Adsorcion Gaseosa
36
ÍNDICE 1. INTRODUCCIÓN............................................... 2 2. FUNDAMENTO TEÓRICO..........................................3 3. TIPOS DE ADSORBENTES........................................ 5 4. FUNDAMENTOS DE LA ADSORCIÓN..................................8 4.1. Modelos de concentración en lechos fijos.............8 4.2. Curvas de ruptura....................................9 4.3. Cambio de escala....................................10 4.4. Longitud de lecho no utilizado......................11 4.5. Efecto de la concentración de la alimentación.......12 5. EQUIPO DE ADSORCIÓN........................................13 5.1. Adsorbedores de lecho fijo..........................13 5.2. Equipo para el secado de gases......................14 5.3. Adsorbedores de tanque agitado......................16 5.4. Adsorbedores continuos..............................16 6. ECUACIONES BASICAS DE LA ADSORCION...........................17 6.1. Velocidad de transferencia de materia...............17 6.2. Coeficientes interno y externo de transferencia de materia....................................................18 7. APLICACIONES INDUSTRIALES...................................20 7.1. Separación de H 2 y Captura de CO 2 ....................20 7.2. Otras Aplicaciones..................................24 8. CONCLUSIÓN................................................25 9. BIBLIOGRAFÍA.............................................. 26 1
description
Quimica Industrial
Transcript of Adsorcion Gaseosa
ÍNDICE1. INTRODUCCIÓN.......................................................................................................2
2. FUNDAMENTO TEÓRICO..........................................................................................3
3. TIPOS DE ADSORBENTES........................................................................................5
4. FUNDAMENTOS DE LA ADSORCIÓN..........................................................................8
4.1. Modelos de concentración en lechos fijos.......................................................8
4.2. Curvas de ruptura............................................................................................9
4.3. Cambio de escala..........................................................................................10
4.4. Longitud de lecho no utilizado.......................................................................11
4.5. Efecto de la concentración de la alimentación..............................................12
5. EQUIPO DE ADSORCIÓN........................................................................................13
5.1. Adsorbedores de lecho fijo............................................................................13
5.2. Equipo para el secado de gases...................................................................14
5.3. Adsorbedores de tanque agitado..................................................................16
5.4. Adsorbedores continuos................................................................................16
6. ECUACIONES BASICAS DE LA ADSORCION............................................................17
6.1. Velocidad de transferencia de materia..........................................................17
6.2. Coeficientes interno y externo de transferencia de materia..........................18
7. APLICACIONES INDUSTRIALES...............................................................................20
7.1. Separación de H2 y Captura de CO2.............................................................20
7.2. Otras Aplicaciones........................................................................................24
8. CONCLUSIÓN........................................................................................................25
9. BIBLIOGRAFÍA......................................................................................................26
1
1. INTRODUCCIÓN
El proceso de adsorción surge como resultado de la presencia de fuerzas
moleculares insaturadas presentes en la superficie de todos los sólidos. Así,
cuando un sólido se pone en contacto con un gas, se produce una
interacción con la superficie del sólido que tiende a compensar estas
fuerzas residuales mediante la atracción y retención sobre su superficie de
las moléculas del gas. Como resultado se observa una mayor concentración
del gas en la superficie del sólido que en el seno de la fase gaseosa.
Los procesos de adsorción son una tecnología madura, estudiada y
contrastada desde hace mucho tiempo. La fabricación de adsorbentes a
escala industrial no supone ningún problema y algunos adsorbentes, como
los carbones activos, presentan una gran versatilidad y bajo coste que les
hacen especialmente interesantes para múltiples aplicaciones, incluida la
captura de CO2.
2
2. FUNDAMENTO TEÓRICO
La adsorción es un fenómeno superficial y como tal, para un determinado
gas a adsorber (denominado comúnmente como adsorbato), dependerá
enormemente de la superficie accesible a dicho gas que presente el sólido,
también llamado adsorbente. El área superficial accesible y la distribución
del tamaño de poros adecuada para un sistema adsorbato/adsorbente, son
factores fundamentales en el proceso de adsorción.
La adsorción puede tener lugar mediante dos tipos de interacciones: (a)
físicas, como las debidas a momentos bipolares, fuerzas de polarización,
fuerzas dispersivas, etc. o (b) químicas, que se deben a fuerzas de valencia
y redistribuciones de electrones entre el sólido y el gas adsorbido.
Obviamente, dependiendo del tipo de fuerzas involucradas, la adsorción es
denominada adsorción física o adsorción química. Cuando tiene lugar la
adsorción física o fisisorción, el adsorbato se une a la superficie del
adsorbente mediante fuerzas débiles, tipo interacciones de van der Walls,
las cuales son similares a las fuerzas moleculares de cohesión que están
involucradas en la condensación de vapores. La quimisorción o adsorción
química implica que el adsorbato y el adsorbente intercambian o comparten
electrones lo cual implica una reacción química. El enlace o unión formada
en este caso es un verdadero enlace químico y por lo tanto mucho más
fuerte que en la adsorción física. La entalpía de adsorción en la adsorción
física es del orden de 10-20 KJ/mol, mientras que en la adsorción química
se encuentra entre 40-400 KJ/mol. Pero todavía existen más diferencias
entre la adsorción física y la adsorción química, la primera es un proceso
inespecífico y ocurre en mayor o menor medida entre cualquier sistema
3
adsorbato/adsorbente, mientras que la adsorción química es un proceso
más específico.
Otra diferencia importante es el espesor de la fase adsorbida, mientras que
en adsorción
Física es multimolecular en adsorción química, lógicamente, es
unimolecular.
Es importante recordar que un proceso de adsorción genérico va a
depender siempre de la naturaleza del adsorbente, de la naturaleza del
adsorbato, la reactividad de la superficie, el área superficial aparente del
sólido, la temperatura y la presión de trabajo.
4
3. TIPOS DE ADSORBENTES
Entre los adsorbentes más habituales se encuentran las arcillas, alúminas,
sílices, los carbones activos y las zeolitas. Aunque los que representan casi
un 80% del mercado de valores actualmente son los dos últimos: carbones
activos y zeolitas.
El carbón activo es un material de carbono que presenta una estructura
porosa y elevada área superficial, es un carbonizado que se ha sometido a
reacción con gases o productos químicos, durante o después del proceso
de carbonización con el objeto de aumentar su porosidad. La producción
mundial de carbón activo es de 1 millón de toneladas. De esta producción,
un tercio corresponde a China y otro tercio al sureste asiático. Los
precursores para la producción de carbón activo son muy variados y en la
mayoría de los casos baratos: algas, lignito, carbón mineral, cáscara de
coco, coque de petróleo, huesos de fruta, cereales, granos de café, turba,
serrín, residuos de pasta de papel, lodos ácidos de petróleo, madera,
melazas, etc. Y para el desarrollo de una porosidad y un área superficial
adecuada se utilizan distintos agentes activantes, como por ejemplo vapor
de agua, dióxido de carbono, ácido bórico, ácido fosfórico, fosfato de calcio,
carbonato potásico, cloruro férrico, ácido nítrico, dióxido de manganeso,
hidróxido de sodio, hidróxido de potasio, etc.
Por otra parte, las zeolitas son sólidos tridimensionales, micro poroso,
cristalino y con estructura muy bien definida que contienen aluminio, silicio y
oxígeno en una red regular. Su estructura presenta poros y canales de
tamaño totalmente uniforme, dotando al material de propiedades de tamiz
molecular. Es decir, son capaces de separar componentes moleculares de
5
una mezcla gaseosa. Hay casi 50 variedades de zeolitas, y se diferencian
en su estructura cristalina y composición química, lo que les confiere
propiedades físicas y químicas diferentes. Actualmente, la producción
mundial de zeolita es de 4 millones de toneladas. De esta producción, 2,6
millones de toneladas corresponden a China.
Si comparamos los materiales de carbono con las zeolitas para su
aplicación como adsorbentes, los primeros presentan mayor estabilidad
térmica, son más hidrófobos y resistentes a ataques de ácidos y bases
fuertes. El volumen de poros es, en muchos casos, mayor y el tamaño de
las entradas de los poros puede optimizarse más fácilmente. En algunos
casos la superficie de los materiales de carbono puede modificarse
añadiendo grupos funcionales para incrementar la selectividad por alguna
molécula en particular, como por ejemplo el CO2. Además, se pueden
fabricar membranas y monolitos de carbono con diferentes formas lo cual,
según qué aplicación, puede ser una gran ventaja.
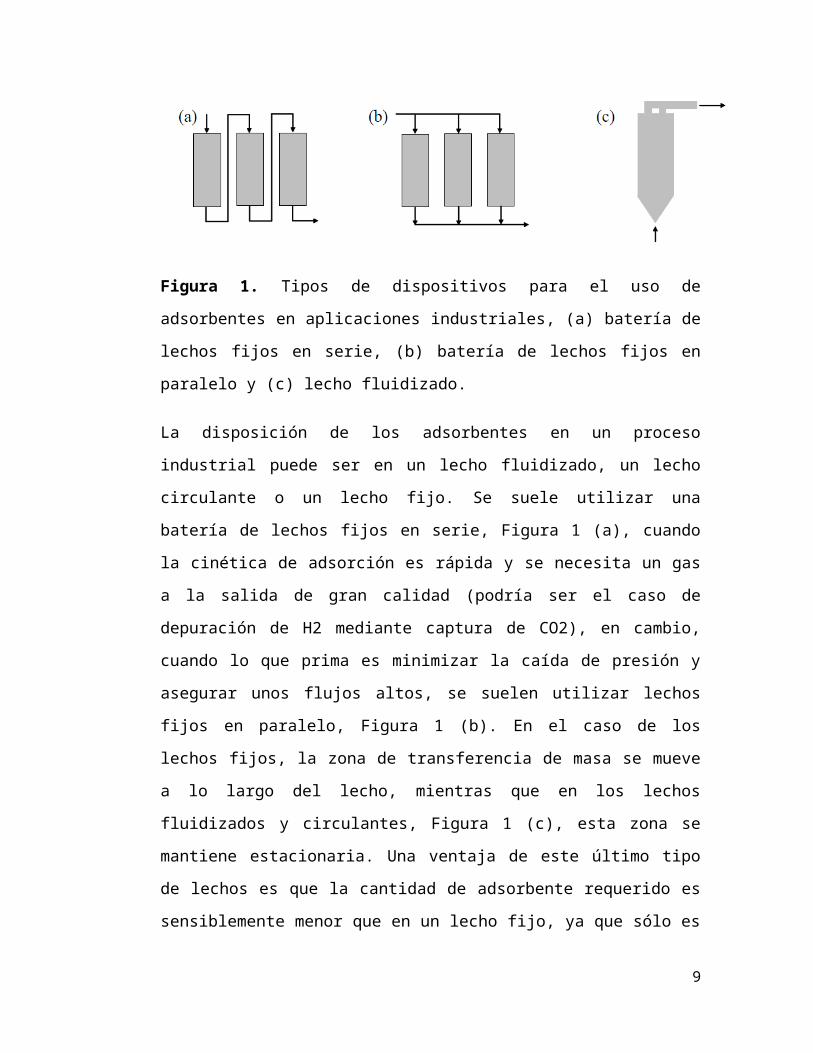
Figura 1. Tipos de dispositivos para el uso de adsorbentes en aplicaciones
industriales, (a) batería de lechos fijos en serie, (b) batería de lechos fijos en
paralelo y (c) lecho fluidizado.
La disposición de los adsorbentes en un proceso industrial puede ser en un
lecho fluidizado, un lecho circulante o un lecho fijo. Se suele utilizar una
batería de lechos fijos en serie, Figura 1 (a), cuando la cinética de adsorción
es rápida y se necesita un gas a la salida de gran calidad (podría ser el
caso de depuración de H2 mediante captura de CO2), en cambio, cuando lo
6
que prima es minimizar la caída de presión y asegurar unos flujos altos, se
suelen utilizar lechos fijos en paralelo, Figura 1 (b). En el caso de los lechos
fijos, la zona de transferencia de masa se mueve a lo largo del lecho,
mientras que en los lechos fluidizados y circulantes, Figura 1 (c), esta zona
se mantiene estacionaria. Una ventaja de este último tipo de lechos es que
la cantidad de adsorbente requerido es sensiblemente menor que en un
lecho fijo, ya que sólo es necesario que la altura del lecho sea la de la zona
de transferencia. Sin embargo, tienen la desventaja de que es necesario
mover continuamente los adsorbentes, con el consiguiente coste, además
de la inevitable abrasión de los sólidos durante el proceso.
7
4. FUNDAMENTOS DE LA ADSORCIÓN
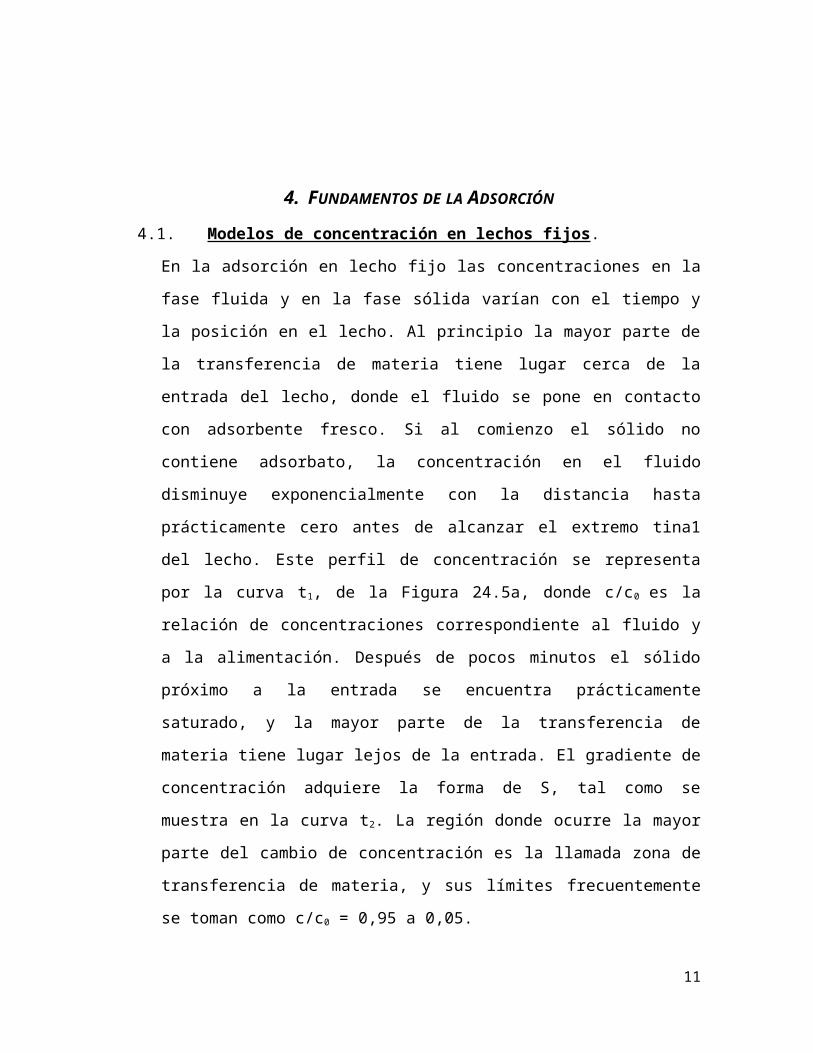
4.1. Modelos de concentración en lechos fijos .
En la adsorción en lecho fijo las concentraciones en la fase fluida y en la
fase sólida varían con el tiempo y la posición en el lecho. Al principio la
mayor parte de la transferencia de materia tiene lugar cerca de la entrada
del lecho, donde el fluido se pone en contacto con adsorbente fresco. Si al
comienzo el sólido no contiene adsorbato, la concentración en el fluido
disminuye exponencialmente con la distancia hasta prácticamente cero
antes de alcanzar el extremo tina1 del lecho. Este perfil de concentración se
representa por la curva t1, de la Figura 24.5a, donde c/c0 es la relación de
concentraciones correspondiente al fluido y a la alimentación. Después de
pocos minutos el sólido próximo a la entrada se encuentra prácticamente
saturado, y la mayor parte de la transferencia de materia tiene lugar lejos de
la entrada. El gradiente de concentración adquiere la forma de S, tal como
se muestra en la curva t2. La región donde ocurre la mayor parte del cambio
de concentración es la llamada zona de transferencia de materia, y sus
límites frecuentemente se toman como c/c0 = 0,95 a 0,05.
8
Con el tiempo la zona de transferencia de materia se mueve hacia la parte
inferior del lecho, tal como muestran los perfiles t3, y t4 Perfiles similares
podrían trazarse para la concentración media de adsorbato sobre el sólido,
encontrándose sólido prácticamente saturado a la entrada, una gran
variación en la región de transferencia de materia, y concentración cero al
final del lecho. En lugar de representar la concentración real sobre el sólido,
la línea de trazo discontinuo para el tiempo t2, representa la concentración
en la fase fluida en equilibrio con el sólido. Esta concentración tiene que ser
siempre menor que la concentración real en el fluido, y la diferencia de
concentraciones, o fuerza impulsora, es considerable cuando el perfil de
concentración es brusco y la transferencia de materia es rápida.
4.2. Curvas de ruptura .
Pocos lechos fijos tienen sensores internos que permiten la determinación
de perfiles como los representados en la Figura 24.5a. Sin embargo, estos
perfiles se pueden predecir y utilizar para calcular la curva de concentración
frente al tiempo para el fluido que abandona el lecho. La curva que se
muestra en la Figura 24.5b recibe el nombre de curva de ruptura. Para los
tiempos t1, y t2, la concentración a la salida es prácticamente cero, tal como
se aprecia también en la Figura 24.5a. Cuando la concentración alcanza el
valor límite permisible, o punto de ruptura, se interrumpe el flujo o bien se
conduce a otro lecho de adsorbente fresco. Con frecuencia el punto de
ruptura se toma como una concentración relativa de 0,05 o 0,l0 y, puesto
que solamente la última porción de fluido tratado posee la concentración
más elevada, la fracción media de soluto separado desde el comienzo
hasta el punto de ruptura es con frecuencia 0,99 0 superior.
Si la adsorción se continuase más allá del punto de ruptura, la
concentración aumentaría rápidamente hasta aproximadamente 0,5 y
después se acercaría más lentamente hasta 1,0, tal como se observa en la
Figura 24.5b. Esta curva en forma de S es similar a la de los perfiles de
concentración interna. Mediante un balance de materia se puede demostrar
9
que el área limitada por la curva y la ordenada para c/co = 1,0 es
proporcional a la cantidad total de soluto adsorbido si todo el lecho alcanza
el equilibrio con la alimentación. El área hasta el tiempo tb, del punto de
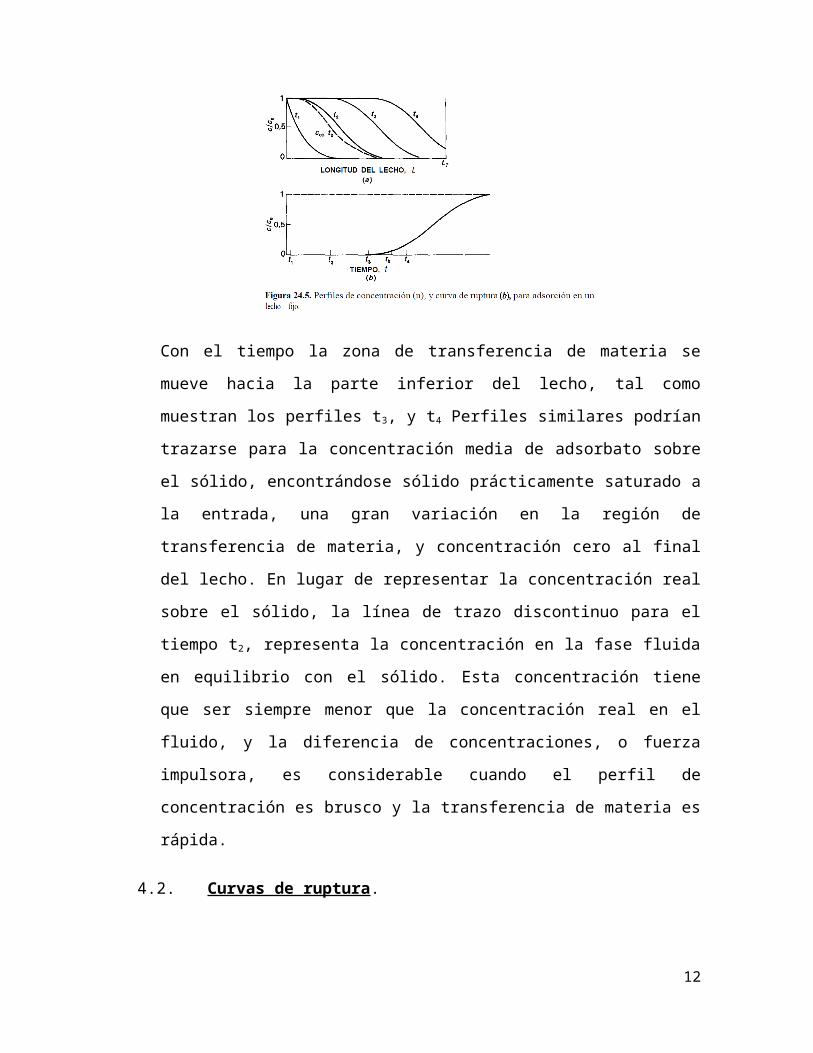
ruptura representa la cantidad real adsorbida. Si la zona de transferencia de
materia es estrecha con relación a la longitud del lecho, la curva de ruptura
será más brusca, como en la Figura 24.6a, y se utilizará la mayor parte de
la capacidad del sólido hasta el punto de ruptura. Cuando la zona de
transferencia de materia coincide con la altura del lecho, la curva de ruptura
está muy extendida, como en la Figura 24.6b, y se utiliza menos de la mitad
de la capacidad del lecho. Es deseable una estrecha zona de transferencia
de materia para una utilización eficaz del adsorbente y para reducir los
costes de energía en la regeneración. En el caso ideal de existir resistencia
a la transferencia de materia y dispersión axial, la zona de transferencia de
materia sería infinitamente estrecha y la curva de ruptura sería una línea
vertical desde 0 hasta 1,0 cuando todo el sólido está saturado.
4.3. Cambio de escala .
La anchura de la zona de transferencia de materia depende de la velocidad
de transferencia de materia, de la velocidad de flujo y de la forma de la
curva de equilibrio. Se han publicado métodos para predecir los perfiles de
concentración y la anchura de la zona, pero generalmente se requieren
cálculos laboriosos y los resultados pueden ser inexactos debido a
incertidumbres en las correlaciones de transferencia de materia. El cambio
de escala de adsorbedores se realiza en general a partir de ensayos de
laboratorio en un lecho de pequeño diámetro operando con el mismo
10
tamaño de partícula y velocidad superficial. Sin embargo, la longitud del
lecho no tiene por qué ser la misma, tal como se considera en el siguiente
apartado.
4.4. Longitud de lecho no utilizado .
Para sistemas con una isoterma favorable, el perfil de concentración en la
zona de transferencia de materia adquiere pronto una forma característica y
una anchura que no varía al desplazarse a través del lecho. Por tanto, los
ensayos con diferentes longitudes de lecho dan curvas de ruptura de la
misma forma, pero en lechos de gran longitud la zona de transferencia de
materia representa una fracción menor de forma que se utiliza una mayor
fracción del lecho. En el punto de ruptura el sólido comprendido entre la
entrada del lecho y el comienzo de la zona de transferencia de materia está
completamente saturado (en equilibrio con la alimentación). En la zona de
transferencia de materia el sólido pasa de estar prácticamente saturado a
casi no contener adsorbato, y de una forma aproximada puede suponerse
que está a media saturación. Esto es equivalente a tener la mitad del sólido
en la zona de transferencia de materia totalmente saturado y la otra mitad
sin utilizar. El fundamento del cambio de escala reside en que la cantidad
de sólido no utilizado, o longitud de lecho no utilizado, no varía con la
longitud total del lecho’.
El cálculo de la longitud de lecho no utilizado a partir de la curva de ruptura
se realiza por integración. La capacidad del sólido se obtiene por
integración de una curva de ruptura completa o bien a partir de ensayos de
equilibrio. La relación entre estas dos cantidades representa la fracción de
la capacidad de lecho utilizado, y 1,0 menos esta relación, la fracción no
utilizada. Dicha fracción se convierte en una longitud equivalente de lecho
(o en una masa equivalente de lecho), que se supone constante. A modo de
ejemplo, si un lecho de 20 cm de espesor conduce a un 60 por 100 de
11
utilización en el punto de ruptura, la longitud de lecho no utilizado es 8 cm.
Si la longitud del lecho aumenta hasta 40 cm, la parte no utilizada es 8/40, o
sea 20 por 100. Por consiguiente, el tiempo del punto de ruptura se
multiplica por un factor 40/20 x 0,8/0,6 = 2,67, debido a la mayor longitud de
lecho y a la mayor fracción utilizada.
4.5. Efecto de la concentración de la alimentación .
El efecto de variaciones moderadas en la concentración de la alimentación
sobre la curva de ruptura puede predecirse, puesto que la anchura de la
zona de transferencia de materia no se modifica. La capacidad de equilibrio
se determina a partir de la isoterma de adsorción, y el tiempo del punto de
ruptura es proporcional a la capacidad del sólido e inversamente
proporcional a la concentración de la alimentación. Pueden realizarse
ensayos de laboratorio utilizando concentraciones de un contaminante más
elevadas que las esperadas con el fin de acortar el tiempo de un ensayo de
ruptura. Diferencias elevadas de concentración pueden conducir a errores
en el cambio de escala debido a variaciones del coeficiente de transferencia
de materia o a efectos de la temperatura.
La adsorción es un proceso exotérmico y puede originarse un aumento de
la temperatura de un lecho entre 10 y 50 ºC cuando se tratan vapores con
solamente un 1 por 100 de adsorbato. En lechos de pequeño diámetro las
pérdidas de calor limitarán el aumento de temperatura, pero una unidad
grande operará casi adiabáticamente y pueden producirse importantes
diferencias en su funcionamiento. En estos casos deberá utilizarse una
planta piloto de gran diámetro o bien realizar cálculos detallados para tener
en cuenta la generación y transmisión de calor en el lecho.
12
5. EQUIPO DE ADSORCIÓN
5.1. Adsorbedores de lecho fijo .
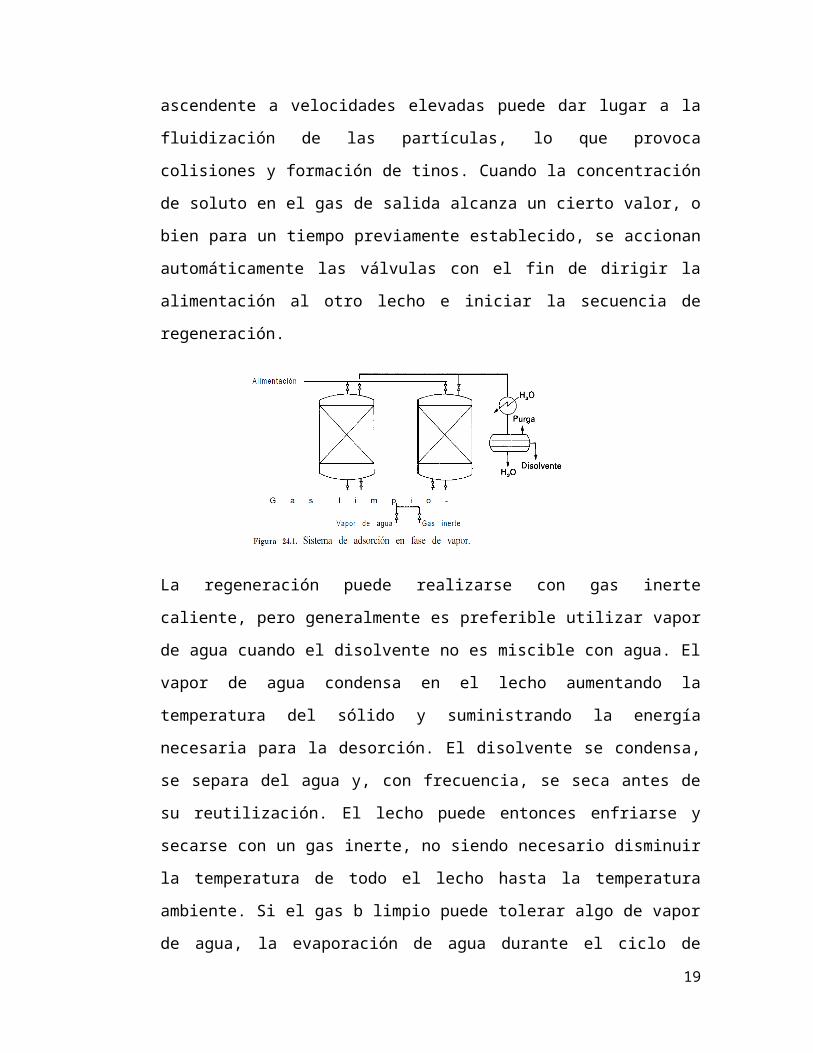
En la Figura 24.1 se muestra un sistema de equipo típico utilizado para la
adsorción de vapores de disolventes. Las partículas de adsorbente se
colocan en un lecho de 0,3 a 1,2 m de espesor soportado sobre un matiz o
placa perforada. La alimentación gaseosa circula en sentido descendente a
través de uno de los lechos mientras que el otro se encuentra en
regeneración. El flujo descendente es preferible debido a que el flujo
ascendente a velocidades elevadas puede dar lugar a la fluidización de las
partículas, lo que provoca colisiones y formación de tinos. Cuando la
concentración de soluto en el gas de salida alcanza un cierto valor, o bien
para un tiempo previamente establecido, se accionan automáticamente las
válvulas con el fin de dirigir la alimentación al otro lecho e iniciar la
secuencia de regeneración.
La regeneración puede realizarse con gas inerte caliente, pero
generalmente es preferible utilizar vapor de agua cuando el disolvente no es
miscible con agua. El vapor de agua condensa en el lecho aumentando la
temperatura del sólido y suministrando la energía necesaria para la
13
desorción. El disolvente se condensa, se separa del agua y, con frecuencia,
se seca antes de su reutilización. El lecho puede entonces enfriarse y
secarse con un gas inerte, no siendo necesario disminuir la temperatura de
todo el lecho hasta la temperatura ambiente. Si el gas b limpio puede tolerar
algo de vapor de agua, la evaporación de agua durante el ciclo de
adsorción ayudará a enfriar el lecho y a eliminar parcialmente el calor de
adsorción.
El tamaño del lecho adsorbente está determinado por la velocidad de flujo
de gas y por el tiempo de ciclo deseado. El área de la sección transversal
se calcula generalmente de tal forma que se obtenga una velocidad
superficial de 0,15 a 0,45 m/s, que da lugar a una caída de presión de
pocas pulgadas de agua por pie de lecho cuando se utilizan adsorbentes
típicos (4 x 10 mallas o 6 x 16 mallas). Para velocidades de flujo muy
grandes puede instalarse un lecho rectangular en la parte central de un
cilindro horizontal en vez de utilizar un tanque vertical con un diámetro
mucho mayor que el espesor del lecho.
El espesor de lecho y la velocidad de flujo generalmente se seleccionan
para proporcionar un ciclo de adsorción de 2 a 24 h. Utilizando un lecho
más largo se puede ampliar el ciclo de adsorción a varios días pero la
mayor caída de presión y la mayor inversión necesaria harán la operación
probablemente antieconómica. Algunas veces se recomienda un espesor
de lecho de solamente 1 pie para disminuir la caída de presión y el tamaño
del adsorbedor, pero los lechos de poca longitud no producen una
separación completa y requieren más energía para la regeneración.
5.2. Equipo para el secado de gases .
El equipo para el secado de gases es similar al que se muestra en la Figura
24.1, con la diferencia de que se utiliza gas caliente para la regeneración. El
gas húmedo procede del lecho que se está regenerando y puede
descargarse a la atmósfera o bien separar la mayor parte del agua en un
14
condensador y recircular el gas al lecho a través de un sistema de
calefacción. Para secaderos pequeños se instalan con frecuencia
calentadores eléctricos dentro del lecho para suministrar la energía de
regeneración.
Cuando la regeneración se realiza a presión mucho más baja que la
adsorción, puede no ser necesario suministrar calor toda vez que la baja
presión favorece la desorción. Si un secadero de gases opera a varias
atmósferas de presión durante el ciclo de adsorción, se puede conseguir
una regeneración casi completa pasando parte del gas seco a través del
lecho, a la presión atmosférica, sin calentamiento previo. Parte del calor de
adsorción, que está almacenado en el lecho como calor sensible, se utiliza
para la deserción y el lecho se enfría durante la regeneración. La cantidad
de gas que se necesita para la regeneración es solamente una fracción del
gas de alimentación del ciclo de adsorción, puesto que el gas que sale a 1
atm tendrá una fracción molar de agua mucho mayor que el gas de
alimentación. Aplicando el mismo principio, la regeneración a vacío ofrece
una alternativa a la regeneración con vapor de agua o con gases calientes
cuando la adsorción se realiza a la presión atmosférica.
Un ejemplo importante de adsorción desde una fase líquida lo constituye el
uso de carbón activo para separar contaminantes de aguas residuales.
También se utiliza para separar trazas de sustancias orgánicas del
abastecimiento municipal de agua para mejorar el sabor y reducir la
posibilidad de formación de compuestos tóxicos en la etapa de cloración.
Para estas aplicaciones los lechos de carbón tienen varios metros de
diámetro y hasta 10 de altura, pudiendo operar varios lechos en paralelo.
Los lechos de gran espesor se requieren para asegurar un adecuado
tratamiento ya que la velocidad de adsorción en líquidos es mucho más
lenta que en gases. También hay que retirar del lecho el carbón agotado
para proceder a su regeneración, de forma que son deseables períodos
relativamente largos entre las operaciones de regeneración.
15
5.3. Adsorbedores de tanque agitado .
Un método alternativo para el tratamiento de aguas residuales consiste en
añadir carbón en polvo a un tanque con la disolución, utilizando agitadores
mecánicos e inyectores de aire para mantener las partículas en suspensión.
Con partículas finas la adsorción es mucho más rápida que con carbón
granular, pero en cambio se requiere un equipo de gran tamaño para
separar, por sedimentación o filtración, el carbón agotado. El tratamiento
con carbón en polvo puede realizarse por cargas, o también de forma
continua añadiendo una determinada cantidad de carbón a la corriente
residual y retirando continuamente el carbón agotado.
5.4. Adsorbedores continuos .
La adsorción a partir de gases o líquidos puede realizarse de forma
realmente continua haciendo circular el sólido a través del lecho en
contracorriente con el flujo del fluido. Las partículas sólidas descienden por
gravedad, haciéndolas retornar después a la parte superior de la columna
mediante un sistema de elevación con aire o de forma mecánica.
Con partículas finas se puede utilizar un lecho con placas deflectoras o
etapas múltiples para prevenir la mezcla desde un extremo a otro. El
«hypersorber» es un adsorbedor de lecho fluido de múltiple etapa
construido como una columna de destilación, pasando los sólidos
fluidizados de una etapa a otra a través de tubuladuras de descenso. Se
han construido algunos adsorbedores y columnas de intercambio de ion que
operan en contracorriente, y puesto que tales esquemas conducen a una
más eficaz utilización del sólido, es previsible que encuentren un uso
creciente, especialmente en grandes instalaciones.
16
6. ECUACIONES BÁSICAS DE LA ADSORCIÓN
Aunque los adsorbedores se diseñan generalmente a partir de datos de
laboratorio, a veces puede predecirse de forma aproximada su
comportamiento a partir de datos de equilibrio y cálculos de transferencia de
materia. En esta parte se presentan las ecuaciones básicas para la
adsorción isotérmica en lechos fijos, y se dan soluciones para algunos
casos límite.
6.1. Velocidad de transferencia de materia .
Las ecuaciones para. La transferencia de materia en la adsorción en lecho
fijo se obtienen planteando un balance de materia de soluto a una sección
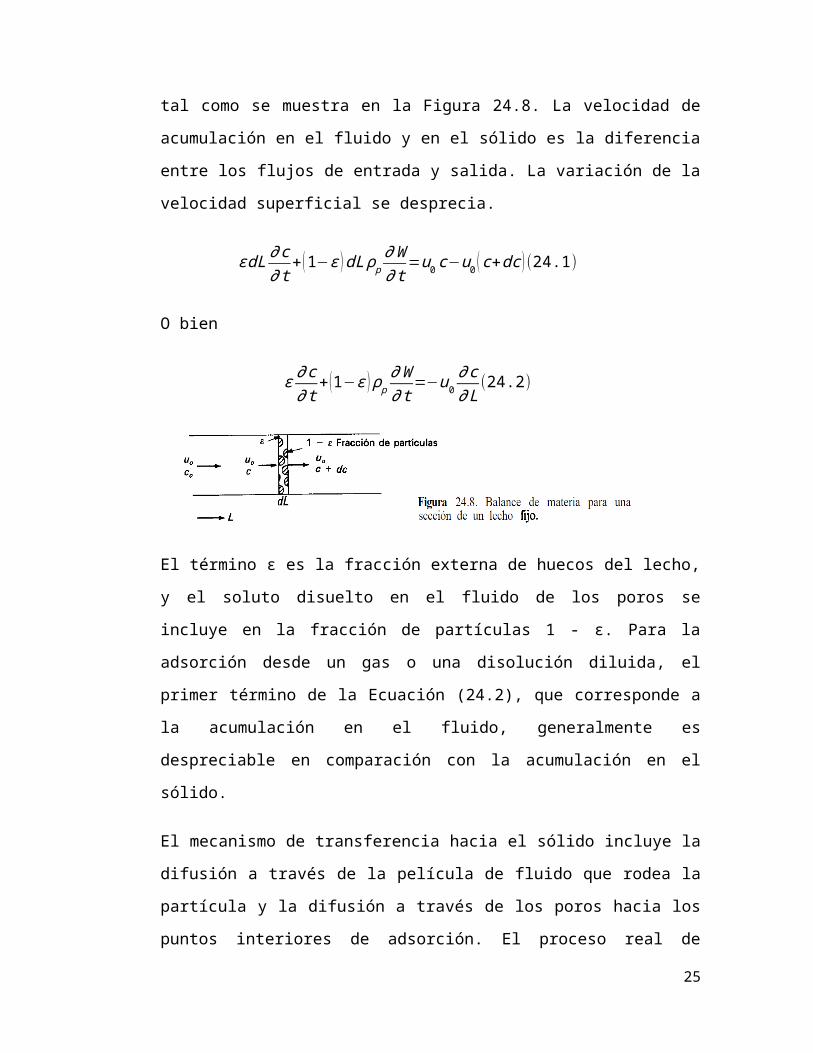
dL del lecho, tal como se muestra en la Figura 24.8. La velocidad de
acumulación en el fluido y en el sólido es la diferencia entre los flujos de
entrada y salida. La variación de la velocidad superficial se desprecia.
εdL∂c∂ t
+ (1−ε )dL ρp∂W∂ t
=u0 c−u0 (c+dc )(24.1)
O bien
ε∂c∂ t
+(1−ε ) ρp∂W∂ t
=−u0∂c∂ L
(24.2)
17
El término ε es la fracción externa de huecos del lecho, y el soluto disuelto
en el fluido de los poros se incluye en la fracción de partículas 1 - ε. Para la
adsorción desde un gas o una disolución diluida, el primer término de la
Ecuación (24.2), que corresponde a la acumulación en el fluido,
generalmente es despreciable en comparación con la acumulación en el
sólido.
El mecanismo de transferencia hacia el sólido incluye la difusión a través de
la película de fluido que rodea la partícula y la difusión a través de los poros
hacia los puntos interiores de adsorción. El proceso real de adsorción física
es prácticamente instantáneo y se supone que existe equilibrio entre la
superficie y el fluido en cada punto dentro de la partícula. El proceso de
transferencia se puede obtener de forma aproximada utilizando un
coeficiente volumétrico global y una fuerza impulsora global:
ρp81−ε ¿∂W∂ t
=K ca (c−c¿)(24.3)
El área de transferencia de materia a se toma como la superficie externa de
las partículas, que para el caso de esferas es 6(1 - ε)/Dp. La concentración
c* es el valor que estaría en equilibrio con la concentración media W en el
sólido.
6.2. Coeficientes interno y externo de transferencia de materia .
El coeficiente global k, depende del coeficiente externo kc, ext y de un
coeficiente interno efectivo Kc, int. La difusión en el interior de la partícula es
realmente un proceso de estado no estacionario, y el valor de kc, int
disminuye con el tiempo puesto que las moléculas de soluto tienen que
penetrar cada vez más hacia el interior de la partícula para alcanzar los
puntos de adsorción. Se puede utilizar un coeficiente medio para obtener un
ajuste aproximado de los datos para esferas:
kc,∫¿≈
10DeD p
(24.4 )¿
18
El coeficiente efectivo de difusión D, depende de la porosidad de las
partículas, del diámetro de los poros, de la tortuosidad y de la naturaleza de
las especies que se difunden. Para poros llenos de gas, los anteriores
factores permiten una razonable estimación de la difusividad efectiva en la
fase gaseosa. Sin embargo, la difusión de las moléculas adsorbidas a lo
largo de las paredes de los poros, que recibe el nombre de difusión
superficial, con frecuencia contribuye mucho más a la densidad de flujo total
que la difusión en la fase gaseosa. Esto resulta especialmente evidente en
la adsorción de vapor de agua sobre gel de sílice y en la adsorción de
vapores de hidrocarburos sobre carbón, donde el vapor medio de Kc
corresponde a coeficientes internos y externos de magnitud comparable y
aun a control de la película externa. Para la adsorción de solutos a partir de
disoluciones acuosas, la migración de superficie es mucho menos
importante y la resistencia de la difusión interna generalmente domina el
proceso de transferencia.
19
7. APLICACIONES INDUSTRIALES
7.1. Separación de H 2 y Captura de CO2
Actualmente los adsorbentes se usan a nivel industrial en distintos procesos
de adsorción de gases (desulfuración, compuestos orgánicos volátiles, NOx,
aire acondicionado, aplicaciones médicas, etc.) pero siempre cuando las
concentraciones de los gases a adsorber son relativamente bajas. El caso
de la adsorción de CO2 con sólidos también existe a nivel comercial, pero
en pequeñas instalaciones, como por ejemplo la depuración de aire en
garajes, invernaderos, etc.
En el caso de la generación de energía a partir de combustibles fósiles, la
aplicación de adsorbentes para la captura de CO2 es una tecnología todavía
en desarrollo. No solamente se trata de un gran volumen de gases a tratar
sino que, además, la concentración de CO2 en estos gases va desde un 3-
15% en los gases de salida de un combustor hasta 20-40% en los gases
obtenidos tras la gasificación y reacción shift.
20
Debido a lo anteriormente citado, y a que ya existe actualmente una
tecnología más desarrollada a nivel industrial para la captura del CO2 como
es la absorción con aminas, el proceso de adsorción con sólidos es
considerado todavía como una posible opción en estudio.
El proceso de captura de CO2 con aminas, a pesar de ser la opción con
más fuerza actualmente, presenta una serie de inconvenientes, como son:
Problemas de difusión y, por lo tanto, de capacidad de absorción.
Eficacia de absorción, ya que el CO2 se encuentra en alta
concentración.
La potenciación de la afinidad por el CO2 puede traducirse en un
coste elevado en la regeneración de la amina.
Problemas de corrosión en los equipos, ya que se trata de un gas
ácido y una disolución tremendamente básica.
Problemas de pérdidas de aminas durante el proceso.
21
Los absorbentes (tanto físicos como químicos) son fórmulas
patentadas, con la consiguiente dificultad para hacer valoraciones
previas a un proceso determinado y los costes adicionales debido al
uso de licencias.
Para que la captura de CO2 mediante adsorción con sólidos sea realmente
competitiva, los adsorbentes deben tener la estructura porosa y la química
superficial adecuadas. La adsorción física no sería un proceso competitivo,
ya que es poco selectiva y las capacidades de adsorción son limitadas,
disminuyendo considerablemente al aumentar la temperatura de operación.
Puesto que el CO2 es un gas ácido, la modificación de la química superficial
de los adsorbentes para la generación de centros activos básicos es
fundamental y totalmente factible en el caso, por ejemplo, de los carbones
activos.
Las ventajas que presenta la captura de CO2 con sólidos respecto a
métodos como la absorción física o química incluyen la minimización de los
problemas de difusión con una textura porosa adecuada, la simplicidad del
proceso al no tener que manejar un gran volumen de líquido de gran
basicidad y mayor eficiencia energética, así como su facilidad de
regeneración mediante ciclos de adsorción/desorción por cambio de presión
(PSA) o de temperatura (TSA). Un esquema de cómo podría trabajar un
adsorbedor en continuo con ciclos de adsorción/desorción se muestra en la
siguiente figura.
22
El coste del proceso de captura de CO2 es la suma de varios términos, que
incluyen el coste de la instalación de captura, el coste de mantenimiento y
de operación, el coste de compresión y transporte del CO2 capturado y el
coste de compensación de la energía empleada en el proceso, que va en
detrimento de la eficiencia energética de la planta.
Para que la captura de CO2 mediante adsorción con sólidos regenerables
sea una tecnología competitiva, los esfuerzos se deben enfocar en
desarrollar unos adsorbentes que, además de presentar selectividad y alta
capacidad de adsorción de CO2, sean fácilmente regenerables (para tener
una penalización energética mínima) y sean materiales de bajo coste, ya
que, en cualquier sistema gas/sólido, hay perdidas y/o agotamiento de los
adsorbentes, que deben ser continuamente paliados con incorporación de
nuevo material.
Como referencia, existen actualmente tecnologías que aseguran un coste
total de captura de CO2 de entre 30 y 60 € la tonelada de CO2 evitada; este
coste es todavía excesivo y el objetivo marcado es reducirlo hasta 20-30 €.
23
Para que la adsorción con sólidos regenerables pueda competir con estas u
otras tecnologías, el coste de los adsorbentes debe ser muy bajo.
Resumiendo, la adsorción con sólidos es una tecnología conocida,
desarrollada, y utilizada a nivel industrial para distintos procesos distintos de
la captura de CO2, siendo esta aplicación solo viable hoy en día en
pequeña/mediana escala. La gran versatilidad de los carbones activos y la
posibilidad de obtenerlos a muy bajo coste de un gran número de
precursores, hace que sea una opción interesante a desarrollar como
alternativa a la captura de CO2 en el sector energético.
7.2. Otras Aplicaciones
Una de las aplicaciones más conocidas de la adsorción en el mundo
industrial, es la extracción de humedad del aire comprimido.
Se consigue haciendo pasar el aire comprimido a través de un lecho de
alúmina activa u otros materiales con efecto de adsorción a la molécula de
agua. La saturación del lecho se consigue sometiendo a presión el gas o
aire, así la molécula de agua es adsorbida por la molécula del lecho, hasta
su saturación. La regeneración del lecho, se consigue soltando al exterior
este aire comprimido y haciendo pasar una corriente de aire pre-secado a
través del lecho.
Lo habitual es encontrar secadores de adsorción en forma de dos columnas
y mientras una adsorbe, la otra es regenerada por el mismo aire seco de la
columna anterior. Este sistema se conoce como "pressure swing" o PSA.
24
1. CONCLUSIÓN
La adsorción no solo es usada a nivel industrial sino también a nivel
comercial también existe a nivel comercial, pero en pequeñas instalaciones,
como por ejemplo la depuración de aire en garajes, invernaderos, etc.
25
2. BIBLIOGRAFÍA
Operaciones Unitarias en Ingeniería Química – Mc Cabe & Smith & Harriott
http://www.incar.csic.es/tecnologia/mcat/divulgacion_fotos/cursoH2CO2.pdf
26