
Cuadro 13. Resultados de varianza de Reproducibilidad 84
Cuadro 14. Nomenclatura de factores críticos 86
Cuadro 15. Datos de matriz de factores con variables en línea 1 y 2 para %O2 87
Cuadro 16. Resultados de la prueba de Robustez para línea de producción 1 y 2 90

11
LISTA DE FIGURAS
Pág. Figura 1. Tipo de compresores 28
Figura 2. Planta de producción de aire medicinal 51
Figura 3. Manifold de aire medicinal 54
Figura 4. Toma de componentes químicos 56
Figura 5. Procedimiento de suspensión de aire desde el compresor programada 59
Figura 6. Procedimiento de suspensión de aire desde el compresor no programada 60
Figura 7. Flujograma de personal encargado de la producción de aire comprimido 63
Figura 8. Organigrama de central de gases de la C.F 64
Figura 9. Nueva central de aire comprimido medicinal 65
Figura 10. Proceso de producción de aire medicinal 67
Figura 11. Capacitación de Rutina Diaria en Central de Gases 92
Figura 12. Capacitación en BPM del personal de la clínica 93

12
LISTA DE ANEXOS
Pág.
Anexo A. Rutina diaria central de gases 103
Anexo B. Análisis de aire medicinal en sitio por compresor 104
Anexo C. Plantilla de limpieza y desinfección 105
Anexo D. Liberación de producto terminado 106
Anexo E. Estadísticos h y k de Mandel para el 1 % 107
Anexo F. Estadísticos h y k de Mandel para el 5 % 108
Anexo G. Valores de la prueba de Cochran al 1 % y 5 % 109
Anexo H. Encuesta para capacitación de gases medicinales 110

13
GLOSARIO
AIRE MEDICINAL: el aire medicinal es considerado una mezcla de oxígeno gaseoso y nitrógeno gaseoso en proporciones de 19,5 – 23,5 % y 76,5 – 86.5 respectivamente. Se obtiene a través de la compresión, secado y filtrado del aire atmosférico.1 AUDITORIA: es un proceso sistemático encaminado a la verificación del cumplimiento y puesta en marcha de normas, procedimientos, protocolos de un sistema auditado el cual puede ser una organización, proceso, persona y/o producto con el objetivo de evaluar la eficiencia del sistema en referencia a resultados esperados. De igual manera en la auditoria se permite la corrección y puesta en marcha de planes de mejoramiento y el seguimiento del cumplimiento de dichas especificaciones, teniendo en cuenta que la persona o el equipo evaluar es ajeno al sistema auditado. AUTOINSPECCIÓN: proceso sistemático encaminado en realizar una verificación del cumplimiento de procesos, protocolos y/o procedimientos establecidos dentro de un sistema en particular, utilizando bien sea patrones de medición, instrumentos de medición y/o comparación con normas, equipos de prueba y ensayos. El proceso de autoinspección busca determinar qué tan exacto es el sistema analizado respecto a las medidas que se encuentran vigentes y en marcha, teniendo en cuenta que este proceso lo puede realizar personal involucrado en el sistema analizado. BATCH RECORD: documentación vigente y actualizada referente a los datos y resultados de fabricación, comportamiento y distribución, para la generación de nuevos lotes de producción. BUENAS PRÁCTICAS DE MANUFACTURA (BPM): son los procedimientos y normas a seguir por parte de la clínica, los cuales aseguran una producción de aire medicinal segura y de alta calidad. CALIFICACIÓN DEL DISEÑO (DQ): es una verificación documentada por parte de la empresa que realiza el diseño de la central de aire comprimido, demostrando
1 Hoja de seguridad del material [En línea]: Aire comprimido medicinal. Montevideo, Uruguay: Linde Hospital Infrastuture. [Consultado 24 de Septiembre de 2013]. Disponible en línea: http://iio.ens.uabc.mx/hojas-seguridad/aire_comprimido.pdf

14
que el diseño propuesto es el idóneo para, la facilidad de entendimiento de los equipos y el sistema en su totalidad.2
CALIFICACIÓN DE LA INSTALACIÓN (IQ): es una verificación documentada por parte de la empresa que pone a disposición los equipos o sistemas, como instalados y/o modificados que cumplen con las recomendaciones del fabricante, requerimientos del usuario y se encuentran con un diseño adecuado para su propósito final.3
CALIFICACIÓN OPERACIONAL (OQ): es una verificación documentada por parte de la empresa de que los equipos y sistemas que han sido instalados y/o modificados, se encuentran operando de manera adecuada a través de los rangos de operación anticipados.4
CALIFICACIÓN DE DESEMPEÑO (PQ): es una verificación documentada de que el equipo, los sistemas auxiliares y demás componentes que haces parte del sistema, al estar en funcionamiento pueden realizar las tareas para las cuales fueron dispuestos, pudiendo ejecutar de manera efectiva y redundante los resultados esperados basados en las especificaciones y métodos anteriormente aprobados.5
CILINDRO: envase o recipiente destinado para el almacenamiento de diferentes tipos de gases a baja o alta presión ya sean licuados o comprimidos.6
ELECTRO VÁLVULA: dispositivo electrónico utilizado al final de la línea de producción, que tiene como objetivo suspender de manera automática el paso de
2 Clínica Farallones. Documento. Protocolo de Validación de Aire Comprimido in Sitio por Compresión. Santiago de Cali, 2014. Versión 2. p. 2. 3 Ibíd., p 3. 4 Ibíd., p 3. 5 Ibíd., p 3. 6 COLOMBIA. MINISTERIO DE LA PROTECCIÓN SOCIAL. Resolución 4410 DE 2009 (Noviembre
17). Por el cual se expide el Reglamento Técnico que contiene el Manual de Buenas Prácticas de Manufactura de los Gases Medicinales [En línea]. Bogotá DC. [Consultado 20 de Junio de 2013]. Disponible en línea: http://www.invima.gov.co/images/pdf/medicamentos/resoluciones/resolucion4410_2009.pdf

15
aire medicinal del área de producción y dar paso al suministro de reserva que se encuentra en el manifold. FORMATO: documento en el cual se encuentra y se define de manera estándar, una actividad particular que se debe realizar. LOTE DE PRODUCCIÓN: determinada cantidad de una medida de fabricación referente al dato de aire medicinal producido por parte de la clínica, asignado por un número y un tiempo específico para esta producción. MANIFOLD: equipo utilizado para permitir que haya un solo sentido de flujo de gas desde el cilindro hasta las áreas requeridas. PLAN DE VALIDACIÓN: documento escrito y elaborado con los pasos a seguir para la realización de tareas específicas y relevantes a evaluar dentro del proceso de producción de aire comprimido medicinal. PRECISIÓN: ítem el cual refleja la homogeneidad de los valores de los resultados en una serie repetida de ensayos cuantitativos, demostrando la semejanza o no de los resultados entre sí. PROCEDIMIENTO: documento escrito en el cual se evidencia de forma clara y paso a paso las actividades u operaciones que se deben realizar para la obtención satisfactoria de los resultados esperados. PROTOCOLO: conjunto de procedimientos el cual está establecido como un estándar a seguir de una operación o actividad, en donde la secuencia lógica de los pasos forma una red capaz de ejecutar y dar resultados esperados. PUNTO DE MUESTREO: lugar donde se puede realizar la toma de una muestra de aire medicinal que se considera representativa del sistema, para una evaluación posterior referente a su función y calidad. VALIDACIÓN: establecimiento de la evidencia en forma de documento, que muestra que el aseguramiento de un proceso se está realizando de forma correcta y que se seguirá produciendo de esta misma manera de forma continua y

16
constante manteniendo las especificaciones y atributos de calidad predeterminados y esperados.

17
RESUMEN
Debido a la aparición de la resolución 4410 del 17 de Noviembre 2009 por parte del Ministerio de la Protección Social de la Republica de Colombia, por la cual se expide el reglamento técnico que contiene el manual de buenas prácticas de manufactura de los gases medicinales, es de obligatorio cumplimiento para las IPS Colombianas cumplir con los requerimientos establecidos por la resolución para garantizar la buena calidad en la manufactura de su producto. Es por esto que en la Clínica Farallones de la ciudad de Santiago de Cali, se realizaron e implementaron las rutinas, procedimientos y protocolos que garantizan las buenas prácticas de manufactura y almacenamiento de aire medicinal. Para la realización de este proyecto se procedió a la evaluación e identificación de las necesidades de la central de aire comprimido de la Clínica Farallones y se comparó con los requerimientos solicitados por la presente resolución. Se plantearon y se hicieron rediseños de la parte estructural de la central de gases con la ayuda del área administrativa y de mantenimiento de la clínica, se desarrollaron, rediseñaron y ejecutaron rutinas, procedimientos y protocolos que seguidos en una secuencia de pasos lógicos logran introducir y abarcar la totalidad de requisitos indispensables para las buenas prácticas de manufactura y almacenamiento de gases medicinales. Culminando con el desarrollo de un plan de validación. Se realizaron cambios organizacionales dentro de la clínica y se conformó un comité especializado y dedicado exclusivamente al cumplimiento de las actividades de la central de gases. Al culminar la etapa de elaboración de documentación y rediseño estructural, se realizó la divulgación del inicio completo de la introducción de las buenas prácticas de manufactura de aire medicinal a las áreas técnicas y productivas que tienen contacto directo en las etapas de producción, almacenamiento y distribución, y a las áreas administrativas que tienen que vigilar por el funcionamiento correcto de las obligaciones adquiridas por la clínica. Palabras clave: Buenas prácticas de manufactura, Aire medicinal, Gases medicinales, Plan de validación

18
INTRODUCCIÓN
De acuerdo con la Ley 1122 de 2007, la salud pública está constituida por un conjunto de políticas que busca garantizar de manera integrada, la salud de la población por medio de acciones dirigidas tanto de manera individual como colectiva ya que sus resultados se constituyen en indicadores de las condiciones de vida, bienestar y desarrollo. Dichas acciones se realizarán bajo la rectoría del Estado y deberán promover la participación responsable de todos los sectores de la comunidad.7 Dentro de las instituciones que se encuentran bajo dicho control del Estado Colombiano se encuentran las Entidades Promotoras de Salud (EPS), que pueden ser públicas o privadas las cuales se encargan de realizar la afiliación al sistema de seguridad social del país de los Colombianos ya sea por medio de la empresa en donde se encuentre laborando como trabajador o para los trabajadores independientes. Estas entidades contratan a las Instituciones Prestadoras de Salud (IPS) que son las encargadas de prestar el servicio de salud de hospitalización, consulta y urgencias, ya sea en los centros de salud, clínicas y hospitales. Las IPS al prestar el servicio de salud a los usuarios son objeto de todas las miradas por parte de los entes regulatorios del país a la hora de cumplir con todos los requisitos de calidad y efectividad para poder prestar la complejidad de los servicios que estas instituciones ofrecen. La importancia de tener con claridad la calidad del servicio ha direccionado a los entes regulatorios a realizar decretos y resoluciones alusivas a la importancia de contar con unos mínimos requerimientos en todos los procesos que se realizan dentro de las IPS con el fin de poder garantizar tanto la calidad de servicio como la seguridad al usuario que está recibiendo algún tipo atención médica. Dentro de los diferentes tipos de servicios que reciben los usuarios se encuentran los gases medicinales que son suministrados al paciente, este gas catalogado como un tipo de medicamento es apto para el consumo por parte del usuario con el fin de producir un contacto directo con el organismo. Dentro de estos gases medicinales se encuentra el aire comprimido medicinal, oxigeno, óxido nitroso, vacío, helio y nitrógeno, los cuales al hacer contacto con el paciente causan un efecto específico y deseado por el especialista que realiza el procedimiento. El aire comprimido medicinal es una mezcla de gases en proporciones diferentes con el fin de servir como asistencia respiratoria a un paciente. La introducción de este tipo de medicamento al sector de salud Colombiana hace que las IPS sean
7 Salud: Salud Pública [En línea]. Bogotá DC. Ministerio de Salud y Protección Social, 2013 [Consultado 23 de Septiembre de 2013]. Disponible en línea: http://www.minsalud.gov.co/salud/Paginas/salud-publica.aspx

19
las encargadas de velar por la seguridad y buen funcionamiento que se está suministrando a los pacientes. Debido a la gran demanda de este tipo de medicamento por parte de las IPS, el Estado por medio del Ministerio de la Protección Social en Colombia establece la resolución 1672 de 2004 y 3862 de 2005, el manual de Buenas Prácticas de Manufactura (BPM) de los gases medicinales y la Guía de Inspección de Buenas Prácticas de Manufactura para la fabricación, llenado y distribución de Gases Medicinales, respectivamente. Pero hasta el año 2007 se especifica mediante la resolución 3183 de Septiembre 10, se establece un plazo para la certificación de Buenas Prácticas de Manufactura de los Gases Medicinales, dentro de la cual se dicta que la fabricación de Gases Medicinales, es un proceso industrial especializado que requiere de un diseño, capacidad de producción, almacenamiento, distribución, mantenimiento y suministro especial, y que por medio de la Subdirección de Medicamentos y Productos Biológicos del Instituto Nacional de Vigilancia de Medicamentos y Alimentos (INVIMA) se obtendrá la certificación para todas las industrias y las instituciones prestadoras de servicios de salud que fabriquen gases medicinales, las cuales tendrán un plazo improrrogable de dieciocho (18) meses, contados a partir de la entrada en vigencia de la presente resolución.8 En el año 2009 se expide por medio de la resolución 4410 la última normativa que aún se encuentra vigente para las BPM de los gases medicinales en donde se realiza una profundización mayor en cuanto a proceso de calidad, control y manejo de los gases medicinales y también se establece un plazo máximo de doce (12) meses a las IPS para obtener el certificado por medio del INVIMA. Es por tal razón que las IPS que cuentan con este tipo de servicio deben de disponer de las instalaciones, los equipos de producción de aire comprimido y las precauciones requeridas por el estado para su buen funcionamiento en la producción, almacenamiento y distribución del medicamento hacia las diferentes áreas y servicios en el que sea requerido. La Clínica Farallones (CF) de la ciudad de Cali, como institución prestadora de servicios de salud cuenta con toda la infraestructura y los equipos necesarios para realizar la prestación de aire comprimido medicinal a sus usuarios, los cuales indican implementar de manera acertada las BPM en gases medicinales y principalmente del aire comprimido en sus etapas de producción, distribución y almacenamiento que establece el Ministerio de Protección Social y que certifica el INVIMA, ya que todo el procedimiento que se realiza dentro de la clínica lo hace 8 COLOMBIA. MINISTERIO DE LA PROTECCIÓN SOCIAL. Resolución Número 3183 DE 2007 (Noviembre 10). Por la cual se establece un plazo para la certificación de Buenas Prácticas de Manufactura de los Gases Medicinales [En línea]. Bogotá DC. [Consultado 24 de Septiembre de 2013]. Disponible en línea: http://www.invima.gov.co/images/pdf/medicamentos/resoluciones/resolucion_3183_2007.pdf

20
esta misma entidad con equipos de su propiedad y dentro de sus instalaciones físicas.

21
1. ANTECEDENTES
Desde la aparición del primer borrador del texto de las prácticas adecuadas de fabricación (PAF) fue preparado a pedido de la 20_ Asamblea Mundial de la Salud (resolución WHA20.34) en 1967 por un grupo de consultores, se habla de las practicas adecuadas de fabricación de productos farmacéuticos (PAF). Este tipo de prácticas fueron diseñadas y están enfocadas a los inspectores gubernamentales, en especial a los que son funcionarios de los pequeños servicios nacionales de reglamentación farmacéutica, para ayudarles a evaluar el cumplimiento de las BPM por parte de los fabricantes. También serán útiles para los propios fabricantes, en lo que respecta a la autoinspección o auditoria. Dichas pautas se refieren a la inspección y control de las formas farmacéuticas finales o de los productos farmacéuticos destinados a uso médico y veterinario, como también de las sustancias farmacéuticas (ingredientes farmacéuticos activos o sustancias farmacéuticas a granel) empleadas en su fabricación.9
Desde el contexto nacional, en Colombia se empieza hablar de la introducción de las BPM en gases medicinales desde el año 1995, en donde se establece la obligatoriedad del cumplimiento de las Buenas Prácticas de Manufactura por parte los laboratorios farmacéuticos, pero no es hasta el año 2009 con la aparición de la Resolución 4410 que se establece un plazo máximo de doce (12) meses para el cumplimiento de las BPM por parte de las instituciones prestadoras de salud que ofrecen y/o producen aire medicinal.10
A nivel local se pueden encontrar que en otras clínicas de la ciudad de Cali, Valle del Cauca como lo son el Centro Medico Imbanaco, Fundación Valle del Lili, Clínica SaludCoop Cali norte, Clínica Nuestra Señora de los Remedios y la Clínica del Rosario, donde en la última se evidencia la implementación de BPM de gases medicinales en donde para un total de 142 lotes anuales de aire comprimido (1 cada semana, 4 cada mes) en el proceso de producción, se espera que máximo 6 de éstos lotes no pasen la prueba para obtener buenos resultados en el manejo de la producción de aire medicinal por parte del personal, que corresponden al 4 % de la cantidad de lotes totales y en donde para un total de 1000 pacientes 9 Serie de Informes Técnicos de la OMS [En línea]: COMITE DE EXPERTOS DE LA OMS EN ESPECIFICACIONES PARA LAS PREPARACIONES FARMACÉUTICAS. Ginebra: Instituto Nacional de Vigilancia de Medicamentos y Alimentos INVIMA, 2013 [Consultado 26 de Septiembre de 2013]. Disponible en línea: http://www.invima.gov.co/images/pdf/medicamentos/informes/informe32delaOMScompleto.pdf 10 COLOMBIA. MINISTERIO DE LA PROTECCIÓN SOCIAL. Resolución 4410 DE 2009 (Noviembre 17), Op cit., Disponible en línea: http://www.invima.gov.co/images/pdf/medicamentos/resoluciones/resolucion4410_2009.pdf

22
atendidos al año con tratamiento de aire medicinal se puede esperar que 20 ellos puedan presentar alguna inconformidad o falla que corresponde al 3 % de quejas y reclamos en la producción. Estos estudios también presentan las clases de parámetros a evaluar a la hora de realizar una validación analítica de las especificaciones del aire comprimido medicinal en donde se encuentran criterios de linealidad, precisión, repetibilidad, exactitud, selectividad.11
11 SARMIENTO MONTOYA, Margarita María. Diseño de procedimientos para introducir las buenas prácticas de manufactura en el almacenamiento y producción de aire medicinal dirigido a la clínica nuestra señora del rosario. Trabajo de grado Ingeniera Biomédica. Santiago de Cali: Universidad Autónoma de Occidente. Facultad de Ingeniería, 2012. 66-68, 84 p.

23
2. PROBLEMA DE INVESTIGACIÓN
2.1 PLANTEAMIENTO DEL PROBLEMA
El gas medicinal es un medicamento constituido por uno o más componentes gaseosos apto para entrar en contacto directo con el organismo humano, con concentración conocida y elaborado de acuerdo a las especificaciones farmacopeicas. Dentro de la producción de gas medicinal se encuentra la producción de aire comprimido, que se conoce como la mezcla sintética o natural de gases, principalmente oxígeno y nitrógeno el cual es suministrado desde cilindros, contenedores a granel o con compresores de aire medicinal.12
La necesidad de analizar el control de los gases en las clínicas de tercer nivel, es poder velar por las buenas prácticas de manufactura (BPM) que el estado exige y así poder garantizar toda la seguridad que se debe tener tanto en la producción, las distribución y la disposición final al paciente minimizando la posibilidad de algún evento adverso, abarcando todo el entorno físico con el que cuenta la clínica para la producción de aire comprimido y de igual manera abarcando todo el personal que tiene contacto o que está involucrado en la producción, con base en analizar y mejorar el desempeño de la clínica en la producción de aire comprimido medicinal.
De acuerdo a lo mencionado anteriormente cada vez que un paciente es sometido a este tipo de intervención no se cuenta con registro documentado y verificado por personal calificado para este tipo de actividades, ni se conoce los procesos y procedimientos de BPM de aire medicinal a seguir en caso de que se presente algún evento adverso. De aquí se deriva la importancia de poder garantizar la calidad del medicamento desde su materia prima, pasando por la etapa de producción, por la etapa de verificación de estándares, validación de datos hasta la disposición final al paciente, garantizando que el medicamento cuenta con la calidad exigida por los entes regulatorios, cumpliendo normas y estándares requeridos para así ofrecer un producto de alta calidad evitando la exposición del paciente a sustancias no controladas que pueden afectar de forma negativa su calidad de vida y que estén relacionadas al aire comprimido medicinal.
12 COLOMBIA. MINISTERIO DE LA PROTECCIÓN SOCIAL. Resolución 4410 DE 2009 (Noviembre 17), Op. cit., Disponible en línea: http://www.invima.gov.co/images/pdf/medicamentos/resoluciones/resolucion4410_2009.pdf

24
2.2 FORMULACIÓN DEL PROBLEMA
Es de aquí donde surge la pregunta ¿Cómo implementar las BPM al interior de la Clínica Farallones de la ciudad de Santiago de Cali, permitiendo garantizar las condiciones de seguridad, confiabilidad y calidad en el suministro de aire comprimido medicinal a los usuarios.

25
3. JUSTIFICACIÓN
La importancia de poder introducir las BPM en gases medicinales en la Clínica Farallones de la ciudad de Cali, hace referencia en el compromiso que posee la institución hospitalaria en llevar a cabo los procedimientos establecidos por el estado para la producción, almacenamiento y distribución de aire comprimido medicinal de una manera segura y confiable hacia los usuarios que requieren este tipo de medicamento. La aplicación de BPM dentro de la CF es un proceso en el que se necesita involucrar toda la institución, debido a que se necesitaría realizar todo el soporte documental (formatos, procedimientos, auditorias de calidad y autoinspección, capacitaciones y validaciones) de los procesos que se requieren ajustar e implementar para poder realizar una producción de alta calidad que no expongan al paciente a riesgos generados a partir de gases medicinales.
Dentro de la aplicación de la resolución 4410 de 2009, se debe proponer y justificar de manera adecuada la forma de implementación de métodos estadísticos y analíticos los cuales sirvan de soporte para poder determinar que las condiciones de producción, almacenamiento y distribución de aire comprimido medicinal a través de toda la clínica se encuentra dentro de los estándares establecidos por la norma. Se deben proponer y generar los procedimientos de toma de datos y seguimiento de parámetros de control de calidad y verificar que estos sean adecuados y se realicen de manera acertada. Generar lista de procedimientos y protocolos a seguir para poder determinar parámetros claves a la hora de realizar la toma de decisiones que afecten de manera crucial la producción de aire comprimido.
Por ultimo introducir y estandarizar un plan de validación el cual permita demostrar de forma clara la selección de métodos de análisis de control, medición, validación y verificación de parámetros y estándares de calidad en la etapa de producción, los conceptos y criterios aplicar a la hora de realizar el análisis de los datos, la forma adecuada de realizar las mediciones de estándares de calidad, la forma adecuada de realizar la toma de muestra de las variables analizar y los equipos necesarios para realizar dichas mediciones. Es por esa razón que la implementación de las BPM en la Clínica Farallones es importante ya que permite garantizar que la producción, almacenamiento y distribución se realiza de una manera idónea, siguiendo los requerimientos y parámetros establecidos, concluyendo en un medicamento de alta calidad en el que no se expone al usuario a ningún tipo de riesgo.

26
4. OBJETIVOS
4.1 OBJETIVO GENERAL
Diseñar un plan que permita validar y verificar las BPM para aire comprimido medicinal de la Clínica Farallones de la ciudad Santiago de Cali.
4.2 OBJETIVOS ESPECÍFICOS
Elaborar una metodología de verificación a partir de la introducción de las BPM en aire comprimido medicinal respecto a lo indicado en la norma. Realizar formatos de verificación y validación en donde se introduzcan las buenas prácticas de manufactura y establecer métodos estadísticos de validación para la producción de aire comprimido medicinal. Realizar una validación y revalidación de los datos obtenidos a partir de la generación de aire comprimido medicinal.
Realizar un proceso de capacitación en BPM para el personal involucrado en la producción, distribución y mantenimiento del aire comprimido medicinal.

27
5. MARCO DE REFERENCIA
Los requerimientos que se necesitan para poder garantizar la introducción de manera adecuada a gases medicinales en sus etapas de producción, almacenamiento y distribución son:
Gases medicinales: aire comprimido. Los gases medicinales que se utilizan en el sector de la salud, por ser considerados un medicamento tienen una producción y un tratamiento especiales de acuerdo a la características de cada uno de ellos, estos diferentes tipos de gases medicinales pueden estar compuesto por un gas o un mezcla de gases en diferentes proporciones y en concentraciones conocidas para poder cumplir con las especificaciones que cada uno de estos medicamentos debe de tener.
El aire comprimido medicinal es una mezcla de gases que principalmente se compone de oxígeno y nitrógeno en concentraciones variadas como se muestra en el cuadro 1.
Cuadro 1. Composición de aire comprimido medicinal
Componentes N°CAS N°ONU/NU Por ciento (%) Oxígeno gaseoso 7782-44-7 1072 19.5-23.5
Nitrógeno gaseoso 7727-37-9 1066 76.5-80.5
Fuente: Hoja de seguridad del material [En línea]: Aire comprimido medicinal. Montevideo, Uruguay: Linde Hospital Infrastuture. [Consultado 24 de Septiembre de 2013]. Disponible en línea: http://iio.ens.uabc.mx/hojas-seguridad/aire_comprimido.pdf.13
Dentro de sus aplicaciones médicas el aire comprimido medicinal es fundamentalmente utilizado en los procedimientos de asistencia respiratoria, nebulizaciones y tratamiento respiratorio en combinación de otro tipo de gases. Para poder cumplir con esta función se necesita de los siguientes elementos 13 Hoja de seguridad del material: Aire comprimido medicinal, Op. cit., Disponible en línea: http://iio.ens.uabc.mx/hojas-seguridad/aire_comprimido.pdf

28
llamados equipos de producción y monitoreo de aire comprimido medicinal, los cuales son:
Compresores. Los compresores son los equipos encargados de poder tomar el aire proveniente de la toma y llevarlos hasta el nivel necesario de presión a la cual se quiere manejar el gas. Dentro de los compresores se pueden encontrar dos grandes grupos como lo muestra la figura 1.
Figura 1. Tipo de compresores
Fuente: KAI, Grupo de Gestión Eficiente de Energía, Universidad del Atlántico y GIEN, Grupo de Investigación en Energías, Universidad Autónoma de Occidente. Eficiencia energética en los sistemas de aire comprimido [En línea].Bogotá, Colombia: Sistema de Información de Eficiencia Energética y Energías Alternativas SI3EA, 2013. [Consultado 24 de Septiembre de 2013]. Disponible en línea: http://www.si3ea.gov.co/Portals/0/Gie/Tecnologias/aire.pdf. 14
- Los compresores dinámicos son los que convierten en energía cinética (movimiento) en presión. Utiliza energía para desplazar, a alta velocidad, un determinado volumen de aire, que luego es bruscamente desacelerado, lo que 14
KAI, Grupo de Gestión Eficiente de Energía, Universidad del Atlántico y GIEN, Grupo de Investigación en Energías, Universidad Autónoma de Occidente. Eficiencia energética en los sistemas de aire comprimido [En línea].Bogotá, Colombia: Sistema de Información de Eficiencia Energética y Energías Alternativas SI3EA, 2013. [Consultado 24 de Septiembre de 2013]. Disponible en línea: http://www.si3ea.gov.co/Portals/0/Gie/Tecnologias/aire.pdf

29
aumenta la presión de la masa. Este tipo de compresor es ideal para obtener grandes volúmenes de aire, a presiones de hasta 7 bar. Existen dos tipos de compresores en esta categoría: el Centrífugo que utiliza múltiples aletas rotativas, lo que provoca una expulsión del flujo de aire en sentido radial desde sus extremos, y el Axial, que impulsa aire, a alta velocidad, en sentido a su eje. Dado que no utilizan aceite, el aire producido por estos compresores dinámicos está libre de lubricantes, a la vez que la disposición externa de sus rodamientos asegura un producto final sin contaminantes.15
- Los compresores de desplazamiento positivo o recíprocos desde el punto de vista físico y mecánico son equipos muy sencillos y se basan en el principio del desplazamiento del aire en tres tiempos: admisión, compresión, descarga. Son generalmente de pistón o diafragmas y gozan de alta demanda por su simplicidad en el mantenimiento, relativa eficiencia y bajo precio; se dice incluso que los equipos de pistón representan el mayor porcentaje de ventas en el mundo entre todos los compresores; rango sustentado no sólo por las ventajas ya anotadas, sino porque además exigen poca tecnología de sus fabricantes. Este tipo de equipos no han tenido un avance tecnológico significativo, y en el último siglo, sólo han variado los métodos constructivos y los materiales con los cuales se construyen. Específicamente, los equipos alternativos de pistón alcanzan elevadas presiones ya que trabajan con volúmenes de aire intermitentes, alternando etapas de compresión y de enfriamiento entre descarga y readmisión, lo que genera elevadas presiones finales; en otras palabras, inicia el proceso de forma adiabática y finaliza el proceso en compresión politrópica.16
Tanque pulmón. El tanque pulmón tiene como función principal poder mantener una capacidad de aire comprimido medicinal de reserva, que pueda en un caso extremo poder suplir la demanda de aire en cualquier momento de fluctuación de la demanda. son recipientes presurizados que, además de servir como acumuladores, desempeñan dos funciones de vital importancia en la estación de aire comprimido: Compensan las fluctuaciones de la demanda y, con frecuencia, separan el condensado del aire comprimido. Su cabal desempeño depende, en gran medida, de elegir el tamaño correcto y de emplear una
15
Ruiz, Paola Andrea. Compresores [En línea]: Fuente de Potencia y Energía para la Industria. Bogotá DC, Colombia: Revista Mueble y Madera M&M, 2013. [Consultado 24 de Septiembre de 2013]. Disponible en línea: http://www.revista-mm.com/ediciones/rev70/maquinaria_compresores.pdf 16
Ibít., Disponible en línea: http://www.revistamm.com/ediciones/rev70/maquinaria_compresores.pdf

30
protección anticorrosiva confiable. Vienen en dos versiones: horizontal y vertical, brindando esta última la ventaja de ocupar menos espacio.17
Secadores. Los secadores son los equipos encargados de eliminar el vapor de agua que se encuentra presente dentro del aire que se ha comprimido, ya que este vapor se convertirse en un condensado a la hora de ser comprimido y se encuentra presente en forma de suspensión dentro del aire. La importancia de poder eliminar este condensado se basa en la necesidad de que a medida que el flujo de aire fluye desde el compresor, comienza a perder temperatura y puede llegar a convertirse en líquido, poniendo en riesgo la vida útil de los componentes del aire, reducir el flujo del aire, producir humedad dentro de los canales de distribución que a su vez terminan oxidando las tuberías y poner en riesgo la vida del paciente ya que se presenta una sustancia liquida no deseada durante el proceso de producción de aire comprimido medicinal. Dentro de los tipos de secados que existen tres tipos que se pueden destacar:
- Secadores refrigerativos: su funcionamiento se basa en el uso de un circuito refrigerante para enfriar el aire que genera el compresor, llevándolo a una temperatura menor y así poder reducir el punto de rocío en el aire, logrando se para el líquido (condensado) que se forman durante este proceso físico. Muchos secadores refrigerados enfriar el aire a una temperatura cercana a los 2 o 3 °C, lo cual es muy cercano al punto de congelamiento de agua. Para que un secador lo pueda ser efectivo, debe ser capaz de enfriar el aire (bajar el punto de rocío) a un valor inferior del que tiene la temperatura más fría a lo largo del sistema neumático.18
- Secadores desecantes: este tipo de secadores estará lleno de material absorbente, como silica o alumina activa; estos materiales tiene la característica de atrapar en su superficie el vapor de agua contenido en el aire. Estos desecantes con ciclo de refrigeración propios puede producir temperatura de rocío extremadamente bajas, pero a altos costos de operación; por tanto, este tipo de secadores solo deberá ser considerado para instalarse en lugares en donde su
17 Tanques de almacenamiento de aire comprimido [En línea]: Bogotá DC, Colombia: KAESER, 2013. [Consultado el 25 de septiembre de 2013] Disponible en línea: http://www.kaeser.com.co/Images/P-775-CO-tcm33-7411.pdf 18 Distribución de Aire Comprimido [En línea]: México: Gates Powering Progress, 2013. [Consultado 24 de Septiembre de 2013]. Disponible en línea: http://www.gates.com.mx/pdf/DISTRIBUCION_DE_AIRE_No1.pdf

31
naturaleza se tenga bajas temperaturas de rocío para quien sea eficiente sistema neumático.19
- Secadores químicos: estos tipos de secadores contienen un producto químico dentro de un tanque y a través del mismo se hace pasar el aire comprimido cargado de humedad, el químico absorbe la humedad, este efecto formará una solución, la cual es debe nada desde el fondo del tanque; esto implicará que el nuevo químico sea constantemente agregado para mantener el nivel óptimo dentro del tanque. El punto de rocío del aire a través de secador sólo se reduce en alrededor de diez grados por debajo de la temperatura del aire a la entrada, por lo que rara vez llega a un valor tan bajo de rocío o elimina tanta agua como otros tipos de secadores.20
Filtros. Los filtros dentro del proceso de producción de aire comprimido medicinal, son los encargados de eliminar todos los agentes químicos y biológicos indeseados que se encuentran dentro del aire que es tomado para ser utilizado dentro de la etapa de producción. Dentro de estos agentes indeseados se pueden encontrar el polvo, aceite y agentes microbiológicos, que pueden producir desde daños en los equipos o redes de distribución del aire, hasta en propagación de enfermedades por parte de agentes microbiológicos indeseados presentes en el aire, concluyendo en una producción poco eficiente por parte de los componentes de producción del producto final como en la producción de producto defectuosos y de mala calidad que pueden poner en riesgo la vida de un paciente. Dentro de las diferentes clases de filtros se pueden destacar:
- Filtros de partículas: Uso como filtro de polvo para partículas sólidas, con frecuencia instalado detrás de un secador de adsorción y un adsorbedor de carbón activo. Dirección de paso del flujo de fuera hacia dentro, lo cual mejora la seguridad en caso de grandes cargas de polvo. Se pueden encontrar que estos filtros pueden llegar a filtrar partículas de 3 a 1 µm.21
- Filtros coalescentes estos tipos de filtros están conformados por capas de microfibra de vidrio separan las gotas de aceite del aire comprimido y las devuelven en forma de grandes gotas al circuito de aceite del compresor. El 19
Ibít., Disponible en línea: http://www.gates.com.mx/pdf/DISTRIBUCION_DE_AIRE_No1.pdf 20
Ibít., Disponible en línea: http://www.gates.com.mx/pdf/DISTRIBUCION_DE_AIRE_No1.pdf 21 Filtros, separadores centrífugos [En línea]: Villa Nueva de Gallego, Zaragoza: KAESER, 2013. [Consultado 25 de Septiembre de 2013]. Disponible en línea: http://www.kaeser.es/Images/P-725-SP-tcm11-6771.pdf

32
proceso de separación es eficaz hasta el ámbito de la submicra. Esto garantiza que el consumo de aceite en los compresores y la traída del aceite a las redes de aire comprimido se mantengan al mínimo. No se separa el vapor de aceite. Los separadores aire/aceite pueden usarse con todos los tipos de aceites estándar para engrasar compresores, independientemente de si son productos con una base mineral, sintéticos o parcialmente sintéticos.22
- Filtros de carbón activado: basan su aplicación en separación de trazas de aceite e hidrocarburos adsorbibles, sobre todo para eliminar olores. El filtro de carbón activo para las más altas exigencias de calidad del aire comprimido en la industria farmacéutica, electrónica y alimentaria. Sólo para aire comprimido seco y ya filtrado. Por ello, al instalarlo, asegúrese de que delante de él haya un filtro FE/FF y un secador. Diseñado para aprox. 1000 h de servicio en condiciones de referencia.23
- Filtros microbiológicos: Están compuestos de un material inoxidable que impide la proliferación de microorganismos. Los extremos superior e inferior de la carcasa cuentan con conexiones de rosca BSP y tapones de cierre. Tanto el prefiltro como el velo de microfibra están hechos de borosilicato sin aglutinante. Se aprovecha toda la capacidad de filtración para eliminar las bacterias y las partículas. Por regla general son posibles más de 100 ciclos de esterilización (a 121 °C con vapor saturado lento). Temperaturas de servicio admisibles: de -20 a +200 °C.24
Monitor continúo de Monóxido de Carbono y punto de rocío. Este dispositivo se encuentra ubicado en la etapa final de los filtros de la producción de aire comprimido. Tiene como función poder determinar de manera continua la concentración de monóxido de carbono del aire de salida que no puede estar por rangos superiores a 10 bppm y el punto de rocío de presión del aire que se debe encontrar por debajo de 39 °F. El monitor continuo de manera continua esta censando estas dos variables que se deben de mantener de manera controlada,
22 Filtros MANN+HUMMEL para compresores y bombas de vacío [En línea]: Londres, Inglaterra: MANN+HUMMEL, 2013. [Consultado 24 de Septiembre de 2013]. Disponible en línea: https://www.mann-hummel.com/fileadmin/user_upload/service/catalogues/pdf/MH_Air_Oil_Separators_es.pdf 23 Filtros, separadores centrífugos, Op. cit., Disponible en línea: http://www.kaeser.es/Images/P-725-SP-tcm11-6771.pdf 24 Ibít., Disponible en línea: http://www.kaeser.es/Images/P-725-SP-tcm11-6771.pdf

33
ya que al encontrarse por fuera de los rangos establecidos dará indicios de un mal funcionamiento y una mala calidad de producción del aire comprimido.
Sistema de alarmas. El sistema de alarmas es el encargado de generar un tipo de aviso visual, sonoro y lumínico cuando algún parámetro de la calidad del aire comprimido medicinal se encuentra por fueras de las especificaciones preestablecidas. El sistema de alarma inicialmente está ubicado en la salida de la etapa de producción y posteriormente se encuentra ubicado por todas las áreas y servicios de la institución hospitalaria donde se hace uso de este medicamento.
Red de distribución. El sistema de red de distribución del aire comprimido medicinal, es el encargado de transportar tanto la materia prima proveniente de la boca toma del aire, pasando por la etapa de producción hasta la disposición final para los pacientes. En este tipo de red de distribución se debe garantizar que no se encuentren ningún tipo de pérdidas del medicamento durante la trayectoria normal a la que es sometido.
Este tipo de red de distribución se caracteriza por estar representada de color amarillo como se muestra en el cuadro 2 e indicar el sentido de flujo del aire comprimido en toda su etapa de producción.
Cuadro 2. Representación de gases medicinales
GAS COLOR TUBERIA
COLOR CILINDRO
Aire comprimido Amarillo Negro con cabeza blanca
Oxigeno Verde Blanco Óxido Nitroso Azul Azul
Vacío Blanco N.A.
Fuente: Clínica Farallones. Documento. Buenas Prácticas de Manufactura en Gases Medicinales. Santiago de Cali, 2014. Versión 5.
En las redes de distribución se debe de tener en cuenta que no pueden quedar expuestas a factores como la corrosión, congelamiento y/o altas temperaturas. Su

34
sistema comprende una red principal subdividido en ramales que van a diferentes áreas, permitiendo una mejor distribución de presión en el sistema el cual trabajaría presiones entre 50 a 55 psi y permitiendo disminuir los diámetros de tubería en los ramales secundarios según la cantidad de puntos a alimentar, por norma los diámetros mínimos individuales para oxígeno, aire y óxido nitroso serían ∅½” y para sistema de vacío ∅3/4” (NFPA 99 5.1.10.6.1.2). El material recomendado para este tipo de tuberías es de cobre tipo K y L sin costura y rigida, las cuales obedecen a cumplir requerimientos de presión, corrosión, temperatura, presencia de humedad o impurezas y riesgos de incendio como lo establece la norma internacional NFPA 99.25
5.1 MARCO TEÓRICO
A continuación se muestran las teorías específicas y los contenidos esenciales que sirven de ayuda para poder articular los gases medicinales con procesos ya existentes y vigentes en el ambiente hospitalario.
5.1.2 Plan de validación. Un plan de validación es un documento tipo protocolo en el cual se definen las pruebas o parámetros de validación necesarios y el diseño experimental a desarrollar con base a los requerimientos del método, estos requerimientos del método hacen referencia a las características necesarias que se requieran aplicar en el proceso con el fin de garantizar que el método se realice de una manera confiable y científica.26
Dentro de la generación del plan de validación, se debe tener en cuenta que en este tipo de documento se debe de realizar un proceso de diseño experimental, en el cual se especifique como se va a realizar la toma de datos, las técnicas
25 Descripción del sistema de gases medicinales Quinta Brigada Bucaramanga [En línea]. Bogotá DC, Colombia: Colombia Compra Eficiente, 2013. [Consultado 25 de Septiembre de 2013]. Disponible en línea: http://www.contratos.gov.co/archivospuc1/DA/115011000/07-1-23888/DA_PROCESO_07-1-23888_115011000_270786.pdf 26 Validación de métodos y determinación de la incertidumbre de la medición [En línea]: Aspectos generales sobre la validación de métodos. Santiago de Chile, Chile: Instituto de Salud Pública de Chile, 2010. [Consultado 6 de Junio de 2013]. Disponible en línea: http://www.ispch.cl/sites/default/files/documento_tecnico/2010/12/Guia%20T%C3%A9cnica%201%20validaci%C3%B3n%20de%20M%C3%A9todos%20y%20determinaci%C3%B3n%20de%20la%20incertidumbre%20de%20la%20medici%C3%B3n_1.pdf

35
utilizadas para tratar los datos y los métodos de verificación que se establecen para comprobar la veracidad de los resultados obtenidos.
5.1.2.1 Diseño experimental. Los modelos de diseño de experimentos son modelos estadísticos clásicos cuyo objetivo es averiguar si unos determinados factores influyen en una variable de interés y, si existe influencia de algún factor, cuantificar dicha influencia. La metodología del diseño de experimentos se basa en la experimentación, en donde se conoce que si se repite un experimento, en condiciones indistinguibles, los resultados presentan una cierta variabilidad y mas en procesos industriales o administrativos en donde no se pueden controlar gran cantidad de variable que puedan afectar la medición como se podría presentar en un laboratorio clínico. Para poder determinar de una manera clara y seleccionar de manera acertada los métodos a utilizar en un diseño experimental se debe tener en cuenta:
Definir los objetivos del experimento.
Identificar todas las posibles fuentes de variación. Elegir una regla de asignación de las unidades experimentales a las condiciones de estudio (tratamientos) y especificar las medidas que se realizaran (respuesta), el procedimiento experimental y anticiparse a las posibles dificultades. Ejecutar un experimento piloto. Especificar el modelo matemático que relaciona las variables de respuesta y las principales fuentes de variación y esquematizar los pasos del análisis estadístico. Determinar el tamaño muestral. Revisar las decisiones anteriores. Modificar si es necesario.

36
Todo lo anterior con el fin de determinar la manera científica más acertada de empezar a realizar la toma de datos e indicar variables que afectan el resultado de las variables de medición.27
5.1.3 Estadística básica. Hace referencia al conocimiento en estadística mínimo que se debe de tener en cuenta para poder realizar el análisis de los resultados encontrados.
Media o media aritmética. Es la suma de todos los valores dividida entre el número total de valores. Esta dada por la siguiente ecuación:
∑
= media muestral. X= es el valor de las observaciones de la muestra. n= es el número total de valores en la muestra. 28
Varianza. Medida aritmética de las desviaciones cuadráticas con respecto a la media.
- Varianza muestral: La varianza de un número de muestras determinado se establece por medio de la ecuación:
∑
Dónde: = es el símbolo empleado para representar la varianza muestral. 27 Introducción al Diseño de Experimentos [En línea]. Madrid, España: Universidad Carlos III de Madrid, 2013. [Consultado 19 de Julio de 2013]. Disponible en línea: http://halweb.uc3m.es/esp/Personal/personas/jmmarin/esp/Disenno/IntroDE.pdf 28 Walpole, Ronald E. Myres, Rymaond H y Myres, Sharon L. Probabilidad y estadística para ingenieros. Sexta Edición. México: Prentice-Hall Hispanoamericana, 1999. 107 p.

37
X= es el valor de las observaciones en la muestra. = es la media de la muestra. n= es el número total de las observaciones de la muestra. Desviación estándar. Raíz cuadrada de la varianza. Esto con el fin de poder obtener valores que no se encuentren elevados al cuadrado producto del cálculo de la varianza.29 - Desviación estándar muestral:
√∑
Análisis de varianza. Esta distribución probabilística sirve para demostrar si dos variancias muestrales provienen de la misma población o de poblaciones diferentes y también se aplica cuando se desea comparar simultáneamente dos o más medidas poblacionales. El segundo uso de la distribución F comprende la técnica del análisis de varianza, que se simboliza por ANOVA. Básicamente, en ese análisis se emplea información muestral para determinar si existe una diferencia significativa entre los tratamientos o variación en un conjunto de datos en el resultado final.
Se debe de tener en cuenta que para la determinación de ANOVA hay que contar con una hipótesis nula y una alternativa (lo que se quiere demostrar y el caso contrario), un nivel de significación o de exactitud de la prueba, una regla de decisión que se basa en los grados de libertad del numerador que son determinados por el número de tratamientos k-1, los grados de libertad del denominador determinados por el número total de observaciones N-1 y el valor estadístico de la prueba que se determina de la siguiente manera: 30
29 Ibít.,142 p. 30 Ibít., 521 p.

38
5.1.4 Normativa Colombiana para la producción de aire comprimido medicinal. Las siguientes resoluciones hacen referencia a la forma como el gobierno Colombiano dispone los requerimientos establecidos en las BPM de gases medicinales Resolución Número 3183 de 2007. Por la cual se establece un plazo para la certificación de Buenas Prácticas de Manufactura de los Gases Medicinales. - Que el Decreto 677 de 1995 por el cual se reglamenta parcialmente el régimen de registros, el control de calidad, así como el régimen de vigilancia sanitaria de medicamentos, entre otros, en su artículo 12 establece la obligatoriedad de la implementación y cumplimiento de las Buenas Prácticas de Manufactura por parte de los laboratorios farmacéuticos. - Que mediante Resoluciones 1672 de 2004 y 3862 de 2005, el Ministerio de la Protección Social adoptó el Manual de Buenas Prácticas de Manufactura y la Guía de Inspección de Buenas Prácticas de Manufactura para la fabricación, llenado y distribución de Gases Medicinales, respectivamente. - Que la fabricación de Gases Medicinales, es un proceso industrial especializado que requiere de un diseño, capacidad de producción, almacenamiento, distribución, mantenimiento y suministro especial. - Que la Subdirección de Medicamentos y Productos Biológicos del Instituto Nacional de Vigilancia de Medicamentos y Alimentos –INVIMA-, mediante oficio del 13 de junio de 2007 dirigido a la Dirección General de Calidad de Servicios del Ministerio de la Protección Social, informó, entre otros, sobre el número de profesionales que requiere para realizar las auditorías y solicitó un plazo para la verificación de cumplimiento de las Buenas Prácticas de Manufactura de Gases Medicinales.31 31 COLOMBIA. MINISTERIO DE LA PROTECCIÓN SOCIAL. Resolución Número 3183 DE 2007 (Noviembre 10), Op. cit., Disponible en línea: http://www.invima.gov.co/images/pdf/medicamentos/resoluciones/resolucion_3183_2007.pdf

39
Resolución 4410 de 2009. Por el cual se expide el Reglamento Técnico que contiene el Manual de Buenas Prácticas de Manufactura de los Gases Medicinales. - Que con base en lo establecido en el Decreto 25 de 2000, la Superintendencia de Industria y Comercio exterior la resolución 03742 de 2001 señalando los criterios y condiciones que deben cumplir para la expedición de reglamentos técnicos, ya que según el artículo 7° del Decreto 2269 que en 1993, los productos o servicios sometidos al cumplimiento de los mismos, deben cumplir con estos independientemente que se produzcan en Colombia o su importen. - Que el artículo 12 del Decreto o 677 de 1995 establece la obligatoriedad del cumplimiento de las Buenas Prácticas de Manufactura por parte los laboratorios farmacéuticos. - Que los gases medicinales por ser preparados farmacéuticos que se utilizan en la prevención, diagnóstico, tratamiento, alivio o curación de las enfermedades o dolencias y en terapia de inhalación, anestesia, diagnóstico “in vivo” o en la conservación y trasporte de órganos, tejidos y células destinados a la práctica médica, se clasifican como medicamentos. - Que la fabricación de gases medicinales, es un proceso industrial especializado que requiere de un diseño, capacidad de producción, almacenamiento, distribución, mantenimiento y suministro especial, haciéndose necesario definir las particularidades referentes a la fabricación y control de calidad de los mismos. - Que con base en las normas internacionales sobre producción y manejo de gases medicinales como son: NFPA99 (National Fire Production Association), la ISO10083 (National Estándar Oxygen ConCentrators for Use whith Medical Gas Pipeline System) de 1992, el informe No 32 de la organización Mundial de la Salud, OMS, este Ministerio y elaborar el documento correspondiente al contrario técnico de las buenas prácticas de manufactura. - Que el reglamento técnico que se establece con la presente resolución, fue notificado a la organización mundial del comercio - OMC mediante el documento

40
identificado con la asignatura G/TBT/N/COL/125 del 27 de sobrero de 2009 y sobre la cual no se presentó ninguna observación por parte de la OMC.32 Resolución No. 2010038231 de 2010. Por la cual de adopta la guía de Inspección de BPM que deben cumplir los gases medicinales y los procesos de fabricación, llenado, control de calidad y distribución. - Que en desarrollo de lo establecido en el artículo 83 de la Resolución 04410 del 17 Noviembre de 2009, al Instituto Nacional de Vigilancia de Medicamentos y Alimentos – INVIMA, le corresponde elaborar y a adoptar la Guía de Inspección de Buenas Prácticas de Manufactura que deben cumplir los gases medicinales en los proceso de fabricación, control de calidad, llenado y comercialización por parte de la industria y las instituciones prestadoras de servicio de salud con el fin de proteger la vida y la salud humana. - Que la elaboración de la Guía de Inspección de Buenas Prácticas de Manufactura que deben cumplir los gases medicinales debe estar acorde con lo establecido en la resolución 04410del 17 de Noviembre de 2009. - Que la guía será aplicada a partir de la vigencia de la presente norma.33
32 COLOMBIA. MINISTERIO DE LA PROTECCIÓN SOCIAL. Resolución 4410 DE 2009 (Noviembre 17), Op. cit., Disponible en línea: http://www.invima.gov.co/images/pdf/medicamentos/resoluciones/resolucion4410_2009.pdf 33 COLOMBIA. Instituto Nacional de Vigilancia de Medicamentos y Alimentos – INVIMA. MINISTERIO DE LA PROTECCIÓN SOCIAL. Resolución No 2010038231 de 2010 (Noviembre 10). Por la cual de adopta la guía de Inspección de BPM que deben cumplir los gases medicinales y los procesos de fabricación, llenado, control de calidad y distribución. [En línea]. Bogotá DC. [Consultado 22 de Junio de 2013]. Disponible en línea: http://www.invima.gov.co/images/pdf/medicamentos/resoluciones/resolucion-2010038231-del-24-de-nov-de-2010.pdf

41
6. METODOLOGÍA
A continuación se mostraran los pasos que se desarrollaron para poder cumplir con la realización del proyecto, cumplir con los objetivos propuestos y obtener los resultados esperados.
6.1 IDENTIFICACIÓN DE NECESIDADES
En esta primera etapa del proyecto se realizó la visita a la CF en donde se conocieron las instalaciones físicas, los tipos de servicios que ofrece la clínica y la planta de producción de aire comprimido medicinal. Este es el primer paso con el que se cuenta para poder obtener información acerca de la problemática que se encuentra presente en la CF, en donde se empieza a evidenciar los recursos que posee a la institución y hacia donde se quiere dirigir o la meta que quiere llegar a lograr a través del cumplimiento o el objetivo de suplir esta necesidad. Es importante poder establecer las normativas Colombianas las cuales realizan el seguimiento de la producción de aire comprimido medicinal y que referencias locales o nacionales se encuentran operando bajo estas normativas.
6.1.1 Recursos a utilizar
Información acerca de la CF.
Recopilación de bibliografía.
Papelería.
Equipos de cómputo.
Medio de transporte.

42
6.2 RECOPILACIÓN DE INFORMACIÓN
En esta etapa de la investigación se realizó la revisión bibliográfica de manera general con la que cuenta actualmente la C.F respecto a gases medicinales, en esta revisión se identificó a groso modo la forma en que la clínica tiene dispuesta la información, los puntos sobre los cuales ya se encuentran hechos algunos avances y por último se ejecutó una revisión sobre las rutinas diarias que se realizan en la central de gases, respondiendo esto al buen funcionamiento diario de la planta de producción.
Posteriormente, se realiza una visita a la clínica SaludCoop Cali norte, entidad que se encuentra certificada actualmente en BPM de gases medicinales y se conoció de primera instancia el proceso de producción de aire medicinal. A partir de esta referenciación se identificaron los puntos críticos que se deben de tener en cuenta en la producción de aire medicinal, los procedimientos, procesos y protocolos más relevantes que se deben llevar a cabo para un funcionamiento óptimo del proceso en general, así como la disposición de la infraestructura y el recurso humano indispensable para todo el proceso.
6.2.1 Recursos a utilizar
Medio de transporte.
Referencias bibliográficas.
Papelería.
Equipos de cómputo.

43
6.3 IDENTIFICACIÓN DE PLANTA DE PRODCUCCIÓN DE AIRE COMPRIMIDO MEDICINAL EN LA CF
En este punto de la investigación se empezó por corroborar la información que presenta la CF sobre la infraestructura, los equipos y dispositivos encargados de realizar la producción de aire comprimido medicinal. Para lograr esto se elaboró un inventario de los equipos y dispositivos involucrados para la producción de aire comprimido y se comparó con su configuración espacial de acuerdo a los planos correspondientes a esta área generados por la CF. A partir de esta identificación se dio inicio a la realización de matrices sobre los documentos faltantes o incompletos y sobre la implementación de nuevos procedimientos de acuerdo a las inconformidades encontradas en la evaluación.
6.3.1 Recursos a utilizar
Manuales de equipos y dispositivos.
Diseño de planos arquitectónicos.
Personal de mantenimiento.
Papelería.
Equipo de cómputo.

44
6.4 GENERACIÓN DE PROTOCOLOS Y PROCEDIMIENTOS DE BPM EN AIRE COMPRIMIDO MEDICINAL
En este paso de la metodología se tuvo como objetivo el poder generar e implementar todos los protocolos y procedimientos que no se encontraban en funcionamiento dentro de la CF. Para poder realizar este proceso fue necesario basarse en la normativa vigente actual de BPM para gases medicinales (Resolución 4410 de 2009) en la cual la CF va a ser evaluada en los siguientes aspectos:
Garantía de Calidad.
BPM de los gases medicinales y Control de Calidad.
Saneamiento e Higiene.
Validación.
Quejas.
Retiro de productos.
Producción y análisis por contrato.
Autoinspección y Auditoria de Calidad.
Personal.
Instalaciones y Equipos.
Materiales, Materias primas y Material de envasado.

45
Productos intermedios, a granel y acabados.
Materiales rechazados, productos retirados y devueltos.
Reactivos y patrones de referencia.
Materiales de desecho.
Riesgo de contaminación e inspección antes de su uso.
Documentación.
Buenas Prácticas de Producción.
Buenas Prácticas de Control de Calidad.
Distribución.
Producción de aire medicinal por compresor.
Materiales de envases y ductos en las instituciones hospitalarias.
Programa de farmacovigilancia.
Medidas de seguridad y sanciones.
Procedimientos administrativos.

46
Todos los requerimientos anteriores a partir del cumplimiento obligatorio que exige el estado Colombiano para poder realizar producción de aire comprimido bajo los estándares de calidad aceptados.34
En esta parte del proceso se realizó toda la metodología correspondiente a los documentos y procesos de verificación que se tuvieron que realizar en la C.F para poder contar con el cumplimiento de cada uno de los requisitos mencionados en la norma. Se analizaron y se consignaron los pasos a seguir de la institución hospitalaria de una forma segura y adecuada abarcando en la totalidad a todos los entes presentes en la producción de aire medicinal.
6.4.1 Recursos a utilizar
Equipo de cómputo.
Papelería.
Referencias Bibliográficos.
Manuales y fichas técnicas de equipos y dispositivos.
6.5 GENERACIÓN DE PLAN DE VALIDACIÓN
Una vez implementado los requerimientos necesarios para la producción de aire comprimido, se empezó a diseñar el plan de validación en el cual se especifica claramente todos los pasos a seguir para realizar una validación de forma adecuada, justificando la implementación de métodos y la veracidad de los resultados de dichos análisis. En este proceso es indispensable recurrir a material bibliográfico referente a diseños experimentales con el fin de tomar en cuenta todas las posibles variaciones de los resultados esperados para garantizar que el 34
COLOMBIA. MINISTERIO DE LA PROTECCIÓN SOCIAL. Resolución 4410 DE 2009 (Noviembre 17), Op. cit., Disponible en línea: http://www.invima.gov.co/images/pdf/medicamentos/resoluciones/resolucion4410_2009.pdf

47
diseño abarca la gran mayoría de posibilidades de alteraciones de las variables y sus efectos encontrados.
Dentro del diseño del plan de validación es de vital importancia mencionar que una vez se determinó el diseño experimental más acertado para la realización de toma de datos, se procede a realizar la técnica ANOVA (análisis de varianza de un solo factor) la cual fue el paso determinante para determinar la cantidad de muestras que se realizaron a la largo del proceso de validación. Esta técnica estadística se basa especialmente en el análisis de variación de un conjunto de datos la cual puede presentar o no un cambio significativo en los resultados de las pruebas finales y en mucho de los casos mostrar resultados erróneos. Al emplear la técnica ANOVA al principio de nuestro plan de validación nos dio la certeza de poder contar con resultados finales reales y determinación de tamaño de muestras justificables, que al ser sometidos a procesos estadísticos posteriores no presentaron ningún tipo de resultados fuera de los valores esperados y se convirtieron en la base sólida para un desarrollo correcto del plan de validación.
6.5.1 Recursos a utilizar
Material Bibliográfico.
Equipo de cómputo.
Papelería.
Recursos de programas estadísticos.
6.6 CAPACITACIONES Y FORMATOS DE VERIFICACIÓN DE BPM
En esta última fase se transmitió a todo el personal involucrado en cada una de las etapas de la producción de aire comprimido medicinal la información del trabajo realizado en la central de gases, con el fin de introducir de una manera global las BPM en gases medicinales y enfatizar en la importancia de su uso y manejo que

48
se le debe de dar a la hora de manejar este tipo de medicamento. Este proceso de capacitación se realizó acompañado del personal interno de la CF que contaba con el conocimiento necesario para realizar este tipo de intervenciones como también de la empresa prestadora del servicio de gases medicinales en la CF (Praxair).
Seguido de este proceso de capacitación se procedió a realizar una encuesta de verificación (Ver Anexo H) para determinar el grado de aceptabilidad de la información por parte del personal interno de la C.F, mostrando como resultado final si la capacitación realizada logro brindar los conocimientos necesarios para el entendimiento del proceso de BPM de gases medicinales y la forma correcta de responder en caso de que se presente alguna anomalía en el área o sector en donde se presenta la falla. De igual manera para poder conocer y valorar la efectividad de la labor realizada se generó un indicador del personal capacitado como se muestra en el cuadro 3 el cual indica el objetivo, la meta y la forma de realizar el cálculo del indicador el cual será generado cada cuatro meses como se estipula en la C.F.
6.6.1 Recursos a utilizar
Referencias bibliográficas.
Equipo de cómputo.
Papelería.
Salón de capacitaciones.

49
Cuadro 3. Indicador de personal capacitado
Indicador de personal capacitado
Objetivo Valorar y conocer la efectividad de las capacitación de BPM en gases medicinales al personal involucrado
Numerador
# De personas capacitadas
Denominador
# De personas no capacitadas
Unidad de medición
Porcentual
Forma del calculo
# De personas capacitadas / # De personas no capacitadas * 100
Meta del indicador
˃ 93%
Periodicidad de generación e
información
Cada cuatro meses
Fuente: SARMIENTO MONTOYA, Margarita María. Diseño de procedimientos para introducir las buenas prácticas de manufactura en el almacenamiento y producción de aire medicinal dirigido a la clínica nuestra señora del rosario. Trabajo de grado Ingeniera Biomédica. Santiago de Cali: Universidad Autónoma de Occidente. Facultad de Ingeniería, 2012. 97 p.35
35 SARMIENTO, Op. cit., p 97.

50
7. RESULTADOS
7.1 RESULTADOS. IDENTIFICACIÓN DE NECESIDADES.
Dentro de la C.F se pudo encontrar que el área de producción de aire comprimido no se encontraba realizada por completo, el área de ingreso no contaba con un área de desinfección terminada, no contaba con casilleros para hacer el cambio de vestimenta, dentro del área no había identificación de la mayoría de los dispositivos en funcionamiento, no se realizaban limpiezas exhaustivas del lugar, no existían documentos relacionados sobre ingreso al área, saneamiento e higiene, controles de calidad ni retiros de producto en caso de presentarse anomalías en la producción de aire medicinal. La implementación de BPM no se encontraba presente en la clínica y la mayoría de los documentos existentes no se estaban llevando a cabo de manera adecuada y en algunos casos los documentos existentes no se ponían en funcionamiento. Es por esta razón que el cumplimiento y la puesta en marcha de la resolución 4410 de 2009 de BPM en gases medicinales debe de realizarse y cumplirse en el menor tiempo posible.
7.2 RESULTADOS. RECOPILACIÓN DE INFORMACIÓN.
A partir de la identificación de las necesidades por parte de la CF, se profundizo en cómo es la implementación de las BPM en gases medicinales por medio de visitas realizadas a instituciones que ya cumplen con los requerimientos, a través de capacitaciones de empresas que prestan servicios de ayuda en certificaciones y por referencias bibliográficas aplicadas en los campos de acción hospitalarios que cumplen con la normativa vigente (Resolución 4410 de 2009).
El aspecto más importante encontrado en esta visita y en la recopilación de información, fue la enfatización en la creación y puesta en marcha de planes de contingencia en caso de que se presente alguna falla no prevista en el área de producción y la importancia de poder contar con rutinas diarias, semanales y/o mensuales, las cuales permiten identificar de una manera directa y oportuna el estado de funcionamiento del sistema de gases medicinales.

51
7.3 RESULTADOS. IDENTIFICACIÓN DE PLANTA DE PRODCUCCIÓN DE AIRE COMPRIMIDO MEDICINAL EN LA CF.
Una vez identificada de forma general la documentación con la cual cuenta la clínica, se encuentran que se la clínica posee un documento de BPM de gases medicinales, procedimientos de rutinas diarias y manejos de equipos para realizar tomas de datos para el control de calidad del aire medicinal, una vez identificado esto, se procede a realiza un reconocimiento de la planta de producción de aire como se muestra en la figura 2.
Figura 2. Planta de producción de aire medicinal
Los aspectos más relevantes que se encontraron en la planta de producción son:
El área no se encuentra identificada como planta de producción de aire medicinal.

52
El ingreso al área se podía realizar sin ningún tipo de restricción a cualquier tipo de personal, ya que no existían avisos ni recomendaciones para hacer uso del área. El personal que ingresaba al área lo hacía con ropa normal, sin hacer uso de bata, guantes, polainas y tapabocas con lo cual no se cumplían normas de bioseguridad. Dentro de la planta de producción se encontraban gran cantidad de equipos y elementos sin la respectiva identificación, con lo cual resultaba difícil poder reconocer de manera clara todos los componentes con los que se cuenta. El registrador de datos continuo de monóxido y punto de rocío se encontraba fuera de funcionamiento. No se contaba con la seguridad de la electroválvula, la cual corta el suministro inmediato de producción cuando hay incremento y pasó del límite de monóxido y/o punto de rocío. Aunque existía un protocolo de limpieza y desinfección del área de producción, la mayoría de los equipos presentaban acumulación de polvo. En el área de producción se presentaba una humedad.

53
7.4 RESULTADOS. GENERACIÓN DE PROTOCOLOS Y PROCEDIMIENTOS DE BPM EN AIRE COMPRIMIDO MEDICINAL.
Una vez identificados los puntos críticos en los cuales se debe trabajar en la C.F para la obtención de la certificación en BPM de gases medicinales, se realiza un comité con mantenimiento, farmacia y gerencia general para discutir los puntos de énfasis y trabajo, identificando los puntos esenciales en donde se requiere hacer una intervención inmediata con el fin de obtener resultados en el menor tiempo posible y cumpliendo con la normativa vigente en todo el proceso de producción, almacenamiento y distribución de aire medicinal.
Se debe mencionar que en esta etapa de resultados se encuentra de manera secuencial, el paso a paso de la metodología implementada en la C.F para la verificación y el establecimiento de las BPM de aire comprimido medicinal se realizó respecto a lo establecido en la normativa.
Los ítems identificados son:
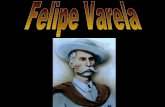
7.4.1 BPM de los gases medicinales y Control de Calidad. La central de gases de la C.F. se encuentra ubicada en los sótanos 1 y 2 y se divide en: área de almacenamiento de cilindros de gases en el cual se encuentra el manifold de aire medicinal, oxigeno medicinal y óxido nitroso y el área de producción de aire comprimido medicinal respectivamente. En el área de almacenamiento de cilindros los manifold están identificados por tipo de producto el cual cuenta con su respectivo regulador de presión y su tipo de válvula. La clasificación de cada uno de los manifold se realiza de acuerdo al cuadro 3, separando cada uno de los cilindros por el tipo de producto y este debe corresponder al tipo de válvula y color de cilindro establecido para cada gas específico. En la C.F. se cuenta con un respaldo de dos líneas de seis manifold (ver figura 3 manifold), cada línea utilizada en caso de contingencia para tomar las medidas respectivas por la presencia de algún incidente o evento adverso.

54
Cuadro 4. Clasificación del tipo de cilindro
PRODUCTO FORMULA QUIMICA
COLOR DEL CILINDRO
CLASIFICACIÓN DE RIESGO
TIPO DE VALVULA
QUIMICO FISICO
Oxígeno Gaseoso
Medicinal O2 Blanco Oxidante Comprimido CGA-540
Óxido Nitroso N2O Azul Oxidante Licuado CGA-326
Aire Comprimido Mezcla
Negro con cuello Blanco Oxidante Comprimido CGA-590
Nitrógeno N2 Negro
Esmalte No
inflamable Comprimido CGA-580 Fuente: Clínica Farallones. Documento. Buenas Prácticas de Manufactura en Gases Medicinales. Santiago de Cali, 2014. Versión 5. 3 p.36
Figura 3. Manifold de aire medicinal
Dentro del control de calidad que se realiza por parte de la C.F. a los gases medicinales se divide en dos, una primera etapa que se realiza de manera diaria y una segunda etapa que se realiza de manera semanal. Para la primera etapa se modificó y se implementó la rutina diaria de central de gases (Ver Anexo A), el cual consiste hacer una revisión detallada del área completa de la central de
36 Clínica Farallones. Documento. Buenas Prácticas de Manufactura en Gases Medicinales, Op. cit., p. 3.

55
gases de la clínica. Esta labor esta designada al departamento de mantenimiento, el cual dispone de un auxiliar de mantenimiento para realizar una revisión de los bancos de cilindros o manifolds ubicados en el sótano 1, identificando la cantidad de cilindros por producto, su fecha de vencimiento, la presión y si se encuentran instalados de manera correcta, también se realiza el conteo de los cilindros vacíos. En la segunda fase de la rutina diaria ya se concentra en el área de producción de aire comprimido en donde se verifican el buen funcionamiento de los compresores, los secadores y el monitor continuo de monóxido de carbono y punto de rocío, se realiza de igual manera una revisión del estado de la infraestructura como lo es piso y paredes, aseo del área, iluminación y buen funcionamiento del sistema eléctrico. Una vez terminada la rutina, esta es entregada al coordinador de mantenimiento quien se encargará de realizar el análisis respectivo de los datos encontrados en la revisión y será él quien tomara las decisiones si todo se encuentra en correcto funcionamiento o se deben de tomar algún tipo de medidas para garantizar el funcionamiento adecuado de la central de gases con base en los parámetros y rangos preestablecidos identificados en el Anexo A . La segunda etapa consiste en el análisis de aire medicinal en sitio por compresor Ver Anexo B, el cual esta designado al área de servicio farmacéutico de la C.F. Este procedimiento se encuentra a cargo del Coordinador Técnico del servicio farmacéutico o del Químico Farmacéutico encargado del control de calidad, el cual tendrá ingreso al área de producción de aire comprimido y realizara trabajos de muestreos semanales para las verificaciones y validaciones de acuerdo con los resultados encontrados en estos análisis. Este análisis en sitio por compresor consiste en cuantificar e identificar la presencia de componentes químicos que no deben superar ciertos límites como se muestran en el cuadro 4, para garantizar un aire medicinal de óptima calidad que no represente ningún riesgo al paciente.
Cuadro 5. Componentes químicos analizados
MEDIDAS ESPECIFICACIÓN Olor No se debe sentir algún olor
Dióxido de Carbono <500 ppm Monóxido de Carbono <10 ppm. Dióxido de Nitrógeno <2,5 ppm.
Punto de Rocío o Vapor de agua <39 °F (6,18 mg/L) Dióxido de azufre < 5 ppm.
Concentración de Oxigeno Debe de contener entre el 19.5 – 23.5 %

56
La toma de las muestras consiste en ubicar los tubos colorimétricos correspondientes a cada componente descrito en la tabla 4 y realizar la muestra de acuerdo a la ficha técnica de cada uno de estos componentes por medio de una bomba detectora Accuro como se muestra en la figura 4. Los resultados encontrados para cada uno de los componentes son verificados y analizados por parte del Coordinador Técnico del servicio Farmacéutico o el Químico Farmacéutico encargado del control de calidad y este registro de datos se realizara tanto al final del proceso de producción como en los servicios asistenciales de la clínica en donde se haga el uso del aire comprimido medicinal.
Figura 4. Toma de componentes químicos
7.4.2 Saneamiento e higiene. Todo el personal que se encuentra involucrado directamente con el área de producción de aire comprimido, debe cumplir con los requisitos establecidos para realizar el ingreso y hacer un uso adecuado de ella. Dentro de la C.F. se definieron los siguientes ítems: 7.4.2.1 Elementos de bioseguridad. El personal que se encuentra trabajando dentro del área de producción de aire comprimido, debe de contar con elementos de protección adecuados debido a que se encuentra en un área limpia y se debe de evitar la contaminación cruzada y la no alteración del área de producción. Dentro de estos elementos de bioseguridad se encuentran:

57
Ropa de trabajo. Todo el personal que realice ingreso al área de producción, deberá hacer uso de una pijama, polainas y un gorro que garantizan un aislamiento adecuado contra contaminantes tóxicos o corrosivos que puedan presentarse en el área. Protección de manos, boca y oídos. Se deberá ingresar al área con guantes para no tener un contacto directo con los equipos dentro del área. Un tapabocas para cubrirse contra posibles contaminantes de tipo gaseoso y tapones para los oídos para soportar el ruido generado por los compresores.
Una vez terminado el uso de los elementos de bioseguridad el personal los ubicara en el lugar de la ropa sucia, la cual será llevada al área de desinfección y esterilización ubicada en el cuarto piso de la C.F.
7.4.2.2 Limpieza del área. El personal encargado de realizar la limpieza del área de producción deberá utilizar los elementos requeridos para este propósito (escoba, recogedor, trapeador, baldes, limpiones y otros) que se encuentran disponibles solo para esta área y están ubicados contiguo a la entrada del área de producción, con el fin de evitar contaminación cruzada con otras área. El personal realiza un aseo general del piso, rejillas y equipos eliminando suciedad y partículas de polvo.
Esta limpieza es realizada de forma diaria y se lleva un registro en el formato de plantilla de limpieza y desinfección Ver Anexo C, en donde se realiza la aclaración que es una limpieza diaria, la hora de inicio y el operario quien la realiza.
7.4.2.3 Desinfección del área. El área de servicios generales de la C.F. realizara una limpieza y desinfección general del área una vez al mes, para este propósito se utilizaran dos componentes esenciales para la desinfección el Natural Q y el Preset, los cuales serán utilizados para la desinfección de pisos y paredes de toda la central de aire comprimido según la cantidad y el tiempo de disposición establecido por el área de servicios generales.
Para esta desinfección se lleva un registro en el formato de plantilla de desinfección Ver Anexo C, en donde se indica que es una limpieza y desinfección general, la hora de inicio y el operario quien la realiza. En caso de realizarse un

58
mantenimiento preventivo o correctivo dentro del área de producción se debe de realizar una limpieza y desinfección general del área.
7.4.3 Retiro de un producto. La C.F. cuenta con un documento denominado retiro de un producto que tiene como objetivo establecer los mecanismos necesarios que permitan realizar el retiro o la suspensión de suministro de aire comprimido medicinal por compresor in sitio, en el momento en que sean detectadas desviaciones del producto que puedan poner en riesgo la salud de los pacientes a los cuales se les suministra el medicamento y/o cuando se requiera hacer cualquier actividad de mantenimiento a los equipos o el sistema en general.
El alcance de este procedimiento es abarcar todas las posibilidades en las cuales sea de carácter necesario realizar la suspensión de la producción de aire comprimido medicinal de compresor in sitio, con el fin de garantizar la calidad necesaria y poder entrar en correcto funcionamiento de forma acertada. Se debe tener en cuenta que para el retiro de un producto se cuenta con un comité formado por: Director Técnico, Jefe de Producción, Jefe de control de Calidad y las personas que sean requeridas en algún momento del proceso para llevar a cabo alguna función específica dentro del buen funcionamiento de la planta de producción de aire comprimido. Para el retiro de un producto se pueden establecer las siguientes situaciones: 7.4.3.1 Suspensión de suministro de aire medicinal desde el compresor programada. Este tipo de suspensión es generada cuando se presenta o se detecta alguna falla en cualquiera de los equipos del sistema de aire comprimido medicinal, ya sea en los compresores, en los secadores, en alguno de los filtros, en el medidor de monóxido de carbono y punto de rocío o alguno de los componentes que hace parte del sistema. Para este tipo de suspensión el Director Técnico en cabeza del comité deberá conocer de primera mano la razón por la cual se está realizando este procedimiento y deberá trabajar de la mano del Coordinador de Mantenimiento para la organización, planificación, identificación y generación de resultados a partir de la falla encontrada. Cuando se realiza este tipo de suspensión se procede de acuerdo a lo indicado en la figura 5.

59
Figura 5. Procedimiento de suspensión de aire desde el compresor programada
7.4.3.2 Suspensión de suministro de aire medicinal desde el compresor no programada. Este tipo de suspensión es aplicada generalmente cuando se encuentran desviaciones en la calidad del producto y pueden presentarse de dos tipos: Suspensión automática. Este tipo de suspensión se presenta cuando el sistema de producción de aire medicinal detecta algún tipo de desviación fuera de los parámetros normales de acuerdo a la calidad de aire que se requiere, entrando en funcionamiento automáticamente la electroválvula causando el cierre del suministro de aire desde el compresor y entre en funcionamiento el banco de reserva. Suspensión manual. Este tipo de suspensión se presenta cuando dentro de una etapa del proceso de producción de aire, el jefe de control de calidad detecta algún tipo de parámetro fuera del rango de los normal de acuerdo a las especificaciones de la calidad del aire que se necesita, entonces se procede a realizar la notificación de la suspensión de la red de aire comprimido que se abastece desde el compresor y se proceda a entrar en funcionamiento el sistema de bancos de reversa.
Iniciar nuevo lote de producción de aire medicinal desde el compresor
Autorización de suministro de aire medicinal desde el compresor
Análisis e implementación de correctivos
Recopilar información del lote y lotes anteriores
Activar programa de Farmacovigilancia
Emitir Concepto sobre el producto terminado
Suspensión del suministro de aire medicinal desde el compresor
Analizar estado del banco de reserva
Programar suspensión de suministro desde el compresor

60
Figura 6. Procedimiento de suspensión de aire desde el compresor no programada
En caso de realizarse la suspensión de forma automática se deben de omitir los dos primeros pasos de la figura 6. 7.4.4 Autoinspección y auditoria de calidad. La autoinspección y auditoria de calidad de la central de gases medicinales se realiza de dos maneras: la primera parte consta de una inspección diaria a la central de gases a primera hora de la mañana, verificando el estado del área de producción (pisos, paredes, limpieza general, iluminación) y el estado y buen funcionamiento de los equipos y elementos que hacen parte del sistema funcional de la planta de producción (sistema eléctrico, compresores, secadores y monitor continuo de monóxido de carbono y punto de rocío). Esta rutina diaria (Ver Anexo A) se realiza con el fin de poder tener un seguimiento continuo del trabajo que se realiza dentro de la central de gases, ya que es de suma importancia poder identificar de forma inmediata alguna anomalía que pueda derivar una variación en los parámetros entregados por los quipos y estos se vean reflejados en la calidad del aire entregado al paciente.
Iniciar nuevo lote de producción de aire medicinal desde el compresor
Autorización de suministro de aire medicinal desde el compresor
Análisis e implementación de correctivos
Recopilar información del lote
Activar programa de Farmacovigilancia
Rechazo del lote de producción
Verificar el banco de reserva de gases medicinales
Rechazo del lote de producción
Notificación de inconformidad

61
En la segunda parte lo que se realiza es una revisión más exhaustiva de los resultados encontrados en la central de gases, en donde los resultados encontrados se realizaran y revisaran de la siguiente manera: Cada ocho días el Químico Farmacéutico encargado del área de calidad o Jefe de Calidad, debe realizar una prueba de aire comprimido para determinar que los componentes del medicamento se encuentran dentro de los parámetros establecidos por la farmacopea. La toma de estos datos se realiza de acuerdo a lo mencionado anteriormente en el numeral 6.4.1 BPM de los gases medicinales y Control de Calidad y sus resultados son notificados en el Anexo B. El jefe de calidad debe de contar con la etiqueta del lote de gas medicinal que se encuentra en circulación actualmente. El área de servicios generales deberá hacer entregar al Jefe de Calidad la planilla de desinfección (Anexo C) debidamente diligenciada y esta debe de ser verificada por el jefe de calidad. El jefe de producción debe recibir por parte del área de mantenimiento el formato de rutina diaria Anexo A con el cual se verifica que todos los parámetros dentro del área de producción se encuentran en perfecto estado. Por último se genera el batch record el cual es realizado por el Director Técnico, en este procedimiento se revisan los formatos y especificaciones anteriores, se da una orden de producción nueva y se diligencia el formato de liberación de producto terminado (Ver Anexo D) con un nuevo despeje de línea de producción.
En cualquiera de los pasos anteriores si se evidencia alguna desviación de parámetros es indispensable y valido que cualquier integrante del equipo de autoinspección y auditoria de calidad realice de manera inmediata una acción de tipo preventiva o correctiva de acuerdo a la gravedad del problema.
7.4.5 Personal. Como se especificó en los dos ítems anteriores hay diferentes actividades y responsabilidades de acuerdo al cargo que se está ocupando dentro del proceso de producción de aire comprimido, esto se ve reflejado en la presentación de la propuesta y puesta en marcha de la actualización de perfiles para los cargos ya existentes y la introducción de nuevos cargos para la correcta

62
elaboración de las tareas específicas en el proceso de producción y auditoria de calidad de aire comprimido.
De acuerdo a lo anterior se propone y se concreta con la C.F la adjudicación de un personal mínimo y principal sobre el cual se encuentra la responsabilidad del cumplimiento inequívoco de las tareas y funciones específicas determinas. Este equipo de trabajo está conformado por:
Director Técnico. Es la persona encargada de la responsabilidad general del proceso de producción de aire comprimido, quien garantiza la trazabilidad y la buena calidad del proceso de producción en general. Actualmente es el Director Técnico del servicio farmacéutico de la C.F. Jefe de Calidad. Es la persona encargada de que la producción de aire comprimido se mantenga dentro de los estándares establecidos por la farmacopea vigente y asegure la entrega de aire comprimido de óptima calidad a los usuarios finales. Actualmente es el jefe de calidad del servicio farmacéutico. Jefe de Producción. Es la persona encargada de que la elaboración del aire comprimido se realice de acuerdo a los procedimientos y protocolos establecidos por la C.F, realizando intercalación de equipos y cambios de líneas de producción. Coordinador de mantenimiento. Es la persona encargada del soporte técnico del área de gases medicinales, sobre la cual recaen las responsabilidades del buen mantenimiento y seguimiento tanto de los quipos involucrados dentro del proceso como de la infraestructura sobre la cual se tiene el equipamiento. Actualmente el Coordinador de mantenimiento de la C.F.
En la figura 7 se puede observar de manera general un diagrama de flujo que muestra el funcionamiento cíclico de los diferentes cargos dentro del proceso de aire comprimido medicinal.

63
Figura 7. Flujograma de personal encargado de la producción de aire comprimido
Una vez identificados los cargos necesarios e indispensables para la designación de responsabilidades y ejecutores de las mismas, se presentó la propuesta a gerencia general y por medio del comité se llegó a la conclusión y aceptación de la distribución y puesta en marcha de un nuevo organigrama para gases medicinales, como se muestra en la figura 8.
Director Técnico
Jefe de Calidad
Jefe de Producción
Coordinador de mantenimiento

64
Figura 8. Organigrama de central de gases de la C.F
En donde el cargo de Jefe de producción de producción no existía y por tanto se requería de nuevo personal para ocupar esta función, con lo cual se realizó una convocatoria y una selección de personal que tuviera el perfil adecuado para desarrollar esta función y que a su vez realizaría estas mismas labores en el área de servicio farmacéutico.
7.4.6 Instalaciones y equipos A partir de la identificación de las necesidades y la identificación de planta de producción, se encontró y evidencio que las condiciones de operación no eran óptimas y por tanto hubo la necesidad de realizar cambios estructurales y poner en marcha mantenimientos de equipos para poder que la C.F cumpliera con los requisitos necesarios. Indiferentemente de que en la C.F solo se realiza la producción de aire medicinal, también se hace uso de otros gases medicinales como el óxido nitroso, oxigeno medicinal, vacío, nitrógeno y helio, los cuales son distribuidos en la clínica a través de redes o transportados por medio de cilindros hacia los diferentes servicios en donde son requeridos (ver cuadro 2), significando esto el compromiso de un buen manejo y distribución garantizando calidad óptima en el servicio.
Para las redes de distribución de gases medicinales ubicadas en el interior de la clínica, se poseen válvulas de control de presión tanto en la central de aire como
Gerente General
Jefe de Calidad
Auxiliar de calidad
Jefe de Producción
Auxiliar de producción
Coordinador de Mantenimiento
Analista de mantenimiento
Auxiliar de mantenimiento
Auxiliar de mantenimiento
Director Técnico

65
al inicio de cada dependencia y servicio que hace uso de estos sistemas, se dispone de una alarma central dentro del área de producción y de alarmas de pisos en caso de presentarse falla en el sistema de distribución de los gases.
La nueva área de producción de aire medicinal se establece en el mismo lugar en donde se encontraba, pero ya contando con espacios y equipos identificados correctamente, restricción de personal y requerimientos de saneamiento e higiene que requiere el área para evitar contaminación cruzada y garantizar una buena calidad de aire.
Figura 9. Nueva central de aire comprimido medicinal
Dentro de la nueva área de producción se puede encontrar:
Identificación del área como área de producción de aire medicinal. El ingreso al área está determinado solamente para el personal que hace parte del área de producción y para el ingreso de personal ajeno a esta área se deberá evaluar y autorizar por medio del jefe de producción.

66
Para realizar el ingreso, el personal deberá estar vestido de manera adecuada cumpliendo con las normas de bioseguridad. Siempre que el personal esté dentro del área debe contar con bata, guantes, tapa bocas y polainas con el objetivo de evitar contaminación cruzada. La identificación de cada uno de los componentes, equipos y dispositivos está determinada de manera clara, con lo cual se puede hacer una identificación inmediata de cada uno de los componentes que conforman el sistema de producción. Se cuenta con el sistema de electro válvula, la cual está ubicada al final de la línea de producción y se puede observar en la figura 9, este sistema está dispuesto para que al presentarse alguna variación indeseada en la calidad del aire, esta se active de manera automática suspendiendo el paso del aire medicinal de la planta y dándole paso inmediato al aire medicinal proveniente del manifold de reserva. El área se encuentra libre de presencia de humedad, garantizando la seguridad de los equipos y la no presencia de hongos dentro del área de producción.
7.5 RESULTADOS. GENERACIÓN DE PLAN DE VALIDACIÓN
En esta etapa del proyecto se tuvo como alcance la calificación de instalación, operación y desempeño del sistema de producción de aire medicinal, la validación y revalidación de las metodologías de análisis de las variables de control de calidad del producto final, realizados en la central de producción de aire medicinal de la C.F. Se estableció que es responsabilidad del jefe de producción, la recolección de la información de calidad de los equipos de la central de producción aire medicinal y la calificación de los mismos, y es responsabilidad de la dirección técnica y el jefe de control de calidad ejecutar la validación del proceso de producción de aire medicinal, la recolección de los datos, evaluación estadística, análisis de los datos, desviaciones y realización del informe.

67
7.5.1 Descripción general del proceso de producción de aire medicinal. El proceso de producción de aire comprimido medicinal, consiste en tomar el aire que se encuentra en el medio ambiente comprimirlo, almacenarlo en un tanque pulmón, secarlo, realizar un filtrado de partículas y finalmente llevarlo a la red de distribución de toda la clínica donde se realizara su disposición final a través del paciente (Ver figura 10).
Figura 10. Proceso de producción de aire medicinal
Fuente: Clínica Farallones. Documento. Protocolo de Validación de Aire Comprimido in Sitio por Compresor. Santiago de Cali, 2014. Versión 2. p. 3.37
Se tuvo en cuenta que para la realización de este plan de validación la planta de producción tenía que contar con cuatro tipos de calificaciones específicas para garantizar una producción de alta calidad, estas son:
Calificación del diseño (DQ). En la calificación del diseño se verificará que todos los equipos hayan sido seleccionados de acuerdo a las necesidades de la clínica y que estén ubicados de forma secuencial, de modo que permita un seguimiento lógico del proceso de producción del aire medicinal; además cumpla con las recomendaciones del fabricante.
Calificación de la Instalación (IQ). En la calificación de la instalación se verificara que los equipos cumplan con los requerimientos de consumo de la 37
Protocolo de Validación de Aire Comprimido in Sitio por Compresor, Op cit., p. 3.

68
institución y a su vez, estén instalados de acuerdo a la ubicación de los equipos y las especificaciones técnicas planteadas por el proveedor. Calificación operacional (OQ). En la calificación de la operación se verificara el adecuado funcionamiento de los equipos del sistema de producción de aire medicinal y que a su vez los parámetros del proceso sean monitoreados y controlados generando alarmas que adviertan funcionamiento y/o variables por fuera de los rangos preestablecidos en el diseño y la instalación del sistema. Calificación de desempeño (PQ). En la calificación de desempeño se verificara y evidenciara documentalmente que la central de producción de aire medicinal de la Clínica Farallones tiene el desempeño adecuado durante todos los rangos operacionales establecidos, con el fin de demostrar si el sistema es capaz o no, repetidamente de proporcionar un producto dentro de las especificaciones establecidas por la farmacopea vigente y el control de las mismas.38 Las tres primeras calificaciones son entregadas y realizadas por la empresa Praxair, que hace la entrega, instalación y puesta en funcionamiento los equipos y dispositivos necesarios para la producción de aire comprimido. Estos informes fueron realizados y entregados al área de mantenimiento de la C.F. La calificación de desempeño fue realizada por parte de otra empresa privada, ya que Praxair no puede asumir el rol de juez y parte dentro del proceso de esta calificación. 7.5.2 Determinación del lote de producción. Con el fin de determinar el tamaño del lote de producción de aire medicinal, se tomaron mediciones de las variables criticas del proceso de producción, concentración de monóxido de carbono, dióxido de carbono, dióxido de azufre, dióxido de nitrógeno, punto de roció y concentración de oxígeno. Se procedió a realizar un análisis variando los intervalos de tiempo entre la toma de una muestra y otra para verificar y asegurar que en el tiempo establecido como lote de producción el proceso no se sale de los parámetros de control de calidad. Inicialmente se realizó un control del comportamiento de estas variables cada 3 horas y al observar que no se presentaba ninguna modificación en los resultados se realizaron pruebas cada 6 horas, 12 horas y cada día, con un total de 8 datos en cada análisis. A partir del seguimiento establecido anteriormente, se observó que al realizar este procedimiento por una semana no hubo evidencia de ningún tipo de variación para cada uno de los componentes, adicionalmente se cuenta con que el filtro 38 Ibít., p. 3.

69
microbiológico se debe de cambiar cada ocho días, según lo indicado por su ficha técnica entregada por el fabricante. Este filtro microbiológico debe ser sacado de la línea de producción y esterilizado para garantizar que el aire que esta siendo suministrado a los pacientes no lleve ningún tipo de microorganismo que puede atentar contra la salud. Debido a estos dos criterios se llegó a la conclusión de que la determinación del lote de producción va a estar regida por el análisis semanal realizado anteriormente de los valores de los componentes y del tiempo establecido por la ficha técnica para realización de la esterilización del filtro microbiológico, es decir, que se estableció junto con el Director Técnico, que el lote de producción va a ser realizado cada ocho días, ya que en este periodo de tiempo no hay cambios en los valores de los componentes y se cumple con el tiempo establecido del cambio del filtro sin alterar su funcionamiento y sin riesgos a los pacientes. Se debe tener en cuenta que la ejecución de los programas de mantenimiento correctivo, preventivo y calibración de los equipos e instrumentos de medición, se debe desarrollar dentro de un plan estructurado correspondiente al área de mantenimiento, en el cual se establezcan de forma clara los cronogramas y procedimientos a realizar a cada uno de los equipos involucrados tanto en la generación de aire comprimido como en el análisis de los datos de validación del proceso de producción.
7.5.3 Diseño experimental. Dentro de este diseño experimental se generó una metodología de trabajo la cual permite identificar variables, equipos y métodos a utilizar a la hora de poder realizar la toma de datos de las variables a ser analizadas posteriormente. 7.5.3.1 Identificar posibles fuentes de variación Dentro de las posibles fuentes de variación se busca poder identificar los tipos de factores que afecten el diseño experimental, que son de vital importancia para poder identificar donde se pueden presentar variantes en los resultados de las pruebas y determinar si la prueba es válida o no.
Factores de tratamiento:
- Temperatura: temperatura a la cual se realiza el experimento, ya que esta puede variar el resultado de los datos.

70
- Secador: el buen o mal funcionamiento del secador afectara directamente en la calidad del aire medicinal, ya que al trabajar fuera de sus rangos se puede producir rocío dentro de las tuberías y ser transportada hasta el paciente o si la temperatura es demasiado bajo puede presentar escarcha interrumpiendo el flujo y ocasionando daños en el sistema de distribución. - Operario: el cambio de operario en el momento de realizar la toma de las muestras, puede ofrecer un cambio en los resultados obtenidos. - Flujo: el cambio en la cantidad de flujo que es suministrado al paciente, puede aportar mayor cantidad de componentes químicos que pueden llegar a superar la cantidad permitida generando un riesgo para la salud del paciente. 7.5.3.2 Unidades experimentales. Dentro de las unidades experimentales con las cuales se realizaron la toma de los datos se encuentran:
Tubos colorimétricos: tubos colorimétricos de monóxido de carbono, dióxido de carbono, dióxido de nitrógeno, azufre y punto de rocío o vapor de agua, los cuales reaccionan a la presencia de estos elementos dentro de la línea de producción de aire comprimido. Bomba Drager: es una bomba de uso manual en la cual se introduce cada uno de los tubos colorimétricos, consta con un contador el cual muestra la cantidad de veces que ha sido presionado el fuelle y un punto el cual indica que el fuelle se encuentra totalmente expandido y ya puede ser oprimido nuevamente. Equipo medidor de concentración de oxigeno Oxi-Max: es un equipo portátil que permite medir la concentración de oxigeno que se encuentra dentro de la línea de producción, el cual solo consiste en encenderlo y ubicar el medidor en el lugar donde se realiza la toma de los datos.
Monitor continuo: es un equipo que se encuentra en la etapa final de la producción de aire comprimido, tiene como función poder determinar de manera continua la concentración de monóxido de carbono del aire de salida que no puede estar por rangos superiores a 10 ppm y el punto de rocío de presión del aire que se debe encontrar por debajo de 39 °F (equivalentes a 3.88 °C). El monitor continúo esta censando de manera constante estas dos variables que se

71
deben de mantener de manera controlada, ya que al encontrarse por fuera de los rangos establecidos dará indicios de un mal funcionamiento y una mala calidad de producción del aire comprimido.
7.5.3.3 Especificación de medidas a realizar Dentro de las medidas que se van a obtener, se encuentran las variables respuesta que son los datos esperados a la hora de realizar el experimento. Dentro de las variables respuesta se encuentran:
Monóxido de Carbono (CO): que se verá representado en unidades de partes por millón (ppm) que son indicadas por el tubo colorimétrico. Dióxido de Carbono (CO2): el resultado estará representado en unidades de partes por millón (ppm) que son indicadas por el tubo colorimétrico. Punto de Rocío o Vapor de Agua: el resultado estará representado en unidades de miligramos por litro (mg/L) que son indicadas por el tubo colorimétrico. Dióxido de Nitrógeno (NO2): el resultado estará representado en unidades de partes por millón (ppm) que son indicadas por el tubo colorimétrico. Dióxido de Azufre (SO2): el resultado se verá representado en unidades de partes por millón (ppm) que son indicadas por el tubo colorimétrico.
El tiempo de cada una de las pruebas está determinado por la ficha técnica tanto de los tubos colorimétricos como del equipo de concentración de oxígeno, los cuales indican cómo realizar la medida de manera adecuada y cuánto tiempo exposición se necesita para tener un valor acertado.
7.5.3.4 Especificar modelo a utilizar. Para poder realizar el diseño experimental y poder identificar como se va a realizar la toma de los datos, se debe de especificar el modelo con el cual se va a trabajar. Como primera instancia se debe tener en cuenta que se va a evaluar el área de producción de aire comprimido, es decir, que se necesita realizar las pruebas correspondientes en el sótano 2, donde se encuentra la planta de producción de aire comprimido.

72
A partir de los datos obtenidos en el área se producción, se procede a realizar pruebas dentro de los lugares de la clínica en donde se realice la distribución del aire, con el fin de poder realizar un análisis que pueda abarcar en su totalidad a toda la clínica. A partir de esta premisa se identificaron tres áreas asistenciales a parte de la planta de producción en las cuales se realizaron la toma de los datos, Unidad de Cuidados Intermedios (UCIN) ubicada en el piso 12, Unidad de Cuidados Intensivos Neonatal (UCI Neonatos) ubicada en el piso 4 y Urgencias ubicada en el piso 1 de la clínica; con estos cuatro sectores se abarca la totalidad de la clínica cumpliendo así con un análisis completo de la red de distribución y la calidad del aire comprimido. Debido a que la realización de la toma de datos es en áreas asistenciales de la clínica, los cubículos y/o lugares donde se van a realizar las muestras estarán dispuestos de acuerdo a la disponibilidad que se encuentre en el momento en que se vayan a realizar las pruebas, esto es debido a que el flujo de pacientes es una variable que no se puede controlar y es dependiente de factores externos del diseño experimental. Los datos obtenidos fueron realizados tanto en la línea de distribución 1 como en la línea de distribución 2, con el objetivo de que se debe garantizar que el proceso de producción es viable por cualquiera de los dos medios de distribución, teniendo en cuenta que se tomaron datos de las medidas mencionadas en el literal 6.5.4.3 y que estos se deben de encontrar dentro de los valores permitidos dentro de la farmacopea vigente (ver tabla 3). Los datos se tomaron por medio de la bomba detectora ACCURO, en la cual se introdujo el tubo colorimétrico correspondiente al punto de rocío, monóxido de carbono, dióxido de carbono, dióxido de nitrógeno y dióxido de azufre y estos a su vez al punto de prueba de salida del aire medicinal, siguiendo de igual manera la ficha técnica de cada uno en donde se indica la cantidad de repeticiones y el tiempo aproximado de la prueba. Al finalizar con cada uno de los datos se anotaron los resultados obtenidos de cada prueba en el formato del Anexo B. Para la toma de los datos de la concentración de oxígeno se ubica el sensor del equipo Oxi-Max en el punto de prueba de la salida del aire medicinal y posteriormente se anotaron los valores indicados por el equipo en el mismo anexo. 7.5.4 Evaluación estadística. A partir de las medidas anteriormente mencionadas, se procede a especificar el número de muestras con las cuales se va trabajar durante la toma de datos de cada una de las medidas específicas. Se empezó por determinar el tamaño de muestras que debe de llevar cada uno de los datos específicos, es decir que para realizar esta determinación se tomaron 4, 6 y 8 muestras de cada una de las medidas, que se pueden realizar en días diferentes, teniendo en cuenta que al empezar a realizar la toma de datos se debe terminar o en caso contrario se debe descartar la toma y empezarla de nuevo.

73
Al tener los valores de cada una de las medidas se disponen en una tabla de acuerdo al componente y se utilizó la herramienta de ANOVA para el análisis estadístico tanto para los datos de 4, 6 y 8, el cual determinara si los resultados son los mismos independientemente del número de muestras mencionadas anteriormente. 7.5.4.1 Determinación del tamaño de muestra. A parir de lo mencionado anteriormente, se diseñan las tablas para cada uno de los componentes químicos y para cada una de las líneas de distribución con las que cuenta la clínica.
Los resultados que se obtuvieron a partir de la toma de datos se pueden observar en el cuadro 6.
Cuadro 6. Registro de toma de datos para %O2
Componente LINEA % O2 1 2
DATO 1 21 20,9 DATO 2 21 20,9 DATO 3 20,8 20,9 DATO 4 20,7 20,7 DATO 5 20,6 20,7 DATO 6 20,5 20,5 DATO 7 20,5 20,5 DATO 8 20,4 20,5 Fecha 13/01/2014 17/01/2014
Aquí se puede evidenciar que la toma de datos se realizó primero en la línea de distribución 1; la cual se encontraba en funcionamiento en esos momentos, los datos obtenidos a través del oxímetro Oxi-Max corresponden al %O2 presente a la salida de cada línea de distribución. Una vez registrados los datos se procede a realizar el análisis por medio de la técnica ANOVA (Análisis de varianza unidireccional) el cual consiste en determinar la variación de los datos que se han hallado con el fin de determinar el tamaño muestra de forma correcta.
Lo que se quiere demostrar es que independiente de la cantidad de datos que se realicen la variación entre los mismos no es muy significativa, incurriendo en el hecho de que sería lo mismo poder realizar una muestra de 4, 6 o 8 datos sin que

74
el resultado se esté viendo alterado. La técnica ANOVA permite poder determinar si esta variación es significativa o no a partir de la hipótesis planteada ( ), es decir, que para poder que la hipótesis que se está planteando sea válida el resultado de la prueba (determinado como F) debe de ser menor que el valor critico F, es decir:
es válida si ˂
Dónde:
= Hipótesis. El número de muestras no afecta el resultado.
= Valor obtenido de la prueba.
= Valor critico obtenido de la prueba.
Para el análisis del cuadro 6 se obtuvo:

75
Cuadro 7. Resultado ANOVA para una toma de ocho datos de %O2
Análisis de varianza de un factor
RESUMEN
Grupos Cuenta Suma Promedio Varianza Columna 1 8 165,5000 20,6875 0,0526 Columna 2 8 165,6000 20,7000 0,0342
ANÁLISIS DE VARIANZA
Origen de las
variaciones Suma de
cuadrados
Grados de
libertad
Promedio de los
cuadrados F Probabilidad
Valor crítico para F
Entre grupos 0,00062 1 0,00062 0,01437 0,90627 4,60010 Dentro de los grupos 0,60875 14 0,04348
Total 0,60937 15
Para realizar la determinación de los valores y se establece que el valor se calcule con una confianza del 95%. En el resultado se identifica que hay ocho observaciones por cada una de las columnas que corresponden a la línea de distribución 1 y 2 respectivamente, donde se realiza una suma de todos sus valores, se determina un promedio y se entrega una dispersión de los datos determinados por la varianza.
El análisis consiste en determinar si ˂ , para lo cual se tiene que en este caso la hipótesis se cumple debido a que 0,01437 ˂ 4,60010, lo cual quiere decir que la variación de la medida en los ocho datos no es lo suficientemente significativa para que se produzca una variación en el resultado que se vea afectado por la cantidad de muestras establecidas. Este mismo procedimiento se estableció para seis y cuatro muestras del %O2 y para los demás componentes en ocho, seis y cuatro muestras obteniendo los siguientes resultados:

76
Cuadro 8. Consolidado de resultados de determinación de muestras por técnica ANOVA
Componente Numero de muestras Valor F Valor F
crítico Hipótesis F˂
F_crítico
Dióxido de azufre (SO2)
8 0 4,60010 Valida 6 0,33898 4,96460 Valida 4 0,41958 5,98737 Valida
Monóxido de Carbono (CO)
8 0,37829 4,60010 Valida 6 0,39644 4,96460 Valida 4 0,00789 5,98737 Valida
Dióxido de Nitrógeno (NO2)
8 0 4,60010 Valida 6 0 4,96460 Valida 4 0,85714 5,98737 Valida
Vapor de Agua 8 0 4,60010 Valida 6 1,42857 4,96460 Valida 4 0 5,98737 Valida
%O2 8 0,01437 4,60010 Valida 6 3,52941 4,96460 Valida 4 0,75757 5,98737 Valida
Dióxido de Carbono (CO2)
8 1 4,60010 Valida 6 0,33898 4,96460 Valida 4 0,98360 5,98737 Valida
A partir del cuadro 8 se puede observar que la hipótesis es válida para cualquier de los casos de números de muestras cumpliendo con ˂ , lo que significa que no hay una variación significativa en el resultado de los datos si se realiza una toma de ocho, seis o cuatro muestras de los componentes mencionados anteriormente con lo cual se puede concluir que a partir de la técnica ANOVA se decide tomar una muestra de cuatro datos de cada componente para realizar el análisis estadístico pertinente a las BPM de gases medicinales.
Siguiendo la disposición concebida anteriormente se empieza a realizar el análisis estadístico referente a la calidad del aire comprimido, estas pruebas permitirán establecer si el proceso de producción se está realizando de una forma correcta, cumpliendo con los parámetros establecidos por la norma y garantizando la salud del paciente como primera prioridad. A partir de esto se da inicio al análisis estadístico a partir de las muestras determinadas en donde se analizaran los siguientes parámetros:

77
Repetibilidad: Se tomaron 4 mediciones de cada una de las variables de control de calidad, en cada línea de producción (línea 1 y línea 2), esta precisión se realiza en condiciones donde los resultados de análisis independientes se obtienen a partir del mismo método, realizados por el mismo operador y en intervalos de tiempo cortos. Reproducibilidad: Se tomaron 4 mediciones de cada una de las variables de control de calidad, en cada línea de producción (línea 1 y línea 2), esta precisión se realiza en condiciones donde los resultados de análisis independientes se obtienen a partir del mismo método, realizados por diferentes operadores, equipos de medición distintos, condiciones de laboratorios diferentes, entre otros factores. Robustez: Se tomaron 4 mediciones de cada una de las variables de control de calidad en cada línea de producción (línea 1 y línea 2), variando los factores que se consideran como críticos en la etapa de producción mencionados en el numeral 7.5.4.1 utilizando el mismo método de realización de las pruebas. 7.5.4.2 Repetibilidad y Reproducibilidad. Los resultados presentados a continuación hacen referencia a los datos obtenidos en las diferentes áreas asistenciales mencionadas anteriormente y realizados tanto en la línea de distribución 1 como en la línea de distribución 2.
Lo que se procede a realizar es tomar cuatro datos en cuatro laboratorios diferentes como se muestra en el cuadro 9, estos laboratorios fueron escogidos de acuerdo a lo explicado en el literal 6.5.4.4, teniendo en cuenta que se va analizar desde la planta de producción hasta el nivel superior de la C.F con el fin de garantizar una distribución continua y segura en cuanto a calidad del aire. Para realizar esta prueba se basó en norma técnica NTC 3529-2, la cual propone una metodología del registro, manejo y análisis de los datos obtenidos a partir de los criterios establecidos anteriormente que se muestra a continuación:

78
Cuadro 9. Obtención de datos de %O2 en línea de distribución 1 para Repetibilidad
Formato 1. Comparación de datos
originales %O2 Línea 1
Laboratorio i Nivel j
1 2 3 4
Sótano -2 21,5 21,6 21,6 21,5
21,5 21,4 21,5 21,3
Urgencias 21,5 21,5 21,4 21,4
21,3 21,5 21,5 21,7
Neonatal 21,5 21,5 21,5 21,5
20,9 21,3 21,5 21,1
UCIN 21,7 21,7 21,7 21,7
21,7 21,7 21,6 21,9
Los datos obtenidos en cada uno de los laboratorios, son una comparación inicial y de organización de los datos obtenidos para el %O2, el cual sirve para identificar cualquier resultado de ensayo en los diferentes laboratorios establecidos, este procedimiento se realiza tanto para la línea 1 como la línea 2 y todos los componentes mencionados en el numeral 6.5.4.3 y permitiendo una observación inicial de los resultados obtenidos hasta el momento. A partir de los resultados obtenidos se realiza la generación de tablas de comparación de medias de los datos las cuales están establecidas por la siguiente ecuación:
∑
Ec 1.
Dónde: = Es el promedio del valor de las celdas. = Es el número de resultados de ensayo que se encuentran en la celda del laboratorio i al nivel j. = Cualquiera de los resultados de ensayo (k=1,2,…., ).

79
Cuadro 10. Promedio entre celdas de %O2 en línea de distribución 1 para Repetibilidad
Línea 1 Formato 2. Promedios entre celdas de %O2
Laboratorio
i
Nivel j
1 2 3 4
Sótano -2 21,50 2 21,50 2 21,55 2 21,4 2
Urgencias 21,40 2 21,50 2 21,45 2 21,55 2
Neonatal 21,20 2 21,45 2 21,50 2 21,30 2
UCIN 21,70 2 21,70 2 21,65 2 21,80 2
Este procedimiento se realiza de igual manera para cada uno de los datos que se encuentran en las celdas y se genera una tabla de valores promedios de los resultados obtenidos en los ensayos. Siguiente a este paso se procede a realizar la desviación estándar de los datos, la cual contiene la medida de dispersión de los valores de cada una de las celdas por laboratorio i a un nivel j, esta medida de dispersión esta especificada de la siguiente manera:
| | √ Ec 2.
Como en los casos anteriores, este procedimiento se realiza de igual manera para cada uno de los datos que se encuentran en las celdas y se genera una tabla de valores de desviación estándar de los resultados obtenidos en los ensayos.

80
Cuadro 11. Desviación estándar de %O2 en línea de distribución 1 para Repetibilidad
Formato 3. Desviación estándar entre celdas de %O2 Línea 1
Laboratorio i
Nivel j
1 2
3 4
Sótano -2 0 2 0,14142 2 0,07070 2 0,14142 2
Urgencias 0,14142 2 0 2 0,07070 2 0,21213 2
Neonatal 0,42426 2 0,14142 2 0 2 0,28284 2
UCIN 0 2 0 2 0,07070 2 0,14142 2
A partir de los resultados obtenidos hasta el momento se puede observar que los datos que más presentan dispersión son los resultados del laboratorio 3 al nivel 1, presentando un coeficiente de desviación estándar de 0,42426, poniendo en evidencia un posible valor a tener en cuenta para determinar si al final del análisis puede ser una información relevante sobre algún caso particular a ser analizado. Estas tres generaciones de resultados, datos obtenidos, promedio de datos obtenidos y desviación estándar, serán el punto de partida para realizar un análisis profundo y poder obtener las varianzas de repetibilidad y reproducibilidad correspondientes a las dos líneas de producción con las cuales cuenta la clínica. 7.5.4.2.1 Escrutinio para la consistencia y valores atípicos. Siguiente a este paso se procede a realizar el escrutinio para la consistencia y valores atípicos de los datos recolectados y tratados anteriormente. En este proceso se estimó la desviación estándar de repetibilidad y reproducibilidad, en donde se busca que la presencia de laboratorios o valores individuales que parecen ser inconsistentes con los demás valores o laboratorios, pueden llegar a ser un factor que puedan cambiar los valores estimados por esta prueba.
Para cumplir con esto, se procede a realizar un método estadístico usando dos medidas llamadas estadísticos de h y k de Mandel, los cuales describen la variabilidad del método y ayudan a realizar la evaluación de cada uno de los laboratorios empleados para el estudio.

81
Primero se realizó el cálculo del estadístico de consistencia h para cada uno de los laboratorios, dividiendo la desviación de la celda por la desviación estándar entre las medidas de las celdas para ese nivel así:
√
∑
Ec 3.
Dónde: = la gran media para el nivel, es decir, el promedio de todo el nivel. = número de laboratorios reportando al menos un resultado para el nivel j El segundo paso es calcular el estadístico de consistencia intralaboratorio k de la siguiente manera:
√
√∑
Ecuación 4.
Se debe de tener en cuenta que para realizar la tabulación de los datos y obtener el grafico correspondiente a cada uno de los estadísticos se deben de establecer los límites permitidos, de acuerdo a las tablas establecidas para los estadísticos h y k de Mandel del 1 % y 5 % ( Ver anexos E y F). En este análisis se encontró que no se presenta ningún tipo de dato sospechoso cuando se realiza el estadístico h para el 1 % y 5 %, todos los valores se encuentran por debajo de los márgenes establecidos. En la determinación del estadístico k se encontró que en la línea de producción 2 se presenta varios datos que se encuentran en 2,57129 los cuales están por encima de los niveles del 1 % que corresponde a 1,67 y del 5 % que corresponde a 1,50. Al presentarse esta situación se clasifican como datos sospechosos los cuales deben ser investigados y analizados para asegurar la validez del método empleado.

82
7.5.4.2.2 Revisión para consistencia y datos atípicos. Para realizar la revisión de consistencia de datos se realizó la prueba de Cochran, en la cual se tiene como premisa que existen solo pequeñas diferencias entre las varianzas intralaboratorio. Esta prueba se realiza de la siguiente manera:
∑
Ec 5.
Dónde: = es la desviación estándar más alta del nivel que se está analizando.
Se debe de tener en cuenta que la prueba de Cochran es un detector de datos atípicos altos, con lo cual se establece que se va analizar el valor más alto de un conjunto de desviaciones estándar determinados por el nivel j. Para poder determinar si estos valores de desviación estándar con picos altos son datos dudosos o atípicos, los resultados de la prueba deben de ser comparados con los valores dispuestos en el Anexo G los cuales determinan los valores de la prueba de Cochran al 1 % y al 5 % basándose en la cantidad de datos obtenidos por nivel y el número de laboratorios con los cuales se trabaja. Para este caso se tiene que para dos datos por nivel y cuatro laboratorios se tienen rangos de 0,968 y 0,906 para el 1 % y 5 % respectivamente. De esta manera se obtienen los resultados por cada uno de los niveles examinados, con estos resultados se puede observar que los datos considerados como sospechosos anteriormente en la prueba del estadístico k de Mendel, son considerados como consistentes, en donde los valores máximos permitidos son de 0,968 (1 %) y 0,906 (5 %) no son superados, y el valor más cercano obtenido es de 0,900 concluyendo que dentro de los valores obtenidos no se encuentra ningún dato atípico. 7.5.4.2.3 Cálculos de media general y varianzas. En este punto se determina cual es la media general para cada nivel j dentro de los laboratorios y se determina la varianza de repetibilidad y reproducibilidad para cada nivel igualmente.

83
Cálculo de la media general
∑
∑
Ec 6.
7.5.4.2.4 Calculo de varianzas. Para cada uno de los niveles trabajados anteriormente, se procede a realizar el cálculo de tres varianzas las cuales son: varianza de repetibilidad, varianza entre laboratorios y la varianza de reproducibilidad.
La varianza de repetibilidad está dada por:
∑
Ec 7.
La varianza entre laboratorios está dada por:
∑
Ec 8.
Se debe tener en cuenta que si se encuentra un valor negativo de en alguno de los casos, este valor debe asumirse igual a cero debido a efectos aleatorios de la ecuación. La varianza de reproducibilidad está dada por:
Ec 9.
Una vez realizados los cálculos para de varianza de repetibilidad y de varianza de reproducibilidad para cada uno de los componentes en las dos líneas de producción, se procede analizar los resultados obtenidos en los cuadros 12 y 13.

84
Cuadro 12. Resultados de varianza de Repetibilidad
Resultados prueba de Repetibilidad
Línea
1 2
Varianza de Repetibilidad Varianza de Repetibilidad
1 2 3 4 1 2 3 4 Dióxido de Azufre
(SO2) 0 0 0 0 0 0 0 0 Monóxido de Carbono (CO) 0 0 0 0 0 0 0 0
Dióxido de Nitrógeno(NO2) 0 0 0 0 0 0 0 0
V. Agua 0 0 0 0 0 0 0 0 %O2 0,0500 0,0100 0,0037 0,0412 0,0950 0,0375 0,0225 0,0675
Dióxido de Carbono (CO2) 0 0 0 0 0 0 0 0
Cuadro 13. Resultados de varianza de Reproducibilidad
Resultados prueba de Reproducibilidad
Línea
1 2
Varianza de Reproducibilidad Varianza de Reproducibilidad
1 2 3 4 1 2 3 4 Dióxido de
Azufre (SO2) 0 0 0 0 0 0 0 0 Monóxido de Carbono (CO) 0 0 0 0 0 0 0 0
Dióxido de Nitrógeno(NO2) 0 0 0 0 0 0 0 0
V. Agua 0 0 0 0 0 0 0 0 %O2 0,0600 0,0156 0,0085 0,0610 0,0950 0,0375 0,0225 0,0675
Dióxido de Carbono (CO2) 0 0 0 0 0 0 0 0
En los resultados del cuadro 12 se puede observar que los resultados para la prueba de repetibilidad en todos los componentes exceptuando el porcentaje de oxigeno es igual a cero, esto indica que al realizar la prueba a través de las instalaciones de la clínica no se encuentra ninguna variación de los datos sin

85
importar el área, el piso y el cubículo donde se estén tomando las pruebas para realizar el análisis del resultado. Se debe de tener en cuenta que la prueba de repetibilidad lo que busca es poder determinar que al realizar el procedimiento por el mismo método, con el mismo operador y en intervalos de tiempo cortos se deben obtener resultados lo más cercano posibles. Para la repetibilidad se puede observar que el cambio más significativo es de 0,0950 en la línea de producción 2 a un nivel j 1 para el %O2, esto indica que la variación entre los datos no es muy significativa y por tanto los resultados hallados en las pruebas son muy similares en cuanto al resultado, obedeciendo esto a que los valores se mantienen estables y más importante aún que se encuentran dentro de los rangos establecidos. En el cuadro 13 se encuentran los resultados encontrados para la prueba de reproducibilidad, la cual consiste en obtener resultados de análisis independientes a partir del mismo método, realizados por diferentes operadores, equipos de medición distintos y condiciones de laboratorios diferentes, en donde se debe tener en cuenta que esta varianza está altamente influencia por la varianza de repetibilidad como se muestra en la ecuación 9 y es por esta razón que solo se presentan cambios en el %O2, en donde el mayor valor se encuentra en 0,0950 denotando que no hay gran dispersión en los datos y que el sistema de producción de aire medicinal de la C.F tiene la capacidad de reproducir los mismos valores en cuanto a cantidad de sustancias químicas en el aire medicinal y resaltando que estos se encuentran por debajo de los limites superiores establecidos.
7.5.4.3 Robustez. Para la determinación de la prueba de Robustez se realizó el test de Youden y Steiner, el cual permite poder evaluar el efecto que tienen las variables identificadas como críticas en los resultados finales de datos obtenidos en las pruebas.
Lo primero que se debe realizar es determinar cuáles son los posibles factores críticos que pueden causar algún tipo de cambio en el resultado final de los ensayos, para este caso se encontraron los siguientes factores: Temperatura: la temperatura es un posible factor de cambio en el resultado de los datos, ya que el área de producción de aire medicinal y las áreas asistenciales se encuentran a temperaturas diferentes de 32 a 25 °C respectivamente. Lo cual indica que se presenta una diferencia de 7°C y se quiere determinar si esta diferencia de temperaturas genera alguna modificación en los resultados finales que se encuentren fuera de los rangos establecidos por la norma.

86
Secador: el secador es un equipo dentro de la etapa de producción del aire medicinal, el cual se encarga de eliminar el vapor de agua que se encuentra presente dentro del aire que se ha comprimido, ya que este vapor se convierte en un condensado a la hora de ser comprimido y se encuentra presente en forma de suspensión dentro del aire. La importancia de poder eliminar este condensado se basa en la necesidad de que a medida que el flujo de aire fluye desde el compresor, comienza a perder temperatura y puede llegar a convertirse en líquido, poniendo en riesgo la vida útil de los componentes del aire, reducir el flujo del aire, producir humedad dentro de los canales de distribución y poner en riesgo la vida del paciente al presentarse una sustancia liquida no deseada . Flujo: el flujo se determina como un factor crítico posible debido a que la determinación del flujo que se le suministra al paciente está indicada de acuerdo a la gravedad que el presenta, es decir, que si el paciente tiene ventilación con mascarilla simple o con mascarillas venturi la diferencia de flujo suministrado de aire medicinal puede variar de 5 a 12 L/min, con lo cual se establece como un posible valor critico ya que se quiere determinar si esta diferencia de flujo que se puede manejar determina un factor relevante en los resultados de los ensayos.
A partir de la determinación de los factores críticos se establece la siguiente nomenclatura para hacer referencia a los factores identificados anteriormente. Cuadro 14. Nomenclatura de factores críticos
Factores Clave Valor alto (X) Valor bajo (x) Secador (1 y 2) A/a 1 2
Temperatura (°C) B/b 32 25 Flujo (L/min) C/c 5 12
En el cuadro 14 se muestran los tres factores establecidos como posibles críticos dentro del proceso de producción de aire medicinal. La clave corresponde a como se va a realizar la identificación de cada factor para simplificar su escritura, en donde la letra en mayúscula corresponde al valor alto y es la primera condición a la cual se toma el dato, es considerado como el valor nominal de la prueba, es decir, a unas condiciones las cuales se sabe que se puede obtener un resultado aceptado. La letra minúscula corresponde a la segunda condición de la misma variable a la cual se toma el dato y es denominada valor bajo, la cual se establece como valor alternativo.

87
En el cuadro 15 se presenta el primer resultado de la prueba de robustez para las seis variables analizadas con los tres factores mencionados anteriormente en las dos líneas de producción. Para determinar si alguno de los factores puede afectar alguna de las variables analizadas, se tiene que generar una matriz que realice la combinación de cada uno de los factores y se toma un valor para cada una de las variables (ver cuadro 14), estos resultados surgen a partir de todas las combinaciones posibles entre los factores y las variables analizadas con sus resultados correspondientes.
Cuadro 15. Datos de matriz de factores con variables en línea 1 y 2 para %O2
Resultados para la línea de producción 1 de %O2
Línea 1 ABC ABc AbC Abc aBC aBc abC abc
21,5 21,5 21,6 21,6 21,7 21,7 21,6 21,6
Resultados para la línea de producción 2 de %O2
Línea 2 ABC ABc AbC Abc aBC aBc abC abc
21,9 21,9 21,7 21,7 21,7 21,7 21,6 21,6
El paso a seguir de la prueba es poder generar los valores promedios de cada uno de los factores respecto a su variable analizada, donde el promedio (X) hace referencia a los factores altos y el promedio (x) hace referencia al promedio bajo y se determinan así: Para valores altos:
∑
Ec 10.
Dónde: = Valor del dato a un factor alto. = Cantidad de datos que corresponden al factor.

88
Para valore bajos:
∑
Ec 11.
Dónde: = Valor del dato a un factor bajo Una vez identificados los promedios de los valores altos y bajos, se realiza la diferencia entre los resultados de un mismo factor (alto y bajo) y estos son comparados con la multiplicación de la √ por la desviación estándar del método, la cual es determinada a partir de cuatro valores determinados como aceptables y establecidos por el equipo evaluador, en este caso determinados por la prueba de repetibilidad y reproducibilidad. Para analizar los resultados de la prueba por último se debe comparar que √ para que se dé un criterio de aceptación de Robustez, es decir, que la variable analizada no se ve alterada por el factor al cual fue expuesto, en caso contrario no se dará un criterio de aceptación y por lo tanto el componente analizado es sensible al factor por el cual se está evaluando requiriendo de un tratamiento especial para estos factores. Como se puede observar en el cuadro 16 el único componente que presenta un cambio sensible a la variación de los factores críticos es el porcentaje de oxígeno y específicamente en la línea de producción 2. Esta sensibilidad que presenta este componente químico con respecto a la prueba es con el cambio de secador denominado factor A/a y con la temperatura del laboratorio denominado factor B/b. Se puede observar que al realizar el cambio de secador 1 al secador 2 se produce una variación en el resultado de los datos obtenidos en el porcentaje de oxígeno con datos de valor máximo 21,9 % como se muestra en el cuadro 9, pero aunque existe una variación de los datos y este componente es sensible al cambio de equipo, su resultado final se sigue encontrando dentro del rango aceptado dentro de la farmacopea (19,5 – 23,5 %) lo que indica que este resultado no genera un riesgo para el paciente final pero es vital importancia mantenerlo controlado en caso de que la sensibilidad en algún momento llegue a incrementar y los resultados se encuentren por fuera de rangos permitidos.

89
De igual manera el porcentaje de oxígeno se ve modificado o es sensible a la temperatura del laboratorio o del lugar donde se está realizando el análisis, esto indica que la temperatura es un punto crítico dentro del proceso de producción de aire comprimido, aunque las variaciones del porcentaje de oxigeno se encuentran dentro de los rangos permitidos un incremento de la temperatura no controlado puede desencadenar niveles fuera de los rangos establecidos y ser peligrosos para los pacientes. En cualquiera de los demás casos analizados, cada posible factor crítico respecto al componente químico no presenta ningún tipo de sensibilidad al encontrarse una variación de los rangos normales de trabajo, esto da una certeza de que el sistema no es sensible a cambios presentados dentro del sistema de producción.

90
Cuadro 16. Resultados de la prueba de Robustez para línea de producción 1 y 2
Resultados prueba de Robustez Línea
1 2
Resultados Diferenci
a Comparaci
ón Resultados Diferenci
a Comparaci
ón Promedi
o (X) Promedi
o (x) Promedi
o (X) Promedi
o (x)
Dióxido de Azufre (SO2)
0,5 0,5 0 No es
sensible 0,5 0,5 0 No es
sensible
0,5 0,5 0 No es
sensible 0,5 0,5 0 No es
sensible
0,5 0,5 0 No es
sensible 0,5 0,5 0 No es
sensible
Monóxido de Carbono (CO)
2 2 0 No es
sensible 2 2 0 No es
sensible
2 2 0 No es
sensible 2 2 0 No es
sensible
2 2 0 No es
sensible 2 2 0 No es
sensible
Dióxido de Nitrógeno(NO
2)
0,1 0,1 0 No es
sensible 0,1 0,1 0 No es
sensible
0,1 0,1 0 No es
sensible 0,1 0,1 0 No es
sensible
0,1 0,1 0 No es
sensible 0,1 0,1 0 No es
sensible
V. Agua
0,05 0,05 0 No es
sensible 0,05 0,05 0 No es
sensible
0,05 0,05 0 No es
sensible 0,05 0,05 0 No es
sensible
0,05 0,05 0 No es
sensible 0,05 0,05 0 No es
sensible
%O2
21,55 21,65 -0,1 No es
sensible 21,80 21,65 0,12 Es sensible
21,60 21,60 0 No es
sensible 21,80 21,65 0,12 Es sensible
21,60 21,60 0 No es
sensible 21,72 21,72 -0,02 No es
sensible
Dióxido de Carbono
(CO2)
400 400 0 No es
sensible 400 400 0 No es
sensible
400 400 0 No es
sensible 400 400 0 No es
sensible
400 400 0 No es
sensible 400 400 0 No es
sensible

91
7.6 RESULTADOS. CAPACITACIONES Y FORMATOS DE VERIFICACIÓN DE BPM.
Una vez presentados los protocolos y procedimientos que fueron aceptados por la C.F, se presentó la propuesta de que la empresa Praxair siendo la prestadora de servicios de gases medicinales en la clínica y la que realizaba algunas tareas de mantenimiento y seguimiento de buen funcionamiento de la central de aire comprimido, ayudara a la clínica en el proceso de capacitación del personal en BPM de gases medicinales por medio de sus representantes legales en la ciudad. Se llegó al acuerdo de que la C.F. iba a realizar una parte de la capacitación del personal, la cual incluiría jefes de calidad, producción, coordinador de mantenimiento y jefes de cada área y Praxair debería realizar la capacitación restante del personal de cada área incluyendo gerencia, área de procesos, área de calidad y demás procesos involucrados en BPM de gases medicinales.
Al contar con un área de producción de aire medicinal bien delimitada, sin problemas de humedad y en perfecto estado para un buen funcionamiento, se presentó y se discutió con el área de mantenimiento la introducción de una nueva rutina diaria de gases medicinales, la cual fuera más clara y específica, identificando los puntos clave a tener en cuenta en el control de los parámetros y las variables de mayor relevancia dentro del proceso. Una vez aceptada y modificada esta rutina, se procedió a realizar una capacitación con el personal de mantenimiento y farmacia involucrado en el proceso de producción de aire medicinal, con el fin de poder mostrar los cambios realizados al formato y la manera correcta de realizar, revisar y anotar los resultados obtenidos durante la intervención. Como se muestra en la figura 11 para un total de 8 personas involucradas en el proceso de rutina diaria de la central de gases, el 62% de las personas hacen parte del área de mantenimiento la cual está encargada de realiza la rutina diaria por medio de sus auxiliares de mantenimiento y esta verificada por el Coordinador de esta misma área, teniendo en cuenta que existen 3 personas idóneas para realizar la inspección y las otras dos personas (Coordinador y Analista) son las encargadas de verificar que los parámetros se encuentren dentro de los rangos aceptados y en determinados casos tomar decisiones que se requieran.

92
Figura 11. Capacitación de Rutina Diaria en Central de Gases
Para la capacitación del personal en BPM de gases medicinales, se dividió la totalidad del personal a capacitar en dos grupos debido a la disponibilidad de las personas para poder realizar esta labor, para un total de 13 personas capacitadas en donde un 61% corresponden al área de mantenimiento, el 15% a farmacia y el resto de los porcentajes se dividen en las área en donde la C.F. cuenta con tomas para la administración de aire medicinal a los pacientes. Como se mencionó anteriormente se debe tener en cuenta que esta capacitación se realizó a un determinado grupo de personas las cuales se determinó en conjunto con la C.F. y no se incluyó personal de cargos administrativos que deben de estar informados sobre el proceso de BPM ya que esta parte se llevó a cabo por la empresa Praxair, quien presta los servicios de gases medicinales a la clínica.
62%
38%
Capacitacion Rutina Diaria
Mantenimiento Farmacia

93
Figura 12. Capacitación en BPM del personal de la clínica
Para un total de 13 personas involucradas en el proceso de BPM se espera que por lo menos 12 de ellas se capaciten según el cronograma organizado por la C.F, numero al cual corresponde al 93% o más del indicador utilizado para la estimación de la eficiencia del proceso de BPM en gases medicinales, cumpliendo por la meta establecida por la clínica, obteniendo excelentes resultados en el manejo del aire comprimido medicinal y la continuidad del proceso de mejoramiento del conocimiento sobre el uso de este medicamento dentro de la clínica.
Una vez realizado las diferentes capacitaciones al personal de la C.F que se encuentra involucrada directamente con el proceso de producción de aire medicinal comprimido, se realizaran dos nuevas capacitaciones durante el año vigente, es decir, que el personal será capacitado 3 veces al año (cada cuatro meses) y estas capacitaciones ya estarán designadas al Director Técnico o el representante de la empresa Praxair, según lo acuerden los directivos de la C.F.
61% 15%
8%
8% 8%
Porcentaje de capacitación en BPM
Mantenimiento Farmacia Urgencias UCI Neonatos UCIN

94
8. CONCLUSIONES
La correcta elaboración de la metodología para la verificación de las BPM en aire comprimido que se desarrolló durante todo el proceso, da como resultado el correcto manejo de la toma de muestras, análisis, constante revisión de la tecnología y medidas preventivas como las rutinas diarias, que ayudan a garantizar la no presencia de eventos no deseados y la calidad de un equipo de trabajo que puede tomar decisiones esenciales en diferentes escenarios. El diseño de los formatos de validación y las técnicas estadísticas empleadas durante el análisis de los datos, generan y muestran la importancia de poder contar con un correcto método de análisis el cual deriva en un resultado lógico a partir de los datos observados durante la realización de las pruebas, dando seguridad a la C.F. de que el trabajo realizado es satisfactorio cumpliendo con los requerimientos que se establecen por el estado Colombiano. Las capacitaciones incluyen una de las tareas más importantes al finalizar un proceso como el que se describe aquí, estas capacitaciones muestran el resultado de un trabajo de investigación y manejo de un tema que es de vital importancia para la clínica en procesos de calidad, la buena transmisión del conocimiento a las personas sobre el buen uso y la importancia de la manipulación del aire medicinal desde diferentes puntos de la clínica, incrementa el interés y mejora de forma significativa la ocurrencia de eventos adversos y la consentización de la labor que se realiza. La generación de un plan de validación para aire medicinal es una tarea compleja, debido a que no se encuentra información exclusiva para la resolución de este tipo de necesidades. Es decisión de cada evaluador el análisis acertado de qué tipo de técnicas estadísticas utilizar para demostrar la validez del proceso que se realiza cumpliendo con las exigencias presentadas por el estado Colombiano. La implementación de BPM en gases medicinales en la C.F muestra la estandarización de un modelo que se debe seguir por parte de todas las IPS Colombianas que realizan la producción de este gas medicinal. El modelo que se desarrolló aquí conforma una secuencia bien estructura y lógica de pasos a seguir en la conformación de un sistema sólido, que posee control y asegura resultados óptimos en el proceso de calidad en la C.F, cumpliendo con las expectativas generadas al principio y con la visión de poder obtener la certificación de BPM en gases medicinales otorgada por el INVIMA.

95
Una vez identificados los problemas presentes en la planta de producción, se procede a realizar un informe de inspección de la planta en donde se especifica detalladamente cada uno de los factores problema con los que cuenta la central de gases, enviando el reporte directamente a gerencia general con el objetivo exponer la gravedad del asunto y de disponer de forma inmediata con el dinero y las autorizaciones pertinentes para realizar las modificaciones estructurales necesarias. La generación de cada uno de los procedimientos y protocolos, se realizaron de manera conjunta con el Director Técnico de producción del Área de la central de mezclas de la C.F, una vez discutidos son enviados a revisión al área de procesos de la clínica y por ultimo son socializados con cada una de las área pertinentes para dar inicio y puesta en marcha correcta de las acciones nuevas a introducir. Cada vez que se realizó un nuevo procedimiento y/o protocolo para área diferentes a la de producción de aire medicinal como la administrativa, se realizaron reuniones previas con cada uno de los jefes encargados sobre como la C.F manejaba este tipo de actividades, cuál sería la mejor manera de introducir estas nuevas prácticas para garantizar la buena manufactura del aire comprimido y los pasos a seguir para que estas se pusieran en inmediato funcionamiento. El apoyo de la gerencia general fue de mucha importancia debido a que este proyecto de la central de gases para ellos era un objetivo a cumplir en este presente año. Por tal la razón la gerencia general dispuso del dinero, los espacios y la colaboración necesaria para que se agilizaran los procesos administrativos y se contara un mayor respaldo por parte de la entidad prestadora de servicios de gases medicinales con la cual cuenta la C.F. La investigación y la buena distribución técnica y administrativa durante el proceso de la construcción del plan de validación, llevo a la generación de una nueva distribución organizacional en el área de central de gases, en donde se concluyó con gerencia general que debería ser indispensable la contratación de nuevo personal para poder contar con los requisitos establecidos por la resolución Colombiana, entendiendo que estas nuevas introducciones y obligaciones adquiridas traen mayor eficiencia en el trabajo, mayor calidad de los servicios ofrecidos y mayor credibilidad a la C.F. La buena disposición y señalización de los equipos de producción de aire comprimido medicinal son de vital importancia, ya que al encontrarse dispuestos

96
en una secuencia lógica permite un mayor entendimiento del proceso, de igual manera facilita la ubicación de posibles fallas y permite profundizar en el análisis del sistema de manera general. El correcto mantenimiento preventivo y correctivo de los equipos de aire medicinal, establece en su gran mayoría la calidad del aire que está siendo producido, ya que al contar con equipos de óptima calidad se está asegurando que los controles de calidad son correctos, que los procesos se están realizando de manera adecuada y que el registro de datos se está realizando con equipos confiables. Un buen diseño experimental garantiza una buena ejecución de pasos a seguir en la toma de muestras de los datos deseados, es por tal razón que la elaboración de este diseño debe de realizarse de manera cuidadosa sin omitir detalles pequeños los cuales pueden llegar a presentar errores o falsos resultados en el futuro, incurriendo en malas decisiones, realización de nuevas pruebas, pérdida de tiempo por parte del personal y dinero desperdiciado por parte de la clínica. A partir de los resultados obtenidos en la prueba de repetibilidad se puede observar que el sistema de producción de aire comprimido cuenta con una poco variabilidad de los resultados finales de las sustancias de estudio, esto quiere decir, que el sistema garantiza una producción de aire homogénea dentro de todas las áreas y servicios que hacen uso de este medicamento manteniendo siempre por debajo de los limites superiores las sustancias químicas analizadas que pueden ser objeto de peligro para la vida de los pacientes. En la prueba de reproducibilidad se puede observar que la variación de los datos es casi nula para la mayoría de los componentes analizados en la prueba, esto demuestra que sin importar la variación del operario quien realiza la prueba o el tiempo entre una prueba y otra los resultados obtenidos siempre se encuentran por debajo de los limites superiores establecidos por la farmacopea vigente garantizando así un aire comprimido de alta calidad. Con los resultados obtenidos en las pruebas se puede concluir que el sistema de aire comprimido de la clínica es un sistema preciso debido a que tanto su varianza de repetibilidad como la de reproducibilidad no presentan cambios significativos, teniendo como su mayor variabilidad en toda la prueba el %O2 para las dos varianzas con un valor de 0,095 confirmando la baja variabilidad entre los resultados y el óptimo funcionamiento del sistema.

97
La prueba de robustez identifico que a partir de los posibles factores críticos identificados que pueden afectar el sistema la temperatura es un desencadenante para que haya una variación en el %O2, lo cual indica que la temperatura dentro de las áreas asistenciales y el área de producción de aire debe permanecer controlada para evitar aumentos que sobrepasen el límite superior o disminución que sobrepase el límite inferior y poner en riesgo la vida del paciente.

98
9. RECOMENDACIONES
La central de aire comprimido medicinal siempre debe de permanecer de forma cerrada, evitando el ingreso de personal no autorizado y de contaminación cruzada. No debe de haber presencia de ningún objeto que no haga parte de la central de aire comprimido, en el área destinada para la producción de este medicamento. Se deben realizar los mantenimientos preventivos en el tiempo establecido, ya que con esto se garantiza el buen funcionamiento del sistema de producción. Para realizar las tareas de instalaciones, mantenimiento o reparación de equipos vinculados a la producción de aire medicinal, se debe de contar con un personal capacitado y competente que pueda realizar las tareas de forma correcta. Al realizar alguna modificación de algún equipo del área de producción, se debe de realizar de nuevo una validación de los resultados entregados por el sistema garantizando que su funcionamiento es el adecuado para el sistema. Cualquier persona involucrada en el proceso de aire medicinal al encontrar alguna anomalía deberá informar de manera inmediata al área de mantenimiento para tomar alguna decisión. El control y registro continuo de los datos y actividades realizadas en producción de aire medicinal, serán de vital importancia para poder realizar análisis retrospectivos y mirar la trazabilidad en el proceso de producción. Se debe de contralar las condiciones del lugar de almacenamiento de gases medicinales, ya que todos estos gases están envasados a altas presiones y al presentarse algún tipo de accidente como la fuga o liberación de gas pueden presentar daños estructurales como personales. Las personas que realizan la manipulación de los cilindros en el área de almacenamiento deben estar capacitadas en el manejo de estos ya que la mala

99
manipulación de estos puede traer consecuencias fatales a la persona por sus propiedades oxidantes, corrosivas y toxicas en cantidades no controladas. La C.F debe de seguir garantizando que las BPM en gases medicinales sigan rigiendo de manera continua dentro de todas sus instalaciones posicionando su medicamento como seguro y de alta calidad.

100
BIBLIOGRAFÍA
Clínica Farallones. Documento. Buenas Prácticas de Manufactura en Gases Medicinales. Santiago de Cali, 2014. Versión 5. _____. Documento. Protocolo de Validación de Aire Comprimido in Sitio por Compresión. Santiago de Cali, 2014. Versión 2. COLOMBIA. Instituto Nacional de Vigilancia de Medicamentos y Alimentos – INVIMA. MINISTERIO DE LA PROTECCIÓN SOCIAL. Resolución No 2010038231 de 2010 (Noviembre 10). Por la cual de adopta la guía de Inspección de BPM que deben cumplir los gases medicinales y los procesos de fabricación, llenado, control de calidad y distribución. [En línea]. Bogotá DC. [Consultado 22 de Junio de 2013]. Disponible en línea: http://www.invima.gov.co/images/pdf/medicamentos/resoluciones/resolucion-2010038231-del-24-de-nov-de-2010.pdf COLOMBIA. MINISTERIO DE LA PROTECCIÓN SOCIAL. Resolución Número 3183 DE 2007 (Noviembre 10). Por la cual se establece un plazo para la certificación de Buenas Prácticas de Manufactura de los Gases Medicinales [En línea]. Bogotá DC. [Consultado 24 de Septiembre de 2013]. Disponible en línea: http://www.invima.gov.co/images/pdf/medicamentos/resoluciones/resolucion_3183_2007.pdf _____. Resolución 4410 DE 2009 (Noviembre 17). Por el cual se expide el Reglamento Técnico que contiene el Manual de Buenas Prácticas de Manufactura de los Gases Medicinales [En línea]. Bogotá DC. [Consultado 20 de Junio de 2013]. Disponible en línea: http://www.invima.gov.co/images/pdf/medicamentos/resoluciones/resolucion4410_2009.pdf Descripción del sistema de gases medicinales Quinta Brigada Bucaramanga [En línea]. Bogotá DC, Colombia: Colombia Compra Eficiente, 2013. [Consultado 25 de Septiembre de 2013]. Disponible en línea: http://www.contratos.gov.co/archivospuc1/DA/115011000/07-1-23888/DA_PROCESO_07-1-23888_115011000_270786.pdf

101
Distribución de Aire Comprimido [En línea]: México: Gates Powering Progress, 2013. [Consultado 24 de Septiembre de 2013]. Disponible en línea: http://www.gates.com.mx/pdf/DISTRIBUCION_DE_AIRE_No1.pdf Energética y Energías Alternativas SI3EA, 2013. [Consultado 24 de Septiembre de 2013]. Disponible en línea: http://www.si3ea.gov.co/Portals/0/Gie/Tecnologias/aire.pdf Filtros MANN+HUMMEL para compresores y bombas de vacío [En línea]: Londres, Inglaterra: MANN+HUMMEL, 2013. [Consultado 24 de Septiembre de 2013]. Disponible en línea: https://www.mann-hummel.com/fileadmin/user_upload/service/catalogues/pdf/MH_Air_Oil_Separators_es.pdf Filtros, separadores centrífugos [En línea]: Villa Nueva de Gallego, Zaragoza: KAESER, 2013. [Consultado 25 de Septiembre de 2013]. Disponible en línea: http://www.kaeser.es/Images/P-725-SP-tcm11-6771.pdf Hoja de seguridad del material [En línea]: Aire comprimido medicinal. Montevideo, Uruguay: Linde Hospital Infrastuture. [Consultado 24 de Septiembre de 2013]. Disponible en línea: http://iio.ens.uabc.mx/hojas-seguridad/aire_comprimido.pdf Introducción al Diseño de Experimentos [En línea]. Madrid, España: Universidad Carlos III de Madrid, 2013. [Consultado 19 de Julio de 2013]. Disponible en línea: http://halweb.uc3m.es/esp/Personal/personas/jmmarin/esp/Disenno/IntroDE.pdf KAI, Grupo de Gestión Eficiente de Energía, Universidad del Atlántico y GIEN, Grupo de Investigación en Energías, Universidad Autónoma de Occidente. Eficiencia energética en los sistemas de aire comprimido [En línea].Bogotá, Colombia: Sistema de Información de Eficiencia
Salud: Salud Pública [En línea]. Bogotá DC. Ministerio de Salud y Protección Social, 2013 [Consultado 23 de Septiembre de 2013]. Disponible en línea: http://www.minsalud.gov.co/salud/Paginas/salud-publica.aspx

102
SARMIENTO MONTOYA, Margarita María. Diseño de procedimientos para introducir las buenas prácticas de manufactura en el almacenamiento y producción de aire medicinal dirigido a la clínica nuestra señora del rosario. Trabajo de grado Ingeniera Biomédica. Santiago de Cali: Universidad Autónoma de Occidente. Facultad de Ingeniería, 2012. 66-68, 84 p. Serie de Informes Técnicos de la OMS [En línea]: COMITE DE EXPERTOS DE LA OMS EN ESPECIFICACIONES PARA LAS PREPARACIONES FARMACÉUTICAS. Ginebra: Instituto Nacional de Vigilancia de Medicamentos y Alimentos INVIMA, 2013 [Consultado 26 de Septiembre de 2013]. Disponible en línea: http://www.invima.gov.co/images/pdf/medicamentos/informes/informe32delaOMScompleto.pdf Tanques de almacenamiento de aire comprimido [En línea]: Bogotá DC, Colombia: KAESER, 2013. [Consultado el 25 de septiembre de 2013] Disponible en línea: http://www.kaeser.com.co/Images/P-775-CO-tcm33-7411.pdf Validación de métodos y determinación de la incertidumbre de la medición [En línea]: Aspectos generales sobre la validación de métodos. Santiago de Chile, Chile: Instituto de Salud Pública de Chile, 2010. [Consultado 6 de Junio de 2013]. Disponible en línea: http://www.ispch.cl/sites/default/files/documento_tecnico/2010/12/Guia%20T%C3%A9cnica%201%20validaci%C3%B3n%20de%20M%C3%A9todos%20y%20determinaci%C3%B3n%20de%20la%20incertidumbre%20de%20la%20medici%C3%B3n_1.pdf Walpole, Ronald E. Myres, Rymaond H y Myres, Sharon L. Probabilidad y estadística para ingenieros. Sexta Edición. México: Prentice-Hall Hispanoamericana, 1999. 107 p.

103
ANEXOS
Anexo A. Rutina diaria central de gases

104
Anexo B. Análisis de aire medicinal en sitio por compresor

105
Anexo C. Plantilla de limpieza y desinfección

106
Anexo D. Liberación de producto terminado

107
Anexo E. Estadísticos h y k de Mandel para el 1 %

108
Anexo F. Estadísticos h y k de Mandel para el 5 %

109
Anexo G. Valores de la prueba de Cochran al 1 % y 5 %

110
Anexo H. Encuesta para capacitación de gases medicinales