21.730 – ALMONTE – HUELVA – ESPAÑA Teléfonos: … · Datos de nuestra empresa. 1.1.- ... El...
50
Avda. de la Juventud, nº 7 21.730 – ALMONTE – HUELVA – ESPAÑA Teléfonos: 34 - 959.450.788 – 34 - 959.450.803 Fax: 34 -959.407.112 Web: http://www.cauchossandiego.es
Transcript of 21.730 – ALMONTE – HUELVA – ESPAÑA Teléfonos: … · Datos de nuestra empresa. 1.1.- ... El...

Avda. de la Juventud, nº 7 21.730 – ALMONTE – HUELVA – ESPAÑA
Teléfonos: 34 - 959.450.788 – 34 - 959.450.803 Fax: 34 -959.407.112
Web: http://www.cauchossandiego.es

CATALOGO GENERAL.
Capítulo 0.- Introducción.
Capítulo 1.- Datos de nuestra empresa.
1.1.- Antecedentes.
1.2.- Emplazamiento.
1.3.- Características de la empresa.
1.4.- Enfoques de nuestra producción.
1.5.- Trabajos realizados.
Capítulo 2.- Recubrimientos con cauchos.
2.1.- Necesidades de su utilización.
2.2.- Conocimientos previos.
2.3.- Procedimientos de recubrimientos con cauchos.
2.4.- Inspecciones.
2.5.- Reparaciones y mantenimiento.
Capítulo 3.- Moldeados de cauchos.
2.2.- Necesidades de su utilización.
2.3.- Conocimientos previos.
2.4.- Procedimientos de fabricación.
ANEXO 1.- Tabla de resistencia química de nuestras gomas frente a los distintos
medios agresivos.
ANEXO 2.- Normas constructivas y de diseño de los equipamientos metálicos a
recubrir con láminas de goma
ANEXO 3.- Fotografías
ANEXO 4.- Referencias de trabajos realizados

INTRODUCCION.
Como es bien conocido en los sectores industriales, uno de los problemas más
acuciantes es el envejecimiento prematuro de la equipación metálica con la que se
formas las conducciones en forma de tuberías, los tanques de presión, los depósitos de
almacenamiento, las tolvas de trasvases, y un sinfín de elementos.
Estos envejecimientos prematuros aparecen por la agresión del material que se
manipula, ya sea en forma de corrosión química o como desgaste por abrasión, por
golpes continuos o deslizamiento de materiales abruptos, por ruidos, etc.
En todos los casos y para paliar estos inevitables problemas se han desarrollado
multitud de materiales en forma de recubrimientos con elementos plásticos, pinturas,
aleaciones especiales metálicas, etc., pero aun con eso, el histórico caucho sigue
ofreciendo sus mejores cualidades de elasticidad y aislamiento.
Con la utilización del caucho adecuado e instalado de la forma correcta, los problemas
de corrosión y abrasión se minimizan o se anulan definitivamente, de la forma más
rentable para el usuario.
Ahí es donde está nuestra razón de ser, ofrecemos a nuestros clientes nuestro mejor
saber para solucionar sus problemas, atendemos a sus demandas, las estudiamos y
recomendamos lo más adecuado.

CAPITULO 1.- DATOS DE NUESTRA EMPRESA.
1.- Antecedentes.
Nuestra empresa, CAUCHOS SAN DIEGO, S.L., de la que hacemos esta presentación,
tiene su nacimiento a finales de los años 60, en plena euforia de expansión y
consolidación de nuestro tejido industrial.
En aquellos años gloriosos para los que los vivieron en pleno desarrollo y con el
convencimiento de dar respuesta a las necesidades que se iban generando con la
implantación de la industria, sobre todo para nuestra zona con el Polo Químico de
Huelva y la minería de la franja pirítica, nace nuestra empresa.
De aquellos primeros pasos hemos evolucionado para estar presentes actualmente en la
mayoría de las licitaciones de obras de nuestro país y en fase de expansión en el
exterior, lo que implica que nuestros productos estén presentes en la mayoría de las
industrias importantes.
En estos 40 años, hemos pasado de ser un pequeño taller artesanal, a una de las
empresas líderes en el panorama nacional, en lo que a recubrimientos con cauchos se
refiere.
De los 300 m² con los que contaba nuestra primera nave industrial, hemos pasado a
tener en torno a los 6.000 m² cubiertos de nave, que acoge a las diferentes dependencias:
Oficinas, Almacenes de materias primas, Laboratorio, Fabricación de gomas,
Moldeados, Recubrimientos, Campo de chorreado, Calderas, Oficinas, Talleres,
Cocheras, etc.
Este ha sido nuestro camino hasta ahora, quizás lento para algunos, pero seguro para
nosotros, hemos visto nacer y morir a muchas empresas en estos 30 años, subir y bajar a
otras, nosotros hemos seguido manteniendo nuestros principios, considerar a nuestros
clientes como a los amigos a los que hay que ayudar en su quehacer diario, cumplir con
los plazos de entrega exigidos por nuestros clientes y trabajar a precios competitivos.
Nuestros clientes son los que mejor nos pueden avalar.

2.- Emplazamiento.
Nuestro emplazamiento siempre ha sido el mismo, en Almonte (Huelva), antiguo cruce
de caminos entre las ciudades de Huelva, Sevilla y Cádiz.
Desde aquí llegamos con inmediatez de movimiento a las provincias limítrofes y con
total facilidad a cualquier punto de operaciones dentro de la península, ya que contamos
con elementos de transporte propios, turismos, vehículos industriales, camiones, grúas,
etc.
Para transportes fuera de la península contratamos transportes ajenos, las fronteras entre
países no son las nuestras.

3.- Características de nuestra empresa.
Nuestra empresa, debido a la forma de su nacimiento, mantenimiento de empresas
químicas y mineras en la que la particularidad es estar siempre disponible para
solucionar cualquier emergencia, tiene como filosofía de trabajo la respuesta inmediata
a cualquier problema que les surja a nuestros clientes, ya sea técnico, comercial o de
operatibilidad.
Además de esta cualidad, dejamos a nuestros clientes y proveedores llegar al interior de
nuestra empresa con total facilidad, de forma clara, concisa, eficaz y amigable. Sabemos
que esta es la mejor forma de entendimiento, la mejor forma de solucionar los
problemas y la mejor forma de demostrar nuestras particulares características.
Para poder cumplir con las exigencias de nuestros mercados, actualmente contamos con
las siguientes instalaciones:
- Almacén de Materias primas.
Material en stock (cauchos, cargas, ayudas de proceso, acelerantes, adhesivos, etc) para
poder poner en marcha cualquier formulación de forma inmediata y en cantidades
suficientes como para satisfacer las necesidades de nuestros clientes y con cámaras
frigoríficas (fijas y portátiles) para el mantenimiento del material delicado.
- Fabricación de gomas.
Sala de mezclado, mezcladores internos (bánburys), mezcladores abiertos (cilindros),
calandra, extrusora, prensas, etc, como para poder fabricar en un espacio corto de
tiempo la cantidad de goma necesaria como para no detener el proceso de fabricación,
ya sean moldeados o recubrimientos.
- Moldeados.
Prensas de compresión de diversas medidas para poder dar respuesta a las necesidades
de fabricación de pequeña piecería (arandelas, juntas, etc.), de planchas de goma (para
cribas, recubrimientos, emplacados,

de hasta 1.200 mm. de ancho y 4.000 mm. de largo y de moldeados de gran tamaño
como piecería para emplacados de molinos de minería y graveras.
- Recubrimientos.
Naves cubiertas y espacios suficientes como para tener en marcha 3 líneas de
recubrimientos de grandes dimensiones de forma continuada.

Elementos complementarios como puentes grúas, herramentajes, mesas, elementos de
transportes, etc., suficientes para acometer cualquier tipo de obra de recubrimientos, ya
sea en nuestras instalaciones o “in situ”.
Recubrimos en nuestras instalaciones todos los elementos que nos pueden llegar
teniendo su límite en la posibilidad de transportar por carretera, ya que contamos con
Autoclaves de dimensiones ∅ 1200 x 6000 Lc, ∅ 2500 x 6000 Lc y ∅ 4000 x 10000
Lc. con los elementos complementarios de líneas de vapor de agua, aire a presión, etc.

Recubrimos “in situ” cualquier elemento que por razones técnicas o económicas sea
mejor realizar en campo, sin límites de dimensiones o complejidades.
Personal altamente cualificado con 40 años de experiencia.

- Capacidad Técnica.
Tenemos la experiencia de 40 años y la preparación técnica necesaria como para
acometer las obras con el éxito que nos solicitan nuestros clientes, completados con los
elementos de medición necesarios como para hacer cumplir las normas exigidas por los
mercados.
- Comercial.
Los anteriores elementos facilitan la parte comercial ya que nos permite ofrecer una
excelente calidad a unos precios muy competitivos.
1.4.- Enfoques de nuestra producción.
Con las instalaciones que hemos descrito y manipuladas por nuestro personal
cualificado tenemos enfocada nuestra actividad a los siguientes sectores industriales:
- Aguas. (Desaladoras, Desmineralizadoras, Potabilizadoras y Residuales)
- Azucareras.
- Canteras de minerales.
- Celulosas.
- Cementeras.
- Construcción.
- Eléctricas (Centrales Térmicas)
- Mineras.
- Navales.
- Obras públicas.
- Pesqueras.
- Químicas.
- Siderúrgicas.
- Textiles.
- Etc. Etc.
En este tipo de industrias actuamos constantemente en nuevas obras, mantenimiento y
reparaciones.
1.5.- Trabajos realizados.
Nuestro campo de trabajo, enfocado al mantenimiento de empresas y a la fabricación
para obras nuevas, nos hace resumir nuestras referencias de la última década en trabajos
puntuales y que creemos de importancia para tomar una idea de lo que hemos realizado,
no haciendo mención a las innumerables operaciones que realizamos a diario para con
el mantenimiento de plantas industriales. Este listado de referencias se encuentra en el ANEXO 3.

CAPITULO 2.- RECUBRIMIENTOS CON CAUCHOS.
2.1.- Necesidades de su utilización.
El empleo del caucho en la industria se utiliza para paliar con efectividad los efectos
corrosivos, abrasivos, de insonorización, etc, que los elementos constructivos que
componen las factorías sufren por el continuo contacto con productos agresivos.
Desde la perspectiva económica, el empleo de las protecciones con recubrimientos a
base de láminas de caucho, rentabilizan las instalaciones industriales. La inversión
inicial de su instalación evitará en el mantenimiento, el habitual parcheado de elementos
metálicos desgastados y desmontajes de elementos completos para su reparación, con
los consiguientes gastos añadidos de las paradas en la producción.
El empleo de recubrimientos a base de cauchos garantiza larga vida a las instalaciones
industriales.
Con estas premisas, pasamos a detallar a nuestros clientes la forma de proceder más
adecuada a la hora de optar por la utilización de recubrimientos de goma, ofreciéndoles
los datos suficientes para elegir el adecuado recubrimiento, la adecuada forma de
diseñar y construir los elementos metálicos que posteriormente vayan a ser recubiertos,
explicamos de forma resumida y clara los procedimientos que llevamos a cabo para
elaborar los recubrimientos, el protocolo a seguir a la hora de inspeccionar el
recubrimiento para garantizar su efectividad, la forma de llevar a cabo su
mantenimiento y posibles reparaciones, y por último facilitaremos una tabla de
resistencias y estabilidad química de nuestros recubrimientos frente a los medios más
usuales de trabajo.

2.2.- Conocimientos previos.
2.2.1.- Datos previos.
Para poder desarrollar con total efectividad el proceso de recubrimiento con algún tipo
de goma, es imprescindible conocer previamente el medio agresivo para el cual se
proyecta su utilización.
Se nos hace necesario conocer con exactitud el tipo y naturaleza química de los líquidos
o lodos en contacto directo con la goma para poder elegir la mejor solución
dependiendo de la resistencia físico -química que cada tipo de goma ofrece al usuario.
Para ello, hay que tener el cuenta la naturaleza química del medio (concentraciones, PH,
etc), la cantidad de partículas sólidas en suspensión y la naturaleza de las mismas
(determinación de la abrasión), el rango de temperaturas de trabajo y las temperaturas
máximo-mínimas a soportar, las presiones o vacíos a las que van a estar sometidas las
instalaciones, las características de funcionamiento de las instalaciones con posibilidad
de vibraciones, golpes, dilataciones, etc.
Todos estos datos de partida nos harán reflexionar para determinar la adecuada
naturaleza del elastómero base a utilizar, las protecciones químicas que deben de
intervenir, los espesores de goma a utilizar, la forma más adecuada de adhesivar las
planchas de goma y la forma de proceder a la hora de desarrollar el trabajo con un único
objetivo, ofrecer un producto de gran calidad a nuestros clientes.
(Véase el ANEXO 1, Tabla de resistencia química de nuestras gomas frente a los
distintos medios agresivos).
Una vez determinada la goma a emplear, pasamos a analizar la forma más adecuada de
su montaje, ya que la configuración geométrica de los elementos a recubrir será
determinante.

Los Ingenieros, calculistas y diseñadores de instalaciones industriales, a la hora de
desarrollar proyectos en los que vayan a existir recubrimientos de goma deben en cuenta
dos ideas básicas y son las siguientes:
- Toda superficie a recubrir debe de tener fácil acceso de forma que los operarios
puedan tocar con ambas manos cualquier zona para conseguir pegar las láminas de
goma con total garantía.
- Todo superficie de goma recubierta tendrá un sobre-espesor, que será el mismo que la
suma de la chapa base más el recubrimiento de goma.
Estas dos ideas tan básicas y elementales a la hora de empezar a desarrollar un proyecto
garantizarán en gran medida el éxito del montaje del recubrimiento de goma, ya que
sobre ellas se determinará la necesidad y posibilidad de utilización de andamios en los
interiores de las instalaciones, de los sistemas de ventilación forzada a tener en cuenta,
de los sistemas de seguridad a utilizar, etc. También determinará la forma de llevar a
cabo la vulcanización de la que hablaremos más ampliamente, y finalmente, posibilitar
los montajes y ensamblajes finales de los posibles elementos que puedan formar toda la
instalación.
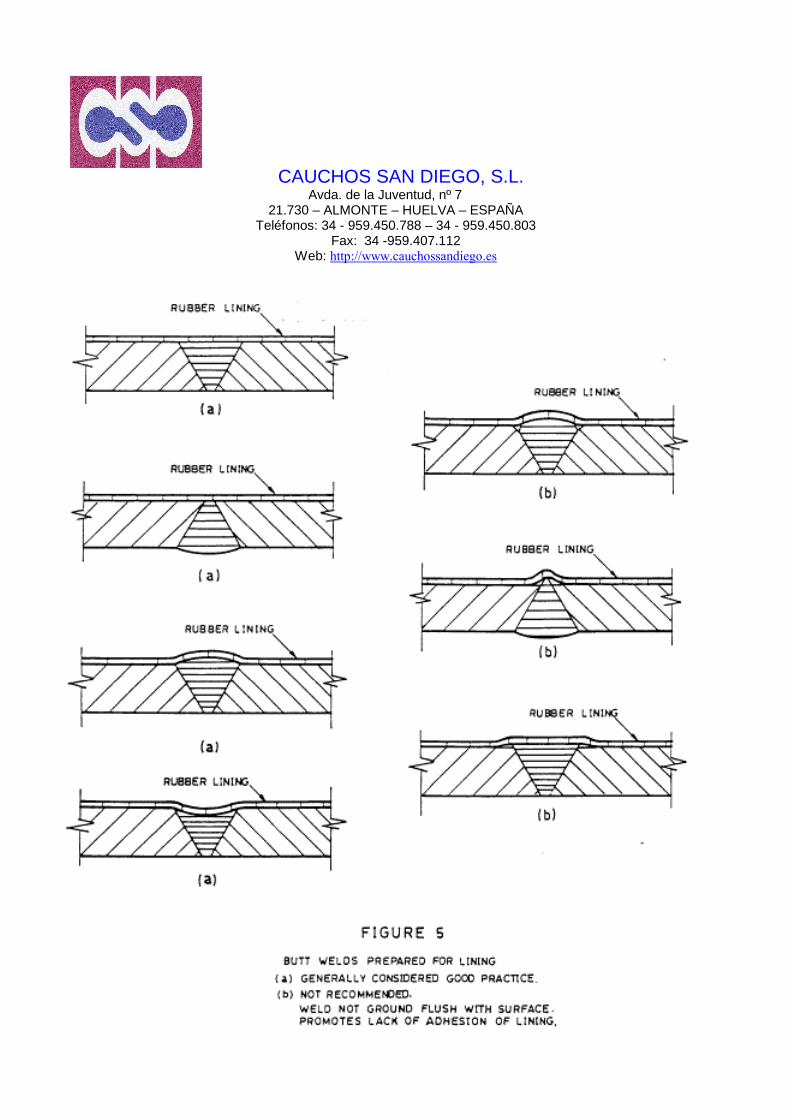
Para ello existen normas que desarrollan ampliamente todos los detalles a tener en
cuenta, como son las normas DIN 28050, 28051 y 28055, y la norma B.S.-6374, Parte
5., no obstante, nosotros en este documento ofrecemos imágenes representativas a tener
en cuenta y que se recogen en el ANEXO 2.- Normas constructivas y de diseño de los
equipamientos metálicos a recubrir con láminas de goma.
Con estos datos previos en conocimiento estamos en disposición de proceder a la
ejecución de los trabajos, y esto es lo que a continuación describimos.
2.3.- Procedimientos de Trabajos para recubrimientos con caucho.
Una vez decidido el tipo de goma a emplear, los espesores y la forma de actuar a la
hora de proceder a la aplicación del pegado de las láminas de caucho, procedemos a la
fabricación de las láminas de goma a emplear en el recubrimiento y posteriormente a la
aplicación de la goma.

Las gomas que empleamos en nuestros recubrimientos son fabricadas en nuestras
instalaciones, ya que contamos con los medios apropiados y la técnica necesaria como
para ello.
2.3.1.- Fabricación de gomas
Previamente a la fabricación llevamos controles de calidad de las materias primas.
Durante el proceso de fabricación controlamos los pesos, las temperaturas y los tiempos
de cada mezcla de goma con el objeto de asegurar la continuidad y trazabilidad de toda
la fabricación.
Partiendo de nuestras formulaciones desarrolladas y probadas a lo largo de nuestra
historia, comenzamos con la fabricación de las mezclas madres, para posterior acelerado
y calandrado.
El calandrado, por lo general, lo realizamos superponiendo capas de goma de
aproximadamente 1 mm. de espesor hasta conseguir el espesor adecuado a cada tipo de
trabajo.

Estas láminas de goma fabricadas son almacenadas a temperatura regulada dentro de
cámaras frigoríficas hasta momentos antes de ser aplicadas a las superficies a recubrir,
de esta forma nos aseguramos que la goma está en perfecto estado antes de la
aplicación.
2.3.2.- Procedimiento de recubrimientos con láminas de goma.
Para llevar a cabo un perfecto recubrimiento debemos de partir de una fabricación de
calderería de acuerdo con las normas, para luego realizar una preparación previa de
todas las superficies, una aplicación de los adhesivos adecuados, un pegado de la lámina
de goma y finalmente una vulcanización.
Estos pasos los desarrollamos brevemente a continuación y básicamente son iguales
para trabajos realizados dentro de nuestras instalaciones o bien para trabajos realizados
“in situ”.
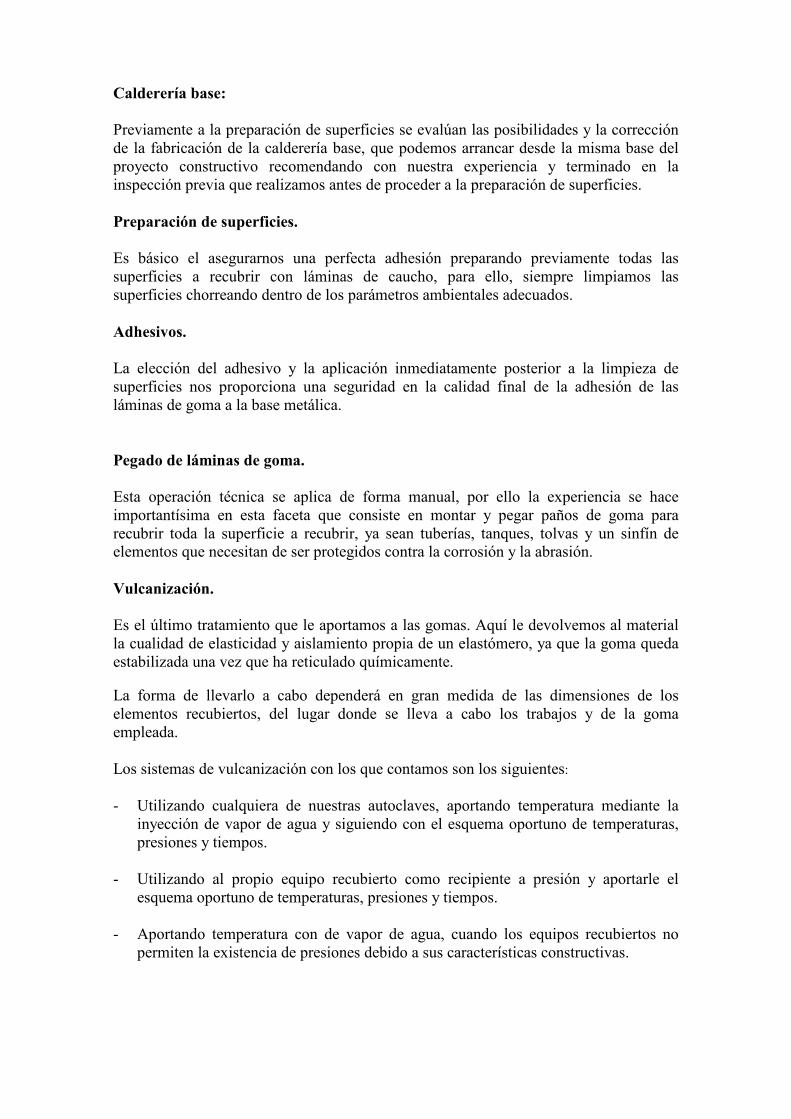
Calderería base:
Previamente a la preparación de superficies se evalúan las posibilidades y la corrección
de la fabricación de la calderería base, que podemos arrancar desde la misma base del
proyecto constructivo recomendando con nuestra experiencia y terminado en la
inspección previa que realizamos antes de proceder a la preparación de superficies.
Preparación de superficies.
Es básico el asegurarnos una perfecta adhesión preparando previamente todas las
superficies a recubrir con láminas de caucho, para ello, siempre limpiamos las
superficies chorreando dentro de los parámetros ambientales adecuados.
Adhesivos.
La elección del adhesivo y la aplicación inmediatamente posterior a la limpieza de
superficies nos proporciona una seguridad en la calidad final de la adhesión de las
láminas de goma a la base metálica.
Pegado de láminas de goma.
Esta operación técnica se aplica de forma manual, por ello la experiencia se hace
importantísima en esta faceta que consiste en montar y pegar paños de goma para
recubrir toda la superficie a recubrir, ya sean tuberías, tanques, tolvas y un sinfín de
elementos que necesitan de ser protegidos contra la corrosión y la abrasión.
Vulcanización.
Es el último tratamiento que le aportamos a las gomas. Aquí le devolvemos al material
la cualidad de elasticidad y aislamiento propia de un elastómero, ya que la goma queda
estabilizada una vez que ha reticulado químicamente.
La forma de llevarlo a cabo dependerá en gran medida de las dimensiones de los
elementos recubiertos, del lugar donde se lleva a cabo los trabajos y de la goma
empleada.
Los sistemas de vulcanización con los que contamos son los siguientes:
- Utilizando cualquiera de nuestras autoclaves, aportando temperatura mediante la
inyección de vapor de agua y siguiendo con el esquema oportuno de temperaturas,
presiones y tiempos.
- Utilizando al propio equipo recubierto como recipiente a presión y aportarle el
esquema oportuno de temperaturas, presiones y tiempos.
- Aportando temperatura con de vapor de agua, cuando los equipos recubiertos no
permiten la existencia de presiones debido a sus características constructivas.

- Químicamente, utilizando gomas autovulcanizantes, cuando al equipo recubierto no
le pueda aplicar ni presiones ni temperaturas.
- Utilizando gomas previamente vulcanizadas.
Cualquiera de estos sistemas es válido para proteger cualquier elemento con láminas de
goma, pero nuestra experiencia nos hace evaluarlos y recomendarlos en el orden en que
lo hemos expresado.
2.4.- Inspecciones.
Aparte de las inspecciones y controles interiores que se llevamos a cabo durante el
proceso de fabricación de las gomas y durante los procesos de limpieza, aplicación y
vulcanización de los recubrimientos, al final de todos los recubrimientos realizamos los
siguientes controles:
Control de Espesores.
Control de durezas.
Control de adhesión.
Control Dieléctrico

Estos controles determinan la calidad del proceso completo, ya que se pueden apreciar
con total seguridad que los espesores de goma instalados han sido los previstos; que la
dureza está dentro del rango preestablecido y que la goma está completamente curada;
que la adhesión es completa y efectiva; y que no existen poros en el recubrimiento que
mermen la cualidad de aislamiento.
Para realizar los controles tenemos la aparamenta específica y abrimos nuestras puertas
a cuantas inspecciones independientes deseen realizar nuestros clientes.
2.5.- Reparaciones y mantenimientos.
Puede ocurrir que en operaciones posteriores, como en la manipulación, en el transporte
o en el montaje de elementos engomados sufran algún deterioro debido a golpes,
rozaduras, etc.
Estos daños pueden ser reparados por nuestro personal técnico utilizando gomas en
forma de pasta que endurecen químicamente. Para llevar a cabo una reparación de
forma correcta, se elimina la goma afectada hasta llegar a la goma sana, biselando los
bordes, luego por medios abrasivos se raspa toda la base metálica afectada y se limpia
perfectamente con disolventes. Finalmente se recoge el parche con la goma pastosa
haciendo uso de espátulas.
Este tipo de reparación queda perfectamente aplicado para pequeños daños puntuales,
pero en caso de grandes zonas afectadas el procedimiento a seguir es muy similar al
procedimiento general de recubrimientos.
Para reparar grandes zonas de recubrimientos dañados lo normal es aplicar gomas
autovulcanizantes para evitar el aplicar temperaturas a las gomas instaladas
anteriormente y provocarles un envejecimiento prematuro.
En caso de que el deterioro sea generalizado en todo el equipo, recomendamos eliminar
toda la goma vieja e instalar nuevo recubrimiento dotando al elemento recubierto de una
nueva vida de uso. Esta es la base principal de las operaciones de mantenimiento que
realizamos en las fábricas que utilizan recubrimientos de goma.
También recomendamos como mantenimiento preventivo y generalmente
aprovechando desmontajes generales en fábrica, realizar periódicamente inspecciones
dieléctricas y toma de espesores con el objeto de salvar el material base de las
construcciones.

CAPITULO 3.- MOLDEADOS DE CAUCHO
3.1.- Necesidades de su utilización.
En los casos en que la abrasión es extremadamente agresiva, como ocurre en las plantas
de áridos o en las explotaciones mineras donde el movimiento y trasvase de piedras,
arenas y lodos es continuo, la utilización del caucho se hace necesaria. Este material le
ofrece larga vida al material base a un bajo costo.
Con el empleo del caucho preformado y moldeado se pueden recubrir y proteger
elementos de muy alto costo como Molinos, Trommeles, cribas, tolvas, etc.
Tenemos la técnica suficiente para recomendarles lo más adecuado en cada caso en
concreto y las instalaciones adecuadas para ofrecerles el producto terminado.

También, en caso de necesidad de amortiguación o ajuste, el empleo del caucho
preformado ofrece grandes ventajas y aplicaciones.
3.2.- Conocimientos previos.
Para poder determinar las mejores soluciones en los casos de extrema abrasión, se hace
ideal el tener conocimiento del material abrasivo, sobre todo en la cuantía de partículas
y la composición química.
Para determinar otras soluciones más específicas como juntas de estanqueidad,
mangueras de goma, juntas de expansión, tacos silembloc, etc, se hacen necesario
conocer las cargas físicas a soportar para poder, mediante cálculo analítico, adoptar la
mejor solución.
Con estos datos y nuestra experiencia podemos recomendar la mejor solución
3.3.- Procedimiento de fabricación.
Los procesos de fabricación en moldeados están basados en la compresión y
transferencia para posteriormente vulcanizar mediante temperatura.

Las gomas que utilizamos en los moldeados son fabricadas en nuestras instalaciones y
se opta siempre por la formulación adecuada conjugando las necesidades que tendrá que
cubrir la pieza fabricada además de los condicionantes de la fabricación.
En casos de piezas como mangueras o juntas de dilatación, el procedimiento de
fabricación es una conjunción entre el moldeado por compresión y la vulcanización en
autoclave.
En la fabricación de planchas de goma utilizamos la técnica de compresión en prensas
de grandes dimensiones, lo que nos permite fabricar planchas en grandes espesores para
luego ser utilizadas en la fabricación de recubrimientos protectores y como paños base
para telas de cribas.
Las telas de criba y paños de criba, son rematadas por la técnica de troquelación
utilizando la maquinaria adecuada y podemos fabricar una alta variedad de dimensiones,
ya que contamos con troqueles de muchas dimensiones y formas (redondos, ovalados o
cuadrados).
Los moldeados por compresión o transferencia que son posible fabricar en nuestras
instalaciones conforman un amplio abanico. Desde pequeñas piezas y soportes hasta
grandes piezas protectoras como los emplacados internos de molinos de minería.
Para la fabricación de emplacados protectores de molinos de minería o graveras estamos
perfectamente cualificados y contamos con la maquinaría, moldes y experiencia de
muchos años como para desarrollarlos con plena satisfacción de nuestros clientes. Estos
son los que principalmente nos avalan.

2.4.- Inspecciones.
Las inspecciones en los moldeados son completos ya que lo realizamos antes de entrar
en fabricación (inspección de materias primas), durante la fabricación (inspección y
control de los procesos) y finalmente sobre el producto terminado (control dimensional
y características físicas de la gomas).
Todos estos controles e inspecciones aseguran la calidad de nuestros productos en
beneficio de nuestros clientes.

ANEXO 1. Tabla Resistencia Cauchos
En las siguientes tablas presentamos la resistencia química de las gomas que
habitualmente trabajamos a los diferentes medios de trabajo que nos podemos encontrar
en la industria. No obstante, en caso de aparecer medios diferentes a los aquí reflejados
siempre podremos realizar un estudio previo con ensayos de envejecimientos forzados
en laboratorio, dándonos una idea fidedigna de lo que puede ocurrir en el futuro.

ANEXO 2. Normas constructivas y de diseño de los equipos metálicos a recubrir
con láminas de goma.
La norma que mejor recoge los recubrimientos con láminas de goma es la BS 6374 Part.
5: 1985, por ello en esta documentación facilitamos las imágenes más representativas de
los puntos críticos que se deben de considerar a la hora de diseñar y construir equipos
metálicos que posteriormente vayan a ser tratados con un recubrimiento a base de
láminas de goma.

ANEXO 3. Fotografías.

ANEXO 4. Referencias de Trabajos Realizados.

CAUCHOS SAN DIEGO, S.L. Avda. de la Juventud, nº 7
21.730 – ALMONTE – HUELVA – ESPAÑA Teléfonos: 34 - 959.450.788 – 34 - 959.450.803
Fax: 34 -959.407.112 Web: http://www.cauchossandiego.es
CAUCHOS SAN DIEGO, S.L. Avda. de la Juventud, nº 7
21.730 – ALMONTE – HUELVA – ESPAÑA Teléfonos: 34 - 959.450.788 – 34 - 959.450.803
Fax: 34 -959.407.112 Web: http://www.cauchossandiego.es

CAUCHOS SAN DIEGO, S.L. Avda. de la Juventud, nº 7
21.730 – ALMONTE – HUELVA – ESPAÑA Teléfonos: 34 - 959.450.788 – 34 - 959.450.803
Fax: 34 -959.407.112 Web: http://www.cauchossandiego.es

CAUCHOS SAN DIEGO, S.L. Avda. de la Juventud, nº 7
21.730 – ALMONTE – HUELVA – ESPAÑA Teléfonos: 34 - 959.450.788 – 34 - 959.450.803
Fax: 34 -959.407.112 Web: http://www.cauchossandiego.es

CAUCHOS SAN DIEGO, S.L. Avda. de la Juventud, nº 7
21.730 – ALMONTE – HUELVA – ESPAÑA Teléfonos: 34 - 959.450.788 – 34 - 959.450.803
Fax: 34 -959.407.112 Web: http://www.cauchossandiego.es

CAUCHOS SAN DIEGO, S.L. Avda. de la Juventud, nº 7
21.730 – ALMONTE – HUELVA – ESPAÑA Teléfonos: 34 - 959.450.788 – 34 - 959.450.803
Fax: 34 -959.407.112 Web: http://www.cauchossandiego.es

CAUCHOS SAN DIEGO, S.L. Avda. de la Juventud, nº 7
21.730 – ALMONTE – HUELVA – ESPAÑA Teléfonos: 34 - 959.450.788 – 34 - 959.450.803
Fax: 34 -959.407.112 Web: http://www.cauchossandiego.es

CAUCHOS SAN DIEGO, S.L. Avda. de la Juventud, nº 7
21.730 – ALMONTE – HUELVA – ESPAÑA Teléfonos: 34 - 959.450.788 – 34 - 959.450.803
Fax: 34 -959.407.112 Web: http://www.cauchossandiego.es

DESALADORA DE BLANES (GIRONA)
DESALADORA DE SAN PEDRO DEL PINATAR (MURCIA)

FILTRO C.T. BARRANCO DE TIRAJANA (CANARIAS)
FILTROS REPSOL (TARRAGONA)

FILTROS REPSOL (TARRAGONA)
FILTROS PARA DESALADORA DE ARICA (CHILE)

TANQUES PARA ALMACENAMIENTO DE ACIDO FOSFORICO EN CARTAGENA
TANQUES PARA ALMACENAMIENTO DE FOSFORICO EN MOTRIL (GRANADA)

TUBERIA PARA TIOXIDE (HUELVA).
FILTROS EN PROCESO DE ENGOMADO

FILTROS ARENA PARA AGUA DE MAR (EXTERIOR)
FILTROS DE ARENA PARA AGUA DE MAR (INTERIOR)

FILTROS DE ARENA PARA AGUA DE MAR (INTERIOR)

FILTROS DE ARENA PARA TRANSPORTE A DESTINO

FILTROS DESALADORA DE TORREVIEJA

FILTROS DESALADORA DE AGUILAS-GUADALENTIN

FILTROS DESALADORA DE HONAINE (ARGELIA)

ANEXO 3. Referencias de trabajos realizados.
Referencias.
Cliente Trabajo Realizado Fecha
Ebro Agr.Cía. Alimentación,SA 1 Filtro Quentín. Enero, 1991
Andaluza de Piritas, S.A. 16 Campanas Flotación. Marzo, 1991
Industrias M.C.V., S.A. 3 Filtros para Agua de Mar. Junio, 1991
Rio Tinto Minera, S.A. 2 Emplacados de molinos. Julio, 1991
Tioxide Europe, S.A. 1 Tanque de 4 x 5 m. Julio, 1991
Ebro Agr.Cía.Alimentación, SA 3 Quentines. Septiembre, 1991
Rio Tinto Minera, S.A. 1 Emplacado de Molino. Septiembre, 1991
Tioxide Europe, S.A. 1 Tanque. Diciembre, 1991
Tioxide Europe, S.A. 1 Tanque. Febrero, 1992
Ebro Agr.Cía.Alimentación,SA. 4 Quentines. Marzo, 1.992
Rio Tinto Minera, S.A. 1 Emplacado de molino. Marzo, 1.992
Sdad. Gen. Azuc. de España. 2 Quentines. Abril, 1.992
Ebro Agr.Cía.Alimentación, SA 4 Depósitos. Mayo, 1.992
Tioxide Europe, S.A. 1 Tanque. Julio, 1992
Rio Tinto Minera, S.A. 1 Emplacado de Molino. Septiembre, 1992
Andaluza de Piritas, S.A. Fondos de Celdas. Octubre, 1992
Sdad. General Az. de España. 4 Depósitos aguas Acidas. Enero, 1993
Minas de Rio Tinto, S.A. Emplacado de molino. Marzo, 1993
Tioxide Europe, S.A. 1 Tanque. Mayo, 1993
Fertilizantes Españoles, S.A. 1 Tanque de 6 x 8 m. Junio, 1993
Minas de Rio Tinto, S.A. Emplacado de molino. Agosto, 1993
Minas de Rio Tinto, S.A. Emplacado de molino. Octubre, 1993
Técnicos Caldereros, S.A. Filtro de Agua Lanzarote. Febrero, 1994
Rio Tinto Minera, S.A. Emplacado de molino. Marzo, 1.994
Ebro Agr.Cía.Alimentación, SA Filtros Quentin. Abril, 1994
Andaluza de Piritas, S.A. Fondos de celdas. Abril, 1994
Ebro Agr.Cía.Alimentación,S.A Filtros Quentin. Mayo, 1994
Almagrera, S.A. Cono de acidos. Junio, 1994
Almagrera, S.A. Celdas de Flotación. Agosto, 1994
Rio Tinto Minera, S.A. Emplacado de molinos. Septiembre, 1994
Rio Tinto Minera, S.A. Emplacado de molinos. Noviembre, 1994
Tioxide Europe, S.A. Tanque. Enero, 19925
Sdad. General Azuc. España. Filtro Quentin. Enero, 1995
Técnicos Caldereros, S.A. 1 Filtro Agua de Mar. Enero, 1.995
Montajes Nervión, S.A. Tubería Azucarera Sevilla. Febrero, 1995
Fertiberia, S.A. Tanque de 18 x 12 m. Marzo, 1.995
Almagrera, S.A. Tubería aguas ácidas. Marzo, 1.995
Técnicos Caldereros, S.A. Filtros para Interquisa. Junio, 1.995
Tioxide Europe, S.A. Tanque. Junio, 1.995
Sulcer, Sistem. E Inst., S.A. Tubería Interquisa. Agosto, 1.995
Tioxide Europe, S.A. 1 Tanque. Agosto, 1995
Técnicos Refractarios, S.A. Tanque de Fertiberia, S.A. Septiembre, 1995
Tioxide Malaysia, Sdn.Bhd. Discos Molino de Arena. Octubre, 1995
Minas de Rio Tinto, S.A. Emplacado de Molino. Octubre, 1.995
Minas de Rio Tinto, S.A. Emplacado de molino. Diciembre, 1995
Tioxide Malaysia, Sdn. Bhd. Discos Molino de Arena. Diciembre, 1.995

Referencias.
Cliente Trabajo Realizado Fecha
Minas de Rio Tinto, S.A. Emplacado de molino. Febrero, 1996
Ticsa. Depósitos en Elf Atochen. Febrero, 1996
Sdad. Gen.Azuc. España. Quentines. Marzo, 1.996
Boliden Apirsa, S.A. 18 Depósitos en Planta Flotación Marzo/Junio, 1996
Montajes Nervión, S.A. Tuberías de Azucarera. Marzo, 1996
Técnicos Caldereros, S.A. Tanques Rio Narcea (Asturias) Abril, 1996
Minas de Rio Tinto, S.A. Emplacado de molino. Abril, 1996
Técnicos Caldereros, S.A. Filtros Depuradora Marbella. Abril/Junio, 1996
Sulcer sist. E Instalaciones, SA Tuberías C.T. Huelva. Julio, 1996
Tioxide Malaysia, Sdn.Bhd. Discos Molino de Arena. Julio, 1996
Tioxide Europe, S.A. Tanque. Agosto, 1996
Boliden Apirsa, S.L. Engomado de bases de molinos. Agosto, 1996
Minas de Rio Tinto, S.A. Emplacado de Molino. Septiembre, 1.996
DFM. Aguas, S.L. Filtro Arena Lanzarote. Octubre, 1996
Boliden Apirsa, S.L. Tanques Tratamiento de Zinc. Noviembre, 1996
Dorr Oliver Iberica, S.A. 16 Celdas de Flotación. Noviembre, 1996
Tioxide Europe, S.A. Tanque. Diciembre, 1996
Tioxide Malaysia, Sdn. Bhd. Discos Molino de Arena. Diciembre, 1996
Sdad. General Az. España, SA Tanque aguas ácidas. Enero, 1997
Tioxide Europe, S.A. Tanque. Febrero, 1997
Minas de Rio Tinto, S.A. Emplacado de Molino. Febrero, 1997
Almagrera, S.A. Cono Acido sulfúrico. Febrero, 1997
Tioxide Europe, S.A. Tanque. Febrero, 1997
Svedala Ibérica, S.L. Engomado molinos autógenos. Marzo, 1997
MOVESA. Filtros catiónicos. Marzo, 1997
Boliden Apirsa, S.L. 16 Depósitos trat. Zinc y Cobre. Enero/Abril, 1997
CB. Enesa, CSE.CTLA. 3 Filtros Agua Desmineralizada. Abril, 1997
Tioxide Europe, S.A. Tanque. Abril, 1997
Door Oliver Ibérica, S.L. 24 Celdas de Flotación. Agosto, 1997
Hispánica de Calderería, S.A. Tanque de 12 x 6 . en Alicante. Septiembre, 1997
Técnicos Caldereros, S.A. Filtros Desaladora Arica (Chile) Octubre, 1997
Tioxide Maysia, Sdn.Bhd. Discos Molino de Arena. Octubre, 1997
Hispánica de Calderería, S.A. Tanque G.P. Plastic (Cartegena) Noviembre, 1997
Minas de Rio Tinto, S.A. Celdas de Flotación. Febrero, 1998
Sdad.Gen.Azuc. España, SA. Filtro Quentin. Abril, 1998
Técnicos Caldereros, S.A. Filtro Desaladora Lanzarote IV. Junio, 1998
Elf Atochen España, S.A. Depósito Almac. de 7 x 10 m. Junio, 1998
Tioxide Europe, S.A. Tanque. Julio, 1998
Fertiberia, S.A. Tanque de 18 x 12 m. Septiembre, 1998
Tioxide Malaysia, Sdn.Bhd. Discos Molino de Arena. Octubre, 1998
DFM. Aguas, S.A. Filtro de Arena. Octubre, 1998
Tioxide Europe, S.A. Tanque. Enero, 1999
Tioxide Europe, S.A. Tanque. Abril, 1999
Fertiberia, S.A. Tanque de 18 x 14 m. Junio, 1999
Atlantic Copper, S.A. Cono de gases. Junio, 1999

Referencias.
Cliente Trabajo Realizado. Fecha.
Cribas y Bandas, S.A. Emplacado de Molino. Junio, 1.999
Abrasivos Barroso Gomez, S.L. Emplacado de Molino. Junio, 1.999
Tioxide Malaysia, Sdn.Bhd. Discos Molino de Arena. Julio, 1.999
Tioxide Europe, S.A. Tanque. Julio, 1.999
Boliden Apirsa, S.L. Tubería Balsa en Corta. Septiembre, 1.999
Tioxide europe, S.A. Tanque. Octubre, 1.999
Magotteaux Navarra, S.A. Emplacado de molino. Noviembre, 1.999
S.P.A. / IMESA. 5 Filtros Agua Mar de Canarias. Diciembre, 1999
Fertiberia, S.A. Tanque de 22,5 x 8 m. Enero, 2000
Magotteaux Navarra, S.A. Emplacado de molino. Enero, 2000
Tioxide Europe, S.A. Tanque de precipitación. Enero, 2000
Tioxide Europe, S.A. Tanque decantador de nucleos. Febrero, 2000
Magotteaux Navarra, S.A. Emplacado de Molino. Febrero, 2000
Minas de Rio Tinto, S.A. Emplacado de Molino. Marzo, 2000
Tioxide Europe, S.A. Tanque Postlixiviación. Marzo, 2000
Tioxide Malaysia, Sdn.Bhd. Discos Molino Arena. Marzo, 2000
Almagrera, S.A. Emplacado de Molino. Abril, 2000
Boliden Apirsa, S.L. Acondicionador de 5,5 x 5 m. Abril, 2000
Fertiberia, S.L. Condensadores y Evaporadores. Junio, 2.000
Técnicos Caldereros, S.A. 2 Filtros para REPSOL Química. Julio, 2.000
Magotteaux Navarra, S.A. Emplacado de Molino. Julio, 2.000
Técnicos Caldereros, S.A. 3 Filtro para Técn. Canaria Agua Agosto, 2.000
Fertiberia, S.A. 2 Evaporadores. Agosto, 2.000
Tioxide Europe, S.A. 1 Tanque de Diám. 4 x 4 H. Septiembre, 2.000
Fomento y Desarr. Agrícola,SA 4 Tanques de Diám. 14 x 15 H. Septiembre, 2000
Transgranada, S.A. 1 Tanque de Diám. 13 x 14 H. Octubre, 2.000
Tioxide Malaysia, Sdn. Bhd. Discos Molinos de Arena. Octubre, 2.000
INERCO. (DITECSA) 5 Tanques Tratamineto Aguas
Almonaster-Huelva
Diciembre, 2000
I.D.A.M. Carboneras. 16 Filtros Agua 3200x11550 L Enero/Agosto, 2001
Almagrera, S.A. Emplacado de molino. Febrero, 2001
Magotteaux, S.A. 2 Emplacado de molinos. Marzo, 2001
Fertiberia, S.A. Evaporador. Marzo, 2001
Azucarera Ebro Agrícolas, SA 400 m.l. Tuberías. Abril, 2001
Azucarera Ebro Agricolas, SA 2 Filtros Quetin. Abril, 2001
Fertibería, S.A. 2 Condensadores 4 x 8 m. Mayo, 2001
Magotteaux, SA. Emplacado Molino. Mayo, 2001
Tioxide Sudáfrica, Ltd. Discos Molino de Arena. Mayo, 2001
Fertibería, S.A. 2 Evaporadores. Junio, 2.001
Tioxide Malaysia, Sdn. Bhd. Discos Molino de Arena. Julio, 2001
Almagrera, S.A. Emplacado de Molino. Agosto, 2.001
Tioxide Europe, S.A. Tanque D. 3500 x 3500 H. Septiembre, 2001
I.D.A.M. Cartagena. 12 Filtros Agua 3600x12500 L Octubre 01/Mayo 02
I.D.A.M. Tordera (Barcelona) 4 Filtros Agua 3600 x 17500 L Diciembre 01/Abril, 02
Magotteaux, S.A. Emplacado de molino. Diciembre, 2001

Referencias.
Cliente Trabajo Realizado Fecha
Tioxide Malaysia, Sdn. Bhd. Discos Molino de Arena. Diciembre, 2.001
IDAM Antofagasta (Chile) Filtros de Arena D.3000 x 1000
L.
Mayo 2.002/ Julio 2002
Fertiberia, S.A. 2 Lavadores de Fluor. Junio 2002
Magotteaux, S.A. Emplacados de Molino. Agosto 2002
Fertiberia, S.A. Tanque D. 12 x 8 H. Agosto, 2002
Tall. Lomgo, SL / INIMA 3 Filtros Desaladora Benidorm. Octubre 02/Enero 03
TECALSA / INTECSA UHDE Planta Clorososa (Argelia) Diciembre 02/Febrero 03
SADIT 3 Filtros Desaladora Cuevas de
Almarzor (Almería)
Febrero-Marzo, 2..003
I.D.A.M. Tordera (Barcelona)
S.P.A. / PRIDESA
1 Filtro 3600 x 17500 L
Ampliación.
Abril 2.003
I.D.A.M. Martos (Jaén)
PRIDESA
5 Filtros 3600 x 12.500 L. Mayo-Julio 2.003
Central Térmica Barranco
Tirajana (Canarias)
S.E.T.A. – Flguera Fluidos.
2 Filtros Vertivales.
Diám. 2.200 x 3.520 Hc.
Mayo, 2.003
Central Térmica C.C.
Granadilla (Canarias)
Tall. Lombo-Técn. Reunidas
2 Filtros Verticales
Diám. 2.500 x 3.800 Hc.
Septiembre, 2003
ASIROSA Emplacado de Molino. Octubre, 2.003
LEATRANSA
Puerto de Castellón.
Tanque D. 12.5 x 8,5 m.
Almac.Acido Fosfórico
Noviembre, 2003
SADIT 1 Filtros Desaladora Cuevas de
Almarzor (Almería)
Diciembre, 2..003
Magotteaux, S.A. Emplacados de Molinos Marzo, 2.004
Tioxide Malaysia, Sdn.Bhd. Discos Molinos de Arena. Abril, 2.004
DITECSA.
Rio Narcea Gold Mines, S.A.
Tolvas para
Mina Aguas Blancas (Badajoz)
Mayo, 2.004
Tioxide Esurope, S.A. Tanque de Nucleación. Mayo, 2.004
PMS, S.A. Cisternas Ttes. Clorhídrico. Julio, 2.004
LEATRANSA.
Puerto de Castellón.
Tanque 11,30 x 10,20 m.
Almac. Acido Fosfórico.
Septiembre, 2.004
Hnos. PISTON, S.L.
Técnicas Reunidas, S.A.
7 Filtros de Arena 3,6 x 17,5 m.
Deslad. Rambla Morales
(Almería).
Septiembre, 2.004
Enero 2.005
ELFRAN,SA / TFB, SA Filtros Afino Rambla Morales
(Almería)
Noviembre, 2.004
ELFRAN, SA. / TFB, SA Filtros Afino Minera Escondida
(Chile)
Marzo, 2.005
S.P.A., S.A. Ampliación Desaladora Denia
1 Filtro Diám. 3 x 10,2 m.
Mayo, 2.005
LEATRANSA
Puerto Castellón.
Tanque 11,30 x 8,5 m. H.
Almac. Acido Fosfórico
Junio, 2.005
Tioxide Sudafrica, Pty. Ltd. Discos Molino Arena Junio, 2.005
UTE PRIDESA-
DEGREMONT
4 Filtros 4.000 x 12.500 Lc.
Ampliación Cartagena
Agosto, 2005-Mayo 2006
Rio Narcea Recursos, S.A. Tolvas para Minería Noviembre, 2005
Tioxide Malaysia, Sdn. Bhd. Discos Molino de Arena. Diciembre, 2005
Magotteaux, S.A. Emplacados de Molinos Diciembre, 2005

Cliente Trabajo Realizado Fecha
TEC.EUROPEAS METAL, SA
Cadaguas, S.A.
4 Filtros 3600 x 8.000 Lc.
Desaladora de Melilla UTE
Enero, 2006
IASUR, S.L. 1 Filtro 3.600 x 10.000 Lc Enero, 2006
Tioxide Malaysia, Sdn. Bhd. Discos Molino de Arena. Marzo, 2006
Tioxide Malaysia, Sdn. Bhd. Discos Molino de Arena. Junio, 2006
Tioxide Malaysia, Sdn. Bhd. Discos Molino de Arena. Septiembre, 2006
UTE DESALADORA CAMPO
CARTAGENA
Ferrovial-Agroman-Cadaguas
11 Filtros 3.600 x 10.500 Lc Julio, 2006-Octubre 2007
ING.AGUAS DEL SUR, S.L. 2 Filtros 3.600 x 10.000 Lc. Febrero 2007
Tioxide Malaysia, Sdn. Bhd. Discos Molino de Arena. Abril, 2007
Diseños y Proyectos Técnicos,
S.A.
Equipos Minas Aguas Teñidas Mayo, 2007
Tioxide Malaysia, Sdn. Bhd. Discos Molino de Arena. Julio, 2007
Obrascon Huarte Lain, S.A.
Desaladora de Marbella
4 Filtros 3000 x 10.016 mm. Julio, 2007
Rio Narcea Recursos, S.A. Equipos Minas Aguas Blancas Julio, 2007
UTE DESALADORA
AGUILAS-GUADALENTIN
Ferrovial-Agroman-Cadaguas-
Sacyr-Sadyt
9 Filtros 3600 x 13.000 mm. Julio, 2007
IDAM TORREVIEJA UTE 15 Filtros 3600 x 12500 mm. Agosto, 2007
Abantia Ticsa, S.A. Equipos Minas Aguas Teñidas Noviembre, 2007
Inselma, S.A. Equipos Minas Cobre las Cruces Noviembre, 2007
Tioxide Malaysia, Sdn. Bhd. Discos Molino de Arena. Noviembre, 2007
Fertiberia, S.A. TK- Fosfórico 8000 x 8000 MM Noviembre, 2007
Navantia, S.A. Colectores Buque Quimiquero Noviembre, 2007
Yara C.G. Liquidos, S.L. Reparaciones en TK-Fósforico Enero, 2008
Ute Deca Reparac. Desaladora Carboneras Febrero, 2008
Tioxide Malaysia, Sdn. Bhd. Discos Molino de Arena. Julio, 2008
UTE DESALADORA CAMPO
CARTAGENA
Ferrovial-Agroman-Cadaguas
3 Filtros 3.600 x 10.500 Lc.
Ampliación
Marzo, 2009
T. GARCIA PARIS, S.L.
Desaladora de Honaine
(Argelia)
7 Filtros 3.700 x 11.000 Lc. Julio, 2009