AJUSTES y Tolerancias PDF
14
AJUSTES Y TOLERANCIAS Intercambiabilidad Es una cualidad de fabricación que implica el uso indistinto de las piezas de un mismo tipo, para que esto se cumpla, es necesario que todos los elementos homólogos tengan las mismas dimensiones. En la practica es imposible fabricar piezas idénticamente iguales, para lo cual es necesario permitir un error comprendido en ciertos limites. La diferencia entre la medida máxima y mínima que señalan los limites de error admisible es lo que se llama tolerancia. El acabado de piezas que ensamblan , inicialmente se lograba mediante prueba y error , hasta lograr lo deseado .En la actualidad la necesidad de intercambiabilidad y producción , imponen un análisis cuidadoso para lograr desde el diseño , la eliminación de problemas de ensamble. Todas las piezas de producción en serie , deberían ser iguales, sin embargo el calentamiento de la maquinaria, desgaste de herramientas , falta de homogeneidad en los materiales, vibraciones ,etc, dificultan alcanzar este ideal, por lo que deben permitirse variaciones de la dimensión especificada , que no perturben los requerimientos funcionales que se pretenden satisfacer. TOLERANCIA Es la cantidad total que le es permitido variar a una dimensión especificada , siendo la diferencia entre los límites superior e inferior, dicho de otra forma diferencia entre medida máxima y mínima. AJUSTE Al ensamblar piezas ocurre un ajuste, el cual es la cantidad de juego o interferencia resultante de tal ensamble. Se pueden clasificar como: CON JUEGO. La pieza se desplaza dentro de la otra EJ. Pistón dentro del cilindro, pasador sobre pistón. INDETERMINADO. También llamado de transición, se presenta antes del acoplamiento con un juego o interferencia entre las partes a encajar, según las dimensiones efectivas de la pieza. FORZADO. También llamado con interferencia o de contracción permite que las piezas queden perfectamente sujetas entre sí. Ej conos de rótulas, rodamientos, bujes en su parte exterior.
-
Upload
nicolas-diaz-bugueno -
Category
Documents
-
view
469 -
download
24
Transcript of AJUSTES y Tolerancias PDF
AJUSTES Y TOLERANCIAS
Intercambiabilidad Es una cualidad de fabricación que implica el uso indistinto de las piezas de un mismo tipo, para que esto se cumpla, es necesario que todos los elementos homólogos tengan las mismas dimensiones. En la practica es imposible fabricar piezas idénticamente iguales, para lo cual es necesario permitir un error comprendido en ciertos limites. La diferencia entre la medida máxima y mínima que señalan los limites de error admisible es lo que se llama tolerancia.
El acabado de piezas que ensamblan , inicialmente se lograba mediante prueba y error , hasta lograr lo deseado .En la actualidad la necesidad de intercambiabilidad y producción , imponen un análisis cuidadoso para lograr desde el diseño , la eliminación de problemas de ensamble. Todas las piezas de producción en serie , deberían ser iguales, sin embargo el calentamiento de la maquinaria, desgaste de herramientas , falta de homogeneidad en los materiales, vibraciones ,etc, dificultan alcanzar este ideal, por lo que deben permitirse variaciones de la dimensión especificada , que no perturben los requerimientos funcionales que se pretenden satisfacer. TOLERANCIA Es la cantidad total que le es permitido variar a una dimensión especificada , siendo la diferencia entre los límites superior e inferior, dicho de otra forma diferencia entre medida máxima y mínima. AJUSTE Al ensamblar piezas ocurre un ajuste, el cual es la cantidad de juego o interferencia resultante de tal ensamble. Se pueden clasificar como: CON JUEGO. La pieza se desplaza dentro de la otra EJ. Pistón dentro del cilindro, pasador sobre pistón. INDETERMINADO. También llamado de transición, se presenta antes del acoplamiento con un juego o interferencia entre las partes a encajar, según las dimensiones efectivas de la pieza. FORZADO. También llamado con interferencia o de contracción permite que las piezas queden perfectamente sujetas entre sí. Ej conos de rótulas, rodamientos, bujes en su parte exterior.
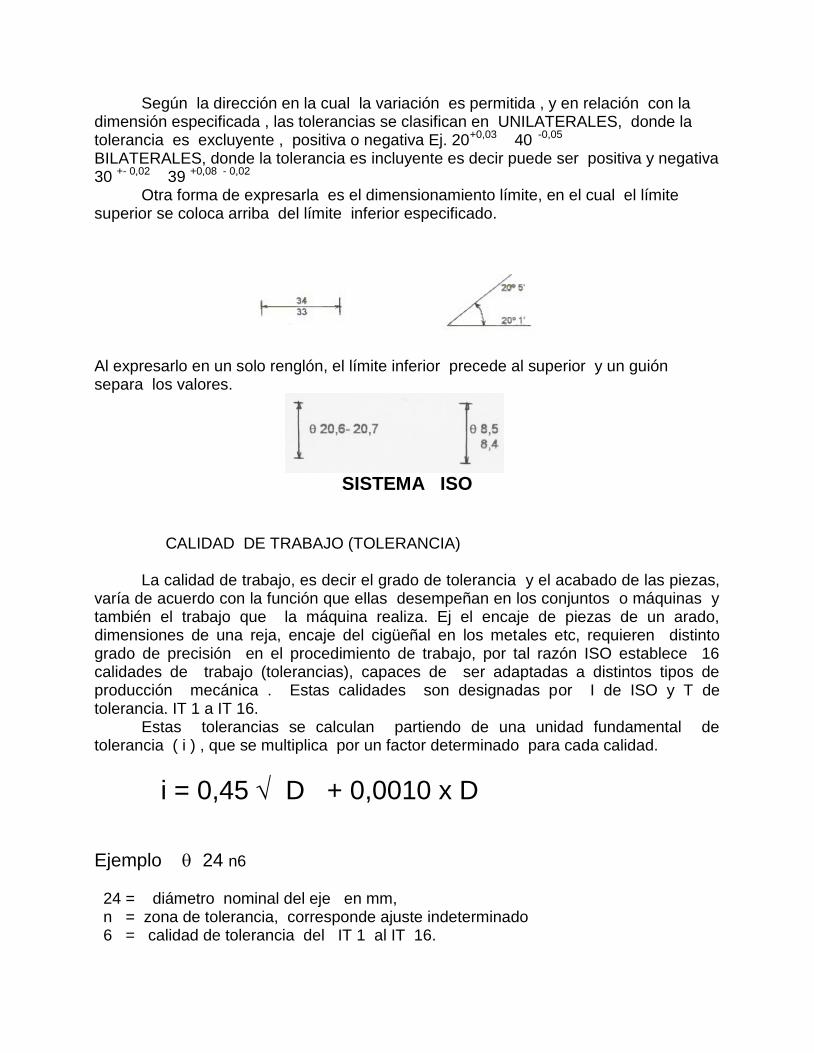
Según la dirección en la cual la variación es permitida , y en relación con la dimensión especificada , las tolerancias se clasifican en UNILATERALES, donde la tolerancia es excluyente , positiva o negativa Ej. 20+0,03 40 -0,05 BILATERALES, donde la tolerancia es incluyente es decir puede ser positiva y negativa 30 +- 0,02 39 +0,08 - 0,02 Otra forma de expresarla es el dimensionamiento límite, en el cual el límite superior se coloca arriba del límite inferior especificado.
Al expresarlo en un solo renglón, el límite inferior precede al superior y un guión separa los valores.
SISTEMA ISO
CALIDAD DE TRABAJO (TOLERANCIA) La calidad de trabajo, es decir el grado de tolerancia y el acabado de las piezas, varía de acuerdo con la función que ellas desempeñan en los conjuntos o máquinas y también el trabajo que la máquina realiza. Ej el encaje de piezas de un arado, dimensiones de una reja, encaje del cigüeñal en los metales etc, requieren distinto grado de precisión en el procedimiento de trabajo, por tal razón ISO establece 16 calidades de trabajo (tolerancias), capaces de ser adaptadas a distintos tipos de producción mecánica . Estas calidades son designadas por I de ISO y T de tolerancia. IT 1 a IT 16. Estas tolerancias se calculan partiendo de una unidad fundamental de tolerancia ( i ) , que se multiplica por un factor determinado para cada calidad.
i = 0,45 D + 0,0010 x D
Ejemplo 24 n6
24 = diámetro nominal del eje en mm, n = zona de tolerancia, corresponde ajuste indeterminado 6 = calidad de tolerancia del IT 1 al IT 16.
i = 0,45 24 + 0,001 x 24 = 1,32 x 10 (factor calidad 6) = 13,2 . La dimensión especificada precede a la tolerancia expresada mediante una letra y un número, basado en los sistemas: AGUJERO UNICO. El agujero en su medida mínima coincide con la medida nominal (diseño) posición representada por la letra H, el eje será mayor o menor para determinar el tipo de ajuste. Está representado por una letra mayúscula que indica la posición de las zonas toleradas, respecto a la línea cero, de acuerdo a la siguiente descripción. Ajuste móvil A , B, C , D , E , F , G , H. Ajuste indeterminado J , K,M , N. Ajuste Forzado P, R, S , T, U , V, X , Y, Z. EJE UNICO El eje en su medida máxima coincide con la nominal posición representada por la letra h, al agujero se aplican las tolerancias mayores o menores para obtener el tipo de ajuste. Está representado por una letra minúscula , que indica la posición de las zonas toleradas , respecto a la línea cero de acuerdo a la siguiente descripción : Ajuste móvil a, b, c, d, e, f, g, h. Ajuste indeterminado j, k, m, n. Ajuste forzado p, r, s, t, u, v, x, y, z. Estas letras del alfabeto latino también reciben el nombre de campo de tolerancia , siendo el conjunto de valores comprendidos entre , el alejamiento superior e inferior .Corresponde también al intervalo entre la dimensión máxima y la dimensión mínima permitida.
NOMENCLATURA
Diferencia inferior = Es la diferencia en mm ó entre la mínima y nominal. Diferencia superior = Es la diferencia entre la máxima y la nominal. Línea cero = Es la línea en que la discrepancia con la nominal es cero .Esta no se coloca en el plano para evitar confusiones.
Medida máxima = Es la mayor medida admisible en la fabricación .Puede calcularse partiendo de la nominal y la diferencia superior
Medida Mínima = Es la menor medida admisible y se calcula con la medida nominal y la diferencia inferior.
Ejemplo 25 +0,009 diferencia superior
-0,004 diferencia inferior
Med. max. = 25+0,009 = 25,009 mm Med. min. = 25-0,004 = 24,996 mm Tolerancia = 25,009 - 24,996 = 0,013 mm ó bien 0,009 - (-0,004)=0,013 Medida real = Es la magnitud con que a resultado efectivamente la pieza y se obtiene por medición directa. Juego = Es la diferencia de diámetros entre el agujero y el eje cuando el agujero es mayor que el eje. Juego máximo = Agujero medida máxima y eje medida mínima . Juego mínimo = Eje medida máxima con agujero mínimo. Aprieto o interferencia = encaje de eje con diámetro mayor que el diámetro del agujero.
H8
30 f7
= Ajuste cilíndrico 30 = Medida nominal en mm H8 = agujero único calidad media 8 (del 1 al 16) f7 = eje ajustado con juego IT 7
TOLERANCIA. En la mecanización de una pieza o agujero es imposible respetar exactamente la
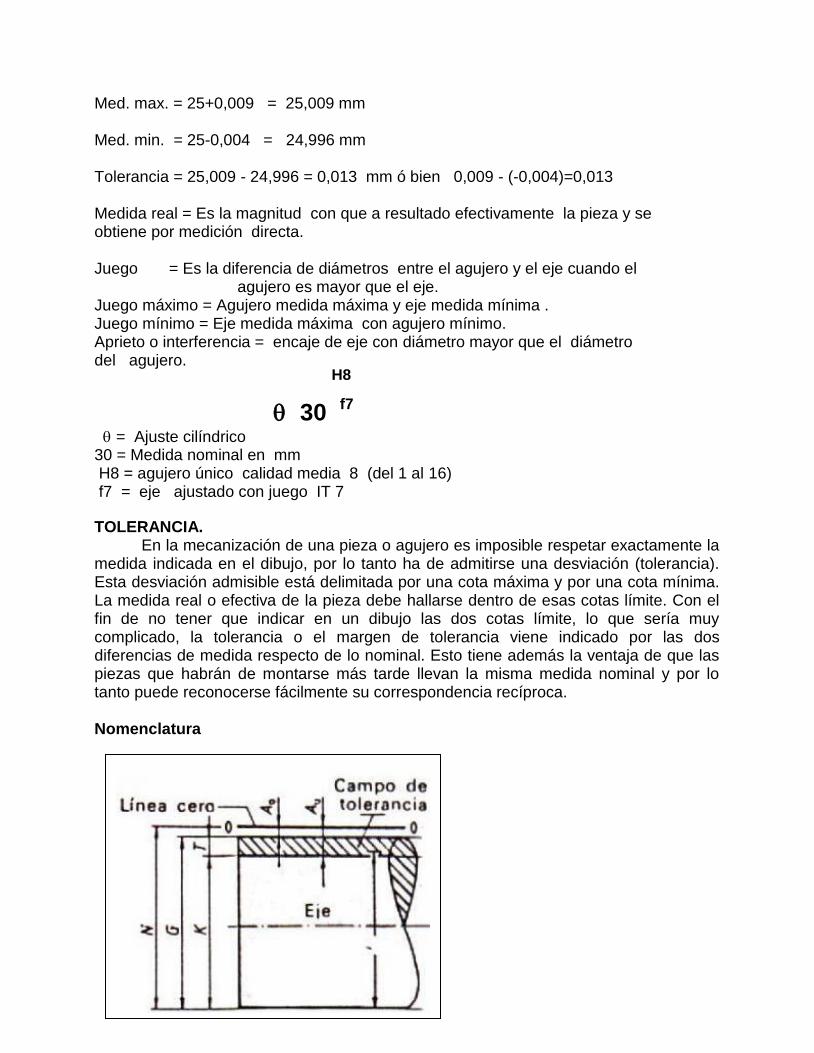
medida indicada en el dibujo, por lo tanto ha de admitirse una desviación (tolerancia). Esta desviación admisible está delimitada por una cota máxima y por una cota mínima. La medida real o efectiva de la pieza debe hallarse dentro de esas cotas límite. Con el fin de no tener que indicar en un dibujo las dos cotas límite, lo que sería muy complicado, la tolerancia o el margen de tolerancia viene indicado por las dos diferencias de medida respecto de lo nominal. Esto tiene además la ventaja de que las piezas que habrán de montarse más tarde llevan la misma medida nominal y por lo tanto puede reconocerse fácilmente su correspondencia recíproca. Nomenclatura
Cota nominal N es la medida indicada en el dibujo, y con la que puede denominarse la pieza. Cota máxima G es la medida máxima admisible. No puede ser sobrepasada por la medida real de la pieza. Cota mínima K es la medida mínima admisible. La medida real de la pieza no puede quedar por debajo de esta cota mínima. Cota límite. Las cotas máxima y mínima se llaman cotas límite. Diferencia superior Ao. es la diferencia entre la medida nominal y la máxima. Diferencia inferior Au. es la diferencia entre la medida nominal y la mínima. Cota real /. Es la medida determinada por la medición realizada en la pieza. Debe hallarse comprendida las cotas limite. Tolerancia T. Es la diferencia entre las cotas límite. Ajuste: es la relación entre las medidas de las piezas antes de montarlas. TIPOS DE AJUSTE.
Con la actual división del trabajo y debido a la intercambiabilidad de los repuestos, las piezas han de ajustar entre sí de acuerdo con su función sin necesidad de realizar en ellas trabajos posteriores. El eje o árbol fabricado por la empresa “x” tiene que ajustar con el cojinete fabricado por la empresa "y” de manera que se logre la función preestablecida, por ejemplo que el eje gire con el cojinete con pequeño juego. A este fin se han creado los ajustes ISO. Ajuste cilíndrico: las piezas tienen superficies de ajuste cilíndricas y se denominan eje (o árbol ) y agujero. Ajuste plano: Las superficies de ajuste de las piezas son planas, las piezas reciben el nombre de parte exterior y parte interior. En el aspecto funcional se distinguen tres tipos de ajuste.
Ajuste holgado o móvil: Los campos de tolerancia de eje y del agujero han de elegirse de tal manera que en cualquiera de los casos posibles de las medidas reales dentro de las medidas límite, exista un juego (holgura) entre el eje y el agujero. El valor de dicho juego dependerá de las posiciones del campo de tolerancia y de los valores de tolerancia que se elijan. Si se adjudica el agujero el campo de tolerancia H y el eje el campo f, el juego será pequeño. Pero si se establece el campo d para el eje, el juego será varias veces mayor. El juego puede tener un valor mínimo o un valor máximo.
Juego máximo: valor de la cota máxima del agujero menos valor de la cota mínima del eje.
Juego mínimo: valor de la cota mínima del agujero menos valor de la cota máxima del eje. Ajuste indeterminado o de transición: Los campos de tolerancia han de interferirse de manera que se produzca o un juego o un apriete.
Juego máximo: valor de la cota máxima del agujero menos el valor de la cota mínima del eje.
Apriete máximo: valor de la cota máxima del eje menos el valor de la cota mínima del agujero. Ajuste a presión: Los campos de tolerancias están situados de tal manera que se produce un apriete en cualquiera de las posiciones en que pueden encontrarse las medidas reales. El eje es siempre mayor que el agujero. El campo de tolerancia del agujero H y el campo de tolerancia del eje se producen un pequeño apriete. En caso de que deba ser mayor se elige, por ejemplo, el campo de tolerancia de eje za.
Apriete máximo: valor de la cota máxima del eje menos el valor de la cota mínima del agujero.
Apriete mínimo: valor de la cota mínima del eje menos el valor de la cota máxima del agujero.
Representación simplificada de los campos de tolerancia.
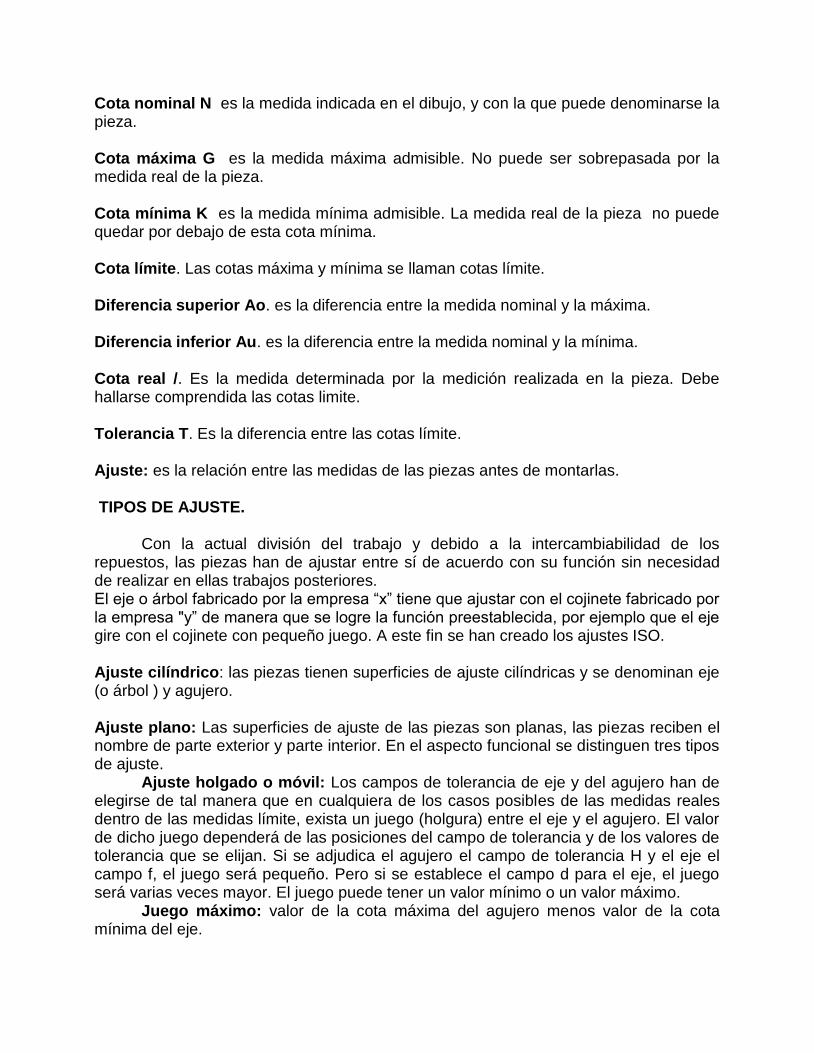
En la teoría de los ajustes el campo o intervalo de tolerancia se dibuja en su posición respecto de la línea cero, para lo cual se escriben las diferencias en un (micrómetro=1/1000000 m ). Las diferencias por encima de la línea cero son diferencias en más, las diferencias por debajo de la línea cero son diferencias en menos. Posiciones del campo de tolerancia respecto de la línea cero.
El campo de tolerancia puede adoptar fundamentalmente cinco posiciones respecto de la línea cero. a) El campo de tolerancia se halla por encima de la línea cero. La cota real por lo tanto
mayor que la nominal. b) El campo de tolerancia toca la línea cero por encima. La cota real puede ser mayor
que la cota nominal como máximo en el valor de la tolerancia. c) El campo de tolerancia se halla a ambos lados de la línea cero. La cota real se halla
por lo tanto próxima a la cota nominal. d) El campo de tolerancia toca la línea cero por debajo. La cota real puede ser más
pequeña que la cota nominal como máximo en la cuantía de la tolerancia. e) El campo de tolerancia se halla por debajo de la línea cero. La cota real es menor
que la cota nominal.
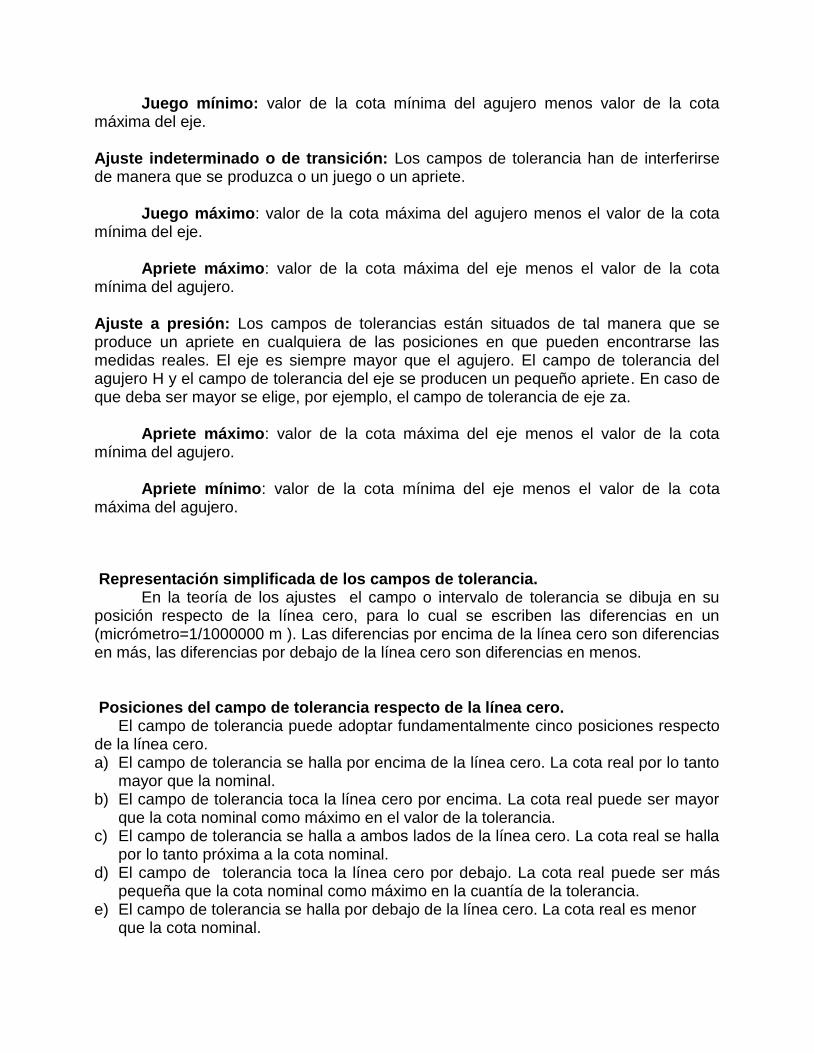
Designación de las posiciones de los campos de tolerancia por medio de letras . Las cinco posiciones fundamentales de los campos de tolerancia no bastan en la
práctica. Por tanto, se han fijado 24 (28) posiciones que se designan con las letras del alfabeto. Para evitar confusiones se incluyen las letras I, L, O, Q y W (i, l, o, q y w) y por otro lado se añaden las combinaciones de letras ZA, ZB, ZC, (za, zb, y zc). Según la norma ISO se han incluido además campos intermedios con las designaciones CD, EF, FG y JS (cd, ef, fg, y js) para diámetros nominales hasta 10 mm.
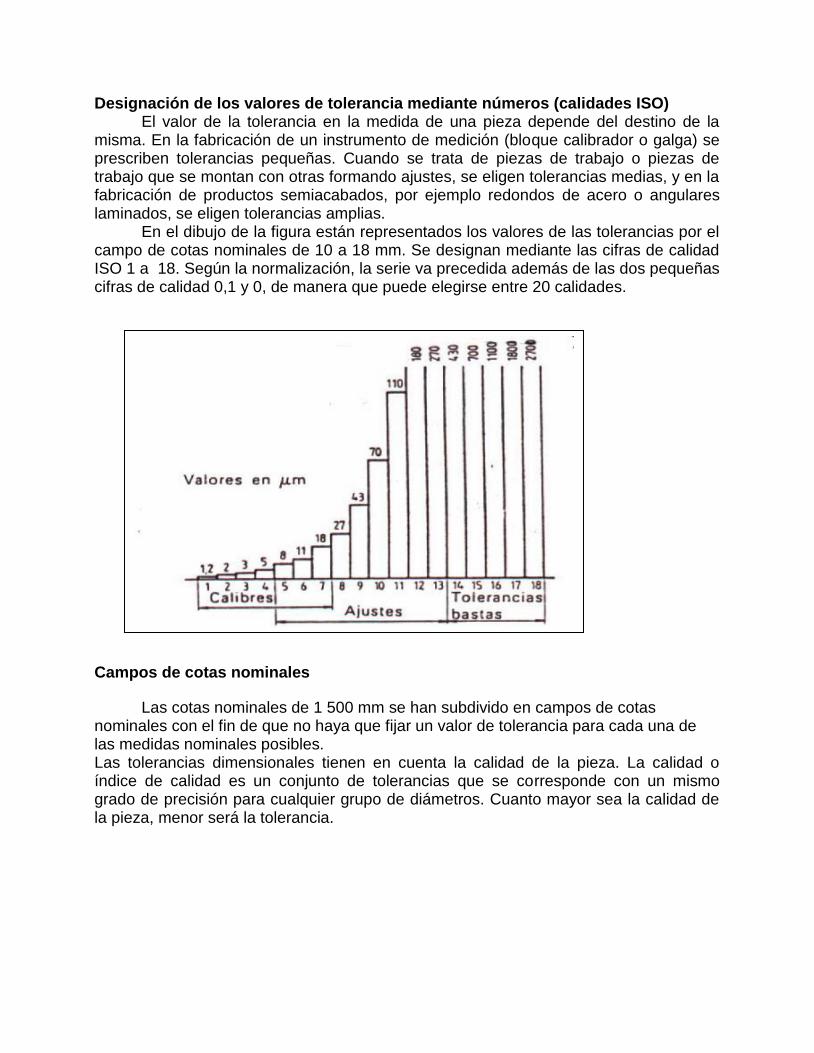
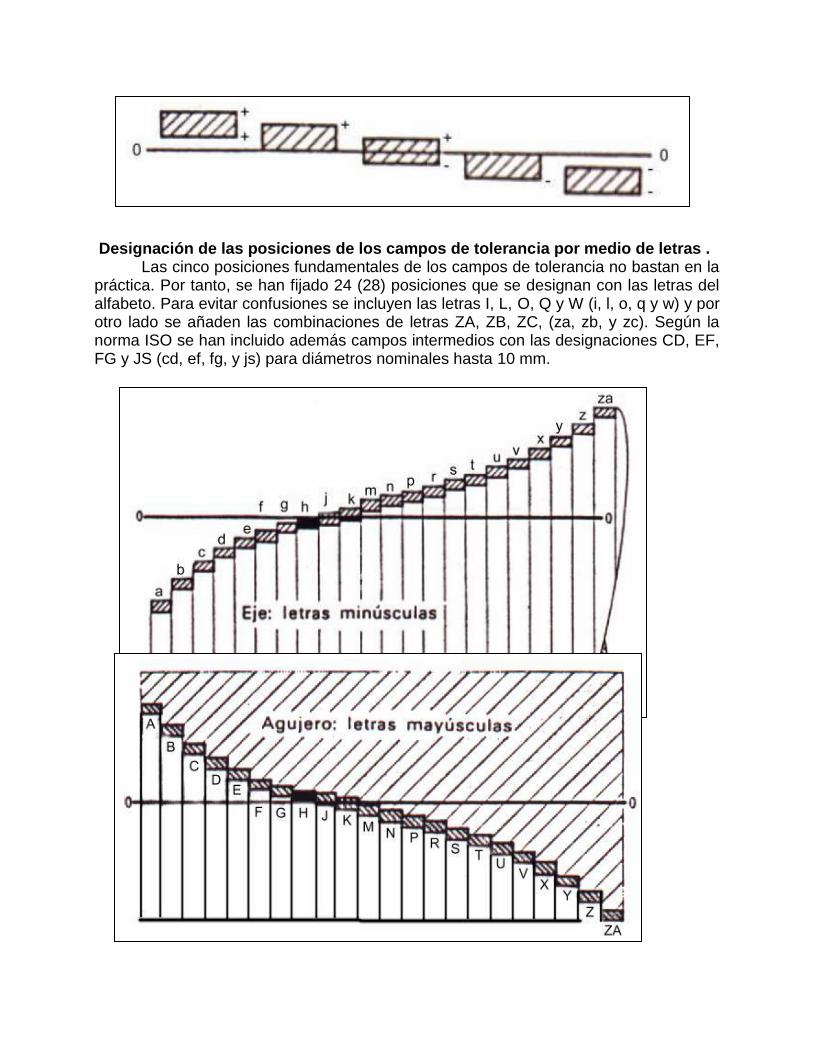
Designación de los valores de tolerancia mediante números (calidades ISO) El valor de la tolerancia en la medida de una pieza depende del destino de la
misma. En la fabricación de un instrumento de medición (bloque calibrador o galga) se prescriben tolerancias pequeñas. Cuando se trata de piezas de trabajo o piezas de trabajo que se montan con otras formando ajustes, se eligen tolerancias medias, y en la fabricación de productos semiacabados, por ejemplo redondos de acero o angulares laminados, se eligen tolerancias amplias.
En el dibujo de la figura están representados los valores de las tolerancias por el campo de cotas nominales de 10 a 18 mm. Se designan mediante las cifras de calidad ISO 1 a 18. Según la normalización, la serie va precedida además de las dos pequeñas cifras de calidad 0,1 y 0, de manera que puede elegirse entre 20 calidades.
Campos de cotas nominales
Las cotas nominales de 1 500 mm se han subdivido en campos de cotas nominales con el fin de que no haya que fijar un valor de tolerancia para cada una de las medidas nominales posibles. Las tolerancias dimensionales tienen en cuenta la calidad de la pieza. La calidad o índice de calidad es un conjunto de tolerancias que se corresponde con un mismo grado de precisión para cualquier grupo de diámetros. Cuanto mayor sea la calidad de la pieza, menor será la tolerancia.
Norma ISO 286(I)-62
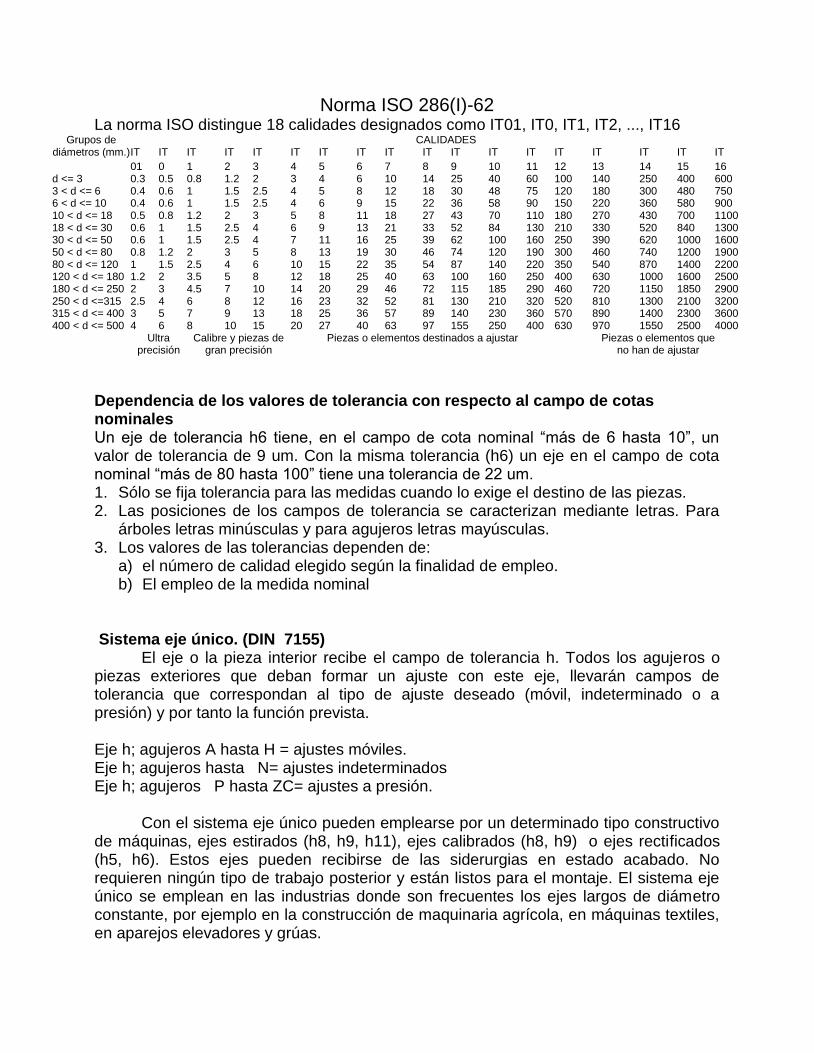
La norma ISO distingue 18 calidades designados como IT01, IT0, IT1, IT2, ..., IT16 Grupos de CALIDADES
diámetros (mm.) IT IT IT IT IT IT IT IT IT IT IT IT IT IT IT IT IT IT
01 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 d <= 3 0.3 0.5 0.8 1.2 2 3 4 6 10 14 25 40 60 100 140 250 400 600 3 < d <= 6 0.4 0.6 1 1.5 2.5 4 5 8 12 18 30 48 75 120 180 300 480 750 6 < d <= 10 0.4 0.6 1 1.5 2.5 4 6 9 15 22 36 58 90 150 220 360 580 900 10 < d <= 18 0.5 0.8 1.2 2 3 5 8 11 18 27 43 70 110 180 270 430 700 1100 18 < d <= 30 0.6 1 1.5 2.5 4 6 9 13 21 33 52 84 130 210 330 520 840 1300 30 < d <= 50 0.6 1 1.5 2.5 4 7 11 16 25 39 62 100 160 250 390 620 1000 1600 50 < d <= 80 0.8 1.2 2 3 5 8 13 19 30 46 74 120 190 300 460 740 1200 1900 80 < d <= 120 1 1.5 2.5 4 6 10 15 22 35 54 87 140 220 350 540 870 1400 2200 120 < d <= 180 1.2 2 3.5 5 8 12 18 25 40 63 100 160 250 400 630 1000 1600 2500 180 < d <= 250 2 3 4.5 7 10 14 20 29 46 72 115 185 290 460 720 1150 1850 2900 250 < d <=315 2.5 4 6 8 12 16 23 32 52 81 130 210 320 520 810 1300 2100 3200 315 < d <= 400 3 5 7 9 13 18 25 36 57 89 140 230 360 570 890 1400 2300 3600 400 < d <= 500 4 6 8 10 15 20 27 40 63 97 155 250 400 630 970 1550 2500 4000 Ultra
precisión Calibre y piezas de
gran precisión Piezas o elementos destinados a ajustar Piezas o elementos que
no han de ajustar
Dependencia de los valores de tolerancia con respecto al campo de cotas nominales Un eje de tolerancia h6 tiene, en el campo de cota nominal “más de 6 hasta 10”, un valor de tolerancia de 9 um. Con la misma tolerancia (h6) un eje en el campo de cota nominal “más de 80 hasta 100” tiene una tolerancia de 22 um. 1. Sólo se fija tolerancia para las medidas cuando lo exige el destino de las piezas. 2. Las posiciones de los campos de tolerancia se caracterizan mediante letras. Para
árboles letras minúsculas y para agujeros letras mayúsculas. 3. Los valores de las tolerancias dependen de:
a) el número de calidad elegido según la finalidad de empleo. b) El empleo de la medida nominal
Sistema eje único. (DIN 7155)
El eje o la pieza interior recibe el campo de tolerancia h. Todos los agujeros o piezas exteriores que deban formar un ajuste con este eje, llevarán campos de tolerancia que correspondan al tipo de ajuste deseado (móvil, indeterminado o a presión) y por tanto la función prevista. Eje h; agujeros A hasta H = ajustes móviles. Eje h; agujeros hasta N= ajustes indeterminados Eje h; agujeros P hasta ZC= ajustes a presión.
Con el sistema eje único pueden emplearse por un determinado tipo constructivo de máquinas, ejes estirados (h8, h9, h11), ejes calibrados (h8, h9) o ejes rectificados (h5, h6). Estos ejes pueden recibirse de las siderurgias en estado acabado. No requieren ningún tipo de trabajo posterior y están listos para el montaje. El sistema eje único se emplean en las industrias donde son frecuentes los ejes largos de diámetro constante, por ejemplo en la construcción de maquinaria agrícola, en máquinas textiles, en aparejos elevadores y grúas.
En la construcción de maquinaria en general y en la construcción de automóviles entre otras, los ejes están generalmente escalonados con el fin de que puedan montarse y fijarse mejor en los cojinetes, ruedas, acoplamientos, etc. En este caso el sistema agujero único ofrece ventajas, puesto que un eje puede dejarse a la medida necesaria mediante torneado y rectificado más fácilmente que, por ejemplo, los taladros de una caja de cambio grande, por lo tanto, se decidirán por el sistema de agujero único las empresas en cuya fabricación figuran generalmente eje escalonados.
Ejercitación
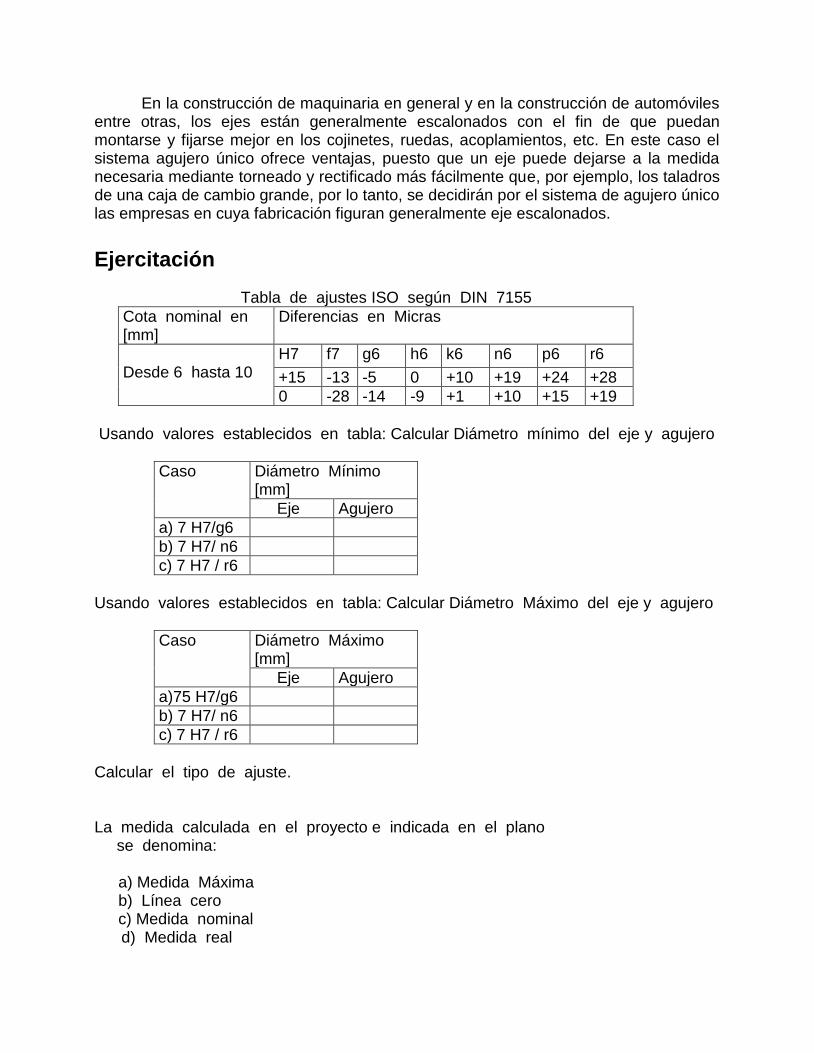
Tabla de ajustes ISO según DIN 7155
Cota nominal en [mm]
Diferencias en Micras
Desde 6 hasta 10
H7 f7 g6 h6 k6 n6 p6 r6
+15 -13 -5 0 +10 +19 +24 +28
0 -28 -14 -9 +1 +10 +15 +19
Usando valores establecidos en tabla: Calcular Diámetro mínimo del eje y agujero
Caso Diámetro Mínimo [mm]
Eje Agujero
a) 7 H7/g6
b) 7 H7/ n6
c) 7 H7 / r6
Usando valores establecidos en tabla: Calcular Diámetro Máximo del eje y agujero
Caso Diámetro Máximo [mm]
Eje Agujero
a)75 H7/g6
b) 7 H7/ n6
c) 7 H7 / r6
Calcular el tipo de ajuste.
La medida calculada en el proyecto e indicada en el plano se denomina:
a) Medida Máxima b) Línea cero
c) Medida nominal d) Medida real
El sistema de tolerancias se establece como norma en los procesos industriales, debido a que
I) La pieza no puede fabricarse con medida exacta II) Siempre se comete errores al medirlas III)Las piezas deben ser intercambiables. a)Solo I. b)Solo III c)Solo II y III d)Solo I y III
Los ajustes pueden clasificarse como:
a) calidad de tolerancia y zona de tolerancia b) Unilateral y bilateral c) Máximo y mínimo d) Con juego, Indeterminado, Forzado.
Cuando los campos de tolerancia del eje y del agujero, están parcialmente superpuestos tenemos un ajuste:
a) Indeterminado o transición b) Forzado c) Con juego d) Ninguno de los anteriores.
Señale todos los términos involucrados en la siguiente notación de un ajuste: 35 H7/g6 Como se obtiene el juego máximo en un ajuste Como se obtiene el juego mínimo en un ajuste Como se clasifican los ajustes según la dirección en la cual la variación es permitida. Que significa la notación 40 p6
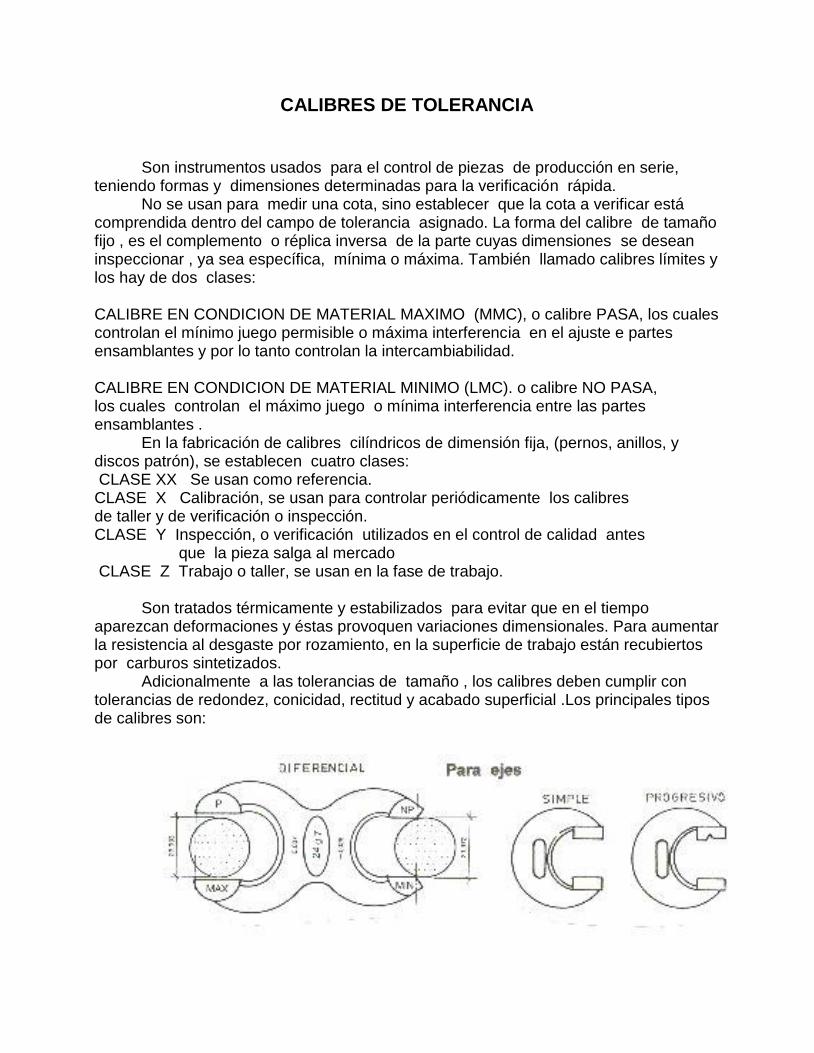
CALIBRES DE TOLERANCIA Son instrumentos usados para el control de piezas de producción en serie, teniendo formas y dimensiones determinadas para la verificación rápida. No se usan para medir una cota, sino establecer que la cota a verificar está comprendida dentro del campo de tolerancia asignado. La forma del calibre de tamaño fijo , es el complemento o réplica inversa de la parte cuyas dimensiones se desean inspeccionar , ya sea específica, mínima o máxima. También llamado calibres límites y los hay de dos clases: CALIBRE EN CONDICION DE MATERIAL MAXIMO (MMC), o calibre PASA, los cuales controlan el mínimo juego permisible o máxima interferencia en el ajuste e partes ensamblantes y por lo tanto controlan la intercambiabilidad. CALIBRE EN CONDICION DE MATERIAL MINIMO (LMC). o calibre NO PASA, los cuales controlan el máximo juego o mínima interferencia entre las partes ensamblantes . En la fabricación de calibres cilíndricos de dimensión fija, (pernos, anillos, y discos patrón), se establecen cuatro clases: CLASE XX Se usan como referencia. CLASE X Calibración, se usan para controlar periódicamente los calibres de taller y de verificación o inspección. CLASE Y Inspección, o verificación utilizados en el control de calidad antes que la pieza salga al mercado CLASE Z Trabajo o taller, se usan en la fase de trabajo. Son tratados térmicamente y estabilizados para evitar que en el tiempo aparezcan deformaciones y éstas provoquen variaciones dimensionales. Para aumentar la resistencia al desgaste por rozamiento, en la superficie de trabajo están recubiertos por carburos sintetizados. Adicionalmente a las tolerancias de tamaño , los calibres deben cumplir con tolerancias de redondez, conicidad, rectitud y acabado superficial .Los principales tipos de calibres son:
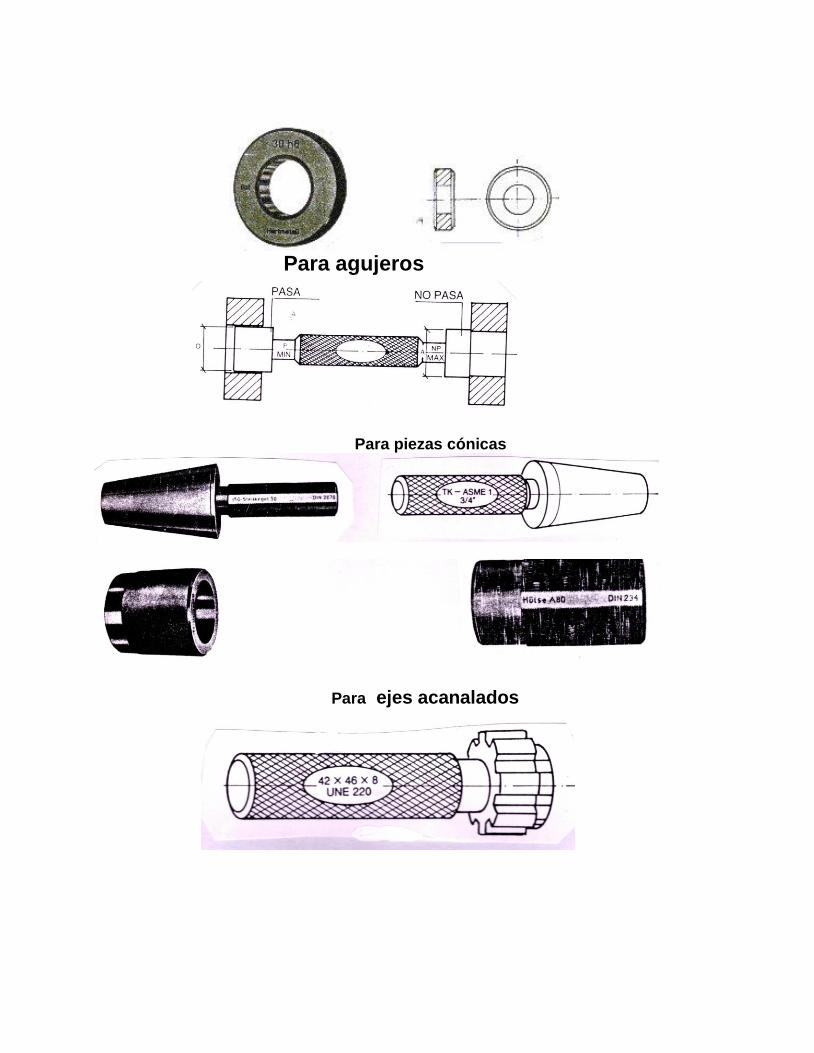
Para agujeros
Para piezas cónicas
Para ejes acanalados
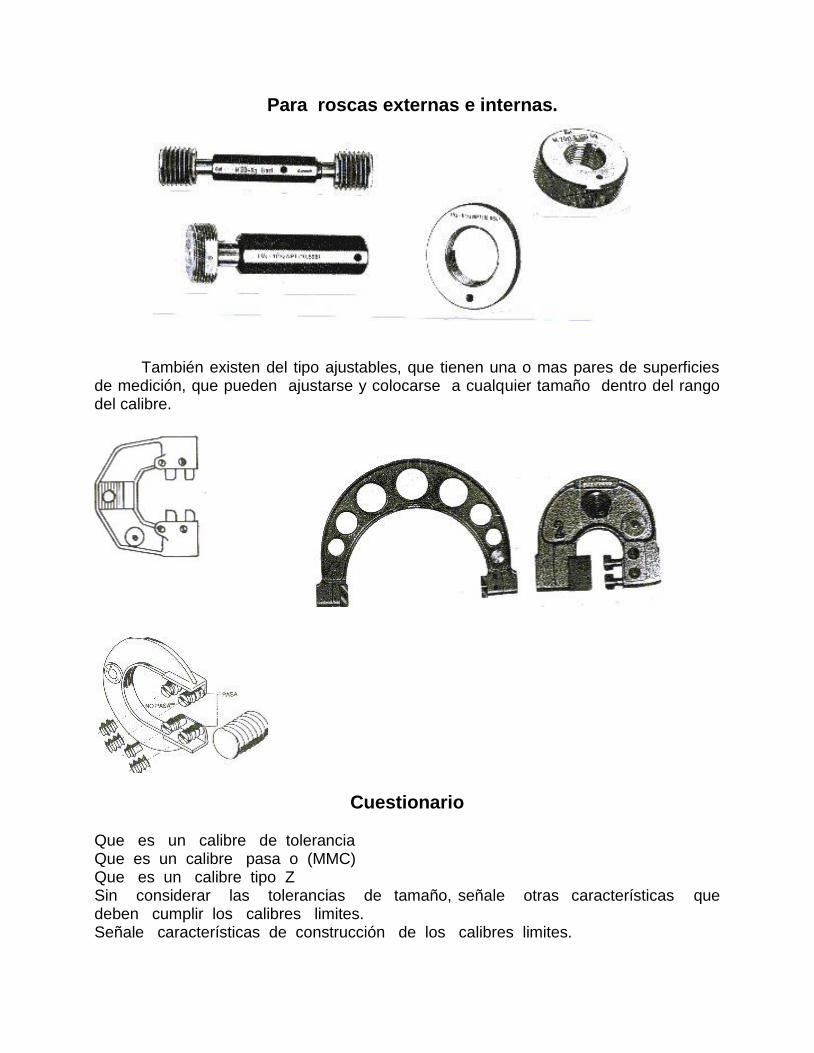
Para roscas externas e internas.
También existen del tipo ajustables, que tienen una o mas pares de superficies de medición, que pueden ajustarse y colocarse a cualquier tamaño dentro del rango del calibre.
Cuestionario Que es un calibre de tolerancia Que es un calibre pasa o (MMC) Que es un calibre tipo Z Sin considerar las tolerancias de tamaño, señale otras características que deben cumplir los calibres limites. Señale características de construcción de los calibres limites.