ABRASIVOS Y MAQUINARIA, S.A. - pedeca.espedeca.es/wp-content/uploads/2012/02/FUNDIPRESS_07.pdf ·...
50
JUNIO 2008 • Nº 7 FUNDI PRESS
-
Upload
nguyenthuan -
Category
Documents
-
view
215 -
download
0
Transcript of ABRASIVOS Y MAQUINARIA, S.A. - pedeca.espedeca.es/wp-content/uploads/2012/02/FUNDIPRESS_07.pdf ·...

JUN
IO20
08•
Nº
7FU
ND
IPR
ESS


1
Especialistas en tratamientode superficies.
30 años a su servicio.
Chorreadoras, granalladoras,abrasivos y lavadorasindustriales.
ABRASIVOS Y MAQUINARIA, S.A.Caspe, 79, 2º
08013 Barcelona (Spain)Tel.: 932 461 000Fax: 932 470 721
www.aymsa.come-mail: [email protected]
Director: Antonio Pérez de CaminoPublicidad: Ana TocinoAdministración: Carolina AbuinDirector Técnico: Dr. Jordi TarteraColaboradores: Inmaculada Gómez, José Luis Enríquez,
Antonio Sorroche, Joan Francesc Pellicer,Manuel Martínez Baena y José Expósito
PEDECA PRESS PUBLICACIONES S.L.U.Goya, 20, 4º - 28001 Madrid
Teléfono: 917 817 776 - Fax: 917 817 126www.pedeca.es • [email protected]
ISSN: 1888-444X - Depósito legal: M-51754-2007
Diseño y Maquetación: José González OteroCreatividad: Víctor J. RuizImpresión: VILLENA
D. Manuel Gómez
D. Ignacio Sáenz de Gorbea
Asociaciones colaboradorasPor su amable y desinteresa-da colaboración en la redac-ción de este número, agrade-cemos sus informaciones,realización de reportajes y re-dacción de artículos a sus au-tores.
FUNDI PRESS se publica nue-ve veces al año (excepto ene-ro, julio y agosto).
Los autores son los únicosresponsables de las opinionesy conceptos por ellos emiti-dos.
Queda prohibida la reproduc-ción total o parcial de cual-quier texto o artículos publi-cados en FUNDI PRESS sinprevio acuerdo con la revista.
Editorial 2Noticias 4La Adquisición de Cookson refuerza las capacidades técnicas y de servicio del negocio de fundición de Foseco •SOLDAMOL, S.L. traslada su centro de soldadura de Barcelona • Exponor prepara EMAF 2008 • Barflex IrDA - Manó-metro de Presión • Software de dimensionado de válvulas de control • Terminales Magelis XBT.
Información
• La Junta de Andalucía apoya el mecanismo para el control de satélites patentado por ADS 8• Carburos Metálicos concluye la instalación en Lugo de un proyecto que permitirá el almacenamiento de energía
eléctrica en forma de hidrógeno 10• Máxima eficiencia y reducción de consumos con quemadores autorrecuperativos ECOMAX - Por David Agustí Montins,
KROMSCHROEDER 12• MARLAN® tejido ignífugo permanente para salpicaduras de aluminio en fusión - Por Javier Cabestany 14• Tratamientos superficiales en la industria - Por Bautermic 17• Presentación mundial del nuevo robot para cargas pesadas, el RX200 19• La presencia de grandes partículas y grumos en las arenas de moldeo en verde - Por J. Expósito 21• En recuerdo de José María Palacios - Por Manuel Antonio Martínez Baena 24• Boletín Técnico F.E.A.F. (abril 2008) 27• Inventario de Fundición 32• Proveedores 33Guía de compras 46Índice de Anunciantes 48
Sumario • Junio 2008 - Nº 7
Nue
stra
Port
ada

En este número 7 que tienen en sus manos publica-mos para nuestra revista en exclusiva, el 3er BoletínF.E.A.F. del año 2008. En él encontrarán noticias, no-
vedades y problemática actual del sector. Datos y cifras adisposición de sus asociados y que gracias a F.E.A.F. po-demos ofrecerles al resto de no asociados.
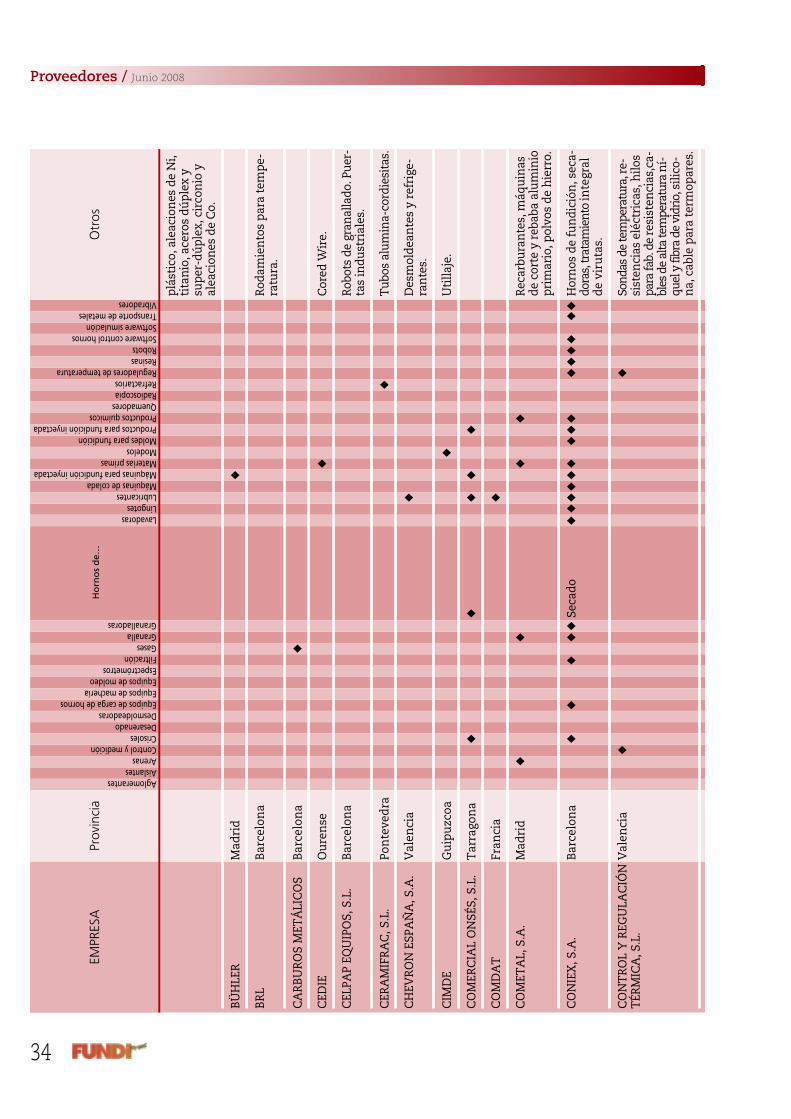
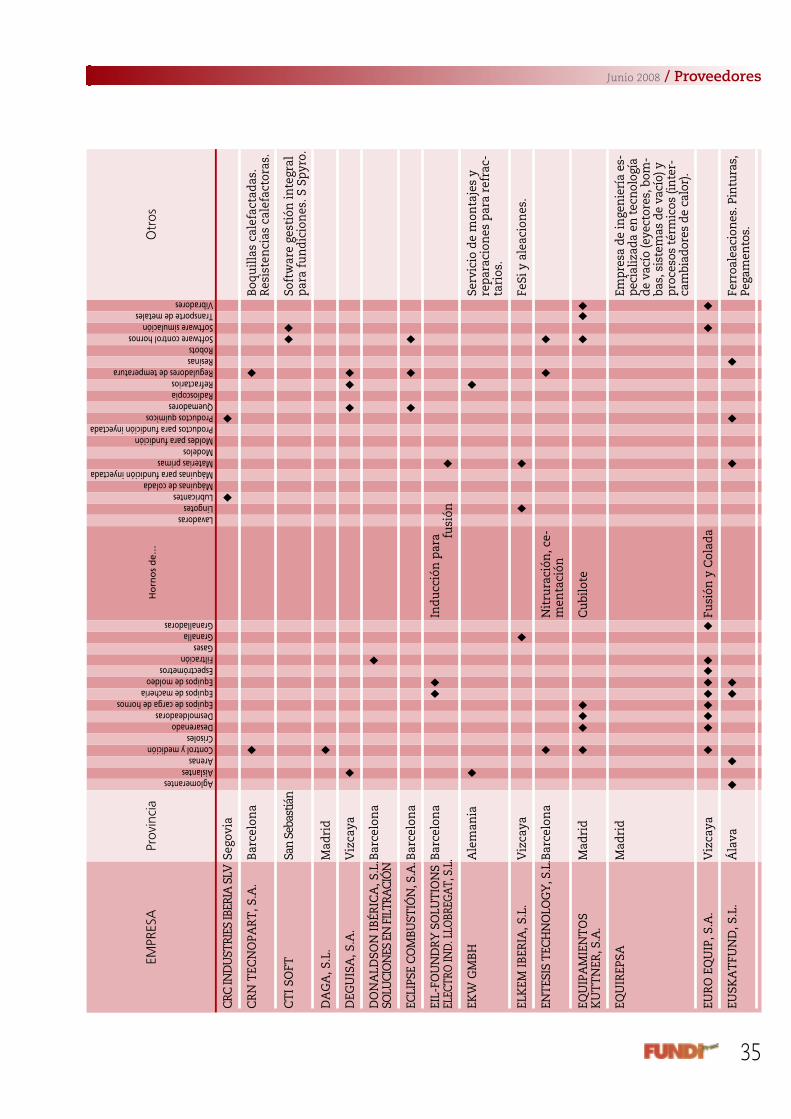
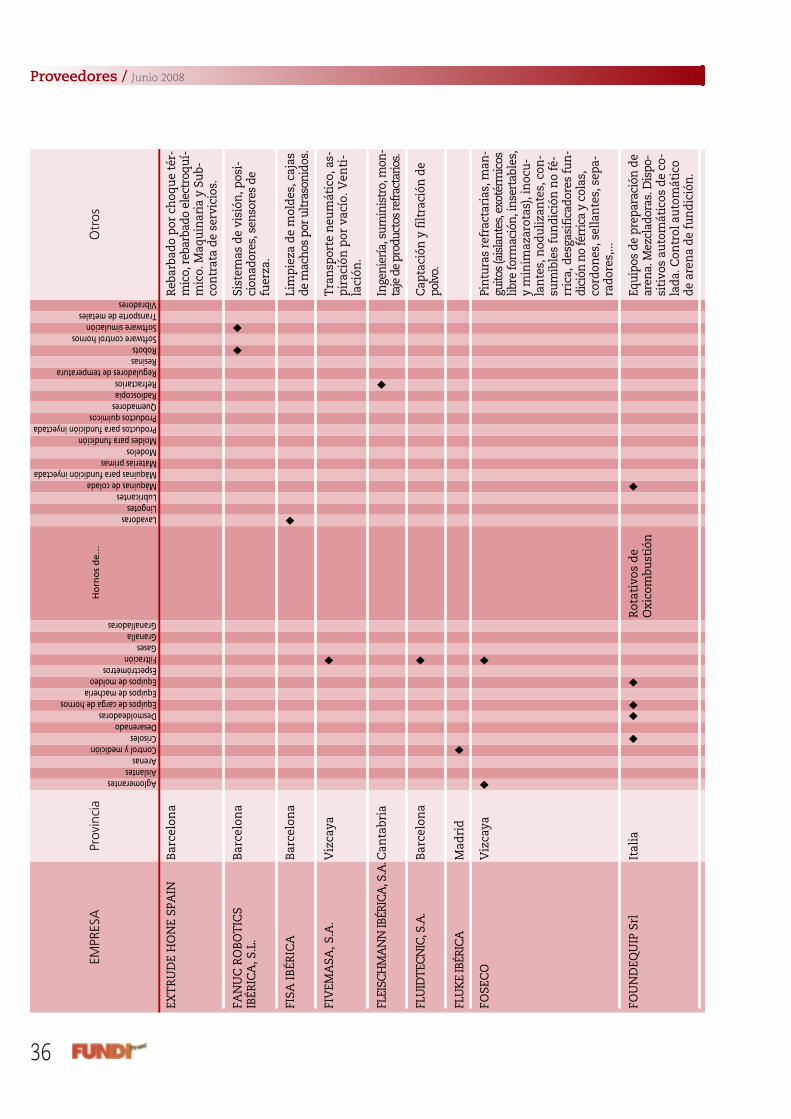
Con mucho esfuerzo hemos logrado publicar un listadode proveedores del sector fundición.
Es necesario tener claro quién y qué tipo de maquinaria oproducto fabrica, distribuye o comercializa cada empre-sa. Multitud de compañías con sus correspondientes ele-mentos para el sector, quedan reflejados en estas pági-nas. Esperamos sean de su utilidad.
En el listado que encontrarán en páginas 33 a 45, se en-cuentran las compañías que nos han contestado en fe-cha, marcando qué productos o maquinaria tienen parael sector. No están todos, es posible que alguno falte, al-gún motivo en la recepción de sus datos ha hecho que noentrara a tiempo. Pedir disculpas y para el próximo segu-ro que quedará subsanado.
También desde esta revista y aunque su fuerte era elsector del Tratamiento Térmico, hemos querido rendirun homenaje a D. José Mª Palacios, fallecido reciente-mente.
Antonio Pérez de Camino
Editorial / Junio 2008
2
Editorial


La Adquisiciónde Cooksonrefuerzalas capacidadestécnicasy de serviciodel negociode fundiciónde FosecoAdquirida por Cookson Groupplc el 4 de abril de 2008, Fosecoplc se integrará en Vesuvius, suactividad cerámica.
Foseco continuará sirviendo a laindustria de la fundición en to-do el mundo tal y como lo havenido haciendo en los últimos75 años y la oferta se verá refor-zada con la inclusión de la car-tera de productos de fundiciónde Vesuvius.
El acuerdo mejora de forma sig-nificativa la posición de Fosecoen el área de Fusión y Trata-miento del Metal en las fundicio-nes de acero, hierro y no férreas,y permite que la compañía pue-da ofrecer un mejor servicio asus clientes alrededor del mun-do, al incorporar una más exten-sa gama de soluciones de altovalor y ampliar los recursos paraun desarrollo tecnológico quecubra todo el espectro de las o-peraciones de fundición.
Lee Plutshack, Presidente de larecientemente formada Unidadde Negocio de Fundición, co-mentaba, “Creemos que combi-nando lo mejor de Vesuvius conlo mejor de Foseco lograremosun gran negocio que establecerálas nuevas bases para aportarsoluciones innovadoras a la in-dustria de la fundición”.
Info 1
SOLDAMOL, S.L.trasladasu centrode soldadurade BarcelonaSOLDAMOL, empresa especiali-zada en la soldadura de moldes,matrices y en general todo tipode piezas mecánicas de preci-sión, comunica el traslado de sucentro de soldadura ubicado enla ciudad de Barcelona a la ciu-dad vecina de L’Hospitalet deLlobregat.
La dirección, teléfono, fax y co-rreo electrónico de este nuevocentro son:
Carretera del Mig, 15008907 L’ Hospitalet de Llobregat
BarcelonaTel.: 934 314 905Fax: 933 969 469
Esta nueva ubicación es de másfácil acceso y movilidad paracarga y descarga de piezas.
De esta manera, sus clientes si-guen disponiendo de dos cen-tros a los que acudir según lessea más conveniente:
— Uno ahora ubicado en el BaixLlobregat, en la ciudad de L’-Hospitalet de Llobregat, en ladirección indicada.
— El otro continúa ubicado enel Vallès Occidental, en lapoblación de Polinyà.
En ambos centros se da el servi-cio de soldadura por LÁSER, MI-CROPLASMA y TIG.
SOLDAMOL pretende con estecambio de ubicación mejorar suobjetivo de dar a sus clientes unservicio de alta calidad en elmenor tiempo posible.
Info 2
Exponor preparaEMAF 2008Del 12 al 15 de Noviembre de2008, Exponor, recinto ferial dePortugal, celebrará la 12ª edi-ción de EMAF, Exposición Inter-nacional de Máquinas, Herra-mientas y Accesorios.
EMAF, exposición de carácterbienal, se ha consolidado comouno de los eventos de referenciadel sector industrial, no sólo porpresentar las últimas noveda-des en máquinas, herramientasy accesorios, sino porque se hacaracterizado por ser una plata-forma ideal para los negocios anivel internacional.
Los visitantes a EMAF podránencontrar desde maquinaria, he-rramientas y accesorios indus-triales en limpieza industrial, lo-gística y transporte, metalurgia,metalmecánica y equipos de se-guridad, hasta las últimas ten-dencias en robótica e informáti-ca industrial.
Simultáneo a la realización de E-MAF, Exponor celebrará SIMIEX,9º Salón Internacional de manu-
Noticias / Junio 2008
4


tención Industrial, PORTUGALMETAL, 12º Salón de Productosde Metalurgia y Metalmecánica eINTERINDUSTRIA, 6º Salón deProductos y servicios para la In-dustria.
En la edición anterior, EMAF re-cibió, en una superficie de 23.734metros cuadrados, a cerca de40.000 visitantes y contó con untotal de 1.629 expositores.
Info 3
Barflex IrDA –Manómetrode PresiónCon el Barflex, la división deProcesos de Instrumentación deBaumer ofrece un manómetrode presión portátil con memoriaintegrada para la recopilación dedatos in-situ.
La información recopilada puedeser transferida a cualquier PC víainterfase de infrarrojos.
El dispositivos es de muy fácil ma-nejo y apropiado para la mediciónde líquidos y gases.
El manómetro está cubierto conuna capa de Epoxy-aluminio sien-do ideal para mediciones de cam-po. Además, el transmisor de pre-
sión, está basado en la tecnologíaTransbar permitiendo la medi-ción en casi cualquier medio.
Instalado en un punto que per-mite la medición de la presióndurante el proceso, el Barflex Ir-DA proporciona la adquisiciónautomática y continua de losdatos.
Puede grabar hasta 16.000 pun-tos máximos en diferentes in-tervalos. La toma de datos varíaentre 0.5 segundos hasta unahora.
Debido a esta característica, esposible realizar tanto una medi-ción rápida como precisa. Losdatos de exportación se llevan acabo mediante un Standard deinterfase en infrarrojos.
El software suministrado parala visualización de los datos escompatible con Windows 98,2000, XP y sistema Vista.
El manómetro de presión ofreceun rango de medición de 1 a 400bar, tanto diferencial o absoluta.Baumer también puede proveerdispositivos con un rango demedición superior a 1.000 bar,bajo solicitud.
Las unidades disponibles son m-bar, bar, kPa, Mpa, psi y kg/cm2,con una precisión de ±0.25 porciento del rango de medición y ±1 del punto de la pantalla.
El Barflex IrDA memoriza auto-máticamente las presiones má-ximas y mínimas que aparecenen la pantalla.
Esto permite un fácil análisisde las condiciones de la presiónen el campo de medición. Eldispositivo se ajusta a los re-quisitos CE 89/336 y 97/23, tam-bién se puede efectuar pruebasde fuga.
Info 4
Softwarede dimensionadode válvulasde control
IBERFLUID INSTRUMENTS pre-senta el HVS “Habonim ValveSizer” una herramienta de soft-ware única que simplifica la ta-rea de seleccionar el perfectoconjunto de Válvulas de ControlProfiXtm, para cualquier condi-ción de servicio.
El HVS tiene acceso a una basede datos de más de 5.800 flui-dos.
Noticias / Junio 2008
6
El Barflex IrDA es un manómetro depresión portátil con memoria integradaque permite la transferencia y recopila-ción de datos a cualtuier PC vía inter-fawse de infrarrojos. Foto: Baumer.
Precisos cálculos de Cv de pro-ceso, porcentaje de apertura deválvulas, velocidad, alerta decondiciones críticas y una pre-dicción de los niveles de ruido,son sólo algunas de las muchasfunciones proporcionadas por elHVS.
Cabe destacar su corrección di-námica de Cv en base a las co-nexiones de proceso, tamaño detuberías, etc.
El HVS recopila todos los datosde ingeniería de la configura-ción de la válvula de control enun informe de fácil compren-sión, así como también en for-matos ISA y otros.
Info 6

Está basado en la tecnologíaXBT GT y es configurable a par-tir de Vijeo Designer versión 4.6.Incorpora, además de la zonatáctil, un completo teclado alfa-numérico, teclas de función es-táticas y dinámicas, y un ratónindustrial.
Su gran robustez lo convierte enun interface indicado para en-tornos agresivos donde la ope-rativa mediante matriz táctil noes recomendable.
Ha sido diseñado teniendo encuenta la facilidad de sustitu-ción de equipos ya instalados.
Por ello, sus dimensiones exter-nas son idénticas a las de losMagelis XBT F equivalentes.
Info 7
TerminalesMagelis XBTSchneider Electric con su marcaTelemecanique, líder para la au-tomatización y el control indus-trial, pone a su disposición losterminales Magelis XBT GTW yMagelis XBT GK.
Ante la necesidad de los clien-tes que requieren la apertura deWindows XP en sus dispositivosHMI, la compañía ha creado Ma-gelis XBT GTW.
La nueva gama incluye dos e-quipos, de 8.4” y 15”, que ejecu-tan Video Designer sobre plata-forma Windows extendiendolas capacidades HMI gracias alas características inherentes alsistema operativo.
De esta manera permite, entreotras cosas, la ejecución simul-tánea de Vijeo Designer runtimey otras aplicaciones propias delusuario.
En cuanto al aspecto visual y degestión de datos, la disponibili-dad de Windows como soportedel runtime enriquece las apli-caciones de diálogo operador, yaque éstas aprovechan las fun-ciones multimedia, la compati-bilidad con archivos ofimáticosy la capacidad de navegaciónweb. Todo ello, completamenteintegrado en Vijeo Designer.
Magelis XBT GTW está orientadoa usuarios finales que requierenuna extensión a Windows delentorno Vijeo Designer, para a-plicaciones de gran contenidográfico o elevados volúmenes dedatos históricos.
Como complemento de la gamaexistente de terminales táctilesMagelis XBT GT, también se hacreado Magelis XBT GK, disponi-ble en 5.7” y 10.4”.
Junio 2008 / Noticias
7
Advanced Dynamic Systems, ADS, compañíavasca con actividad en el sector del Espacio,y más recientemente en el sector Aeronáuti-
co, ha recibido el apoyo de la Junta de Andalucía pa-ra financiar el desarrollo del proyecto AGA (Actua-dor Giroscópico Avanzado), un mecanismo para elcontrol de actitud de satélites, con tecnología total-mente española, y con el que se pretende competiren el plazo de dos años con los equipos que existenactualmente en el mercado mundial, dominadoprincipalmente por estadounidenses y franceses.
Este proyecto estrella de ADS cuenta con dos paten-tes internacionales, y consiste en una tecnología queproporciona mejores prestaciones (mayor agilidaddel satélite, control más sencillo, menos peso y me-nos volumen) que los dispositivos que se encuentranactualmente operativos o en fase de calificación.
La subvención por valor de 341.000 euros propor-cionada a ADS a través del programa de Fomentode la Innovación y el Desarrollo Empresarial de laConsejería de Innovación, Ciencia y Empresa per-mitirá a la empresa avanzar en el nivel de madura-ción de su patente. ADS ya había resultado mere-cedora de apoyos por parte del Gobierno Vasco, através del programa INTEK, así como del CDTI paraesta misma iniciativa al ser considerada estratégi-ca por las instituciones.
La empresa ha trabajado en los dos últimos años en lapuesta en marcha de este proyecto empresarial pio-nero en el sector espacial nacional, que tiene como finel desarrollo de un Actuador Giroscópico Avanzado(AGA) y dispondrá de un prototipo del actuador antes
del verano, para realizar las tareas de verificación yvalidación en el último trimestre de 2008.
Con este programa de apoyo a la I+D+i, ADS afianzasu reciente implantación en Sevilla, en la que hapuesto en marcha una nueva ingeniería con el obje-tivo de proseguir con su plan de expansión y diver-sificar su actividad hacia el mundo de la Aeronáuti-ca. Desde su oficina en el EUROCEI de San Juan deAznalfarache y con una inversión prevista de500.000 euros hasta finales de 2009, ADS proporcio-na servicios de ingeniería centrados principalmen-te en el diseño mecánico y cálculo de estructuras a-eronáuticas. Además, ADS aporta a la aeronáuticalas capacidades desarrolladas previamente para elsector espacio en el campo del control de actitud desatélites que consisten básicamente en el diseñoconceptual, análisis y simulación de sistemas diná-micos, diseño y desarrollo de sistemas de controlcomplejos, desarrollos de software de control y deadquisición de datos para pruebas de verificación yvalidación.
ADS es una empresa integrada por inversores priva-dos que tiene como actividad principal la investiga-ción, diseño, desarrollo, industrialización y comerciali-zación de equipos y sistemas dinámicos paraaplicaciones aeroespaciales, terrestres y navales. Conla nueva ubicación de la compañía en Andalucía, quese une a sus dos anteriores del Parque Tecnológico deMiñano, en el País Vasco, y la del Parque Científico deMadrid, respectivamente, se conforman las tres patasde actuación de esta empresa de base tecnológica, conambiciosos proyectos de expansión en los campos dela aeronáutica y el espacio.
Información / Junio 2008
8
La Junta de Andalucía apoyael mecanismo para el controlde satélites patentado por ADS
Carburos Metálicos, Grupo Air Products, haconcluido la instalación de un proyecto ex-perimental para la producción y almacena-
miento de electricidad en forma de hidrógeno en elParque Eólico Sotavento (Lugo).
La compañía se ha encargado de la ejecución delproyecto, del suministro de la estación compresorade hidrógeno y el almacenamiento a alta presióndel hidrógeno, así como de integrar todos los ele-mentos con el electrolizador y el motor de combus-tión interna.
Esta instalación es pionera en España en el estudiodel almacenamiento de la energía eléctrica en for-ma de hidrógeno. Cuando la energía generada en unparque eólico es superior a la demanda de la red,por franja horaria o porque así ha sido programado,la electricidad sobrante se utiliza para generar hi-drógeno a partir de electrólisis del agua.
El hidrógeno es almacenado, y posteriormente con-vertido en electricidad, a través de un motor decombustión interna, para ser devuelta a la red cuan-do ésta la requiera de nuevo.
La instalación, patrocinada por Gas Natural y laXunta de Galicia, es la de mayor tamaño instaladahasta la fecha en un parque eólico real en España.Permite generar hasta 60 Nm3/h de hidrógeno, al-macenar hasta 1.725 Nm3 de hidrógeno a 200 barde presión y convertir en electricidad un caudalmáximo de 70 Nm3/h de hidrógeno en un motor decombustión interna.
Air Products y el hidrógeno
Air Products produce más de 1,25 millones de to-neladas de hidrógeno anuales y cuenta con seisinstalaciones de hidrógeno líquido y siete sistemasde canalizaciones de hidrógeno en todo el mundo.
La compañía se dedica a la producción y suminis-tro de hidrógeno desde hace más de 50 años y hasuministrado todo el hidrógeno líquido a las misio-nes espaciales de la NASA.
Air Products también abastece a otros sectores, co-mo los de procesamiento de metales, refinería,producción química, producción de aceites y gra-sas e industria electrónica, además de suministrarequipos para la purificación del hidrógeno.
La compañía participa activamente en el futurodesarrollo del hidrógeno para aplicaciones energé-ticas, como combustible para vehículos y como ali-mento de pilas de combustible generadoras de e-nergía eléctrica.
Además, se están desarrollando nuevas tecnologí-as, como las estaciones de suministro de combus-tible hidrógeno o hidrogeneras. En los últimos 10años la compañía ha construido más de 75 estacio-nes de repostado de hidrógeno.
Otros proyectos incluyen los contratos firmadospara abastecer de hidrógeno a los submarinos depila de combustible de las armadas alemana, grie-ga y coreana.
Información / Junio 2008
10
Carburos Metálicos concluyela instalación en Lugode un proyecto que permitiráel almacenamiento de energíaeléctrica en forma de hidrógeno

La empresa LBE, subsidiaria de Elster Kroms-chroeder GmbH, ha desarrollado en la serieECOMAX de quemadores autorrecuperativos,
el nuevo tamaño 6 como resultado de un procesode optimización y de ampliación de su programade suministros.
La serie ECOMAX ofrece ahorro energético y una al-ternativa de bajo nivel de contaminación para insta-laciones que requieran de calor directo o indirecto.Este quemador es de gran utilidad para hornos detratamientos térmicos con unas temperaturas má-ximas de aplicación de entre 1.150 ºC a 1.300 ºC.
Como buen quemador con recuperador integrado,dispone de un intercambiador de calor que utilizael calor de los gases producto de la combustión pa-ra precalentar el aire que se va a utilizar en la mez-cla combustible, facilitando así su ignición y pro-curando una mejor y mas eficiente combustión.
Tras entrar en el quemador, el aire de combustión
fluye por la parte interna del recuperador hasta elmezclador gas/aire, los gases producto de la com-bustión, por su lado, fluyen en dirección contraria a-bandonando la cámara del horno hacia el exterior. Elcalor se intercambia entre los dos fluidos a través dela pared del recuperador. Este efecto, supone un a-horro energético considerable, dependiendo del mo-delo de quemador y del modo de operación.
Los rangos de potencia de estos quemadores osci-lan entre los 12 kW y los 500 kW del nuevo ECO-MAX 6, siendo compatibles tanto para Gas Naturalcomo GLP. La alta velocidad de salida de la llamaen conjunción con un eyector, reabsorbe los gasesproducto de la combustión del horno por succiónen el caso de llama directa.
Todos los modelos disponen de electrodo para la igni-ción directa (quemador piloto para tamaños grandes),así como la posibilidad de detectar la llama medianteionización o radiación ultra-violeta (sondas UV).
Información / Junio 2008
12
Máxima eficiencia y reducciónde consumos con quemadoresautorrecuperativos ECOMAXPPoorr DDaavviidd AAgguussttíí MMoonnttiinnss,, KKRROOMMSSCCHHRROOEEDDEERR


MARLAN® es un tejido ignífugo permanen-te, totalmente concebido para la protec-ción del hombre frente a las salpicaduras
de todo tipo de metales en fusión como, aluminio,hierro, acero, cobre, criolita, magnesio, etc. Poseelas siguientes certificaciones, que lo avalan comouno de los mejores tejidos de protección frente asalpicaduras de aluminio en fusión: MARLAN®,EN-531-532-367-366-373-470- ENV 50354- INTER-NACIONAL ALUMINIUM INDUSTRY, test de crioli-ta… Todos estos ensayos realizados en laborato-rios oficiales, siguen las exigencias marcadas porlas Normativas Europeas.
Para una correcta utilización de las prendas deprotección a las salpicaduras de metales, no es só-lo suficiente que el tejido MARLAN® disponga delas mencionadas certificaciones. Existen despuésde la fabricación de nuestro tejido, dos valores fun-
damentales para que la protección del hombre seacorrecta: Conocer y cuidar la prenda, y una correc-ta confección.
MARLAN® es uno de los tejidos más técnicos parala protección de salpicaduras de aluminio en fu-sión y por ello mismo, debe ser cuidado como tal.Una incorrecta manipulación en el proceso de la-vado, podría llegar a ocasionar una perdida de e-
Información / Junio 2008
14
MARLAN® tejido ignífugopermanente para salpicadurasde aluminio en fusiónPPoorr JJaavviieerr CCaabbeessttaannyy

quiere una confección específica. Los laboratoriosoficiales, que son los que certifican las prendas, es-tán constantemente cambiando y modificando re-quisitos promovidos por las variaciones en las Nor-mativas Europeas.
A la hora de proporcionar el correcto tejido, en MA-RINA TEXTIL S.L., cuestionamos los siguientespuntos: Un correcto gramaje, un correcto color, u-na talla adecuada, una sobreprotección en las zo-nas de más impacto, eliminar cualquier tipo de ba-rrera u otra materia que no sea textil, la cual puedaimpedir el correcto deslizamiento del metal en fu-sión por la prenda.
La elección del correcto gramaje del tejido MAR-LAN® es fundamental. El grosor o el peso influyendirectamente en los distintos valores de protecciónque tiene MARLAN®. Está disponible en 235, 310,365 y 460 gramos metro cuadrado. Los niveles deprotección aumentan según su peso llegando pues,a obtener resultados de D·3 y E·3 según norma EN-531- 373. También está disponible en tejido alumi-nizado, para el riesgo del calor radiante, MARLAN®AL 600 Y AL 400.
Se debe valorar el nivel de riesgo en cada una delas zonas que exista, para poder determinar queMARLAN® se debe usar en la confección de pren-das. También es importante no cometer el error desobreproteger de forma excesiva, ya que en segúnqué zonas, el estrés térmico es muy notable. MAR-LAN® ofrece los más altos niveles de protecciónante las salpicaduras de aluminio en fusión, conpesos en su tejido, francamente soportables y co-mo consecuencia de ello, incrementa el confort al
fectividad frente a los riesgos mencionados y comoconsecuencia, poner en juego la protección del tra-bajador o usuario. MARINA TEXTIL S.L. fabricantedel tejido MARLAN® siempre pone a disposicióndel usuario, así como a las lavanderías industria-les, toda la documentación necesaria para un co-rrecto mantenimiento de las prendas.
MARINA TEXTIL S.L., está constantemente realizan-do seguimientos del tejido MARLAN®, en todos suscampos de aplicación. Cuando se detecta alguna a-nomalía, en todos los casos averiguamos que laprenda presentaba incidencias tales como, aceite,grasa, polvo metálico etc.; todo esto debido a un in-correcto mantenimiento. En muchas operacionesen fundiciones, se precisa manipulación de maqui-naria hidráulica o similar, obligando un posible con-tacto con fuel, grasa o aceite. La posible impregna-ción de estas sustancias en la ropa de protecciónpuede ser muy perjudicial si sufrimos una salpica-dura de metal. Por norma general, cuando esto su-cede, existe una gran tendencia a atribuir el fallo dela protección al tejido, pero se deberían estudiar lascausas, ya que la prenda repele sin ningún tipo deproblema la masa de metal en fusión pero, puede o-casionar que el tejido arda a consecuencia de lassustancias mencionadas, adheridas a la tela. Aun-que parezca obvio, este es un problema muy fre-cuente en las fundiciones, aunque reconocemosque las lavanderías industriales, hacen un buen tra-bajo en este campo. Por otro lado, el mantenimientodoméstico del tejido MARLAN®, es sumamente fácily no presenta ningún tipo de requisito no común.Cuando existe una mancha de cualquier productohidrocarburo u oleoso en el vestuario de proteccióna salpicaduras de metales en fusión, debemos pro-ceder de inmediato a sustituir esa prenda por otralimpia. MARINA TEXTIL S.L. tiene conocimientosfruto de sus constantes investigaciones, de que elcorrecto mantenimiento de las prendas con tejidoMARLAN® , no es igual en todos los países. Los índi-ces de accidentes son muchísimo más bajos en losque existe una correcta tendencia de mantenimien-to de las prendas. Evidentemente, esto ocurre contodos los tejidos, aunque solamente MARLAN® aúnestando la prenda sucia con las sustancias mencio-nadas, sigue ofreciendo la protección de repeler lamasa de metal en fusión que pudiese ser derramadaen la parte sucia de la prenda.
La incorrecta confección de la prenda tambiénpuede ocasionar daños importantes en el trabaja-dor. MARLAN® está constantemente en investiga-ción y desarrollo en sus campos de aplicación y re-
Junio 2008 / Información
15

portador sin perder en absoluto, una proteccióncorrecta.
MARLAN® 235 es adecuado para un riesgo de salpi-caduras bajo en confección de camisas. MARLAN310, es la protección adecuada para riesgos mediosde proyecciones de aluminio en fusión. MARLAN365 es la protección idónea para riesgos considera-bles y de constante proyección de salpicaduras.MARLAN 490 es la protección definitiva frente a al-tos riesgos y en situaciones específicas de aproxi-mación a zonas de mucha proyección de metal enfusión.
El color también es fundamental en la elección dela prenda. MARLAN® se fabrica en varios colores yademás acepta una gran variedad de tinturas. Laimportancia de ser visto en las plantas de fundi-ción, es importantísimo. La oscuridad siempre esun factor predominante en ellas aunque se está a-vanzando en este campo, equipando los espaciosde trabajo con mucha más luz. Colores como el ro-jo, naranja o el amarillo, son más visibles en zonasoscuras, aunque pueden serlo menos en espaciosmuy iluminados ya que no ofrecen contraste comolos colores azul marino, azul royal, gris, etc.
Usar una talla inadecuada puede incluso agravar elriesgo frente a una protección de metal en fusión.La formación de pliegues en las prendas de tallagrande, permiten que se deposite en ellos, metalfundido en el caso de explosión o de derrame acci-dental. Estos pliegues impiden que el metal en fu-sión resbale por la prenda y como consecuencia deello, penetran en la piel del operario. MARLAN® o-frece uno de los más altos niveles de protecciónante este riesgo y el tejido resiste más tiempo has-ta que no se agujerea, pero si el metal no resbalapor éste, acaba produciendo un orificio con el con-siguiente riesgo de quemadura en el portador. Sedeben evitar todo tipo de pliegues en las prendasde protección a las salpicaduras de metal en fu-sión, principalmente en la parte baja del pantalón,articulaciones de los brazos así como en la parte delos hombros. Evitar bolsillos que permitan que pe-netren en ellos partículas de metal, equiparlos contapetas o bien en la medida que sea posible bolsi-llos interiores.
Las zonas de mayor impacto pueden ser varias se-gún la naturaleza del campo de trabajo, deben sersobreprotegidas para poder soportar mucho mejorla repelencia del metal en fusión. La zona más a-fectada es la parte inferior de los pantalones y de-be protegerse con una doble capa de MARLAN®,consiguiendo así una capa intermedia de aire, elcual actúa como aislante a la vez de incrementar elvalor D, según norma EN 531 - 373 como conse-cuencia de doblar el tejido.
En otras ocasiones, se acostumbra a equipar laprenda con efectos reflectantes y de alta visibili-dad, los cuales son ignífugos. Aún y así, estos deta-lles que permiten al operario ser visto, en la medi-da que sea posible, estas bandas reflectantesdeben ser colocadas en lugares en los que exista elmenor riesgo de impacto, o bien sea inexistente.
MARINA TEXTIL S.L. como fabricante del tejidoMARLAN® siempre está en constante investiga-ción y cuenta con el apoyo del confeccionista deprendas de protección a las salpicaduras de meta-les en fusión. La empresa catalana también se des-plaza muy habitualmente a las fundiciones, con elfin de averiguar e incluso vivir los riesgos que sesufren en estos trabajos. MARLAN® tejido ignífugopermanente especial para salpicaduras de alumi-nio en fusión, recientemente ha sido elegido comoel tejido de protección para la confección del ves-tuario de protección de la multinacional HYDRO A-LUMINIUM, con más de 173 fundiciones en todo elmundo.
Información / Junio 2008
16

Junio 2008 / Información
17
Tratamientos superficialesen la industriaPPoorr BBaauutteerrmmiicc
En cualquier empresa de fabricación o trans-formación en la que intervengan metales,plásticos, gomas, madera, etc... dentro de sus
procesos de trabajo cada vez es más necesario te-ner que utilizar uno o varios Tratamientos Superfi-ciales, bien sea para endurecer, pulir, lavar, pintar,plastificar, etc. todos o parte de los diversos com-ponentes que se fabrican. Para ello es necesario u-tilizar una serie de instalaciones, de las que vamosa enumerar tres áreas básicas:
1. TÉCNICAS DE LAVADO Y DESENGRASEPARA CONSEGUIR ÓPTIMAS SUPERFICIES
Existen en el mercado di-ferentes tipos de LAVA-DORAS INDUSTRIALESMULTIFUNCIÓN diseña-das para tratar todo tipode piezas mecanizadas:forjadas o embutidas, pe-queñas y grandes, de for-mas simples o comple-jas, cargadas con altosniveles de impurezas,polvo, grasas, aceites, vi-rutas, etc.
Estas máquinas operan por aspersión de líquidosdesengrasantes, con sistemas de duchas fijos obien móviles y a diferentes presiones, también tra-bajan por inmersión con o sin aplicación de ultra-sonidos y agitación de la carga, dependiendo delgrado de suciedad de la misma o cuando la geome-
tría de las piezas adesengrasar sea muyirregular.
Estas máquinas pue-den ser: Estáticas, li-neales, rotativas, detambor, etc. y puedenestar preparadas pa-ra realizar diferentes TRATAMIENTOS SUPERFI-CIALES: programas de lavado, aclarado, pasivado,fosfatado, secado, etc.
Todo ello en la misma máquina con diferentes ci-clos o etapas, sin necesidad de tener que manipu-lar las piezas durante los procesos intermedios.
Se construyen con aislamientos térmicos y acústi-cos, van equipadas con niveles automáticos de re-posición, aspiradores de vahos, desaceitadores, fil-tros, dosificadores de detergentes, ultrasonidos ydemás complementos.
A fin de conseguir una mayor facilidad de manio-bra, un gran ahorro en mano de obra, un menorconsumo de energía y muy poco gasto en produc-tos de limpieza.
2. HORNOS Y ESTUFASPARA TRATAMIENTOS SUPERFICIALES
Casi todos los componentes mecánicos que se fabri-can en el sector industrial precisan de tratamientos,bien sean térmicos o de aplicación de calor, los cua-

les pueden efectuarse en HORNOS ESTÁTICOS OCONTÍNUOS con recirculación forzada de aire, para
tratamientos a tempera-turas comprendidas entre50 y 1.250 ºC, como pue-den ser: Secado, Polimeri-zado, Deshidrogenado,Desgasificado, Envejeci-miento acelerado, Trata-mientos Térmicos, Estabi-
lizados, Revenidos, Distensionados, Alivio detensiones, Dilataciones para encasquillado, Secadode colas, barnices, etc.
Estos hornos están construidos por módulos dechapa plegada con refuerzos y rellenos de lana deroca, con fibra cerámica o bien refractarios, con es-pesores variables en función de la temperatura detrabajo.
La regulación es siempre automática, para ajustar lapotencia de calefacción a lo estrictamente necesarioy mantener constante la temperatura de trabajoprogramada.
Para controles especiales seinstalan microprocesadoresproporcionales de tiempo-temperatura.
Las cargas se depositan en elinterior de las muflas directa-mente o sobre bandejas espe-ciales.
Cuando los procesos de trabajo lo precisan, dispo-nen de registros de entrada de aire y evacuación degases, toma de muestras, seguridades antiexplosi-vas, etc.
Aparte de estos tipos estándar, se fabrican todo tipode hornos especiales continuos, lineales, rotativos,giratorios aéreos, con sistema de calefacción eléctri-co o por combustión y en los casos que el proceso lorequiere estos hornos se equipan con recirculaciónforzada de aire, atmósfera interior de protección obien con vacío.
Sea cual sea el sistema calefactor, se debe garanti-zar una gran uniformidad de la temperatura en to-do el recinto útil de calentamiento.
Estos hornos se fabrican adaptados a las dimensio-nes que precise cada cliente, en función de su pro-ducción, dimensiones de las piezas y espacio dis-ponible.
3. INSTALACIONES DE PINTADOY ACABADO SUPERFICIAL
En casi todos los procesos de fabricación, para supe-rar los controles de calidad a que se somete cual-quier producto en laindustria en general,intervienen uno o másTRATAMIENTOS, loscuales pueden ser: delimpieza o preparacióny se suele terminar conalgún tipo de recubri-miento, pintura o bar-niz que sirva de distin-ción, apariencia decorativa, protección contra eldesgaste, aumento de las propiedades de las piezasante la oxidación por la humedad, niebla salina, elcontacto con ácidos, vapores, etc.
Para conseguir que los productos fabricados ten-gan un buen acabado superficial se emplean unaserie de instalaciones que pueden ser estáticas ocontinuas, cuyas aplicaciones más usuales son:Desengrasar, Fosfatar, Enjuagar, Imprimar, Pintary Secar todo tipo de piezas, bien sean metálicas,plásticas o de cualquier otro material, con pinturasepoxi, con base acuosa o con disolventes.
Su aplicación puede ser aerográfica o electroestáti-ca en líquido, en polvo, en cubas de lecho fluido, enplastificados o bien rilsanizados, etc.
Los equipos para el tratamiento y acabado de super-ficies básicamente son: Lavadoras - Cabinas de Pin-tura - Hornos de secado - Transportadores y equiposcomplementarios como Robots – Recuperadores –Ciclones, etc. Instalaciones que se suministran lla-ves en mano con todo tipo de garantías.
En conclusión, para supe-rar los controles de cali-dad a los que se sometecualquier producto, losTRATAMIENTOS SUPER-FICIALES son parte fun-damental dentro de la in-dustria y debido a la gran importancia que éstoshan adquirido, para escoger las mejores y más eco-nómicas soluciones cuando sea necesario adquiriralguna de estas instalaciones, es menester o bientener conocimientos profundos sobre estas mate-rias o acudir a una empresa especializada, ya quepueden ser válidas diferentes soluciones, unas mássencillas y menos costosas que otras.
Información / Junio 2008
18

Junio 2008 / Información
19
Stäubli Robotics, fabricante de innovadores ytecnológicamente avanzados robots para en-tornos industriales y de sala blanca, anuncia
la introducción de un nuevo modelo para cargaspesadas, el RX200.
Los nuevos modelos RX200 y RX200L correspondena una nueva generación de robots de altas presta-ciones en versión Standard y largo alcance ( L ) res-pectivamente. Pueden manipular cargas de 100 kghasta 130 kg con un alcance máximo de 2.194 mmhasta 2.594 mm, con unas excelentes prestacionesen velocidad y rapidez y, sobretodo, con un máxi-mo volumen de trabajo como nos tienen acostum-brados los robots Stäubli de la serie TX y RX.
Estos robots, con 6 grados de libertad, disponen deuna estructura completamente cerrada para ga-
Presentación mundial del nuevorobot para cargas pesadas,el RX200

triales como en sala blanca, incluyendo la manipu-lación, paletizado, pick & place y carga/descarga demáquinas inyectoras/herramienta.
Los robots vienen equipados con el contrastado con-trolador CS8 que gracias a su avanzada tecnología seha convertido en una referencia para aplicacionesdonde se requieren complejos procesos de control.
El lenguaje de programación utilizado, VAL3, se a-dapta perfectamente al movimiento del robot y a-bre numerosas posibilidades para la comunicacióncon el resto de equipamiento a través de buses decampo, Ethernet o ModBus.
“Tenemos grandes expectativas abiertas en elRX200 que recientemente hemos presentado enprimicia en la última edición de AUTOMATICA enMunich. Este nuevo robot será el complemento i-deal para nuestra gama de equipos dentro del ran-go de 100 kg de carga portada con una elevada ra-pidez, precisión, compacto y fiable. Resumiendo:un auténtico Stäubli.
El RX200 tendrá una gran aceptación en la fundi-ción dice el Sr. Manfred Hübschmann, Directormundial de Ventas.
rantizar robustez en ambientes hostiles y facilitarsu limpieza.
Con una velocidad máxima de 12,5 m/s son equiposadecuados para múltiples aplicaciones tanto indus-
Información / Junio 2008

Junio 2008 / Información
21
Si la arena de moldeo contiene una cantidad1
superior al 5% sobre el tamiz de 3/8” (9,53mm de luz de malla), esto puede dar serias
consecuencias en la calidad del molde y rotura delmismo durante el desmodelado, puesto que se for-marán oquedades y “puentes” en zonas del mode-lo de difícil acceso, lo cual además afectará de for-ma importante a la calidad superficial del molde yla formación de sopladuras superficiales.
Estas partículas están constituidas por: pedazos demachos, grumos de arena de moldeo, escorias, pe-dazos de metal, perdigones metálicos, restos demanguitos exotérmicos, electrodos, etc.
También las partículas y grumos de arena < a 9,53mm de luz de malla, pueden estar constituidos porlos residuos arriba indicados, aún cuando los efec-tos sobre el moldeo y calidad superficial de las pie-zas no sean tan acusados.
Un rechazo total de hasta el 3% sobre el tamiz nº 6(3,36 mm de luz de malla), se considera una arenaadecuada.
La desintegración de estas partículas en la planta demezclado/malaxado, es por sí mismo muy difícil, in-cluso por un aumento del tiempo de mezclado/mala-xado y pueden ser eliminadas poniendo atención a suorigen y añadiendo progresivamente arena nueva2:
Las partículas deben ser primeramente ensayadoscon un imán. Si éstas no responden al efecto del i-mán, estas partículas deberán ser aplastadas y elmaterial de las partículas identificado.
IDENTIFICACIÓN DE LAS PARTÍCULAS
1. Partículas de hierro magnéticas
Son debidas a salpicaduras, granalla, pedazos de me-tal, etc.
Pueden dar un acabado superficial rugoso y sopla-duras superficiales.
Lógicamente se debe mejorar la eficacia de los se-paradores magnéticos.
Un máximo3 contenido de particulas magnéticas se-paradas por un imán del 0,5% se considera adecua-do, y el 0,8% cuando la determinación se realiza conel método químico indicado en el Programa Sílice.
2. Partículas de restos de machos
Éstas tienen la misma distribución granulométricae Índice de Finura AFS y apariencia de los machos.
Pueden originar el que las esquinas de las cavida-des de los moldes pueden romperse y se incremen-ta el riesgo de inclusiones de arenas en las piezas.
Normalmente no causan defectos superficiales.
Se debe poner atención a las cribas y tamices poli-gonales, para observar si los mismos están rotos omal ajustados. En caso de interesar colocar tami-ces con una menor luz de malla, es decir más “ce-rrados”, se pueden calcular para que las mismas,aún teniendo los tamices con menor luz de malla,se mantenga sin embargo la misma superficie de
La presencia de grandespartículas y grumosen las arenasde moldeo en verdeJJ.. EExxppóóssiittoo.. EExx DDiirreeccttoorr TTééccnniiccoo jjuubbiillaaddoo ddee LLaavviioossaa--PPrroommaassaa
Información / Junio 2008
22
En el tercero de los casos, son partículas o grumosde arena provenientes del desmoldeo de las are-nas, con alta resistencia en seco o a roturas en lasparrillas o sistemas de desmoldeo.
5. Partículas o grumos formados por acumulación de fi-nos o mala dispersión en el mezclador/malaxador, quecontienen una alta proporción de Bentonita y de Produc-tos Carbonosos
Son debidos a una inadecuada secuencia de adicio-nes al mezclador/malaxador, es decir a no adicio-nar agua antes que los aditivos, puesto que en casocontrario, se puede dar una segregación entre la a-rena propiamente dicha y los aditivos finos.
Las arenas de moldeo con alto contenido en ArcillaAFS ( > al 16% y en particular con contenidos enBentonita Activa por Azul de Metileno > al 10%)tienden a dar estos grumos durante la preparaciónde la arena de moldeo.
Pueden dar sopladuras en las superficies de laspiezas.
6. Partículas o grumos de productos carbonosos
Están formados por partículas duras, con alta pér-dida por calcinación y materias volátiles, y quecontienen arena más fina que la arena base.
Se originan en zonas o conductos de aspiración,donde se forma vapor de agua y polvo que formanaglomerados que pueden caer a la arena de mol-deo.
Pueden, al igual que en el caso anterior, dar sopla-duras en las superficies de las piezas.
Para evitar en lo posible una excesiva cantidad departículas o grumos en la arena de moldeo, se de-be tener en cuenta que los mismos aumentan rá-pidamente a medida que se aumenta el % de Com-pactabilidad y por ello se recomienda que en loposible se prepare la arena de moldeo en la parte“seca”, es decir, con entre 30 y 40% de Compacta-bilidad.
Un incremento en el tiempo de “mezclado/malaxa-do en húmedo o mezclado efectivo”, nos lleva a laobtención de arenas de moldeo con mayor tenaci-dad y Resistencia a la compresión en Verde, peroesto produce una mayor tendencia a dar partículaso grumos en la arena de moldeo, por lo que para e-vitar la formación de grumos, no se debería inten-tar el reducir el tiempo de mezclado/malaxado en
cribado que con las luces de mallas más “abiertas”,lo cual supone la misma capacidad y eficiencia decribado.
No obstante, esto supone que se debe reducir eldiámetro de los alambres de las telas metálicas,por lo que desde el punto de vista de la resistenciamecánica de las cribas, ésta puede ser menor y enconsecuencia posiblemente se deberían reforzarlas mismas.
3. Grumos de Bentonita
Son partículas con alto contenido en Bentonita, plás-ticas y difíciles de romper.
Pueden causar defectos de penetración metálica ysopladuras, debido al alto contenido en humedadde las mismas.
Para evitarlas en lo posible se recomienda el adi-cionar la Bentonita y otros aditivos con un retrasode 4 a 6 segundos (esto para los mezcladores/ma-laxadores con turbinas de alta intensidad), des-pués de la adición inicial de la mayor parte del a-gua a añadir y no antes ni durante la adición delagua.
4. Partículas o grumos de arena de moldeo
Se deben distinguir 3 tipos de grumos:
a) Que tengan la misma humedad y composiciónque la arena de moldeo.
b) Que tengan más humedad que la arena de mol-deo y la misma composición que la arena demoldeo.
c) Que exteriormente estén húmedos pero su in-terior seco.
En el primero de los casos, son partículas o grumosdebidos a una ineficaz aireación de la arena demoldeo después de su salida del mezclador/mala-xador y/o a una acción de rodadura en las cintas detransporte inclinadas (máxima inclinación reco-mendada de las cintas de 18º) o a la acción de roda-dura en el propio mezclador/malaxador.
En el segundo de los casos, son partículas o gru-mos debidas a una deficiente dispersión del aguaen el mezclador/malaxador: debido a una entradadel agua al mismo demasiado lenta o mal distri-buida, a un reducido tiempo de mezclado/malaxa-do o una adición de agua que finaliza casi en elmomento de su descarga.

húmedo, sino que tal como arriba se ha indicado,preparar la arena en la zona “seca” y mantener lasresistencias de la arena y lógicamente mantenersu contenido en Bentonita Activa, lo más bajas po-sibles compatibles con la obtención de un buenmoldeo y piezas de calidad. En el caso de necesitarrealmente estas altas resistencias en verde con al-ta tenacidad y evitar en lo posible la formación degrumos, es recomendable la colocación de un aire-ador en la zona de transporte lo más cercana posi-ble a las máquinas de moldeo, lo cual hace que laarena a un mismo % de Compactabilidad tenga sinembargo una mayor fluencia.
BIBLIOGRAFÍA
1. M.B. Mizzi-Krysiak, L.J. Pedicini “Ensayos de Arenas y Di-seño del Sistema de Arenas de Moldeo” AFS Transactions1989.
2. BCIRA Broadsheet nº 183.
3. J. Sertucha, R.Suarez “Arenas de Moldeo en Verde”. Centrode Fundición Azterlan, 2004 .
Joven de 32 años de Hondarribia(GUIPÚZCOA) con experiencia
en ventas, busca trabajode COMERCIAL en el País Vasco,
en el sector metalúrgico.
Disponibilidad total para viajar.
Interesados contactar:[email protected]
EMPLEO
C/ Arboleda, 14 - Local 11428031 MADRID
Tel. : 91 332 52 95Fax : 91 332 81 46
e-mail : [email protected] Metalográfico de Materiales
Laboratorio de ensayo acreditado por ENAC¥ Laboratorio de ensayo de materiales : an�lisis qu�micos, ensayos mec�nicos, metalo-
gr�ficos de materiales met�licos y sus uniones soldadas.¥ Soluci�n a problemas relacionados con fallos y roturas de piezas o componentes me-
t�licos en producci�n o servicio : calidad de suministro, transformaci�n, conformado,tratamientos t�rmico, termoqu�mico, galv�nico, uniones soldadas etc.
¥ Puesta a punto de equipos autom�ticos de soldadura y rob�tica, y temple superficialpor inducci�n de aceros.
¥ Cursos de fundici�n inyectada de aluminio y zamak con pr�ctica real de trabajo en laempresa.
Junio 2008 / Información

El día 17 de mayo falleció en Loiu (Vizcaya) elprofesor José María Palacios Reparaz, des-pués de una dilatada vida dedicada a la inge-
niería metalúrgica; disciplina, de la que era uno de
los más relevantes y acreditados especialistas, quecultivó en paralelo con la docencia y la investiga-ción. Numerosas generaciones de ingenieros in-dustriales recuerdan, gratamente, al profesor Pala-
Información / Junio 2008
24
En recuerdo de José María PalaciosPPoorr MMaannuueell AAnnttoonniioo MMaarrttíínneezz BBaaeennaa.. BBaarrcceelloonnaa JJuunniioo 22000088

Presidente del CNT-36 de Normalización Siderúrgi-ca de AENOR. Presidente de la Comisión de Aceríasdel Comité de Tecnología de la Industria Siderúrgi-ca Española. Miembro distinguido de la AECC –Aso-ciación Española para el Control de la Calidad–.Miembro del Comité Consultor de ITEA –InstitutoTécnico de Construcción de Acero– y un largo etc.
Los galardones recibidos durante su dilatada vidaprofesional fueron abundantes y entre ellos desta-ca el Premio Manuel Torrado Varela, que concedíael ATEEM a los trabajos más sobresalientes de in-vestigación metalúrgica. En 1962 le fue concedidopor su trabajo titulado: ¨La maquinabilidad de losaceros utilizados en la industria nacional del auto-movilismo¨. Ya unos años antes, en 1960, le otorga-ron también el 1º Accésit del mismo premio por sutrabajo titulado:¨La influencia del estaño en los a-ceros para muelles¨.
Como miembro del Comité Ejecutivo y Técnico deATEEM –Asociación Técnica Española de EstudiosMetalúrgicos– participó de forma muy activa, des-de su creación en el año 1978, en todos los congre-sos de TRATERMAT. Persona apasionada y entu-siasta de los tratamientos térmicos, conocía muy afondo el mundo tratamentista donde tenía gran-des amigos que lo consideraban, dentro del sector,
cios en su faceta de docente en la Escuela de Bil-bao, donde ocupó durante largo tiempo la Cátedrade Metalurgia.
Alavés de nacimiento, José Mª Palacios hizo su ca-rrera profesional en Bilbao, después de completarbrillantemente sus estudios de ingeniero industrialen esta ciudad. Ese mismo año [1952] comenzó suandadura profesional en la firma S.A. ECHEVARRÍA,empresa dedicada a la fabricación de aceros finos,como ingeniero del Departamento de Hornos, don-de completó su carrera como director de investiga-ción y desarrollo.
Por sus méritos profesionales y académicos fue e-legido representante en la CECA desde el inicio dela anexión de nuestro país a la Unión Europea has-ta la finalización del tratado de Roma. Responsabledirecto de la integración de los programas Europe-os de I+D en el acero en el marco general, realizó u-na ingente y provechosa labor de integración de lainvestigación siderúrgica en el marco de la investi-gación europea de primer nivel.
Entre otros muchos cargos, el profesor Palacios fueel primer presidente de los Laboratorios de Investi-gación de LABEIN, a partir de la incorporación de laentidad al primer Gobierno Vasco, y mantenía suestatus de Presidente Honorario de dicha entidad.
Junio 2008 / Información
25

toda una ¨institución¨. Su espíritu de colaboración,siempre estuvo presente y en constante conexióncon los hombres del tratamiento térmico, desde e-sa tribuna que es el editorial de las revistas espe-cializadas.
Imposible resumir aquí, como quisiéramos, todocuanto podríamos añadir sobre la fecundísima la-bor profesional y docente de José Mª Palacios, des-de los inicios de su carrera. Autor de varios libros,infinidad artículos y comunicaciones, su asistenciaa congresos por toda Europa y América fue muyfrecuente.
En una de sus conferencias, pronunciada en el Au-la Magna de la Universidad de Barcelona, dentrodel XVII ciclo de conferencias que celebraba el A-TEEM allá por el año 1961, acababa diciendo estaspalabras que tan bien lo definían: ¨No sé dónde leíuna vez que: en hacer algo por los demás, en servira los demás, ha conquistado siempre la nobleza,que no puede significar más que servicio. Mi inten-ción y anhelo ha sido prestarlo… ¡quiera Dios quelo haya logrado!¨.
La noticia de su fallecimiento ha sido un duro gol-pe para todos sus amigos, colegas y compañeros. Eltópico aquél de ¨que se van los mejores¨ puedeconfirmarse y hacerse real en su persona. El re-
cuerdo dejado es entrañable y ello nos anima a es-cribir estas pocas líneas dedicadas a él y a la fami-lia Palacios Taubmann, por su gran significado en-tre nosotros.
¨Don José María¨ fue mi jefe, mi amigo y mi maes-tro en S.A. ECHEVARRÍA. Acaso sea la considera-ción de amigo la que debe primar y destacar en es-tas notas, porque lo recuerdo como un gran yverdadero amigo y siento profundamente su pérdi-da, a una edad en que la salud, la experiencia y elconocimiento se suelen unir para ofrecer realida-des de éxito.
Uno tiene la costumbre de agradecer todos los mo-mentos de camaradería y solidaridad que sólo o-frecen los auténticos amigos, y yo agradezco ahoralos muchos momentos que, a lo largo de tantos a-ños, tuve la suerte de compartir con ¨Don José Ma-ría¨… Gracias profesor, por el privilegio de habercontado con tu amistad.
A través de estas líneas expresamos nuestro másprofundo pesar, condolencia y cariño a su esposaBegoña y a sus hijos Juan y Begoña, por la pérdidade quien en vida fue un entrañable, admirado e i-lustre amigo para el que pedimos, con toda la fuer-za que nos da su recuerdo, una oración… Descanseen paz ¨Don José María¨.
Información / Junio 2008
26
BREVE CURRÍCULUMDE DON JOSÉ MARÍAPALACIOS REPARAZGRADOS ACADÉMICOS
• Ingeniero Industrial por la Escuela Superior deIngenieros de la Universidad del País Vasco: año1952.
• Grado de Doctor por la Escuela Superior de Inge-nieros de la Universidad del País Vasco: año1965.
• D.G. en Administración de Empresas por el EISEde la Universidad de Navarra: año 1975.
ACTIVIDADES
• Catedrático de Metalurgia de la Escuela Supe-rior de Ingenieros de la Universidad del PaísVasco: desde el año 1972.
• Director del Dpto. de Ingeniería Minero y Meta-lúrgica y Ciencia de los Materiales.
• Miembro del Consejo de la Universidad del PaísVasco.
• Ingeniero y Director Metalúrgico de S.A. Echeva-rría: años 1952-1970.
• Director Gerente de PRONINSA.• Presidente de LABEIN –Laboratorios de Ensayos e
Investigaciones Industriales–.• Director de la implantación del Dpto. I+D en A-
CENOR; más tarde SIDENOR. • Miembro del SERDEC de la EC en Bruselas, repre-
sentado a España. SERDEC es el comité de exper-tos siderúrgicos de la EC.
• Colaboración en más de 30 proyectos con LA-BEIN.
• Colaboración en diversos proyectos en la ESII. Entre e-llos director de trabajos para el EC en relación al HEA–Horno Eléctrico de Arco– a través de EUSKOIKER.
• Miembro de la Fundación LABEIN. Colaboraciónactiva en gestiones con la industria siderúrgica.
• Miembro de diversos Institutos y AsociacionesMetalúrgicas extranjeras y nacionales.
• Antiguo consejero de INASMET. San Sebastián.• Antiguo consejero del CENIM. Centro de Investi-
gaciones Metalúrgicas de CSIC.

Junio 2008 / Información
27
Real Decreto 475/2007, de 13 de abril,por el que se aprueba la ClasificaciónNacional de Actividades Económicas2009 (CNAE-2009)
El Real Decreto 1560/1992, de 18 de diciembre, esta-bleció una Clasificación Nacional de Actividades E-conómicas, denominada CNAE-93, que sufrió unaactualización de orden menor en el año 2003, de-nominada CNAE-93 Rev.1.
Con el objeto de reflejar los cambios estructuralesde la economía, y en especial el desarrollo tecnoló-gico habido desde la última revisión de la clasifica-ción, debe establecerse una Clasificación Nacionalde Actividades Económicas actualizada, denomi-nada en lo sucesivo CNAE-2009.
LA CNAE-2009 SE APLICARÁ A PARTIR DEL 1 DE E-NERO DEL 2009
Esta clasificación supone un impulso en los esfuer-zos por modernizar la producción de las estadísti-cas nacionales al adecuarse a la realidad actual, ypermite que las empresas, las entidades financie-ras, los gobiernos y los demás operadores del mer-cado dispongan de datos fiables y comparables.
La comparabilidad internacional de las estadísti-cas requiere que los países utilicen clasificacionesde actividades económicas que sigan las recomen-daciones internacionales.
MEDIDAS ANTIDUMPING
FERROMOLIBDENO PROCEDENTE DE CHINA
ENERO 2002: Se estableció un derecho antidum-ping definitivo sobre las importaciones de FeMo o-riginario de la República Popular China, que con-sistía en un derecho ad valorem del 22,5%.
OCTUBRE 2006: La Comisión Europea suspendió elderecho antidumping impuesto por un periodo denueve meses, que prorrogó en julio de 2007 hastael 31 de enero de 2008.
El CAEF y sus Asociaciones Miembro, entre ellas laFEAF, inician los trabajos de facilitar datos adicio-nales a la Comisión Europea sobre el impacto ne-gativo que las nuevas medidas antidumping tie-nen en la rentabilidad y competitividad de lafundición europea.
CONCLUSIÓN: No existe ninguna probabilidad deque reaparezcan volúmenes significativos de ex-
Boletín Técnico F.E.A.F.Noticias publicadas en el Boletín Técnico de la FEAFdel mes de abril 2008
Nueva clasificación nacionalde actividades económicas para el sectorde fundición
Grupo Clase
24.5 Fundición de metales
24.51 Fundición de hierro
24.52 Fundición de acero
24.53 Fundición de metales ligeros
24.54 Fundición de otros metales no férreos

Información / Junio 2008
28
diámetro (coque 80+) originarias de la República Po-pular China.
FERROSILICIO
2006: Se inició un procedimiento de medidas anti-dumping en relación a las importaciones de Ferro-silicio originario de la República Popular China, E-gipto, Kazajstán, la Antigua República Yugoslavade Macedonia y Rusia por las principales indus-trias de ferroaleaciones (EUROALLIAGES) que re-presentan más del 50% de la producción de FeSi.
El CAEF y sus Asociaciones Miembro han trabajadopara justificar lo improcedente de esta medida y co-mo afectaría de forma negativa al sector fundidor.
2007: La Comisión estableció un derecho antidum-ping provisional.
Reglamento (CE) 172/2008 del Consejo de 25 de fe-brero de 2008 por el que se establece un derecho anti-dumping definitivo y se percibe definitivamente el de-recho provisional establecido sobre las importacionesde ferrosilicio originario de República Popular China,Egipto, Kazajstán, la Antigua República Yugoslavade Macedonia y Rusia.
Los tipos del derecho antidumping definitivo apli-cable al precio neto franco en frontera de la Comu-nidad, no despachado de aduana, de los productosfabricados por las empresas que, a continuación seindican, serán (validez: 5 años):
portaciones de FeMo objeto de dumping en la Co-munidad Europea originarias de la República Popu-lar China, por lo que procede derogar las medidasantidumping y poner fin al procedimiento.
Reglamento (CE) 83/2008 del Consejo de 21 de enerode 2008 por el que suprimen los derechos antidum-ping sobre las importaciones de FeMo originario de laRepública Popular China y archiva el procedimientoincoado con respecto a dichas importaciones.
COQUE 80+
ENERO 2002: Se estableció un derecho antidumpingdefinitivo para el coque procedente de la RepúblicaPopular China que expiraron en diciembre de 2005.
OCTUBRE 2006: Los productores de coke europeos(representando el 30% de la producción del coque),iniciaron un procedimiento para renovar la tasa.
El CAEF y sus Asociaciones han presentado informespara justificar que no procede una tasa antidumpingpor la situación del mercado chino y sus precios.
CONCLUSIÓN
• Finalmente se ha establecido un derecho anti-dumping definitivo sobre el coque 80+. PRESUMI-BLEMENTE VÁLIDO HASTA EL 18/03/2013.
• El diámetro de los trozos se determinará confor-me a la norma ISO 728:1995.
• El importe del derecho antidumping definitivo a-plicable consistirá en la diferencia entre el preciode la importación mínimo de 197€/Tn y el precioneto franco frontera de la Comunidad del produc-to no despachado de aduana, siempre que este úl-timo sea inferior al precio de importación mínimo.
• El derecho antidumping también se aplicará, prorata, al coque de carbón en trozos de más de 80mm de diámetro, cuando sea enviado en mez-clas que contengan tanto coque de carbón entrozos de más de 80 mm como coque de carbónen trozos de menor diámetro, a menos que sedetermine que la cantidad de coque de carbón entrozos de más de 80 mm no constituye más del20% del peso neto en seco del envío mezclado.
Reglamento (CE) 239/2008 del Consejo de 17 de mar-zo de 2008 por el que se establece un derecho anti-dumping definitivo y se percibe definitivamente el de-recho provisional establecido sobre las importacionesde coque de carbón en trozos de más de 80 mm de

PAÍS VASCO: TALLERES MEDIOAMBIENTE IHOBE 2008
La Sociedad Pública de Gestión Ambiental IHOBE, po-ne en marcha un año más, una serie de Talleres de tra-bajo GRATUITOS, dentro del área de Medio Ambiente.
Se pueden realizar en exclusiva para empresas delsector de fundición, siempre y cuando se reúna ungrupo mínimo de 10 participantes, aportando de estemodo la posibilidad de centrar los módulos en la pro-blemática concreta del Sector de Fundición y facilitarel intercambio de experiencias entre los asistentes.
Se impartirán aquellos módulos que susciten más intereses entre las empresas.
CLAUSURA XV EDICIÓN CURSOINTEGRAL DE FUNDICIÓN
El pasado 28 de Abril, tuvo lugar en las instalacio-nes de la Asociación de Fundidores del País Vascoy Navarra, la clausura de la XV edición del Curso
Integral de Fundición, el cual se ha desarrolladoentre el 15 de octubre del 2007 y el 30 de abril del2008, con la participación de 11 alumnos.
A la clausura asistieron un total de 30 personas en-tre alumnos, profesores, empresas que han colabo-
Junio 2008 / Información
29

Información / Junio 2008
30
estando dirigida a todos los trabajadores en acti-vo a nivel nacional pertenecientes al Sector delMetal.
Plazo ejecución: 30 Diciembre 2008
Hobetuz 2007
Las acciones formativas contempladas en el Plande Formación Hobetuz 2007, están dirigidas a tra-bajadores en activo de empresas con centro de tra-bajo en el País Vasco.
Esta formación está subvencionada por Hobetuz ycofinanciada por el Fondo Social Europeo.
Plazo ejecución: 30 Junio 2008
ALARMANTE INCREMENTO EN PRECIOSDE MATERIAS PRIMAS Y AUXILIARESDE FUNDICIÓN
Las principales materias primas base férrea delsector: chatarra y lingote, han sufrido un incre-mento de precios durante el primer trimestre del2008, que ha superado las previsiones más adver-sas contempladas en los Planes de Gestión de lasempresas fundidoras, y que han servido de basepara elaborar sus Políticas de Precios para el ejerci-cio 2008.
rado en el desarrollo del curso, representantes dela Junta Directiva y de las empresas de la AFV y re-presentantes de la propia AFV.
Durante el desarrollo del curso se ha pretendidotransmitir conocimientos técnicos que hacen refe-rencia al sector de fundición, complementados contoda una serie de prácticas para el desarrollo de losdistintos contenidos. El objetivo de todo ello es queel alumno adquiera una visión integral de la fundi-ción, además de unos conocimientos técnicos apli-cables al quehacer diario.
INFORMACIÓN PLANES DE FORMACIÓNCONTINUA GESTIONADOS POR FEAF
La FEAF-AFV gestiona dos Planes de FormaciónContinua, a través de los cuales se programan accio-nes formativas para los trabajadores de nuestrasempresas en diferentes áreas como son: Produc-ción, Mantenimiento, Seguridad y Salud Laboral,Medio Ambiente, Informática, Idiomas, Administra-ción y Gestión, etc….
Convenio para laFormación 2007-2008:
La FEAF-AFV participa enel Convenio para la For-mación 2007-2008 solici-tado por la Fundación delMetal para la Formación,Cualificación y el Empleo,a través de Confemetal.Esta formación está cofi-nanciada por el INEM y elFondo Social Europeo ygestionada por la Funda-ción Tripartita para laFormación en el Empleo,
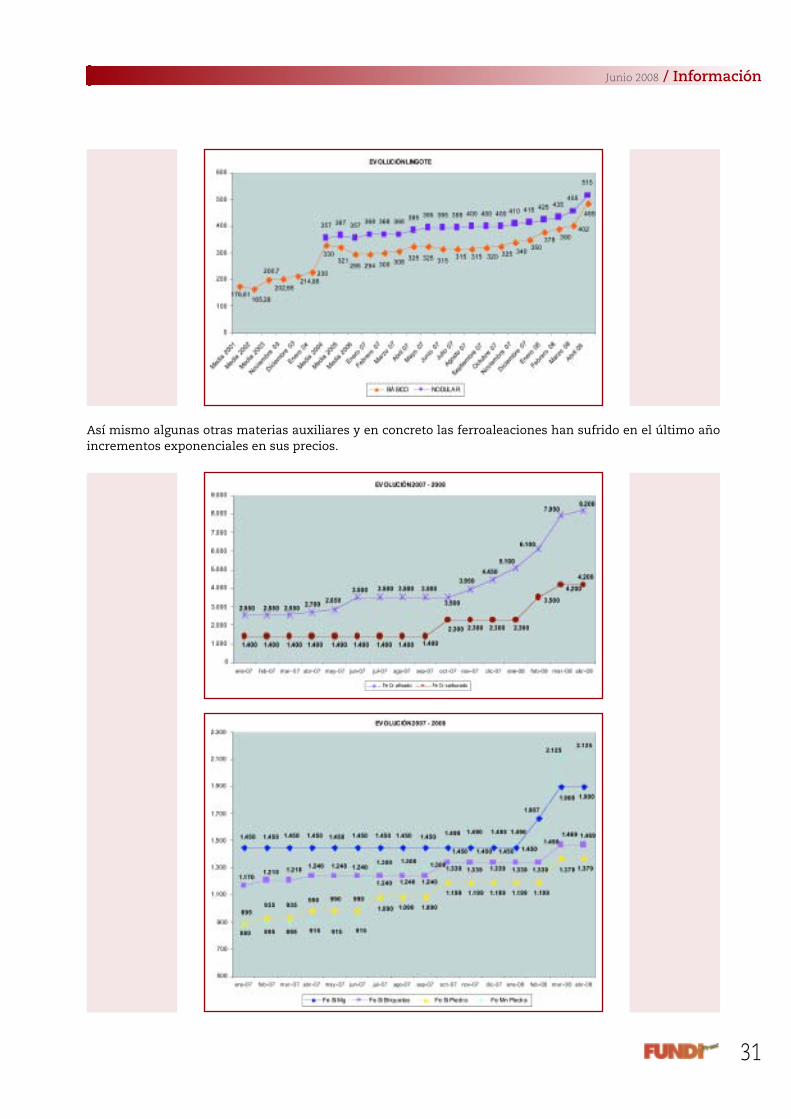
Así mismo algunas otras materias auxiliares y en concreto las ferroaleaciones han sufrido en el último añoincrementos exponenciales en sus precios.
Junio 2008 / Información
31

Información / Junio 2008
32
DEFECTOS
El concepto bifilm: Posibilidades de piezas fundi-das sin defectos
Campbell, J. En inglés. 6 pág.
El maestro John Campbell recopila en esta conferenciaplenaria los trabajos realizados durante más de 15 añossobre las películas de óxido que se forman durante elllenado de los moldes y qué caminos seguir para evitar-las a fin de obtener piezas absolutamente sanas. Lasturbulencias del llenado rompen la película de óxidoque separa el metal de la atmósfera y que acaba do-blándose y creando el bifilm. Este no sólo constituyeuna interrupción del metal, sino que provoca la forma-ción de poros, la microporosidad de contracción y laprecipitación de segundas fases descohesionadas de lamatriz que actuarán como iniciadores de grietas. Sin lapresencia de bifilms la ductilidad, la resistencia a la fa-tiga y a la corrosión aumentarían espectacularmente.Como tanto el metal de primera fusión como los lingo-tes ya contienen bifilms, la solución consiste en decan-tarlos, si es posible –caso de que los óxidos sean menosdensos que el metal– y diseñar un sistema de llenadoque impida su introducción y formación en el molde. Lacolada contra-gravedad, el llenado basculante o lastrampas de escoria son buenas soluciones respetandosiempre el límite de velocidad de 0,5 m/s. También de-be prestarse atención al sistema de alimentación. Unasmazarotas mal diseñadas pueden provocar la forma-ción de bifilms. Campbell nos recuerda en la primera desus 10 reglas que no hay que mazarotar a no ser que seaabsolutamente necesario. Como todas estas premisasno son fáciles de cumplir, quizá, como le comenté unavez a John, tendremos que acabar instalando nuestrasfundiciones en un entorno sin atmósfera… en la Luna.
66 World Foundry Congress. India 2008 Paper OP-1
FUNDICIÓN DÚCTIL
Un sistema ayudado por computador para evaluarla calidad del metal líquido y la tendencia al re-chupe basado en el proceso de solidificación de lafundición dúctil
Larrañaga, P. J. M. Gutiérrrez, A. Loizaga, J. Sertucha yR. Suárez. En inglés. 15 pág.
Para los que hace más de 30 años que propugnamos la im-portancia del análisis térmico, es un placer doble reseñareste trabajo tanto por su importancia como por los auto-res, el equipo de Azterlan que está desarrollando un con-junto de herramientas de predicción del comportamientode las piezas fundidas. En primer lugar se aborda la teoríade la solidificación basada en las curvas de enfriamientopara lo cual se han desarrollado y adaptado 15 ecuaciones.Mediante las del balance térmico durante la transforma-ción se calculan los porcentajes de grafito y austenita for-mados. Se definen también las ecuaciones de contraccióny expansión en función de las masas y densidades, las delnúmero de esferoides y la tendencia al rechupe. De todo e-llo se concluye que debe prestarse atención a dos paráme-tros: la predicción del número de esferoides (N), calculadoa partir de la segunda derivada de la curva de enfriamien-to, y el parámetro de tendencia al rechupe (k), obtenido apartir de los tiempos de expansión y contracción de la pri-mera derivada. El escrutinio de más de 600 ensayos reali-zados en 6 fundiciones distintas ha permitido comprobarque la correlación entre el número de esferoides predichoen el modelo y el determinado por metalografía es muy a-ceptable, especialmente en las muestras inoculadas. Lomismo ocurre con el factor k. En los ensayos con diferen-tes tratamientos de acondicionamiento del caldo e inocu-lación se ha constatado la relación existente entre los pa-rámetros N y k y el potencial de nucleación del metallíquido. Sólo me queda animar a los autores a que publi-quen en Fundi Press y desearles que les concedan el BestPaper Award de la división Hierro Fundido.
AFS Transactions 116 (2008) p. 547-61
Inventario de Fundición
PPoorr JJoorrddii TTaarrtteerraa
Siguiendo el camino emprendido en la revista Fundición y continuado en Fundidores, vuelvo a ofrecer a los lec-tores de FUNDI PRESS el "Inventario de Fundición" en el cual pretendo reseñar los artículos más interesantes,desde mi punto de vista, que aparecen en las publicaciones internacionales que recibo o a las que tengo acceso.

Junio 2008 / Proveedores
33
EMPR
ESA
Prov
inci
aO
tros
AglomerantesAislantes
Control y medición
Desarenado
Equipos de carga de hornos
Equipos de moldeo
Filtración
Granalla
Ho
rno
s d
e…
Arenas
Crisoles
Desmoldeadoras
Equipos de machería
Espectrómetros
Gases
Granalladoras
Lavadoras
Lubricantes
Máquinas para fundición inyectada
Modelos
Productos para fundición inyectada
Quemadores
Refractarios
Resinas
Software control hornos
Transporte de metales
Lingotes
Máquinas de colada
Materias primas
Moldes para fundición
Productos químicos
Radioscopia
Reguladores de temperatura
Robots
Software simulación
Vibradores
AB
B, S
.A.
Bar
celo
na
◆R
obot
ics
Div
isio
n
AB
ELLO
LIN
DE,
S.A
.B
arce
lon
a◆
◆◆
◆
AB
RA
SIV
OS
Bar
celo
na
◆◆
◆◆
Equ
ipos
de
chor
read
o pa
raY
MA
QU
INA
RIA
, S.A
.la
lim
piz
a d
e m
old
es.
AC
HES
ON
Hol
and
a◆
AD
ER, S
.C.C
.L.
Bar
celo
na
◆10
0 a
1.00
0 kg
.◆
◆◆
◆◆
◆◆
◆
AFO
RA
, S.A
.B
arce
lon
a◆
◆M
ufl
a.
◆◆
◆H
orn
os tu
bula
res
AL
AIR
LIQ
UID
E M
adri
d◆
ALB
OEX
, S.L
. B
arce
lon
a◆
◆
AM
R R
EFR
AC
TA
RIO
S, S
.A.
Gu
ipú
zcoa
◆
AN
ÁLI
SIS
Ála
va◆
Y S
IMU
LAC
IÓN
, S.L
.
AN
ISO
L EQ
UIP
OS,
S.L
. M
adri
d◆
AU
RR
ENA
K, S
.CO
OP.
Á
lava
◆◆
BA
RR
OM
EX E
SPA
ÑA
, S.A
.B
arce
lon
a◆
◆◆
Fusi
ón y
man
te-
◆◆
◆◆
Fun
den
tes,
pin
tura
s pa
ra
nim
ien
tom
old
es d
e co
qu
illa,
tab
le-
tas
para
tra
tam
ien
to m
eta-
lúrg
ico
del
met
al f
un
did
o.
BA
UT
ERM
IC, S
.A.
Bar
celo
na
Mu
fla
eléc
tric
os ◆
Estu
fas
indu
stri
ales
.y
com
bust
ión
BET
A D
IE C
AST
ING
C
anad
á◆
◆Fu
ndi
ción
inye
c-◆
◆EQ
UIP
MEN
Tta
da
BER
G, S
.L.U
. B
arce
lon
a◆
BÖ
HLE
R U
DD
EHO
LMB
arce
lon
a◆
Ace
ros
rápi
dos,
par
a tr
aba-
IBÉR
ICA
, S.A
.jo
s en
frío
, par
a tr
abaj
osen
cal
ien
te, p
ara
mol
des
Proveedores / Junio 2008
34
EMPR
ESA
Prov
inci
aO
tros
AglomerantesAislantes
Control y medición
Desarenado
Equipos de carga de hornos
Equipos de moldeo
Filtración
Granalla
Ho
rno
s d
e…
Arenas
Crisoles
Desmoldeadoras
Equipos de machería
Espectrómetros
Gases
Granalladoras
Lavadoras
Lubricantes
Máquinas para fundición inyectada
Modelos
Productos para fundición inyectada
Quemadores
Refractarios
Resinas
Software control hornos
Transporte de metales
Lingotes
Máquinas de colada
Materias primas
Moldes para fundición
Productos químicos
Radioscopia
Reguladores de temperatura
Robots
Software simulación
Vibradores
plás
tico
, ale
acio
nes
de
Ni,
tita
nio
, ace
ros
dúpl
ex y
su
per-
dúpl
ex, c
irco
nio
y
alea
cion
es d
e C
o.
BÜ
HLE
RM
adri
d◆
BR
LB
arce
lon
aR
odam
ien
tos
para
tem
pe-
ratu
ra.
CA
RB
UR
OS
MET
ÁLI
CO
SB
arce
lon
a◆
CED
IEO
ure
nse
◆C
ored
Wir
e.
CEL
PAP
EQU
IPO
S, S
.L.
Bar
celo
na
Robo
ts d
e gr
anal
lado
. Pue
r-ta
s in
dust
rial
es.
CER
AM
IFR
AC
, S.L
.Po
nte
ved
ra◆
Tub
os a
lum
ina-
cord
iesi
tas.
CH
EVR
ON
ESP
AÑ
A, S
.A.
Val
enci
a◆
Des
mol
dean
tes
y re
frig
e-ra
nte
s.
CIM
DE
Gu
ipu
zcoa
◆U
tilla
je.
CO
MER
CIA
L O
NSÉ
S, S
.L.
Tar
rago
na
◆◆
◆◆
◆
CO
MD
AT
Fran
cia
◆
CO
MET
AL,
S.A
.M
adri
d◆
◆◆
◆R
ecar
bura
nte
s, m
áqu
inas
de
cor
te y
reb
aba
alu
min
io
prim
ario
, pol
vos
de h
ierr
o.
CO
NIE
X, S
.A.
Bar
celo
na
◆◆
◆◆
◆Se
cado
◆
◆◆
◆◆
◆◆
◆◆
◆◆
◆◆
◆◆
Hor
nos
de
fun
dici
ón, s
eca-
dora
s, tr
atam
ient
o in
tegr
al
de
viru
tas.
CO
NT
RO
L Y
REG
ULA
CIÓ
NV
alen
cia
◆◆
Sond
as d
e te
mpe
ratu
ra, r
e-T
ÉRM
ICA
, S.L
.si
sten
cias
elé
ctri
cas,
hilo
spa
ra fa
b. d
e re
sist
enci
as,c
a-bl
es d
e al
ta te
mpe
ratu
ra n
í-qu
el y
fibr
a de
vid
rio, s
ilico
-n
a, c
able
par
a te
rmop
ares
.
Junio 2008 / Proveedores
35
EMPR
ESA
Prov
inci
aO
tros
AglomerantesAislantes
Control y medición
Desarenado
Equipos de carga de hornos
Equipos de moldeo
Filtración
Granalla
Ho
rno
s d
e…
Arenas
Crisoles
Desmoldeadoras
Equipos de machería
Espectrómetros
Gases
Granalladoras
Lavadoras
Lubricantes
Máquinas para fundición inyectada
Modelos
Productos para fundición inyectada
Quemadores
Refractarios
Resinas
Software control hornos
Transporte de metales
Lingotes
Máquinas de colada
Materias primas
Moldes para fundición
Productos químicos
Radioscopia
Reguladores de temperatura
Robots
Software simulación
Vibradores
CRC
IND
UST
RIES
IBER
IA S
LVSe
govi
a◆
◆
CR
N T
ECN
OPA
RT
, S.A
.B
arce
lon
a◆
◆B
oqu
illas
cal
efac
tad
as.
Res
iste
nci
as c
alef
acto
ras.
CT
I SO
FTSa
n Se
bast
ián
◆◆
Soft
war
e ge
stió
n in
tegr
al
par
a fu
nd
icio
nes
. S S
pyr
o.
DA
GA
, S.L
.M
adri
d◆
DEG
UIS
A, S
.A.
Viz
caya
◆◆
◆◆
DO
NA
LDSO
N IB
ÉRIC
A, S
.L.B
arce
lon
a◆
SOLU
CIO
NES
EN
FIL
TRA
CIÓ
N
ECLI
PSE
CO
MBU
STIÓ
N, S
.A.B
arce
lon
a◆
◆◆
EIL-
FOU
ND
RY
SO
LUT
ION
SB
arce
lon
a◆
◆In
du
cció
n p
ara
ELEC
TRO
IND
. LLO
BREG
AT,
S.L
.fu
sión
◆
EKW
GM
BH
Ale
man
ia◆
◆Se
rvic
io d
e m
onta
jes
y re
par
acio
nes
par
a re
frac
-ta
rios
.
ELK
EM IB
ERIA
, S.L
.V
izca
ya◆
◆◆
FeSi
y a
leac
ion
es.
ENT
ESIS
TEC
HN
OLO
GY
, S.L
.Bar
celo
na
◆N
itru
raci
ón, c
e-◆
◆m
enta
ción
EQU
IPA
MIE
NT
OS
Mad
rid
◆◆
◆◆
Cu
bilo
te◆
◆◆
KU
TT
NER
, S.A
.
EQU
IREP
SAM
adri
dEm
pres
a de
inge
nie
ría
es-
peci
aliz
ada
en t
ecn
olog
íade
vac
ío (e
yect
ores
, bom
- ba
s, s
iste
mas
de
vací
o) y
pr
oces
os t
érm
icos
(in
ter-
ca
mbi
ador
es d
e ca
lor)
.
EUR
O E
QU
IP, S
.A.
Viz
caya
◆◆
◆◆
◆◆
◆◆
◆Fu
sión
y C
olad
a◆
◆
EUSK
AT
FUN
D, S
.L.
Ála
va◆
◆◆
◆◆
◆◆
Ferr
oale
acio
nes
. Pin
tura
s,
Pega
men
tos.
Proveedores / Junio 2008
36
EMPR
ESA
Prov
inci
aO
tros
AglomerantesAislantes
Control y medición
Desarenado
Equipos de carga de hornos
Equipos de moldeo
Filtración
Granalla
Ho
rno
s d
e…
Arenas
Crisoles
Desmoldeadoras
Equipos de machería
Espectrómetros
Gases
Granalladoras
Lavadoras
Lubricantes
Máquinas para fundición inyectada
Modelos
Productos para fundición inyectada
Quemadores
Refractarios
Resinas
Software control hornos
Transporte de metales
Lingotes
Máquinas de colada
Materias primas
Moldes para fundición
Productos químicos
Radioscopia
Reguladores de temperatura
Robots
Software simulación
Vibradores
EXT
RU
DE
HO
NE
SPA
INB
arce
lon
aR
ebar
bado
por
ch
oqu
e té
r-m
ico,
reb
arba
do e
lect
roqu
í-m
ico.
Maq
uin
aria
y S
ub-
con
trat
a de
ser
vici
os.
FAN
UC
RO
BO
TIC
S B
arce
lon
a◆
◆Si
stem
as d
e vi
sión
, pos
i-IB
ÉRIC
A, S
.L.
cion
ador
es, s
enso
res
de
fuer
za.
FISA
IBÉR
ICA
B
arce
lon
a◆
Lim
piez
a de
mol
des,
caj
asde
mac
hos
por u
ltras
onid
os.
FIV
EMA
SA, S
.A.
Viz
caya
◆T
ran
spor
te n
eum
átic
o, a
s-p
irac
ión
por
vac
ío. V
enti
-la
ción
.
FLEI
SCH
MA
NN
IBÉR
ICA
, S.A
.Can
tabr
ia◆
Inge
nier
ía, s
umin
istr
o, m
on-
taje
de
prod
ucto
s re
frac
tario
s.
FLU
IDTE
CN
IC, S
.A.
Bar
celo
na
◆C
apta
ción
y fi
ltra
ción
de
polv
o.
FLU
KE
IBÉR
ICA
Mad
rid
◆
FOSE
CO
Viz
caya
◆◆
Pin
tura
s re
frac
tari
as, m
an-
guito
s (a
isla
ntes
, exo
térm
icos
libre
form
ació
n, in
sert
able
s,y
min
imaz
arot
as),
inoc
u-
lan
tes,
nod
uliz
ante
s, c
on-
sum
ible
s fu
ndi
ción
no
fé-
rric
a, d
esga
sifi
cado
res
fun
-di
ción
no
férr
ica
yco
las,
co
rdon
es, s
ella
nte
s, s
epa-
rado
res,
...
FOU
ND
EQU
IP S
rlIt
alia
◆◆
◆◆
Rot
ativ
os d
e ◆
Equi
pos
de p
repa
raci
ón d
eO
xico
mbu
stió
nar
ena.
Mez
clad
oras
. Dis
po-
siti
vos
auto
mát
icos
de
co-
lada
. Con
trol
au
tom
átic
o de
are
na
de fu
ndi
ción
.

Junio 2008 / Proveedores
37
EMPR
ESA
Prov
inci
aO
tros
AglomerantesAislantes
Control y medición
Desarenado
Equipos de carga de hornos
Equipos de moldeo
Filtración
Granalla
Ho
rno
s d
e…
Arenas
Crisoles
Desmoldeadoras
Equipos de machería
Espectrómetros
Gases
Granalladoras
Lavadoras
Lubricantes
Máquinas para fundición inyectada
Modelos
Productos para fundición inyectada
Quemadores
Refractarios
Resinas
Software control hornos
Transporte de metales
Lingotes
Máquinas de colada
Materias primas
Moldes para fundición
Productos químicos
Radioscopia
Reguladores de temperatura
Robots
Software simulación
Vibradores
FOU
ND
RY
SER
VIC
EA
lem
ania
Fusi
ón, m
ante
-◆
Por
indu
cció
n h
orn
os d
e n
imie
nto
y c
o-se
gun
da m
ano,
inst
alac
ión
,la
da
tras
lado
, ref
orm
a, m
odif
i-ca
ción
, cuc
har
as n
ueva
s,
refo
rma,
ade
cuac
ión
a n
or-
mas
, bob
inas
, arr
eglo
s y
cert
ific
ació
n d
e si
stem
as
de tr
ansp
orte
de
met
ales
líq
uido
s.
FREC
H E
SPA
ÑA
Bar
celo
na
◆◆
FRIZ
ON
IA R
EFRI
GER
AC
IÓN
Cád
izEq
uip
os d
e lim
piez
a Y
CLI
MA
TIZ
AC
IÓN
crio
géni
ca.
GD
APA
RA
TO
S Y
Bar
celo
na
◆◆
◆A
CC
ESO
RIO
S PA
RA G
AS,
S.L
.
GE
INSP
ECT
ION
Mad
rid
◆Si
stem
as d
e Fl
uoro
scop
ia,
TEC
HN
OLO
GIE
STo
mog
rafía
3D E
quip
os d
e R
ayos
X, U
ltra
son
idos
, Me-
dido
res
de E
spes
or y
vel
o-ci
dad.
Du
róm
etro
s.
GR
AN
ALL
AT
ECN
IC, S
.L.
Bar
celo
na
◆◆
◆
GRA
O -
LAN
46,
S.L
.V
izca
ya◆
Rec
arbu
ran
tes
cris
talin
os.
GR
UPO
TT
TG
uip
úzc
oa◆
HEL
MU
T RO
EGEL
E, S
.A.
Bar
celo
na
◆◆
◆In
yecc
ión
y e
xtru
sión
de
plás
ticos
y c
auch
o. M
olde
s,T
erm
ocon
form
ado
para
pl
ásti
cos.
Alim
enta
dore
s,m
olin
os y
ref
rige
rado
res.
HER
MA
NN
-OTT
OV
izca
ya◆
◆◆
◆◆
◆◆
◆◆
◆◆
SUD
ERO
W, S
.L.
HIR
UM
ET, S
.L.
Viz
caya
◆◆
◆C
hata
rra.
HO
RIB
A JO
BIN
YV
ON
Mad
rid
◆
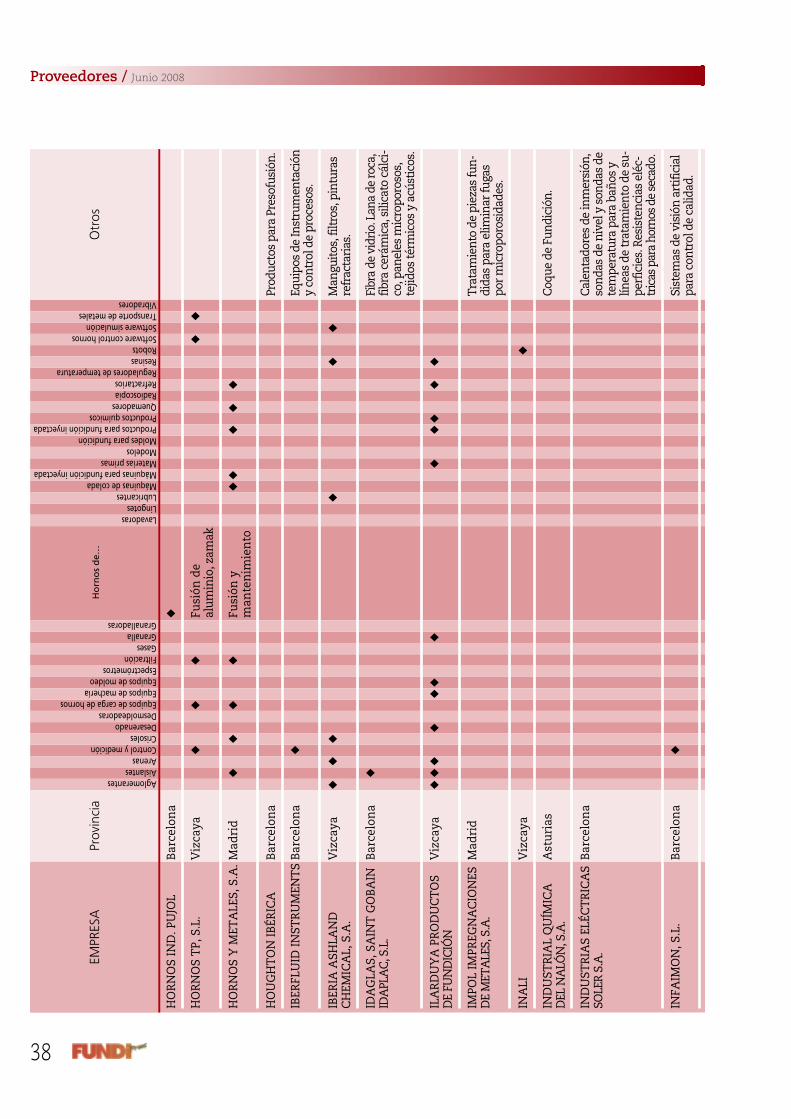
Proveedores / Junio 2008
38
EMPR
ESA
Prov
inci
aO
tros
AglomerantesAislantes
Control y medición
Desarenado
Equipos de carga de hornos
Equipos de moldeo
Filtración
Granalla
Ho
rno
s d
e…
Arenas
Crisoles
Desmoldeadoras
Equipos de machería
Espectrómetros
Gases
Granalladoras
Lavadoras
Lubricantes
Máquinas para fundición inyectada
Modelos
Productos para fundición inyectada
Quemadores
Refractarios
Resinas
Software control hornos
Transporte de metales
Lingotes
Máquinas de colada
Materias primas
Moldes para fundición
Productos químicos
Radioscopia
Reguladores de temperatura
Robots
Software simulación
Vibradores
HO
RN
OS
IND
. PU
JOL
Bar
celo
na
◆
HO
RN
OS
TP,
S.L
.V
izca
ya◆
◆◆
Fusi
ón d
e◆
◆al
umin
io, z
amak
HO
RN
OS
Y M
ETA
LES,
S.A
.M
adri
d◆
◆◆
◆Fu
sión
y◆
◆◆
◆◆
man
ten
imie
nto
HO
UG
HT
ON
IBÉR
ICA
Bar
celo
na
Prod
ucto
s pa
ra P
reso
fusi
ón.
IBER
FLU
ID IN
STR
UM
ENT
SB
arce
lon
a◆
Equi
pos
de In
stru
men
taci
óny
cont
rol d
e pr
oces
os.
IBER
IA A
SHLA
ND
Viz
caya
◆◆
◆◆
◆◆
Man
guito
s, fi
ltros
, pin
tura
sC
HEM
ICA
L, S
.A.
refr
acta
rias
.
IDA
GLA
S, S
AIN
T G
OB
AIN
Bar
celo
na
◆Fi
bra
de v
idrio
. Lan
a de
roca
,ID
APL
AC
, S.L
.fib
ra c
erám
ica,
sili
cato
cál
ci-
co, p
anel
es m
icro
poro
sos,
tejid
os té
rmic
os y
acú
stic
os.
ILA
RD
UY
A P
RO
DU
CT
OS
Viz
caya
◆◆
◆◆
◆◆
◆◆
◆◆
◆◆
DE
FUN
DIC
IÓN
IMPO
L IM
PREG
NA
CIO
NES
Mad
rid
Trat
amie
nto
de p
ieza
s fu
n-D
E M
ETA
LES,
S.A
.di
das
para
elim
inar
fuga
spo
r mic
ropo
rosi
dade
s.
INA
LI
Viz
caya
◆
IND
UST
RIA
L Q
UÍM
ICA
A
stu
rias
Coq
ue d
e Fu
ndic
ión.
DEL
NA
LÓN
, S.A
.
IND
UST
RIA
S EL
ÉCT
RIC
AS
Bar
celo
na
Cal
enta
dore
s de
inm
ersi
ón,
SOLE
R S.
A.
sond
as d
e ni
vel y
son
das
dete
mpe
ratu
ra p
ara
baño
s y
línea
s de
trat
amie
nto
de s
u-pe
rfic
ies.
Res
iste
ncia
s el
éc-
tric
as p
ara
horn
os d
e se
cado
.
INFA
IMO
N, S
.L.
Bar
celo
na
◆Si
stem
as d
e vi
sión
art
ifici
alpa
ra c
ontr
ol d
e ca
lidad
.
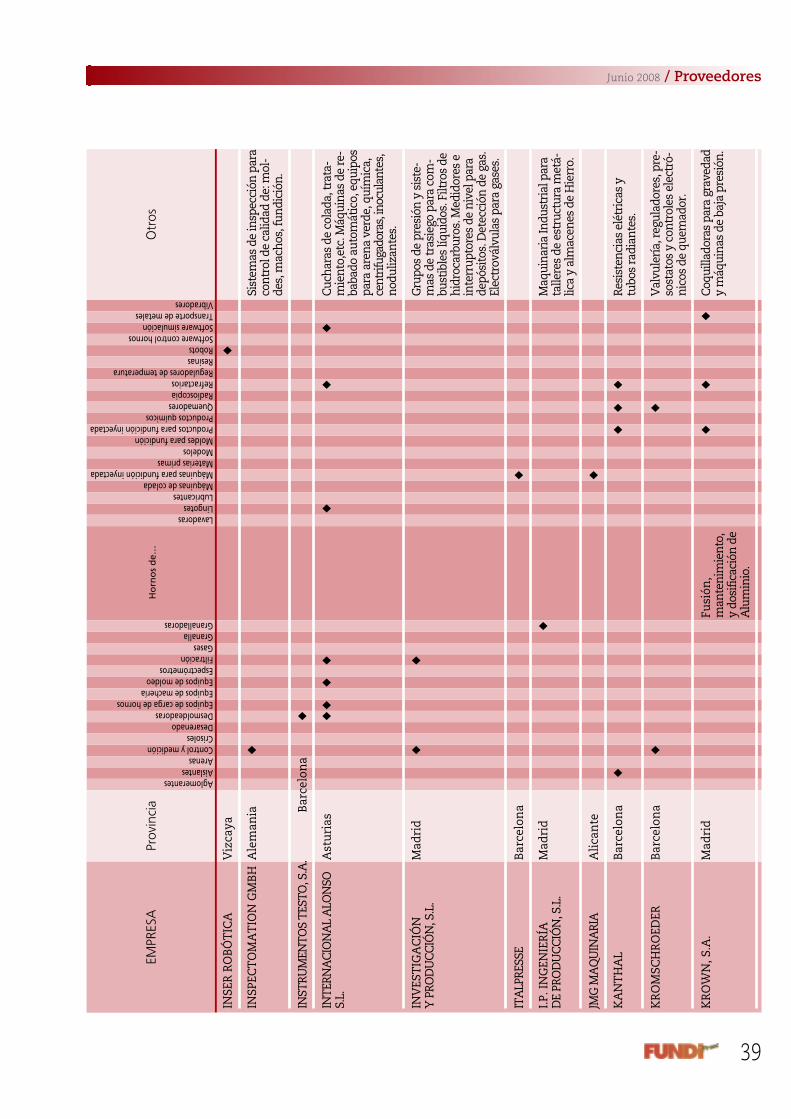
Junio 2008 / Proveedores
39
EMPR
ESA
Prov
inci
aO
tros
AglomerantesAislantes
Control y medición
Desarenado
Equipos de carga de hornos
Equipos de moldeo
Filtración
Granalla
Ho
rno
s d
e…
Arenas
Crisoles
Desmoldeadoras
Equipos de machería
Espectrómetros
Gases
Granalladoras
Lavadoras
Lubricantes
Máquinas para fundición inyectada
Modelos
Productos para fundición inyectada
Quemadores
Refractarios
Resinas
Software control hornos
Transporte de metales
Lingotes
Máquinas de colada
Materias primas
Moldes para fundición
Productos químicos
Radioscopia
Reguladores de temperatura
Robots
Software simulación
Vibradores
INSE
R R
OB
ÓT
ICA
Viz
caya
◆
INSP
ECT
OM
AT
ION
GM
BH
Ale
man
ia◆
Sist
emas
de
insp
ecci
ón p
ara
cont
rol d
e ca
lidad
de:
mol
-de
s, m
acho
s, fu
ndic
ión.
INST
RUM
ENTO
S TE
STO
, S.A
.B
arce
lon
a◆
INTE
RNA
CIO
NA
L A
LON
SOA
stu
rias
◆◆
◆◆
◆◆
◆C
ucha
ras
de c
olad
a, tr
ata-
S.L.
mie
nto,
etc.
Máq
uina
s de
re-
baba
do a
utom
átic
o, e
quip
ospa
ra a
rena
ver
de, q
uím
ica,
cent
rifug
ador
as, i
nocu
lant
es,
nodu
lizan
tes.
INV
EST
IGA
CIÓ
NM
adri
d◆
◆G
rupo
s de
pre
sión
y s
iste
-Y
PRO
DU
CC
IÓN
, S.L
.m
as d
e tr
asie
go p
ara
com
-bu
stib
les
líqui
dos.
Filt
ros
dehi
droc
arbu
ros.
Med
idor
es e
in
terr
upto
res
de n
ivel
par
ade
pósi
tos.
Det
ecci
ón d
e ga
s.El
ectr
ovál
vula
s pa
ra g
ases
.
ITA
LPRE
SSE
Bar
celo
na
◆
I.P. I
NG
ENIE
RÍA
Mad
rid
◆M
aqui
nari
a In
dust
rial
par
aD
EPR
OD
UC
CIÓ
N, S
.L.
talle
res
de e
stru
ctur
a m
etá-
lica
y al
mac
enes
de
Hie
rro.
JMG
MA
QU
INA
RIA
Alic
ante
◆
KA
NT
HA
L B
arce
lon
a◆
◆◆
◆Re
sist
enci
as e
létr
icas
y
tubo
s ra
dian
tes.
KR
OM
SCH
RO
EDER
B
arce
lon
a◆
◆V
alvu
lerí
a, re
gula
dore
s, p
re-
sost
atos
y c
ontr
oles
ele
ctró
-ni
cos
de q
uem
ador
.
KR
OW
N, S
.A.
Mad
rid
Fusi
ón,
◆◆
◆C
oqui
llado
ras
para
gra
veda
dm
ante
nim
ient
o,y
máq
uina
s de
baj
a pr
esió
n.y
dosi
ficac
ión
de
Alu
min
io.

Proveedores / Junio 2008
40
EMPR
ESA
Prov
inci
aO
tros
AglomerantesAislantes
Control y medición
Desarenado
Equipos de carga de hornos
Equipos de moldeo
Filtración
Granalla
Ho
rno
s d
e…
Arenas
Crisoles
Desmoldeadoras
Equipos de machería
Espectrómetros
Gases
Granalladoras
Lavadoras
Lubricantes
Máquinas para fundición inyectada
Modelos
Productos para fundición inyectada
Quemadores
Refractarios
Resinas
Software control hornos
Transporte de metales
Lingotes
Máquinas de colada
Materias primas
Moldes para fundición
Productos químicos
Radioscopia
Reguladores de temperatura
Robots
Software simulación
Vibradores
LAN
D IN
STR
UM
ENT
S IN
T.M
adri
d◆
LAR
AU
DO
GO
ITIA
Viz
caya
◆◆
Aut
omat
izac
ión
de p
roce
sos
MA
QU
INA
RIA
IND
UST
RIA
Lde
reba
bado
, per
fora
do d
e S.
L.m
olde
s, m
anip
ulac
ión
e in
serc
ión
de m
acho
s, a
sis-
tenc
ia c
on ro
bot d
e co
lada
agr
aved
ad, s
oftw
are
de s
imu-
laci
ón B
D O
ff-L
ine.
LAV
IOSA
PR
OM
ASA
Á
lava
Bent
onita
s, h
ulla
s y
dese
s-co
rian
tes.
LEC
O IN
STRU
MEN
TOS
Mad
rid
◆
LOR
AM
END
IÁ
lava
MA
CH
ERÍA
TA
LLER
ESC
anta
bria
Mac
herí
a.LA
ND
ERA
S, S
.L.
MA
INFU
SA, S
.L.U
.V
izca
ya◆
◆◆
◆◆
◆◆
◆
MA
NG
UIT
OS
AR
RO
SI, S
.L.
Gu
ipú
zcoa
◆M
angu
itos
exot
érm
icos
yai
slan
tes,
alim
enta
cion
esre
frac
tari
as, f
iltro
s ce
rám
i-co
s de
esp
uma.
MA
NU
EL IG
LESI
AS
San
Seba
stiá
n◆
◆◆
◆◆
◆A
bsor
ción
de
amin
as (B
GT)
. Re
cupe
raci
ón d
e ar
enas
quí
-m
icas
(Nor
amte
k). F
ragm
en-
tado
ras
de c
olad
as y
maz
a-ro
tas
SFT.
MA
RIN
A T
EXT
IL, S
.L.
Bar
celo
na
Tejid
os té
cnic
os -
Igní
fugo
s pe
rman
ente
s - a
ntie
stát
icos
- Ant
iáci
dos.
MES
UR
EXM
álag
a◆
◆Se
nsor
es p
ara
aplic
acio
nes
espe
cial
es, m
edic
ión
de h
u-m
edad
y c
onst
ituye
ntes
. Eq
uipo
s pa
ra la
med
ició
n de
la te
mpe
ratu
ra s
in c
onta
cto,
sens
ores
de
fibra
ópt
ica
y si
stem
as d
e m
edic
ión.

Junio 2008 / Proveedores
41
EMPR
ESA
Prov
inci
aO
tros
AglomerantesAislantes
Control y medición
Desarenado
Equipos de carga de hornos
Equipos de moldeo
Filtración
Granalla
Ho
rno
s d
e…
Arenas
Crisoles
Desmoldeadoras
Equipos de machería
Espectrómetros
Gases
Granalladoras
Lavadoras
Lubricantes
Máquinas para fundición inyectada
Modelos
Productos para fundición inyectada
Quemadores
Refractarios
Resinas
Software control hornos
Transporte de metales
Lingotes
Máquinas de colada
Materias primas
Moldes para fundición
Productos químicos
Radioscopia
Reguladores de temperatura
Robots
Software simulación
Vibradores
MET
ALF
LOW
Bar
celo
na
◆◆
MET
RO
LOG
ÍA S
AR
IKI,
S.A
.Gu
ipú
zcoa
◆
MIC
RO
SOLD
AD
UR
A S
STB
arce
lon
aM
áqui
na d
e so
ldad
ura
para
fu
ndic
ión,
zam
ak, a
lum
inio
.
MO
DEL
OS
DE
FUN
DIC
IÓN
Gu
ipú
zcoa
◆◆
ZES
TO
A
MO
DEL
OS
LOM
U, S
.L.
Vit
oria
◆Pr
otot
ipos
.
MO
DEL
OS
PRIN
CIP
AD
O, S
.A.
Ast
uri
as◆
MO
DEL
OS
VIA
L, S
.A.
Vit
oria
◆◆
MO
YV
ENG
uip
úzc
oa◆
Asp
irac
ión.
MPA
, S.L
.B
arce
lon
a◆
◆Eq
uipo
s de
cho
rrea
do. E
qui-
pos
de a
spir
ació
n y
reco
gida
de
gra
nalla
, are
na. S
ervi
cio
de a
lqui
ler d
e m
aqui
nari
a.
MPE
- M
AQ
. PRO
DU
CC
IÓN
Bar
celo
na
Cen
tros
de
mec
aniz
ado
y EU
ROPE
Afr
esad
o.
NA
BERT
HER
M IB
ÉRIC
A, S
.L.B
arce
lon
aFu
ndi
ción
, vac
ío,
◆H
orno
s de
bañ
o sa
lino,
hor
-es
tufa
sno
s de
cub
a, e
stuf
as d
e se
cado
.
ON
DA
RLA
N, S
.L.
Gu
ipú
zcoa
◆◆
◆◆
Indu
cció
n◆
◆◆
◆◆
◆◆
OT
TO
JUN
KER
Gro
up
Ale
man
ia◆
◆In
ducc
ión
y d
e◆
◆ga
s pa
ra fu
sión
y tr
atam
ien
to
PAU
LIN
O S
OR
AR
RA
IN, S
.A.G
uip
úzc
oa◆
Emba
laje
s.
PFER
D-R
ugg
eber
g, S
.A.
Vit
oria
Todo
tipo
de
abra
sivo
s pa
ra
el c
orte
y tr
atam
ient
o de
su
perf
icie
s de
fund
ició
n.
PIR
OV
AT
SIS
TEM
AS,
S.L
.B
arce
lon
a◆
◆◆

Proveedores / Junio 2008
42
EMPR
ESA
Prov
inci
aO
tros
AglomerantesAislantes
Control y medición
Desarenado
Equipos de carga de hornos
Equipos de moldeo
Filtración
Granalla
Ho
rno
s d
e…
Arenas
Crisoles
Desmoldeadoras
Equipos de machería
Espectrómetros
Gases
Granalladoras
Lavadoras
Lubricantes
Máquinas para fundición inyectada
Modelos
Productos para fundición inyectada
Quemadores
Refractarios
Resinas
Software control hornos
Transporte de metales
Lingotes
Máquinas de colada
Materias primas
Moldes para fundición
Productos químicos
Radioscopia
Reguladores de temperatura
Robots
Software simulación
Vibradores
PLA
STO
QU
ÍMIC
A, S
.L.
Bar
celo
na
Asp
irac
ione
s va
rias
en
dife
-re
ntes
pun
tos
de u
na fu
ndi-
ción
, tal
es c
omo
mes
as d
e re
barb
ado
de p
ieza
s, m
áqui
-na
s gr
anal
lado
ras.
Lava
do
de g
ases
en
disp
arad
oras
de
mac
ho, e
tc.
POM
ETO
N E
SPA
ÑA
Bar
celo
na
◆A
bras
ivos
.
PRA
XA
IR E
SPA
ÑA
, S.L
.M
adri
d◆
◆Eq
uipo
s de
con
trol
de
gase
s.In
stal
acio
nes
de g
ases
.
PREN
SAS
Y
Bar
celo
na
◆T
RAN
SFO
RMA
CIO
NES
, S.A
.
PRO
FUSA
Viz
caya
Coq
ue.
PRO
TEC
K -
Com
bust
ión
B
arce
lon
a◆
Aju
stes
y a
nális
is d
e co
m-
bust
ión.
Man
teni
mie
nto
de
equi
pos
de c
ombu
stió
n.In
stal
acio
nes
de g
as.
PRO
YEC
TO
S Á
lava
◆D
E M
AC
HER
ÍA, S
.L.
QU
AN
TEC
H A
.T.Z
., S.
A.
Bar
celo
na
◆C
onsu
ltorí
a - A
seso
ría
de
sim
ulac
ión.
REC
OPR
ESB
arce
lon
a◆
◆
REF
RA
CT
AR
IOS
Bar
celo
na
◆◆
◆◆
◆◆
◆G
as, g
asoi
l, a
cri-
◆◆
◆◆
◆◆
ESPE
CIA
LES
CA
STEL
, S.A
.so
l
REM
ÓN
MO
DEL
IST
AS,
S.L
.B
arce
lon
a◆
◆
REP
RES
ENT
AC
ION
ESÁ
lava
◆G
as e
indu
cció
n◆
◆◆
EUR
OM
AH
ER, S
.L,
RIB
INER
F, S
.L.
Gir
ona
◆

Junio 2008 / Proveedores
43
EMPR
ESA
Prov
inci
aO
tros
AglomerantesAislantes
Control y medición
Desarenado
Equipos de carga de hornos
Equipos de moldeo
Filtración
Granalla
Ho
rno
s d
e…
Arenas
Crisoles
Desmoldeadoras
Equipos de machería
Espectrómetros
Gases
Granalladoras
Lavadoras
Lubricantes
Máquinas para fundición inyectada
Modelos
Productos para fundición inyectada
Quemadores
Refractarios
Resinas
Software control hornos
Transporte de metales
Lingotes
Máquinas de colada
Materias primas
Moldes para fundición
Productos químicos
Radioscopia
Reguladores de temperatura
Robots
Software simulación
Vibradores
RO
LLED
ALL
OY
SV
izca
yaSu
min
istr
o de
ace
ros
alea
-do
s te
rmo
resi
sten
tes
dest
i-na
dos
a in
dust
ria
de tr
ata-
mie
ntos
térm
icos
. Fab
rica
n-te
s de
hor
nos
indu
stri
ales
y
empr
esas
con
pro
ceso
s té
r-m
icos
. Cha
pas,
form
atos
, ba
rras
, tub
os. C
alid
ades
RA
33
0, R
A 3
33, 3
10 S
, 253
MA
, 80
0 H
/HT
446,
321
, 601
, 600
, 60
2 C
A.
RÖ
SLER
INT
ERN
AT
ION
AL
Bar
celo
na
◆◆
◆◆
◆
SAIN
T G
OBA
IN C
ERÁ
MIC
AS
Viz
caya
◆
SAG
A A
CER
OS
ESPE
CIA
LES
Val
enci
a◆
◆A
cero
s p
ara
fun
dic
ión
in-
yect
ada.
Est
ampa
ción
en
calie
nte.
Ace
ros
para
mol
-de
s de
fund
ició
n, e
tc.
SEFA
TEC
EN
GIN
EERI
NG
, S.L
.Gu
ipú
zcoa
Solu
cion
es d
e in
gen
ierí
apa
ra e
l sec
tor
de fu
ndi
ción
.
SERE
ETRO
N IN
FRA
RED
, S.L
.M
adri
dM
edid
a d
e te
mp
erat
ura
si
n c
onta
cto.
Pir
ómet
ros
ópti
cos.
SID
ER P
RO
GET
TI,
S.L.
Ir
ún
◆◆
◆◆
Gas
. Rot
ativ
osT
ran
spor
tes,
Neu
mát
icos
.R
ecu
per
ació
n d
e ar
ena.
SIST
EMA
S D
E RE
GU
LAC
IÓN
Ála
va◆
◆◆
Sen
sore
s d
e te
mp
erat
ura
Y C
ON
TRO
L, S
.L.
(cañ
as p
irom
étri
cas)
. Sis
-te
mas
de
Con
trol
de
po-
ten
cia
y cá
mar
as t
erm
o-gr
áfic
as.
SOLD
AM
OL
Bar
celo
na
Serv
icio
de
sold
adu
ra p
a-ra
mol
des
, mat
rice
s y
pie
-za
s m
ecán
icas
esp
ecia
les.
SOLU
CIO
NES
Z
arag
oza
Acc
eso
rem
oto
vía
IP,
TEC
NO
LÓG
ICA
SEx
ten
sore
s, G
esti
ón d
e al
i-

Proveedores / Junio 2008
44
EMPR
ESA
Prov
inci
aO
tros
AglomerantesAislantes
Control y medición
Desarenado
Equipos de carga de hornos
Equipos de moldeo
Filtración
Granalla
Ho
rno
s d
e…
Arenas
Crisoles
Desmoldeadoras
Equipos de machería
Espectrómetros
Gases
Granalladoras
Lavadoras
Lubricantes
Máquinas para fundición inyectada
Modelos
Productos para fundición inyectada
Quemadores
Refractarios
Resinas
Software control hornos
Transporte de metales
Lingotes
Máquinas de colada
Materias primas
Moldes para fundición
Productos químicos
Radioscopia
Reguladores de temperatura
Robots
Software simulación
Vibradores
INT
EGR
AD
AS,
S.L
.m
enta
ción
y c
onso
las
de
con
trol
.
SPEC
TR
O H
ISPA
NIA
, S.L
.V
izca
ya◆
SPL,
S.L
.V
itor
ia◆
◆T
rata
mie
nto
agu
as. E
qu
i-p
os d
e lim
pie
za d
e ca
jas
de
mac
hos
. Eq
uip
os.
STA
UBL
I, S.
A.
Bar
celo
na
◆
SUM
ELC
O
San
Seba
stiá
n◆
◆M
ódu
los
de
com
un
icac
ión
de
dat
os y
ala
rmas
vía
et
her
net
GPR
S, m
ódem
. Pi
róm
etro
s óp
tico
s p
ara
med
ició
n d
e p
ieza
s, p
ro-
ceso
s d
e te
mp
erat
ura
de
acer
o, f
orja
, fu
nd
ició
n.
Equ
ipos
dat
alog
ger
par
a ca
ptu
ra d
e d
atos
en
tie
m-
po
real
con
alt
a ca
pac
idad
de
mu
estr
eo y
mem
oriz
a-ci
ón d
e te
mp
erat
ura
, se-
ñal
es a
nal
ógic
as-d
igit
ales
.C
omu
nic
acio
nes
Pro
fibu
s.
SUM
ITO
MO
BA
KEL
ITE
Bar
celo
na
◆EU
RO
PE
TA
LLER
DE
MO
DEL
OS
Can
tabr
iaY
TR
OQ
UEL
ES◆
◆
TA
LLER
ES A
LJU
Viz
caya
◆◆
◆Es
mer
ilado
ras
pen
dula
res.
TA
LLER
ES M
EBU
SA, S
.A.L
.V
izca
ya◆
TA
LLER
ES N
OC
UC
anta
bria
◆
TEC
NIS
ERT
arra
gon
aM
ante
nim
ien
to◆
◆◆
TH
ERM
O F
ISC
HER
Bar
celo
na
◆SC
IEN
TIF
IC

Junio 2008 / Proveedores
45
EMPR
ESA
Prov
inci
aO
tros
AglomerantesAislantes
Control y medición
Desarenado
Equipos de carga de hornos
Equipos de moldeo
Filtración
Granalla
Ho
rno
s d
e…
Arenas
Crisoles
Desmoldeadoras
Equipos de machería
Espectrómetros
Gases
Granalladoras
Lavadoras
Lubricantes
Máquinas para fundición inyectada
Modelos
Productos para fundición inyectada
Quemadores
Refractarios
Resinas
Software control hornos
Transporte de metales
Lingotes
Máquinas de colada
Materias primas
Moldes para fundición
Productos químicos
Radioscopia
Reguladores de temperatura
Robots
Software simulación
Vibradores
TO
TA
L ES
PAÑ
A, S
.A.U
.M
adri
d◆
◆
TR
OO
STW
IJK, S
.L.
Bar
celo
na
◆T
exti
l, p
lást
ico,
pap
el-c
ar-
tón
, met
al.
UR
BAR
ING
ENIE
RO
SG
uip
úzc
oa◆
◆◆
◆◆
UR
PEM
AK
Gu
ipú
zcoa
◆◆
VA
LAG
Bar
celo
na
◆Es
pec
ializ
ada
en f
abri
car
pro
du
ctos
a m
edid
a en
C
hin
a. C
ual
qu
ier
pie
za d
efu
nd
ició
n y
mol
des
a m
e-d
ida.
VA
LLS-
CA
RR
ÁS,
S.L
.B
arce
lon
a◆
◆◆
Tod
o ti
po
◆In
stal
acio
nes
llav
e en
m
ano.
VER
KO
L, S
.A.
Nav
arra
◆
VU
LKA
N W
OX
Gm
bHA
lem
ania
◆
WH
EELA
BRA
TO
RB
arce
lon
a◆
◆C
hor
read
ores
, sh
ot p
ee-
Gro
up,
S.L
.U.
nin
g.
WH
EELA
BRA
TO
R
Bar
celo
na
◆
ALL
EVA
RD
ESP
AÑ
OLA
, S.A
.
Aq
uí s
e en
cuen
tran
las
com
pañ
ías
qu
e n
os h
an c
onte
stad
o en
fec
ha,
mar
can
do
qu
é p
rod
uct
os o
maq
uin
aria
tie
nen
par
a el
sect
or.N
o es
tán
tod
os,e
s p
osib
le q
ue
algu
no
falt
e,al
gún
mot
ivo
en l
a re
cep
ción
de
sus
dat
os h
a h
ech
o q
ue
no
entr
ara
ati
emp
o.

46
OJOCOLOR

47

Información / Mayo 2008
48
SEPTIEMBRE
Nº Especial IBEROAMÉRICA. Hornos y elementos para fundición de metales férreos y no férreos.Robots. Simulación.
Próximo número
ABRASIVOS Y MAQUINARIA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . PORTADA
BAUTERMIC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
EURO-EQUIP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
EUROSURFAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
IBERIA ASHLAND CHEMICAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Contraportada 2
LIBRO DE TRATAMIENTOS TÉRMICOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
REVISTAS TÉCNICAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
SUSCRIPCIÓN FUNDI PRESS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Contraportada 3
TALLERES ALJU . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Contraportada 4
XIII ENCUENTRO CUBILOTE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
INDICE de ANUNCIANTES