ACR Atrapamiento y Ruptura de TP
8
PEMEX EXPLORACIÓN Y PRODUCCIÓN, SUBDIRECCIÓN DE PRODUCCIÓN DE LA REGIÓN SUR COORDINACIÓN DE INTERVENCIONES A POZOS 1 Análisis Causa Raíz: Atrapamiento y Ruptura de Tubería de Perforación en Pozo Oxiacaque 5022 Ariza R. J. Ulises, Perdomo J. Luis E. Resumen – El presente Artículo Técnico muestra los resultados obtenidos en el trabajo realizado por el Equipo Multidisciplinario conformado para la aplicación de la metodología Análisis Causa Raíz (ACR), con la finalidad de realizar el Análisis Técnico del incidente cuyo enunciado se describe como “Análisis Causa Raíz: Atrapamiento y Ruptura de Tubería de Perforación en Pozo Oxiacaque 5022”. Palabras Clave – Análisis Causa Raíz, Atrapamiento de Tubería de Perforación, Ruptura de Tubería de Perforación. I. INTRODUCCIÓN l introducir el niple aguja, con la finalidad de tomar registros geofísicos de Resistividad-Densidad-Neutrón- Sónico-DR_CAL-GR, se tuvieron varias resistencias que se lograron pasar con éxito apoyados con rotación y circulación. Sin embargo, al llegar a una profundidad de 3178 metros, se percibe nuevamente resistencias las cuales se logran pasar, pero enseguida se toca nuevamente otra resistencia y se carga un peso sobre el niple aguja de 90 toneladas durante tres minutos. Al intentar subir la sarta, esta se atrapa y con movimientos ascendentes y descendentes, así como con rotación, tratan de liberarla. Se apoyan con circulación en dos ocasiones pero detectan represionamiento en la línea que dura 15 minutos, después de lo cual liberan la presión y continúan con las operaciones para liberar la sarta. En este lapso de tiempo, se aplican tensiones con valores de 50 toneladas, las cuales no logran liberar la sarta y continúan con movimientos ascendentes y descendentes con rotación de sarta, hasta que después de la última aplicación de tensión y posterior rotación logran liberar la sarta. La sarta se levantó a 3137 metros y se introdujo la sonda por interior de tubo, encontrándose resistencia a 3060 m, se saca y se encuentran restos de obturante en la punta de la sonda, concluyendo con esto que la sarta se encontraba tapada. Enseguida se sacó la sarta a superficie, y se observaron tapados los tubos de la lingada 2 y 2 tubos de la lingada 1, observando además que el tubo 2 de la lingada 1 presentaba pérdida de piñón y dejó un pez con boca a 3160. El pez se compone del niple aguja, la pata de mula, un tramo de tubería de perforación de 5” grado S-135 de 19.5 lb/ft de peso nominal y el piñón del tramo 2, sumando una longitud total de 12.53 metros. II. DESARROLLO DE LA METODOLOGÍA DE ACR A. Planteamiento del Problema. Derivado de los antecedentes del evento y considerando que la definición del problema se debe orientar a los resultados, metas u objetivos no alcanzados por la organización, el problema se define de la siguiente manera: “Apertura de Ventana no Programada en Pozo Oxiacaque 5022”. B. Árbol de Fallas. Para el desarrollo del Árbol de Fallas, se utiliza una representación gráfica, estructurada y secuencial de las causas y efectos, que facilita el análisis desde el problema o evento principal hasta sus causas raíces físicas, humanas y latentes. En este caso, la construcción del árbol de fallas se inició con el evento tope: “Apertura de Ventana no Programada en Pozo Oxiacaque 5022”, y en los siguientes puntos, se plantean las diferentes fases de desarrollo del árbol. 1) Modos de Falla – La manera como se evidenció la Apertura de Ventana no Programada en Pozo Oxiacaque 5022, son las siguientes: • Ruptura de Tubería de Perforación (TP). • Atrapamiento de Sarta. En la siguiente imagen se puede observar el desarrollo del árbol de fallas con los dos modos de falla declarados. Fig. 1. Modos de Falla planteados. 2) Planteamiento de Hipótesis – Después de identificar los modos de falla se plantearon las hipótesis que pudieron dar origen al evento, las cuales se mencionan a continuación: • Uso de TP con grado diferente a lo requerido. • Fatiga de material de la TP. • Utilización de la TP en malas condiciones. • Desbaste mecánico de la TP dentro de la formación. • Presencia de metal en el pozo. • Aplicación de tensión a tubo desbastado. A
-
Upload
ulisesariza1 -
Category
Documents
-
view
87 -
download
5
Transcript of ACR Atrapamiento y Ruptura de TP

PEMEX EXPLORACIÓN Y PRODUCCIÓN, SUBDIRECCIÓN DE PRODUCCIÓN DE LA REGIÓN SUR
COORDINACIÓN DE INTERVENCIONES A POZOS
1
Análisis Causa Raíz: Atrapamiento y Ruptura de Tubería de
Perforación en Pozo Oxiacaque 5022
Ariza R. J. Ulises, Perdomo J. Luis E.
Resumen – El presente Artículo Técnico muestra los
resultados obtenidos en el trabajo realizado por el Equipo
Multidisciplinario conformado para la aplicación de la
metodología Análisis Causa Raíz (ACR), con la finalidad
de realizar el Análisis Técnico del incidente cuyo enunciado
se describe como “Análisis Causa Raíz: Atrapamiento y
Ruptura de Tubería de Perforación en Pozo Oxiacaque
5022”.
Palabras Clave – Análisis Causa Raíz, Atrapamiento de
Tubería de Perforación, Ruptura de Tubería de
Perforación.
I. INTRODUCCIÓN
l introducir el niple aguja, con la finalidad de tomar
registros geofísicos de Resistividad-Densidad-Neutrón-
Sónico-DR_CAL-GR, se tuvieron varias resistencias que se
lograron pasar con éxito apoyados con rotación y circulación.
Sin embargo, al llegar a una profundidad de 3178 metros, se
percibe nuevamente resistencias las cuales se logran pasar, pero
enseguida se toca nuevamente otra resistencia y se carga un
peso sobre el niple aguja de 90 toneladas durante tres minutos.
Al intentar subir la sarta, esta se atrapa y con movimientos
ascendentes y descendentes, así como con rotación, tratan de
liberarla. Se apoyan con circulación en dos ocasiones pero
detectan represionamiento en la línea que dura 15 minutos,
después de lo cual liberan la presión y continúan con las
operaciones para liberar la sarta.
En este lapso de tiempo, se aplican tensiones con valores de 50
toneladas, las cuales no logran liberar la sarta y continúan con
movimientos ascendentes y descendentes con rotación de sarta,
hasta que después de la última aplicación de tensión y posterior
rotación logran liberar la sarta.
La sarta se levantó a 3137 metros y se introdujo la sonda por
interior de tubo, encontrándose resistencia a 3060 m, se saca y
se encuentran restos de obturante en la punta de la sonda,
concluyendo con esto que la sarta se encontraba tapada.
Enseguida se sacó la sarta a superficie, y se observaron tapados
los tubos de la lingada 2 y 2 tubos de la lingada 1, observando
además que el tubo 2 de la lingada 1 presentaba pérdida de
piñón y dejó un pez con boca a 3160.
El pez se compone del niple aguja, la pata de mula, un tramo de
tubería de perforación de 5” grado S-135 de 19.5 lb/ft de peso
nominal y el piñón del tramo 2, sumando una longitud total de
12.53 metros.
II. DESARROLLO DE LA METODOLOGÍA DE ACR
A. Planteamiento del Problema.
Derivado de los antecedentes del evento y considerando que
la definición del problema se debe orientar a los resultados,
metas u objetivos no alcanzados por la organización, el
problema se define de la siguiente manera:
“Apertura de Ventana no Programada en Pozo Oxiacaque
5022”.
B. Árbol de Fallas.
Para el desarrollo del Árbol de Fallas, se utiliza una
representación gráfica, estructurada y secuencial de las causas y
efectos, que facilita el análisis desde el problema o evento
principal hasta sus causas raíces físicas, humanas y latentes.
En este caso, la construcción del árbol de fallas se inició con
el evento tope: “Apertura de Ventana no Programada en Pozo
Oxiacaque 5022”, y en los siguientes puntos, se plantean las
diferentes fases de desarrollo del árbol.
1) Modos de Falla – La manera como se evidenció la
Apertura de Ventana no Programada en Pozo Oxiacaque 5022,
son las siguientes:
• Ruptura de Tubería de Perforación (TP).
• Atrapamiento de Sarta.
En la siguiente imagen se puede observar el desarrollo del árbol
de fallas con los dos modos de falla declarados.
Fig. 1. Modos de Falla planteados.
2) Planteamiento de Hipótesis – Después de identificar los
modos de falla se plantearon las hipótesis que pudieron dar
origen al evento, las cuales se mencionan a continuación:
• Uso de TP con grado diferente a lo requerido.
• Fatiga de material de la TP.
• Utilización de la TP en malas condiciones.
• Desbaste mecánico de la TP dentro de la formación.
• Presencia de metal en el pozo.
• Aplicación de tensión a tubo desbastado.
A

PEMEX EXPLORACIÓN Y PRODUCCIÓN, SUBDIRECCIÓN DE PRODUCCIÓN DE LA REGIÓN SUR
COORDINACIÓN DE INTERVENCIONES A POZOS
2
• Atrapamiento mecánico por empacamiento del pozo.
• Presencia de sedimento en el fondo del pozo.
• Alta turtuosidad del agujero.
• Presencia de anhidrita.
• Apoyo de 90 ton. sobre niple aguja.
A continuación se muestra el árbol de fallas con las
hipótesis planteadas para cada modo de falla identificado.
Fig. 2. Planteamiento de hipótesis.
Fig. 3. Planteamiento de hipótesis sección a.
3) Validación de Hipótesis – Esta parte es considerada
como una de las más importantes del trabajo, ya que en esta
sección se validan o rechazan cada una de las hipótesis,
convirtiéndose en causas.
Para efectos del presente trabajo, enseguida se muestra la
evidencia fotográfica o documental de aquellas hipótesis que
fueron validadas como causas contribuyentes del evento que se
analiza:
• Desbaste mecánico de la TP dentro de la formación.
En el registro fotográfico, se evidencia claramente el desbaste
mecánico que sufrió la tubería de perforación (TP).
Fig. 4. Evidencia fotográfica de desbaste de la tubería.
• Presencia de metal en el pozo por pérdida de incertos de
carburo de tungsteno.
En el registro de operación SIOP del día 1 de Marzo, se reporta
que la barrena PDC de 8.5 pulgadas perdió 6 toberas, y el
ampliador hidráulico salió dañado y con pérdida de 69
cortadores.
Fig. 5. Reporte de SIOP que evidencia pérdida de toberas y
cortadores dentro del pozo.
Adicionalmente en el registro fotográfico se muestra la
evidencia que verifica la perdida de los insertos del
ampliador y toberas de la barrena.

PEMEX EXPLORACIÓN Y PRODUCCIÓN, SUBDIRECCIÓN DE PRODUCCIÓN DE LA REGIÓN SUR
COORDINACIÓN DE INTERVENCIONES A POZOS
3
Fig. 6. Evidencia de pérdida de insertos de ampliador y toberas de
la barrena PDC .
El prestador de servicios por medio de su propuesta técnica,
recomendó el uso del ampliador hidráulico modelo 8500; éste
presentó daños muy severos, lo que permitió concluir que la
selección del mismo no corresponde a la litología y dureza de la
formación que debería cortar en el pozo, como lo es en este
caso, la presencia de pedernal en la formación.
Fig. 7. Evidencia de las características del ampliador hidráulico.
Fig. 8. Evidencia de falla de ampliador durante el corte a
formación con presencia de pedernal.
Fig. 9. Registro fotográfico del estado de salida del ampliador.
En el análisis litológico de muestras de canal y núcleo se
reportan trazas de pedernal en la profundidad de interés que va
de los 3150 a 3180 metros.
Fig. 10. Registro litológico donde evidencia la presencia de
pedernal.
De acuerdo al artículo de Anales de Mecánica de la Fractura
(vol. 18 del 2001 autor J. Gil Sevillano) la dureza del pedernal
va de 699 a 793 HV equivalentes a 60 a 64 HRC, suficiente
dureza para provocar el daño presente en la TP y ampliador
hidráulico.

PEMEX EXPLORACIÓN Y PRODUCCIÓN, SUBDIRECCIÓN DE PRODUCCIÓN DE LA REGIÓN SUR
COORDINACIÓN DE INTERVENCIONES A POZOS
4
Fig. 11. Reporte de la dureza del pedernal. [1]
Adicionalmente, no se encontró registro alguno que evidencie
que se realizó viaje de limpieza para sacar todo el material de
carburo de tungsteno que se quedó dentro del pozo, derivado
del daño de la barrena PDC y del ampliador hidráulico.
• Aplicación de tensión a tubo desbastado.
En el siguiente registro de tiempo real se puede observar que
durante las maniobras de operación para despegar la tubería se
sometió la TP a un máximo de 50 toneladas de tensión en
varias ocasiones.
Fig. 12. Registro de tiempo real, 50 ton de tensión.
A continuación se muestra también un registro fotográfico que
evidencia la deformación de la TP.
Fig. 13. Evidencia fotográfica de la deformación de la TP.
• Atrapamiento mecánico por empacamiento del pozo.
Como ejercicio preliminar se optó por realizar una evaluación
de las condiciones de operación durante el evento y se
determinó que la pegadura fue por empacamiento del pozo,
dado que presentó las siguientes condiciones:
Fig. 14. Evaluación para determinar el tipo de pegadura. [2]
Este atrapamiento mecánico se debió al empacamiento del
pozo, provocado por la presencia de sedimentos en el fondo del
pozo y al apoyo de 90 ton sobre el niple aguja en el fondo del
pozo, tal como se muestra a continuación en la siguiente
evidencia tomada del registro de tiempo real.
Fig. 15. Tiempo real mostrando la carga aplicada al niple aguja.
• Presencia de sedimento en el fondo del pozo.
De acuerdo a la litología del pozo se observa presencia de
bentonita a lo largo de la formación, así como en el SIOP se
registran varios intentos de vencer diversas resistencias rotando
y sin circular al meter el niple aguja desde las últimas 5
lingadas. Adicionalmente en la gráfica de tiempo real se
observan tres picos de carga sobre el niple de 7, 9 y 90 ton a
3179 m.
Fig. 16. Tiempo real mostrando resistencias encontradas.

PEMEX EXPLORACIÓN Y PRODUCCIÓN, SUBDIRECCIÓN DE PRODUCCIÓN DE LA REGIÓN SUR
COORDINACIÓN DE INTERVENCIONES A POZOS
5
Así mismo en el reporte SIOP del día 9 de Marzo se declara la
presencia de tubería de perforación tapada con obturante, lo
cual evidencia la presencia de sedimentos en el fondo del pozo.
Fig. 17. Reporte de SIOP que evidencia la presencia de sedimentos.
Adicionalmente en la gráfica de tiempo real no se registró flujo
de retorno del fluido de perforación durante la operación de
bajada del niple aguja.
Fig. 18. Registro de tiempo real donde se evidencia la ausencia de flujo
de retorno.
A su vez se evidenció que el fluido se perdía en la formación,
tal como se muestra en el en reporte de SIOP del 8 de Marzo se
reporta la pérdida de 63 m3 durante el día, para dar un total de
pérdida acumulada de 579 m3:
Fig. 19. Reporte de SIOP que evidencia la pérdida de fluido.
Así mismo, se evidenció la presencia de formación fracturada
al revisar los registros de pozos de correlación, en este caso el
más cercano que es el pozo Oxiacaque 33, y se encontró que a
3100 m se encuentra una cantidad elevada de vúgulos 0.06 a
0.1 m3/m3 combinados con una permeabilidad de 0.1 a 0.7
mD, tal como se muestra en la siguiente imagen.
Fig. 20. Registro del Oxiacaque 33 donde se evidencia presencia de
formación fracturada.
4) Árbol de fallas resultante – En base a la validación de
las diferentes hipótesis se obtuvo el siguiente árbol de fallas
que muestra las hipótesis que fueron rechazadas:
PEMEX EXPLORACIÓN Y PRODUCCIÓN, SUBDIRECCIÓN DE PRODUCCIÓN DE LA REGIÓN SUR
COORDINACIÓN DE INTERVENCIONES A POZOS
6
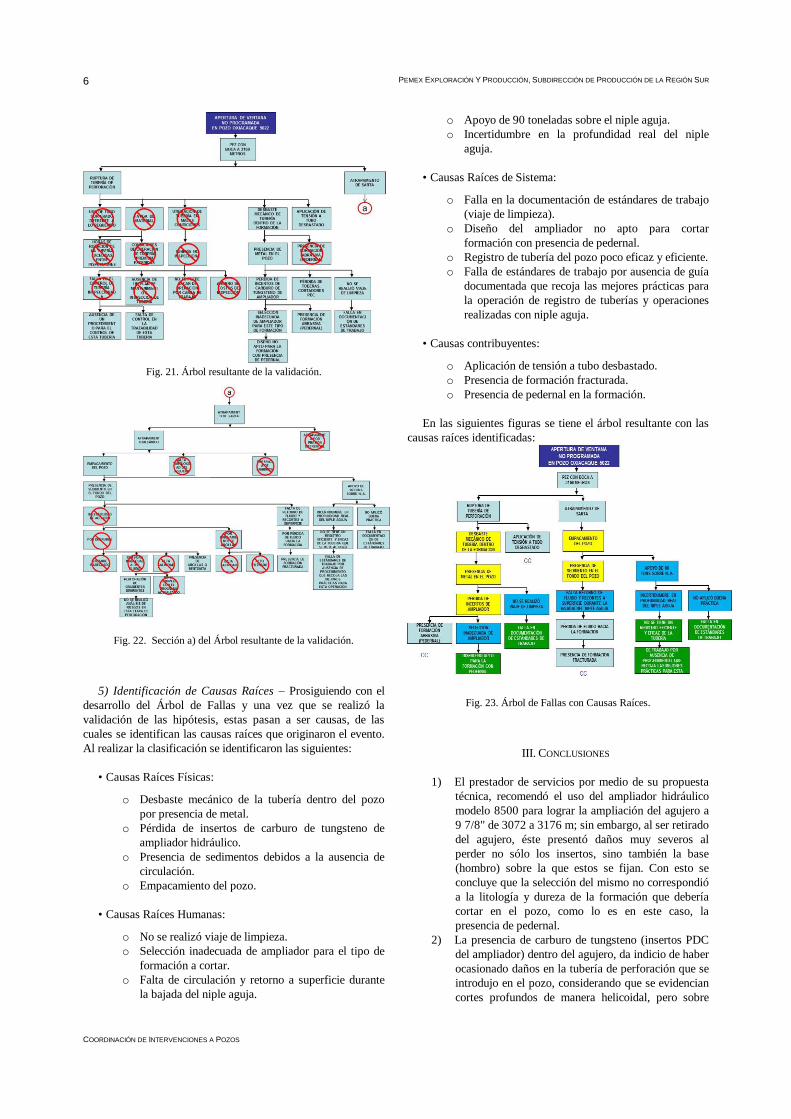
Fig. 21. Árbol resultante de la validación.
Fig. 22. Sección a) del Árbol resultante de la validación.
5) Identificación de Causas Raíces – Prosiguiendo con el
desarrollo del Árbol de Fallas y una vez que se realizó la
validación de las hipótesis, estas pasan a ser causas, de las
cuales se identifican las causas raíces que originaron el evento.
Al realizar la clasificación se identificaron las siguientes:
• Causas Raíces Físicas:
o Desbaste mecánico de la tubería dentro del pozo
por presencia de metal.
o Pérdida de insertos de carburo de tungsteno de
ampliador hidráulico.
o Presencia de sedimentos debidos a la ausencia de
circulación.
o Empacamiento del pozo.
• Causas Raíces Humanas:
o No se realizó viaje de limpieza.
o Selección inadecuada de ampliador para el tipo de
formación a cortar.
o Falta de circulación y retorno a superficie durante
la bajada del niple aguja.
o Apoyo de 90 toneladas sobre el niple aguja.
o Incertidumbre en la profundidad real del niple
aguja.
• Causas Raíces de Sistema:
o Falla en la documentación de estándares de trabajo
(viaje de limpieza).
o Diseño del ampliador no apto para cortar
formación con presencia de pedernal.
o Registro de tubería del pozo poco eficaz y eficiente.
o Falla de estándares de trabajo por ausencia de guía
documentada que recoja las mejores prácticas para
la operación de registro de tuberías y operaciones
realizadas con niple aguja.
• Causas contribuyentes:
o Aplicación de tensión a tubo desbastado.
o Presencia de formación fracturada.
o Presencia de pedernal en la formación.
En las siguientes figuras se tiene el árbol resultante con las
causas raíces identificadas:
Fig. 23. Árbol de Fallas con Causas Raíces.
III. CONCLUSIONES
1) El prestador de servicios por medio de su propuesta
técnica, recomendó el uso del ampliador hidráulico
modelo 8500 para lograr la ampliación del agujero a
9 7/8" de 3072 a 3176 m; sin embargo, al ser retirado
del agujero, éste presentó daños muy severos al
perder no sólo los insertos, sino también la base
(hombro) sobre la que estos se fijan. Con esto se
concluye que la selección del mismo no correspondió
a la litología y dureza de la formación que debería
cortar en el pozo, como lo es en este caso, la
presencia de pedernal.
2) La presencia de carburo de tungsteno (insertos PDC
del ampliador) dentro del agujero, da indicio de haber
ocasionado daños en la tubería de perforación que se
introdujo en el pozo, considerando que se evidencian
cortes profundos de manera helicoidal, pero sobre

PEMEX EXPLORACIÓN Y PRODUCCIÓN, SUBDIRECCIÓN DE PRODUCCIÓN DE LA REGIÓN SUR
COORDINACIÓN DE INTERVENCIONES A POZOS
7
todo en el desbaste del cuello en el piñón del tubo 3
de la lingada 1, donde se evidencia claramente el
ataque por algún elemento abrasivo presente dentro
del pozo.
3) Esto hace concluir que el piñón del tubo 2 sufrió un
daño similar, lo que condujo a un adelgazamiento de
la pared del tubo que se une con el piñón, con la
consecuente pérdida de las propiedades mecánicas a
la tensión y a la torsión, que caracterizan a un tubo S-
135 Premium o nuevo.
4) Por otro lado, la perforación de formación fracturada
tuvo como efecto principal la pérdida parcial de
fluido a partir de los 3092 metros y finalmente la
pérdida total a los 3180 metros. Esto derivó en una
falta de circulación y limpieza del pozo al no retornar
el fluido a la superficie durante el intento de toma de
registros y bajada del niple aguja, provocando la
acumulación de sedimentos en el fondo del pozo.
5) Así mismo, la ausencia de un procedimiento que
recoja las mejores prácticas para el registro eficiente
y eficaz de la tubería que se introduce al pozo, así
como de la supervisión continua de esta actividad,
ocasionó confusiones e incertidumbre en la
profundidad real a la que se encontraba el niple
aguja, dando como resultado que se apoyaran 90
toneladas de peso sobre el niple aguja pasando a
través del sedimento hasta llegar al fondo perforado a
3180 metros. Esto originó el atrapamiento mecánico
de la sarta por empacamiento de pozo.
6) El debilitamiento en el cuello del piñón, debido al
desbaste que sufrió, combinada con la tensión de 50
toneladas sobre el peso de la sarta y la rotación,
provocó la deformación plástica del tubo hasta
quedar con punta roma y terminar con la ruptura del
mismo durante las maniobras de liberación de la
sarta.
7) En resumen, el evento analizado se presentó debido a
una combinación de factores que comenzó con la
pérdida de los insertos de carburo de tungsteno del
ampliador hidráulico, contribuyendo al desbaste de la
tubería, lo que generó una disminución de sus
propiedades mecánicas. Este evento combinado con
el empacamiento del pozo debido a la presencia de
sedimentos por falta de limpieza, al no haber
circulación de fluido, además del apoyo de 90 ton
sobre el niple aguja; sumado a la tensión que se
aplicó al tubo durante las maniobras de liberación de
la sarta, dieron como resultado la ruptura del tubo,
dejando un pez con boca a 3160 m.
IV. RECOMENDACIONES
1) Conformar un equipo de trabajo en el VCD,
altamente capacitado y con dedicación exclusiva a la
realización de los Análisis de Riesgos de Proceso por
cada etapa de perforación y terminación de pozo, de
acuerdo a lo establecido en la "Guía de
implementación del subsistema de Administración de
la Seguridad de los Procesos del SSPA" y en el
“Documento Rector para la aplicación de la
metodología VCDSE en pozos”, con la finalidad de
entender, evaluar, controlar o eliminar los riesgos
asociados a la etapa analizada, para que las
recomendaciones derivadas del análisis sean
comunicadas y aplicadas de manera inmediata.
2) Realizar toma de registros en memoria (R-gamma y
Resistividad) con la herramienta LWD, efectuando el
viaje con barrena, para aquellos casos en donde se
manifiesten obstrucciones al paso de la sonda AIT-
DRCAL. Esto con la finalidad de obtener la
información necesaria para poder compararla con los
pozos de correlación y tener una mayor certidumbre
en la toma de decisiones.
3) Garantizar una buena limpieza del pozo en todo
momento, pero sobre todo después de haber
permanecido varios días sin circulación.
4) Revisar la tubería cada que esta sea retirada del
agujero y enviar a inspección aquella que presente
daño excesivo. Así mismo, documentar en bitácora
de tubería la inspección visual de la misma, con la
finalidad de evitar introducir tubería dañada.
5) Para los casos que se perfore en presencia de
pedernal, evitar que la sarta se quede estacionada y
con rotación, en todo caso ante cualquier
eventualidad, aplicar la buena práctica de subir a la
zapata.
6) Asegurar que las herramientas que se van a introducir
al agujero sean seleccionadas de acuerdo al tipo de
formación y condiciones de perforación a las que van
a ser sometidas.
7) Documentar guía específica que recoja las mejores
prácticas para el registro, control y trazabilidad
eficiente y eficaz de la tubería que se introduce al
pozo, donde además se incluya el seguimiento de
cada tubo por su número de serie, así como un
formato de campo que facilite el registro de la misma.
8) Hacer uso de la herramienta Excel con la finalidad de
evitar errores en la determinación de la longitud total
de la sarta y facilitar las operaciones de registro,
medición y calibración de tubería por número de
serie.
9) Solicitar al proveedor de la tubería la documentación
de:
a. Procedimiento para el control de la tubería
inspeccionada, donde se especifique por el
número de serie el nivel de inspección realizada,
su historial, horas de trabajo totales y cliente al
que pertenece.
b. Procedimiento para el control de la trazabilidad
de la tubería inspeccionada donde se especifique
por el número de serie: el pozo de donde
proviene, el pozo donde se encuentra, el pozo a
donde va, así como la manera de realizar su
embarque y recepción en cada instalación y taller.
c. Programa de mantenimiento e inspección para la
tubería, donde se lleve su registro por número de
serie, así como el historial de la misma junto con
las horas totales operadas.
10) Asegurar que la tubería que se encuentra actualmente
en el pozo sea retirada a las 1500 horas de rotación
para ser enviada a inspección, de acuerdo a lo que
establece el procedimiento del proveedor del servicio.

PEMEX EXPLORACIÓN Y PRODUCCIÓN, SUBDIRECCIÓN DE PRODUCCIÓN DE LA REGIÓN SUR
COORDINACIÓN DE INTERVENCIONES A POZOS
8
11) Documentar, distribuir, dar a conocer y fomentar las
buenas prácticas operativas, de acuerdo a lo que
establece el Sistema de Confiabilidad Operacional,
como son:
d. Viaje de limpieza para sacar metal o chatarra.
e. Uso adecuado del niple aguja en perforación.
12) Comunicar los resultados del presente análisis a todas
las dependencias de la Subdirección de Producción
Región Sur de Pemex Exploración y Producción.
V. BIBLIOGRAFÍA
[1] Gil Sevillano J., Zubillaga Domínguez C., Elizalde
González R., Anales de Mecánica de la Fractura, Vol.
18, Navarra, España, 2001, CEIT (Centro de Estudios e
Investigaciones Técnicas de Gipuzkoa), TECNUN
(Universidad de Navarra).
[2] BP Amoco, Manual de Capacitación para Prevenir
Eventos No Programados.
[3] Corporación Mexicana en Investigación de Materiales, S.
A. de C. V., Análisis de Falla de Tubería de Perforación
de 5” S-135, Conexión NC-50, 19.50#, México, 2012,
Clave: AF-IFT/12-0020.
[3] Subdirección de Seguridad Industrial, Protección
Ambiental y Calidad, Procedimiento para el Análisis e
Investigación de Incidentes / Accidentes o Fallas
Crónicas con la Metodología Análisis Causa Raíz
(ACR), PEP, México, 2011, Clave: PG-SS-TC-001-2011.
[4] Ariza R. J. Ulises, Perdomo J. Luis E., Procedimiento
para el desarrollo de la metodología Análisis Causa
Raíz, GSETA, México, 2012, GSETA-CONF-001-2012.
VI. DATOS BIOGRÁFICOS
Ariza R. J. Ulises, nacido en San
Juan de la Vega, Celaya, Guanajuato el
18 de Junio de 1973.
Graduado como Ingeniero Industrial
Mecánico en 1995 en el Instituto
Tecnológico de Celaya, Guanajuato,
México, con una Maestría en
Ingeniería de Confiabilidad y Riesgos
en la Universidad de las Palmas de
Gran Canaria, España en 2012.
De Junio 1997 a Febrero 2006 se desempeñó como Gerente
de Mantenimiento para la empresa líder a nivel Latinoamérica
en producción de Aminas, Petramín, S. A. de C. V. De Marzo
2006 a Febrero 2009 fue Especialista Sénior de Confiabilidad
para la empresa Bearingpoint México, S. de R.L. de C. V. En el
periodo de Marzo 2009 a Diciembre 2010 trabajó como
Especialista en Ingeniería de Confiabilidad y Riesgos para la
empresa SIE, S. A. de C. V. De Enero 2011 a Marzo 2012 fue
Responsable del Área de Soporte y Nuevas Alternativas
nuevamente en Petramín, S. A. de C. V., y de Abril 2012 al
presente se desempeña como Consultor Sénior en Ingeniería de
Confiabilidad y Riesgos para la empresa GSETA.
Es autor de diversos artículos técnicos sobre el área de
Ingeniería de Confiabilidad y Riesgos, así como diversos
trabajos sobre el Análisis Causa Raíz (ACR).
Perdomo J. Luis E., nació en Mene
Grande, Zulia, Venezuela el 26 de
Junio de 1965.
Graduado como Ingeniero
Electricista, en 1992 en la Universidad
Rafael Urdaneta, Maracaibo,
Venezuela, con una Maestría en
Gerencia Empresarial en la Universidad
Rafael Belloso Chacín, Maracaibo,
Venezuela, en 2002.
En 1992 se desempeñó como supervisor de obra
(electricidad) para la Contratista VIME, C.A. De 1993 a 1995
fue Supervisor de Mantenimiento Eléctrico Para Servicios
Petroleros Flint, C. A. En el periodo de 1995 a 2000 trabajó
como Supervisor de Mantenimiento Eléctrico para Falcon
Drilling de Venezuela C. A. En el mismo año 2000 se
desempeñó como Ingeniero de Gabarra (Barge Foreman) para
la Empresa Maersk Drilling de Venezuela. De Enero 2011 a
Febrero 2003 fue Jefe de Unidad de Mantenimiento de
Taladros de Perforación y Subsuelo para la Empresa PDVSA.
De Mayo 2003 a Enero 2004 se desempeñó como Gerente de
Operaciones y SHA para la empresa H.P.C. Services, C. A. Del
periodo de Agosto 2004 a Abril 2005 fue Ingeniero de Proyecto
en la disciplina de Electricidad en las empresas Baker Energy
de Venezuela C. A. y MMR Venezuela C. A., De Octubre 2005
a Abril 2008 se desarrolló como Ingeniero Consultor en
Confiabilidad en el área de Electricidad para la Empresa R2M,
S. A. De Mayo 2008 a Enero 2009 fue Gerente de Proyecto
para la empresa Bearingpoint México, S. de R.L. de C.V. En el
periodo de Marzo 2009 a Enero 2011 fue Líder del Proyecto en
la empresa SIE, S. A. de C. V. y de Febrero 2011 al presente se
desempeña como Consultor Sénior en Ingeniería de
Confiabilidad y Riesgos para la empresa GSETA.
Es autor de diversas publicaciones de artículos técnicos
sobre el área del Análisis Causa Raíz (ACR).