Especificaciones Cespt%2c Agua Potable%2c Alcantarillado Sanitarios
Upload
pablo-alejandro-zegarraCategory
view
213download
0description
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
disco
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
disco
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Modulo 3
PROCESOS DE UNIÓN Y PROCESOS DE CORTE - 0
PROCESOS DE UNIÓN Y PROCESOS DE PROCESOS DE UNIÓN Y PROCESOS DE CORTE CORTE -- 00

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Conocimiento de los procesos de soldadura
Gana respeto de parte los soldadoresGana cooperaciónEnfrenta mejor la inspecciónAyuda a resolver problemas
Beneficio para Beneficio para los los
inspectoresinspectores

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Procesos de Soldadura – welding processes
VentajasLimitacionesEquipamientosMetales de aporteTécnicasProblemas
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
3 Grupos Básicos
Soldadura – weldingSoldadura fuerte o brazeado – brazingCorte - cutting

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Carta Master
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
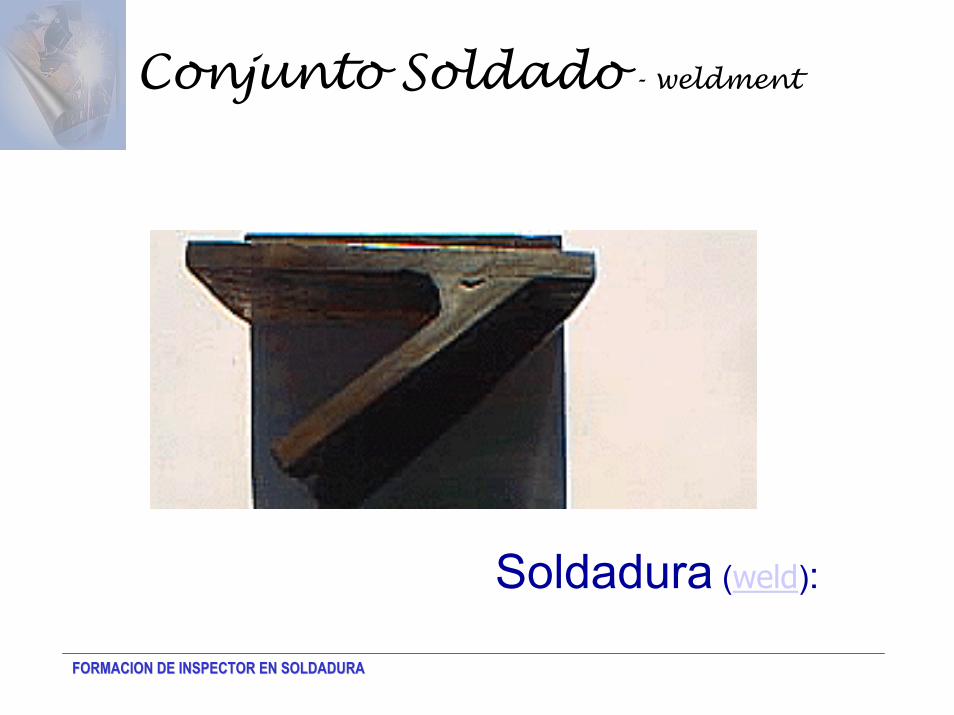
Conjunto Soldado - weldment
Soldadura (weld):

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Características comunes entre procesos
Fuente de energíaFuente de protecciónMetal de aporte (opcional)
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Proceso de Soldadura al Arco
Manual Con Electrodo Revestido
— smaw -

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Funciones del Núcleo
Conduce la electricidadAporta material

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Funciones del Revestimiento
AislanteAporta elementos aleantesProtege el baño de soldadura contra los gases del aireFormador de escoriaDisminuye la velocidad de enfriamientootros

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Especificación de electrodos según AWS
1.-Especificación para electrodos revestidos de acero al carbono AWS A5.1AWS A5.1--XXXX2.-Especificación para electrodos revestidos de aceros de baja aleación AWS A5.5AWS A5.5--XXXX3.-Especificación para electrodos revestidos de aceros al cromo, y Cromo-Níquel resistentes a la corrosión AWS A5.4A5.4--XXXX4.-Especificación para electrodos revestidos para soldaduras de Fe fundido AWS A5.15A5.15--XXXX
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
E X X X X
ELECTRODE

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
E X X X X
RESISTENCIA

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
DESCRIPCION RESISTENCIA
60 : 60000 psi70 : 70000 psi80 : 80000 psi90 : 90000 psi100 : 100000 psi110 : 110000 psi120 : 120000 psi
1 ksi = 6.89 MPa1 Kg/mm2 = 9.81 MPa

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
E X X X X
POSICION
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
DESCRIPCION POSICION
1- usado en toda posicón
2- usado en plano u horizontal
3- no usado actualmente
4- usado para progresión “descendente”
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
E X X X X
CARACTERISTICASOPERATIVAS - REVESTIMIENTO

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Clasificación electrodos
CA, CCEP o CCEN
P, filete-HOxido FeE6020
CCEN o CAP, V, SC, HRutílico KE6013
CA, CCEP o CCEN
P, filete-HOxido Fe, HPE6027
CA, CCEP o CCEN
P, V, SC, HRutílico K, HPE6019
CCEP o CAP, V, SC, HRutílico NaE6012
CCEP o CAP, V, SC, HCelulósico KE6011
CCEPP, V, SC, HCelulósico NaE6010
Tp. CorrienteTp. CorrientePosiciónPosiciónRevestim.Revestim.AWSAWS
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
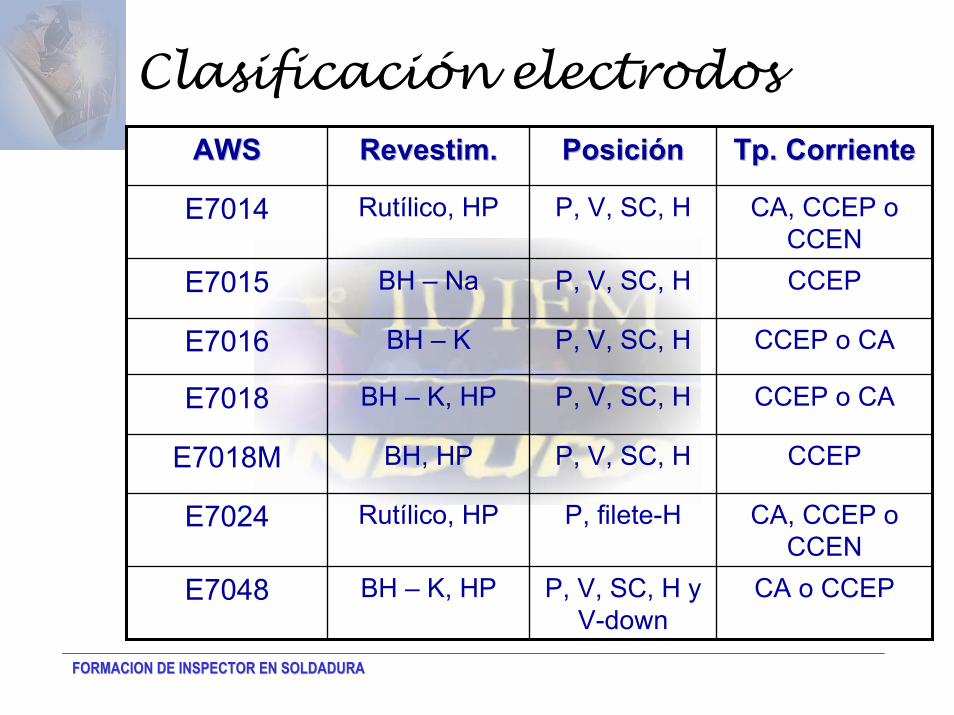
Clasificación electrodos
CA, CCEP o CCEN
P, filete-HRutílico, HPE7024
CCEP o CAP, V, SC, HBH – K, HPE7018
CA o CCEPP, V, SC, H y V-down
BH – K, HPE7048
CCEPP, V, SC, HBH, HPE7018M
CCEP o CAP, V, SC, HBH – KE7016
CCEPP, V, SC, HBH – NaE7015
CA, CCEP o CCEN
P, V, SC, HRutílico, HPE7014
Tp. CorrienteTp. CorrientePosiciónPosiciónRevestim.Revestim.AWSAWS

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
EJEMPLOS TIPICOS
Celulósicos : E6010, E6011, E7010-A1
Rutílicos : E6013, E6012
Minerales : E6027, E7024

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
CLASIFICACION REVESTIMIENTO ELECTRODO (AWS D1.1)
F1; EXX20, EXX24, EXX27
F2; EXXX2, EXXX3, EXXX4
F3; EXX10, EXXX1
F4; EXXX5, EXXX6, EXXX8

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
E X X X X M
CUMPLE REQUERIMIENTOSMILITARES – ej: E7018M (67J a -29°C)

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
E X X X X - 1
ELECTRODOS 7016, 18 Y 24 CUMPLENREQUERIMIENTOS ADICIONALESDE TENACIDAD, 27J a -46°C (-18 °C)

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
E X X X X HZ R
HZ: ELECTRODO CUMPLE REQUERIMIENTOSEN EL ENSAYO DE HIDROGENO (4, 8 y 16)
R: ELECTRODO CUMPLE REQUERIMIENTOS DELENSAYO DE ABSORCION DE HUMEDAD

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
ELECTRODOS BAJOS HIDROGENOS
Tipos “5”, “6” y “8”
Adquiridos en cajas selladas
Almacenar en horno una vez abierto el envase
Límites de exposición atmosférica

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Condición de Almacenamiento y secado de electrodos SMAW
Condición de Almacenamiento según A5.1Condición de Almacenamiento según A5.1--XXXX
1 a 2 horas a 260°C a 427°C
30°C a 140°C sobre la
temperatura ambiente
No recomendado
E7015, E7016, E7018, E7028,
E7018M, E7048
1 hora a 135°C ± 15 °C
12°C a 24°C Sobre la
temperatura ambiente
30°C ± 10 °CHumedad
relativa 50% máx.
E6012, E6013, E6019, E6020, E6022, E6027, E7014, E7024,
E7027
No recomendado
No recomendadoTemp. ambiente
E6010, E6011SecadoSecadoMant. HornoMant. HornoAmb. AireAmb. AireAWSAWS
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Almacenamiento de Electrodos
Todos los revestimientos de electrodos contienen H2O. La humedad del revestimiento aumenta el contenido de hidrógeno en la soldadura y la ZAT. De lo anterior se puede deducir la importancia que tiene el buen almacenamiento de los electrodos. De ello depende que los porcentajes de humedad se mantengan dentro de los límites requeridos para producir soldaduras sanas y libres de defectos.

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Electrodos Bajo Hidrógeno
INDURA 7018-RHINDURA 8016-C1INDURA 8018-GINDURA 11018

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
SUFIJOS EN ELECTRODOS – 1 de 3
A1: 0.5% MoA1: 0.5% Mo
B1: 0.5%Mo; 0.5%CrB1: 0.5%Mo; 0.5%Cr
B2:0.5%Mo; 1.25%CrB2:0.5%Mo; 1.25%Cr
B2L:0.05%C,0.5%Mo; B2L:0.05%C,0.5%Mo; 1.25%Cr
B3: 1.0%Mo; 2.25%CrB3: 1.0%Mo; 2.25%Cr
B4: 0.5%Mo; 2.0%CrB4: 0.5%Mo; 2.0%Cr
B5, B6, B7, B8, B9B5, B6, B7, B8, B9
W: Weathering W: Weathering –– 70187018--W1, 8018W21.25%Cr W1, 8018W2
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
SUFIJOS EN ELECTRODOS – 2 de 3
C1: 2.5% Ni
C2: 3.5% Ni
C3: 1.0% Ni
C4: 1.5% Ni
D1: 0.3% Mo; 1.5% Mn
D2: 0.3% Mo; 1.75% Mn

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
SUFIJOS EN ELECTRODOS – 3 de 3
8018-NM1: 1.% Ni – 0.5%Mo
G: 1%Mn – 0.8%Si – 0.5% Ni – 0.3%Cr – 0.2% Mo –0.1%V – 0.2% Cu
E7010-P1, E8010-P1

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
ELECTRODOS ACEROS INOXIDABLES
E308, E308L; usado en 304 y 304L
E316, E316L; usado en 316 y 316L
E309; usado para soldar acero Inoxidable con aceros al carbono

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
ELECTRODOS ACEROS INOXIDABLES
CCEP todaCCEP o CA todaCCEP o CA todaCCEP H, FCCEP o CA H, F
EXXX(L)-15EXXX(L)-16 EXXX(L)-17 EXXX(L)-25EXXX(L)-26

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Equipo SMAW

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
FuentePoder
CorrienteConstante
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Corriente Constante
Cuando el voltaje de arco,V, cae, la corriente de soldadura,A, aumentaVoltaje de arco se encuentra relacionado con la longitud de arcoSi el electrodo se acerca, el V arco disminuye y el A aumentaSi el electrodo se aleja, el V arco aumenta y el A disminuyeSoldador controla el aporte térmico (KJ/mm)
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Ventajas SMAW
Equipamiento simpleBajo costoMuy portableSuelda la mayoría de las aleaciones

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Limitaciones SMAW
Relativamente lentoRemoción de escoriaConsideraciones de almacenajeSoplo de arco

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Aspectos magnéticosdel flujo
de corriente
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Discontinuidades SMAW
PorosidadesInclusiones de escoriaSalpicadurasPenetración incompletaFalta fusión

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Proceso de Soldadura al Arco Metálico con Gas
de Protección— gmaw -
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
GMAWGMAW
Gas Metal Arc Welding.Proceso de soldadura al arco con alambre continuo y protección gaseosa. En esta categoría se conocen dos procesos muy similares: MIG y MAG.MIG: Metal Inert Gas.MAG: Metal Active Gas.

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Esquema del proceso

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
ER XXS – XN HZ
ELECTRODEROD (varilla)

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
ER XX S-XN HZ
RESISTENCIA

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
ER XX S -XN HZ
SOLID WIRE(Alambre sólido)

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
ER XXS - X NHZ
COMPOSICIÓN QUÍMICA

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Comp. Química
E XXSE XXS--22: 0.07 C, 0.90-1.40 Mn, 0.40-0.70 Si
E XXSE XXS--33:0.06-0.15 C, 0.90-1.40 Mn, 0.45-0.75 Si
E XXSE XXS--66:0.06-0.15 C, 1.40-1.85 Mn, 0.80-1.15 Si

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
ER XXS - X NHZ
APLICACIÓN NUCLEAR

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
ER XXS - X NHZ
HIDROGENO DIFUSIBLE4, 8 y 16

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
EJEMPLOS
ER 70S-6ER 70S-3ER 70S-G
ER 70S-6 H4

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
EQUIPOS
Para el proceso MIG/MAG, se requieren máquinas, equipos automáticos y semiautomáticos, los que requieren de un conocimiento especializado para su correcta aplicación.

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Nomenclatura GMAW

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
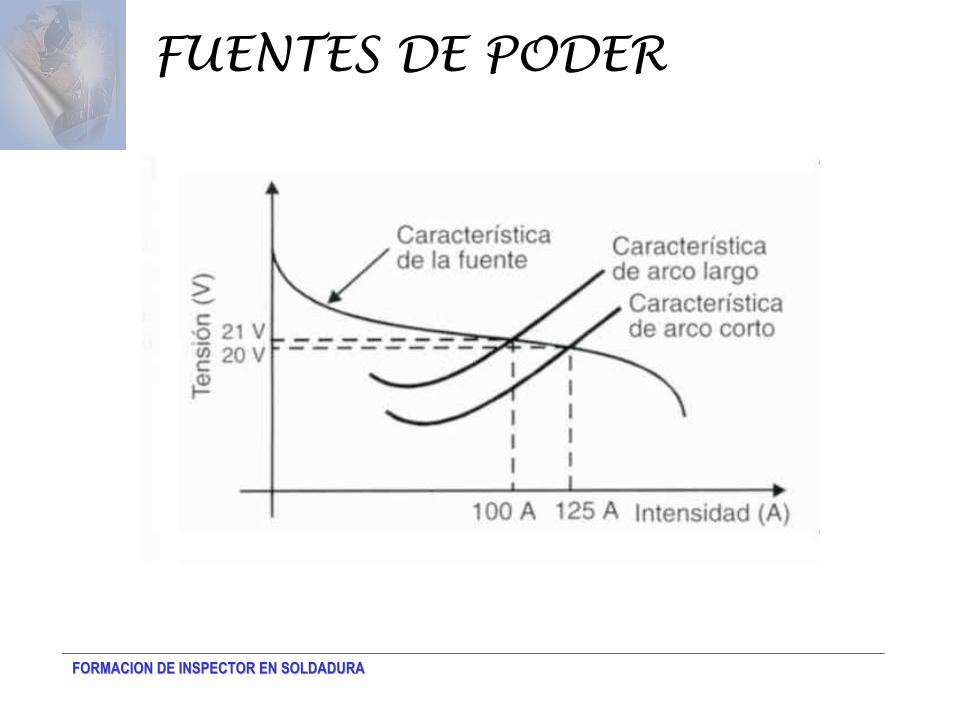
FUENTES DE PODER
En la mayoría de las aplicaciones MIG/MAG, se utiliza CCEP.
Los tipos de máquinas son las tipo transformador-rectificador utilizadas comúnmente hoy en día.
Las máquinas transformador-rectificador se conectan directamente a la red monofásica 220 V. o trifásica 380 V, en suinterior un transformador ajusta el voltaje y una serie de rectificadores transforma la corriente alterna en continua.
Las máquinas MIG/MAG poseen un cabezal que empuja el alambre a través del flexible hasta la torcha, aumentos en la velocidad incrementan la corriente de soldadura.
Podemos resumir una fuente de poder para procesos MIG/MAG como de voltaje constante.

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
VOLTAJE CONSTANTE
La mayor razón para utilizar este tipo de máquinas es que autorregulan el largo del arco
Compensan la distancia entre la punta del electrodo y el metal base con incrementos y disminuciones automáticas de corriente manteniendo un largo de arco constante
El largo del arco se ajusta con la salida de voltaje de la fuente de poder
La corriente es regulada por medio de la velocidad de alimentación del alambre
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
FUENTES DE PODER
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
TRANSFERENCIA METÁLICA
El metal es transferido desde el electrodo (aporte), a la plancha base de tres formas diferentes.El proceso MAG (mezcla) permite soldar con estos tres tipos de transferencia: spray, globular y cortocircuitoCada tipo de transferencia tiene características particulares en el tipo de cordón, la penetración, espesor de plancha, materiales a soldar.
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
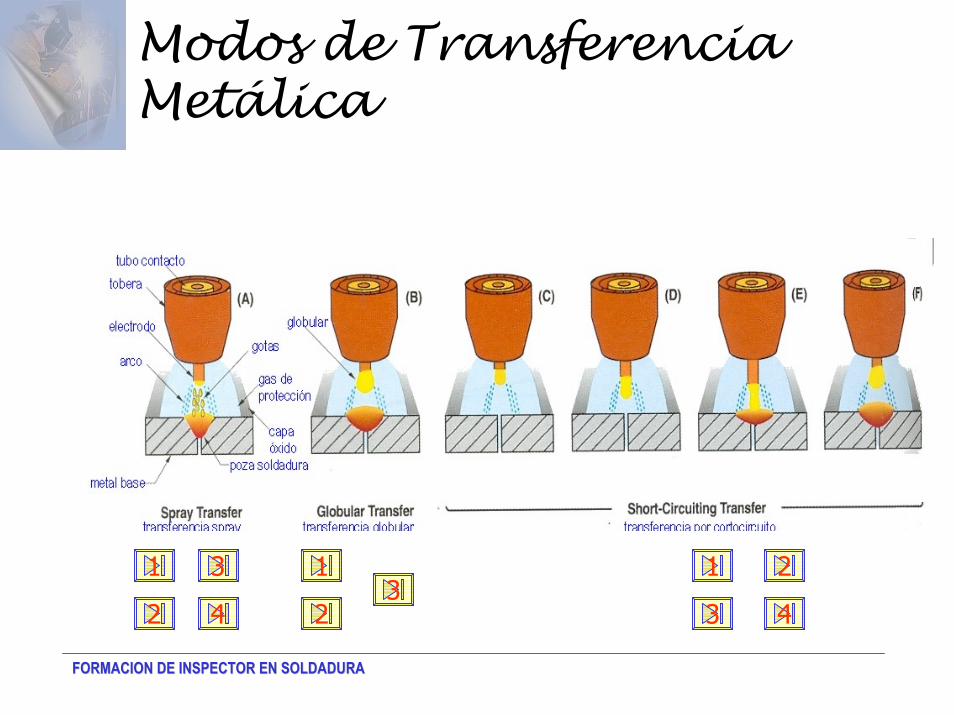
Modos de Transferencia Metálica
1 3 1 1 23
2 4 2 3 4

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Factores en el Modo de Transferencia
Gas de protección Nivel de corrienteNivel de voltajeFuente de poder
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
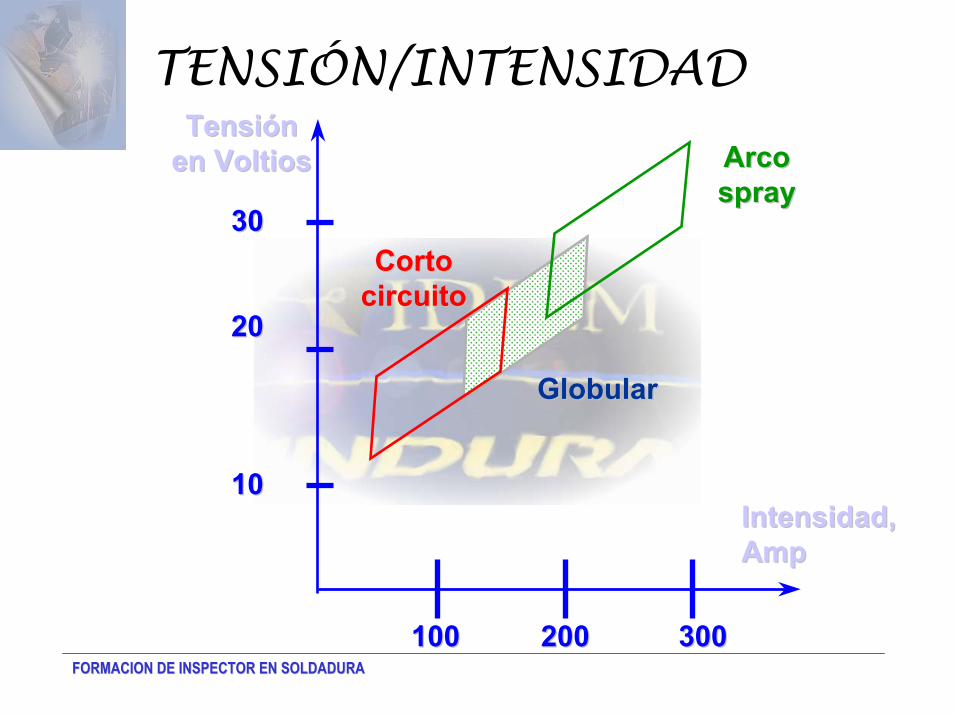
TENSIÓN/INTENSIDADTensión Tensión
en Voltios
Corto Corto circuitocircuito
Arco Arco sprayspray
GlobularGlobular
en Voltios
3030
2020
1010
100100 200200 300300
Intensidad, Intensidad, AmpAmp

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Ventajas
☺ Proceso semiautomático☺ Alta productividad☺ No hay escoria☺ Proceso limpio☺ Alimentación continua alambre☺ Mayoría de las aleaciones
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Limitaciones
No adecuado en condiciones ventosasPoca tolerancia en contaminaciónUsualmente limitado a tallerEquipo más complejoMayores consumibles

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Discontinuidades
PorosidadFalta fusiónPenetración incompleta

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
FIN primera parte
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Una coalescencia de metales o no metales producida ya sea por calentamiento de materiales a la temperatura de soldadura con o sin presión o sólo con la aplicación de presión y con o sin metal de aporte.
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
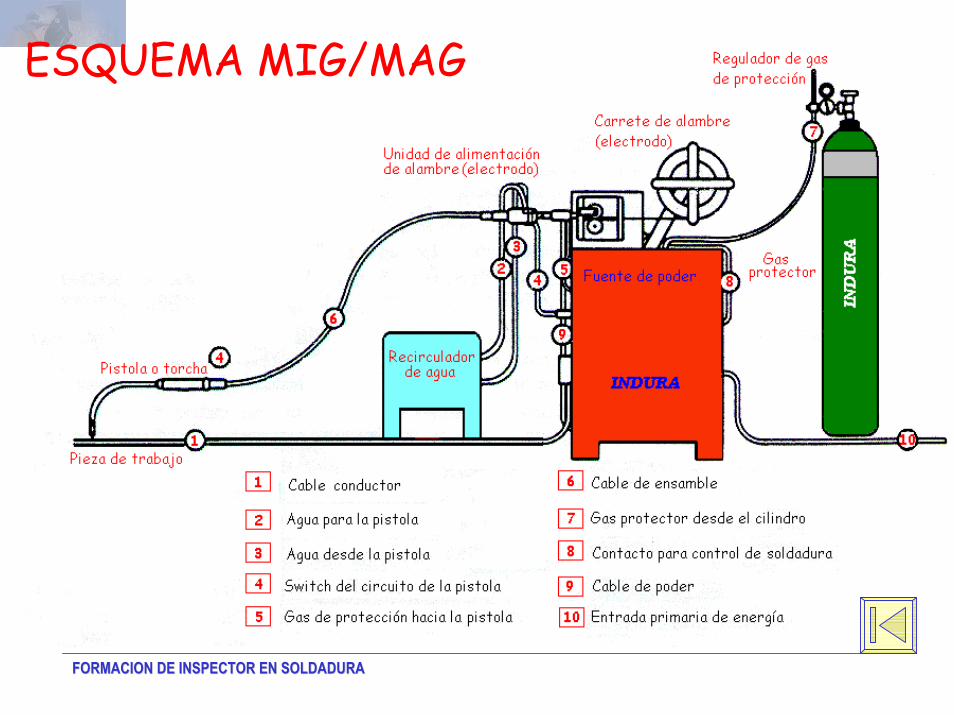
ESQUEMA MIG/MAG

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
TRANSFERENCIA SPRAY
Rocío o spray: las gotas disminuyen bastante de diámetro y la velocidad de separación de las gotas desde el electrodo es alta. Este tipo de transferencia se registra con valores altos de corriente y voltaje.

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Ejemplos de Transferencias
Spray

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Transferencia por pulso
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
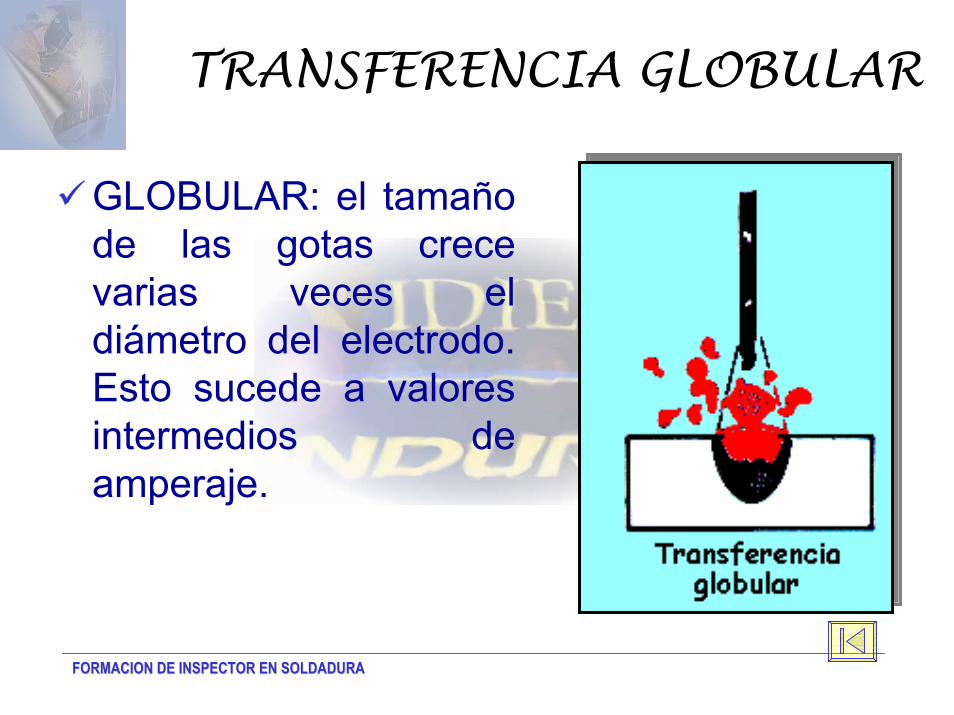
TRANSFERENCIA GLOBULAR
GLOBULAR: el tamaño de las gotas crece varias veces el diámetro del electrodo. Esto sucede a valores intermedios de amperaje.

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Ejemplos de Transferencias
CO2

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Ejemplos de Transferencias
Globular y Spray

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
TRANSFERENCIA POR CORTOCIRCUITO
CORTO CIRCUITO: la gota antes de separarse del electrodo crece varias veces el diámetro del mismo. Sucede a valores bajos de amperaje.

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
Secuencia de la Transferencia por CC

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
LA PROTECCIÓN GASEOSA
Se hace pasar una corriente de gas a través de un conducto hasta la zona donde el electrodo (metal de aporte), establece el arco con el metal base.El gas de protección puede ser gas INERTE o ACTIVO.El tipo de gas hace la diferencia entre MIG o MAG, respectivamente.

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
¿ INERTE O ACTIVO ?
Un gas inerte es aquel que bajo condiciones de soldadura no participa químicamente con el arco o el baño fundido.La reacción pudiera generar la formación de compuestos como óxidos, carburos u otros…El proceso MIG utiliza gases Inertes como son argón o helio.

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
¿ INERTE O ACTIVO ?
Un gas activo es aquel que bajo condiciones de soldadura reacciona con elementos involucrados en la soldadura.El proceso MAG, utiliza gases activos químicamente como son oxígeno, nitrógeno, hidrógeno, dióxido de carbono. Participan en la formación del arco como en el baño fundidoLo más común es utilizar combinaciones de estos gases.
FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
GAS / ACTIVIDAD
GAS ACTIVIDAD QUÍMICA
Argón
Helio
Dióxido de carbono
Hidrógeno
Oxígeno
Nitrógeno
Inerte
Inerte
Oxidante
Reductor
Oxidante
Activo a elevada temperatura.

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
ANSI/AWS A5.32/A5.32M-97
SG SG –– B XYZ B XYZ -- %/%/%%/%/%
SG ACSG AC--2525SG AOSG AO--22SG AHeSG AHe--55
SG HeACSG HeAC--7.5/2.5
SG-A (base argón)SG-C (base CO2)SG-He (base helio)SG-H (base hidrógeno)SG-N (base nitrógeno)SG-O (base oxígeno) 7.5/2.5

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
PARÁMETROS DE SOLDADURA V/S TIPO DE GAS
EL TIPO DE GAS TIENE INFLUENCIA SOBRE:Velocidad de soldeoChisporroteoTransferencia de metal a través del arcoPenetraciónResistencia mecánicaGeneración de humos y vaporesPorosidad y otros defectosUniformidad de la superficie y forma de la soldaduraOtros...

FORMACION DE INSPECTOR EN SOLDADURAFORMACION DE INSPECTOR EN SOLDADURA
EFECTOS DEL TIPO DE GAS
ARGÓN ARGÓN-HELIO HELIO CO2