AMEF (Tercera edición)
72
Análisis de Modos y Efectos de Fallas Potenciales AMEF Tercera Edición
-
Upload
samuel-galindo-sosa -
Category
Documents
-
view
1.378 -
download
98
Transcript of AMEF (Tercera edición)
Análisis de Modos y Efectos de Fallas Potenciales
AMEF Tercera Edición
Análisis de Modos y Efectos de Fallas Potenciales (AMEFs) Primera Edición Publicada en Febrero, 1993
Segunda Edición, Febrero, 1995, Tercera Edición, Julio, 2001
Derechos Reservados © 1993, © 1995, © 2001 DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
Este documento consiste sólo de una interpretación al español, y es una copia libre del Documento de AMEF-3: 2001 publicado por
AIAG, y sólo debe considerarse como una consulta. El único documento oficial es el publicado originalmente en Ingles por AIAG mismo.
ANÁLISIS DE MODOS Y EFECTOS DE FALLAS POTENCIALES
(FMEA-3, 3a. EDICIÓN)
Copia para:
El contenido de este documento es un equivalente técnico de SAE J-1739. Los Análisis de Modos y Efectos de Fallas Potenciales (AMEFs) debieran usarse por proveedores de compañías subscritas a QS-9000 ó algún documento equivalente.
AMEF-3: 2001
© Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
PREFACIO A LA 1a. y 2a. EDICION
Este manual de referencia y los formatos de reportes fueron desarrollados por los equipos de Análisis de Modos y Efectos de Fallas (AMEF) de Chrysler, Ford y General Motors trabajando bajo los auspicios de la división automotriz de la Sociedad Americana para la Calidad (ASQC) y el Grupo de Acciones de la Industria Automotriz (AIAG). El capítulo y grupo de trabajo de ASQC/ AIAG estandariza manuales de referencia, procedimientos, formatos de reporte y nomenclatura técnica usada por Chrysler, Ford y General Motors en sus respectivos sistemas de calidad de proveedores. Al mismo tiempo este manual y formatos, los cuales son aprobados y endosados por Chrysler, Ford y General Motors debieran ser usados por los proveedores que estén implementado técnicas de AMEFs dentro de sus procesos de diseño/manufactura. En el pasado Chrysler, Ford y General Motors tenían cada uno sus propios lineamientos y formatos para asegurar el cumplimiento de los AMEFs de proveedores. Las diferencias entre estos lineamientos y formatos generaron una demanda adicional en los recursos de los proveedores. Para mejorar esta situación Chrysler, Ford y General Motors acordaron desarrollar y, a través de IAAG distribuir este manual. El responsable del grupo de trabajo para el manual fue lidereado por George Baumgartner de Ford Motor Company. Este Manual ofrece lineamientos generales para la preparación de un AMEF. No ofrece instrucciones específicas de como abordar cada entrada de un AMEF, que es una tarea que se deja mejor a cada equipo de AMEF. Tampoco se pretende que este manual sea una amplia fuente de referencias de AMEFs ó un documento para entrenamiento. Mientras que estos lineamientos se pretenden cubran todas las situaciones que normalmente ocurren, ya sea en la fase de diseño ó en el análisis de un proceso, puede haber preguntas que se generen, estas preguntas debieran se dirigidas a el área de Aseguramiento de Calidad de Proveedores (SQA) de sus clientes. Si no esta seguro de cómo contactar el área apropiada de SQA el comprador en la oficina de compras de su cliente puede dar ayuda. El grupo de trabajo agradece y da reconocimiento de liderazgo y compromiso de los vicepresidentes Thomas T. Stallkamp de Chrysler, Norman F. Ehlers de Ford y J. Ignasio López de Arriortua de General Motors; la asistencia de AIAG en el desarrollo, producción y distribución de el procedimiento; la guía de los elementos principales del grupo de trabajo Russ Jacobs (Chrysler), Steve Walsh (Ford), Dan Reid (General Motors) y Rad Smith; y la asistencia de equipo de lectura de la división automotriz de ASQC. Este equipo, dirigido por Tripp Martín (Peterson Spring), revisó el manual en su contenido técnico y exactitud e hizo valiosas contribuciones en su forma y contenido. Dado que el manual fue diseñado para cumplir con necesidades específicas de la Industria Automotriz, el proceso de Normas Voluntarias de ASQC definido por las políticas y procedimientos de ASQC no fue usado en este desarrollo. Pueden ordenarse copias adicionales de AIAG y/ó debieran obtenerse permisos para copiar secciones de este procedimiento para su uso dentro de organizaciones de proveedores de AIAG misma en 248-358-3003.
AMEF-3: 2001
© Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
PREFACIO A LA 3a. EDICIÓN
El AMEF 3ª. Edición (QS-9000) es un manual de referencia a ser usado por proveedores de Daimler Chrysler, Ford Motor Company y General Motors Corporation, como una guía para ayudarles en el desarrollo de AMEFs de Diseños y Procesos. Este manual de referencia es para clarificar preguntas relativas al desarrollo técnico de AMEFs. Este manual de referencia es consistente con el capítulo del grupo de trabajo de requerimientos de calidad de los proveedores, para estandarizar manuales de referencia, procedimientos, formatos de reportes y nomenclatura técnica usada por los proveedores de Daimler Chrysler, Ford Motor Company y General Motors Corporation. Por lo tanto el manual de AMEF 3ª. Edición esta escrito para ofrecer guías a los proveedores. El manual no define requerimientos y ofrece guías generales que cubren situaciones que normalmente ocurren en la preparación de AMEFs durante las fases de diseño ó análisis de procesos. Este manual es el equivalente técnico de SAE J1739, para AMEFs de Diseño y Procesos. Sin embargo, no incluye aplicaciones para AMEFs de maquinaria. Las partes interesadas en AMEFs de maquinaria pueden hacer referencia a SAE J1739 para ejemplos relacionados. El grupo de trabajo de requerimientos de calidad de los proveedores agradece a los siguientes individuos y sus compañías, que han contribuido con sus tiempos y esfuerzos al desarrollo de esta edición del manual de AMEF ó ediciones anteriores. 3ª. Edición Kevin A. Lange-Daimler Chrysler Steven C. Leggett- General Motors Corporation Bett Backer-IAG Ediciones Anteriores Howard Riley –Daimler Chrysler Mark T. Wrobbel-Daimler Chrysler George R. Baungartner-Ford Motor Company Rebecca French-General Motors Lawrence R. McCullen-General Motors Mary Ann Raymond-BosCh Robert A. May-Goodyear William Ireland-Kelsey –Hayes Tripp Martin–Peterson Spring Adicionalmente, el Grupo de Trabajo de Requerimientos de Calidad de los Proveedores agradece a los siguientes individuos del grupo de trabajo SAE J1739 quienes contribuyeron significativamente en los cambios y mejoramiento técnicos de esta edición. William D. Carlson-Daimler Chrysler Glen R. Vallance-Ford Motor Company Carl S. Carlson-General Motors Corporation Este manual cuenta con derechos de copia de Daimler Chrysler, Ford Motor Company y General Motors Corporation y con todos los derechos reservados.Pueden obtenerse copias adicionales de AIAG, Southfield, Michigan, llamando al 248-358-3003. Las organizaciones en la cadena de proveedores de Daimler Chrysler, Ford Motor Company ó General Motors Corporation cuentan con el permiso de copiar los formatos usados en este manual.
AMEF-3: 2001
I © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
TABLA DE CONTENIDO
Pag.
Información General……………….....………………………………………………………........ Bosquejo.......................................................................................................................... ¿Que es AMEF?............................................................................................................... Formato del Manual......................................................................................................... Implementación AMEF.......………………….....……….............................…………...….. Seguimiento.....................................................................................................................
AMEF de Diseño……………………………………………………….......................................... Introducción...........................................................................................................................
Definición del Cliente...................................................................................................... Esfuerzo del Equipo ……………………………..............……………………………….…..
Desarrollo de AMEF de Diseño …....……..…........……………………………......………....... I) Número de AMEF……………………………………............................................… 2) Nombre y Número del Sistema, Subsistema ó Componente…….....……........ 3) Responsabilidad de Diseño................................................................................. 4) Preparado por……………………………………….................................................. 5) Año(s) de Programa(s) del Modelo(s) ............................................................... 6) Fecha Clave.......................................................................................................... 7) Fecha AMEF......................................................................................................... 8) Equipo Clave........................................................................................................ 9) Item/Función........................................................................................................ 10) Modo de Falla Potencial..................................................................................... 11) Efecto (s) Potencial(es) de Falla........................................................................ 12) Severidad (S).......................................................................................................
Criterio de Evaluación de Severidad en AMEF de Diseño Sugerido............. 13) Clasificación........................................................................................................ 14) Causa(s)/ Mecanismo(s) de Fallas Potencial(es)............................................. 15) Ocurrencia (O).....................................................................................................
Criterio de Evaluación de Ocurrencia en AMEF de Diseño Sugerido........... 16) Diseño de Controles Actuales........................................................................... 17) Detección(D)........................................................................................................
Criterio de Evaluación de Detección en AMEF de Diseño Sugerido............. 18)) Número de Prioridad en Riesgos (NPR).......................................................... 19) Acción (es) Recomendada(s)............................................................................. 20) Responsables para la Acciones Recomendadas............................................ 21) Acciones Tomadas............................................................................................. 22) Resultados de Acciones....................................................................................
Acciones de Seguimiento....................................................................................................... AMEF de Proceso..................................................................................................................... Introducción.............................................................................................................................
Definición del Cliente................................................................................................ Esfuerzo del Equipo..................................................................................................
1 1 1 1 2 4 5 6 6 6 7 9 9 9 9 9 9 9 11 11 11 13 13 13 15 15 17 19 19 21 21 23 25 25 27 27 27 28 29 29 29
AMEF-3: 2001
II © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
TABLA DE CONTENIDO
Pag.
Desarrollo del Proceso AMEF……….……………..........…………………………….………...... I Número de AMEF……………………………………............................................… 2) Nombre y Número del Sistema, Subsistema ó Componente…….....……........ 3) Responsabilidad de Proceso............................................................................... 4) Preparado por……………………………………….................................................. 5)Año(s) de Programa(s) del Modelo(s) .................................................................. 6)Fecha Clave............................................................................................................. 7)Fecha AMEF............................................................................................................ 8)Equipo Clave........................................................................................................... 9)Item/Función........................................................................................................... 10) Modo de Falla Potencial..................................................................................... 11) Efecto (s) Potencial(es) de Falla........................................................................ 12) Severidad (S).......................................................................................................
Criterio de Evaluación de Severidad en AMEF de Proceso Sugerido........... 13) Clasificación........................................................................................................ 14) Causa(s)/ Mecanismo(s) de Fallas Potencial(es)............................................. 15)Ocurrencia (O)......................................................................................................
Criterio de Evaluación de Ocurrencia en AMEF de Proceso Sugerido......... 16) Diseño de Controles Actuales........................................................................... 17) Detección(D)........................................................................................................
Criterio de Evaluación de Detección en AMEF de Proceso Sugerido........... 18)) Número de Prioridad en Riesgos (NPR).......................................................... 19) Acción (es) Recomendada(s)............................................................................. 20) Responsables para las Acciones Recomendadas........................................... 21) Acciónes Tomadas.............................................................................................. 22) Resultados de Acciones.....................................................................................
Acciones de Seguimiento....................................................................................................... Apéndices Apéndice A: Objetivos de Calidad de AMEF de Diseño....................................................... Apéndice B: Objetivos de Calidad de AMEF de Diseño....................................................... Apéndice C: Ejemplo del Diagrama de Bloques de AMEF de Diseño ……........………….. Apéndice D: Formas Estándares de AMEF de Diseño (1 y 2 Columnas para Controles) Apéndice E: Ejemplo de AMEF de Diseño ….....……………………...................................... Apéndice F: AMEF de Sistema ………............................................................................….... Apéndice G: Formas Estándares de AMEF de Proceso (1 y 2 Columnas para Controles)Apéndice H: Ejemplo de AMEF de Proceso.......................................................................... Apéndice I: Criterio de Evaluación de Ocurrencia con Valores Cpk.................................. Glosario………………………………………………………………………………………….…......
31 31 31 31 33 33 33 33 33 33 33 35 39 39 39 39 41 41 43 45 45 47 49 51 51 51 51 52 53 54 55 57 58 61 63 64 65
AMEF-3: 2001
1 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
INFORMACION GENERAL Bosquejo Este manual introduce al tema de Análisis de Modo y Efectos de Fallas Potenciales (AMEF) y ofrece lineamientos generales en la aplicación de esta técnica ¿Qué es AMEF? Un AMEF puede ser descrito como un grupo sistemático de actividades dirigidas a: (a) identificar y evaluar fallas de producto/proceso y efectos de esas fallas, (b) identificar acciones que pudieran eliminar ó reducir la probabilidad de ocurrencia de dichas fallas potenciales y (c) documentar los procesos completos. Esto es complementario al proceso de definir lo que un diseño ó proceso debe hacer para satisfacer a los clientes. Todos los AMEFs se enfocan al diseño, ya sea del producto ó del proceso. Formato del Manual Este documento de referencia presenta 2 tipos de AMEFs: AMEF de Diseño y AMEF de Proceso. Este manual debiera ser usado por proveedores suscritos a QS-9000 ó su equivalente. A los equipos de AMEFs se les permite usar los lineamientos listados aquí de la manera en que sean más efectivos para una situación dada
AMEF-3: 2001
2 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
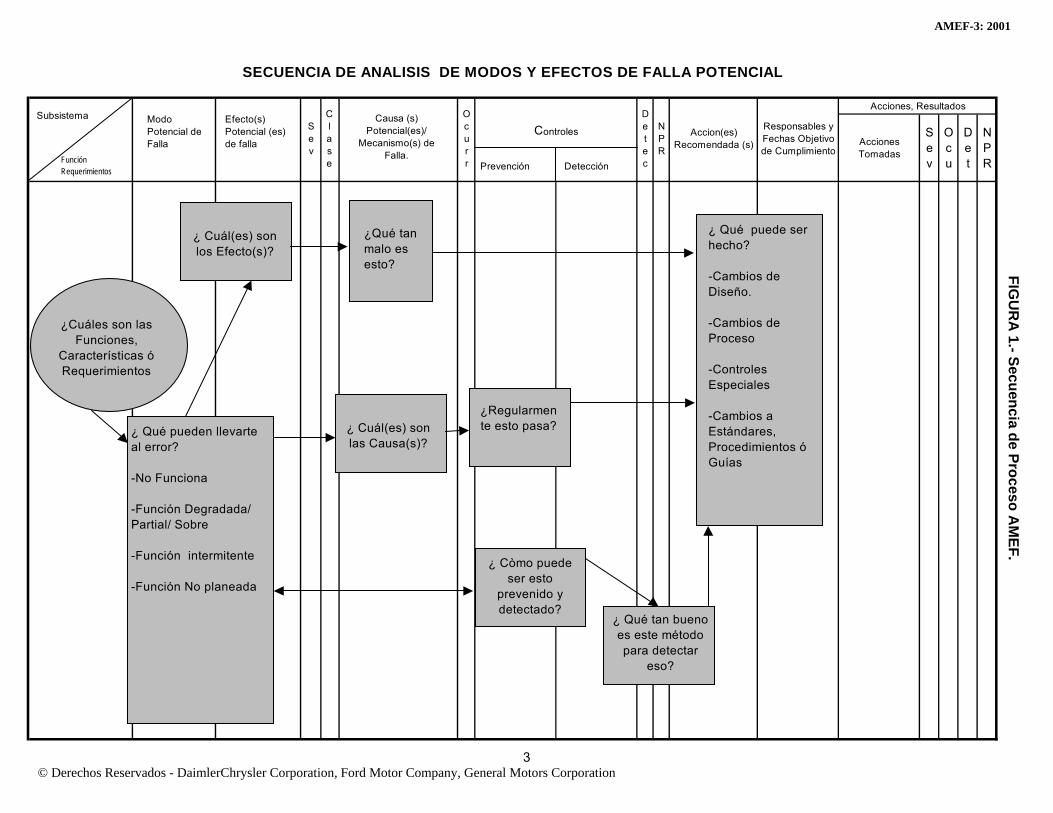
Implementación de AMEFs Dado que la industria en general tiende al mejoramiento continuo de sus productos y procesos en lo posible, el uso de AMEFs como una técnica ordenada para identificar y ayudar a minimizar situaciones potenciales es importante como siempre. Estudios de campañas de vehículos han demostrado que programas de AMEFs totalmente implementados pudieran prevenir muchas de dichas campañas. Uno de los factores mas importantes para la exitosa implementación de los programas AMEFs, es oportunidad. Esto significa que son acciones “antes de evento” y “no ejercicio después del hecho”. Para lograr su gran valor, los AMEFs deben hacerse antes de que los modos de las fallas de productos ó proceso se hayan incorporado en los productos ó proceso mismos. El tiempo anticipado y usado apropiadamente en la terminación de un AMEF, cuando cambios en el producto/proceso pueden ser implementados mas fácil y económicamente, minimiza crisis de cambios posteriores. Un AMEF puede reducir ó eliminar la probabilidad de implementar cambios correctivos/preventivos que pudieran generar una preocupación mayor. La comunicación y coordinación debiera ocurrir dentro de todos los equipos de AMEF. La figura 1 muestra la secuencia en la cual debiera ejecutarse un AMEF, no es simplemente el caso de llenar un formato sino, de entender el proceso de AMEF a fin de eliminar riesgos y planear controles apropiados para asegurar satisfacción de los clientes. Existen 3 casos básicos para los cuales se generan AMEFs, y cada uno con un alcance ó enfoque diferente: Caso 1: Diseños, Tecnología ó Procesos nuevos. El alcance los AMEFs es hacia el diseño,
Tecnología o Proceso completo. Caso 2: Modificaciones a diseños ó proceso existentes (se asume que existe un AMEF para el
diseño ó proceso existente). El alcance de los AMEFs debiera orientarse a modificaciones al diseño ó proceso, posibles interacciones debido a modificaciones e historia en campo.
Caso 3: Uso de un diseño ó proceso existente en algún ambiente, localización ó aplicación nueva
(se asume que hay algún AMEF del diseño ó proceso existente). El alcance de el AMEF es hacia el impacto del ambiente ó localización nueva en el diseño ó proceso existente.
Aunque la responsabilidad para la preparación de AMEFs es usualmente asignada a un individuo, las entradas de los AMEF debieran ser un esfuerzo de equipo. Debieran integrarse equipos con individuos, con conocimientos (ej., ingenieros con experiencia en diseño análisis/pruebas, manufactura, ensamble, servicio, reciclado, calidad y confiabilidad). Los AMEFs son iniciados por los ingenieros de las áreas de responsabilidad, las cuales pueden ser Fabricantes de Equipo Original (ej., que fabrica algún producto final), proveedores ó subproveedores). No es apropiado comparar los rangos de AMEFs de un equipo con los de otros equipos, aún y cuando el producto/proceso parezaca ser idéntico, dado que el ambiente de cada equipo es único y por tanto los rangos particulares y respectivos serán únicos (ej., los rangos son subjetivos). Se recomienda una revisión del documento de AMEF contra los objetivos de calidad de los AMEFs (ver apéndices A Y B), incluyendo un revisión directiva.
AMEF-3: 2001
3 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
Acciones Tomadas
Sev
Ocu
Det
NPR
Sev
Acciones, Resultados
Accion(es) Recomendada (s)
Responsables y Fechas Objetivo de Cumplimiento
Detec
NPR
SECUENCIA DE ANALISIS DE MODOS Y EFECTOS DE FALLA POTENCIAL
FIGU
RA
1.- Secuencia de Proceso AM
EF.
Clase
Ocurr
¿Cuáles son las Funciones,
Características ó Requerimientos
¿ Cuál(es) son los Efecto(s)?
Subsistema
FunciónRequerimientos
Modo Potencial de Falla
Efecto(s) Potencial (es) de falla
Causa (s) Potencial(es)/
Mecanismo(s) de Falla.
Controles
Prevención Detección
¿ Qué pueden llevarte al error?
-No Funciona
-Función Degradada/Partial/ Sobre
-Función intermitente
-Función No planeada
¿Qué tan malo es esto?
¿ Cuál(es) son las Causa(s)?
¿ Còmo puede ser esto
prevenido y detectado?
¿ Qué tan bueno es este método para detectar
eso?
¿ Qué puede ser hecho?
-Cambios de Diseño.
-Cambios de Proceso
-Controles Especiales
-Cambios a Estándares, Procedimientos ó Guías
¿Regularmen te esto pasa?
AMEF-3: 2001
4 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
Seguimiento La necesidad de tomar acciones correctivas/preventivas efectivas, con apropiados seguimientos sobre dichas acciones, esto puede no ser sobre sobreenfatizando. Las acciones debieran comunicarse a todas las áreas afectadas. Un AMEF totalmente completo y bien desarrollado será de valor limitado sin acciones correctivas/preventivas positivas y efectivas. Los ingenieros responsables tienen el encargo de asegurar que todas las acciones recomendadas se hayan implementado ó abordado adecuadamente. El AMEF es un documento vivo y siempre debiera reflejar el nivel más reciente y actual, así como las acciones relevantes mas actuales, incluyendo aquellas que hallan ocurrido después del arranque de producción. Los ingenieros responsables tienen varios medios para asegurar que las acciones recomendadas se han implementado. Esto se incluyen, aunque no se limitan a los siguiente: a. Revisando los diseños, procesos y dibujos para asegurar que las acciones recomendadas se hallan implementado b. Confirmando la incorporación de los cambios en la documentación de diseño/manufactura/ensamble, y c. Revisando los AMEFs de Diseños/Procesos, aplicaciones de AMEFs especiales y planes de control
AMEF-3: 2001
AMEFs DE DISEÑOS
5 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
ANÁLISIS DE MODOS Y EFECTOS DE FALLAS POTENCIALES DE DISEÑOS.
(AMEFs DE DISEÑOS)
AMEF-3: 2001
AMEFs DE DISEÑOS
6 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
INTRODUCCIÓN Un AMEF potencial de Diseño es una técnica analítica usada principalmente por un equipo ó ingenieros responsables de diseño como un medio para asegurar que en un alcance posible, los modos de fallas potenciales y sus causas/mecanismos asociados hallan sido considerados y abordados. Los productos finales, junto con sus sistemas, subsistemas y componentes relacionados debieran ser evaluados. En su forma mas rigurosa, un AMEF es el resumen de pensamientos de un equipo, (incluyendo el análisis de items, que pudieran fallar en base a experiencia), como un componente, subsistema ó sistema es diseñado. Este enfoque sistemático es paralelo a, formaliza y documenta las disciplinas mentales con las que un ingeniero normalmente aborda en el proceso de diseño. Los AMEFs potenciales de diseño dan soporte al proceso de diseño en la reducción de riesgos de fallas (incluyendo resultados no esperados): • Ayudando en la evaluación objetiva de un diseño, incluyendo requerimiento funcionales y
alternativas de diseño. • Evaluando el diseño inicial en cuanto a requerimientos de manufactura, ensamble servicio y
reciclado, • Incrementando la probabilidad de que los modos de las fallas potenciales y sus efectos en el
sistema y operación del vehículo hayan sido considerados en el proceso de diseño/desarrollo, • Ofreciendo información adicional para apoyar en la planeación de un diseño y desarrollo amplio y
eficiente, y en programas de validación , • Desarrollando una lista clasificada de modos de fallas potenciales de acuerdo a su efecto por el
“cliente”, y estableciendo un sistema de prioridades para mejoramiento de diseño, desarrollo y análisis/pruebas de validaciones,
• Ofreciendo un formato abierto a acciones de recomendación y rastreo en la reducción de riesgos y, • Ofreciendo referencias futuras (ej., lecciones aprendidas), para ayudar en el análisis de aspectos
de campo, evaluación de cambios de diseño y desarrollo de diseños avanzados. Definición Cliente La definición de “cliente” para un AMEF de Diseño no es solamente el “usuario final”, sino también los equipos/ingenieros responsables de diseño del vehículo ó ensambles de un nivel superior, y/ó los ingenieros responsables de manufactura/procesos en áreas tales como manufactura, ensambles y servicios Esfuerzo de Equipo Durante el proceso inicial de un AMEF de Diseño, se espera que el ingeniero responsable involucre directa y activamente a los representantes de todas las áreas afectadas. Estas áreas de experiencia y responsabilidad debieran incluir, aunque no limitarse a, ensamble, manufactura, diseño, análisis/pruebas, confiabilidad, materiales, calidad, servicio y proveedores, así como el área responsable de diseño para el siguiente ensamble ó sistema, subsistema ó componente superior ó inferior. El AMEF debiera ser un catalizador para estimular el intercambio de ideas entre las funciones y áreas afectadas y por tanto promover un enfoque de equipo. A menos que el ingeniero responsable este experimentado en AMEFs y facilitamiento de equipos, es útil contar con un facilitador de AMEFs experimentados para que ayude al equipo en sus actividades. El AMEF de diseño es un documento vivo y debiera:
AMEF-3: 2001
AMEFs DE DISEÑOS
7 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
• Iniciarse antes ó en la finalización de concepto de diseño, • Actualizarse continuamente conforme ocurran cambios ó se obtenga información adicional a lo
largo de las fases del desarrollo del producto y • Completarse fundamentalmente antes de que los dibujos de producción sean liberados para el
herramental. Considerando que se hayan incorporado las necesidades de manufactura/ensamble los AMEFs de diseño abordan la intención del diseño mismo y se asume que el diseño será manufacturado/ensamblado para dicha intención. Los modos de fallas potenciales y/ó las causas/mecanismos que pudiera ocurrir durante el proceso de manufactura/ensamble no se necesitan pero pueden ser incluidos en un AMEF de Diseño. Cuando no se incluyan, su identificación, efecto y control son cubiertos por los AMEFs de Procesos. Los AMEFs de Diseño no confían en los controles de proceso para abordar debilidades potenciales de los diseños, pero toman en cuenta los límites técnicos/físicos del proceso de manufactura/ensamble en consideración, por ejemplo: • Dibujos de moldes necesarios • Acabados superficiales limitados • Espacio para ensamble/acceso para herramental • Dureza limitada de aceros • Capacidad/desempeño en las tolerancias/procesos Los AMEFs de diseño s pueden también tomar en consideración los límites técnicos/físicos en el mantenimiento (servicio) del producto y en el reciclado, por ejemplo: • Acceso a herramentales • Capacidad de diagnóstico • Símbolos para clasificación de materiales (para reciclado) DESARROLLO DE AMEFs DE DISEÑOS Los ingenieros responsables de diseño tienen a sus disposición un número de documentos que serán útiles en a preparación de AMEFs de Diseño. El proceso comienza desarrollando un listado de lo que se espera y no que el diseño haga, ej., intención de diseño. Necesidades y requerimientos de los clientes – como sean determinados de fuentes tales como despliegues de la función de calidad (QFD), Documentos de Requerimiento del Vehículo, requerimientos de productos conocidos y/ó requerimiento de manufactura/ensamble/servicio/reciclado debieran ser incorporados. A una mejor definición de las características deseadas mas fácil será identificar modos de fallas potenciales para acciones correctivas/preventivas. Un AMEF de Diseño debiera iniciar con un diagrama de bloques del sistema, subsistema y/ó componente a ser analizado. Se muestra un ejemplo de un diagrama de bloques en el apéndice C. El diagrama de bloques puede también indicar el flujo de la información, la energía, la fuerza, los fluidos, etc. El objetivo es entender las entradas del bloque, el proceso (función) ejecutado en el bloque y las salidas del bloque mismo. El diagrama ilustra la relación principalmente entre los items cubiertos en el análisis y establece un orden lógico para dicho análisis. Las copias de los diagramas usados en la preparación de AMEFs debieran acompañar a los AMEFs mismos. A fin de facilitar la documentación de los AMEFs y sus consecuencias, el formato en blanco de AMEF de diseño esta disponible en el apéndice D.
AMEF-3: 2001
8 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
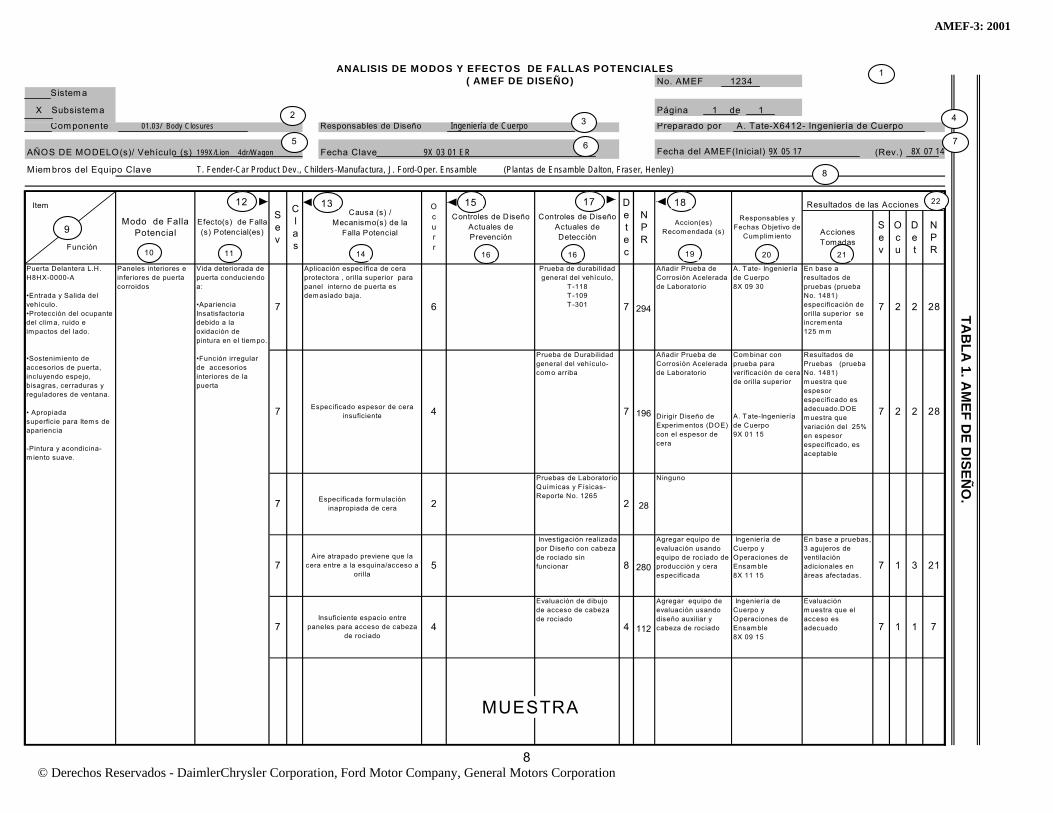
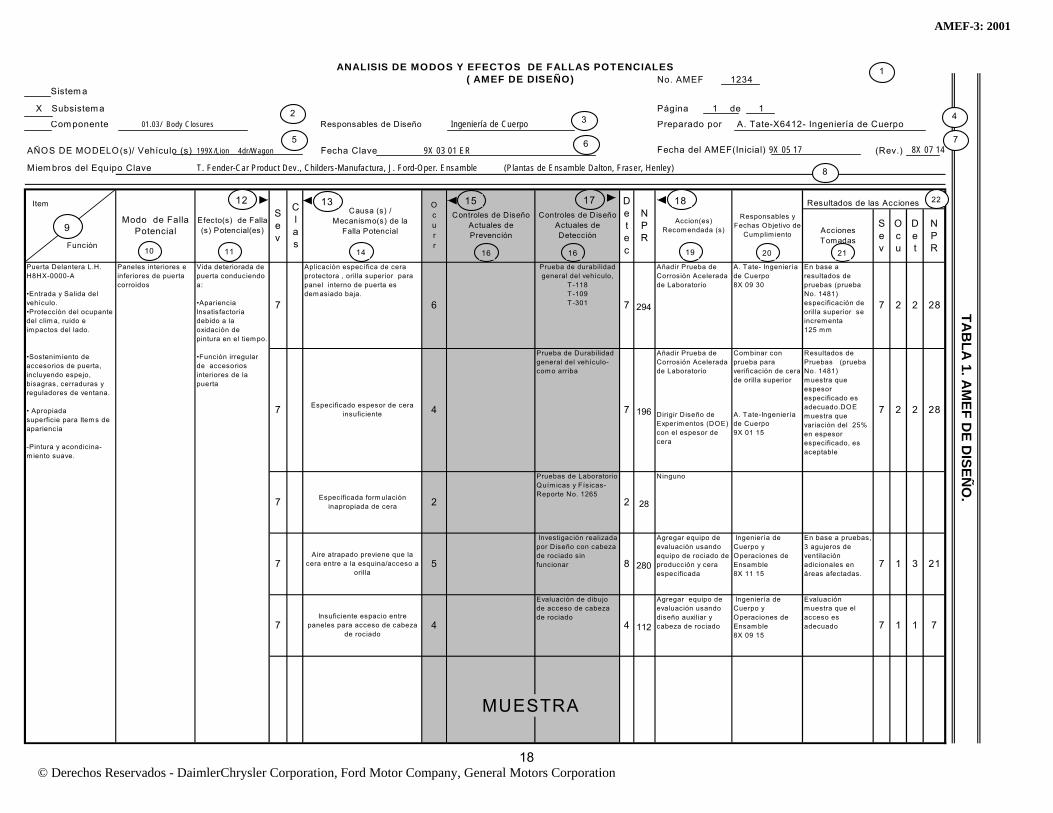
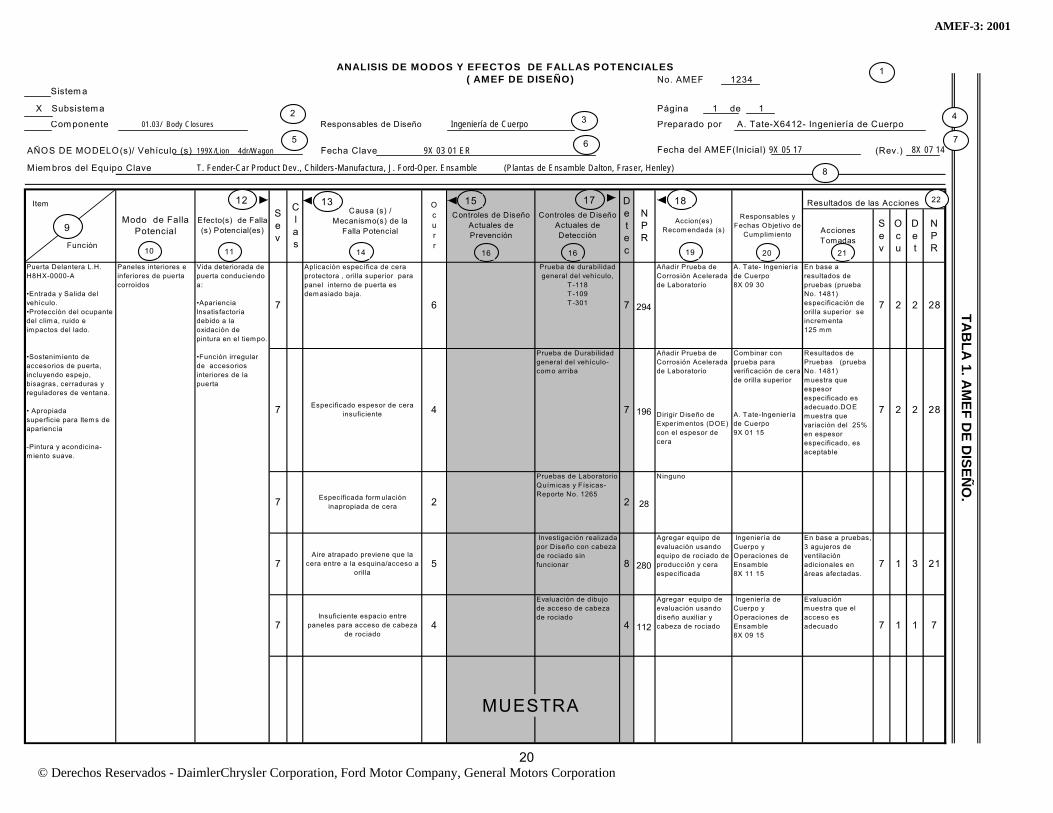
( AMEF DE DISEÑO) No. AMEF 1234 Sistem a
X Subsistem a Página 1 de 1
Com ponente Preparado por
AÑOS DE MODELO(s)/ Vehículo (s) 199X/Lion 4dr/W agon Fecha Clave 9X 03 01 ER Fecha del AMEF(Inicial) 9X 05 17 (Rev.) 8X 07 14
Miem bros del Equipo Clave T. Fender-Car Product Dev., Childers-Manufactura, J. Ford-Oper. Ensamble (Plantas de Ensamble Dalton, Fraser, Henley)
Acciones Tomadas
Sev
Ocu
Det
NPR
TAB
LA 1. A
MEF D
E DISEÑ
O.
4
Especificada form ulación inapropiada de cera
Insuficiente espacio entre paneles para acceso de cabeza
de rociado
Evaluación de dibujo de acceso de cabeza de rociado
Aire atrapado previene que la cera entre a la esquina/acceso a
orilla
Investigación realizada por Diseño con cabeza de rociado sin funcionar5
Pruebas de Laboratorio Quím icas y Físicas-Reporte No. 1265
A. Tate-X6412- Ingeniería de CuerpoResponsables de Diseño Ingeniería de Cuerpo
Prueba de durabilidad general del vehìculo,
T -118 T -109 T -301 7
A. Tate- Ingeniería de Cuerpo 8X 09 30
Añadir Prueba de Corrosión Acelerada de Laboratorio
Aplicación específica de cera protectora , orilla superior para panel interno de puerta es dem asiado baja.
Detec
NPR
7
7
4
Prueba de Durabilidad general del vehículo-com o arriba
7 2
7 6
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIALES
Efecto(s) de Falla (s) Potencial(es)
Sev
01.03/ Body C losures
Accion(es) Recom endada (s)
Responsables y Fechas Objetivo de
Cum plim iento
Clas
7
Resultados de las Acciones
2
2
2
294
1
1
2
21
7
3
Agregar equipo de evaluación usando diseño auxiliar y cabeza de rociado
Ingeniería de Cuerpo y Operaciones de Ensam ble 8X 11 15
7
4 112 7
Ingeniería de Cuerpo y Operaciones de Ensam ble 8X 09 15
2808
1967
7
282
Ninguno
Agregar equipo de evaluación usando equipo de rociado de producciòn y cera especificada
Dirigir Diseño de Experim entos (DOE) con el espesor de cera
Añadir Prueba de Corrosión Acelerada de Laboratorio
A. Tate-Ingeniería de Cuerpo 9X 01 15
Com binar con prueba para verificación de cera de orilla superior
En base a resultados de pruebas (prueba No. 1481) especificación de orilla superior se increm enta 125 m m
Resultados de Pruebas (prueba No. 1481) m uestra que espesor especificado es adecuado.DOE m uestra que variación del 25% en espesor especificado, es aceptable
En base a pruebas, 3 agujeros de ventilación adicionales en áreas afectadas.
Evaluación m uestra que el acceso es adecuado 1
28
28
Modo de Falla Potencial
Controles de Diseño Actuales dePrevención
Controles de Diseño Actuales deDetección
Puerta Delantera L.H.H8HX-0000-A
•Entrada y Salida del vehículo.•Protección del ocupante del clim a, ruido e im pactos del lado.
•Sostenim iento de accesorios de puerta,incluyendo espejo, bisagras, cerraduras y reguladores de ventana.
• Apropiadasuperficie para Item s de apariencia
-Pintura y acondicina-m iento suave.
Especificado espesor de cera insuficiente
Vida deteriorada de puerta conduciendo a:
•Apariencia Insatisfactoriadebido a la oxidación depintura en el tiem po.
•Función irregular de accesoriosinteriores de la puerta
Paneles interiores e inferiores de puerta corroidos
Ocurr
7
MUESTRA
Item
Función
Causa (s) /Mecanismo(s) de la
Falla Potencial 9
1
12
11 1410
13 15 17 18
16 16 19 20 21
4
8
3
6
2
5
22
7
AMEF-3: 2001
AMEFs DE DISEÑOS
9 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
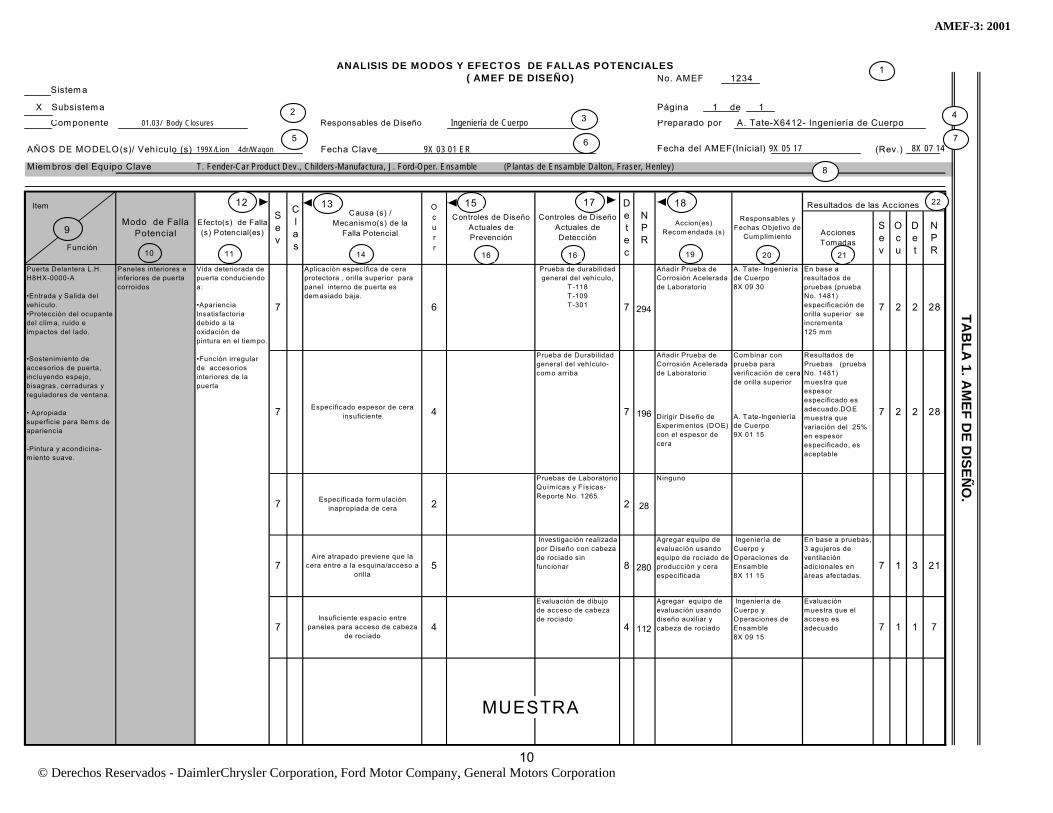
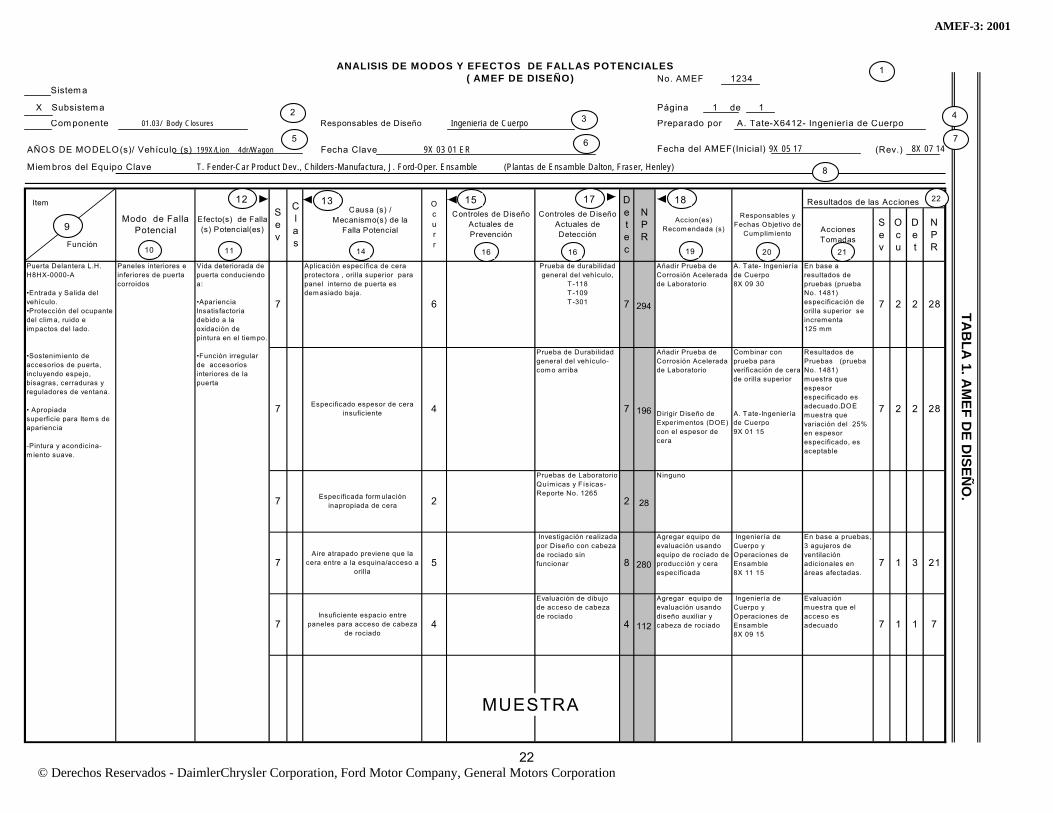
1) Número de AMEF Registrar números de documentos del AMEF, el cual puede ser usado para rastreo. Nota: Para un ejemplo de items 1 a 22 ver tabla 1. 2) Nombre, y Número del Sistema, Subsistema ó Componente indicar el nivel apropiado de análisis y registrar el nombre y número del sistema, subsistema ó componente a ser analizado. Los miembros de un equipo de AMEF deben decidir lo que integra un sistema, subsistema ó componente para sus actividades y tareas específicas. Los límites actuales que dividen a un sistema, subsistema y componente son arbitrarios y deben establecerse por el equipo de AMEFs. Algunas descripciones se ofrecen abajo y algunos componente se ofrecen el apéndice F. Alcance de un AMEF de Sistemas Un sistema puede ser considerado como hecho de varios subsistemas. Estos subsistemas a menudo han sido diseñados por diferentes equipos. Algunos AMEFs de sistemas típicos pueden cubrir los siguiente: sistema del chassis, sistema del tren de potencia ó sistema de interiores, etc. Por tanto el enfoque de los AMEFs de sistemas es asegurar que todas las interfases e interacciones sean cubiertas entre los diferentes subsistemas que hacen el sistema mismo, así como interfases con otros sistemas de vehículos y los clientes. Alcance de un AMEF de Subsistemas. Un AMEF de subsistemas es generalmente un subconjunto de un sistema mas grande. Por ejemplo, el subsistema de suspensión delantera es un subconjunto del sistema del chassis, por tanto el enfoque de los AMEF s de subsistemas es asegurar que todas las interfases e interacciones sean cubiertas entre los diferente componentes que hacen el subsistema. Alcance de un AMEF de un Componente. Un AMEF de un componente es generalmente un AMEF orientado al subconjunto de un subsistema . por ejemplo, una columna ó refuerzo es un componente de la suspensión delantera (el cual es un subsistema del sistema del chasis). 3) Responsabilidades de Diseño. Registrar el fabricante de equipo original (FEO), departamento y grupo. Incluir también el nombre del proveedor si aplica. 4) Preparado por Registrar el nombre, teléfono y empresa del ingeniero responsable en la preparación del AMEF 5) Año(s) de Programa(s) del Modelo Registrar el año (s)/programa(s) del modelo esperado que usara y/ó será afectado por el diseño a ser analizado (si se conoce). 6) Fecha Clave Registrar la fecha inicial en que se requiere el AMEF, la cual no debiera exceder la fecha de liberación del diseño para el programa de producción. 7) Fecha del AMEF Registrar la fecha en que el AMEF original se integró y la fecha de revisión más actual.
AMEF-3: 2001
10 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE DISEÑO) No. AMEF 1234 Sistem a
X Subsistem a Página 1 de 1
Com ponente Preparado por
AÑOS DE MODELO(s)/ Vehículo (s) 199X/Lion 4dr/W agon Fecha Clave 9X 03 01 ER Fecha del AMEF(Inicial) 9X 05 17 (Rev.) 8X 07 14
Miem bros del Equipo Clave T. Fender-Car Product Dev., Childers-Manufactura, J. Ford-Oper. Ensamble (Plantas de Ensamble Dalton, Fraser, Henley)
Acciones Tomadas
Sev
Ocu
Det
NPR
TAB
LA 1. A
MEF D
E DISEÑ
O.
4
Especificada form ulación inapropiada de cera
Insuficiente espacio entre paneles para acceso de cabeza
de rociado
Evaluación de dibujo de acceso de cabeza de rociado
Aire atrapado previene que la cera entre a la esquina/acceso a
orilla
Investigación realizada por Diseño con cabeza de rociado sin funcionar5
Pruebas de Laboratorio Quím icas y Físicas-Reporte No. 1265
A. Tate-X6412- Ingeniería de CuerpoResponsables de Diseño Ingeniería de Cuerpo
Prueba de durabilidad general del vehìculo,
T -118 T -109 T -301 7
A. Tate- Ingeniería de Cuerpo 8X 09 30
Añadir Prueba de Corrosión Acelerada de Laboratorio
Aplicación específica de cera protectora , orilla superior para panel interno de puerta es dem asiado baja.
Detec
NPR
7
7
4
Prueba de Durabilidad general del vehículo-com o arriba
7 2
7 6
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIALES
Efecto(s) de Falla (s) Potencial(es)
Sev
01.03/ Body Closures
Accion(es) Recom endada (s)
Responsables y Fechas Objetivo de
Cum plim iento
Clas
7
Resultados de las Acciones
2
2
2
294
1
1
2
21
7
3
Agregar equipo de evaluación usando diseño auxiliar y cabeza de rociado
Ingeniería de Cuerpo y Operaciones de Ensam ble 8X 11 15
7
4 112 7
Ingeniería de Cuerpo y Operaciones de Ensam ble 8X 09 15
2808
1967
7
282
Ninguno
Agregar equipo de evaluación usando equipo de rociado de producciòn y cera especificada
Dirigir Diseño de Experim entos (DOE) con el espesor de cera
Añadir Prueba de Corrosión Acelerada de Laboratorio
A. Tate-Ingeniería de Cuerpo 9X 01 15
Com binar con prueba para verificación de cera de orilla superior
En base a resultados de pruebas (prueba No. 1481) especificación de orilla superior se increm enta 125 m m
Resultados de Pruebas (prueba No. 1481) m uestra que espesor especificado es adecuado.DOE m uestra que variación del 25% en espesor especificado, es aceptable
En base a pruebas, 3 agujeros de ventilación adicionales en áreas afectadas.
Evaluación m uestra que el acceso es adecuado 1
28
28
Modo de Falla Potencial
Controles de Diseño Actuales dePrevención
Controles de Diseño Actuales deDetección
Puerta Delantera L.H.H8HX-0000-A
•Entrada y Salida del vehículo.•Protección del ocupante del clim a, ruido e im pactos del lado.
•Sostenim iento de accesorios de puerta,incluyendo espejo, bisagras, cerraduras y reguladores de ventana.
• Apropiadasuperficie para Item s de apariencia
-Pintura y acondicina-m iento suave.
Especificado espesor de cera insuficiente
Vida deteriorada de puerta conduciendo a:
•Apariencia Insatisfactoriadebido a la oxidación depintura en el tiem po.
•Función irregular de accesoriosinteriores de la puerta
Paneles interiores e inferiores de puerta corroidos
Ocurr
7
Función
MUESTRA
ItemCausa (s) /
Mecanismo(s) de la Falla Potencial 9
1
12
11 1410
13 15 17 18
16 16 19 20 21
4
8
3
6
2
5
22
7
AMEF-3: 2001
AMEFs DE DISEÑOS
11 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
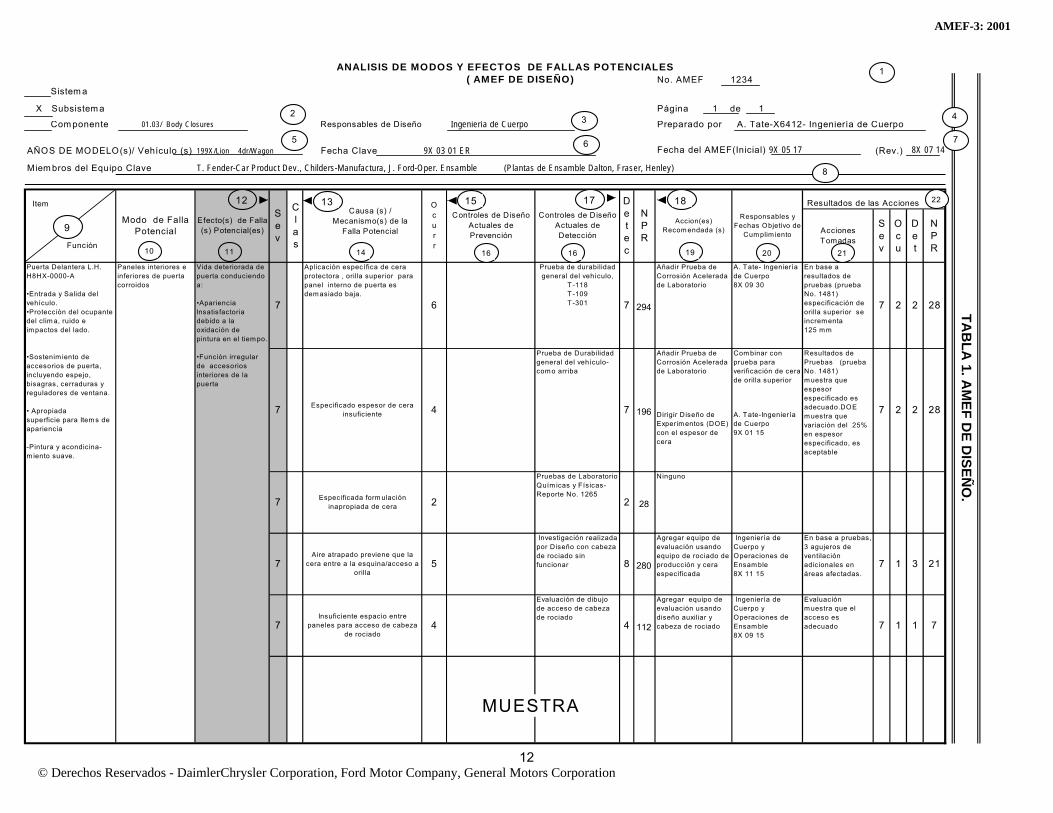
8) Equipo Clave Listar los nombres de los individuos y departamentos responsables que tengan la autoridad para identificar y/ó ejecutar tareas. (se recomienda que el nombre, departamento, teléfono, dirección, etc., sean incluidos en una lista de distribución. 9) Item/Función Registrar el nombre y otra información pertinente (ej.,el número , el tipo de parte, etc.) de el item a ser analizado. Usar la nomenclatura y mostrar el nivel de diseño como es indicado en el dibujo de ingeniería. Previo a su liberación inicial (ej., en la fase del concepto), debieran usarse números experimentales. Registrar , lo más conciso posible la función del item a ser analizado para cumplir con la intención del diseño. Incluir información (unidades/medible) relativa al ambiente dicho sistema opere (ej., definir temperatura, presión , rango de humedad, vida del diseño), si el item tiene más de una función con los diferentes modos de fallas potenciales listar todas las funciones por separado. 10) Modo de Falla Potencial El modo de falla potencial es definido en la forma en la cual un componente, subsistema ó sistema pudiera fallar potencialmente en cumplir con la función esperada y descrita en la columna de item/función (ej., falla en la función esperada). El modo de la falla potencial puede ser también la causa de un modo de una falla potencial en un subsistema ó sistema de un nivel superior, ó ser el efecto de un modo de falla potencial en un componente de nivel inferior. Listar cada modo de falla potencial asociado con el item particular y la función del item mismo. Se asume que la falla puede ocurrir pero que no necesariamente ya ocurrió. Un punto inicial recomendable es la revisión de los puntos que han fallado en el pasado, aspectos clave, reportes, y tormentas de ideas de grupo. Los modos de fallas potenciales que pudieran ocurrir solo bajo ciertas condiciones de operación (ej., caliente, frío, seco, polvoso, etc.) y bajo ciertas condiciones (ej., arriba del millaje promedio, camino rudo, solo manejo en la ciudad, etc.) debiera ser considerado. Los modos de fallas típicas que pudieran ocurrir, pero no limitarse a son: Agrietado Deformado Flojo Fuga Pegado Oxidado Fracturado No ofrece torque Se resbala (no ofrece un torque completo) Sin soporte (estructural) Soporte inadecuado (estructural) Ajuste rugoso Desajuste rápido Señal inadecuada Señal intermitente Sin señal EMC/RFI Amontonado NOTA: los modos de fallas potenciales debieran ser descritos en términos “físicos ó técnicos, y no
como un síntoma necesariamente notado por los clientes.
AMEF-3: 2001
12 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE DISEÑO) No. AMEF 1234 Sistem a
X Subsistem a Página 1 de 1
Com ponente Preparado por
AÑOS DE MODELO(s)/ Vehículo (s) 199X/Lion 4dr/W agon Fecha Clave 9X 03 01 ER Fecha del AMEF(Inicial) 9X 05 17 (Rev.) 8X 07 14
Miem bros del Equipo Clave T. Fender-Car Product Dev., Childers-Manufactura, J. Ford-Oper. Ensamble (Plantas de Ensamble Dalton, Fraser, Henley)
Acciones Tomadas
Sev
Ocu
Det
NPR
TAB
LA 1. A
MEF D
E DISEÑ
O.
4
Especificada form ulación inapropiada de cera
Insuficiente espacio entre paneles para acceso de cabeza
de rociado
Evaluación de dibujo de acceso de cabeza de rociado
Aire atrapado previene que la cera entre a la esquina/acceso a
orilla
Investigación realizada por Diseño con cabeza de rociado sin funcionar5
Pruebas de Laboratorio Quím icas y Físicas-Reporte No. 1265
A. Tate-X6412- Ingeniería de CuerpoResponsables de Diseño Ingeniería de Cuerpo
Prueba de durabilidad general del vehìculo,
T -118 T -109 T -301 7
A. Tate- Ingeniería de Cuerpo 8X 09 30
Añadir Prueba de Corrosión Acelerada de Laboratorio
Aplicación específica de cera protectora , orilla superior para panel interno de puerta es dem asiado baja.
Detec
NPR
7
7
4
Prueba de Durabilidad general del vehículo-com o arriba
7 2
7 6
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIALES
Efecto(s) de Falla (s) Potencial(es)
Sev
01.03/ Body Closures
Accion(es) Recom endada (s)
Responsables y Fechas Objetivo de
Cum plim iento
Clas
7
Resultados de las Acciones
2
2
2
294
1
1
2
21
7
3
Agregar equipo de evaluación usando diseño auxiliar y cabeza de rociado
Ingeniería de Cuerpo y Operaciones de Ensam ble 8X 11 15
7
4 112 7
Ingeniería de Cuerpo y Operaciones de Ensam ble 8X 09 15
2808
1967
7
282
Ninguno
Agregar equipo de evaluación usando equipo de rociado de producciòn y cera especificada
Dirigir Diseño de Experim entos (DOE) con el espesor de cera
Añadir Prueba de Corrosión Acelerada de Laboratorio
A. Tate-Ingeniería de Cuerpo 9X 01 15
Com binar con prueba para verificación de cera de orilla superior
En base a resultados de pruebas (prueba No. 1481) especificación de orilla superior se increm enta 125 m m
Resultados de Pruebas (prueba No. 1481) m uestra que espesor especificado es adecuado.DOE m uestra que variación del 25% en espesor especificado, es aceptable
En base a pruebas, 3 agujeros de ventilación adicionales en áreas afectadas.
Evaluación m uestra que el acceso es adecuado 1
28
28
Modo de Falla Potencial
Controles de Diseño Actuales dePrevención
Controles de Diseño Actuales deDetección
Puerta Delantera L.H.H8HX-0000-A
•Entrada y Salida del vehículo.•Protección del ocupante del clim a, ruido e im pactos del lado.
•Sostenim iento de accesorios de puerta,incluyendo espejo, bisagras, cerraduras y reguladores de ventana.
• Apropiadasuperficie para Item s de apariencia
-Pintura y acondicina-m iento suave.
Especificado espesor de cera insuficiente
Vida deteriorada de puerta conduciendo a:
•Apariencia Insatisfactoriadebido a la oxidación depintura en el tiem po.
•Función irregular de accesoriosinteriores de la puerta
Paneles interiores e inferiores de puerta corroidos
Ocurr
7
MUESTRA
Item
Función
Causa (s) /Mecanismo(s) de la
Falla Potencial 9
1
12
11 1410
13 15 17 18
16 16 19 20 21
4
8
3
6
2
5
22
7
AMEF-3: 2001
AMEFs DE DISEÑOS
13 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
11) Efecto(s) Potencial(es) de Fallas los efectos potenciales de fallas son definidos como efectos de modos de fallas en su función y como son percibidas por el cliente. Describa los efectos de las fallas en términos de lo que el cliente pudiera notar ó experimentar recordando que el cliente puede ser un cliente interno así como el usuario final y último. Establezca claramente si el modo de falla pudiera impactar en la seguridad ó e incumplimientos a regulaciones. Los efectos debieran establecerse siempre en términos del sistema, subsistema ó componente específico a ser analizado. Recordar que existe una relación jerárquica entre los niveles de sistemas, subsistemas y componentes. Por ejemplo, una parte puede fracturarse la cual puede causar que el ensamble vibre, como resultado de la operación intermitente del sistema. La operación intermitente del sistema puede causar un desempeño que degrade y en última instancia conduzca a una insatisfacción del cliente. La intención es pronosticar efectos de fallas en un nivel de conocimiento del equipo. Efectos de fallas típicos pueden ser pero no limitarse a: Ruido Áspero, Duro Operación errónea Inoperante Apariencia pobre Olor desagradable Inestable Operación irregular Operación Intermitente Evento térmico Fugas Incumplimiento Regulatorio 12) Severidad (S) severidad es el rango asociado con el efecto más serio para un modo de falla dado. La severidad es de un rango relativo dentro del alcance del AMEF individual. La reducción en el índice ó rango de severidad puede efectuarse solo a través de un cambio de diseño. La severidad debiera estimarse usando la tabla 2 como una guía: Criterio de Evaluación Sugerido El equipo debiera acordar un criterio de evaluación y clasificación del sistema que sea consistente, aún si se modifica por análisis de productos individuales. (ver tabla 2). NOTA : no se recomienda modificar el criterio para evaluaciones de rangos de 9 y 10. para modos de fallas con un rango de severidad de 1 no debieran analizarse estos posteriormente. NOTA: los rangos de severidad alta pueden algunas veces reducirse haciendo revisiones de diseños, que compensen ó mitiguen la severidad resultante de la falla. Por ejemplo, “el correr con llantas desinfladas puede mitigar la severidad de un desinflado repentino de una llanta” y “los cinturones de seguridad” pueden mitigar la severidad de un accidente de un suceso no esperado en un vehículo.
AMEF-3: 2001
14 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE DISEÑO) No. AMEF 1234 Sistem a
X Subsistem a Página 1 de 1
Com ponente Preparado por
AÑOS DE MODELO(s)/ Vehículo (s) 199X/Lion 4dr/W agon Fecha Clave 9X 03 01 ER Fecha del AMEF(Inicial) 9X 05 17 (Rev.) 8X 07 14
Miem bros del Equipo Clave T. Fender-Car Product Dev., Childers-Manufactura, J. Ford-Oper. Ensamble (Plantas de Ensamble Dalton, Fraser, Henley)
Acciones Tomadas
Sev
Ocu
Det
NPR
TAB
LA 1. A
MEF D
E DISEÑ
O.
4
Especificada form ulación inapropiada de cera
Insuficiente espacio entre paneles para acceso de cabeza
de rociado
Evaluación de dibujo de acceso de cabeza de rociado
Aire atrapado previene que la cera entre a la esquina/acceso a
orilla
Investigación realizada por Diseño con cabeza de rociado sin funcionar5
Pruebas de Laboratorio Quím icas y Físicas-Reporte No. 1265
A. Tate-X6412- Ingeniería de CuerpoResponsables de Diseño Ingeniería de Cuerpo
Prueba de durabilidad general del vehìculo,
T -118 T -109 T -301 7
A. Tate- Ingeniería de Cuerpo 8X 09 30
Añadir Prueba de Corrosión Acelerada de Laboratorio
Aplicación específica de cera protectora , orilla superior para panel interno de puerta es dem asiado baja.
Detec
NPR
7
7
4
Prueba de Durabilidad general del vehículo-com o arriba
7 2
7 6
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIALES
Efecto(s) de Falla (s) Potencial(es)
Sev
01.03/ Body Closures
Accion(es) Recom endada (s)
Responsables y Fechas Objetivo de
Cum plim iento
Clas
7
Resultados de las Acciones
2
2
2
294
1
1
2
21
7
3
Agregar equipo de evaluación usando diseño auxiliar y cabeza de rociado
Ingeniería de Cuerpo y Operaciones de Ensam ble 8X 11 15
7
4 112 7
Ingeniería de Cuerpo y Operaciones de Ensam ble 8X 09 15
2808
1967
7
282
Ninguno
Agregar equipo de evaluación usando equipo de rociado de producciòn y cera especificada
Dirigir Diseño de Experim entos (DOE) con el espesor de cera
Añadir Prueba de Corrosión Acelerada de Laboratorio
A. Tate-Ingeniería de Cuerpo 9X 01 15
Com binar con prueba para verificación de cera de orilla superior
En base a resultados de pruebas (prueba No. 1481) especificación de orilla superior se increm enta 125 m m
Resultados de Pruebas (prueba No. 1481) m uestra que espesor especificado es adecuado.DOE m uestra que variación del 25% en espesor especificado, es aceptable
En base a pruebas, 3 agujeros de ventilación adicionales en áreas afectadas.
Evaluación m uestra que el acceso es adecuado 1
28
28
Modo de Falla Potencial
Controles de Diseño Actuales dePrevención
Controles de Diseño Actuales deDetección
Puerta Delantera L.H.H8HX-0000-A
•Entrada y Salida del vehículo.•Protección del ocupante del clim a, ruido e im pactos del lado.
•Sostenim iento de accesorios de puerta,incluyendo espejo, bisagras, cerraduras y reguladores de ventana.
• Apropiadasuperficie para Item s de apariencia
-Pintura y acondicina-m iento suave.
Especificado espesor de cera insuficiente
Vida deteriorada de puerta conduciendo a:
•Apariencia Insatisfactoriadebido a la oxidación depintura en el tiem po.
•Función irregular de accesoriosinteriores de la puerta
Paneles interiores e inferiores de puerta corroidos
Ocurr
7
MUESTRA
Item
Función
Causa (s) /Mecanismo(s) de la
Falla Potencial 9
1
12
11 1410
13 15 17 18
16 16 19 20 21
4
8
3
6
2
5
22
7
AMEF-3: 2001
AMEFs DE DISEÑOS
15 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
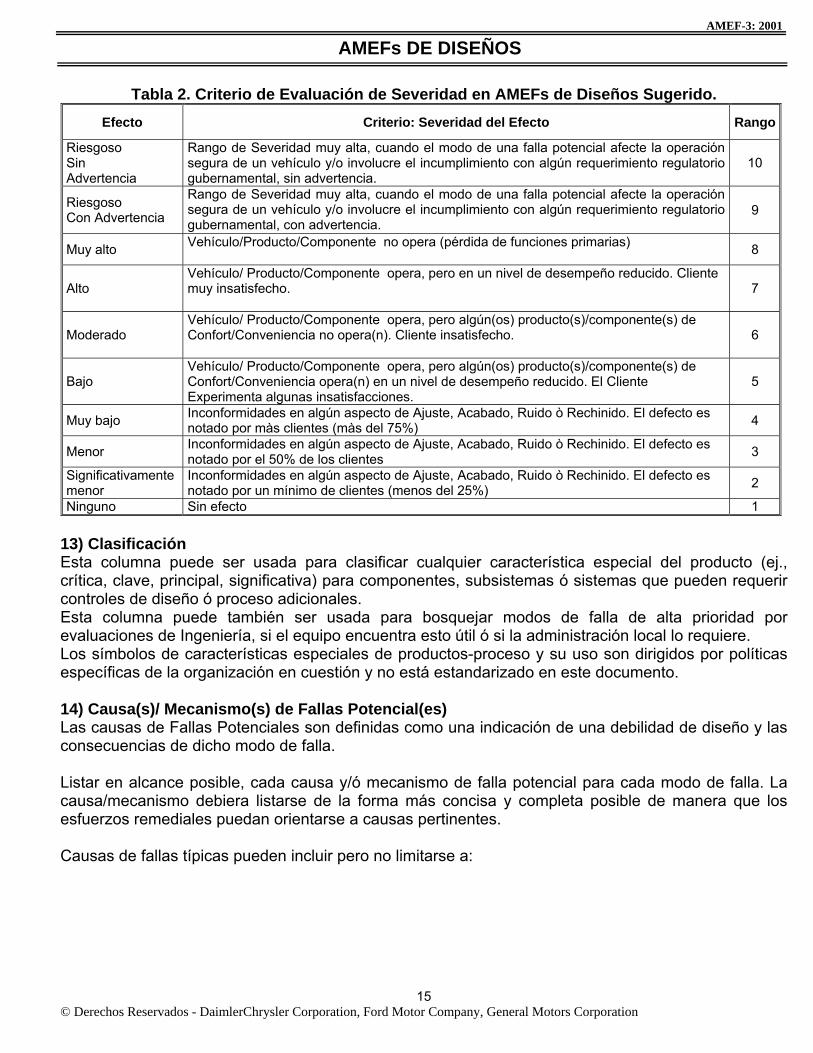
Tabla 2. Criterio de Evaluación de Severidad en AMEFs de Diseños Sugerido.
Efecto Criterio: Severidad del Efecto Rango
Riesgoso Sin Advertencia
Rango de Severidad muy alta, cuando el modo de una falla potencial afecte la operación segura de un vehículo y/o involucre el incumplimiento con algún requerimiento regulatorio gubernamental, sin advertencia.
10
Riesgoso Con Advertencia
Rango de Severidad muy alta, cuando el modo de una falla potencial afecte la operación segura de un vehículo y/o involucre el incumplimiento con algún requerimiento regulatorio gubernamental, con advertencia.
9
Muy alto Vehículo/Producto/Componente no opera (pérdida de funciones primarias) 8
Alto Vehículo/ Producto/Componente opera, pero en un nivel de desempeño reducido. Cliente muy insatisfecho.
7
Moderado Vehículo/ Producto/Componente opera, pero algún(os) producto(s)/componente(s) de Confort/Conveniencia no opera(n). Cliente insatisfecho.
6
Bajo Vehículo/ Producto/Componente opera, pero algún(os) producto(s)/componente(s) de Confort/Conveniencia opera(n) en un nivel de desempeño reducido. El Cliente Experimenta algunas insatisfacciones.
5
Muy bajo Inconformidades en algún aspecto de Ajuste, Acabado, Ruido ò Rechinido. El defecto es notado por màs clientes (màs del 75%) 4
Menor Inconformidades en algún aspecto de Ajuste, Acabado, Ruido ò Rechinido. El defecto es notado por el 50% de los clientes 3
Significativamente menor
Inconformidades en algún aspecto de Ajuste, Acabado, Ruido ò Rechinido. El defecto es notado por un mínimo de clientes (menos del 25%) 2
Ninguno Sin efecto 1 13) Clasificación Esta columna puede ser usada para clasificar cualquier característica especial del producto (ej., crítica, clave, principal, significativa) para componentes, subsistemas ó sistemas que pueden requerir controles de diseño ó proceso adicionales. Esta columna puede también ser usada para bosquejar modos de falla de alta prioridad por evaluaciones de Ingeniería, si el equipo encuentra esto útil ó si la administración local lo requiere. Los símbolos de características especiales de productos-proceso y su uso son dirigidos por políticas específicas de la organización en cuestión y no está estandarizado en este documento. 14) Causa(s)/ Mecanismo(s) de Fallas Potencial(es) Las causas de Fallas Potenciales son definidas como una indicación de una debilidad de diseño y las consecuencias de dicho modo de falla. Listar en alcance posible, cada causa y/ó mecanismo de falla potencial para cada modo de falla. La causa/mecanismo debiera listarse de la forma más concisa y completa posible de manera que los esfuerzos remediales puedan orientarse a causas pertinentes. Causas de fallas típicas pueden incluir pero no limitarse a:
AMEF-3: 2001
16 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE DISEÑO) No. AMEF 1234 Sistem a
X Subsistem a Página 1 de 1
Com ponente Preparado por
AÑOS DE MODELO(s)/ Vehículo (s) 199X/Lion 4dr/W agon Fecha Clave 9X 03 01 ER Fecha del AMEF(Inicial) 9X 05 17 (Rev.) 8X 07 14
Miem bros del Equipo Clave T. Fender-Car Product Dev., Childers-Manufactura, J. Ford-Oper. Ensamble (Plantas de Ensamble Dalton, Fraser, Henley)
Acciones Tomadas
Sev
Ocu
Det
NPR
Modo de Falla Potencial
Controles de Diseño Actuales dePrevención
Controles de Diseño Actuales deDetección
Puerta Delantera L.H.H8HX-0000-A
•Entrada y Salida del vehículo.•Protección del ocupante del clim a, ruido e im pactos del lado.
•Sostenim iento de accesorios de puerta,incluyendo espejo, bisagras, cerraduras y reguladores de ventana.
• Apropiadasuperficie para Item s de apariencia
-Pintura y acondicina-m iento suave.
Especificado espesor de cera insuficiente
Vida deteriorada de puerta conduciendo a:
•Apariencia Insatisfactoriadebido a la oxidación depintura en el tiem po.
•Función irregular de accesoriosinteriores de la puerta
Paneles interiores e inferiores de puerta corroidos
Ocurr
7 A. Tate-Ingeniería de Cuerpo 9X 01 15
Com binar con prueba para verificación de cera de orilla superior
En base a resultados de pruebas (prueba No. 1481) especificación de orilla superior se increm enta 125 m m
Resultados de Pruebas (prueba No. 1481) m uestra que espesor especificado es adecuado.DOE m uestra que variación del 25% en espesor especificado, es aceptable
En base a pruebas, 3 agujeros de ventilación adicionales en áreas afectadas.
Evaluación m uestra que el acceso es adecuado 1
28
28
Ninguno
Agregar equipo de evaluación usando equipo de rociado de producciòn y cera especificada
Dirigir Diseño de Experim entos (DOE) con el espesor de cera
Añadir Prueba de Corrosión Acelerada de Laboratorio
1967
7
282
Agregar equipo de evaluación usando diseño auxiliar y cabeza de rociado
Ingeniería de Cuerpo y Operaciones de Ensam ble 8X 11 15
7
4 112 7
Ingeniería de Cuerpo y Operaciones de Ensam ble 8X 09 15
2808 1
1
2
21
7
3
Clas
7
Resultados de las Acciones
2
2
2
2947 6
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIALES
Efecto(s) de Falla (s) Potencial(es)
Sev
01.03/ Body Closures
Accion(es) Recom endada (s)
Responsables y Fechas Objetivo de
Cum plim iento
4
Prueba de Durabilidad general del vehículo-com o arriba
7 2
7
7
Responsables de Diseño Ingeniería de Cuerpo
Prueba de durabilidad general del vehìculo,
T -118 T -109 T -301 7
A. Tate- Ingeniería de Cuerpo 8X 09 30
Añadir Prueba de Corrosión Acelerada de Laboratorio
Aplicación específica de cera protectora , orilla superior para panel interno de puerta es dem asiado baja.
Detec
NPR
TAB
LA 1. A
MEF D
E DISEÑ
O.
4
Especificada form ulación inapropiada de cera
Insuficiente espacio entre paneles para acceso de cabeza
de rociado
Evaluación de dibujo de acceso de cabeza de rociado
Aire atrapado previene que la cera entre a la esquina/acceso a
orilla
Investigación realizada por Diseño con cabeza de rociado sin funcionar5
Pruebas de Laboratorio Quím icas y Físicas-Reporte No. 1265
A. Tate-X6412- Ingeniería de Cuerpo
MUESTRA
Item
Función
Causa (s) /Mecanismo(s) de la
Falla Potencial 9
1
12
11 1410
13 15 17 18
16 16 19 20 21
4
8
3
6
2
5
22
7
AMEF-3: 2001
AMEF DE DISEÑO
17 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
Materiales especificados incorrectos Supuestos de vida del diseño inadecuados Sobreesfuerzos Capacidad de lubricación insuficiente Instrucciones de mantenimiento inadecuadas Algoritmos incorrectos Instrucciones de manto. Inapropiadas Especificación de software inadecuada Especificación de superficie de acabado inapropiada Especificaciones de viaje inadecuadas Materiales de fricción especificados inapropiados Calor excesivo Tolerancia especificada inapropiada Mecanismos de fallas típicas pueden incluir pero no limitarse a: Rendimiento Fatiga Inestabilidad del material Deslizamiento Desgaste Corrosión Oxidación química y, Electromigración 15) Ocurrencia (O) Ocurrencia es la probabilidad de que una causa/mecanismo específico ocurra durante la vida de un Diseño. El número ó rango de probabilidad de ocurrencia tiene un significado relativo mas que específico. El prevenir ó controlar las causa/mecanismos de modos de fallas a través de cambios en el diseño ó proceso de diseño mismo (ej., check list de diseño, revisiones de diseño, guías de diseño) es la única forma de reducción en que el rango de ocurrencia puede ser afectado.(Ver tabla 3). Estimar la probabilidad de ocurrencia de una causa/mecanismo de falla potencial en una escala de 1 a 10. En la determinación de este estimativo debieran considerarse preguntas tales como las siguientes: • ¿Cuál es la experiencia de servicio en la historia/campo con componentes, subsistemas ó
sistemas similares? • ¿Es el componente consistente ó similar con respecto a su nivel de componente, subsitema ó
sistema previo? • ¿Qué tan significativo son los cambios respecto de un nivel de su nivel de componente,
subsistema ó sistema previo? • ¿Es el componente radicalmente diferente de su nivel previo? • ¿Es el componente completamente nuevo? • ¿La aplicación del componente ha cambiado? • ¿Cuáles son los cambios ambientales? • ¿Se ha realizado un análisis de Ingeniería (ej., confiabilidad) para estimar la proporción de
ocurrencias esperadas y comparables para dicha aplicación ¿ • ¿Se han establecido controles preventivos?
AMEF-3: 2001
18 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE DISEÑO) No. AMEF 1234 Sistem a
X Subsistem a Página 1 de 1
Com ponente Preparado por
AÑOS DE MODELO(s)/ Vehículo (s) 199X/Lion 4dr/W agon Fecha Clave 9X 03 01 ER Fecha del AMEF(Inicial) 9X 05 17 (Rev.) 8X 07 14
Miem bros del Equipo Clave T. Fender-Car Product Dev., Childers-Manufactura, J. Ford-Oper. Ensamble (Plantas de Ensamble Dalton, Fraser, Henley)
Acciones Tomadas
Sev
Ocu
Det
NPR
Modo de Falla Potencial
Controles de Diseño Actuales dePrevención
Controles de Diseño Actuales deDetección
Puerta Delantera L.H.H8HX-0000-A
•Entrada y Salida del vehículo.•Protección del ocupante del clim a, ruido e im pactos del lado.
•Sostenim iento de accesorios de puerta,incluyendo espejo, bisagras, cerraduras y reguladores de ventana.
• Apropiadasuperficie para Item s de apariencia
-Pintura y acondicina-m iento suave.
Especificado espesor de cera insuficiente
Vida deteriorada de puerta conduciendo a:
•Apariencia Insatisfactoriadebido a la oxidación depintura en el tiem po.
•Función irregular de accesoriosinteriores de la puerta
Paneles interiores e inferiores de puerta corroidos
Ocurr
7 A. Tate-Ingeniería de Cuerpo 9X 01 15
Com binar con prueba para verificación de cera de orilla superior
En base a resultados de pruebas (prueba No. 1481) especificación de orilla superior se increm enta 125 m m
Resultados de Pruebas (prueba No. 1481) m uestra que espesor especificado es adecuado.DOE m uestra que variación del 25% en espesor especificado, es aceptable
En base a pruebas, 3 agujeros de ventilación adicionales en áreas afectadas.
Evaluación m uestra que el acceso es adecuado 1
28
28
Ninguno
Agregar equipo de evaluación usando equipo de rociado de producciòn y cera especificada
Dirigir Diseño de Experim entos (DOE) con el espesor de cera
Añadir Prueba de Corrosión Acelerada de Laboratorio
1967
7
282
Agregar equipo de evaluación usando diseño auxiliar y cabeza de rociado
Ingeniería de Cuerpo y Operaciones de Ensam ble 8X 11 15
7
4 112 7
Ingeniería de Cuerpo y Operaciones de Ensam ble 8X 09 15
2808 1
1
2
21
7
3
Clas
7
Resultados de las Acciones
2
2
2
2947 6
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIALES
Efecto(s) de Falla (s) Potencial(es)
Sev
01.03/ Body Closures
Accion(es) Recom endada (s)
Responsables y Fechas Objetivo de
Cum plim iento
4
Prueba de Durabilidad general del vehículo-com o arriba
7 2
7
7
Responsables de Diseño Ingeniería de Cuerpo
Prueba de durabilidad general del vehìculo,
T -118 T -109 T -301 7
A. Tate- Ingeniería de Cuerpo 8X 09 30
Añadir Prueba de Corrosión Acelerada de Laboratorio
Aplicación específica de cera protectora , orilla superior para panel interno de puerta es dem asiado baja.
Detec
NPR
TAB
LA 1. A
MEF D
E DISEÑ
O.
4
Especificada form ulación inapropiada de cera
Insuficiente espacio entre paneles para acceso de cabeza
de rociado
Evaluación de dibujo de acceso de cabeza de rociado
Aire atrapado previene que la cera entre a la esquina/acceso a
orilla
Investigación realizada por Diseño con cabeza de rociado sin funcionar5
Pruebas de Laboratorio Quím icas y Físicas-Reporte No. 1265
A. Tate-X6412- Ingeniería de Cuerpo
MUESTRA
Item
Función
Causa (s) /Mecanismo(s) de la
Falla Potencial 9
1
12
11 1410
13 15 17 18
16 16 19 20 21
4
8
3
6
2
5
22
7
AMEF-3: 2001
AMEFs DE DISEÑOS
19 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
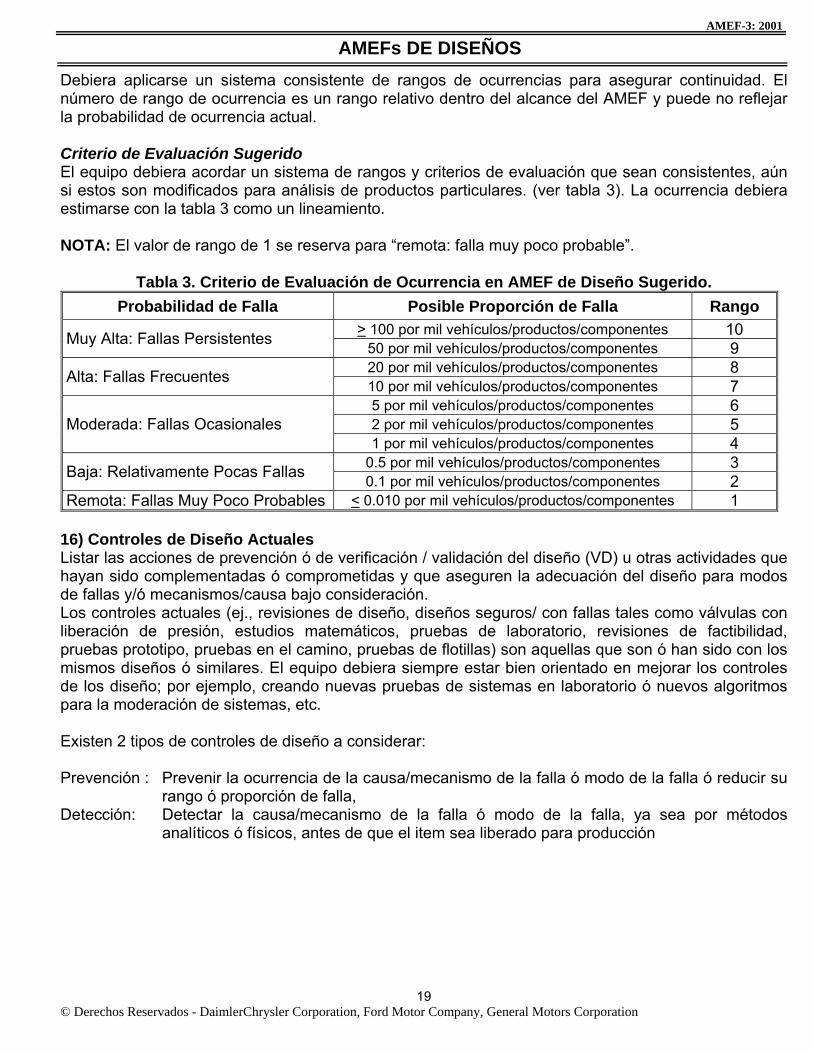
Debiera aplicarse un sistema consistente de rangos de ocurrencias para asegurar continuidad. El número de rango de ocurrencia es un rango relativo dentro del alcance del AMEF y puede no reflejar la probabilidad de ocurrencia actual. Criterio de Evaluación Sugerido El equipo debiera acordar un sistema de rangos y criterios de evaluación que sean consistentes, aún si estos son modificados para análisis de productos particulares. (ver tabla 3). La ocurrencia debiera estimarse con la tabla 3 como un lineamiento. NOTA: El valor de rango de 1 se reserva para “remota: falla muy poco probable”.
Tabla 3. Criterio de Evaluación de Ocurrencia en AMEF de Diseño Sugerido. Probabilidad de Falla Posible Proporción de Falla Rango
> 100 por mil vehículos/productos/componentes 10 Muy Alta: Fallas Persistentes 50 por mil vehículos/productos/componentes 9 20 por mil vehículos/productos/componentes 8 Alta: Fallas Frecuentes 10 por mil vehículos/productos/componentes 7 5 por mil vehículos/productos/componentes 6 2 por mil vehículos/productos/componentes 5 Moderada: Fallas Ocasionales 1 por mil vehículos/productos/componentes 4
0.5 por mil vehículos/productos/componentes 3 Baja: Relativamente Pocas Fallas 0.1 por mil vehículos/productos/componentes 2 Remota: Fallas Muy Poco Probables < 0.010 por mil vehículos/productos/componentes 1
16) Controles de Diseño Actuales Listar las acciones de prevención ó de verificación / validación del diseño (VD) u otras actividades que hayan sido complementadas ó comprometidas y que aseguren la adecuación del diseño para modos de fallas y/ó mecanismos/causa bajo consideración. Los controles actuales (ej., revisiones de diseño, diseños seguros/ con fallas tales como válvulas con liberación de presión, estudios matemáticos, pruebas de laboratorio, revisiones de factibilidad, pruebas prototipo, pruebas en el camino, pruebas de flotillas) son aquellas que son ó han sido con los mismos diseños ó similares. El equipo debiera siempre estar bien orientado en mejorar los controles de los diseño; por ejemplo, creando nuevas pruebas de sistemas en laboratorio ó nuevos algoritmos para la moderación de sistemas, etc. Existen 2 tipos de controles de diseño a considerar: Prevención : Prevenir la ocurrencia de la causa/mecanismo de la falla ó modo de la falla ó reducir su
rango ó proporción de falla, Detección: Detectar la causa/mecanismo de la falla ó modo de la falla, ya sea por métodos
analíticos ó físicos, antes de que el item sea liberado para producción
AMEF-3: 2001
20 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE DISEÑO) No. AMEF 1234 Sistem a
X Subsistem a Página 1 de 1
Com ponente Preparado por
AÑOS DE MODELO(s)/ Vehículo (s) 199X/Lion 4dr/W agon Fecha Clave 9X 03 01 ER Fecha del AMEF(Inicial) 9X 05 17 (Rev.) 8X 07 14
Miem bros del Equipo Clave T. Fender-Car Product Dev., Childers-Manufactura, J. Ford-Oper. Ensamble (Plantas de Ensamble Dalton, Fraser, Henley)
Acciones Tomadas
Sev
Ocu
Det
NPR
Modo de Falla Potencial
Controles de Diseño Actuales dePrevención
Controles de Diseño Actuales deDetección
Puerta Delantera L.H.H8HX-0000-A
•Entrada y Salida del vehículo.•Protección del ocupante del clim a, ruido e im pactos del lado.
•Sostenim iento de accesorios de puerta,incluyendo espejo, bisagras, cerraduras y reguladores de ventana.
• Apropiadasuperficie para Item s de apariencia
-Pintura y acondicina-m iento suave.
Especificado espesor de cera insuficiente
Vida deteriorada de puerta conduciendo a:
•Apariencia Insatisfactoriadebido a la oxidación depintura en el tiem po.
•Función irregular de accesoriosinteriores de la puerta
Paneles interiores e inferiores de puerta corroidos
Ocurr
7 A. Tate-Ingeniería de Cuerpo 9X 01 15
Com binar con prueba para verificación de cera de orilla superior
En base a resultados de pruebas (prueba No. 1481) especificación de orilla superior se increm enta 125 m m
Resultados de Pruebas (prueba No. 1481) m uestra que espesor especificado es adecuado.DOE m uestra que variación del 25% en espesor especificado, es aceptable
En base a pruebas, 3 agujeros de ventilación adicionales en áreas afectadas.
Evaluación m uestra que el acceso es adecuado 1
28
28
Ninguno
Agregar equipo de evaluación usando equipo de rociado de producciòn y cera especificada
Dirigir Diseño de Experim entos (DOE) con el espesor de cera
Añadir Prueba de Corrosión Acelerada de Laboratorio
1967
7
282
Agregar equipo de evaluación usando diseño auxiliar y cabeza de rociado
Ingeniería de Cuerpo y Operaciones de Ensam ble 8X 11 15
7
4 112 7
Ingeniería de Cuerpo y Operaciones de Ensam ble 8X 09 15
2808 1
1
2
21
7
3
Clas
7
Resultados de las Acciones
2
2
2
2947 6
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIALES
Efecto(s) de Falla (s) Potencial(es)
Sev
01.03/ Body Closures
Accion(es) Recom endada (s)
Responsables y Fechas Objetivo de
Cum plim iento
4
Prueba de Durabilidad general del vehículo-com o arriba
7 2
7
7
Responsables de Diseño Ingeniería de Cuerpo
Prueba de durabilidad general del vehìculo,
T -118 T -109 T -301 7
A. Tate- Ingeniería de Cuerpo 8X 09 30
Añadir Prueba de Corrosión Acelerada de Laboratorio
Aplicación específica de cera protectora , orilla superior para panel interno de puerta es dem asiado baja.
Detec
NPR
TAB
LA 1. A
MEF D
E DISEÑ
O.
4
Especificada form ulación inapropiada de cera
Insuficiente espacio entre paneles para acceso de cabeza
de rociado
Evaluación de dibujo de acceso de cabeza de rociado
Aire atrapado previene que la cera entre a la esquina/acceso a
orilla
Investigación realizada por Diseño con cabeza de rociado sin funcionar5
Pruebas de Laboratorio Quím icas y Físicas-Reporte No. 1265
A. Tate-X6412- Ingeniería de Cuerpo
MUESTRA
Item
Función
Causa (s) /Mecanismo(s) de la
Falla Potencial 9
1
12
11 1410
13 15 17 18
16 16 19 20 21
4
8
3
6
2
5
22
7
AMEF-3: 2001
AMEFs DE DISEÑOS
21 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
El enfoque que se prefiere es primero usar controles preventivos, si es posible. Los rangos de ocurrencia iniciales serán afectados por los controles de prevención siempre y cuando estos estén integrados como parte de la intención del diseño mismo. Los rangos iniciales para detección serán basados en los controles de diseño que detecten la causa/mecanismo de la falla ó el modo de la falla misma. El formato de AMEF de Diseño en este manual tiene 2 columnas para controles de diseño (ej., columnas aparte para controles de Prevención y Detección) para ayudar al equipo en distinguir claramente entre estos 2 tipos de controles de Diseño. Esto permite una rápida determinación visual de que ambos tipos de controles de diseño han sido considerados. El uso de este formato con 2 columnas es el enfoque preferido. Nota: En el ejemplo incluido aquí es claro que el equipo no ha identificado ningún control de
prevención. Esto puede ser debido a que no se hayan usado controles de Prevención en diseños mismos ó similares.
Si se usa el formato con una columna (para controles de diseño), debieran usarse entonces los siguientes prefijos. Para controles de Prevención Ubique una P” antes de cada control de prevención listado. Para controles de detección, ubique una “D” antes de cada control de detección listado. Una vez que los controles de diseño han sido identificados, revise todos los controles de Prevención para determinar si los rangos de Ocurrencia necesitan ser revisados. 17) Detección (D) Detección es el rango asociado con el mejor control de detección listado para el control del diseño. La detección es un rango relativo y está dentro del alcance del AMEF particular. A fin de lograr un rango inferior, generalmente tiene que mejorarse el control del diseño planeado (ej., actividades de validación y/ó verificación). Criterios de Evaluación Sugerido El equipo debiera acordar un sistema de rangos y criterios de evaluación que sean consistentes, aún si se modifican para análisis de productos individuales. Es mejor contar con controles de Detección establecidos lo antes posible en el proceso de desarrollo del diseño mismo. NOTA: Después de asignar rangos de Detección el equipo debiera revisar los rangos de Ocurrencia y
asegurar que estos todavía sean apropiados. La detección debiera estimarse con la tabla 4 como un lineamiento. NOTA: el rango ó valor de 1 se reserva para “casi cierto”
AMEF-3: 2001
22 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE DISEÑO) No. AMEF 1234 Sistem a
X Subsistem a Página 1 de 1
Com ponente Preparado por
AÑOS DE MODELO(s)/ Vehículo (s) 199X/Lion 4dr/W agon Fecha Clave 9X 03 01 ER Fecha del AMEF(Inicial) 9X 05 17 (Rev.) 8X 07 14
Miem bros del Equipo Clave T. Fender-Car Product Dev., Childers-Manufactura, J. Ford-Oper. Ensamble (Plantas de Ensamble Dalton, Fraser, Henley)
Acciones Tomadas
Sev
Ocu
Det
NPR
Modo de Falla Potencial
Controles de Diseño Actuales dePrevención
Controles de Diseño Actuales deDetección
Puerta Delantera L.H.H8HX-0000-A
•Entrada y Salida del vehículo.•Protección del ocupante del clim a, ruido e im pactos del lado.
•Sostenim iento de accesorios de puerta,incluyendo espejo, bisagras, cerraduras y reguladores de ventana.
• Apropiadasuperficie para Item s de apariencia
-Pintura y acondicina-m iento suave.
Especificado espesor de cera insuficiente
Vida deteriorada de puerta conduciendo a:
•Apariencia Insatisfactoriadebido a la oxidación depintura en el tiem po.
•Función irregular de accesoriosinteriores de la puerta
Paneles interiores e inferiores de puerta corroidos
Ocurr
7 A. Tate-Ingeniería de Cuerpo 9X 01 15
Com binar con prueba para verificación de cera de orilla superior
En base a resultados de pruebas (prueba No. 1481) especificación de orilla superior se increm enta 125 m m
Resultados de Pruebas (prueba No. 1481) m uestra que espesor especificado es adecuado.DOE m uestra que variación del 25% en espesor especificado, es aceptable
En base a pruebas, 3 agujeros de ventilación adicionales en áreas afectadas.
Evaluación m uestra que el acceso es adecuado 1
28
28
Ninguno
Agregar equipo de evaluación usando equipo de rociado de producciòn y cera especificada
Dirigir Diseño de Experim entos (DOE) con el espesor de cera
Añadir Prueba de Corrosión Acelerada de Laboratorio
1967
7
282
Agregar equipo de evaluación usando diseño auxiliar y cabeza de rociado
Ingeniería de Cuerpo y Operaciones de Ensam ble 8X 11 15
7
4 112 7
Ingeniería de Cuerpo y Operaciones de Ensam ble 8X 09 15
2808 1
1
2
21
7
3
Clas
7
Resultados de las Acciones
2
2
2
2947 6
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIALES
Efecto(s) de Falla (s) Potencial(es)
Sev
01.03/ Body Closures
Accion(es) Recom endada (s)
Responsables y Fechas Objetivo de
Cum plim iento
4
Prueba de Durabilidad general del vehículo-com o arriba
7 2
7
7
Responsables de Diseño Ingeniería de Cuerpo
Prueba de durabilidad general del vehìculo,
T -118 T -109 T -301 7
A. Tate- Ingeniería de Cuerpo 8X 09 30
Añadir Prueba de Corrosión Acelerada de Laboratorio
Aplicación específica de cera protectora , orilla superior para panel interno de puerta es dem asiado baja.
Detec
NPR
TAB
LA 1. A
MEF D
E DISEÑ
O.
4
Especificada form ulación inapropiada de cera
Insuficiente espacio entre paneles para acceso de cabeza
de rociado
Evaluación de dibujo de acceso de cabeza de rociado
Aire atrapado previene que la cera entre a la esquina/acceso a
orilla
Investigación realizada por Diseño con cabeza de rociado sin funcionar5
Pruebas de Laboratorio Quím icas y Físicas-Reporte No. 1265
A. Tate-X6412- Ingeniería de Cuerpo
MUESTRA
Item
Función
Causa (s) /Mecanismo(s) de la
Falla Potencial 9
1
12
11 1410
13 15 17 18
16 16 19 20 21
4
8
3
6
2
5
22
7
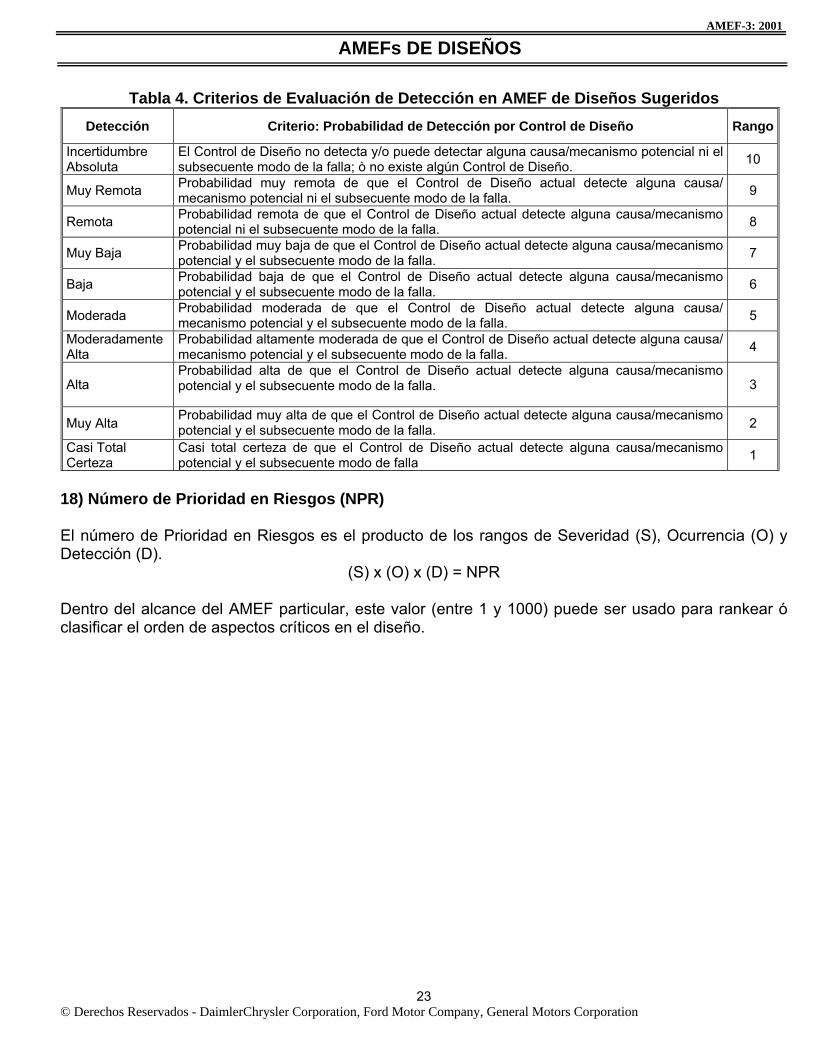
AMEF-3: 2001
AMEFs DE DISEÑOS
23 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
Tabla 4. Criterios de Evaluación de Detección en AMEF de Diseños Sugeridos
Detección Criterio: Probabilidad de Detección por Control de Diseño Rango
Incertidumbre Absoluta
El Control de Diseño no detecta y/o puede detectar alguna causa/mecanismo potencial ni el subsecuente modo de la falla; ò no existe algún Control de Diseño. 10
Muy Remota Probabilidad muy remota de que el Control de Diseño actual detecte alguna causa/ mecanismo potencial ni el subsecuente modo de la falla. 9
Remota Probabilidad remota de que el Control de Diseño actual detecte alguna causa/mecanismo potencial ni el subsecuente modo de la falla. 8
Muy Baja Probabilidad muy baja de que el Control de Diseño actual detecte alguna causa/mecanismo potencial y el subsecuente modo de la falla. 7
Baja Probabilidad baja de que el Control de Diseño actual detecte alguna causa/mecanismo potencial y el subsecuente modo de la falla. 6
Moderada Probabilidad moderada de que el Control de Diseño actual detecte alguna causa/ mecanismo potencial y el subsecuente modo de la falla. 5
Moderadamente Alta
Probabilidad altamente moderada de que el Control de Diseño actual detecte alguna causa/ mecanismo potencial y el subsecuente modo de la falla. 4
Alta Probabilidad alta de que el Control de Diseño actual detecte alguna causa/mecanismo potencial y el subsecuente modo de la falla. 3
Muy Alta Probabilidad muy alta de que el Control de Diseño actual detecte alguna causa/mecanismo potencial y el subsecuente modo de la falla. 2
Casi Total Certeza
Casi total certeza de que el Control de Diseño actual detecte alguna causa/mecanismo potencial y el subsecuente modo de falla 1
18) Número de Prioridad en Riesgos (NPR) El número de Prioridad en Riesgos es el producto de los rangos de Severidad (S), Ocurrencia (O) y Detección (D).
(S) x (O) x (D) = NPR Dentro del alcance del AMEF particular, este valor (entre 1 y 1000) puede ser usado para rankear ó clasificar el orden de aspectos críticos en el diseño.
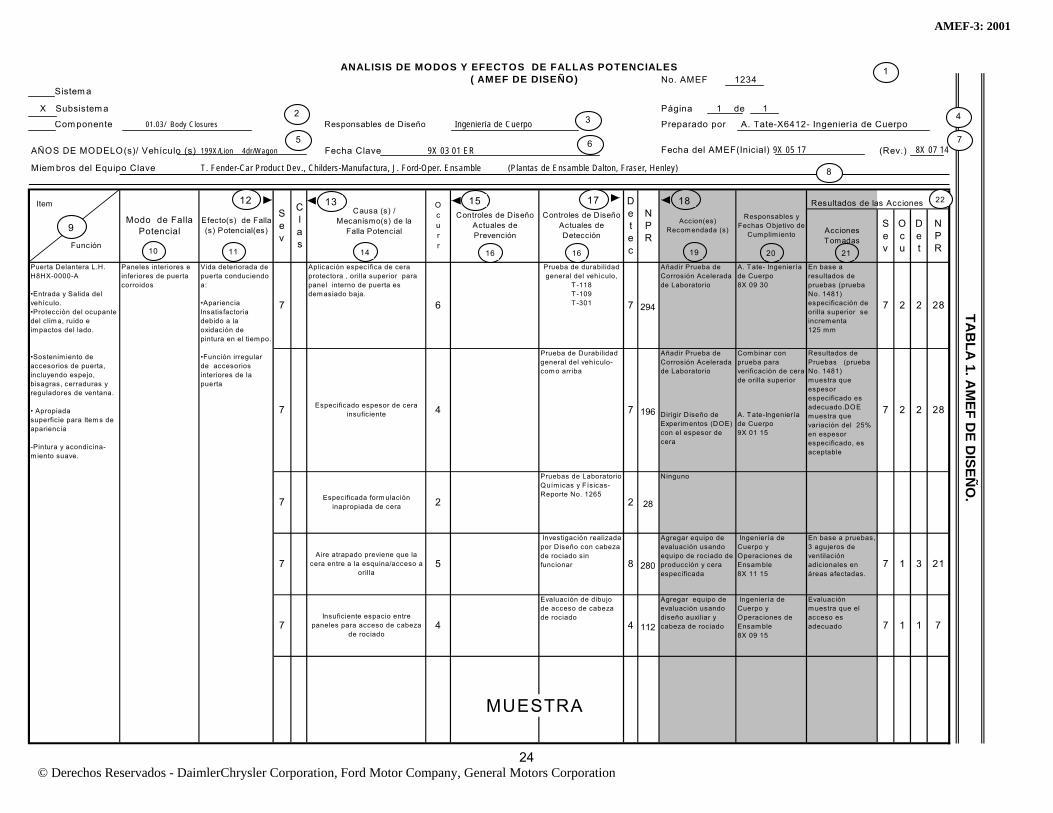
AMEF-3: 2001
24 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE DISEÑO) No. AMEF 1234 Sistem a
X Subsistem a Página 1 de 1
Com ponente Preparado por
AÑOS DE MODELO(s)/ Vehículo (s) 199X/Lion 4dr/W agon Fecha Clave 9X 03 01 ER Fecha del AMEF(Inicial) 9X 05 17 (Rev.) 8X 07 14
Miem bros del Equipo Clave T. Fender-Car Product Dev., Childers-Manufactura, J. Ford-Oper. Ensamble (Plantas de Ensamble Dalton, Fraser, Henley)
Resultados de las Acciones
Acciones Tomadas
Sev
Ocu
Det
NPR
Modo de Falla Potencial
Controles de Diseño Actuales dePrevención
Controles de Diseño Actuales deDetección
Puerta Delantera L.H.H8HX-0000-A
•Entrada y Salida del vehículo.•Protección del ocupante del clim a, ruido e im pactos del lado.
•Sostenim iento de accesorios de puerta,incluyendo espejo, bisagras, cerraduras y reguladores de ventana.
• Apropiadasuperficie para Item s de apariencia
-Pintura y acondicina-m iento suave.
Especificado espesor de cera insuficiente
Vida deteriorada de puerta conduciendo a:
•Apariencia Insatisfactoriadebido a la oxidación depintura en el tiem po.
•Función irregular de accesoriosinteriores de la puerta
Paneles interiores e inferiores de puerta corroidos
Ocurr
7
En base a resultados de pruebas (prueba No. 1481) especificación de orilla superior se increm enta 125 m m
Resultados de Pruebas (prueba No. 1481) m uestra que espesor especificado es adecuado.DOE m uestra que variación del 25% en espesor especificado, es aceptable
En base a pruebas, 3 agujeros de ventilación adicionales en áreas afectadas.
Evaluación m uestra que el acceso es adecuado 1
28
28
Agregar equipo de evaluación usando diseño auxiliar y cabeza de rociado
Ingeniería de Cuerpo y Operaciones de Ensam ble 8X 11 15
7
4 112 7
Ingeniería de Cuerpo y Operaciones de Ensam ble 8X 09 15
2808
Agregar equipo de evaluación usando equipo de rociado de producciòn y cera especificada
1
1
2
21
7
3
2
2
294
196
28
Ninguno
Dirigir Diseño de Experim entos (DOE) con el espesor de cera
Añadir Prueba de Corrosión Acelerada de Laboratorio
A. Tate-Ingeniería de Cuerpo 9X 01 15
Clas
7 27
7
2
Com binar con prueba para verificación de cera de orilla superior
7 6
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIALES
Efecto(s) de Falla (s) Potencial(es)
Sev
01.03/ Body Closures
Accion(es) Recom endada (s)
Responsables y Fechas Objetivo de
Cum plim iento
4
Prueba de Durabilidad general del vehículo-com o arriba
7 2
7
7
Responsables de Diseño Ingeniería de Cuerpo
Prueba de durabilidad general del vehìculo,
T -118 T -109 T -301 7
A. Tate- Ingeniería de Cuerpo 8X 09 30
Añadir Prueba de Corrosión Acelerada de Laboratorio
Aplicación específica de cera protectora , orilla superior para panel interno de puerta es dem asiado baja.
Detec
NPR
TAB
LA 1. A
MEF D
E DISEÑ
O.
4
Especificada form ulación inapropiada de cera
Insuficiente espacio entre paneles para acceso de cabeza
de rociado
Evaluación de dibujo de acceso de cabeza de rociado
Aire atrapado previene que la cera entre a la esquina/acceso a
orilla
Investigación realizada por Diseño con cabeza de rociado sin funcionar5
Pruebas de Laboratorio Quím icas y Físicas-Reporte No. 1265
A. Tate-X6412- Ingeniería de Cuerpo
MUESTRA
Item
Función
Causa (s) /Mecanismo(s) de la
Falla Potencial 9
1
12
11 1410
13 15 17 18
16 16 19 20 21
4
8
3
6
2
5
22
7
AMEF-3: 2001
AMEFs DE DISEÑOS
25 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
19) Acciones Recomendadas Debieran dirigirse evaluaciones de Ingeniería para acciones correctivas/preventivas en aquellos items de alta severidad, alto NPR ó cualquier otro item designado por el equipo. La intención de cualquier acción recomendada es reducir los rangos en el siguiente orden: Severidad, Ocurrencia y Detección. En la práctica general, cuando la Severidad es de 9 ó 10 debe darse especial atención en asegurar que el riesgo es abordado a través de controles de diseño ó acciones correctivas/preventivas existentes, independientemente del NPR. En todos los casos donde el efecto de un modo de falla potencial identificado pudiera poner en peligro al usuario final, debieran considerarse acciones correctivas/preventivas para evitar el modo de la falla, eliminando, mitigando, ó controlando las causas. Después de que se haya dado especial atención a los rangos de 9 a10, el equipo abordará entonces otros modos de Falla en la intención de reducir severidad, luego Ocurrencia, y luego Detección. Debieran considerarse acciones tales como las siguientes, pero no limitarse a estas: • Revisión de tolerancias y/ó geometría del diseño, • Revisión de especificaciones de materiales, • Diseños de experimentos (particularmente cuando causas interactivas ó múltiples estén presentes)
u otras técnicas de solución de problemas, y, • Revisión de planes de pruebas El objetivo primario de las acciones recomendadas es reducir los riesgos e incrementar la satisfacción de los clientes mejorando los diseños mismos. Solo una revisión de diseño puede traer como consecuencia una reducción en el rango de Severidad. Una reducción en el rango de Ocurrencia puede lograrse solo con el retiro o control de una ó más de las causas/mecanismos del modo de la falla a través de revisiones de diseño. Solo un incremento en acciones de verificación/validación de diseños resultará en una reducción del rango de Detección. Incrementando las acciones de verificación/validación de diseños es menos deseable que las acciones de ingeniería, ya que estas no abordan la severidad u ocurrencia de el modo de la falla. Si alguna evaluación de Ingeniería conduce a la no existencia de acciones recomendadas, para una combinación específica de un modo de falla/causa/control indicar esto registrando “ninguna” en esta columna. 20) Responsables para la Acciones Recomendadas Registrar a los individuos responsables de las acciones recomendadas y las fechas meta de terminación.
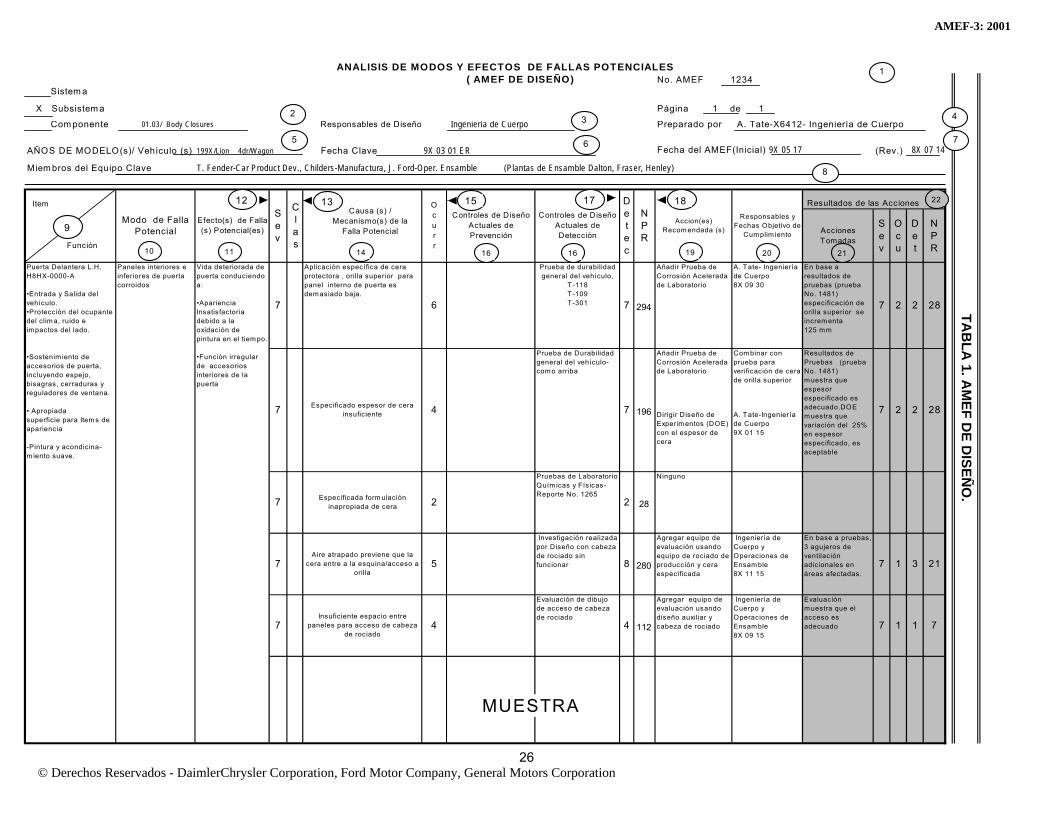
AMEF-3: 2001
26 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE DISEÑO) No. AMEF 1234 Sistem a
X Subsistem a Página 1 de 1
Com ponente Preparado por
AÑOS DE MODELO(s)/ Vehículo (s) 199X/Lion 4dr/W agon Fecha Clave 9X 03 01 ER Fecha del AMEF(Inicial) 9X 05 17 (Rev.) 8X 07 14
Miem bros del Equipo Clave T. Fender-Car Product Dev., Childers-Manufactura, J. Ford-Oper. Ensamble (Plantas de Ensamble Dalton, Fraser, Henley)
Resultados de las Acciones
Acciones Tomadas
Sev
Ocu
Det
NPR
Modo de Falla Potencial
Controles de Diseño Actuales dePrevención
Controles de Diseño Actuales deDetección
Puerta Delantera L.H.H8HX-0000-A
•Entrada y Salida del vehículo.•Protección del ocupante del clim a, ruido e im pactos del lado.
•Sostenim iento de accesorios de puerta,incluyendo espejo, bisagras, cerraduras y reguladores de ventana.
• Apropiadasuperficie para Item s de apariencia
-Pintura y acondicina-m iento suave.
Especificado espesor de cera insuficiente
Vida deteriorada de puerta conduciendo a:
•Apariencia Insatisfactoriadebido a la oxidación depintura en el tiem po.
•Función irregular de accesoriosinteriores de la puerta
Paneles interiores e inferiores de puerta corroidos
Ocurr
7
En base a resultados de pruebas (prueba No. 1481) especificación de orilla superior se increm enta 125 m m
Resultados de Pruebas (prueba No. 1481) m uestra que espesor especificado es adecuado.DOE m uestra que variación del 25% en espesor especificado, es aceptable
En base a pruebas, 3 agujeros de ventilación adicionales en áreas afectadas.
Evaluación m uestra que el acceso es adecuado 1
28
28
Agregar equipo de evaluación usando diseño auxiliar y cabeza de rociado
Ingeniería de Cuerpo y Operaciones de Ensam ble 8X 11 15
7
4 112 7
Ingeniería de Cuerpo y Operaciones de Ensam ble 8X 09 15
2808
Agregar equipo de evaluación usando equipo de rociado de producciòn y cera especificada
1
1
2
21
7
3
2
2
294
196
28
Ninguno
Dirigir Diseño de Experim entos (DOE) con el espesor de cera
Añadir Prueba de Corrosión Acelerada de Laboratorio
A. Tate-Ingeniería de Cuerpo 9X 01 15
Clas
7 27
7
2
Com binar con prueba para verificación de cera de orilla superior
7 6
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIALES
Efecto(s) de Falla (s) Potencial(es)
Sev
01.03/ Body Closures
Accion(es) Recom endada (s)
Responsables y Fechas Objetivo de
Cum plim iento
4
Prueba de Durabilidad general del vehículo-com o arriba
7 2
7
7
Responsables de Diseño Ingeniería de Cuerpo
Prueba de durabilidad general del vehìculo,
T -118 T -109 T -301 7
A. Tate- Ingeniería de Cuerpo 8X 09 30
Añadir Prueba de Corrosión Acelerada de Laboratorio
Aplicación específica de cera protectora , orilla superior para panel interno de puerta es dem asiado baja.
Detec
NPR
TAB
LA 1. A
MEF D
E DISEÑ
O.
4
Especificada form ulación inapropiada de cera
Insuficiente espacio entre paneles para acceso de cabeza
de rociado
Evaluación de dibujo de acceso de cabeza de rociado
Aire atrapado previene que la cera entre a la esquina/acceso a
orilla
Investigación realizada por Diseño con cabeza de rociado sin funcionar5
Pruebas de Laboratorio Quím icas y Físicas-Reporte No. 1265
A. Tate-X6412- Ingeniería de Cuerpo
MUESTRA
Item
Función
Causa (s) /Mecanismo(s) de la
Falla Potencial 9
1
12
11 1410
13 15 17 18
16 16 19 20 21
4
8
3
6
2
5
22
7
AMEF-3: 2001
AMEFs DE DISEÑOS
27 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
21) Acciones Tomadas Después de que las acciones se hayan implementado, registrar una breve descripción de las acciones actuales y las fechas efectivas. 22) Resultados de Acciones Después de que se hayan identificado las acciones correctivas/preventivas, estimar y registrar los rangos de Severidad, Ocurrencia y Detección. Calcular y registrar el NPR resultante. Si no se toman acciones, dejar en blanco las columnas de rangos relacionadas. Todos los rangos revisados debieran revisarse y si se consideran acciones necesarias y adicionales, repetir el análisis. El enfoque debiera ser siempre en el mejoramiento continuo. Acciones de Seguimiento Los ingenieros responsables de los Procesos son responsables también de asegurar que todas las acciones recomendadas se hallan implementado ó abordado adecuadamente. El AMEF es un documento vivo y debiera siempre reflejar el nivel de diseño mas reciente y actual, así como las acciones relevantes más actuales, incluyendo aquellas que ocurrieron después del arranque de producción. Los ingenieros responsables del proceso cuentan con varios medios para asegurar que los aspectos clave son identificados y las acciones recomendadas son implementadas. Esto incluye, pero no se limita a lo siguiente: • Asegurando que los requerimientos del diseño se logran, • Revisando dibujos de Ingeniería y especificaciones, • Confirmando la incorporación de los cambios en la documentación de manufactura/ensamble, y, • Revisando el AMEF de Procesos y los Planes de Control.
AMEF-3: 2001
AMEFs DE PROCESOS
28 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
ANÁLISIS DE MODOS Y EFECTOS DE FALLAS POTENCIALES EN PROCESOS DE MANUFACTURA Y ENSAMBLE.
(AMEFs DE PROCESOS)
AMEF-3: 2001
AMEFs DE PROCESOS
29 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
INTRODUCCION Un AMEF potencial de Procesos es una técnica analítica usada por ingenieros/equipos responsables de manufactura/ensamble, como un medio para asegurar que, y en un alcance posible los modos de fallas potenciales y sus causas/mecanismos asociados, hayan sido considerados y abordados. En su forma más rigurosa, un AMEF es el resumen de ideas de un equipo (incluyendo el análisis de items que pudieran fallar en base a experiencia) conforme el proceso en cuestión se desarrolle. Este enfoque sistemático es paralelo y formaliza la disciplina mental que un ingeniero normalmente realiza en cualquier proceso de planeación de manufactura. Los AMEFs potenciales de Procesos: • Identifican las funciones y requerimientos de los procesos, • Identifican los modos de fallas potenciales relacionadas con los productos y procesos, • Evalúan los efectos de fallas potenciales sobre el cliente, • Identifican las causas potenciales de los procesos de manufactura ó ensamble y las variables de
los procesos en las cuales se orienten controles para la reducir la Ocurrencia ó detectar condiciones de falla,
• Identifican variables de procesos en las cuales se orienten controles de procesos, • Desarrollan una lista clasificada ó rankeada de modos de fallas potenciales estableciendo un
sistema de prioridades para consideraciones de acciones correctivas/preventivas, y, • Documentan los resultados de proceso de manufuctura/ensamble Definición del Cliente. La definición del “cliente” para un AMEF de Procesos debiera ser normalmente el “usuario final”. Sin embargo, el cliente puede también ser una operación de manufactura/ensamble subsecuente ó posterior, una operación de servicio ó regulaciones gubernamentales. Esfuerzos de Equipo. Durante el desarrollo inicial un AMEF de Procesos se espera que el ingeniero responsable involucre en forma directa y activa a los representantes de todas las áreas afectadas. Estas áreas debieran incluir pero no limitarse a: Diseño, Ensamble, Manufactura, Materiales, Calidad, Servicio y Proveedores, así como el área responsable del ensamble siguiente. Los AMEFs de Procesos debieran ser un catalizador para estimular el intercambio de ideas entre las áreas afectadas y promover por tanto un enfoque de equipo. A menos que el ingeniero responsable este experimentado en AMEFs y facilitación de equipos, es útil contar con un facilitador experimentado en AMEFs, que ayude al equipo en sus actividades. El AMEF de Procesos es un documento vivo y debieran ser iniciado: • Antes ó en la etapa de Factibilidad, • Previo al herramental para Producción y, • Tomar en cuenta todas la operaciones en manufactura desde los componentes individuales hasta
los ensambles.
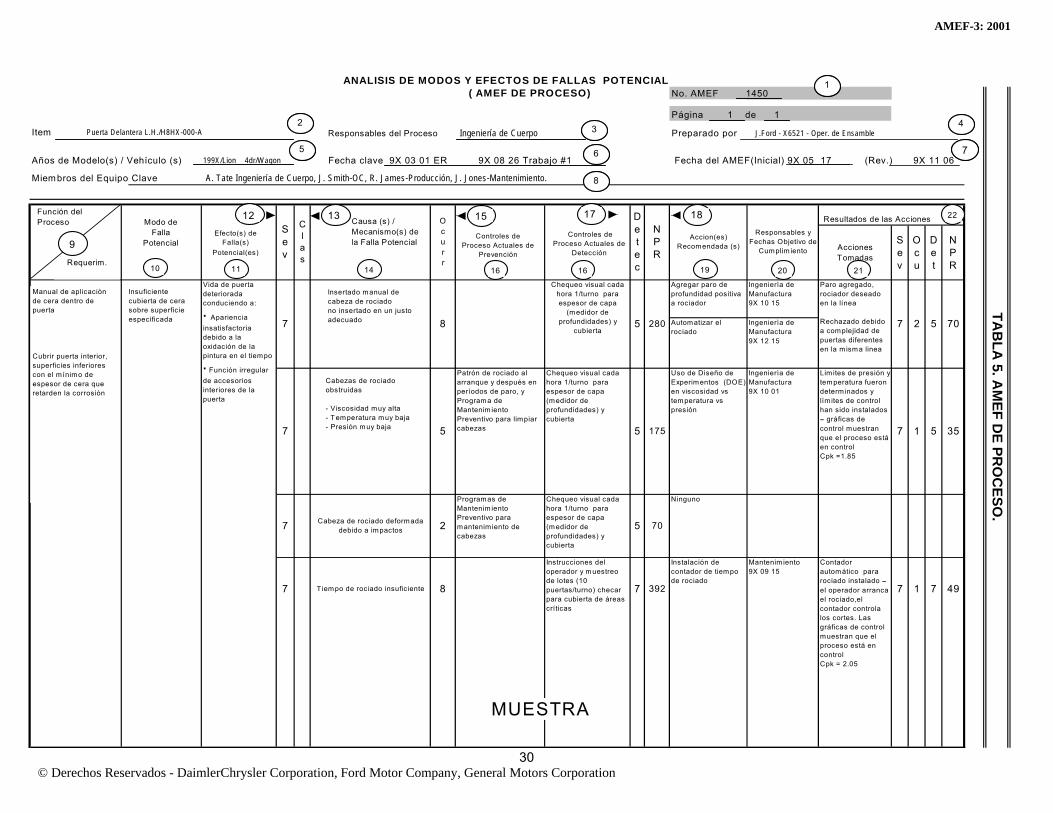
AMEF-3: 2001
30 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE PROCESO) No. AMEF 1450
Página 1 de 1
Item Puerta Delantera L.H./H8HX-000-A Preparado por J.Ford - X6521 - Oper. de Ensamble
Años de Modelo(s) / Vehículo (s) 199X/Lion 4dr/Wagon Fecha clave 9X 03 01 ER Fecha del AMEF(Inicial) 9X 05 17 (Rev.) 9X 11 06
Miembros del Equipo Clave A. Tate Ingeniería de Cuerpo, J. Smith-OC, R. James-Producción, J. Jones-Mantenimiento.
Acciones Tomadas
Sev
Ocu
Det
NPR
Paro agregado, rociador deseado en la línea
Rechazado debido a complejidad de puertas diferentes en la m isma linea
Lim ites de presión y temperatura fueron determ inados y lím ites de control han sido instalados – gráficas de control muestran que el proceso está en controlCpk =1.85
5
5
Ninguno
175
5
TAB
LA 5. A
MEF D
E PRO
CESO
.
9X 08 26 Trabajo #1
Automatizar el rociado
Ingenierìa de Manufactura9X 10 15
Ingenierìa de Manufactura9X 12 15
280
Ingenierìa de Manufactura9X 10 01
Uso de Diseño de Experimentos (DOE) en viscosidad vs temperatura vs presión
70
Mantenim iento9X 09 15
7392
Instalación de contador de tiempo de rociado
Contador automático para rociado instalado – el operador arranca el rociado,el contador controla los cortes. Las gráficas de control muestran que el proceso está en control Cpk = 2.05
7
70
35
49
5
5
7
7
7
2
1
1
Resultados de las Acciones
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIAL
Sev
Accion(es) Recomendada (s)
Responsables y Fechas Objetivo de
Cumplim iento
Detec
NPR
Clas
Ocurr
7 8
7
7
7
Instrucciones del operador y muestreo de lotes (10 puertas/turno) checar para cubierta de áreas críticas
2
Responsables del Proceso Ingeniería de Cuerpo
Chequeo visual cada hora 1/turno para espesor de capa
(medidor de profundidades) y
cubierta
Chequeo visual cada hora 1/turno para espesor de capa (medidor de profundidades) y cubierta
5
Patrón de rociado al arranque y después en períodos de paro, y Programa de Mantenim iento Preventivo para limpiar cabezas
Vida de puerta deteriorada conduciendo a:
· Apariencia insatisfactoria debido a la oxidación de la pintura en el tiempo
· Función irregular de accesorios interiores de la puerta
Agregar paro de profundidad positiva a rociador
Cabeza de rociado deformada debido a impactos
Tiempo de rociado insuficiente
Chequeo visual cada hora 1/turno para espesor de capa (medidor de profundidades) y cubierta
8
Programas de Mantenim iento Preventivo para mantenim iento de cabezas
Requerim.
MUESTRA
Modo de Falla
Potencial Efecto(s) de
Falla(s) Potencial(es)
Causa (s) /Mecanismo(s) de la Falla Potencial
Controles de Proceso Actuales de
Prevención 9
1
7 7
Manual de aplicaciòn de cera dentro de puerta
Cubrir puerta interior, superficies inferiores con el m ínimo de espesor de cera que retarden la corrosiòn
Insuficiente cubierta de cera sobre superficie especificada
12
Controles de Proceso Actuales de
Detección
11 1410
13 15 17 18
16 16 19 20 21
4
8
3
6
2
5
Insertado manual de cabeza de rociadono insertado en un justo adecuado
Cabezas de rociado obstruidas
- Viscosidad muy alta- Temperatura muy baja- Presión muy baja
Función del Proceso
22
1
7 7
4
8
3
6
2
5
AMEF-3: 2001
AMEFs DE PROCESOS
31 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
Se promueve el revisar y analizar previamente procesos nuevos y revisados, para anticiparse, resolver ó monitorear aspectos clave y potenciales del proceso durante las etapas de la planeación de la manufactura en el programa de un nuevo modelo ó componente. El AMEF de Procesos asume que el producto como es diseñado cumplirá con la intención del diseño. Los modos de fallas potenciales que pudieran ocurrir por debilidades en el diseño pueden incluirse en un AMEF de Procesos. Sus efectos y formas de evitarlos son cubiertos por AMEFs de Diseño. Los AMEFs de Procesos no confían en que los cambios en el diseño de un producto resolverán debilidades del proceso. Sin embargo, si toman en consideración las características de diseño del producto relacionadas con el proceso planeado de manufactura ó ensamble para asegurar que, y en un alcance posible el producto resultante cumple con las necesidades y expectativas del cliente. DESARROLLO DE AMEFs DE PROCESOS El ingeniero responsable de los AMEFs de Procesos tiene a su disposición un cierto numero de documentos que serán útiles en la preparación de un AMEF de Procesos. El AMEF se inicia desarrollando una lista de lo que se espera y no que el proceso haga, ej., intención del Proceso. Los AMEFs de Procesos debieran iniciar con un diagrama de flujo del proceso general. Este diagrama de flujo debiera identificar las características del producto/procesos asociadas con cada operación. Si está disponible, debiera incluirse la identificación de algunos efectos del producto a partir de su AMEF de Diseño correspondiente. Copias del diagrama de flujo usado en la preparación de un AMEF debieran acompañar al AMEF mismo. A fin de facilitar la documentación del análisis de fallas potenciales y sus consecuencias, se ha desarrollado un formato para AMEF de Procesos y se encuentra en el apéndice G. 1) Número de AMEF Registrar el número de documento del AMEF que puede usarse para rastreo. Nota: Como un ejemplo de los items 1-22 ver tabla 5. 2) Item Registrar el número y nombre del sistema, subsistema ó componente para el cual el proceso es analizado. 3) Responsables del Proceso. Registrar al Fabricante de Equipo Original, departamento ó grupo. Incluir también el nombre del proveedor si se conoce.
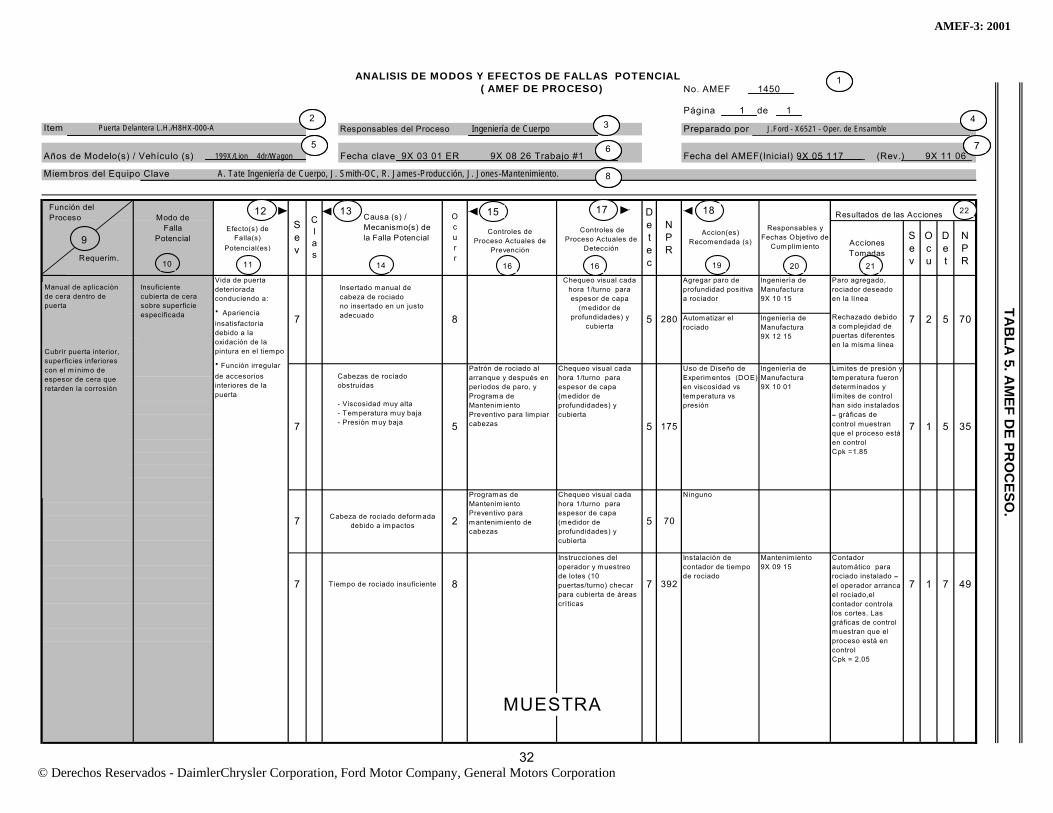
AMEF-3: 2001
32 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE PROCESO) No. AMEF 1450
Página 1 de 1
Item Puerta Delantera L.H./H8HX-000-A Preparado por J.Ford - X6521 - Oper. de Ensamble
Años de Modelo(s) / Vehículo (s) 199X/Lion 4dr/Wagon Fecha clave 9X 03 01 ER Fecha del AMEF(Inicial) 9X 05 117 (Rev.) 9X 11 06
Miembros del Equipo Clave A. Tate Ingeniería de Cuerpo, J. Smith-OC, R. James-Producción, J. Jones-Mantenimiento.
Acciones Tomadas
Sev
Ocu
Det
NPR
Vida de puerta deteriorada conduciendo a:
· Apariencia insatisfactoria debido a la oxidación de la pintura en el tiempo
· Función irregular de accesorios interiores de la puerta
Agregar paro de profundidad positiva a rociador
Cabeza de rociado deformada debido a impactos
Tiempo de rociado insuficiente
Chequeo visual cada hora 1/turno para espesor de capa (medidor de profundidades) y cubierta
8
Programas de Mantenim iento Preventivo para mantenim iento de cabezas
Instrucciones del operador y muestreo de lotes (10 puertas/turno) checar para cubierta de áreas críticas
2
Responsables del Proceso Ingeniería de Cuerpo
Chequeo visual cada hora 1/turno para espesor de capa
(medidor de profundidades) y
cubierta
Chequeo visual cada hora 1/turno para espesor de capa (medidor de profundidades) y cubierta
5
Patrón de rociado al arranque y después en períodos de paro, y Programa de Mantenim iento Preventivo para limpiar cabezas7
7
7
Clas
Ocurr
7 8
Resultados de las Acciones
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIAL
Sev
Accion(es) Recomendada (s)
Responsables y Fechas Objetivo de
Cumplim iento
Detec
NPR
7
7
2
1
1
70
35
49
5
5
7
Mantenim iento9X 09 15
7392
Instalación de contador de tiempo de rociado
Contador automático para rociado instalado – el operador arranca el rociado,el contador controla los cortes. Las gráficas de control muestran que el proceso está en control Cpk = 2.05
7
TAB
LA 5. A
MEF D
E PRO
CESO
.
9X 08 26 Trabajo #1
Automatizar el rociado
Ingenierìa de Manufactura9X 10 15
Ingenierìa de Manufactura9X 12 15
280
Ingenierìa de Manufactura9X 10 01
Uso de Diseño de Experimentos (DOE) en viscosidad vs temperatura vs presión
70
Paro agregado, rociador deseado en la línea
Rechazado debido a complejidad de puertas diferentes en la m isma linea
Lim ites de presión y temperatura fueron determ inados y lím ites de control han sido instalados – gráficas de control muestran que el proceso está en controlCpk =1.85
5
5
Ninguno
175
5
Requerim.
MUESTRA
Modo de Falla
Potencial Efecto(s) de
Falla(s) Potencial(es)
Causa (s) /Mecanismo(s) de la Falla Potencial
Controles de Proceso Actuales de
Prevención 9
1
7 7
Manual de aplicaciòn de cera dentro de puerta
Cubrir puerta interior, superficies inferiores con el m ínimo de espesor de cera que retarden la corrosiòn
Insuficiente cubierta de cera sobre superficie especificada
12
Controles de Proceso Actuales de
Detección
11 1410
13 15 17 18
16 16 19 20 21
4
8
3
6
2
5
Insertado manual de cabeza de rociadono insertado en un justo adecuado
Cabezas de rociado obstruidas
- Viscosidad muy alta- Temperatura muy baja- Presión muy baja
Función del Proceso
22
1
7 7
4
8
3
6
2
5
AMEF-3: 2001
AMEFs DE PROCESOS
33 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
4) Preparado por Registrar el nombre, número telefónico y empresa del Ingeniero responsable en la preparación el AMEF. 5) Año(s)/Programa(s) del Modelo Registrar los años/programas del modelo esperado que usarán y/ó serán afectados por el diseño/proceso a ser analizado (si se conoce). 6) Fecha Clave Registrar la fecha inicial de solicitud del AMEF, la cual no debiera exceder la fecha programada para el arranque de la producción. Nota: En el caso de un proveedor la fecha inicial de solicitud de un AMEF no debiera exceder la fecha
de emisión de un PPAP (Proceso de Aprobación de Partes para Producción) requerido por el cliente.
7) Fecha del AMEF Registrar la fecha en que el AMEF original fue integrado y la fecha de la revisión más actual. 8) Equipo Clave Listar los nombres de los individuos y departamentos responsables que tengan la autoridad de identificar y/ó ejecutar tareas.(se recomienda incluir en una lista de distribución con el nombre, departamento, teléfono, dirección, etc.,de cada uno de los miembros del equipo). 9) Funciones/Requerimientos del Proceso Registre una descripción simple del proceso u operación a ser analizado (ej., torneado, taladrado, perforado, soldado, ensamble). Adicionalmente se recomienda registrar el número del proceso/operación analizado para el paso a ser analizado. El equipo debiera revisar desempeños, materiales, procesos, y normas y estándares ambientales y de seguridad. Indicar de la forma más concisa posible el propósito del proceso u operación a ser analizado, incluyendo información acerca del diseño (dimensiones/aspectos medibles) del sistema, subsistema ó componente. Cuando el proceso involucre gran cantidad de operaciones (ej., ensamble) con diferentes modos de fallas potenciales, puede ser deseable listar las operaciones como elementos por separado. 10) Modo de Falla Potencial El modo de falla potencial es definido como la forma en la cual el proceso pudiera fallar potencialmente en cumplir con los requerimientos del proceso y/ó la intención del diseño, como se describa en la columna de función/requerimientos del proceso. Es una descripción de una no conformidad para dicha operación específica. Puede ser una causa asociada con un modo de falla potencial de una operación posterior ó subsecuente ó un efecto asociado con una falla potencial de una operación anterior ó previa. Sin embargo en la preparación de AMEFs se asume que las partes/materiales de recibo son correctas. Puede haber excepciones por equipos de AMEFs cuando datos históricos indiquen deficiencias en la calidad de las partes de recibo.
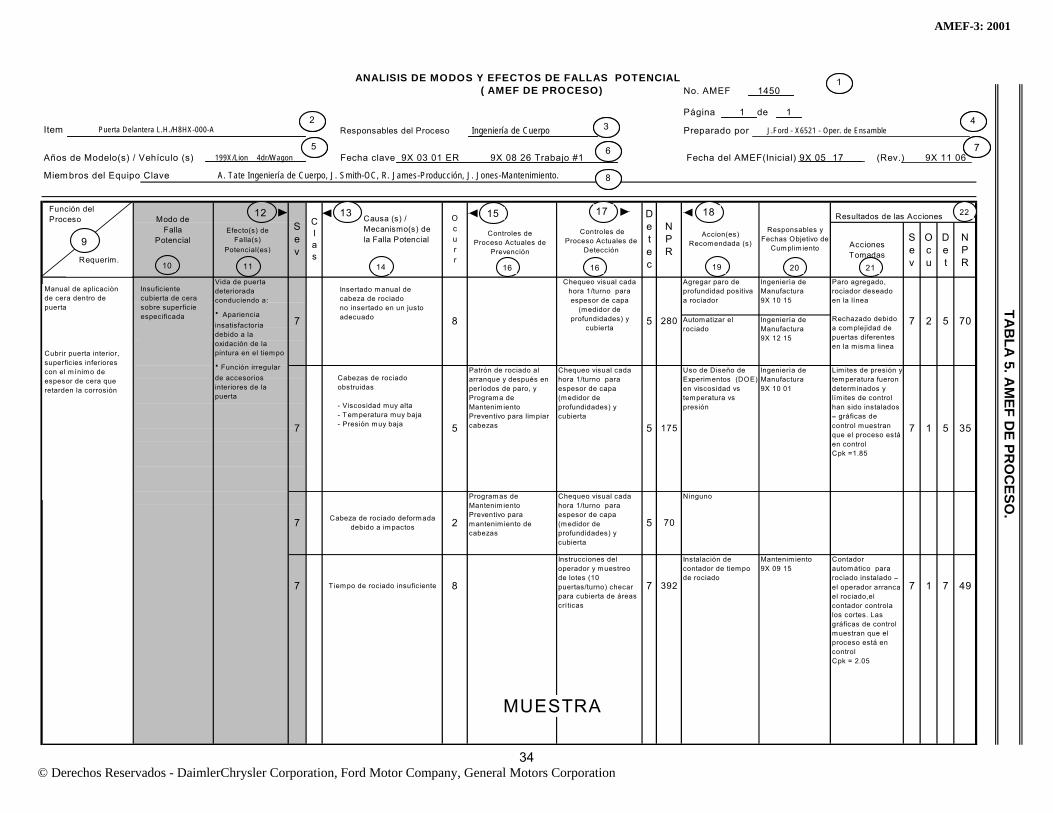
AMEF-3: 2001
34 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE PROCESO) No. AMEF 1450
Página 1 de 1
Item Puerta Delantera L.H./H8HX-000-A Preparado por J.Ford - X6521 - Oper. de Ensamble
Años de Modelo(s) / Vehículo (s) 199X/Lion 4dr/Wagon Fecha clave 9X 03 01 ER Fecha del AMEF(Inicial) 9X 05 17 (Rev.) 9X 11 06
Miembros del Equipo Clave A. Tate Ingeniería de Cuerpo, J. Smith-OC, R. James-Producción, J. Jones-Mantenimiento.
Acciones Tomadas
Sev
Ocu
Det
NPR
Paro agregado, rociador deseado en la línea
Rechazado debido a complejidad de puertas diferentes en la m isma linea
Lim ites de presión y temperatura fueron determ inados y lím ites de control han sido instalados – gráficas de control muestran que el proceso está en controlCpk =1.85
5
5
Ninguno
175
5
TAB
LA 5. A
MEF D
E PRO
CESO
.
9X 08 26 Trabajo #1
Automatizar el rociado
Ingenierìa de Manufactura9X 10 15
Ingenierìa de Manufactura9X 12 15
280
Ingenierìa de Manufactura9X 10 01
Uso de Diseño de Experimentos (DOE) en viscosidad vs temperatura vs presión
70
Mantenim iento9X 09 15
7392
Instalación de contador de tiempo de rociado
Contador automático para rociado instalado – el operador arranca el rociado,el contador controla los cortes. Las gráficas de control muestran que el proceso está en control Cpk = 2.05
7
70
35
49
5
5
7
7
7
2
1
1
Resultados de las Acciones
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIAL
Sev
Accion(es) Recomendada (s)
Responsables y Fechas Objetivo de
Cumplim iento
Detec
NPR
Clas
Ocurr
7 8
7
7
7
Instrucciones del operador y muestreo de lotes (10 puertas/turno) checar para cubierta de áreas críticas
2
Responsables del Proceso Ingeniería de Cuerpo
Chequeo visual cada hora 1/turno para espesor de capa
(medidor de profundidades) y
cubierta
Chequeo visual cada hora 1/turno para espesor de capa (medidor de profundidades) y cubierta
5
Patrón de rociado al arranque y después en períodos de paro, y Programa de Mantenim iento Preventivo para limpiar cabezas
Vida de puerta deteriorada conduciendo a:
· Apariencia insatisfactoria debido a la oxidación de la pintura en el tiempo
· Función irregular de accesorios interiores de la puerta
Agregar paro de profundidad positiva a rociador
Cabeza de rociado deformada debido a impactos
Tiempo de rociado insuficiente
Chequeo visual cada hora 1/turno para espesor de capa (medidor de profundidades) y cubierta
8
Programas de Mantenim iento Preventivo para mantenim iento de cabezas
Requerim.
MUESTRA
Modo de Falla
Potencial Efecto(s) de
Falla(s) Potencial(es)
Causa (s) /Mecanismo(s) de la Falla Potencial
Controles de Proceso Actuales de
Prevención 9
1
7 7
Manual de aplicaciòn de cera dentro de puerta
Cubrir puerta interior, superficies inferiores con el m ínimo de espesor de cera que retarden la corrosiòn
Insuficiente cubierta de cera sobre superficie especificada
12
Controles de Proceso Actuales de
Detección
11 1410
13 15 17 18
16 16 19 20 21
4
8
3
6
2
5
Insertado manual de cabeza de rociadono insertado en un justo adecuado
Cabezas de rociado obstruidas
- Viscosidad muy alta- Temperatura muy baja- Presión muy baja
Función del Proceso
22
1
7 7
4
8
3
6
2
5
AMEF-3: 2001
AMEFs DE PROCESOS
35 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
Listar cada modo de falla potencial para la operación específica en términos de el componente, subsistema, sistema ó característica del proceso. Se asume que la falla pudiera ocurrir pero no necesariamente que ya ocurrió. El equipo/Ingeniero de Procesos debieran ser capaces de exponer y contestar las siguientes preguntas: • ¿Cómo puede fallar el proceso/parte en el cumplimiento de requerimientos? • Independientemente de la especificaciones de Ingeniería, ¿Qué consideraría el cliente (usuario
final, operaciones subsecuentes ó servicio) como objetable?
Iniciar comparando procesos similares y revisando reclamaciones de clientes (usuario final y operaciones subsecuentes) de componentes similares. Adicionalmente, es necesario un conocimiento de la intención del diseño. Modos de fallas típicas pueden ser pero no limitarse a: Doblado Con rebabas Agujero fura de ubicación Roto Agujero muy superficial Sin agujero Daño por manejo Sucio Agujero muy profundo Superficie muy rugosa Deformado Superficie muy suave Circuito abierto Corto circuito Sin etiqueta Nota: Los modos de Fallas Potenciales debieran ser descritos en términos “físicos” ó técnicos, y no
como un síntoma notado por el cliente 11) Efectos de Fallas Potenciales Los efectos de Fallas potenciales son definidos como los efectos de un modo de falla sobre el (los) cliente(s). Describir los efectos de una falla en términos de lo que el cliente pueda notar ó experimentar, recordando que el cliente puede ser un cliente interno así como el usuario final y último. Establecer claramente si el modo de falla pudiera impactar en la seguridad ó causar el incumplimiento a alguna regulación. El(los) cliente(s) en este contexto pueden ser la operación siguiente, operaciones ó ubicaciones subsecuentes, el distribuidor y/ó el dueño del vehículo. Cada uno de estos debe ser considerado al evaluar el efecto potencial de una falla. Para el usuario final, los efectos debieran siempre establecerse en términos del desempeño del producto ó sistema, tales como: ruido fugas inestable, operación incorrecta, retrabajos/reparaciones, estirado, esfuerzo, desperdicio pobre apariencia olor desagradable rugoso control irregular del vehículo operación irregular, excesivo, insatisfacción del cliente. operación intermitente, inoperante, Si el cliente es la siguiente operación u operaciones/operaciones subsecuentes, los efectos debieran establecerse en términos del desempeño del proceso/operación tales como: No se puede ajustar No se ajusta No se puede perforar No se conecta No se puede montar No se empareja No se puede ver Causa un desgaste excesivo de de herramientasDaña el equipo Pone en peligro al operador.
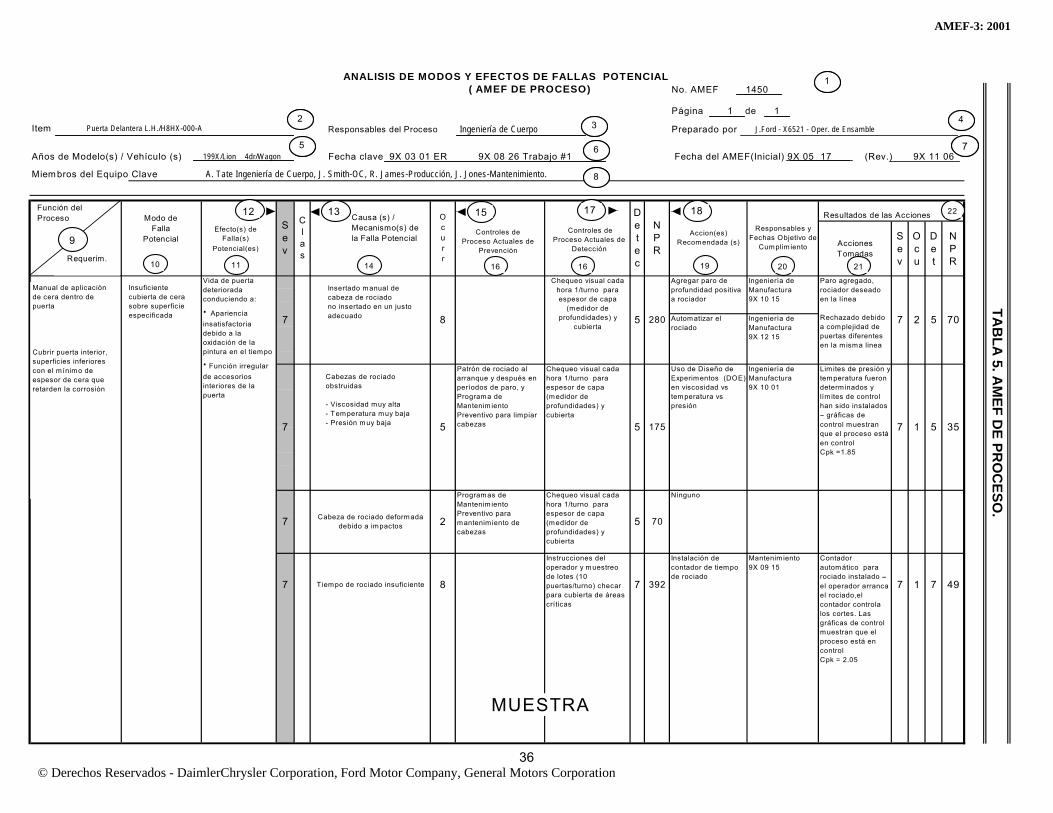
AMEF-3: 2001
36 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE PROCESO) No. AMEF 1450
Página 1 de 1
Item Puerta Delantera L.H./H8HX-000-A Preparado por J.Ford - X6521 - Oper. de Ensamble
Años de Modelo(s) / Vehículo (s) 199X/Lion 4dr/Wagon Fecha clave 9X 03 01 ER Fecha del AMEF(Inicial) 9X 05 17 (Rev.) 9X 11 06
Miembros del Equipo Clave A. Tate Ingeniería de Cuerpo, J. Smith-OC, R. James-Producción, J. Jones-Mantenimiento.
Acciones Tomadas
Sev
Ocu
Det
NPR
Vida de puerta deteriorada conduciendo a:
· Apariencia insatisfactoria debido a la oxidación de la pintura en el tiempo
· Función irregular de accesorios interiores de la puerta
Agregar paro de profundidad positiva a rociador
Cabeza de rociado deformada debido a impactos
Tiempo de rociado insuficiente
Chequeo visual cada hora 1/turno para espesor de capa (medidor de profundidades) y cubierta
8
Programas de Mantenim iento Preventivo para mantenim iento de cabezas
Instrucciones del operador y muestreo de lotes (10 puertas/turno) checar para cubierta de áreas críticas
2
Responsables del Proceso Ingeniería de Cuerpo
Chequeo visual cada hora 1/turno para espesor de capa
(medidor de profundidades) y
cubierta
Chequeo visual cada hora 1/turno para espesor de capa (medidor de profundidades) y cubierta
5
Patrón de rociado al arranque y después en períodos de paro, y Programa de Mantenim iento Preventivo para limpiar cabezas7
7
7
Clas
Ocurr
7 8
Resultados de las Acciones
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIAL
Sev
Accion(es) Recomendada (s)
Responsables y Fechas Objetivo de
Cumplim iento
Detec
NPR
7
7
2
1
1
70
35
49
5
5
7
Mantenim iento9X 09 15
7392
Instalación de contador de tiempo de rociado
Contador automático para rociado instalado – el operador arranca el rociado,el contador controla los cortes. Las gráficas de control muestran que el proceso está en control Cpk = 2.05
7
TAB
LA 5. A
MEF D
E PRO
CESO
.
9X 08 26 Trabajo #1
Automatizar el rociado
Ingenierìa de Manufactura9X 10 15
Ingenierìa de Manufactura9X 12 15
280
Ingenierìa de Manufactura9X 10 01
Uso de Diseño de Experimentos (DOE) en viscosidad vs temperatura vs presión
70
Paro agregado, rociador deseado en la línea
Rechazado debido a complejidad de puertas diferentes en la m isma linea
Lim ites de presión y temperatura fueron determ inados y lím ites de control han sido instalados – gráficas de control muestran que el proceso está en controlCpk =1.85
5
5
Ninguno
175
5
Requerim.
MUESTRA
Modo de Falla
Potencial Efecto(s) de
Falla(s) Potencial(es)
Causa (s) /Mecanismo(s) de la Falla Potencial
Controles de Proceso Actuales de
Prevención 9
1
7 7
Manual de aplicaciòn de cera dentro de puerta
Cubrir puerta interior, superficies inferiores con el m ínimo de espesor de cera que retarden la corrosiòn
Insuficiente cubierta de cera sobre superficie especificada
12
Controles de Proceso Actuales de
Detección
11 1410
13 15 17 18
16 16 19 20 21
4
8
3
6
2
5
Insertado manual de cabeza de rociadono insertado en un justo adecuado
Cabezas de rociado obstruidas
- Viscosidad muy alta- Temperatura muy baja- Presión muy baja
Función del Proceso
22
1
7 7
4
8
3
6
2
5
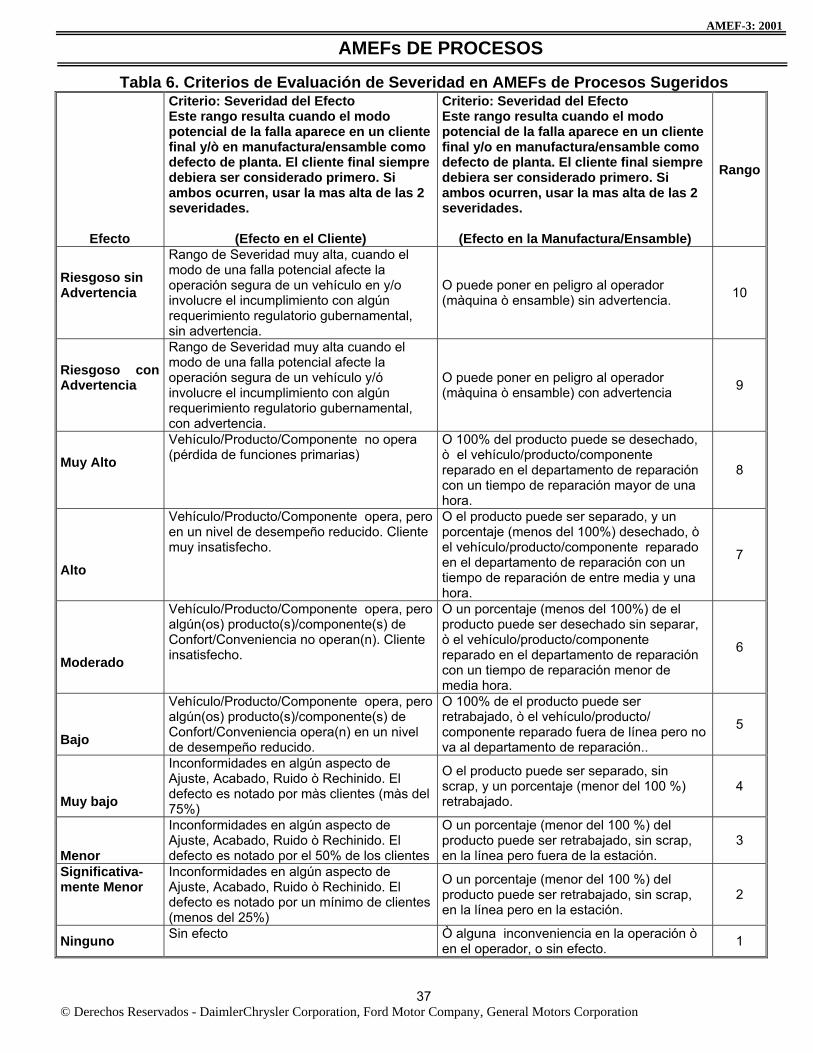
AMEF-3: 2001
AMEFs DE PROCESOS
37 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
Tabla 6. Criterios de Evaluación de Severidad en AMEFs de Procesos Sugeridos
Efecto
Criterio: Severidad del Efecto Este rango resulta cuando el modo potencial de la falla aparece en un cliente final y/ò en manufactura/ensamble como defecto de planta. El cliente final siempre debiera ser considerado primero. Si ambos ocurren, usar la mas alta de las 2 severidades.
(Efecto en el Cliente)
Criterio: Severidad del Efecto Este rango resulta cuando el modo potencial de la falla aparece en un cliente final y/o en manufactura/ensamble como defecto de planta. El cliente final siempre debiera ser considerado primero. Si ambos ocurren, usar la mas alta de las 2 severidades.
(Efecto en la Manufactura/Ensamble)
Rango
Riesgoso sin Advertencia
Rango de Severidad muy alta, cuando el modo de una falla potencial afecte la operación segura de un vehículo en y/o involucre el incumplimiento con algún requerimiento regulatorio gubernamental, sin advertencia.
O puede poner en peligro al operador (màquina ò ensamble) sin advertencia. 10
Riesgoso con Advertencia
Rango de Severidad muy alta cuando el modo de una falla potencial afecte la operación segura de un vehículo y/ó involucre el incumplimiento con algún requerimiento regulatorio gubernamental, con advertencia.
O puede poner en peligro al operador (màquina ò ensamble) con advertencia 9
Muy Alto
Vehículo/Producto/Componente no opera (pérdida de funciones primarias)
O 100% del producto puede se desechado, ò el vehículo/producto/componente reparado en el departamento de reparación con un tiempo de reparación mayor de una hora.
8
Alto
Vehículo/Producto/Componente opera, pero en un nivel de desempeño reducido. Cliente muy insatisfecho.
O el producto puede ser separado, y un porcentaje (menos del 100%) desechado, ò el vehículo/producto/componente reparado en el departamento de reparación con un tiempo de reparación de entre media y una hora.
7
Moderado
Vehículo/Producto/Componente opera, pero algún(os) producto(s)/componente(s) de Confort/Conveniencia no operan(n). Cliente insatisfecho.
O un porcentaje (menos del 100%) de el producto puede ser desechado sin separar, ò el vehículo/producto/componente reparado en el departamento de reparación con un tiempo de reparación menor de media hora.
6
Bajo
Vehículo/Producto/Componente opera, pero algún(os) producto(s)/componente(s) de Confort/Conveniencia opera(n) en un nivel de desempeño reducido.
O 100% de el producto puede ser retrabajado, ò el vehículo/producto/ componente reparado fuera de línea pero no va al departamento de reparación..
5
Muy bajo
Inconformidades en algún aspecto de Ajuste, Acabado, Ruido ò Rechinido. El defecto es notado por màs clientes (màs del 75%)
O el producto puede ser separado, sin scrap, y un porcentaje (menor del 100 %) retrabajado.
4
Menor
Inconformidades en algún aspecto de Ajuste, Acabado, Ruido ò Rechinido. El defecto es notado por el 50% de los clientes
O un porcentaje (menor del 100 %) del producto puede ser retrabajado, sin scrap, en la línea pero fuera de la estación.
3
Significativa-mente Menor
Inconformidades en algún aspecto de Ajuste, Acabado, Ruido ò Rechinido. El defecto es notado por un mínimo de clientes (menos del 25%)
O un porcentaje (menor del 100 %) del producto puede ser retrabajado, sin scrap, en la línea pero en la estación.
2
Ninguno Sin efecto Ò alguna inconveniencia en la operación ò en el operador, o sin efecto. 1
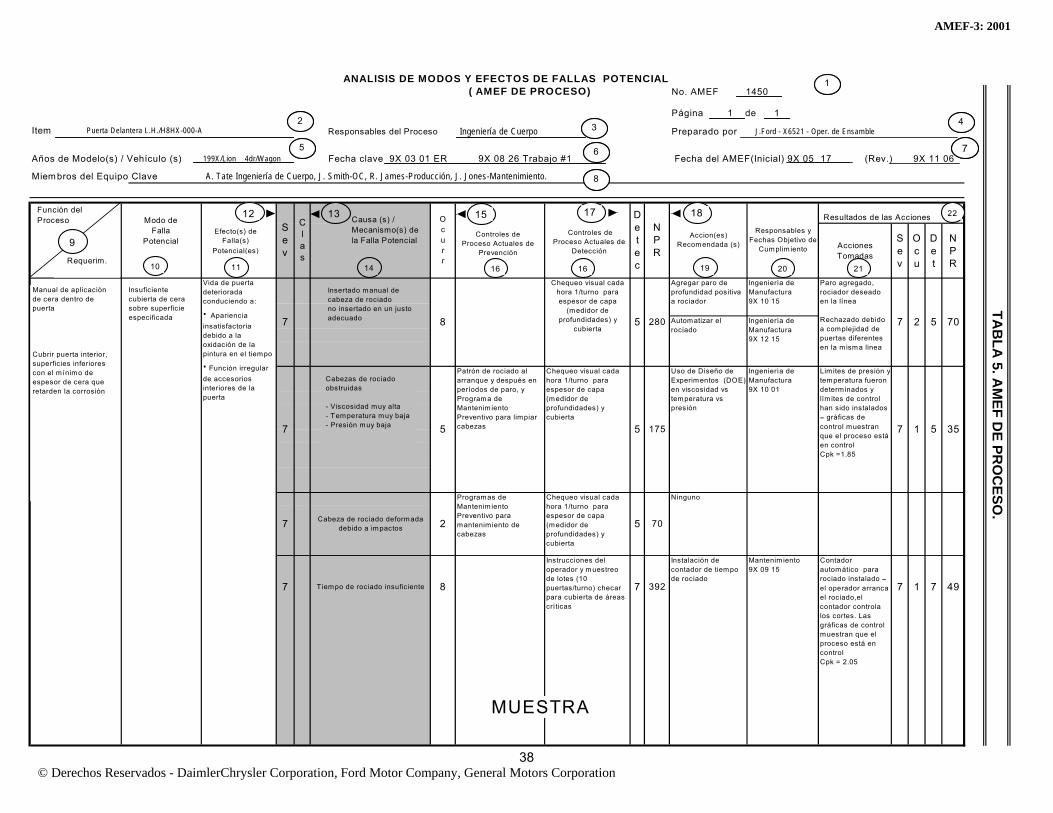
AMEF-3: 2001
38 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE PROCESO) No. AMEF 1450
Página 1 de 1
Item Puerta Delantera L.H./H8HX-000-A Preparado por J.Ford - X6521 - Oper. de Ensamble
Años de Modelo(s) / Vehículo (s) 199X/Lion 4dr/Wagon Fecha clave 9X 03 01 ER Fecha del AMEF(Inicial) 9X 05 17 (Rev.) 9X 11 06
Miembros del Equipo Clave A. Tate Ingeniería de Cuerpo, J. Smith-OC, R. James-Producción, J. Jones-Mantenimiento.
Acciones Tomadas
Sev
Ocu
Det
NPR
Paro agregado, rociador deseado en la línea
Rechazado debido a complejidad de puertas diferentes en la m isma linea
Lim ites de presión y temperatura fueron determ inados y lím ites de control han sido instalados – gráficas de control muestran que el proceso está en controlCpk =1.85
5
5
Ninguno
175
5
TAB
LA 5. A
MEF D
E PRO
CESO
.
9X 08 26 Trabajo #1
Automatizar el rociado
Ingenierìa de Manufactura9X 10 15
Ingenierìa de Manufactura9X 12 15
280
Ingenierìa de Manufactura9X 10 01
Uso de Diseño de Experimentos (DOE) en viscosidad vs temperatura vs presión
70
Mantenim iento9X 09 15
7392
Instalación de contador de tiempo de rociado
Contador automático para rociado instalado – el operador arranca el rociado,el contador controla los cortes. Las gráficas de control muestran que el proceso está en control Cpk = 2.05
7
70
35
49
5
5
7
7
7
2
1
1
Resultados de las Acciones
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIAL
Sev
Accion(es) Recomendada (s)
Responsables y Fechas Objetivo de
Cumplim iento
Detec
NPR
Clas
Ocurr
7 8
7
7
7
Instrucciones del operador y muestreo de lotes (10 puertas/turno) checar para cubierta de áreas críticas
2
Responsables del Proceso Ingeniería de Cuerpo
Chequeo visual cada hora 1/turno para espesor de capa
(medidor de profundidades) y
cubierta
Chequeo visual cada hora 1/turno para espesor de capa (medidor de profundidades) y cubierta
5
Patrón de rociado al arranque y después en períodos de paro, y Programa de Mantenim iento Preventivo para limpiar cabezas
Vida de puerta deteriorada conduciendo a:
· Apariencia insatisfactoria debido a la oxidación de la pintura en el tiempo
· Función irregular de accesorios interiores de la puerta
Agregar paro de profundidad positiva a rociador
Cabeza de rociado deformada debido a impactos
Tiempo de rociado insuficiente
Chequeo visual cada hora 1/turno para espesor de capa (medidor de profundidades) y cubierta
8
Programas de Mantenim iento Preventivo para mantenim iento de cabezas
Requerim.
MUESTRA
Modo de Falla
Potencial Efecto(s) de
Falla(s) Potencial(es)
Causa (s) /Mecanismo(s) de la Falla Potencial
Controles de Proceso Actuales de
Prevención 9
1
7 7
Manual de aplicaciòn de cera dentro de puerta
Cubrir puerta interior, superficies inferiores con el m ínimo de espesor de cera que retarden la corrosiòn
Insuficiente cubierta de cera sobre superficie especificada
12
Controles de Proceso Actuales de
Detección
11 1410
13 15 17 18
16 16 19 20 21
4
8
3
6
2
5
Insertado manual de cabeza de rociadono insertado en un justo adecuado
Cabezas de rociado obstruidas
- Viscosidad muy alta- Temperatura muy baja- Presión muy baja
Función del Proceso
22
1
7 7
4
8
3
6
2
5
AMEF-3: 2001
AMEFs DE PROCESOS
39 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
12) Severidad (s) Severidad es el rango asociado con el más serio efecto para un modo de falla dado. La Severidad es un rango relativo dentro del alcance del AMEF particular. Puede lograrse un reducción en el índice del rango de Severidad a través de un cambio en el diseño del sistema, subsistema ó componente, ó a través de rediseño del proceso mismo. Si el cliente afectado por un modo de falla es una planta de manufactura ó ensamble ó el usuario del producto, la evaluación de la Severidad puede extenderse fuera del campo de experiencia ó conocimiento inmediato del equipo/ingenieros de procesos. En estos casos, debieran consultarse al AMEF de Diseño, a los Ingenieros de Diseño y/ó Ingenieros de Procesos de la plantas de manufactura ó ensambles subsecuentes. Criterios de Evaluación Sugeridos El equipo debiera acordar en los criterios de evaluación y en un sistema de clasificación ó rangos que sean consistentes, aún si se modifica para el análisis de un proceso particular. (ver tabla 6). La Severidad debiera estimarse usando la tabla 6 como un lineamiento: Nota: no se recomienda modificar los criterios para valores ó rangos de 9 y 10. Los modos de fallas
con un rango de Severidad de 1, no debieran ser analizados posteriormente. 13) Clasificación Esta columna puede ser usada para clasificar cualquier característica especial del producto ó proceso (ej., crítica, clave, mayor, significante) para componentes, subsistemas ó sistemas que pudieran requerir controles de proceso adicionales. Esta columna puede también ser usada para notar modos de fallas de alta prioridad por evaluaciones de Ingeniería. Si se identifica una clasificación en el AMEF de Proceso, notificar al Ingeniero de Diseño responsable, dado que esto puede afectar los documentos de Ingeniería relativos al control en la identificación del item. Los símbolos para características especiales del producto ó proceso y su uso son dirigidas por políticas específicas de la compañía y no están estandarizados en este documento. 14) Causa(s)/Mecanismo(s) de Fallas Potencial(es) Una causa de una falla potencial es definida como la falla pudiera ocurrir y descrita en términos de algo que pueda se corregido ó controlado. Listar, en un alcance posible, cada causa de falla asignable a cada modo de falla potencial. Si una causa es exclusiva a un modo de falla, ej., si al corregir la causa existe un impacto directo en el modo de la falla, entonces esta porción del proceso complejo del AMEF es completada. Sin embargo, muchas causas no son mutuamente exclusivas, y para corregir ó controlar la causa puede considerarse por ejemplo, un Diseño de Experimentos, para determinar cuales de las causas raíz son contribuidores principales y cuales pueden ser las más fáciles de controlar. Las causas debieran ser descritas de forma que los esfuerzos remediales puedan orientarse a aquellas causas que sean pertinentes. Causas de falla típica pueden incluir, pero no limitarse a: Torque inapropiado-superior, inferior Soldadura inapropiada-corriente, tiempo, presión Chequeo inexacto Tratamiento térmico inapropiado-tiempo, temperatura
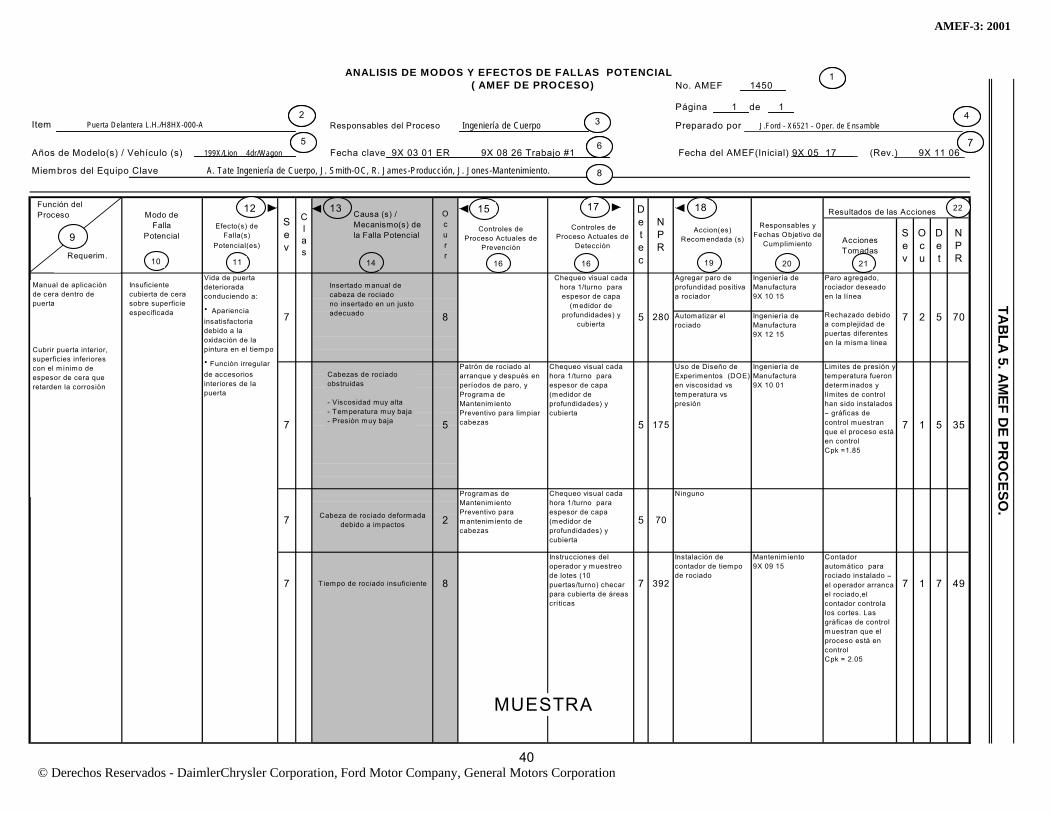
AMEF-3: 2001
40 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE PROCESO) No. AMEF 1450
Página 1 de 1
Item Puerta Delantera L.H./H8HX-000-A Preparado por J.Ford - X6521 - Oper. de Ensamble
Años de Modelo(s) / Vehículo (s) 199X/Lion 4dr/Wagon Fecha clave 9X 03 01 ER Fecha del AMEF(Inicial) 9X 05 17 (Rev.) 9X 11 06
Miembros del Equipo Clave A. Tate Ingeniería de Cuerpo, J. Smith-OC, R. James-Producción, J. Jones-Mantenimiento.
Acciones Tomadas
Sev
Ocu
Det
NPR
Vida de puerta deteriorada conduciendo a:
· Apariencia insatisfactoria debido a la oxidación de la pintura en el tiempo
· Función irregular de accesorios interiores de la puerta
Agregar paro de profundidad positiva a rociador
Cabeza de rociado deformada debido a impactos
T iempo de rociado insuficiente
Chequeo visual cada hora 1/turno para espesor de capa (medidor de profundidades) y cubierta
8
Programas de Mantenim iento Preventivo para mantenim iento de cabezas
Instrucciones del operador y muestreo de lotes (10 puertas/turno) checar para cubierta de áreas críticas
2
Responsables del Proceso Ingeniería de Cuerpo
Chequeo visual cada hora 1/turno para espesor de capa
(medidor de profundidades) y
cubierta
Chequeo visual cada hora 1/turno para espesor de capa (medidor de profundidades) y cubierta
5
Patrón de rociado al arranque y después en períodos de paro, y Programa de Mantenim iento Preventivo para limpiar cabezas7
7
7
Clas
Ocurr
7 8
Resultados de las Acciones
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIAL
Sev
Accion(es) Recomendada (s)
Responsables y Fechas Objetivo de
Cumplim iento
Detec
NPR
7
7
2
1
1
70
35
49
5
5
7
Mantenim iento9X 09 15
7392
Instalación de contador de tiempo de rociado
Contador automático para rociado instalado – el operador arranca el rociado,el contador controla los cortes. Las gráficas de control muestran que el proceso está en control Cpk = 2.05
7
TAB
LA 5. A
MEF D
E PRO
CESO
.
9X 08 26 Trabajo #1
Automatizar el rociado
Ingenierìa de Manufactura9X 10 15
Ingenierìa de Manufactura9X 12 15
280
Ingenierìa de Manufactura9X 10 01
Uso de Diseño de Experimentos (DOE) en viscosidad vs temperatura vs presión
70
Paro agregado, rociador deseado en la línea
Rechazado debido a complejidad de puertas diferentes en la m isma linea
Lim ites de presión y temperatura fueron determ inados y lím ites de control han sido instalados – gráficas de control muestran que el proceso está en controlCpk =1.85
5
5
Ninguno
175
5
Requerim.
MUESTRA
Modo de Falla
Potencial Efecto(s) de
Falla(s) Potencial(es)
Causa (s) /Mecanismo(s) de la Falla Potencial
Controles de Proceso Actuales de
Prevención 9
1
7 7
Manual de aplicaciòn de cera dentro de puerta
Cubrir puerta interior, superficies inferiores con el mínimo de espesor de cera que retarden la corrosiòn
Insuficiente cubierta de cera sobre superficie especificada
12
Controles de Proceso Actuales de
Detección
11 1410
13 15 17 18
16 16 19 20 21
4
8
3
6
2
5
Insertado manual de cabeza de rociadono insertado en un justo adecuado
Cabezas de rociado obstruidas
- Viscosidad muy alta- Temperatura muy baja- Presión muy baja
Función del Proceso
22
1
7 7
4
8
3
6
2
5
AMEF-3: 2001
AMEFs DE PROCESOS
41 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
Abertura inadecuada Sin ó inadecuada lubricación Pérdida de partes ó mal ubicadas Guía ó localizador desgastado Herramienta desgastada Astilla en la guía ó localizador Herramienta rota Ajuste de máquina inapropiado Programación inapropiada Debieran listarse solo errores ó funcionamientos incorrectos específicos, (ej., operador falla en instalar el sello); no debieran usarse frases ambiguas (ej., error del operador , funcionamiento incorrecto del equipo ó máquina). 15) Ocurrencia (O) La Ocurrencia es la probabilidad de que una causa/mecanismo específico de una falla ocurra. El número ó rango de probabilidad de Ocurrencia tiene un significado relativo mas que un valor absoluto. Previniendo ó controlando las causas/mecanismos de una falla a través de cambios en el diseño ó proceso es la única forma en que pueden lograrse una reducción en el rango de Ocurrencia. Estimar la probabilidad de Ocurrencia de una causa/ mecanismo de una falla potencial en un escala de 1 a 10. Para asegurar continuidad debiera usarse un sistema de rangos de ocurrencia consistentes. El número de rango de Ocurrencia es de un valor relativo dentro del alcance de un AMEF y puede no reflejar la probabilidad de Ocurrencia actual. Los “rangos de falla posible” son basados en el número de fallas que son anticipadas durante la ejecución del proceso. Si existen disponibles datos estadísticos de un proceso similar, los datos debieran usarse para determinar el rango de ocurrencia. En todos los de mas casos, puede hacerse una evaluación subjetiva usando descripciones con palabras en la columna izquierda de la tabla, junto con datos históricos disponibles para procesos similares. Criterios de Evaluación Sugeridos. El equipo debiera acordar los criterios de evaluación y un sistema de rangos que sea consistente, aún si se modifican para el análisis de un proceso particular. ( Ver tabla 7.). La Ocurrencia debiera estimarse con la tabla 7 como un lineamiento: Nota: El valor ó rango de 1 se reserva para “remota: falla poco probable”.
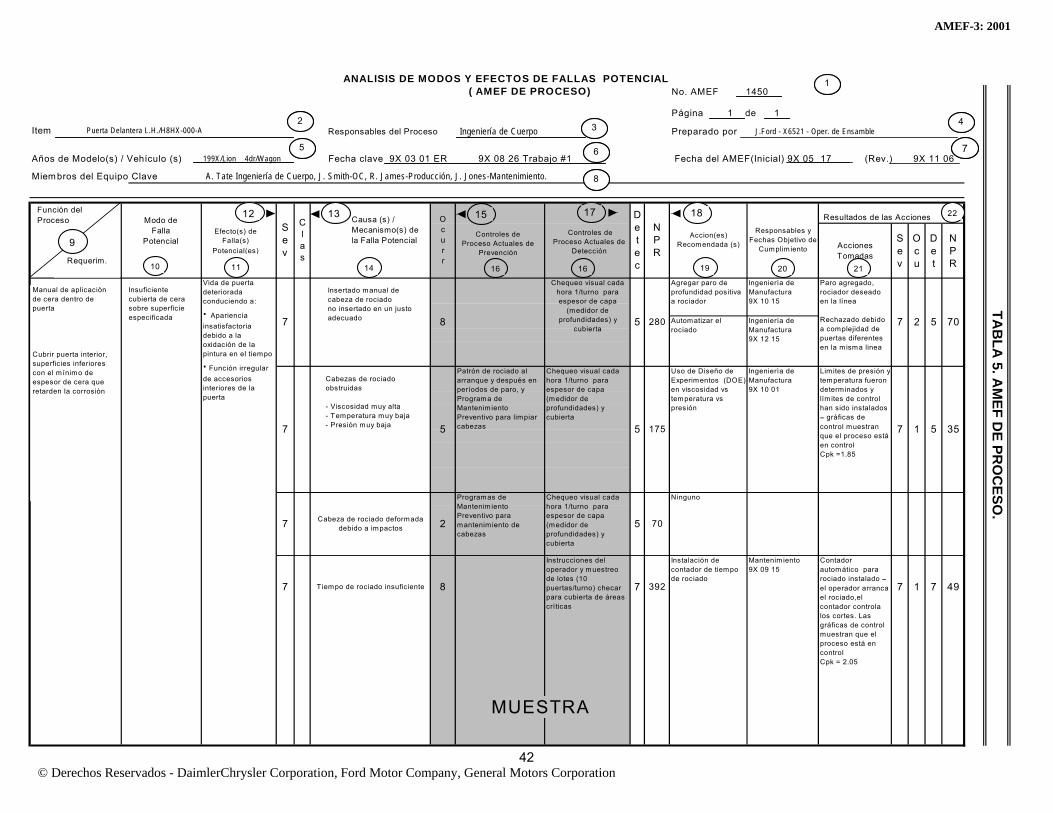
AMEF-3: 2001
42 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE PROCESO) No. AMEF 1450
Página 1 de 1
Item Puerta Delantera L.H./H8HX-000-A Preparado por J.Ford - X6521 - Oper. de Ensamble
Años de Modelo(s) / Vehículo (s) 199X/Lion 4dr/Wagon Fecha clave 9X 03 01 ER Fecha del AMEF(Inicial) 9X 05 17 (Rev.) 9X 11 06
Miembros del Equipo Clave A. Tate Ingeniería de Cuerpo, J. Smith-OC, R. James-Producción, J. Jones-Mantenimiento.
Acciones Tomadas
Sev
Ocu
Det
NPR
Vida de puerta deteriorada conduciendo a:
· Apariencia insatisfactoria debido a la oxidación de la pintura en el tiempo
· Función irregular de accesorios interiores de la puerta
Agregar paro de profundidad positiva a rociador
Cabeza de rociado deformada debido a impactos
Tiempo de rociado insuficiente
Chequeo visual cada hora 1/turno para espesor de capa (medidor de profundidades) y cubierta
8
Programas de Mantenim iento Preventivo para mantenim iento de cabezas
Instrucciones del operador y muestreo de lotes (10 puertas/turno) checar para cubierta de áreas críticas
2
Responsables del Proceso Ingeniería de Cuerpo
Chequeo visual cada hora 1/turno para espesor de capa
(medidor de profundidades) y
cubierta
Chequeo visual cada hora 1/turno para espesor de capa (medidor de profundidades) y cubierta
5
Patrón de rociado al arranque y después en períodos de paro, y Programa de Mantenim iento Preventivo para limpiar cabezas7
7
7
Clas
Ocurr
7 8
Resultados de las Acciones
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIAL
Sev
Accion(es) Recomendada (s)
Responsables y Fechas Objetivo de
Cumplim iento
Detec
NPR
7
7
2
1
1
70
35
49
5
5
7
Mantenim iento9X 09 15
7392
Instalación de contador de tiempo de rociado
Contador automático para rociado instalado – el operador arranca el rociado,el contador controla los cortes. Las gráficas de control muestran que el proceso está en control Cpk = 2.05
7
TAB
LA 5. A
MEF D
E PRO
CESO
.
9X 08 26 Trabajo #1
Automatizar el rociado
Ingenierìa de Manufactura9X 10 15
Ingenierìa de Manufactura9X 12 15
280
Ingenierìa de Manufactura9X 10 01
Uso de Diseño de Experimentos (DOE) en viscosidad vs temperatura vs presión
70
Paro agregado, rociador deseado en la línea
Rechazado debido a complejidad de puertas diferentes en la m isma linea
Lim ites de presión y temperatura fueron determinados y lím ites de control han sido instalados – gráficas de control muestran que el proceso está en controlCpk =1.85
5
5
Ninguno
175
5
Requerim.
MUESTRA
Modo de Falla
Potencial Efecto(s) de
Falla(s) Potencial(es)
Causa (s) /Mecanismo(s) de la Falla Potencial
Controles de Proceso Actuales de
Prevención 9
1
7 7
Manual de aplicaciòn de cera dentro de puerta
Cubrir puerta interior, superficies inferiores con el mínimo de espesor de cera que retarden la corrosiòn
Insuficiente cubierta de cera sobre superficie especificada
12
Controles de Proceso Actuales de
Detección
11 1410
13 15 17 18
16 16 19 20 21
4
8
3
6
2
5
Insertado manual de cabeza de rociadono insertado en un justo adecuado
Cabezas de rociado obstruidas
- Viscosidad muy alta- Temperatura muy baja- Presión muy baja
Función del Proceso
22
1
7 7
4
8
3
6
2
5
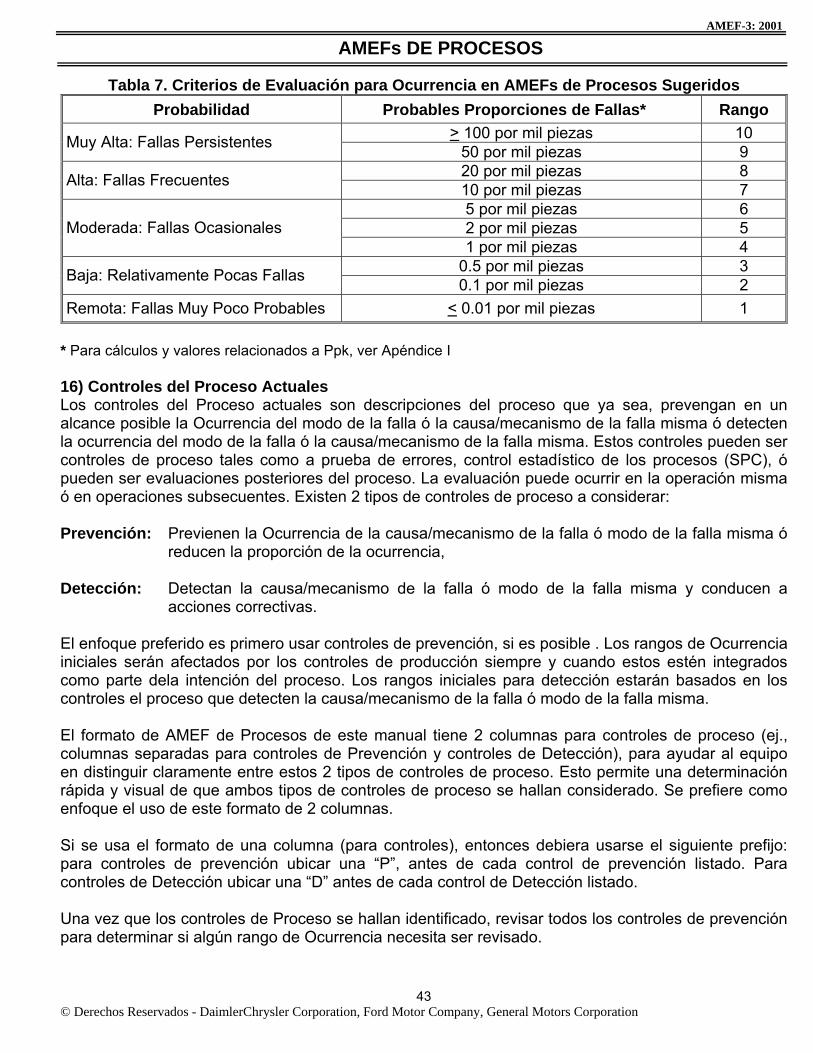
AMEF-3: 2001
AMEFs DE PROCESOS
43 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
Tabla 7. Criterios de Evaluación para Ocurrencia en AMEFs de Procesos Sugeridos Probabilidad Probables Proporciones de Fallas* Rango
> 100 por mil piezas 10 Muy Alta: Fallas Persistentes 50 por mil piezas 9 20 por mil piezas 8 Alta: Fallas Frecuentes 10 por mil piezas 7 5 por mil piezas 6 2 por mil piezas 5 Moderada: Fallas Ocasionales 1 por mil piezas 4
0.5 por mil piezas 3 Baja: Relativamente Pocas Fallas 0.1 por mil piezas 2 Remota: Fallas Muy Poco Probables < 0.01 por mil piezas 1
* Para cálculos y valores relacionados a Ppk, ver Apéndice I 16) Controles del Proceso Actuales Los controles del Proceso actuales son descripciones del proceso que ya sea, prevengan en un alcance posible la Ocurrencia del modo de la falla ó la causa/mecanismo de la falla misma ó detecten la ocurrencia del modo de la falla ó la causa/mecanismo de la falla misma. Estos controles pueden ser controles de proceso tales como a prueba de errores, control estadístico de los procesos (SPC), ó pueden ser evaluaciones posteriores del proceso. La evaluación puede ocurrir en la operación misma ó en operaciones subsecuentes. Existen 2 tipos de controles de proceso a considerar: Prevención: Previenen la Ocurrencia de la causa/mecanismo de la falla ó modo de la falla misma ó
reducen la proporción de la ocurrencia, Detección: Detectan la causa/mecanismo de la falla ó modo de la falla misma y conducen a
acciones correctivas. El enfoque preferido es primero usar controles de prevención, si es posible . Los rangos de Ocurrencia iniciales serán afectados por los controles de producción siempre y cuando estos estén integrados como parte dela intención del proceso. Los rangos iniciales para detección estarán basados en los controles el proceso que detecten la causa/mecanismo de la falla ó modo de la falla misma. El formato de AMEF de Procesos de este manual tiene 2 columnas para controles de proceso (ej., columnas separadas para controles de Prevención y controles de Detección), para ayudar al equipo en distinguir claramente entre estos 2 tipos de controles de proceso. Esto permite una determinación rápida y visual de que ambos tipos de controles de proceso se hallan considerado. Se prefiere como enfoque el uso de este formato de 2 columnas. Si se usa el formato de una columna (para controles), entonces debiera usarse el siguiente prefijo: para controles de prevención ubicar una “P”, antes de cada control de prevención listado. Para controles de Detección ubicar una “D” antes de cada control de Detección listado. Una vez que los controles de Proceso se hallan identificado, revisar todos los controles de prevención para determinar si algún rango de Ocurrencia necesita ser revisado.
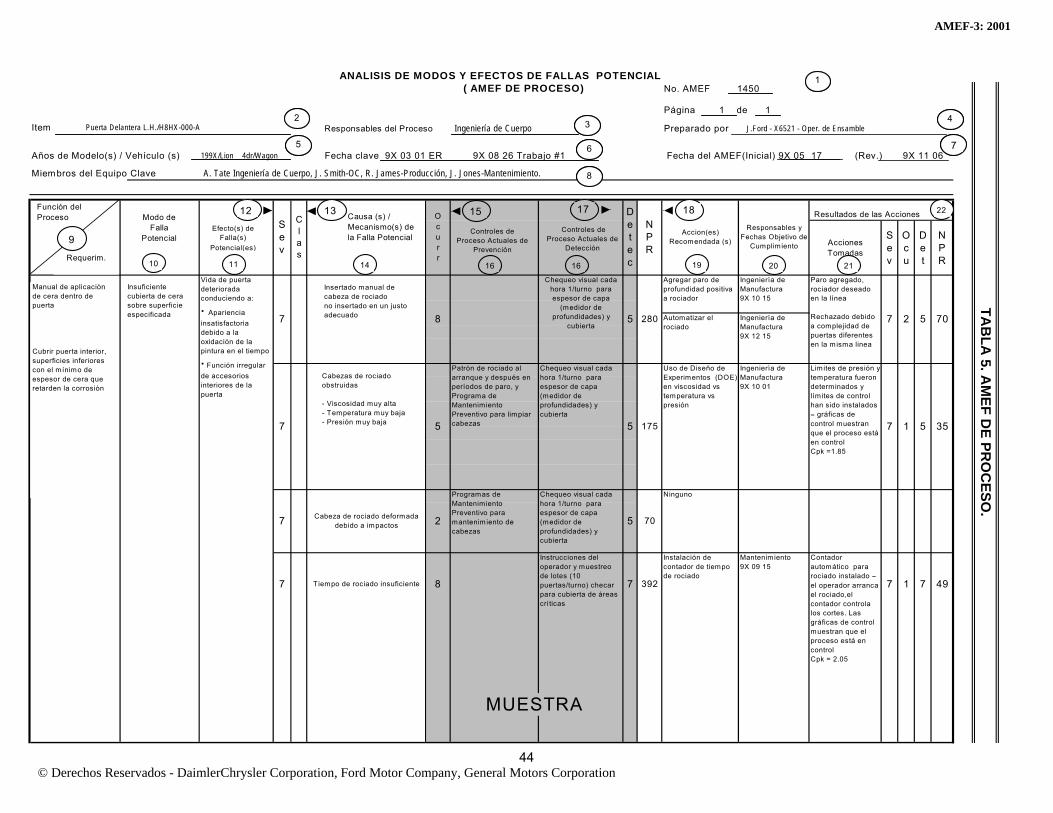
AMEF-3: 2001
44 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE PROCESO) No. AMEF 1450
Página 1 de 1
Item Puerta Delantera L.H./H8HX-000-A Preparado por J.Ford - X6521 - Oper. de Ensamble
Años de Modelo(s) / Vehículo (s) 199X/Lion 4dr/Wagon Fecha clave 9X 03 01 ER Fecha del AMEF(Inicial) 9X 05 17 (Rev.) 9X 11 06
Miembros del Equipo Clave A. Tate Ingeniería de Cuerpo, J. Smith-OC, R. James-Producción, J. Jones-Mantenimiento.
Acciones Tomadas
Sev
Ocu
Det
NPR
Paro agregado, rociador deseado en la línea
Rechazado debido a complejidad de puertas diferentes en la misma linea
Limites de presión y temperatura fueron determinados y límites de control han sido instalados – gráficas de control muestran que el proceso está en controlCpk =1.85
5
5
Ninguno
175
5
TAB
LA 5. A
MEF D
E PRO
CESO
.
9X 08 26 Trabajo #1
Automatizar el rociado
Ingenierìa de Manufactura9X 10 15
Ingenierìa de Manufactura9X 12 15
280
Ingenierìa de Manufactura9X 10 01
Uso de Diseño de Experimentos (DOE) en viscosidad vs temperatura vs presión
70
Mantenimiento9X 09 15
7392
Instalación de contador de tiempo de rociado
Contador automático para rociado instalado – el operador arranca el rociado,el contador controla los cortes. Las gráficas de control muestran que el proceso está en control Cpk = 2.05
7
70
35
49
5
5
7
7
7
2
1
1
Resultados de las Acciones
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIAL
Sev
Accion(es) Recomendada (s)
Responsables y Fechas Objetivo de
Cumplimiento
Detec
NPR
Clas
Ocurr
7 8
7
7
7
Instrucciones del operador y muestreo de lotes (10 puertas/turno) checar para cubierta de áreas críticas
2
Responsables del Proceso Ingeniería de Cuerpo
Chequeo visual cada hora 1/turno para espesor de capa
(medidor de profundidades) y
cubierta
Chequeo visual cada hora 1/turno para espesor de capa (medidor de profundidades) y cubierta
5
Patrón de rociado al arranque y después en períodos de paro, y Programa de Mantenimiento Preventivo para limpiar cabezas
Vida de puerta deteriorada conduciendo a:
· Apariencia insatisfactoria debido a la oxidación de la pintura en el tiempo
· Función irregular de accesorios interiores de la puerta
Agregar paro de profundidad positiva a rociador
Cabeza de rociado deformada debido a impactos
Tiempo de rociado insuficiente
Chequeo visual cada hora 1/turno para espesor de capa (medidor de profundidades) y cubierta
8
Programas de Mantenimiento Preventivo para mantenimiento de cabezas
Requerim.
MUESTRA
Modo de Falla
Potencial Efecto(s) de
Falla(s) Potencial(es)
Causa (s) /Mecanismo(s) de la Falla Potencial
Controles de Proceso Actuales de
Prevención 9
1
7 7
Manual de aplicaciòn de cera dentro de puerta
Cubrir puerta interior, superficies inferiores con el mínimo de espesor de cera que retarden la corrosiòn
Insuficiente cubierta de cera sobre superficie especificada
12
Controles de Proceso Actuales de
Detección
11 1410
13 15 17 18
16 16 19 20 21
4
8
3
6
2
5
Insertado manual de cabeza de rociadono insertado en un justo adecuado
Cabezas de rociado obstruidas
- Viscosidad muy alta- Temperatura muy baja- Presión muy baja
Función del Proceso
22
1
7 7
4
8
3
6
2
5
AMEF-3: 2001
AMEFs DE PROCESOS
45 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
17) Detección (D) La Detección es un rango asociado con el mejor control de Detección listado en la columna de controles del proceso. La Detección es de un rango relativo, dentro del alcance de un AMEF particular. A fin de lograr un rango inferior, generalmente el control del proceso planeado tiene que mejorarse. Asumir que la falla ha ocurrido y entonces evaluar las capacidades de todos los “controles de procesos actuales” para prevenir el envío de partes con este modo de falla ó defecto. No asumir en forma automática que el rango de Detección es bajo, porque el rango de Ocurrencia es bajo (ej., cuando se usen gráficas de control, pero si estime la habilidad de los controles del proceso para detectar frecuencias bajas de modos de fallas ó prevenir que continúen en el proceso. Los chequeos aleatorios de calidad son poco probables que detecten la existencia de un defecto aislado y no debieran influir en el rango de detección. El muestreo hecho sobre bases estadísticas es un control de detección válido. Criterios de Evaluación Sugeridos El equipo debiera acordar los criterios de evaluación y un sistema de rangos consistente, aún si se modifican para análisis de productos particulares. (ver tabla 8). La Detección debiera estimarse con la tabla 8 como guía. Nota: El rango ó valor de 1 se reserva para “cierto para detectar”.
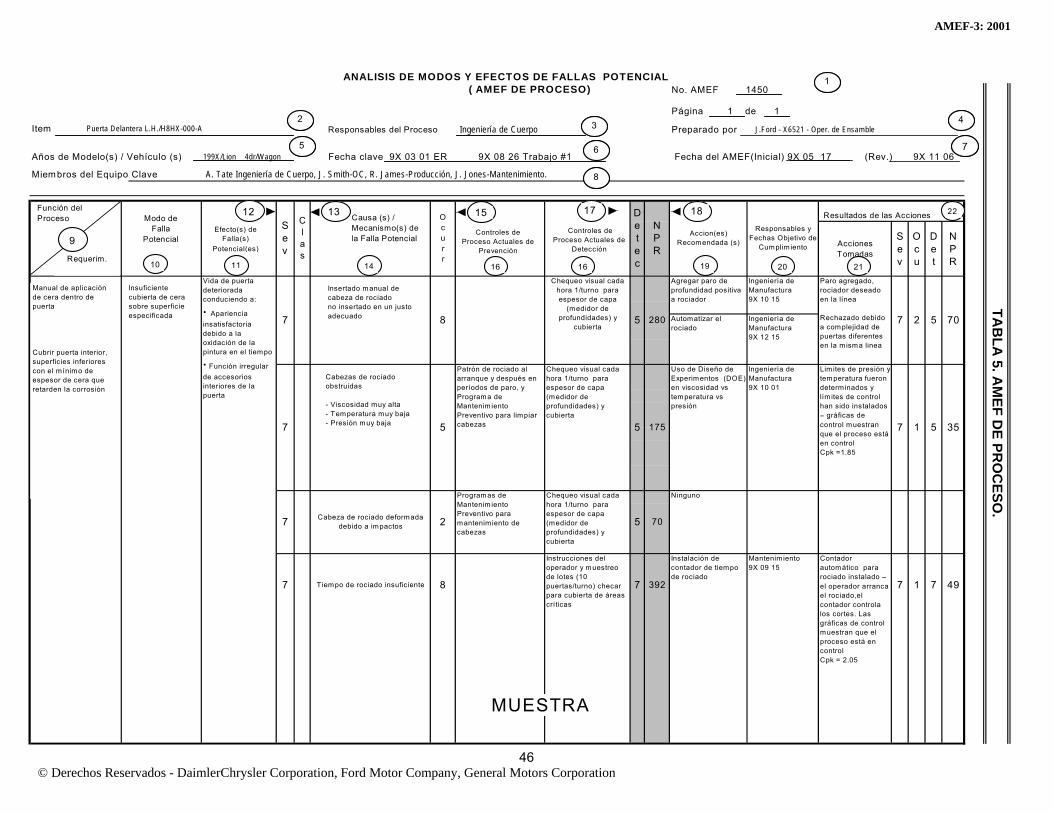
AMEF-3: 2001
46 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE PROCESO) No. AMEF 1450
Página 1 de 1
Item Puerta Delantera L.H./H8HX-000-A Preparado por J.Ford - X6521 - Oper. de Ensamble
Años de Modelo(s) / Vehículo (s) 199X/Lion 4dr/Wagon Fecha clave 9X 03 01 ER Fecha del AMEF(Inicial) 9X 05 17 (Rev.) 9X 11 06
Miembros del Equipo Clave A. Tate Ingeniería de Cuerpo, J. Smith-OC, R. James-Producción, J. Jones-Mantenimiento.
Acciones Tomadas
Sev
Ocu
Det
NPR
Vida de puerta deteriorada conduciendo a:
· Apariencia insatisfactoria debido a la oxidación de la pintura en el tiempo
· Función irregular de accesorios interiores de la puerta
Agregar paro de profundidad positiva a rociador
Cabeza de rociado deformada debido a impactos
Tiempo de rociado insuficiente
Chequeo visual cada hora 1/turno para espesor de capa (medidor de profundidades) y cubierta
8
Programas de Mantenim iento Preventivo para mantenim iento de cabezas
Instrucciones del operador y muestreo de lotes (10 puertas/turno) checar para cubierta de áreas críticas
2
Responsables del Proceso Ingeniería de Cuerpo
Chequeo visual cada hora 1/turno para espesor de capa
(medidor de profundidades) y
cubierta
Chequeo visual cada hora 1/turno para espesor de capa (medidor de profundidades) y cubierta
5
Patrón de rociado al arranque y después en períodos de paro, y Programa de Mantenim iento Preventivo para limpiar cabezas7
7
7
Clas
Ocurr
7 8
Resultados de las Acciones
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIAL
Sev
Accion(es) Recomendada (s)
Responsables y Fechas Objetivo de
Cumplim iento
Detec
NPR
7
7
2
1
1
70
35
49
5
5
7
Mantenim iento9X 09 15
7392
Instalación de contador de tiempo de rociado
Contador automático para rociado instalado – el operador arranca el rociado,el contador controla los cortes. Las gráficas de control muestran que el proceso está en control Cpk = 2.05
7
TAB
LA 5. A
MEF D
E PRO
CESO
.
9X 08 26 Trabajo #1
Automatizar el rociado
Ingenierìa de Manufactura9X 10 15
Ingenierìa de Manufactura9X 12 15
280
Ingenierìa de Manufactura9X 10 01
Uso de Diseño de Experimentos (DOE) en viscosidad vs temperatura vs presión
70
Paro agregado, rociador deseado en la línea
Rechazado debido a complejidad de puertas diferentes en la m isma linea
Lim ites de presión y temperatura fueron determinados y lím ites de control han sido instalados – gráficas de control muestran que el proceso está en controlCpk =1.85
5
5
Ninguno
175
5
Requerim.
MUESTRA
Modo de Falla
Potencial Efecto(s) de
Falla(s) Potencial(es)
Causa (s) /Mecanismo(s) de la Falla Potencial
Controles de Proceso Actuales de
Prevención 9
1
7 7
Manual de aplicaciòn de cera dentro de puerta
Cubrir puerta interior, superficies inferiores con el mínimo de espesor de cera que retarden la corrosiòn
Insuficiente cubierta de cera sobre superficie especificada
12
Controles de Proceso Actuales de
Detección
11 1410
13 15 17 18
16 16 19 20 21
4
8
3
6
2
5
Insertado manual de cabeza de rociadono insertado en un justo adecuado
Cabezas de rociado obstruidas
- Viscosidad muy alta- Temperatura muy baja- Presión muy baja
Función del Proceso
22
1
7 7
4
8
3
6
2
5
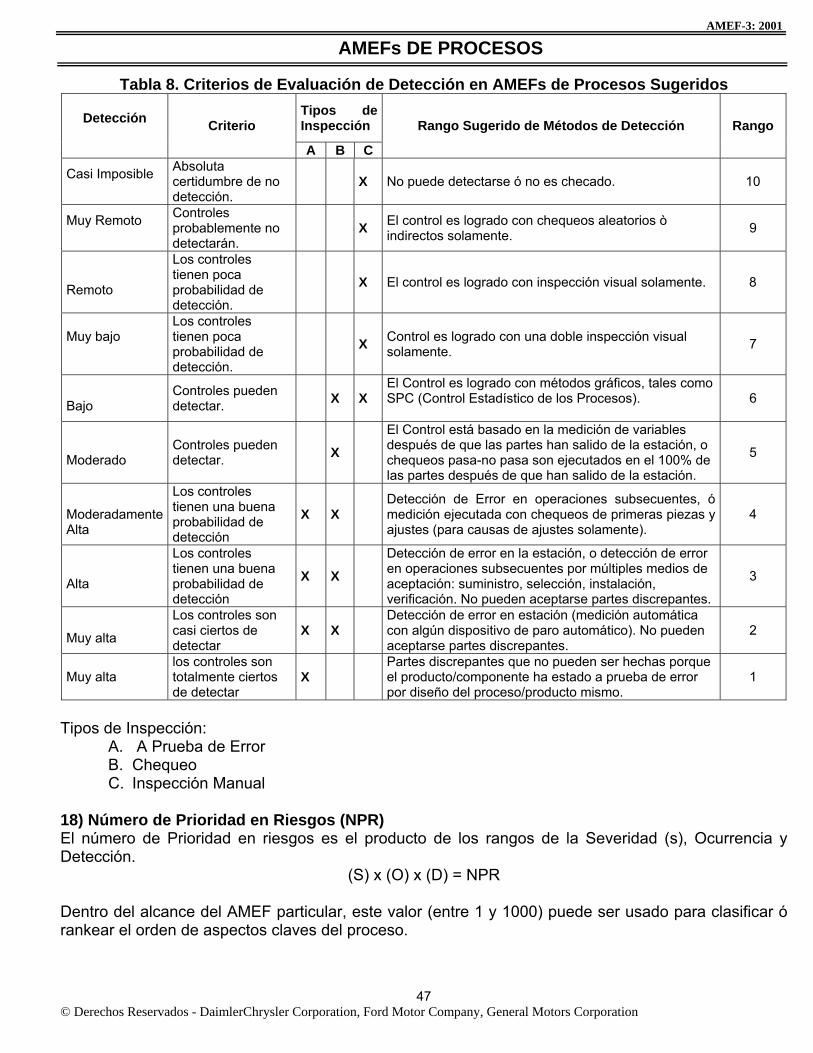
AMEF-3: 2001
AMEFs DE PROCESOS
47 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
Tabla 8. Criterios de Evaluación de Detección en AMEFs de Procesos Sugeridos Tipos de Inspección
Detección
Criterio
A B C
Rango Sugerido de Métodos de Detección Rango
Casi Imposible
Absoluta certidumbre de no detección.
X No puede detectarse ó no es checado. 10
Muy Remoto
Controles probablemente no detectarán.
X El control es logrado con chequeos aleatorios ò indirectos solamente. 9
Remoto
Los controles tienen poca probabilidad de detección.
X El control es logrado con inspección visual solamente. 8
Muy bajo
Los controles tienen poca probabilidad de detección.
X Control es logrado con una doble inspección visual solamente. 7
Bajo
Controles pueden detectar. X X
El Control es logrado con métodos gráficos, tales como SPC (Control Estadístico de los Procesos).
6
Moderado
Controles pueden detectar. X
El Control está basado en la medición de variables después de que las partes han salido de la estación, o chequeos pasa-no pasa son ejecutados en el 100% de las partes después de que han salido de la estación.
5
Moderadamente Alta
Los controles tienen una buena probabilidad de detección
X X Detección de Error en operaciones subsecuentes, ó medición ejecutada con chequeos de primeras piezas y ajustes (para causas de ajustes solamente).
4
Alta
Los controles tienen una buena probabilidad de detección
X X Detección de error en la estación, o detección de error en operaciones subsecuentes por múltiples medios de aceptación: suministro, selección, instalación, verificación. No pueden aceptarse partes discrepantes.
3
Muy alta
Los controles son casi ciertos de detectar
X X Detección de error en estación (medición automática con algún dispositivo de paro automático). No pueden aceptarse partes discrepantes.
2
Muy alta
los controles son totalmente ciertos de detectar
X Partes discrepantes que no pueden ser hechas porque el producto/componente ha estado a prueba de error por diseño del proceso/producto mismo.
1
Tipos de Inspección:
A. A Prueba de Error B. Chequeo C. Inspección Manual
18) Número de Prioridad en Riesgos (NPR) El número de Prioridad en riesgos es el producto de los rangos de la Severidad (s), Ocurrencia y Detección.
(S) x (O) x (D) = NPR Dentro del alcance del AMEF particular, este valor (entre 1 y 1000) puede ser usado para clasificar ó rankear el orden de aspectos claves del proceso.
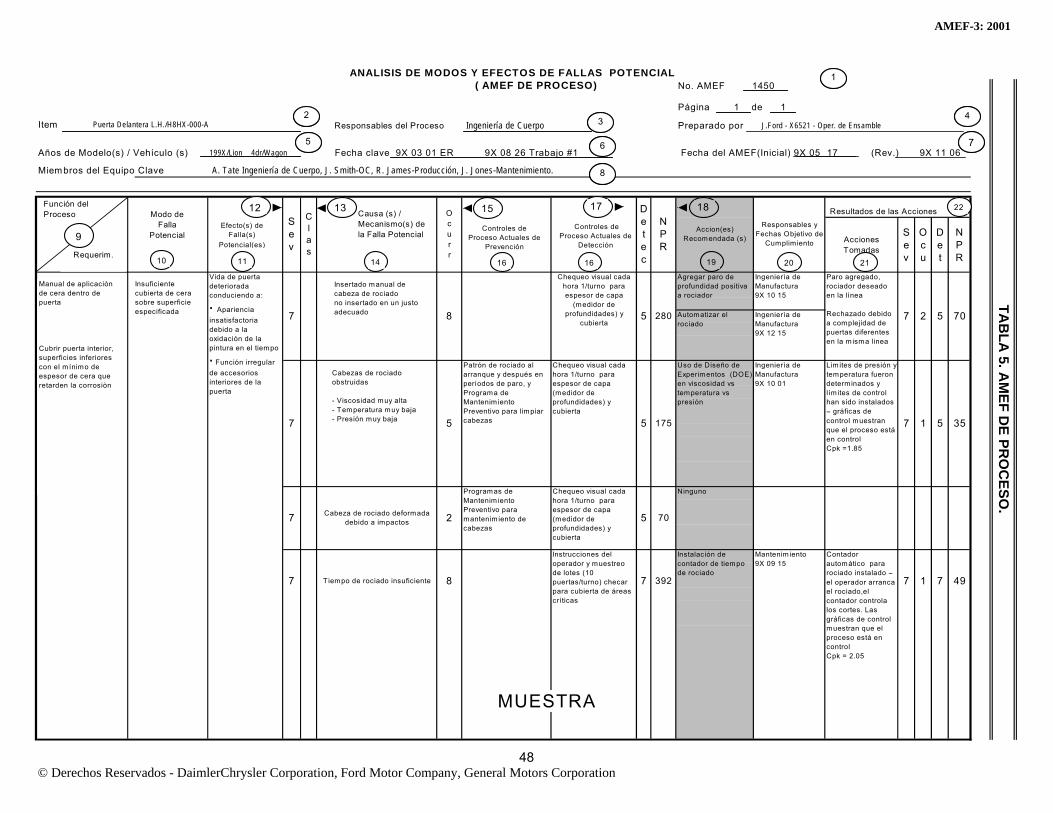
AMEF-3: 2001
48 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE PROCESO) No. AMEF 1450
Página 1 de 1
Item Puerta Delantera L.H./H8HX-000-A Preparado por J.Ford - X6521 - Oper. de Ensamble
Años de Modelo(s) / Vehículo (s) 199X/Lion 4dr/Wagon Fecha clave 9X 03 01 ER Fecha del AMEF(Inicial) 9X 05 17 (Rev.) 9X 11 06
Miembros del Equipo Clave A. Tate Ingeniería de Cuerpo, J. Smith-OC, R. James-Producción, J. Jones-Mantenimiento.
Acciones Tomadas
Sev
Ocu
Det
NPR
Paro agregado, rociador deseado en la línea
Rechazado debido a complejidad de puertas diferentes en la m isma linea
Lim ites de presión y temperatura fueron determinados y lím ites de control han sido instalados – gráficas de control muestran que el proceso está en controlCpk =1.85
5
5
Ninguno
175
5
TAB
LA 5. A
MEF D
E PRO
CESO
.
9X 08 26 Trabajo #1
Automatizar el rociado
Ingenierìa de Manufactura9X 10 15
Ingenierìa de Manufactura9X 12 15
280
Ingenierìa de Manufactura9X 10 01
Uso de Diseño de Experimentos (DOE) en viscosidad vs temperatura vs presión
70
Mantenim iento9X 09 15
7392
Instalación de contador de tiempo de rociado
Contador automático para rociado instalado – el operador arranca el rociado,el contador controla los cortes. Las gráficas de control muestran que el proceso está en control Cpk = 2.05
7
70
35
49
5
5
7
7
7
2
1
1
Resultados de las Acciones
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIAL
Sev
Accion(es) Recomendada (s)
Responsables y Fechas Objetivo de
Cumplim iento
Detec
NPR
Clas
Ocurr
7 8
7
7
7
Instrucciones del operador y muestreo de lotes (10 puertas/turno) checar para cubierta de áreas críticas
2
Responsables del Proceso Ingeniería de Cuerpo
Chequeo visual cada hora 1/turno para espesor de capa
(medidor de profundidades) y
cubierta
Chequeo visual cada hora 1/turno para espesor de capa (medidor de profundidades) y cubierta
5
Patrón de rociado al arranque y después en períodos de paro, y Programa de Mantenim iento Preventivo para limpiar cabezas
Vida de puerta deteriorada conduciendo a:
· Apariencia insatisfactoria debido a la oxidación de la pintura en el tiempo
· Función irregular de accesorios interiores de la puerta
Agregar paro de profundidad positiva a rociador
Cabeza de rociado deformada debido a impactos
Tiempo de rociado insuficiente
Chequeo visual cada hora 1/turno para espesor de capa (medidor de profundidades) y cubierta
8
Programas de Mantenim iento Preventivo para mantenim iento de cabezas
Requerim.
MUESTRA
Modo de Falla
Potencial Efecto(s) de
Falla(s) Potencial(es)
Causa (s) /Mecanismo(s) de la Falla Potencial
Controles de Proceso Actuales de
Prevención 9
1
7 7
Manual de aplicaciòn de cera dentro de puerta
Cubrir puerta interior, superficies inferiores con el mínimo de espesor de cera que retarden la corrosiòn
Insuficiente cubierta de cera sobre superficie especificada
12
Controles de Proceso Actuales de
Detección
11 1410
13 15 17 18
16 16 19 20 21
4
8
3
6
2
5
Insertado manual de cabeza de rociadono insertado en un justo adecuado
Cabezas de rociado obstruidas
- Viscosidad muy alta- Temperatura muy baja- Presión muy baja
Función del Proceso
22
1
7 7
4
8
3
6
2
5
AMEF-3: 2001
AMEFs DE PROCESOS
49 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
19) Acciones Recomendadas Debieran primero dirigirse evaluaciones de Ingeniería para acciones correctivas/preventivas en items con alta severidad, alto RPN y algún otro item designado por el equipo. La intención de cualquier acción recomendada es reducir los rangos en el siguiente orden: Severidad, Ocurrencia y Detección. En la práctica general, cuando la Severidad es e 9 ó 10, debe darse especial atención en asegurar que el riesgo es abordado a través de acciones / controles de diseño ó acciones correctivas/preventivas del proceso existente, independientemente del NPR. En todos los casos donde el efecto de un modo de falla potencial identificado pueda poner en riesgo al personal de manufactura/ensamble debieran tomarse acciones correctivas/preventivas para evitar el modo de la falla eliminando ó controlando las causas, ó debiera especificarse la protección del operador apropiado. Después de haber dado especial atención a los rangos de Severidad de 9 ó 10, el equipo aborda entonces, otros modos de fallas, con la intención de reducir la Severidad, luego la Ocurrencia y luego la Detección. Debieran considerarse las siguientes acciones pero no limitarse a: • Para reducir la probabilidad de Ocurrencia, se requieren revisiones del diseño y/ó proceso. Puede
implementarse un estudio del proceso con acciones orientadas usando métodos estadísticos y con un retroalimentación continua de información hacia operaciones apropiadas para el mejoramiento continuo y la prevención de defectos.
• Solo revisiones del diseño y/ó proceso pueden traer como consecuencia una revisión en los rangos de severidad.
• El método preferido para lograr una reducción en los rangos de detección es el uso de métodos aprueba de errores. Generalmente, el mejoramiento de controles de detección es costoso e inefectivo, para mejoramientos en calidad. El incremento en la frecuencia de la inspección de los controles de calidad no es una acción correctiva/preventiva efectiva y solo debiera usarse como una medida temporal dado que se requieren acciones correctivas/preventivas permanentes. En algunos casos, el cambio de diseño de una parte específica puede requerirse par ayudar en la detección. Pueden implementarse cambios en el sistema de controles actuales, para incrementar esta probabilidad. Sin embargo, debe ponerse énfasis en la prevención de defectos (ej., reduciendo la ocurrencia) mas que su detección. Un ejemplo sería el uso del Control estadístico del Proceso y el mejoramiento del proceso más que cheque de calidad aleatorios ó inspecciones asociadas.
Si alguna evaluación de Ingeniería conduce a la no existencia de acciones recomendadas, para una combinación específica de un modo de falla/causa/control indicar esto registrando “ninguna” en esta columna.
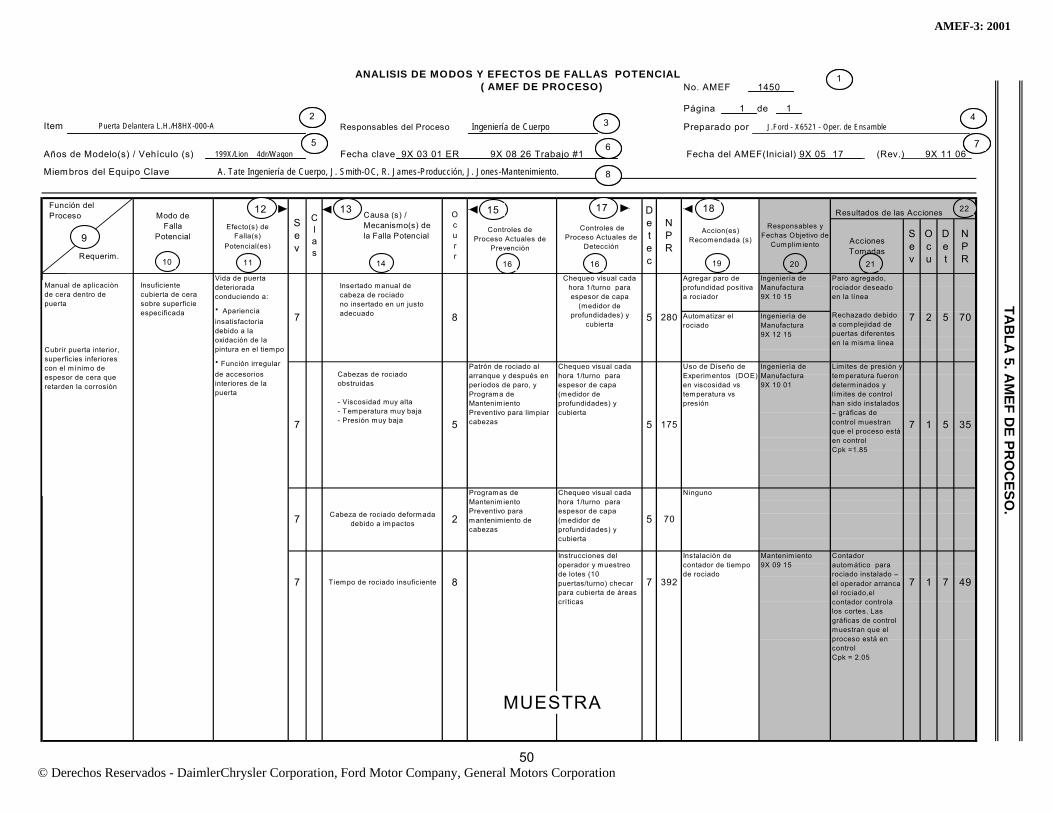
AMEF-3: 2001
50 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE PROCESO) No. AMEF 1450
Página 1 de 1
Item Puerta Delantera L.H./H8HX-000-A Preparado por J.Ford - X6521 - Oper. de Ensamble
Años de Modelo(s) / Vehículo (s) 199X/Lion 4dr/Wagon Fecha clave 9X 03 01 ER Fecha del AMEF(Inicial) 9X 05 17 (Rev.) 9X 11 06
Miembros del Equipo Clave A. Tate Ingeniería de Cuerpo, J. Smith-OC, R. James-Producción, J. Jones-Mantenimiento.
Acciones Tomadas
Sev
Ocu
Det
NPR
Vida de puerta deteriorada conduciendo a:
· Apariencia insatisfactoria debido a la oxidación de la pintura en el tiempo
· Función irregular de accesorios interiores de la puerta
Agregar paro de profundidad positiva a rociador
Cabeza de rociado deformada debido a impactos
Tiempo de rociado insuficiente
Chequeo visual cada hora 1/turno para espesor de capa (medidor de profundidades) y cubierta
8
Programas de Mantenim iento Preventivo para mantenim iento de cabezas
Instrucciones del operador y muestreo de lotes (10 puertas/turno) checar para cubierta de áreas críticas
2
Responsables del Proceso Ingeniería de Cuerpo
Chequeo visual cada hora 1/turno para espesor de capa
(medidor de profundidades) y
cubierta
Chequeo visual cada hora 1/turno para espesor de capa (medidor de profundidades) y cubierta
5
Patrón de rociado al arranque y después en períodos de paro, y Programa de Mantenim iento Preventivo para limpiar cabezas7
7
7
Clas
Ocurr
7 8
Resultados de las Acciones
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIAL
Sev
Accion(es) Recomendada (s)
Responsables y Fechas Objetivo de
Cumplim iento
Detec
NPR
7
7
2
1
1
70
35
49
5
5
7
Mantenim iento9X 09 15
7392
Instalación de contador de tiempo de rociado
Contador automático para rociado instalado – el operador arranca el rociado,el contador controla los cortes. Las gráficas de control muestran que el proceso está en control Cpk = 2.05
7
TAB
LA 5. A
MEF D
E PRO
CESO
.
9X 08 26 Trabajo #1
Automatizar el rociado
Ingenierìa de Manufactura9X 10 15
Ingenierìa de Manufactura9X 12 15
280
Ingenierìa de Manufactura9X 10 01
Uso de Diseño de Experimentos (DOE) en viscosidad vs temperatura vs presión
70
Paro agregado, rociador deseado en la línea
Rechazado debido a complejidad de puertas diferentes en la m isma linea
Lim ites de presión y temperatura fueron determinados y lím ites de control han sido instalados – gráficas de control muestran que el proceso está en controlCpk =1.85
5
5
Ninguno
175
5
Requerim.
MUESTRA
Modo de Falla
Potencial Efecto(s) de
Falla(s) Potencial(es)
Causa (s) /Mecanismo(s) de la Falla Potencial
Controles de Proceso Actuales de
Prevención 9
1
7 7
Manual de aplicaciòn de cera dentro de puerta
Cubrir puerta interior, superficies inferiores con el mínimo de espesor de cera que retarden la corrosiòn
Insuficiente cubierta de cera sobre superficie especificada
12
Controles de Proceso Actuales de
Detección
11 1410
13 15 17 18
16 16 19 20 21
4
8
3
6
2
5
Insertado manual de cabeza de rociadono insertado en un justo adecuado
Cabezas de rociado obstruidas
- Viscosidad muy alta- Temperatura muy baja- Presión muy baja
Función del Proceso
22
1
7 7
4
8
3
6
2
5
AMEF-3: 2001
AMEFs DE PROCESOS
51 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
20) Responsables para la Acciones Recomendadas Registrar el nombre de la organización y a los individuos responsables de cada una de las acciones recomendadas y las fechas meta de terminación. 21) Acciones Tomadas Después de que las acciones se hayan implementado, registrar una breve descripción de las acciones actuales y las fechas efectivas. 22) Resultados de Acciones Después de que se hallan identificado las acciones correctivas/preventivas, estimar y registrar los rangos de Severidad, Ocurrencia y Detección. Calcular y registrar el NPR resultante. Si no se toman acciones, dejar en blanco las columnas de rangos relacionadas. Todos los rangos revisados debieran revisarse y si se consideran acciones necesarias y adicionales, repetir el análisis. El enfoque debiera ser siempre en el mejoramiento continuo. Acciones de Seguimiento Los ingenieros responsables de los Diseños son responsables también de asegurar que todas las acciones recomendadas se hallan implementado ó abordado adecuadamente. El AMEF es un documento vivo y debiera siempre reflejar el nivel de diseño mas reciente y actual, así como las acciones relevantes más actuales, incluyendo aquellas que ocurrieron después del arranque de producción. Los ingenieros responsables del proceso cuentan con varios medios para asegurar que los aspectos clave son identificados y las acciones recomendadas son implementadas. Esto incluye, pero no se limita a lo siguiente: • Asegurando que los requerimientos del proceso/producto se logran, • Revisando dibujos de Ingeniería especificaciones del producto/proceso y el flujo del proceso, • Confirmando la incorporación de los cambios en la documentación de manufactura/ensamble, y, • Revisando los planes de control y las instrucciones de operación.
AMEF-3: 2001
52 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
APENDICE A
OBJETIVOS DE CALIDAD DE LOS AMEFs DE DISEÑOS
Nota: Prevalecen Requerimientos de Programas específicos. 1 MEJORAMIENTOS DE DISEÑO Los AMEFs conducen a mejoramientos de diseño como el objetivo principal. 2 MODOS DE FALLAS DE ALTO RIESGO. Los AMEFs abordan todos los modos de fallas de alto riesgo, identificados estos por los equipos de AMEFs con planes de acciones ejecutables. Se consideran todos los otros modos de fallas. 3 PLANES A/D/V O DVP y R Los de Análisis/Desarrollo/Validación (A/D/V), y/ó los Planes y Reportes de Verificación de diseños (DVP y R), consideran los modos de fallas de los AMEFs. 4 INTERFASES El alcance de un AMEF incluyen los modos de fallas de la integración e interfases de los análisis y diagramas de bloques. 5 LECCIONES APRENDIDAS Los AMEFs consideran todas las “lecciones aprendidas“ principales tales como garantías importantes, campañas, etc.) como una entrada a la identificación de modos de fallas. 6 CARACTERISTICAS CLAVE Ó ESPECIALES Los AMEFs identifican candidatos apropiados para características clave como una entrada al proceso de selección de características clave, si esto se aplica por políticas de la compañía. 7 ESQUEMA DE TIEMPO Los AMEFs se completan durante su “ventana de oportunidad”, donde pudiera impactar más eficientemente el diseño del producto mismo. 8 EQUIPO La gente correcta participa como parte de un equipo de AMEF a lo largo de el análisis y es entrenada adecuadamente en métodos de AMEFs. Conforme sea apropiado, debiera usarse un facilitador . 9 DOCUMENTACION El documento de un AMEF se llena totalmente “como un libro” incluyendo “acciones tomadas” y nuevos valores de NPRs. 10 USO EN TIEMPO Tiempo empleado por el equipo de AMEF y el, y en lo más inicial posible, de uso eficiente y efectivo en tiempo y con resultados de valor agregado. Esto asume que acciones recomendadas se han identificado como es requerido y las acciones se han implementado.
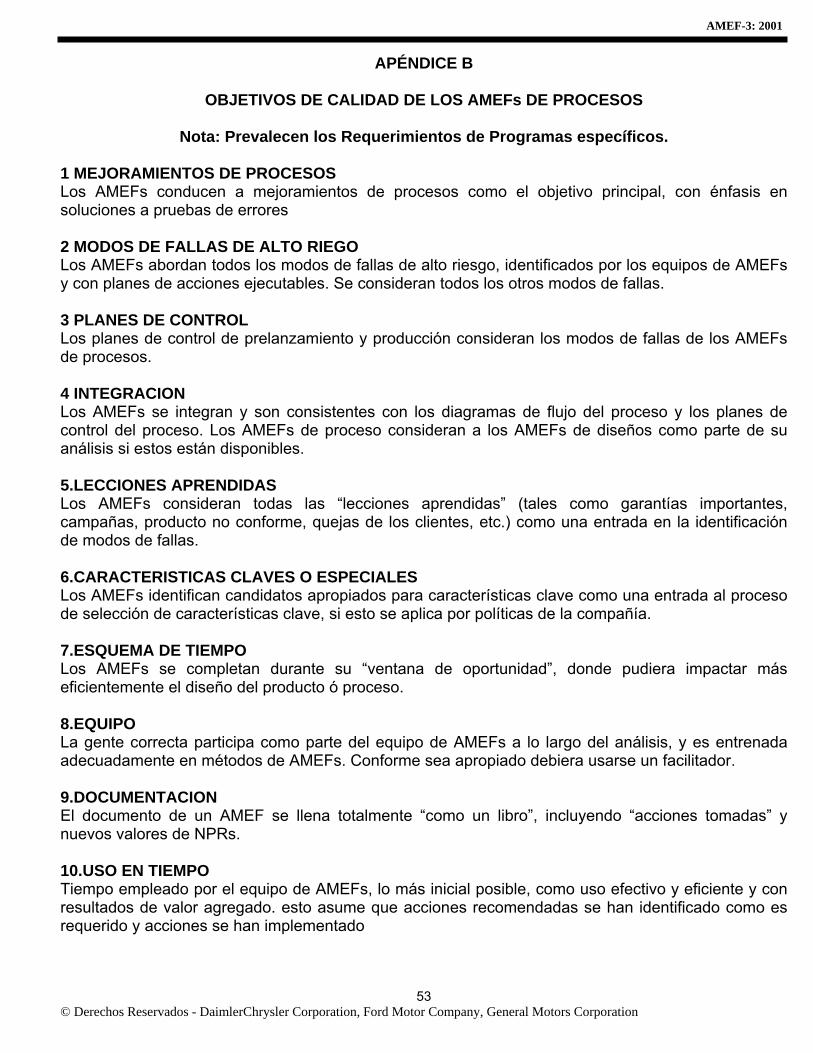
AMEF-3: 2001
53 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
APÉNDICE B
OBJETIVOS DE CALIDAD DE LOS AMEFs DE PROCESOS
Nota: Prevalecen los Requerimientos de Programas específicos. 1 MEJORAMIENTOS DE PROCESOS Los AMEFs conducen a mejoramientos de procesos como el objetivo principal, con énfasis en soluciones a pruebas de errores 2 MODOS DE FALLAS DE ALTO RIEGO Los AMEFs abordan todos los modos de fallas de alto riesgo, identificados por los equipos de AMEFs y con planes de acciones ejecutables. Se consideran todos los otros modos de fallas. 3 PLANES DE CONTROL Los planes de control de prelanzamiento y producción consideran los modos de fallas de los AMEFs de procesos. 4 INTEGRACION Los AMEFs se integran y son consistentes con los diagramas de flujo del proceso y los planes de control del proceso. Los AMEFs de proceso consideran a los AMEFs de diseños como parte de su análisis si estos están disponibles. 5.LECCIONES APRENDIDAS Los AMEFs consideran todas las “lecciones aprendidas” (tales como garantías importantes, campañas, producto no conforme, quejas de los clientes, etc.) como una entrada en la identificación de modos de fallas. 6.CARACTERISTICAS CLAVES O ESPECIALES Los AMEFs identifican candidatos apropiados para características clave como una entrada al proceso de selección de características clave, si esto se aplica por políticas de la compañía. 7.ESQUEMA DE TIEMPO Los AMEFs se completan durante su “ventana de oportunidad”, donde pudiera impactar más eficientemente el diseño del producto ó proceso. 8.EQUIPO La gente correcta participa como parte del equipo de AMEFs a lo largo del análisis, y es entrenada adecuadamente en métodos de AMEFs. Conforme sea apropiado debiera usarse un facilitador. 9.DOCUMENTACION El documento de un AMEF se llena totalmente “como un libro”, incluyendo “acciones tomadas” y nuevos valores de NPRs. 10.USO EN TIEMPO Tiempo empleado por el equipo de AMEFs, lo más inicial posible, como uso efectivo y eficiente y con resultados de valor agregado. esto asume que acciones recomendadas se han identificado como es requerido y acciones se han implementado
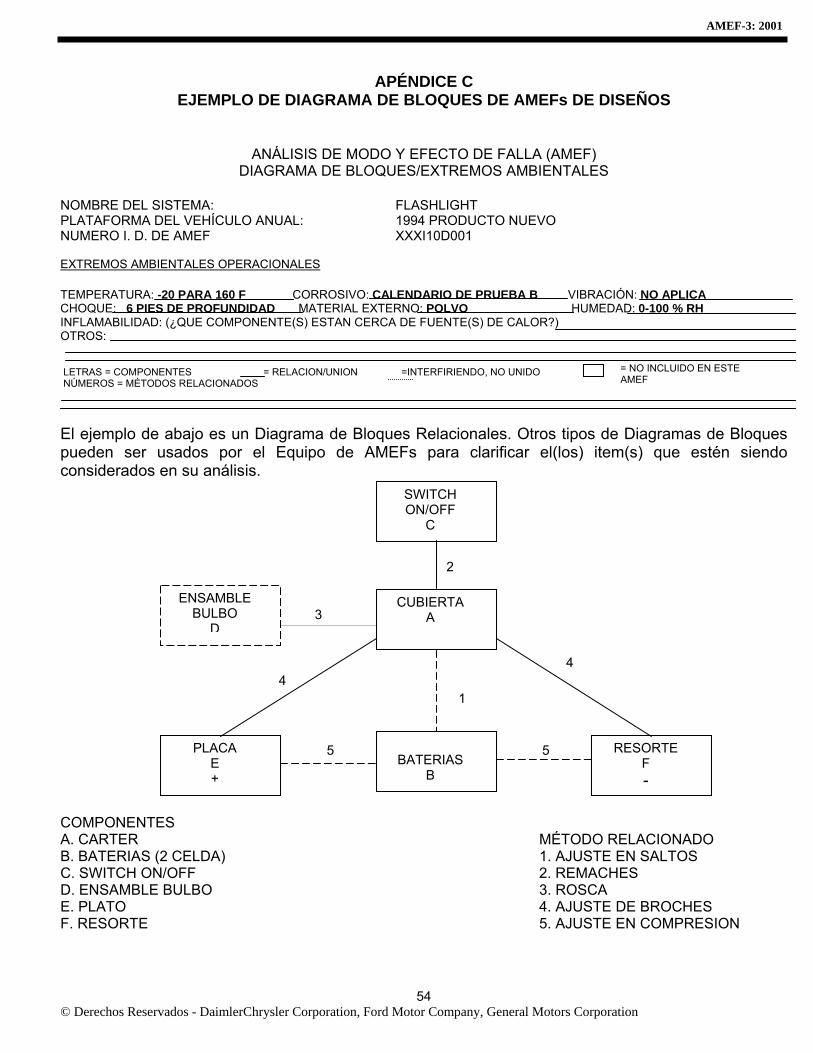
AMEF-3: 2001
54 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
APÉNDICE C
EJEMPLO DE DIAGRAMA DE BLOQUES DE AMEFs DE DISEÑOS
ANÁLISIS DE MODO Y EFECTO DE FALLA (AMEF) DIAGRAMA DE BLOQUES/EXTREMOS AMBIENTALES
NOMBRE DEL SISTEMA: FLASHLIGHT PLATAFORMA DEL VEHÍCULO ANUAL: 1994 PRODUCTO NUEVO NUMERO I. D. DE AMEF XXXI10D001 EXTREMOS AMBIENTALES OPERACIONALES TEMPERATURA: -20 PARA 160 F CORROSIVO: CALENDARIO DE PRUEBA B VIBRACIÓN: NO APLICA CHOQUE: 6 PIES DE PROFUNDIDAD MATERIAL EXTERNO: POLVO HUMEDAD: 0-100 % RH INFLAMABILIDAD: (¿QUE COMPONENTE(S) ESTAN CERCA DE FUENTE(S) DE CALOR?) OTROS:
El ejemplo de abajo es un Diagrama de Bloques Relacionales. Otros tipos de Diagramas de Bloques pueden ser usados por el Equipo de AMEFs para clarificar el(los) item(s) que estén siendo considerados en su análisis.
COMPONENTES A. CARTER MÉTODO RELACIONADO B. BATERIAS (2 CELDA) 1. AJUSTE EN SALTOS C. SWITCH ON/OFF 2. REMACHES D. ENSAMBLE BULBO 3. ROSCA E. PLATO 4. AJUSTE DE BROCHES F. RESORTE 5. AJUSTE EN COMPRESION
LETRAS = COMPONENTES = RELACION/UNION =INTERFIRIENDO, NO UNIDO NÚMEROS = MÉTODOS RELACIONADOS
SWITCH ON/OFF
C
PLACA E +
BATERIAS B
RESORTE F -
ENSAMBLE BULBO
D
CUBIERTA A
1
5 5
4 4
3
2
= NO INCLUIDO EN ESTE AMEF
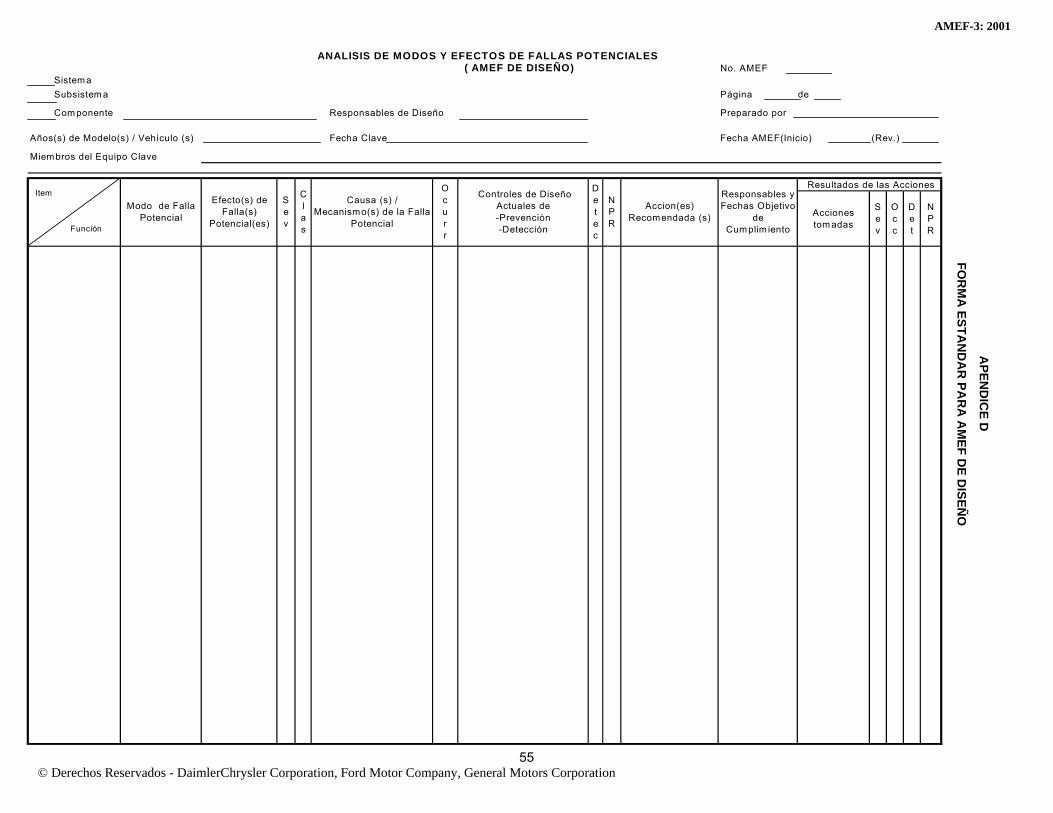
AMEF-3: 2001
55 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE DISEÑO) No. AMEF Sistema Subsistem a Página de
Componente Preparado por
Años(s) de Modelo(s) / Vehículo (s) Fecha Clave Fecha AMEF(Inicio) (Rev.)
Miembros del Equipo Clave
Acciones tom adas
Sev
Occ
Det
NPR
Modo de Falla Potencial
Controles de Diseño Actuales de -Prevención -Detección
Responsables de Diseño
Resultados de las AccionesDetec
Clas
Ocurr
Causa (s) /Mecanismo(s) de la Falla
Potencial
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIALES
Efecto(s) de Falla(s)
Potencial(es)
Sev
Accion(es) Recomendada (s)
Responsables y Fechas Objetivo
de Cumplim iento
APEN
DIC
E D
FOR
MA
ESTAN
DA
R PA
RA
AM
EF DE D
ISEÑO
NPR
Item
Función
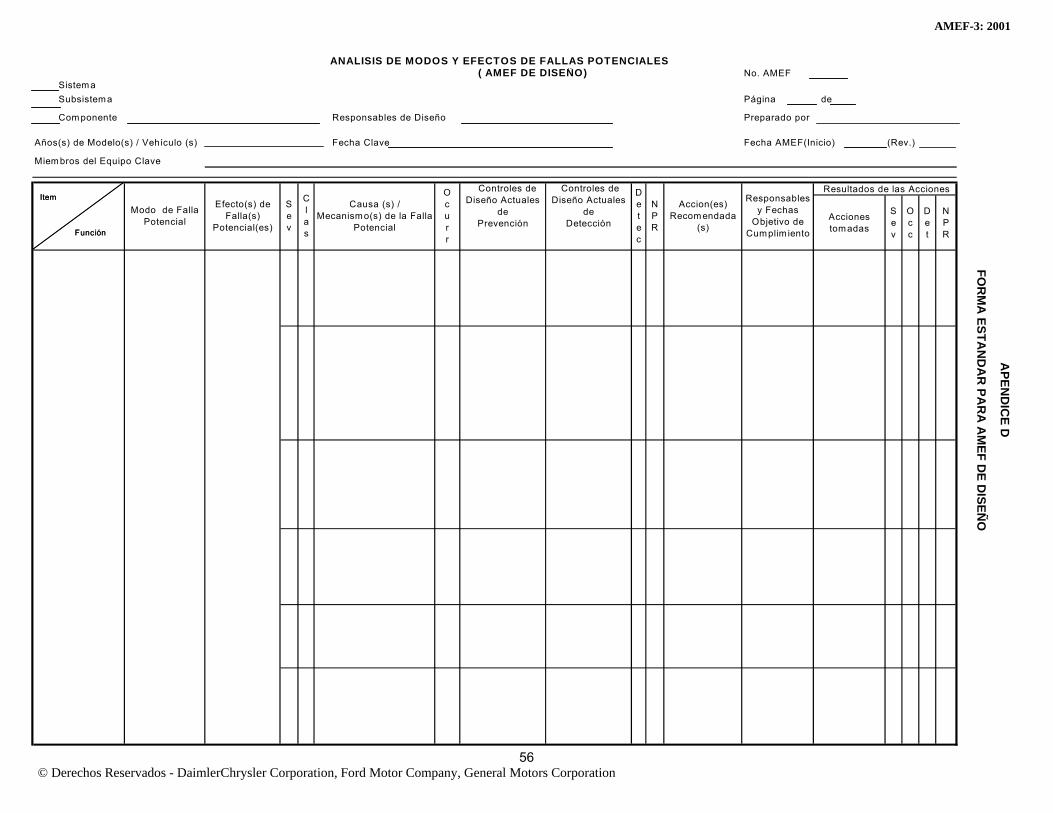
AMEF-3: 2001
56 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE DISEÑO) No. AMEF Sistem a Subsistema Página de
Com ponente Preparado por
Años(s) de Modelo(s) / Vehículo (s) Fecha Clave Fecha AMEF(Inicio) (Rev.)
Miem bros del Equipo Clave
Acciones tomadas
Sev
Occ
Det
NPR
APEN
DIC
E D
FOR
MA
ESTAN
DA
R PA
RA
AM
EF DE D
ISEÑO
NPR
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIALES
Efecto(s) de Falla(s)
Potencial(es)
Sev
Accion(es) Recom endada
(s)
Responsables y Fechas
Objetivo de Cumplim iento
Resultados de las AccionesDetec
Ocurr
Controles de Diseño Actuales
de Prevención
Controles de Diseño Actuales
de Detección
Modo de Falla Potencial
Responsables de Diseño
Clas
Causa (s) /Mecanismo(s) de la Falla
Potencial
Item
Función
Item
Función
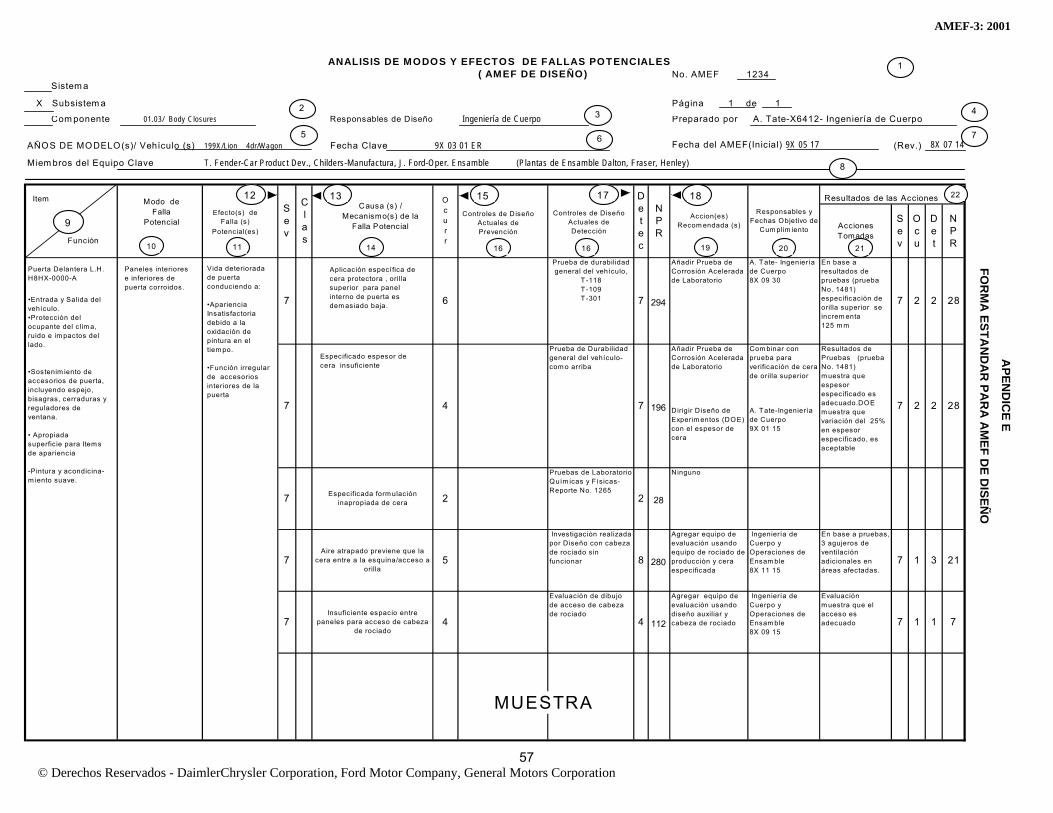
AMEF-3: 2001
57 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE DISEÑO) No. AMEF 1234 Sistem a
X Subsistem a Página 1 de 1
Com ponente Preparado por
AÑOS DE MODELO(s)/ Vehículo (s) 199X/Lion 4dr/W agon Fecha Clave 9X 03 01 ER Fecha del AMEF(Inicial) 9X 05 17 (Rev.) 8X 07 14
Miem bros del Equipo Clave T. Fender-Car Product Dev., Childers-Manufactura, J. Ford-Oper. Ensamble (P lantas de Ensamble Dalton, Fraser, Henley)
Acciones Tomadas
Sev
Ocu
Det
NPR
4
Especificada form ulación inapropiada de cera
Insuficiente espacio entre paneles para acceso de cabeza
de rociado
Evaluación de dibujo de acceso de cabeza de rociado
Aire atrapado previene que la cera entre a la esquina/acceso a
orilla
Investigación realizada por Diseño con cabeza de rociado sin funcionar
A. Tate-X6412- Ingeniería de CuerpoResponsables de Diseño Ingeniería de Cuerpo
Prueba de durabilidad general del vehìculo,
T -118 T -109 T -301 7
A. T ate- Ingeniería de Cuerpo 8X 09 30
Añadir Prueba de Corrosión Acelerada de Laboratorio
Resultados de las Acciones
294
Prueba de Durabilidad general del vehículo-com o arriba
7
7
7
2
5
Pruebas de Laboratorio Quím icas y Físicas-Reporte No. 1265
7 6
7 4
Clas
Ocurr
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIALES
Sev
01.03/ Body C losures
Accion(es) Recom endada (s)
Responsables y Fechas Objetivo de
Cum plim iento
Detec
NPR
2
7
31
1
28
21
2
2
7
Ingeniería de Cuerpo y Operaciones de Ensam ble 8X 09 15
2
Agregar equipo de evaluación usando diseño auxiliar y cabeza de rociado
Ingeniería de Cuerpo y Operaciones de Ensam ble 8X 11 15
7
4 7
1967
7
112
28
280
2
8
Ninguno
Agregar equipo de evaluación usando equipo de rociado de producciòn y cera especificada
Dirigir D iseño de Experim entos (DOE) con el espesor de cera
Añadir Prueba de Corrosión Acelerada de Laboratorio
FOR
MA
ESTAN
DA
R PA
RA
AM
EF DE D
ISEÑO
APEN
DIC
E E
A. T ate-Ingeniería de Cuerpo 9X 01 15
Com binar con prueba para verificación de cera de orilla superior
En base a resultados de pruebas (prueba No. 1481) especificación de orilla superior se increm enta 125 m m
Resultados de Pruebas (prueba No. 1481) m uestra que espesor especificado es adecuado.DOE m uestra que variación del 25% en espesor especificado, es aceptable
En base a pruebas, 3 agujeros de ventilación adicionales en áreas afectadas.
Evaluación m uestra que el acceso es adecuado 1
28
MUESTRA
Item
Función
Modo de Falla
PotencialEfecto(s) de
Falla (s) Potencial(es)
Causa (s) /Mecanismo(s) de la
Falla PotencialControles de Diseño
Actuales dePrevención
9
1
Puerta Delantera L.H.H8HX-0000-A
•Entrada y Salida del vehículo.•Protección del ocupante del clim a, ruido e im pactos del lado.
•Sostenim iento de accesorios de puerta,incluyendo espejo, bisagras, cerraduras y reguladores de ventana.
• Apropiadasuperfic ie para Item s de apariencia
-Pintura y acondicina-m iento suave.
Paneles interiores e inferiores de puerta corroidos.
Vida deteriorada de puerta conduciendo a:
•Apariencia Insatisfactoriadebido a la oxidación depintura en el tiem po.
•Función irregular de accesoriosinteriores de la puerta
12
Controles de Diseño Actuales deDetección
11 1410
13 15 17 18
16 16 19 20 21
4
8
3
6
2
5
Aplicación específica de cera protectora , orilla superior para panel interno de puerta es dem asiado baja.
Especificado espesor de cera insufic iente
22
7
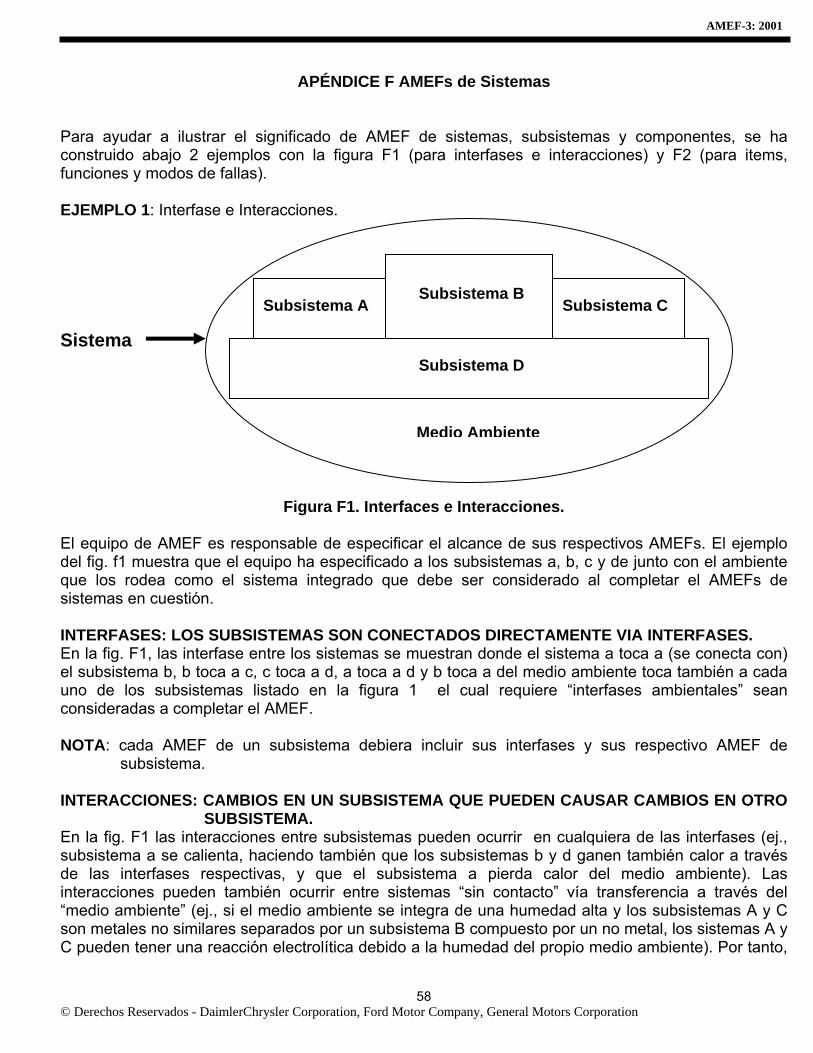
AMEF-3: 2001
58 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
APÉNDICE F AMEFs de Sistemas
Para ayudar a ilustrar el significado de AMEF de sistemas, subsistemas y componentes, se ha construido abajo 2 ejemplos con la figura F1 (para interfases e interacciones) y F2 (para items, funciones y modos de fallas). EJEMPLO 1: Interfase e Interacciones. Sistema
Figura F1. Interfaces e Interacciones. El equipo de AMEF es responsable de especificar el alcance de sus respectivos AMEFs. El ejemplo del fig. f1 muestra que el equipo ha especificado a los subsistemas a, b, c y de junto con el ambiente que los rodea como el sistema integrado que debe ser considerado al completar el AMEFs de sistemas en cuestión. INTERFASES: LOS SUBSISTEMAS SON CONECTADOS DIRECTAMENTE VIA INTERFASES. En la fig. F1, las interfase entre los sistemas se muestran donde el sistema a toca a (se conecta con) el subsistema b, b toca a c, c toca a d, a toca a d y b toca a del medio ambiente toca también a cada uno de los subsistemas listado en la figura 1 el cual requiere “interfases ambientales” sean consideradas a completar el AMEF. NOTA: cada AMEF de un subsistema debiera incluir sus interfases y sus respectivo AMEF de
subsistema. INTERACCIONES: CAMBIOS EN UN SUBSISTEMA QUE PUEDEN CAUSAR CAMBIOS EN OTRO
SUBSISTEMA. En la fig. F1 las interacciones entre subsistemas pueden ocurrir en cualquiera de las interfases (ej., subsistema a se calienta, haciendo también que los subsistemas b y d ganen también calor a través de las interfases respectivas, y que el subsistema a pierda calor del medio ambiente). Las interacciones pueden también ocurrir entre sistemas “sin contacto” vía transferencia a través del “medio ambiente” (ej., si el medio ambiente se integra de una humedad alta y los subsistemas A y C son metales no similares separados por un subsistema B compuesto por un no metal, los sistemas A y C pueden tener una reacción electrolítica debido a la humedad del propio medio ambiente). Por tanto,
Subsistema B
Subsistema D
Subsistema C Subsistema A
Medio Ambiente
AMEF-3: 2001
59 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
las interacciones entre sistemas sin contacto pueden ser relativamente difíciles de predecir aunque son importantes y debieran ser consideradas. EJEMPLO 2: Items, Funciones y Modos de Falla La figura F2 (ver página siguiente) describe un método que muestra Items, Funciones, y Modos de Falla en “arreglos de árbol” que pueden ayudar al equipo a visualizar los Sistemas, Subsistemas, y Componentes. En el nivel del Sistema, las descripciones tenderán a ser mucho más general que para los Subsistemas y Componentes (Componentes usualmente tendrán las descripciones más específicas). El “arreglo de árbol” es ordenado como sigue, para los Sistemas, Subsistemas, y Componentes: ITEM Objetivos de Diseño (una declaración de objetivos de diseño es frecuentemente útil) -FUNCIÓN 1 MODO POTENCIAL DE FALLA A MODO POTENCIAL DE FALLA B etc........... -FUNCIÓN 2 MODO POTENCIAL DE FALLA A MODO POTENCIAL DE FALLA B etc........... - etc...........
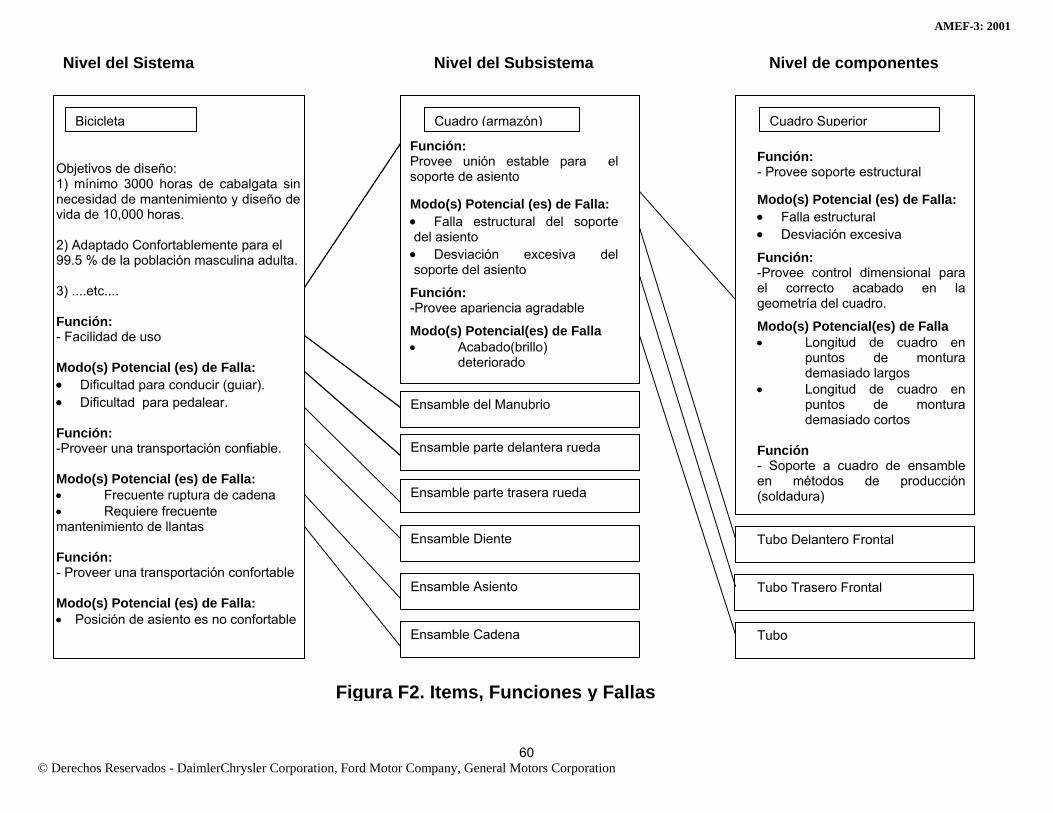
AMEF-3: 2001
60 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
Nivel del Sistema Nivel del Subsistema Nivel de componentes
Bicicleta
Objetivos de diseño: 1) mínimo 3000 horas de cabalgata sin necesidad de mantenimiento y diseño de vida de 10,000 horas. 2) Adaptado Confortablemente para el 99.5 % de la población masculina adulta. 3) ....etc.... Función: - Facilidad de uso Modo(s) Potencial (es) de Falla: • Dificultad para conducir (guiar). • Dificultad para pedalear. Función: -Proveer una transportación confiable. Modo(s) Potencial (es) de Falla: • Frecuente ruptura de cadena • Requiere frecuente mantenimiento de llantas Función: - Proveer una transportación confortable Modo(s) Potencial (es) de Falla: • Posición de asiento es no confortable
Cuadro (armazón) Cuadro Superior
Ensamble del Manubrio
Ensamble parte delantera rueda
Ensamble parte trasera rueda
Ensamble Diente
Ensamble Asiento
Ensamble Cadena
Función: - Provee soporte estructural Modo(s) Potencial (es) de Falla: • Falla estructural • Desviación excesiva
Función: -Provee control dimensional para el correcto acabado en la geometría del cuadro.
Modo(s) Potencial(es) de Falla • Longitud de cuadro en
puntos de montura demasiado largos
• Longitud de cuadro en puntos de montura demasiado cortos
Función - Soporte a cuadro de ensamble en métodos de producción (soldadura)
Función: Provee unión estable para el soporte de asiento Modo(s) Potencial (es) de Falla: • Falla estructural del soporte del asiento • Desviación excesiva del soporte del asiento
Función: -Provee apariencia agradable
Modo(s) Potencial(es) de Falla • Acabado(brillo)
deteriorado
Tubo
Tubo Trasero Frontal
Tubo Delantero Frontal
Figura F2. Items, Funciones y Fallas
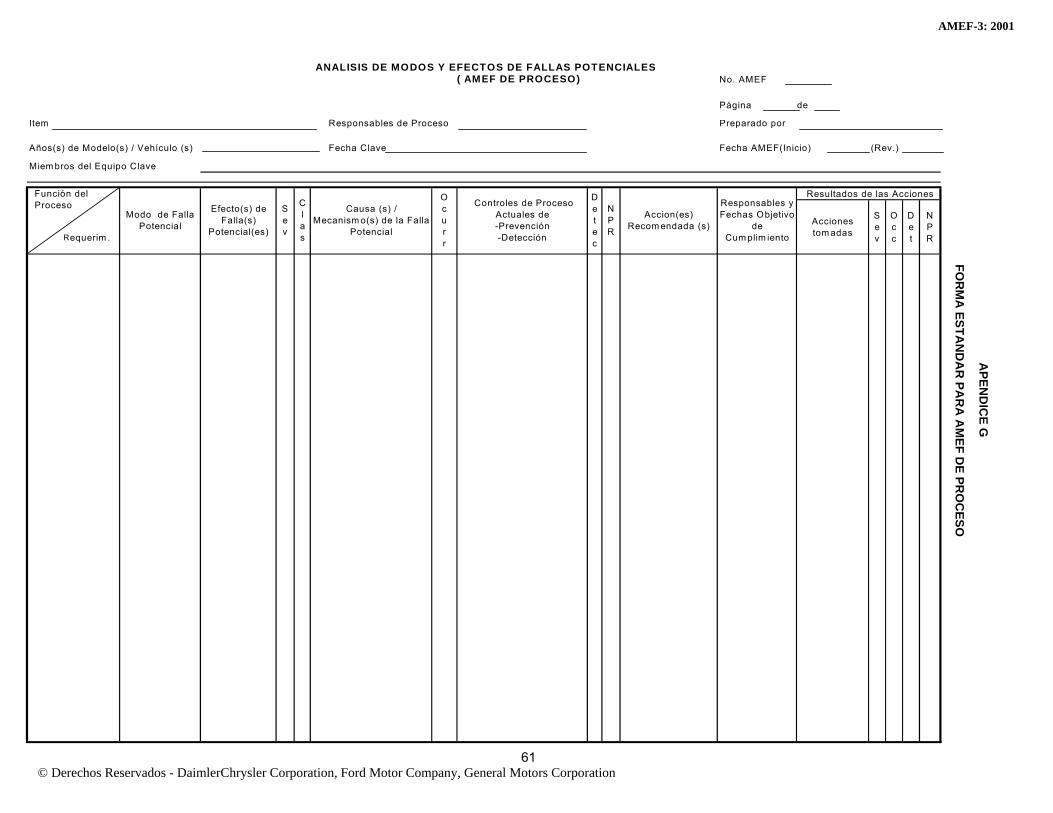
AMEF-3: 2001
61 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE PROCESO) No. AMEF
Página de
Item Preparado por
Años(s) de Modelo(s) / Vehículo (s) Fecha Clave Fecha AMEF(Inicio) (Rev.)
Miem bros del Equipo Clave
Acciones tom adas
Sev
Occ
Det
NPR
APEN
DIC
E G
FOR
MA
ESTAN
DA
R PA
RA
AM
EF DE PR
OC
ESO
NPR
Clas
Ocurr
Causa (s) /Mecanism o(s) de la Falla
Potencial
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIALES
Efecto(s) de Falla(s)
Potencial(es)
Sev
Accion(es) Recom endada (s)
Responsables y Fechas Objetivo
de Cum plim iento
Detec
Modo de Falla Potencial
Controles de Proceso Actuales de -Prevención -Detección
Responsables de Proceso
Resultados de las AccionesFunción del Proceso
Requerim .
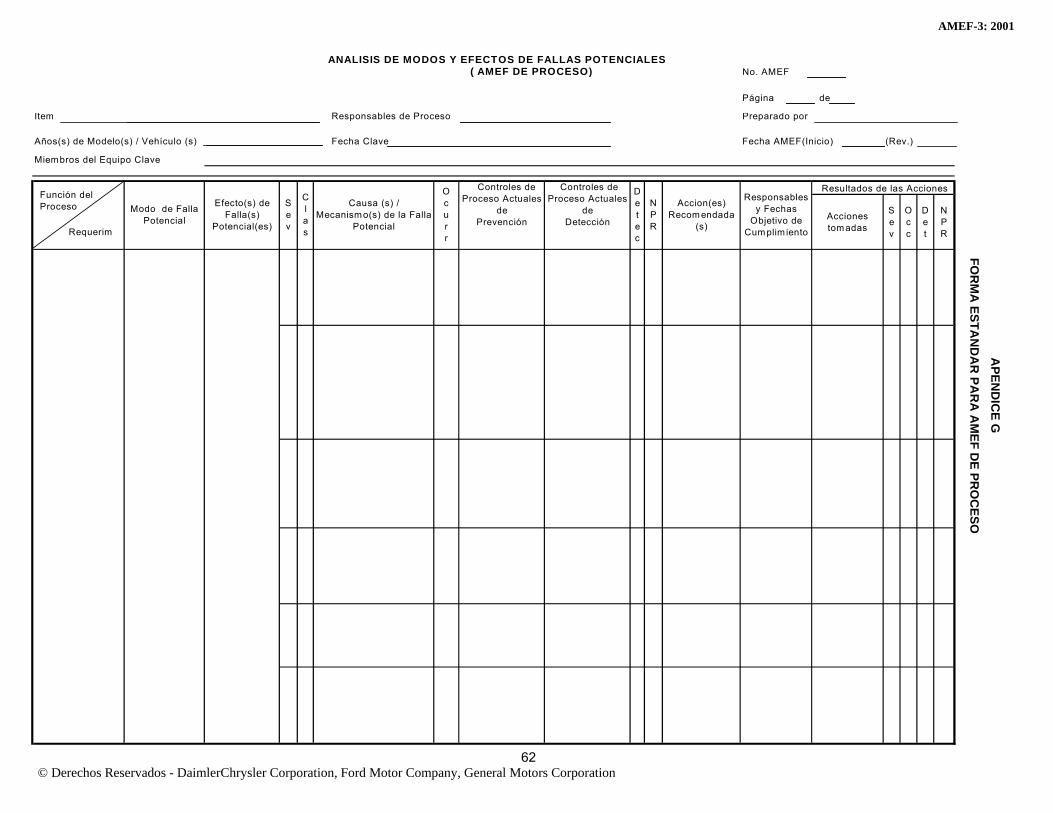
AMEF-3: 2001
62 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE PROCESO) No. AMEF
Página de
Item Preparado por
Años(s) de Modelo(s) / Vehículo (s) Fecha Clave Fecha AMEF(Inicio) (Rev.)
Miembros del Equipo Clave
Acciones tom adas
Sev
Occ
Det
NPR
Modo de Falla Potencial
Responsables de Proceso
Clas
Causa (s) /Mecanismo(s) de la Falla
Potencial
Resultados de las AccionesDetec
Ocurr
Controles de Proceso Actuales
de Prevención
Controles de Proceso Actuales
de Detección
APEN
DIC
E GFO
RM
A ESTA
ND
AR
PAR
A A
MEF D
E PRO
CESO
NPR
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIALES
Efecto(s) de Falla(s)
Potencial(es)
Sev
Accion(es) Recom endada
(s)
Responsables y Fechas
Objetivo de Cum plim iento
Función del Proceso
Requerim
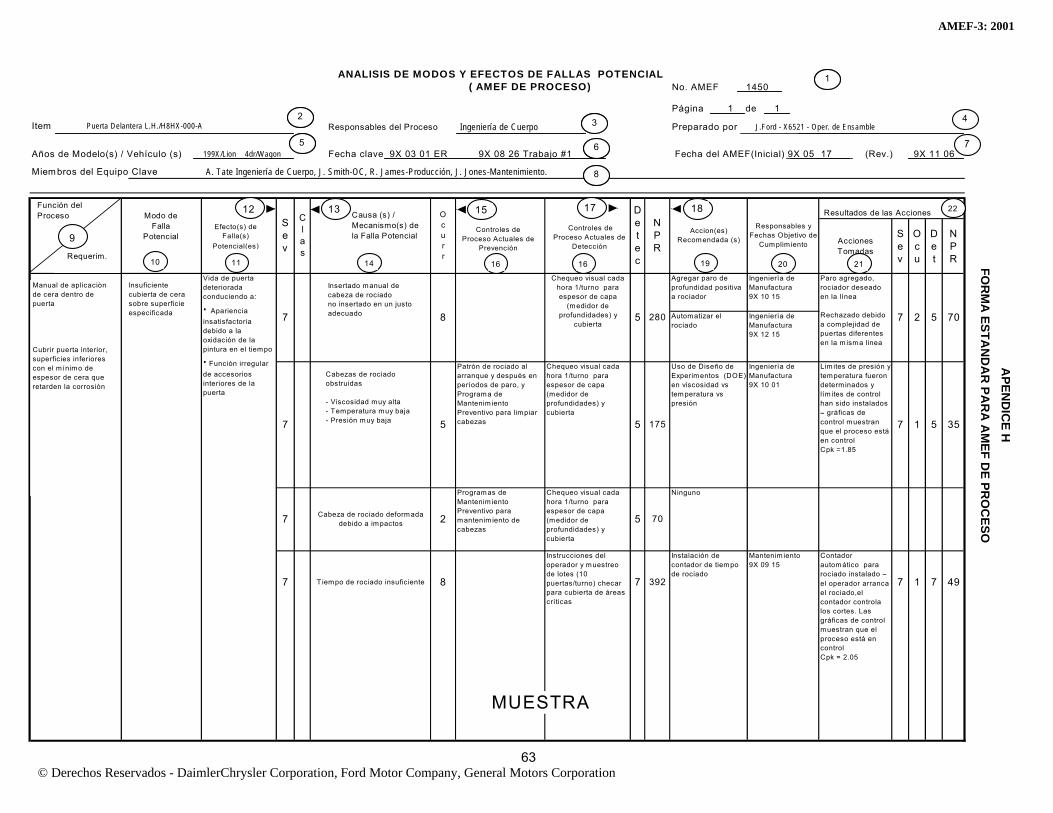
AMEF-3: 2001
63 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
( AMEF DE PROCESO) No. AMEF 1450
Página 1 de 1
Item Puerta Delantera L.H./H8HX-000-A Preparado por J.Ford - X6521 - Oper. de Ensamble
Años de Modelo(s) / Vehículo (s) 199X/Lion 4dr/Wagon Fecha clave 9X 03 01 ER Fecha del AMEF(Inicial) 9X 05 17 (Rev.) 9X 11 06
Miem bros del Equipo Clave A. Tate Ingeniería de Cuerpo, J. Smith-OC, R. James-Producción, J. Jones-Mantenimiento.
Acciones Tomadas
Sev
Ocu
Det
NPR FO
RM
A ESTA
ND
AR
PAR
A A
MEF D
E PRO
CESO
APEN
DIC
E H
Paro agregado, rociador deseado en la línea
Rechazado debido a complejidad de puertas diferentes en la m isma linea
Lim ites de presión y temperatura fueron determ inados y lím ites de control han sido instalados – gráficas de control muestran que el proceso está en controlCpk =1.85
70
35
49
5
5
Ninguno
175
5
9X 08 26 Trabajo #1
Automatizar el rociado
Ingenierìa de Manufactura9X 10 15
Ingenierìa de Manufactura9X 12 15
280
Ingenierìa de Manufactura9X 10 01
Uso de Diseño de Experimentos (DOE) en viscosidad vs tem peratura vs presión
70
Mantenim iento9X 09 15
7392
Instalación de contador de tiempo de rociado
Contador automático para rociado instalado – el operador arranca el rociado,el contador controla los cortes. Las gráficas de control muestran que el proceso está en control Cpk = 2.05
7
5
5
7
7
7
2
1
1
Resultados de las Acciones
ANALISIS DE MODOS Y EFECTOS DE FALLAS POTENCIAL
Sev
Accion(es) Recomendada (s)
Responsables y Fechas Objetivo de
Cum plim iento
Detec
NPR
Clas
Ocurr
7 8
7
7
7
Instrucciones del operador y muestreo de lotes (10 puertas/turno) checar para cubierta de áreas críticas
2
Responsables del Proceso Ingeniería de Cuerpo
Chequeo visual cada hora 1/turno para espesor de capa
(medidor de profundidades) y
cubierta
Chequeo visual cada hora 1/turno para espesor de capa (medidor de profundidades) y cubierta
5
Patrón de rociado al arranque y después en períodos de paro, y Programa de Mantenim iento Preventivo para limpiar cabezas
Vida de puerta deteriorada conduciendo a:
· Apariencia insatisfactoria debido a la oxidación de la pintura en el tiempo
· Función irregular de accesorios interiores de la puerta
Agregar paro de profundidad positiva a rociador
Cabeza de rociado deformada debido a impactos
T iempo de rociado insuficiente
Chequeo visual cada hora 1/turno para espesor de capa (medidor de profundidades) y cubierta
8
Programas de Mantenim iento Preventivo para mantenim iento de cabezas
Requerim.
MUESTRA
Modo de Falla
Potencial Efecto(s) de
Falla(s) Potencial(es)
Causa (s) /Mecanismo(s) de la Falla Potencial
Controles de Proceso Actuales de
Prevención 9
1
Manual de aplicaciòn de cera dentro de puerta
Cubrir puerta interior, superficies inferiores con el m ínimo de espesor de cera que retarden la corrosiòn
Insuficiente cubierta de cera sobre superficie especificada
12
Controles de Proceso Actuales de
Detección
11 1410
13 15 17 18
16 16 19 20 21
8
3
6
2
5
Insertado manual de cabeza de rociadono insertado en un justo adecuado
Cabezas de rociado obstruidas
- Viscosidad muy alta- Temperatura muy baja- Presión muy baja
Función del Proceso
22
1
7
4
8
3
6
2
5
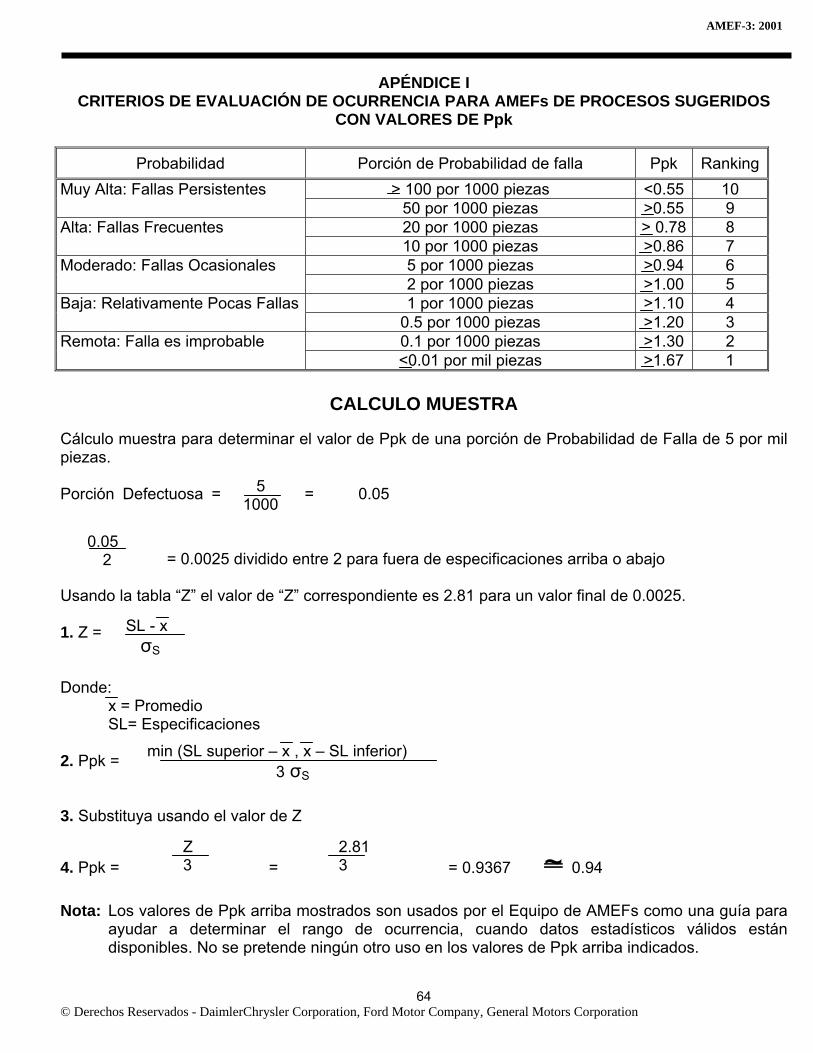
AMEF-3: 2001
64 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
APÉNDICE I CRITERIOS DE EVALUACIÓN DE OCURRENCIA PARA AMEFs DE PROCESOS SUGERIDOS
CON VALORES DE Ppk
Probabilidad Porción de Probabilidad de falla Ppk Ranking> 100 por 1000 piezas <0.55 10 Muy Alta: Fallas Persistentes
50 por 1000 piezas >0.55 9 20 por 1000 piezas > 0.78 8 Alta: Fallas Frecuentes 10 por 1000 piezas >0.86 7 5 por 1000 piezas >0.94 6 Moderado: Fallas Ocasionales 2 por 1000 piezas >1.00 5 1 por 1000 piezas >1.10 4 Baja: Relativamente Pocas Fallas
0.5 por 1000 piezas >1.20 3 0.1 por 1000 piezas >1.30 2 Remota: Falla es improbable <0.01 por mil piezas >1.67 1
CALCULO MUESTRA
Cálculo muestra para determinar el valor de Ppk de una porción de Probabilidad de Falla de 5 por mil piezas. Porción Defectuosa = = 0.05
= 0.0025 dividido entre 2 para fuera de especificaciones arriba o abajo
Usando la tabla “Z” el valor de “Z” correspondiente es 2.81 para un valor final de 0.0025. 1. Z = Donde: x = Promedio SL= Especificaciones 2. Ppk = 3. Substituya usando el valor de Z
4. Ppk = = = 0.9367 ~ 0.94 Nota: Los valores de Ppk arriba mostrados son usados por el Equipo de AMEFs como una guía para
ayudar a determinar el rango de ocurrencia, cuando datos estadísticos válidos están disponibles. No se pretende ningún otro uso en los valores de Ppk arriba indicados.
5 1000
0.05 2
SL - x σS
min (SL superior – x , x – SL inferior) 3 σS
Z 3
2.81 3
AMEF-3: 2001
65 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
GLOSARIO Planes de Control. Los planes de control ofrecen métodos para el monitoreo y control de los procesos que son usados para controlar características. Intención de Diseño. Lista de lo que un sistema diagonal/subsistema/componente dado se espera que haga o no. Vida del Diseño. Tiempo esperado (ej., ciclos, tiempo, millaje) para el cual se espera que el diseño desarrolle sus requerimientos. Validación/Verificación de Diseño (VD). Un programa que se espere ASEGURE que un diseño cumpla con sus requerimientos Diseño de Experimentos (DOE). Métodos para identificar factores que afecten promedios y variaciones con un mínimo de pruebas / experimentación. A Prueba de Errores. Cada OEM (Equipo Original de Manufactura) puede tener su propia definición única de lo que es a prueba de errores. Consulta con el OEM para la definición apropiada. Característica. Una característica del producto (ej., radio, dureza) ó del proceso (ej.,fuerza de inserción, temperatura) medible. Pareto. Herramienta simple que ayuda a resolver problemas que involucren la priorización de todas las áreas con problemas potenciales. Proceso. Combinación de gente, máquinas y equipo, materias primas, métodos y medio ambiente que producen un producto ó servicio dado. Cambio del Proceso. Un cambio en el concepto de proceso mismo que pudiera afectar su capacidad de cumplir con los requerimientos de diseño o durabilidad del producto. Despliegue de la Función de Calidad (QFD). Método estructurado con el cual los requerimientos de los clientes son traducidos en requerimiento técnicos apropiados, para cada etapa del desarrollo y fabricación de un producto. Causa Raíz. Es la razón de una no conformidad principal y el item que requiere cambiarse para lograr acciones correctivas/preventivas/permanentes.
AMEF-3: 2001
66 © Derechos Reservados - DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation
Característica Especial de Proceso. Es una característica del proceso (ej., crítica, clave, mayor, significativa) para la cual su variación debe ser controlada con respecto a un cierto valor-meta, y asegurar que dicha variación en el proceso ó en alguna característica especial de algún producto, se mantiene en su valor-meta durante la manufactura y ensamble. Característica Especial de Producto. Es una característica del producto (ej.,crítica, clave, mayor, significativa) para la cual una variación razonable pudiera afectar significativamente la seguridad del producto mismo ó el cumplimiento con normas ó regulaciones gubernamentales, ó sea probable que afecte significativamente la satisfacción del cliente con el producto mismo. Campaña de Vehículos. Retiro, llamado ó solicitud de vehículos para algún retrabajo ó inspección de seguridad.