AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO Colores de...
4
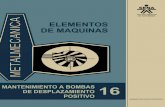
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO Colores de Revenido 200º 220º 230º 240º 250º 260º 270º 280º 290º 300º 320º 340º 360º 200º 220º 230º 240º 250º 260º 270º 280º 290º 300º 320º 340º 360º Amarillo blancuzco Amarillo blancuzco Amarillo paja Amarillo paja Pardo amarillo Pardo amarillo Amarillo dorado Amarillo dorado Pardorrojizo Pardorrojizo Gris Gris Grisazulado Grisazulado Azul claro Azul claro Azul aciano Azul aciano Azul oscuro Azul oscuro Violeta Violeta Rojo púrpura Rojo púrpura Rojo Rojo 158
Transcript of AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO Colores de...

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Colores de Revenido
200º
220º
230º
240º
250º
260º
270º
280º
290º
300º
320º
340º
360º
200º
220º
230º
240º
250º
260º
270º
280º
290º
300º
320º
340º
360º
Amar i l l oblancuzco
Amar i l l oblancuzco
Amarillopaja
Amarillopaja
Pardoamarillo
Pardoamarillo
Amarillodorado
Amarillodorado
Pardorrojizo Pardorrojizo
Gris Gris
Grisazulado Grisazulado
Azul claro Azul claro
Azul aciano Azul aciano
Azul oscuro Azul oscuro
Violeta Violeta
Rojopúrpura
Rojopúrpura
Rojo Rojo
158

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Medios empleados para el revenido
El calor necesario para realizar el revenido puede ser comunicado a una pieza templada, en las siguientes formas:
Fig. 8
Fig. 9
Revenido con planchas calientes
a) Planchas calientes.- Es un proceso algo empírico, pero es sumamente sencillo, y en muchos casos permite alcanzar buenos resultados.
Consiste en calentar al rojo cereza- oscuro un hierro de forma y tamaño convenientes, y deslizar sobre él la pieza que se desea revenir . (Fig.84).
Para herramientas de forma plana, se elige una plancha cuyas partes delgadas se tendrán más alejadas del calor. Así, el trabajo se realiza con plena visibilidad y la necesaria calma.
b) Arena caliente.- después del templado y el pulido, se introduce la herramienta en un recipiente que contenga arena caliente.
c) Baños de aceite.- es posible emplear aceite en dos formas distintas. La primera, consiste en calentar la herramienta sobre el fuego de fragua. El aceite se inflama y su combustión provoca el revenido. Al apagarse la llama, se enfría la herramienta en agua.
Se utiliza este método en herramientas delgadas, como: resortes, cortaplumas, flejes, etc., que necesita mucha elasticidad.
En segundo lugar, se puede emplear el aceite de elevado punto de inflamación, contenido en una olla resistente, y calentándolo a la temperatura que se desea efectuar el revenido.
Colocadas las piezas en un cesto metálico, se introducen en la olla y se dejan, hasta que hayan tomado la temperatura del baño.
Se enfrían, luego, en otro baño de aceite a 20°C, o bien en agua.
Este proceso permite revenir muchas piezas pequeñas y medianas a la vez, y es sumamente seguro por la uniformidad de calentamiento que proporciona.
Mientras se sigue calentando, se revuelve lentamente la pieza en la arena, para favorecer la uniformidad y observar el color de la pieza.
Se utiliza este proceso para revenir m a c h o s , c o j i n e t e s , t e r r a j a s , escariadores, etc. (Fig. 9).
159

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
d) Baños de sales.- Las sales se componen, generalmente, de nitrato de potasio y nitrato de sodio, en proporciones distintas, relacionadas con la temperatura que se desea obtener, según nos muestra la tabla adjunta.
Elementos Cantidad por %
Nitrato de potasio 0 20 40 50 55 60 80 100
Nitrato de sodio 100 80 60 50 45 40 20 0
Temperatura de fusión 280° 230° 170° 145° 135° 145° 225° 335°
Revenir baño de sales
- Coloque el material en el crisol del horno encendido, procurando que éste quede sumergido en el baño, para evitar salpicadoras.
- Tenga en cuenta precalentar el material, para eliminar la humedad.
- Introduzca lentamente la pieza en el baño, para evitar salpicaduras. (Fig. 10)
- Regule la temperatura de horno.
- Controle el tiempo de permanencia en el horno.
- Luego, retire la pieza del horno.
- Enfríe la pieza al aire tranquilo o en arena caliente.
Hecha la mezcla conveniente llevada al punto de fusión, se introducen en ella las piezas por revenir, las que, por ser frías, se cubren con una capa sólida y cristalina de sal.
A medida que el calor se comunica a las piezas, la capa de sal se ablanda hasta desaparecer por completo.
En este punto, se sacan las piezas del baño y se enfrían con la seguridad de que alcanzaron uniformemente la temperatura deseada.
Es conveniente no sobrepasar la temperatura del baño, pues si no, las sales se descomponen, emitiendo gases venenosos.
Por lo tanto, también en este caso, contrólese la temperatura con un termómetro adecuado.
Fig. 10
160

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Causas de un mal proceso de un tratamiento térmico
Es muy frecuente que el proceso de tratamientos térmicos no sea correcto; en especial, cuando se realiza en talleres de vez en cuando.
Las causas y las consecuencias de los mismos pueden variar mucho.
Los errores más frecuentes en el tratamiento térmico se presentan en:
- La dureza insuficiente o desigual en la pieza.
- Las fisuras que se presentan en la pieza.
- La distorsión originada por el temple.
La dureza insuficiente o desigual puede ser causada por:
* Temperatura de temple insuficiente y calentamiento poco uniforme.
* Temperatura de temple demasiado alta o mantenimiento de las misma por demasiado tiempo.
* Descarburación de la zonas superficiales.
* Manchas blandas provocadas por burbujas aislantes de vapor durante el enfriamiento, o falta de movimiento de la pieza en el medio de enfriamiento.
* Pérdida de temperatura, por el traslado de las piezas del horno al baño de enfriamiento (en especial, para piezas de secciones muy delgadas).
* Sostenimiento inadecuado o temperaturas excesivas del mismo.
* Interrupción precipitada del enfriamiento.
* Falta de penetración del medio de enfriamiento, por contacto directo entre las superficies de las piezas.
* Temperaturas excesivas de revenido.
* Error en la selección del tipo de acero.
Las fisuras en las piezas pueden ser provocadas por:
* Recalentamiento o calentamiento disparejo.
* Enfriamiento en posición inadecuada.
* Inadecuado recubrimiento aislante, o falta del mismo.
* Medio de enfriamiento demasiado agresivo.
* Introducción de piezas frías en hornos o baños muy calientes.
La distorsión por temple puede producirse por:
* Pronunciadas diferencias entre secciones contiguas.
* Calentamiento precipitado o disparejo.
* Recalentamiento.
* Inadecuado recubrimiento aislante, o falta del mismo, durante el calentamiento.
* Enfriamiento en posición inadecuada, o movimiento inadecuado en el medio de enfriamiento.
* Falta de normalizado anterior al temple.
161