Administracion de restricciones
28
ESCUELA DE INDUSTRIAL FACULTAD DE INGENIERÍA INTEGRANTES AZABACHE KAWAJIGASHI LORENA CABRERA CUEVA SERGIO CAMPOS MARRUFO JOSE LUIS CHUQUIRUNA EUSTAQUIO ANTHONY ROSAS SALINAS KATEBETH ZAVALETA DOMINGUEZ JOEL DOCENTE GUTIERREZ PESANTES ELIAS
-
Upload
lorena-ak -
Category
Engineering
-
view
134 -
download
6
Transcript of Administracion de restricciones

ESCUELA DE INDUSTRIAL
FACULTAD DE INGENIERÍA
INTEGRANTES
AZABACHE KAWAJIGASHI LORENA
CABRERA CUEVA SERGIO
CAMPOS MARRUFO JOSE LUIS
CHUQUIRUNA EUSTAQUIO ANTHONY
ROSAS SALINAS KATEBETH
ZAVALETA DOMINGUEZ JOEL
DOCENTE
GUTIERREZ PESANTES ELIAS
ADMINISTRACIÓN DE LAS RESTRICCIONES
SEMANA 15
INTRODUCCIÓN
Justamente el libro LA META de E. Goldaratt, resalta la aplicación de la Teoría de Restricciones.El punto de partida de todo análisis es elevar el thoughput, pero cuando está limitado por un cuello de botella da origen a la aplicación de esta teoría.
La Administración de Restricciones, es un conjunto de procesos de pensamiento que utiliza la lógica de la causa y efecto.

LA META DE UNA EMPRESA ES:
GANAR DINERO
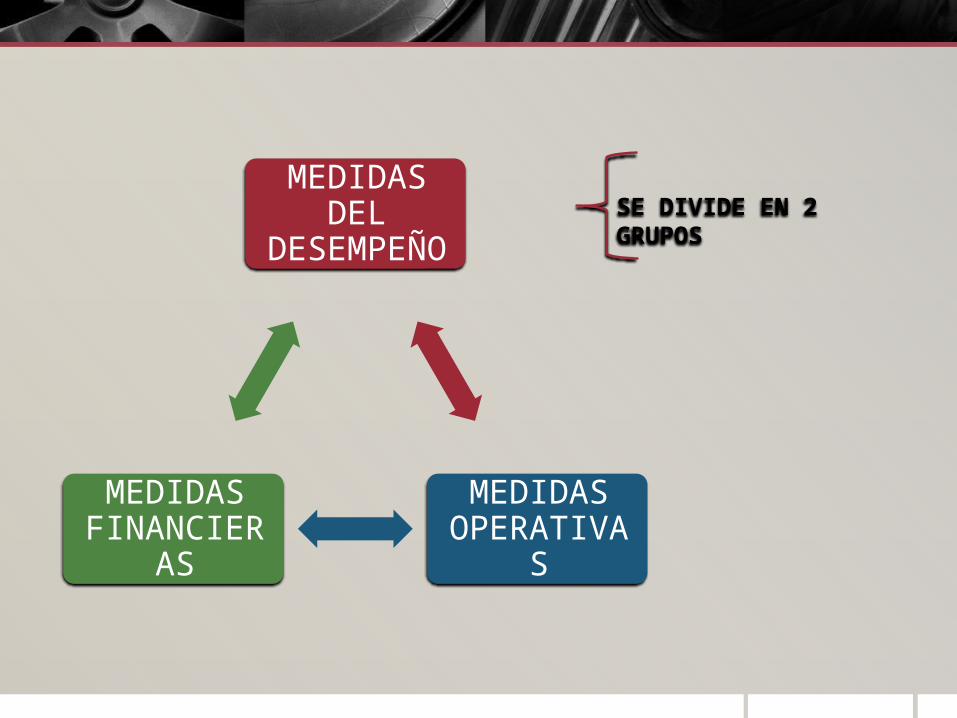
MEDIDAS DEL DESEMPEÑO
MEDIDAS OPERATIVAS
MEDIDAS FINANCIERAS
SE DIVIDE EN 2 GRUPOS
MEDICIONES FINANCIERAS
Utilidades Netas
Rendimiento sobre la Inversión
Liquidez
Ejemplo:
Una utilidad neta de 10 millones de dólares es importante, como medida, pero no tiene un significado real si no se sabe qué inversión generó esos 10 millones.Si la inversión fue de 100 millones.Es un rendimiento de 10% sobre la inversión.La liquidez es importante porque se necesita efectivo para pagar las facturas de las operaciones diarias; sin efectivo, la empresa podría quebrar, aun si su contabilidad es muy sólida.
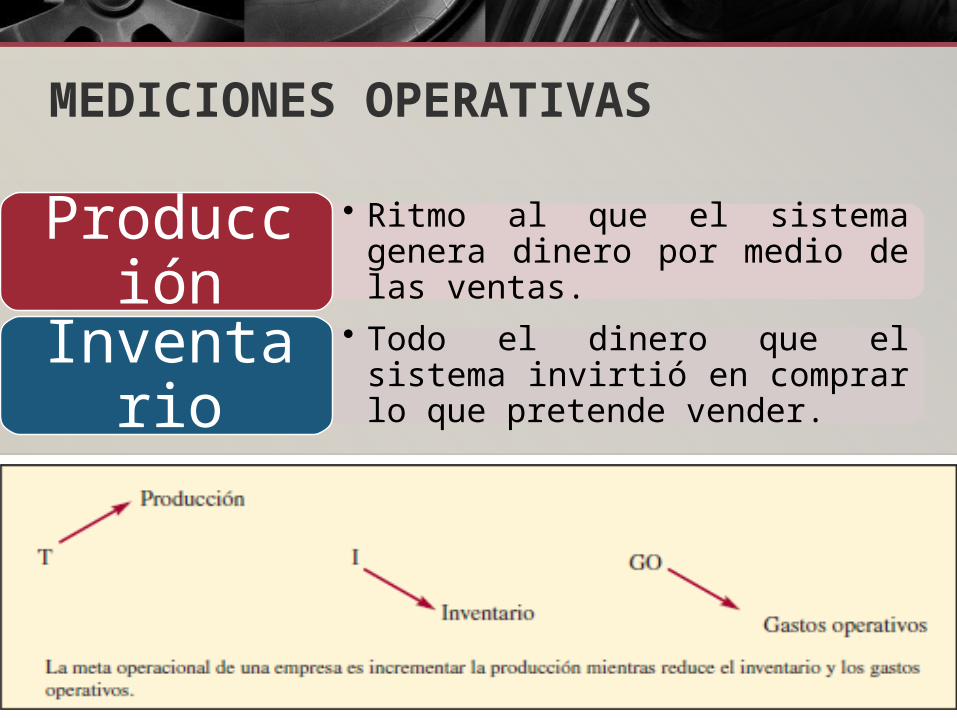
MEDICIONES OPERATIVAS
• Ritmo al que el sistema genera dinero por medio de las ventas.Producción
• Todo el dinero que el sistema invirtió en comprar lo que pretende vender.Inventario
GASTOS OPERATIVOS
Es el dinero usado para convertir el inventario en producto.
Incluyen a los costos de producción y los costos administrativos.
Un inventario de bienes terminados no es producto, sino existencias.
PRODUCTIVIDAD Consiste en todas las acciones que acercan a una compañía a su
meta. Para probar si la productividad aumentó, se deben formular las
siguientes preguntas.
¿Se redujo el inventario?
¿Bajaron los gastos
operativos?
¿La acción emprendida aumentó la producción?
CAPACIDAD DESEQUILIBRADA
La regla es que las capacidades de una secuencia no deben equilibrarse en niveles iguales , sino que hay que tratar de equilibrar el ritmo de la producción en todo el sistema.
SUCESOS DEPENDIENTES
Esto se refiere a la secuencia de un proceso.
FLUCTUACIONES ESTADÍSTICAS
Suponer que los eventos dependientes se van a producir sin ningún tipo de alteración es una utopía.
Existen fluctuaciones que afectan los niveles de actividad de los distintos recursos productivos.
“Si algo puede salir mal es probable que salga mal”- Ley de Murphy
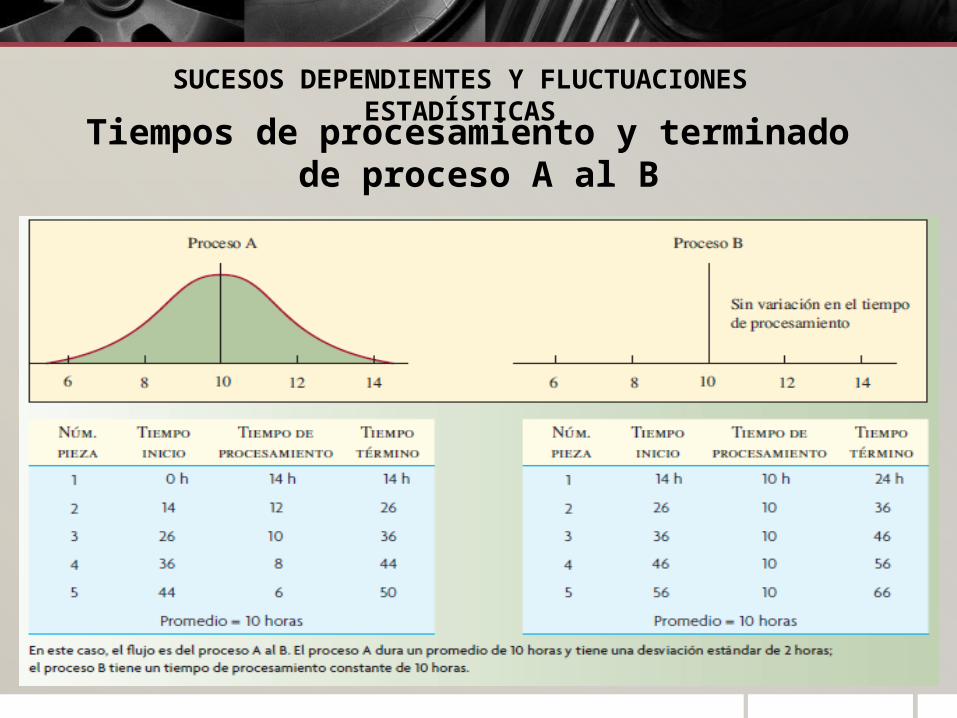
Tiempos de procesamiento y terminado de proceso A al B
SUCESOS DEPENDIENTES Y FLUCTUACIONES ESTADÍSTICAS
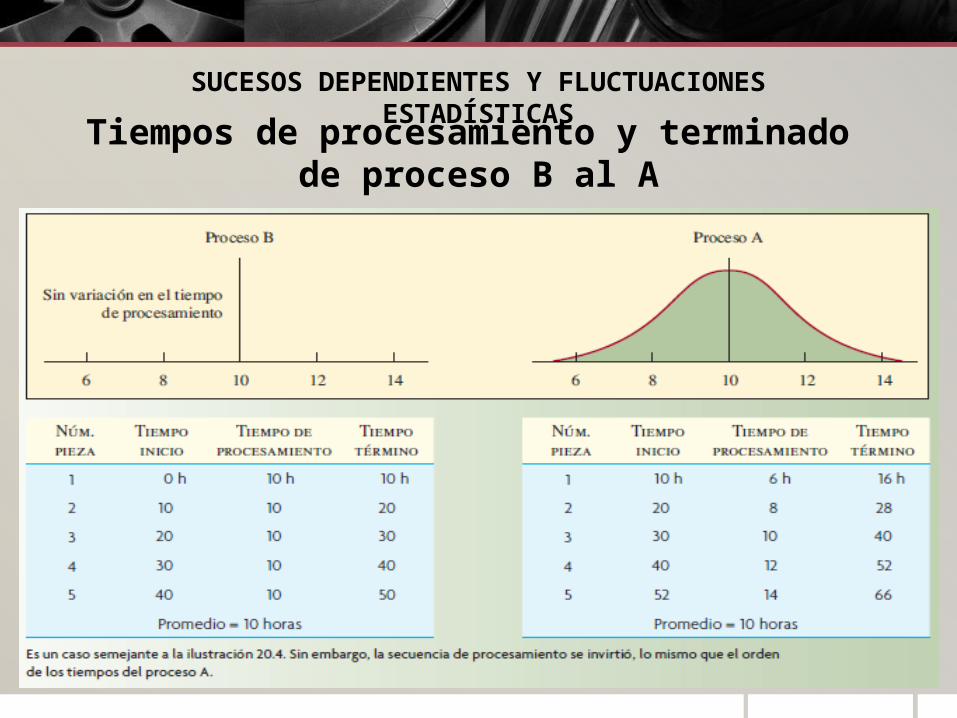
Tiempos de procesamiento y terminado de proceso B al A
SUCESOS DEPENDIENTES Y FLUCTUACIONES ESTADÍSTICAS
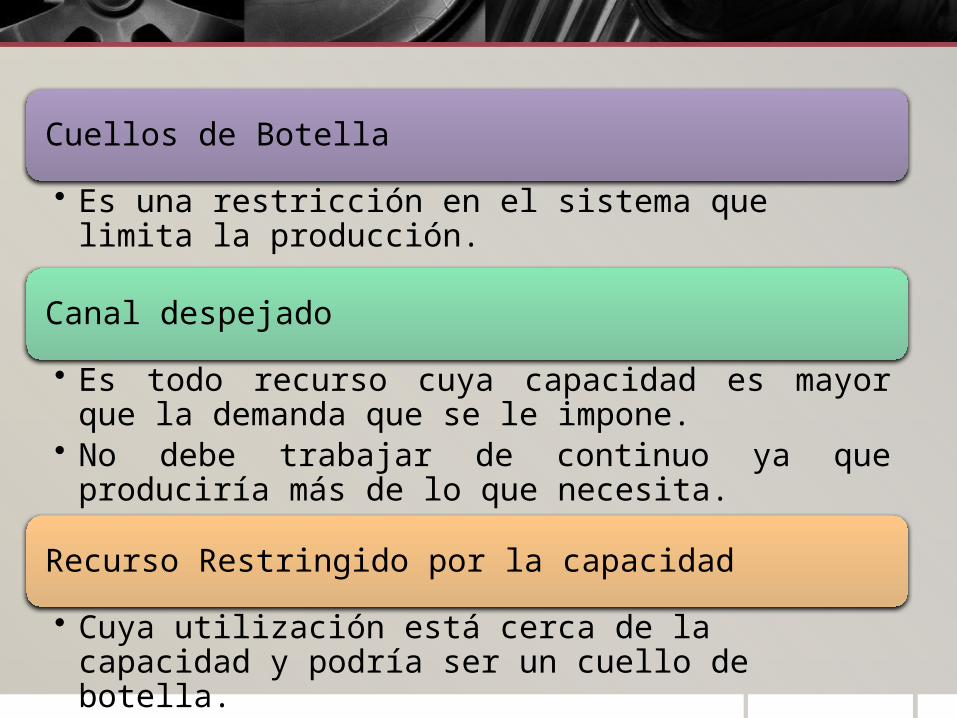
Cuellos de Botella
• Es una restricción en el sistema que limita la producción.
Canal despejado
• Es todo recurso cuya capacidad es mayor que la demanda que se le impone.
• No debe trabajar de continuo ya que produciría más de lo que necesita.
Recurso Restringido por la capacidad
• Cuya utilización está cerca de la capacidad y podría ser un cuello de botella.
ELEMENTOS BÁSICOS PARA LA CONSTRUCCIÓN EN MANUFACTURA
Todos los procesos y flujos de manufactura pueden simplificarse en cuatro configuraciones básicas, como se indica en la ilustración 20.6. En la ilustración 20.6A, el producto que sale del proceso X pasa al proceso Y. En B, Y alimenta a X. En C, los procesos X y Y generan sub ensambles que se combinan, por ejemplo, para cubrir la demanda del mercado.
En las industrias con procesos muy automatizados, inventario y producto son vigiladostambién con sistemas automatizados, como esta sala de controles de la acería de reducción en frío de U.S. Steel. Todas las operaciones, del alto horno a los elementos terminados, se controlan aquí, incluyendo la velocidad de procesamiento encada paso.
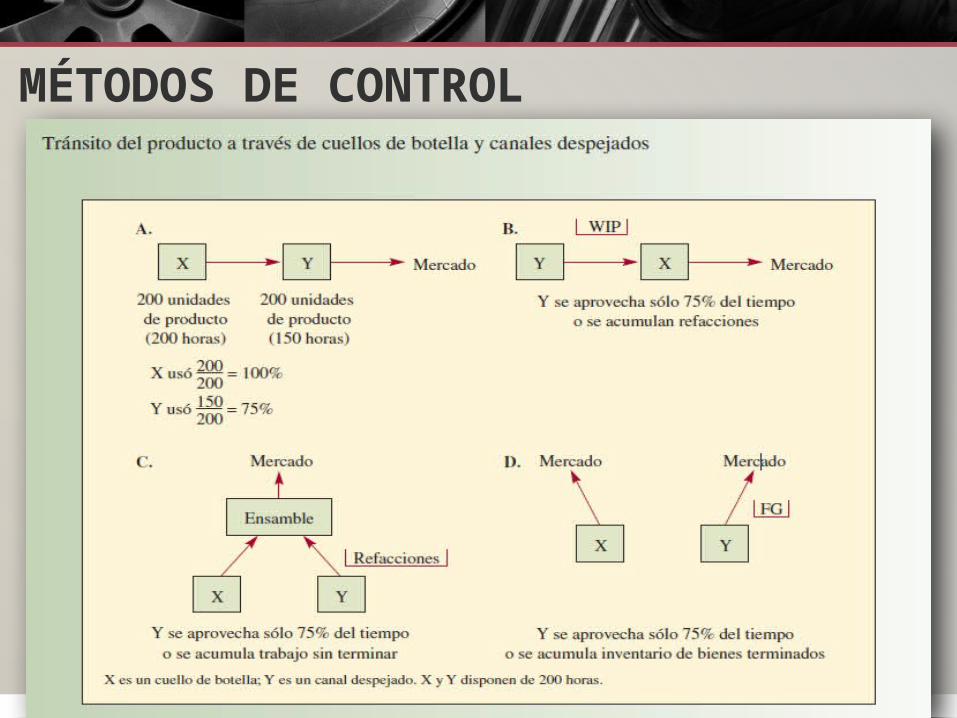
MÉTODOS DE CONTROL
COMPONENTES DEL TIEMPO
Tiempo de procesamiento:
Tiempo en que se procesa la pieza.
Tiempo de preparación: Tiempo que espera una pieza a que se prepare un recurso para trabajarla.
Tiempo de cola: El tiempo que una pieza espera un recurso mientras éste se encuentra ocupadoen otra cosa.
Tiempo de espera: Tiempo que espera una pieza no por un recurso, sino por otra pieza con la queva a armarse.
Tiempo ocioso: Tiempo sin utilizar, es decir, el tiempo del ciclo menos los tiempos de preparación,procesamiento, cola y espera.
LOCALIZACIÓN DE CUELLOS DE BOTELLA
Dos maneras de encontrar cuellos de botella en un sistema
Ejecutar un perfil de recursos de capacidad
Aprovechar el conocimiento que se tenga de una planta para trazar un perfil de recursos de capacidad.
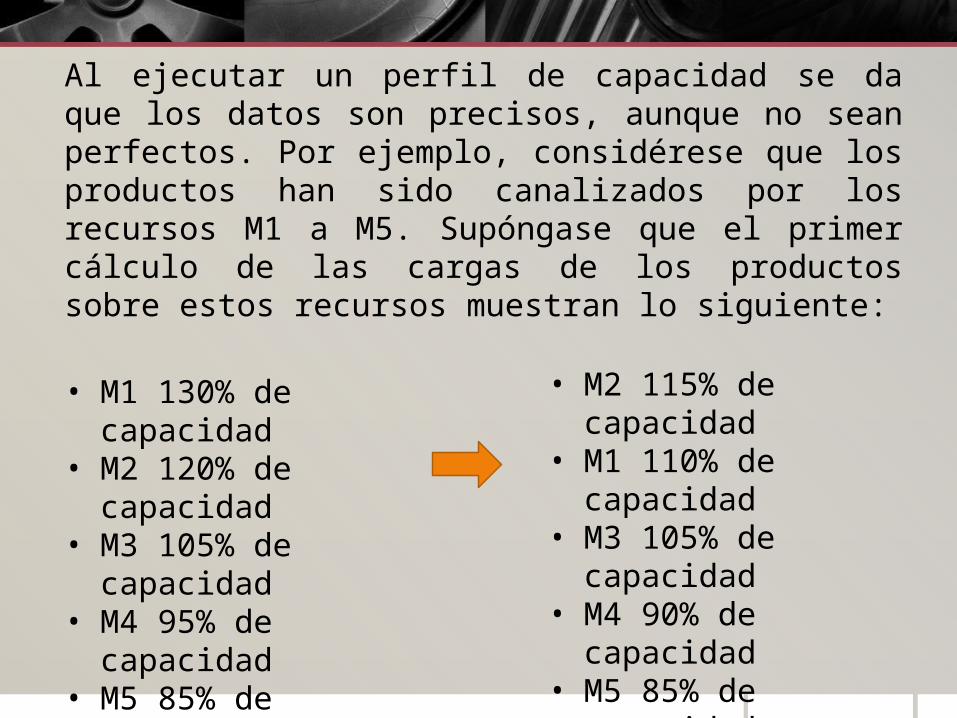
Al ejecutar un perfil de capacidad se da que los datos son precisos, aunque no sean perfectos. Por ejemplo, considérese que los productos han sido canalizados por los recursos M1 a M5. Supóngase que el primer cálculo de las cargas de los productos sobre estos recursos muestran lo siguiente:
• M1 130% de capacidad• M2 120% de capacidad• M3 105% de capacidad• M4 95% de capacidad• M5 85% de capacidad
• M2 115% de capacidad• M1 110% de capacidad• M3 105% de capacidad• M4 90% de capacidad• M5 85% de capacidad
CÓMO AHORRAR TIEMPO
El cuello de botella es un recurso con capacidad menor que su demanda.
Hay varias maneras de ahorrar tiempo en un cuello de botella (mejores herramientas, mano de obra de más calidad, lotes más grandes, reducción de tiempos de preparación, etc.), pero ¿es valioso el tiempo adicional? ¡Es mucho muy valioso!
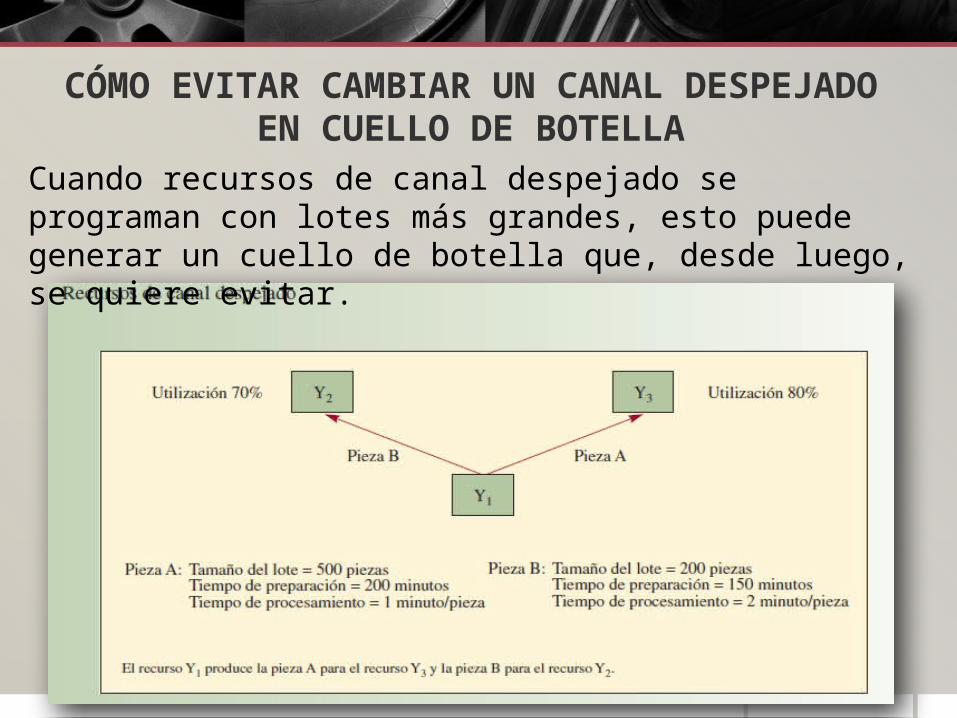
CÓMO EVITAR CAMBIAR UN CANAL DESPEJADOEN CUELLO DE BOTELLA
Cuando recursos de canal despejado se programan con lotes más grandes, esto puede generar un cuello de botella que, desde luego, se quiere evitar.
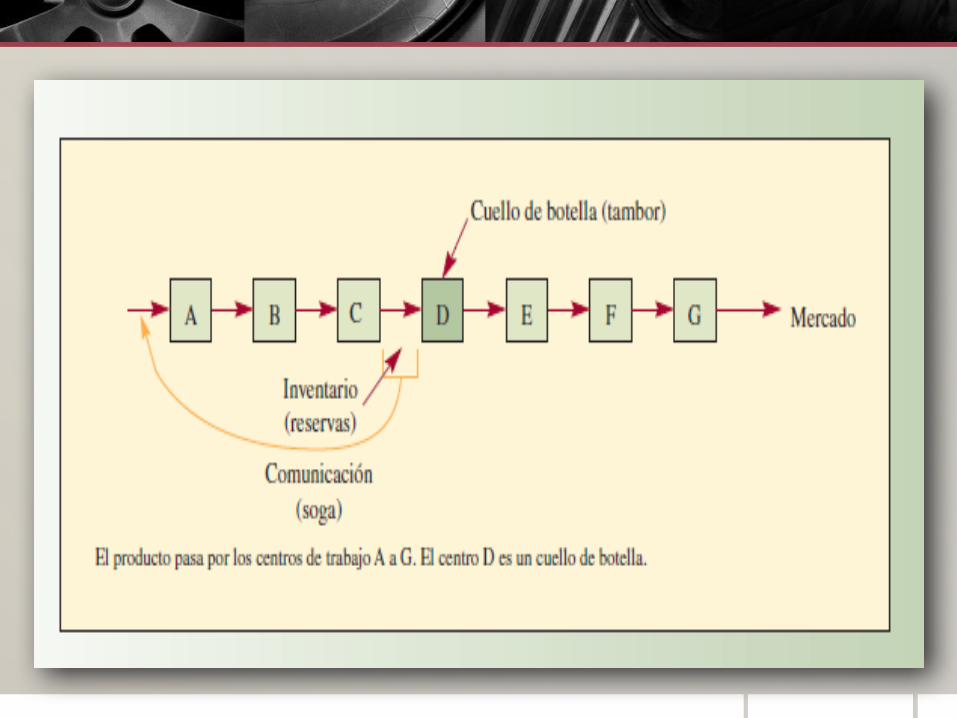
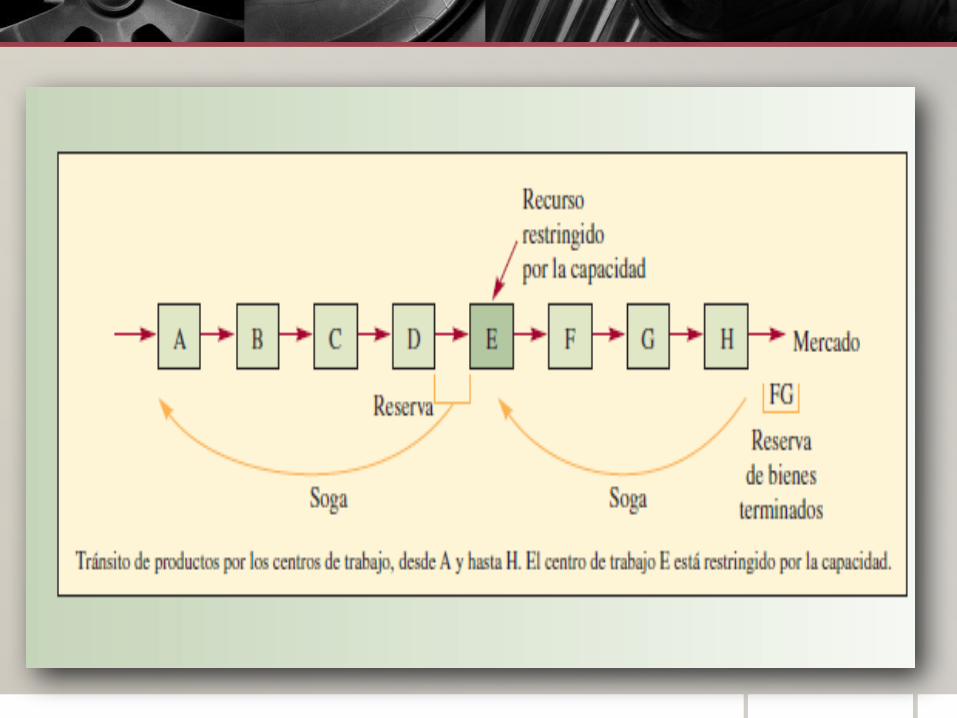
TAMBOR, RESERVAS, SOGATodo sistema de producción necesita uno o varios puntos de control del paso de los productos. Si el sistema contiene un cuello de botella, ahí está el mejor lugar para situar un control. Este punto de control se llama tambor porque marca el ritmo para el funcionamiento del resto del sistema (o de las partes en las que influye). Recuerde que un cuello de botella se define como un recurso que no tiene capacidad para satisfacer la demanda. Por lo tanto, un cuello de botella tiene que trabajar todo el tiempo y un motivo para usarlo como punto de control es cerciorarse de que las operaciones anteriores no generan tanto que se acumula inventario de trabajos sin terminar que el cuello de botella no pueda manejar.
Si no hay un cuello de botella, el siguiente mejor lugar para poner el tambor sería un recurso restringido por la capacidad (CCR) que, recuerde usted, es el que opera casi a toda su capacidad pero, en promedio, tiene capacidad suficiente siempre que no se programe mal (por ejemplo, con demasiadas preparaciones que agoten su capacidad o que produzca un lote tan grande que deje sin trabajo a las operaciones siguientes).
IMPORTANCIA DE LA CALIDADUn sistema MRP acepta que los rechazos acumulen un lote mayor del necesario. Un sistema JIT no tolera la mala calidad, porque su éxito se basa en una capacidad equilibrada. Una pieza defectuosa en un componente puede hacer que un sistema JIT se caiga y se pierda el producto de todo el sistema. En cambio, la manufactura sincronizada tiene exceso de capacidad en todo el sistema, salvo en los cuellos de botella. Si antes de un cuello se produce una pieza mala, el resultado es que sólo se pierde material. En virtud del exceso de capacidad, todavía hay tiempo para que otra operación reemplace la que acaba de desecharse. Pero en el cuello de botella no hay tiempo extra, así que debe hacerse una inspección de control de calidad justo antes para asegurarse de que ahí se trabajen únicamente productos buenos.
TAMAÑO DE LOS LOTES
¿Qué tamaño debe tener un lote en una línea de ensamble? Algunos contestarían “uno”, porque se mueve una unidad cada vez; otros dirían “infi nito”, porque la línea sigue produciendo la misma pieza. Las dos respuestas son correctas, lo que varía es el punto de vista. La primera respuesta, “uno”, en una línea de montaje se centra en la pieza que se transfiere una unidad cada vez. La segunda se enfoca en el proceso.
Desde el punto de vista del recurso, el lote del proceso es infinito, porque realiza continuamente las mismas unidades. Así, en una línea de ensamble, se tiene un lote de procesos infinito (o de todas las unidades hasta que se cambie y se prepare otro proceso) y un lote de transferencia de una unidad.