17. 2010 NOVIEMBRE_José Ruiz de La Rosa
134
UNIVERSIDAD DEL ISTMO CAMPUS TEHUANTEPEC “Estudio del impacto del procesamiento de crudos pesados en la hidrodesulfuración de gasolinas ” TESIS PARA OBTENER EL TÍTULO DE INGENIERO DE PETRÓLEOS PRESENTA: JOSÉ RUIZ DE LA ROSA DIRECTOR: M. C. JESÚS MANUEL BAUTISTA BARRERA Sto. Domingo Tehuantepec, Oaxaca a Noviembre de 2010.
description
tesis
Transcript of 17. 2010 NOVIEMBRE_José Ruiz de La Rosa

UNIVERSIDAD DEL ISTMO CAMPUS TEHUANTEPEC
“Estudio del impacto del procesamiento de crudos pesados en la
hidrodesulfuración de gasolinas”
TESIS
PARA OBTENER EL TÍTULO DE
INGENIERO DE PETRÓLEOS
PRESENTA:
JOSÉ RUIZ DE LA ROSA
DIRECTOR:
M. C. JESÚS MANUEL BAUTISTA BARRERA
Sto. Domingo Tehuantepec, Oaxaca a Noviembre de 2010.

A G R A D E C I M I E N T O S
Gracias Dios mío…señor Todopoderoso…por estar vivo y permitirme vivir……
Agradecerles a mis padres, el Sr. Roberto Ruiz Marín y la Sra. Elsa de la Rosa
López por darme la vida, por sus consejos, por su amor y el enorme sacrificio
realizado para brindarme la oportunidad de estudiar y estar aquí en este día.
A mi amor y compañera de vida…Lupe…por su complicidad, confianza y
cariño.
A mis hermanos… Ana, Sandy y Jairo… por los buenos momentos familiares.
A mi director de tesis, el M.C. Jesús Manuel Bautista Barrera…por su
asesoramiento, apoyo, paciencia y conocimientos aportados para la realización
del trabajo.
A los revisores: Ing. Ángel Roberto Alamilla García, Dr. José Alberto
Lumbreras Pacheco, Dr. Isaías Ochoa Landín y el M.C. José Luís Sánchez
López, por sus observaciones y apuntes para el mejoramiento del trabajo.
A la Universidad del Istmo……Guiraa zanda ne guendaracala’dxi.
Ne la guietenala’dxi…cadi gusiaanatu ne gunitu ne na’ ladxidooto ne
xhpiaanito…pa’ guidxelazau ne ti guie, biasa…ne guza…Diuxhi cayapa xhixha
naroo ne chudii lii.

C O N T E N I D O RESUMEN……………………………………………………………………………………………..….. i INTRODUCCIÓN………………………….………………………………………………………..…..… iii 1 Objetivos………………………...………..……………………………………………….……..... viii
1.1 Objetivo general………………………...………..……………………………………….. viii 1.2 Objetivos específicos…………………………...………………………………………... viii
CAPÍTULO I: GENERALIDADES………………………………………….…..………………………... 1
I.1 Evolución del consumo mundial de energía primaria…… ...……………………..………….…. 1 I.2 Tendencia internacional de la calidad del petróleo crudo………………………….……………. 2 I.3 Reservas totales (3P) de hidrocarburos en México…………………………..………………….. 3 I.4 Producción de crudo en México…………………………………………………………………. 6 I.5 Tendencias en la producción de crudo en México………………………………………………. 7 I.6 Distribución de la producción de crudo en México…..…………………………………………. 8 I.7 Comparación de la calidad entre crudos mexicanos y crudos internacionales.…………………. 9 I.8 Evolución y tendencias del consumo mundial de petrolíferos……………….………………….. 12 I.9 Situación actual y futura de la gasolina en México………………………….…………..…...….. 12 I.10 Calendario de introducción de combustibles de bajo azufre con base a la NOM-086-SEMARNAT-SENER-SCFI-2005.………………………………...………….... 14 CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN…………….………………..………….. 15 II.1 Origen e identificación del azufre en el petróleo crudo………….…………………...………… 15 II.2 Hidroprocesamiento del petróleo…………….………………...….……………………………. 17 II.3 Hidrodesulfuración catalítica…………………………………..…………………………….…. 19 II.4 Reacciones típicas presentes durante la hidrodesulfuración…….……………………………… 19
II.4.1 Eliminación de azufre………………………………...………………………………... 20 II.4.2 Eliminación de nitrógeno………………………………...…………..………………... 22 II.4.3 Eliminación de oxígeno..………………………………...…………..………………... 23 II.4.4 Saturación de olefinas…..………………………………...…………..………………... 23 II.4.5 Eliminación de metales…..…….………………………...…………..………………... 24 II.4.6 Eliminación de haluros…………………………………...…………..………………... 24
II.5 Ejemplificación de los fenómenos primarios implicados en una hidrodesulfuración convencional heterogénea considerando al tiofeno………………….…………………………. 25 II.6 Descripción del proceso convencional de hidrodesulfuración de gasolinas………………..…... 28
II.6.1 Sección de preparación de carga……………………...………………………………... 29 II.6.2 Sección de reacción……………………...……………………………………………... 30 II.6.3 Sección de estabilización……...………...……………………………………………... 30
II.7 Variables de operación del proceso de hidrodesulfuración………………………….…….….… 32 CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS…………………………………………………………………………….. 38 III.1 Tecnologías para eliminación de azufre…………………………...…………..…….…………. 38
a) HDS convencional……...………………………………...………………………………... 39 b) Oxidación……………….………………………………...………………………………... 40 c) Adsorción Reactiva……..………………………………...………………………………... 40 d) Extracción con solventes.………………………………...………………………………... 40 e) Destilación Reactiva……………………………………...………………………………... 41 f) Biodesulfuración………..………………………………...………………………………... 42
III.2 Análisis de tecnologías actuales de HDS para gasolinas FCC…………………………………. 44 CAPITULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR………………………………………………………………………………………………………… 62 IV.1 Caso a) Hidrotratamiento de gasóleos de carga a unidad FCC o pretratamiento…..….….…… 76 IV.2 Caso b) Hidrodesulfuración de la gasolina FCC o postratamiento…………..………………... 78

C O N T E N I D O IV.3 Evolución de las tecnologías de HDS para gasolinas FCC…..………………………………... 79 DISCUSIÓN DE RESULTADOS………………………….……………………………………………… 84 CONCLUSIONES Y RECOMENDACIONES……………………………………………………………. 109 REFERENCIAS BIBLIOGRÁFICAS…………………………………………………………………….. 113

L I S T A D E F I G U R A S Y E S Q U E M A S
LISTA DE FIGURAS INTRODUCCIÓN
Figura 1: Distribución de reservas totales de petróleo crudo en el mundo…………...……….………… iii CAPÍTULO I: GENERALIDADES
Figura 2: Evolución del consumo mundial de energía primaria.………….....………………………….. 1 Figura 3: Tendencia internacional de la calidad del petróleo crudo…………...………………………... 2 Figura 4: Reservas totales de petróleo crudo equivalente de México ……………..…………………..... 3 Figura 5: Composición de las reservas totales de petróleo crudo equivalente de México………............ 4 Figura 6: Reservas probadas de petróleo crudo equivalente en México ……………………..…………. 5 Figura 7: Composición de las reservas probadas de petróleo crudo equivalente……………….............. 6 Figura 8: Producción de crudo en México.…………...…………………………………………..…...… 7 Figura 9: Tendencias en la producción de crudo en México..…………...……………………………… 8 Figura 10: Distribución de la producción de crudo en México.…………...…………………………..… 9 Figura 11: Evolución y tendencias del consumo mundial de petrolíferos.…………...………………….. 12 Figura 12: Situación actual y futura de la gasolina en México.…………...……………………………... 13 Figura 13: Calendario de introducción de combustibles de bajo azufre con base a la NOM-086- SEMARNAT-SENER-SCFI-2005.………………………………………………...…...…… 14
CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN
Figura 14: Efecto de las variables del proceso de hidrodesulfuración……………….…………...……… 37
CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
Figura 15: Clasificación de las tecnologías de HDS................................................................................... 38
CAPÍTULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR Figura 16: Participación del proceso de crudo por refinería en 2009…………………………….....…... 65 Figura 17: Procesamiento de tipo de crudo en el Sistema Nacional de Refinación en 2009…………….. 66 Figura 18: Integración de la mezcla de gasolinas para formular la gasolina comercial.………………… 67 Figura 19: Aportación de azufre en el mezclado de gasolinas.………………………………………….. 68 Figura 20: Principales variables de estudio de la gasolina catalítica (pruebas realizadas en nivel laboratorio por el Instituto Mexicano del Petróleo, IMP en 2005).…………………………. 69 Figura 21: Pérdida de octano por la disminución de azufre en la gasolina catalítica (datos experimentales con catalizador comercial selectivo, realizadas por el IMP en 2005)……...... 70 Figura 22: Efecto y comportamiento general de los parámetros de las gasolinas de FCC……………… 71 Figura 23: Composición de azufre y olefinas en la gasolina FCC.............................................................. 74
DISCUSIÓN DE RESULTADOS Figura 24: Consumo e importaciones de gasolinas en México….……………………………….………. 85 Figura 25: Rendimientos de los diferentes crudos mexicanos….………………………………....……... 87 Figura 26: Margen variable de los diferentes tipos de configuraciones de las refinerías (USD/bbl)..…... 88 Figura 27: Márgenes Variables de Refinación, 2007………………………………………………...…... 89 Figura 28: Comparación de los márgenes variables del SNR versus Deer Park, 2007..………………… 89 Figura 29: Representación simplificada de la integración de un sistema de coquización retardada en una refinería de configuración compleja…………………………………………………….. 90 Figura 30: Comparación de la retención de olefinas del proceso S Zorb versus otras tecnologías….…... 98 Figura 31: Requerimientos de una unidad convencional cuando se encuentra fuera de operación.……... 101 Figura 32: Actividad de un catalizador comercial para HDS de gasolina FCC.……………………...….. 102 Figura 33: Comparación de la actividad del catalizador CDHDS contra un catalizador comercial……... 103 Figura 34: Utilidades de las principales empresas petroleras integradas en 2005……………………..… 104

L I S T A D E F I G U R A S Y E S Q U E M A S
LISTA DE ESQUEMAS
CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN Esquema 1: Compuestos organo sulfurados presentes en las fracciones de petróleo crudo con bajo punto de ebullición………………………………………………………………...……..… 16 Esquema 2: Estructuras padres de HAAPs con dos a cuatro anillos condensados presentes en fracciones de petróleo crudo con alto punto de ebullición …………………………….….. 17 Esquema 3: Caminos de reacción de hidrotratamiento para tiofeno, benzotiofeno y dibenzotiofeno…... 25 Esquema 4: Esquema mostrando el efecto del tamaño molecular en la reactividad de las moléculas organo sulfuradas…………………………………………………………………………... 27 Esquema 5: Diagrama de Flujo del Proceso de la Hidrodesulfuración convencional de gasolinas.……. 28
CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS Esquema 6: Reacción de HDS convencional de fracciones de HC’s.………………………………....... 39 Esquema 7: Reacción de Oxidación de los compuestos de azufre ………………………………........... 40 Esquema 8: Reacción por Adsorción Reactiva ……………………………………………………….… 40 Esquema 9: Representación del fenómeno de extracción con solvente.………………………………… 41 Esquema 10: Representación esquemática del proceso de destilación reactiva.………………………… 41 Esquema 11: Diagrama de Flujo del Proceso GT-BTXPlus.…………………………………………..… 45 Esquema 12: Diagrama de Flujo del Proceso S Zorb.………………………………………………….... 47 Esquema 13: Diagrama de Flujo del Proceso Prime-G+.………………………………………………... 49 Esquema 14: Diagrama de Flujo del Proceso OCTGAIN 220.………………………………………….. 51 Esquema 15: Diagrama de Flujo del Proceso SCANfining.……………………………………….…….. 53 Esquema 16: Diagrama de Flujo del Proceso RHT-HDS.……………………………………………….. 55 Esquema 17: Diagrama de Flujo de los procesos CDhydro y CDHDS.…………………………………. 57 Esquema 18: Diagrama de Flujo del Proceso SelectFining ……………………………………………... 59
CAPÍTULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR Esquema 19: Esquema de procesamiento con reducción de fondo de barril….……………………...….. 62 Esquema 20: Esquema de procesamiento de la HDS de gasóleos de carga a la unidad FCC o pretratamiento....................................................................................................................... 76 Esquema 21: Integración de una planta coquizadora al sistema de procesamiento del crudo.….……….. 78 Esquema 22: Esquema de procesamiento de la HDS de la gasolina FCC o postratamiento ………..…... 79
DISCUSIÓN DE RESULTADOS Esquema 23: Reacciones que se llevan acabo en el proceso de adsorción ……………………………… 97 Esquema 24: Diseño conceptual de una columna de destilación reactiva ………………………...…….. 100

L I S T A D E T A B L A S INTRODUCCIÓN Tabla 1: Tipos y propiedades de los crudos comerciales de México.………………...…………... v
CAPÍTULO I: GENERALIDADES
Tabla 2: Comparación de la calidad entre crudos mexicanos y crudos internacionales…….……… 10 CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN Tabla 3: Entalpías de reacciones que se llevan a cabo en las unidades de HDS de gasolinas…….. 20 Tabla 4: Entalpías estándar de las reacciones de hidrodesulfuración…….…………………...…… 21 Tabla 5: Características físico-químicas de varias fracciones del petróleo…….…………………… 32 Tabla 6: Variaciones de la presión parcial de H2 con respecto a la presión total de operación ……. 34 CAPITULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR Tabla 7: Capacidad de diseño de procesamiento de crudo del Sistema Nacional de Refinación.….. 63 Tabla 8: Procesamiento de crudo en el Sistema Nacional de Refinación (MBPD).…………...…… 64 Tabla 9: Propiedades de las naftas de FCC (datos experimentales con muestra de Tula).…………. 73 Tabla 10: Propiedades de naftas comerciales de FCC.……………………………………………… 75 Tabla 11: Costo promedio anual para lograr especificación TIER II en las gasolinas de FCC de México, usando HDT convencional.……………………………………………………… 81 Tabla 12: Evolución de las tecnologías para HDS profunda para obtener gasolinas de UBA (1997-2005)…………………………………………………………………………. 81 Tabla 13: Comparación del costo promedio anual para lograr especificación TIER II Fase III en las gasolinas de México con postratamiento…..…………………………………………. 82 DISCUSIÓN DE RESULTADOS Tabla 14: Características actuales de la producción de los crudos mexicanos.…………….……….. 84 Tabla 15: Producción y demanda de gasolinas en México en 2009 (MBPD)…………….………… 85 Tabla 16: Comparación de las principales tecnologías de HDS para gasolinas FCC….……………. 92 Tabla 17: Evaluación de la viabilidad económica de las diferentes tecnologías de HDS para gasolinas FCC…………………………………………………………………………..… 94 Tabla 18: Condiciones generales de operación del proceso S Zorb para gasolinas FCC….………... 95 Tabla 19: Ejemplos de casos de estudio mostrando el funcionamiento del proceso S Zorb cuando procesa el intervalo total de ebullición de las naftas de FCC…….…………………....…. 95 Tabla 20: Condiciones generales para un caso de estudio del proceso CDHydro/CDHDS……….… 99 Tabla 21: Estado de resultados financieros de PEMEX en 2009……………………………………. 105 Tabla 22: Inversión en capital por parte de PEMEX, en 2009………………………………………. 107 Tabla 23: Antigüedades de las refinerías del SNR…………..………………………………………. 108

N O M E N C L A T U R A
API Instituto Americano del Petróleo ( American Petroleum Institute por sus siglas en inglés)
Al2O3 Alúmina
atm Unidad de presión en atmósferas
bbl Barril y/o barriles
BDN Biodenitrogenación
BDS Biodesulfuración
BPD Barriles por día
ºC Grados centígrados
Ca Calcio
C.E.I Costo Estimado de Instalación
Cents. USD Centavos de dólar
C.E.O Costo Estimado de Operación
Cu Cobre
D Destilación
DBT Dibenzotiofeno
DEA Dietilamina
DT Desarrollo Tecnológico
FCC Unidad de desintegración catalítica fluidizada (Fluid Catalytic Cracking por sus siglas en inglés
Fe Fierro
g Gramo
gal Galón
GC Cromatografía de gases (Gas Chromatography por sus siglas en inglés)
GLP Gas Licuado del Petróleo
HAAPs Heterociclos de Azufre Aromáticos Policíclicos
HC Hidrocarburo
HC´s Hidrocarburos
HDA Hidrodearomatización

N O M E N C L A T U R A HDN Hidrodenitrogenación
HDS Hidrodesulfuración
HDT Hidrotratamiento
HYD Hidrodesintegración
H2 Hidrógeno en condiciones atmosféricas normales
H2S Sulfuro de hidrógeno (gas), ácido sufhídrico (líquido)
I Investigación
IMP Instituto Mexicano del Petróleo
ISBL Inversión de capital considerando dentro del limite de baterías
K Potasio
lb Libras
MBPD Miles de barriles diarios
Mg Magnésio
MMB Millones de barriles
MMBPCE Millones de barriles de petróleo crudo equivalente
Mo Molibdeno
MTBE Metil Ter Butil Eter
Na Sódio
Ni Níquel
O2 Oxígeno en condiciones atmosféricas normales
P Presión
PCE Petróleo crudo equivalente
PEMEX Petróleos Mexicanos
PFE Punto Final de Ebullición
PIE Punto Inicial de Ebullición
PIONA Análisis de Parafinas, Isoparafinas, Olefinas, Naftenos y Aromáticos
ppm Partes por millón
S Azufre elemental
SNR Sistema Nacional de Refinación

N O M E N C L A T U R A
SOX Óxidos de azufre
SO2 Dióxido de azufre
T Temperatura
TAME Ter Amil Metil Eter
TCMA Tasa de Crecimiento Media Anual
TFE Temperatura Final de Ebullición
TIE Temperatura Inicial de Ebullición
TIR Tasa de Inversión de Retorno
UBA Ultra Bajo Azufre
V Vanadio
4,6-DMDBT 4,6-dimetil dibenzotiofeno
USD Dólares americanos

RESUMEN
i
RESUMEN
El presente trabajo trata sobre el proceso de hidrodesulfuración de gasolinas en las refinerías.
En la actualidad, este proceso ha venido cobrando mucha importancia ya que los mercados
internacionales de crudo están siendo invadidos por crudos pesados y extrapesados; debido a
la declinación en la calidad de la mayoría de los yacimientos petrolíferos internacionales.
Debido a que la concentración de azufre aumenta considerablemente en los crudos pesados,
inevitablemente el proceso de hidrodesulfuración de gasolinas; junto con el proceso de
desintegración catalítica (FCC), son los procesos medulares en la estructura de las refinerías
actuales y futuras.
El contenido del presente trabajo se encuentra estructurado de la siguiente manera:
Se plantea una introducción general del tema, en donde se describen circunstancias y
características implicadas con el proceso de hidrodesulfuración de gasolinas, así como, los
objetivos del trabajo.
El capítulo I abarca las generalidades alrededor del tema como son la tendencia internacional
del petróleo crudo, la producción de petróleo crudo en México, la comparación del crudo
mexicano contra los crudos internacionales, evolución y tendencia mundial del consumo de
petrolíferos, la situación actual y futura de la gasolina en México, etc.
En el capítulo II, se describe en forma detallada el proceso convencional de
hidrodesulfuración de gasolinas, así como, de las reacciones que se presentan durante la
hidrodesulfuración. Además se identifican los compuestos de azufre presentes en las cargas
de petróleo crudo a las refinerías y en los cortes de gasolinas alimentadas a la unidad de
hidrodesulfuración. También se analizan los principales parámetros y variables de operación
como son la presión, temperatura, espacio-velocidad y la relación H2/HC, así como, el efecto
que tienen sobre el proceso.
En el capítulo III, se analizan las principales tecnologías de las compañías más importantes a
nivel mundial en cuanto al proceso de hidrodesulfuración de gasolinas. Aquí, se describe el

RESUMEN
ii
proceso, se presentan condiciones de operación, resultados obtenidos por la compañía y su
factor económico.
En el capítulo IV, se estudia y analiza las posibilidades presentes para la hidrodesulfuración
de la gasolina de la unidad FCC, ya que ésta unidad cubre el 40 % del volumen total en el
mezclado de gasolinas.
En la parte de discusión de resultados se analizan las ventajas y desventajas de la opción del
postratamiento de la corriente de gasolina de la unidad FCC. Asimismo, se explica los
motivos de la elección de las tecnologías S Zorb y CDHydro/CDHDS como alternativas para
la solución y cumplimiento de las restricciones ambientales de la NOM-086-SEMARNAT-
SENER-SCFI-2005.
Se concluye, que la opción más viable económicamente para obtener productos de 10 ppm de
azufre es el postratamiento de las gasolinas FCC, esto es, bajo el esquema actual de
procesamiento del Sistema Nacional de Refinación.
Además, se concluye, que para que en el Sistema Nacional de Refinación se puedan procesar
100% de crudos pesados y mezclas de extra pesados como carga a las refinerías se debe de
implementar un proceso de coquización retardada, así como, unidades de pretratamiento y
postratamiento de naftas de FCC.

INTRODUCCIÓN
iii
INTRODUCCIÓN
La mayor parte de los recursos de petróleo del mundo corresponde a hidrocarburos viscosos y
pesados, que son difíciles y caros de extraer y refinar. Por lo general, mientras más pesado o
denso es el petróleo crudo, menor es su valor económico. Las fracciones de crudo más
livianas y menos densas, derivadas del proceso de destilación simple, son las más valiosas.
Debido a la gran demanda y los altos precios del petróleo, y encontrándose en declinación la
producción de la mayoría de los yacimientos de petróleo convencionales, la atención de la
industria mundial se está desplazando hacia la explotación de petróleo pesado.
El petróleo pesado se ubica entre 10 a 22.3 ºAPI en la escala del American Petroleum Institute
(API). Los crudos que tienen menos de 10 °API se conocen como extra pesados, ultrapesados
o súper pesados porque son más densos que el agua (Conaway C., 1999). Al cierre del 2009,
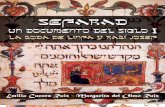
el total de reservas probadas de petróleo crudo del mundo era de aproximadamente 14 x 1012
(trillones) barriles. El petróleo convencional representa sólo un 30% aproximadamente de ese
total, correspondiendo el 70% a petróleo pesado, extra pesado y bitumen (Ver Figura 1)
(British Petroleum, 2010).
Figura 1: Distribución de reservas totales de petróleo crudo en el mundo.

INTRODUCCIÓN
iv
México cuenta con un gran yacimiento llamado “Cantarell” (localizado en la Sonda de
Campeche, a 85 Km. de Ciudad del Carmen, Campeche), que en el mes de Diciembre del
2003, alcanzó su producción pico, al promediar 2.21 millones de barriles diarios (MMBPD).
Es también ese mes cuando la producción global del país alcanzó su nivel más alto de la
historia: 3 millones 454 mil barriles diarios. Sin embargo desde inicios del 2004, Cantarell
inició un proceso natural y previsto de declinación. El inicio de la declinación de Cantarell
repercute directamente en la producción global del país, ya que es su principal productor de
crudo.
Desde su nivel máximo de producción, Cantarell acumula una caída de 51.3%, mientras que
la producción total del país alcanza una caída de 19% (PEMEX, 2009).
En volumen, la producción global del país ha disminuido 656 mil barriles diarios desde su
punto más alto, mientras que Cantarell acumula una disminución de 1 millón 134 mil barriles
diarios (PEMEX, 2009).
Se estima que la producción de Cantarell al cierre del presente sexenio (2012), será de
alrededor de 600 y 700 mil barriles por día (MBPD), nivel que se estima tenderá a
estabilizarse para los años subsecuentes (PEMEX, 2009). Sin embargo, ante el agotamiento
del gran yacimiento, se torna indispensable acelerar los trabajos en nuevas zonas donde se
sabe de la existencia de petróleo, pero indudablemente en condiciones más complejas.
Petróleos Mexicanos tiene planeado que el sustituto de Cantarell va a ser el activo integral:
Ku-Maloob-Zaap, el cual se localiza en el Golfo de México al Oeste del activo integral
Cantarell, aunque no es un yacimiento súper gigante, es el segundo campo más grande de
México.
Los estudios indican que el activo integral Ku-Maloob-Zaap cuenta con gran cantidad de
reservas de petróleo crudo, sin embargo la calidad de este crudo es pobre, ya que es
considerada como crudo súper pesado.
Debido a esto, la disponibilidad de petróleo crudo será menor y además gran parte de ese
petróleo crudo disponible será de crudo pesado y extra pesado.

INTRODUCCIÓN
v
El problema del crudo pesado y extra pesado, además de su complicada producción, es su
calidad. Cualquiera que sea su origen, el petróleo crudo viene acompañado de muchos
contaminantes como son: azufre en diversos tipos (ácido sulfhídrico, mercaptanos, tiofenos,
benzotiofenos, etc.), compuestos de nitrógeno, compuestos de oxígeno, sales, asfaltenos y
metales (Fe, Cu, Ni, V, Ca, Mg, K, Na, etc.). Rall y col. (1972), establecen que el contenido
de azufre en el crudo varía en el intervalo de 0.03% en peso a valores superiores al 8% en
peso. A su vez Kropp y Fedorak (1988), señalan que puede llegar incluso hasta el 30%. Pero
en los crudos pesados y extra pesados éstos contaminantes aumentan y hacen que estos tipos
de crudos sean difíciles de procesar.
México cuenta con 3 tipos de crudos comerciales: el Maya, el Istmo y el Olmeca, en la
Tabla 1 se presentan las propiedades de estos tipos de crudos. Aquí podemos observar que el
crudo Olmeca es el crudo más ligero con que cuenta México y que su contenido de azufre es
muy bajo. Pero además de los comerciales, existen otros tipos de crudos regionales como lo
son: el Pánuco, el Mauro Álamo y el Tamaulipas, los cuales son crudos extra pesados.
Tabla 1: Tipos y propiedades de los crudos comerciales de México.
Tipo de Crudo
Propiedades Maya Istmo Olmeca
Gravedad, ºAPI 21.5 32.9 38.9
Azufre, % peso 3.4 1.4 0.93
Viscosidad, cst 20º C 170.1 8.8 4.22
Punto de Fluidez, º C -30 -36 -45
Residuo de Carbón Conradson, % peso
10.8 4.5 2.8
Acidez, mg KOH/g 0.43 0.46 0.8
Vanadio, ppm 278 38 8
Níquel, ppm 53 8 2.5
C5-, % en volumen 0.3 1.3 (C4-) 1.8 (C4-)

INTRODUCCIÓN
vi
La refinación transforma el petróleo crudo en petrolíferos de alto valor (gasolina, diesel y
turbosina) y en residuales de bajo valor (combustóleo). Ésta transformación involucra
procesos industriales especializados y complejos que requieren de instalaciones de gran
escala.
México cuenta con seis refinerías, las cuales fueron diseñadas para procesar crudos ligeros y
medianos, por lo cual; actualmente se enfrenta al problema de los crudos pesados y extra
pesados, es por ello que el Sistema Nacional de Refinación (SNR) realizó reconfiguraciones
en las refinerías de Cadereyta y Minatitlán, además contempla la reconfiguración de las
refinerías de Madero, Salina Cruz, Salamanca y Tula (PEMEX, 2009).
Los petrolíferos obtenidos de las refinerías del país deben de cumplir con ciertas
características y normatividades aplicables en cuanto a la protección ambiental se refiere para
su utilización. Esto es debido al problema de la contaminación ambiental existente en todo el
mundo, es por ello que las instituciones ambientales respectivas a nivel mundial han
restringido y estructurado la cantidad de emisiones que se producen debido a petrolíferos
usados por la sociedad y las industrias.
Actualmente, en México la contaminación del aire es uno de los problemas más serios que
aqueja al país, la calidad del aire que se respira cada vez está más deteriorada y contaminada.
A partir del suceso de la inversión térmica que se presentó en la ciudad de México el 19 de
Diciembre de 1985, en donde la ciudad quedó envuelta por una espesa capa de neblina y
humo que permaneció en el ambiente más de 24 horas, que por su corta duración no causó
demasiado daño, aparecieron normas para regular y controlar esa cantidad de emisiones a la
atmósfera (Garfias y Gutiérrez, 2003). Es así como surge la NOM-086-ECOL-1994, pero con
el paso de los años el problema del incremento demográfico y la concentración en zonas
urbanas de la población, el correspondiente aumento en la demanda energética, el aumento
exponencial de la producción y el modelo de organización de la actividad industrial, elevaron
los índices de emisiones permitidas a la atmósfera, provocando que se efectúen
modificaciones a la norma original para cumplir con los requisitos de normas internacionales.
Además, una de las ramas a la cual se le ha puesto sin duda mayor atención es a la producción
de combustibles automotrices (gasolina), las cuáles debido a su consumo en grandes

INTRODUCCIÓN
vii
cantidades son una fuente importante de contaminación. Es por ello que en el 2005 aparece la
NOM-086-SEMARNAT-SENER-SCFI-2005 “Especificaciones de los combustibles
fósiles para la protección ambiental”, la cual estipula, en una primera etapa, que la
cantidad máxima de azufre en la gasolina debe ser de 30 partes por millón (ppm) promedio y
80 ppm máximo para la gasolina Premium, a partir de Enero de 2006 y en una segunda etapa
a partir de Septiembre de 2008, 30 ppm promedio y 80 ppm máximo para la gasolina Magna
(NOM-086).
Además, debido a la tendencia en un futuro; se espera que estas normas sean más estrictas y
enfocadas hacia el uso de combustibles de Ultra Bajo Azufre (UBA) y posteriormente al uso
de gasolinas libres de azufre.
Por tanto, PEMEX Refinación se ve obligado a implementar un nuevo sistema ó modificar las
condiciones en sus procesos convencionales de reducción de azufre en las gasolinas; para
poder cumplir con ésta nueva normatividad y las posteriores.
El proceso en el cual se reduce la cantidad de azufre en la gasolina es la
“Hidrodesulfuración”.
Es por ello que el presente trabajo está enfocado al análisis del proceso convencional de
gasolinas y a las tecnologías actuales de hidrodesulfuración de gasolinas. Así como, al
análisis de las situaciones o adaptaciones que se podrían realizar al SNR para la obtención de
gasolinas de UBA, sin afectar la calidad del producto (índice de octano), procesando crudos
pesados y extra pesados, considerando costos de inversión y de operación de las diferentes
tecnologías.

INTRODUCCIÓN
viii
1 OBJETIVOS
1.1 Objetivo General:
Estudio del impacto de crudos pesados en la Hidrodesulfuración de gasolinas.
1.2 Objetivos Específicos:
Estudio de las tecnologías convencionales y tecnologías de punta en la
Hidrodesulfuración de gasolinas.
Elección de la tecnología más conveniente con base a los rendimientos de producción
y a las condiciones de operación en el proceso, al utilizar crudos pesados y extra
pesados como carga a las refinerías.
Análisis de ventajas y desventajas de la tecnología seleccionada.
El producto del proceso seleccionado debe cumplir con los parámetros de la
NOM-086-SEMARNAT-SENER-SCFI-2005., la cual establece un contenido de
30 partes por millón (ppm) promedio de azufre en las gasolinas.
Presentar la perspectiva de la situación actual y futura de la refinación en México y un
breve estudio teórico de dicha situación.

CAPÍTULO I: GENERALIDADES
1
CAPÍTULO I
GENERALIDADES
I.1 Evolución del consumo mundial de energía primaria
El petróleo, el gas natural y el carbón, son y seguirán siendo la principal fuente de energía
primaria del mundo. Aunque muchos aseguran que este comportamiento va a cambiar en unos
años, la realidad de los estudios y proyecciones muestran lo contrario, que estos tres
componentes seguirán proveyendo de energía al mundo por mucho tiempo todavía.
En la Figura 2, se observa que la aportación como fuente de energía primaria del petróleo, gas
natural y carbón para el año 2010 es del 85% y que para el año 2025, ésta aportación
aumentará al 87%. Así pues, el uso total de otras fuentes de energía ocupará solo el 13%.
Por lo tanto, esto significa que los productos obtenidos de la refinación del petróleo fueron la
fuente más importante de energía durante todo el siglo XX y lo seguirán siendo en el futuro
cercano.
Figura 2: Evolución del consumo mundial de energía primaria.
Fuentes: Energy Information Administration. World Consumption of Primary Energy by Selected Country Groups. 1992-2001. Energy Information Administration. International Energy Outlook 2004, April 2010.

CAPÍTULO I: GENERALIDADES
2
I.2 Tendencia Internacional de la calidad del petróleo crudo
Los resultados de los estudios realizados por los países productores de petróleo, y así como lo
indican los reportes mundiales, la calidad y disponibilidad del petróleo crudo cada vez será
menor. En los últimos años todos los países con reservas de petróleo crudo probadas han
informado que la calidad de sus crudos locales irá en decadencia con el paso de los años, al
igual que sus volúmenes de producción global.
Principalmente, esta tendencia a la baja en cuanto a la calidad del petróleo crudo es debida al
contenido de azufre en el mismo. Como se observa en la Figura 3, la calidad del crudo será
cada vez menor y el contenido de azufre será cada vez mayor, y esto es inevitable, ya que la
mayoría de los campos petroleros del mundo se encuentran en su etapa madura, esto quiere
decir que lo que les queda, es petróleo pesado.
Figura 3: Tendencia internacional de la calidad del petróleo crudo.
Fuente: Cameron Charles, Meeting Destillate Needs: a 2020 Scenario, Hart’s Fuel Conference, March 2006.

CAPÍTULO I: GENERALIDADES
3
I.3 Reservas totales (3P) de hidrocarburos en México
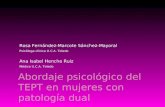
En la Figura 4, se observa claramente la tendencia a la baja de las reservas totales (3P)1 de
petróleo crudo equivalente con que cuenta México, y esto corrobora lo dicho anteriormente
sobre el decrecimiento en la disponibilidad del crudo internacional y nacional. En ella se
observa la evolución del decrecimiento que han tenido las reservas totales de petróleo crudo
equivalente del país en la última década (2000-2010).2
Al 1º de Enero de 2010, México contaba con una reserva total de aproximadamente 43,075
millones de barriles petróleo crudo equivalente (MMBPCE).
Del total de reservas totales de petróleo crudo equivalente, aproximadamente 43,075 MMB, el
71% (30,497.30 MMB) corresponde a crudo, el 9% (3,980.40 MMB) a condensados y el 20%
(8,597.00 MMB) a gas natural seco (Ver Figura 5).
RESERVAS TOTALES DE PETRÓLEO CRUDO EQUIVALENTE DE MÉXICO
58204
48041 4691443075435634448345376
46418500325295156154
0
10000
20000
30000
40000
50000
60000
70000
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010
AÑO
MM
B
Figura 4: Reservas totales de petróleo crudo equivalente de México3 (Anuario Estadístico
PEMEX, 2010).
1 La reserva 3P es la suma de las reservas probadas, reservas probables y reservas posibles. 2 El petróleo crudo equivalente (PCE) es aquél que está compuesto por crudo, condensados y gas seco. 3 Cifras al 1º de Enero.

CAPÍTULO I: GENERALIDADES
4
COMPOSICIÓN DE LAS RESERVAS TOTALES DE PETRÓLEO CRUDO EQUIVALENTE DE MÉXICO
CRUDO 71%
LIQUIDOS DEL GAS 9%
GAS SECO 20%
Figura 5: Composición de las reservas totales de petróleo crudo equivalente de México
(Anuario Estadístico PEMEX, 2010).
Se debe de tener en cuenta que la riqueza de un país en cuanto al mundo petrolero se refiere,
no radica en sus reservas totales de petróleo crudo equivalente, si no en sus reservas probadas
de petróleo crudo equivalente.
Éstas son las que se utilizan para hacer estimaciones y proyecciones de sustentabilidad
financiera de un país, al igual que para realizar cálculos de la disponibilidad del crudo y del
tiempo de vida del mismo.
Es por ello que no se presentan los volúmenes de las reservas probables ni el de las reservas
posibles de petróleo crudo equivalente de México.4,5
Por lo tanto, es fundamental conocer exactamente las reservas probadas de petróleo crudo
equivalente con que cuenta el país, ésta información se presenta en la Figura 6. 4 Reservas Probales son aquellas reservas de las que, análisis geológicos y estudios de ingeniería sugieren que están más cercanas a ser recuperables que no recuperables. 5 Reservas Posibles son aquellas reservas de las que, análisis geológicos y estudios de ingeniería sugieren que son menos cercanas a ser recuperables que las reservas probables.

CAPÍTULO I: GENERALIDADES
5
RESERVAS PROBADAS DE PETRÓLEO CRUDO EQUIVALENTE EN MÉXICO
2507423525
20077 18895 17650 16469 15514 14717 14307 13992
21892
0
5000
10000
15000
20000
25000
30000
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010
AÑO
MM
B
Figura 6: Reservas probadas6,7 de petróleo crudo equivalente en México (Anuario Estadístico
PEMEX, 2010).
De acuerdo al reporte del Anuario Estadístico 2010 elaborado por PEMEX, México cuenta
con una reserva probada de aproximadamente 13,992.1 MMBPCE.
En la Figura 6 se puede apreciar la evolución de estas reservas en el período 2000-2010.
Considerando como base el reporte de PEMEX, en el 2000, México contaba con una reserva
probada de 25,070.4 MMBPCE, por lo tanto, en una década (2000-2010), estas reservas se
han reducido aproximadamente en un 44%.
La composición de las reservas probadas de petróleo crudo equivalente con que cuenta
México se presenta en la Figura 7.
6 Volúmenes estimados de hidrocarburos a los que, mediante análisis geológicos y de ingeniería se ha demostrado con razonable certeza, que puedan ser recuperados comercialmente en años futuros desde los yacimientos ya conocidos, bajo las condiciones económicas y de operación aplicables en el momento de la evaluación; por ejemplo, económicamente se aplican precios y costos al momento de la evaluación. 7 Cifras al 1º de Enero. Desde 2003 Petróleos Mexicanos adoptó las definiciones de la Securities and Exchange Commission (SEC) de Estados Unidos para la definición de reservas probadas y su estimación se aplicó de manera retroactiva desde 1998.

CAPÍTULO I: GENERALIDADES
6
COMPOSICIÓN DE LAS RESERVAS PROBADAS DE PETRÓLEO CRUDO EQUIVALENTE
CRUDO74%
CONDENSADOS10%
GAS NATURAL SECO16%
Figura 7: Composición de las reservas probadas de petróleo crudo equivalente (Anuario
Estadístico PEMEX, 2010).
Al 1º de enero de 2010, las reservas probadas de crudo en México se sitúan en
10,420 MMB, de los que 62% equivalen a crudo pesado, 29% a crudo ligero y 9% a crudo
súperligero.
I.4 Producción de crudo en México
En la Figura 8, se presenta la producción de los crudos comerciales mexicanos durante el
2009. Se observa, que la producción de crudo pesado alcanzó el 58.40% de la producción
total del país. Con base al anuario estadístico 2010 de PEMEX, el 58.40% de crudo pesado
producido representa 1, 520,000 BPD. Esto quiere decir que, en el 2009, la producción de
crudo pesado casi iguala a la capacidad de procesamiento de crudo de todo el Sistema
Nacional de Refinación (SNR), que en el 2009 reportó 1, 540,000 BPD procesados (como
carga a las plantas de destilación atmosférica en las seis refinerías del país).
La producción de crudo ligero fue de 811,800 BPD, equivalente al 31.20% de la producción
total y el crudo súper ligero alcanzó los 269,700 BPD, equivalente al 10.40% de la
producción total.

CAPÍTULO I: GENERALIDADES
7
PRODUCCIÓN DE CRUDO POR TIPO
SUPERLIGERO 10,40%
LIGERO 31,20%PESADO 58,40%
Figura 8: Producción de crudo en México (Anuario Estadístico PEMEX, 2010).
I.5 Tendencias en la producción de crudo en México
México no es la excepción en cuanto a la decadencia de la producción y calidad del crudo. En
la Figura 9, se observa que debido a los proyectos de exploración y explotación de los
yacimientos petrolíferos, se espera que la producción de crudo pesado sea mayor que la
producción de crudos ligeros y súper ligeros. Aunque, obviamente que con la continua
explotación de los yacimientos se estima que la producción total de crudo decline.
Además, se observa que de acuerdo a las proyecciones realizadas por parte de PEMEX,
aproximadamente entre el 2016-2017, la producción de crudo ligero será mayor que la
producción de crudo pesado. Sin embargo, hay que considerar en base a que se hacen esas
estimaciones, ya que de acuerdo a los reportes anteriores y a las tendencias mundiales, esto es
muy difícil que se pueda presentar.
Una explicación de esta posible tendencia es que las estimaciones se hayan realizado
considerando la recuperación o sobre explotación en campos con mayor contenido de crudo
ligero.

CAPÍTULO I: GENERALIDADES
8
Figura 9: Tendencias en la producción de crudo en México.
I.6 Distribución de la producción de crudo en México
En la Figura 10, se presenta la distribución del crudo producido en el país. El Sistema
Nacional de Refinación acapara el 48.80% de la producción total (aproximadamente
1, 264,000 BPD).
Ésta Figura es interesante, ya que se muestra que México es un país vendedor de crudo
(exporta el 47.50% de la producción total), ésta situación podría parecer buena o distintiva,
sin embargo, la política de exportar casi la mitad del crudo producido solamente muestra la
insuficiencia en cuanto al número de refinerías para poder procesar la mayoría o el total del
crudo producido en el país. Además, revela el rezago tecnológico en que se encuentran las
refinerías del SNR, al no poder aumentar su capacidad de procesamiento.
El 3.80% restante de la producción total de crudo es enviado a la parte de petroquímica.

CAPÍTULO I: GENERALIDADES
9
DISTRIBUCIÓN DE LA PRODUCCIÓN DE CRUDO EN MÉXICO
A REFINERÍAS 48,80%
A TERMINALES DE
EXPORTACIÓN 47,50%
A PETROQUÍMICA
3,80%
Figura 10: Distribución de la producción de crudo en México (Anuario Estadístico
PEMEX, 2010).
I.7 Comparación de la calidad entre crudos mexicanos y crudos internacionales
A continuación en la Tabla 2, se presentan las características principales (ºAPI y contenido de
azufre en % peso) de los crudos mexicanos comparados con los principales crudos a nivel
mundial. En la cual se observa que existen crudos mejores y peores que los crudos mexicanos.
Se observa, que el crudo Maya es de los más pesados y con mayor contenido de azufre a nivel
mundial.
Lo importante de esta Tabla, es que en ella se observa que la mayoría de los países cuentan
con crudos pesados y con alto contenido de azufre y de acuerdo a las tendencias y cifras que
se presentaron anteriormente, son esos crudos los que probablemente estarían invadiendo
nuestro mercado en un futuro no muy lejano.
También, se observa que Abu Dhabi y Arabia Saudita son los países que cuentan con los
mejores tipos de crudos a nivel mundial y que los más pesados se encuentran en Venezuela.

CAPÍTULO I: GENERALIDADES
10
Tabla 2: Comparación de la calidad entre crudos mexicanos y crudos internacionales.
País Crudo ° API Contenido de azufre, % peso
Abu Bukhoosh 31.5 1.90
Zakum 40.2 1.01
Murban 39.6 0.73
Umm Shaif 36.5 1.39
Abu Dhabi
Upper Zakum 32.9 1.78
Arab Extra Light 38.4 1.16
Arab Heavy 27.5 2.92
Arab Light 32.7 1.80
Arab Medium 31.8 2.45
Arab Super Light 50.6 0.04
Arabia Saudita
Nile Blend 33.9 0.06
Cano Limón 29.2 0.50 Colombia Cusiana 43.8 0.11
Dubai Dubai 30.4 2.13
Napo 19 2 Ecuador Oriente 23.8 1.40
Alaska North Slope 31.9 0.93
Heavy Louisiana Sweet 32.6 0.37
Light Louisiana Sweet 36.4 0.13
Mars Blend 30.5 1.81
Southern Green Canyon 30.4 2.24
West Texas Intermediate 38.7 0.45
Estados Unidos
West Texas Sour 31.7 1.28
Doroud 34 2.5
Irán Heavy 30.2 1.77 Irán
Irán Light 33.1 1.50

CAPÍTULO I: GENERALIDADES
11
Tabla 2: Continuación.
Lavan Blend 34.2 1.93
Nowruz/Soroush 18-19 3.4-3.5
Sirri 33.4 1.81
Basrah Blend 34.4 2.10 Irak Kirkuk 35.8 2.06
Kuwait Kuwait 30.5 2.55
Istmo 32.9 1.4
Maya 21.5 3.40 México
Olmeca 38.9 0.93
Al Shaheen 26.51 2.49
Dukhan 41.1 1.22
NFC II 57.95 0.23
Qatar
Qatar Marine 35.8 1.47
Siberiano Light 35.1 0.57
Sokol 37.9 0.23 Rusia
Urals 31-32 0.8-1.8
Hamaca 26 1.55
BCF-17 16.5 2.53
Boscano 10.1 5.70
Cerro Negro 16 3.34
Mesa-30 30 0.88
Petrozuata 19-25 2.90
Sincor 30-32 0.13
Venezuela
Tía Juana Ligero 31.9 1.18

CAPÍTULO I: GENERALIDADES
12
I.8 Evolución y tendencias del consumo mundial de petrolíferos
Debido al incremento de la población y por ende al incremento de vehículos, el consumo de la
gasolina a nivel mundial se incrementará. Según las estimaciones y proyecciones que se han
realizado, como se puede observar en la Figura 11, en el año 2010, el consumo de la gasolina
representará el 40% del total de los petrolíferos obtenidos de la refinación del petróleo, y esto
representará un aumento del 3% con respecto a la década anterior.
Porcentaje de participación en la Oferta Total
30 35 37 40
3136 40 45
39 29 23 15
0
20
40
60
80
100
120
1980 1990 2000 2010
%
Gasolina Destilados Intermedios Residuales
Figura 11: Evolución y tendencias del consumo mundial de petrolíferos.
Fuente: Prada Silvy Ricardo. La Industria Petrolera y sus Estrategias Claves de Competitividad. Oil & Gas Journal, Septiembre/Octubre 2003, Vol. 9, Número 5.
I.9 Situación actual y futura de la gasolina en México
En la Figura 12, se presenta un balance del estado actual del consumo y exportación de la
gasolina en México, así como las proyecciones esperadas de acuerdo a la planeación y
desarrollo estratégico que se llevarían a cabo por PEMEX refinación.

CAPÍTULO I: GENERALIDADES
13
En ella se observa el incremento esperado de la demanda de gasolina, que es del 5.1% como
tasa de crecimiento media anual (TCMA) entre el año 2007 y el 2018, es decir, que la
demanda de gasolinas esperada en el año 2018 es de 1, 300 MBPD. Y que la producción,
contemplando la construcción de una nueva refinería (la cual se estima inicie operaciones en
2015), así como las reconfiguraciones de las refinerías de Tula, Salina Cruz y Salamanca, será
de 1, 005 MBPD en el año 2018.
Por lo tanto calculando la diferencia, tenemos que aún en el año 2018, se importarían
295 MBPD de gasolinas.
Además, se observa que de acuerdo con los proyectos que se tienen planeados, la diferencia
entre las curvas de producción y demanda de gasolinas se reducen con el paso de los años y
que la meta de PEMEX refinación es ser autosuficiente y abastecer completamente el
mercado interno de gasolinas y de petrolíferos en general en un futuro no muy lejano.
Figura 12: Situación actual y futura de la gasolina en México.
Fuente: Puig Lara Luís. Director General de Consultores Empresariales. Retos urgentes en refinación. Energía a debate, Noviembre-Diciembre 2008.

CAPÍTULO I: GENERALIDADES
14
I.10 Calendario de introducción de combustibles de bajo azufre con base a la
NOM-086-SEMARNAT-SENER-SCFI-2005
En la figura 13, se presenta el calendario de introducción de combustibles de bajo azufre con
base a la NOM-086-SEMARNAT-SENER-SCFI-2005. Las fechas marcadas en ella deberán
de ser respetadas y aplicadas por todas las empresas, ya que ésta norma oficial mexicana es de
observancia obligatoria para los responsables de la producción, formulación, importación,
distribución y venta de combustibles fósiles líquidos y gaseosos que se comercializan en el país.
Figura 13: Calendario de introducción de combustibles de bajo azufre con base a la NOM-086-SEMARNAT-SENER-SCFI-2005.
Fuente: NOM-086-SEMARNAT-SENER-SCFI-2005 “Especificaciones de los combustibles fósiles para la protección ambiental”.

CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN
15
CAPÍTULO II
EL PROCESO DE HIDRODESULFURACIÓN
¿Cuál es el riesgo o los riesgos que se corren con el procesamiento de los crudos pesados
y extra pesados?
Como ya se mencionó anteriormente, la tendencia hacia el incremento de la producción de
crudos pesados es inevitable. Lo realmente importante o lo que lo hace peligroso y restrictivo
es la especiación de los compuestos de azufre presentes en los crudos, como se verá a
continuación.
II.1 Origen e identificación del azufre en el petróleo crudo
El contenido de azufre en el petróleo crudo varía en los diferentes yacimientos en el intervalo
de 0.03% en peso a valores superiores al 8% (Rall y col., 1972). Los constituyentes más
importantes son compuestos orgánicos azufrados, pero también hay azufre inorgánico como
azufre elemental, ácido sulfhídrico y piritas (Tissot y col., 1984).
La distribución y cantidad de tales compuestos orgánicos azufrados depende de los distintos
yacimientos y de la madurez del petróleo crudo, de forma que los yacimientos inmaduros
químicamente son ricos en azufre y compuestos azufrados no tiofénicos, mientras que los
yacimientos maduros contienen una importante proporción de benzotiofenos y
dibenzotiofenos alquilados de elevado peso molecular.
Debido a la ubicuidad de los derivados benzo- y dibenzotiofénicos en todos los petróleos
crudos, éstos compuestos representan la mayor parte del azufre contenido en los mismos.
Los compuestos organo sulfurados están usualmente presentes en casi todas las fracciones de
destilación del petróleo crudo.

CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN
16
Las fracciones de más alto punto de ebullición contienen relativamente más azufre y sus
compuestos son de alto peso molecular. Las fracciones de petróleo crudo con bajo punto de
ebullición contienen principalmente los compuestos organo sulfurados alifáticos como se
muestra en el Esquema 1.
Por ejemplo, se han reportado que las fracciones con puntos de ebullición menores de
150 º C, contienen alcano y cicloalcanotioles, dialquilsulfuros, disulfuros y tiofenos con una o
dos cadenas laterales (Czogalla y Boberg, 1983).
Tioles Sulfuros Disulfuros 2,6-Dialquiltión 2,5-Dialquiltiofeno Esquema 1: Compuestos organo sulfurados presentes en las fracciones de petróleo crudo con
bajo punto de ebullición.
Los compuestos organo sulfurados en fracciones de petróleo crudo con altos puntos de
ebullición, arriba de 250 ºC, predominantemente contienen anillos tiofénicos como se muestra
en el Esquema 2.
Se reportaron los compuestos organo sulfurados presentes en fracciones de petróleo crudo con
altos puntos de ebullición. Se detectaron compuestos como el tiofeno y condensados de
tiofeno con otros anillos aromáticos tales como benzotiofeno, dibenzotiofeno y sus derivados
alquilados (Czogalla y Boberg, 1983).

CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN
17
Benzo[b]tiofeno Dibenzotiofeno
Nafto[2,1-b]tiofeno Nafto[1,2-b]tiofeno Nafto[2,3-b]tiofeno
Benzo[b]nafto[1,2-d]- Benzo[b]nafto[2,1-d]- Benzo[b]nafto[2,3-d]- tiofeno tiofeno tiofeno Esquema 2: Estructuras padres de HAAPs con dos a cuatro anillos condensados presentes en
fracciones de petróleo crudo con alto punto de ebullición.
II.2 Hidroprocesamiento del petróleo
El hidroprocesamiento del petróleo está conformado por dos tipos de procesos: el de
hidrotratamiento (HDT) y el de hidrodesintegración o hidrodescomposición, (HYD).
El hidrotratamiento consiste principalmente de la hidrodesulfuración (HDS),
hidrodenitrogenación (HDN), hidrodemetalización (HDM) e hidrogenación, principalmente
hidrodearomatización (HDA), de fracciones de hidrocarburos. Una de las características
principales del hidrotratamiento es que, en esencia no se cambia la distribución del tamaño

CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN
18
molecular. El proceso de hidrodesintegración sí cambia la distribución del tamaño molecular
al hacer más pequeño el tamaño de las moléculas de los hidrocarburos.
Debido a que se asigna como objetivo principal del hidrotratamiento la desulfuración de
fracciones de petróleo, se le da en general a las plantas que realizan esta función, el nombre de
hidrodesulfuradoras o plantas de proceso de hidrodesulfuración.
Los principales objetivos de las plantas hidrodesulfuradoras son:
Que los combustibles cumplan con las especificaciones automotrices y de aviación.
Que los combustibles cumplan con los reglamentos de emisiones al ambiente.
Las principales razones para retirar el azufre de las fracciones del petróleo, son (Korsten,
1996, y Sanchezllanes, 1996):
Los compuestos de azufre generan SOx durante su combustión en los vehículos
automotores (Babich y Moulijn, 2003).
Son precursores de la lluvia ácida (Vivic y Jones, 1997).
Evitar el envenenamiento del catalizador en procesos subsecuentes (Vivic y
Jones, 1997).
Producción de fracciones de petróleo que tengan un olor aceptable.
Reducción o eliminación de la corrosión durante las operaciones de refinación, manejo
o almacenamiento de las fracciones que se obtengan.
Incremento del desempeño (octanaje), resistencia a la formación de gomas y la
estabilidad de color de las gasolinas.

CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN
19
II.3 Hidrodesulfuración catalítica
La remoción de compuestos de azufre es comúnmente realizado mediante hidrodesulfuración
(HDS), un proceso catalítico operado a temperaturas (300-340 ºC) y presiones elevadas
(20-100 atm de presión, mediante una corriente de H2), mediante el uso de catalizadores de
Co-Mo/Al2O3 o Ni-Mo/ Al2O3.
Los fenómenos primarios implicados en una hidrodesulfuración convencional heterogénea
son resumidos en los siguientes puntos, pero la secuencia de esos fenómenos no
necesariamente puede ocurrir en el orden mostrado (Whitehurst, D.D., 1998):
1. Adsorción (coordinación) del compuesto de azufre en el sitio activo.
2. Hidrogenación de enlaces insaturados C=C.
3. Ruptura de dos enlaces C-S (secuencial o simultáneo).
4. Adición del Hidrógeno en ambos enlaces rotos de C-S.
5. Liberación del producto hidrocarburo del sitio catalítico.
6. Liberación del H2S del sitio activo.
II.4 Reacciones típicas presentes durante la hidrodesulfuración
Las reacciones de hidrodesulfuración son esencialmente la hidrogenación selectiva de los
compuestos de azufre, nitrógeno, oxígeno, metales y la saturación de olefinas presentes en la
alimentación.
Mediante estas reacciones; los contaminantes de la alimentación se descomponen para dar
lugar a la formación de hidrocarburos puros y compuestos que contengan el contaminante y
que puedan ser eliminados del producto.
En la Tabla 3, se presentan las entalpías de las reacciones que se llevan a cabo en las
unidades de HDS de gasolinas.

CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN
20
Tabla 3: Entalpías de reacciones que se llevan a cabo en las unidades de HDS de gasolinas
(Scheizer, J. y col., 1996).
Tipo de reacción RH
Hidrodesulfuración (HDS) -2.5 a 3.0
Hidrodenitrogenación (HDN) -2.5 a 3.0
Hidrodeoxigenación (HDO) -2.5 a 3.0
Hidrodemetalización (HDM) -3.0
Saturación de aromáticos -3.0
Saturación de olefinas -5.5 * Kilojoules por m3 estándar de H2 consumido.
A continuación se ilustran las reacciones típicas para los tipos principales de compuestos
contaminantes presentes en las fracciones de crudo:
II.4.1 Eliminación de azufre
1. Tioles: RSH + H2 RH + H2S 2. Disulfuros: RSSR' + 3H2 RH + R'H + 2H2S 3. Sulfuros: a. De cadena abierta R-S-R' + 2H2 RH + R'H + H2S b. Cíclicos:

CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN
21
c. Bicíclicos:
4. Tiofenos (ver Esquema 3).
5. Benzotiofenos, BT (ver Esquema 3).
6. Dibenzotiofenos, DBT (ver Esquema 3).
Tabla 4: Entalpías estándar de las reacciones de hidrodesulfuración (Joback, K. G., 1984).
Reacción ΔHR° *
Mercaptanos
CH3 – SH + H2 CH4 + H2S -72
C2H5 – SH + H2 C2H6 + H2S -59
C3H7 – SH + H2 C3H8 + H2S -57
Tiofenos
Tiofeno + 3H2 n-C4H10 + H2S -262
3-Metiltiofeno + 3H2 2-Metilbutano + H2S -258
2-Metiltiofeno + 3H2 n-pentano + H2S -250
Tiofeno + 2H2 tetrahidrotiofeno -116
Benzotiofenos
Benzotiofeno + 3H2 etilbenceno + H2S -203
Benzotiofeno + H2 dihidrobenzotiofeno + H2S -58
Dibenzotiofenos
Dibenzotiofeno + 2H2 bifenilo + H2S -148
Dibenzotiofeno + 3H2 hexahidrodibenzotiofeno + H2S -230 * Entalpía estándar de reacción en kJ / mol de organosulfuro reactante.

CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN
22
II.4.2 Eliminación de nitrógeno
En productos del petróleo, el nitrógeno se encuentra junto con el azufre. Esencialmente se
encuentra en compuestos heterocíclicos siendo por ello más difícil la hidrodenitrogenación
que la hidrodesulfuración.
Las reacciones típicas para la eliminación del nitrógeno son las siguientes:
1. Pirrol
Pirrol Pentano
2. Quinoleina
Quinoleina Propil benceno
3. Piridina
Piridina Pentano

CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN
23
II.4.3 Eliminación de oxígeno
El oxígeno se encuentra disuelto o contenido en compuestos heterocíclicos de azufre o
nitrógeno o en forma de peróxidos o compuestos fenólicos. Estos compuestos se transforman
en agua e hidrocarburos.
1. Peróxidos
ROOH + 2H2 RH + 2H2O
Peróxido HC
2. Fenoles
Fenol Benceno
II.4.4 Saturación de olefinas
Los compuestos olefínicos son compuestos no saturados, o sea, deficientes en átomos de
hidrógeno, lo que los hace relativamente reactivos.
Las olefinas se convierten a parafinas en el reactor de hidrodesulfuración.
Las reacciones que se efectúan en el proceso de hidrodesulfuración son generalmente
exotérmicas. Sin embargo, únicamente la saturación de olefinas y la descomposición de
compuestos nitrogenados liberan una gran cantidad de calor.
CH2 = CH- CH2- CH2- CH2- CH2- CH3 + H2 CH3- CH2- CH2- CH2- CH2- CH2- CH3
1-Hepteno Heptano

CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN
24
II.4.5 Eliminación de metales
El platino de los catalizadores tiene una fuerte afinidad por los compuestos metálicos y los
catalizadores resultan completamente desactivados por ellos, por lo tanto es necesario
eliminarlos en el proceso de hidrodesulfuración previo al de reformación.
Durante la hidrodesulfuración, los compuestos metálicos (arsénico, plomo, cobre o níquel) se
descomponen de manera similar a los mencionados anteriormente, también con formación de
hidrocarburos puros.
La diferencia aquí consiste en que el metal contaminante se deposita sobre el catalizador y se
une con los compuestos metálicos empleados en la manufactura del catalizador.
El máximo contenido de arsénico, plomo y otros compuestos metálicos no debe ser mayor del
1 ppb (partes por billón) para fines de reformación (Instituto Mexicano del Petróleo, 1994).
R-M + 1/2 H2 + A R-H + M-A
M=metal; A=material que adsorbe el metal.
II.4.6 Eliminación de haluros
Los haluros orgánicos esencialmente se descomponen sobre el catalizador. Las sales
inorgánicas resultantes que se depositan en los cambiadores de calor, pueden removerse
subsecuentemente por lavado con agua, minimizando con ello los problemas de corrosión y
ensuciamiento del equipo.
RCl + H2 RH + HCl

CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN
25
II.5 Ejemplificación de los fenómenos primarios implicados en una hidrodesulfuración
convencional heterogénea considerando al tiofeno
La hidrodesulfuración de compuestos tiofénicos sigue dos caminos de reacción como se
muestra en el Esquema 3.
Esquema 3: Caminos de reacción de hidrotratamiento para tiofeno, benzotiofeno y
dibenzotiofeno (Babich, 2003).

CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN
26
En el primer camino, el átomo de azufre es removido directamente de la molécula (camino de
hidrogenólisis). En el segundo camino, el anillo aromático es hidrogenado y el azufre es
removido subsecuentemente (camino de hidrogenación). Ambos caminos ocurren en paralelo
empleando diferentes sitios activos en la superficie del catalizador.
Cuales caminos de reacción predominan depende de la naturaleza de los compuestos de
azufre, las condiciones de reacción, y el catalizador usado.
A las mismas condiciones de reacción, los DBT reaccionan preferiblemente por el camino de
vía hidrogenólisis. Por el contrario para los alquilados del DBT en las posiciones 4 y 6 ambas
rutas son significativas, tanto la hidrogenación como la hidrogenólisis (Babich, 2003).
Además de remover el azufre, se tienen importantes remociones de compuestos de nitrógeno,
cloro, metales pesados, metales alcalinos y alcalinotérreos.
La reactividad de los compuestos organo sulfurados varía mucho dependiendo de su
estructura y del ambiente local del átomo de azufre. Givens y Venuto (1970), mostraron
claramente que la posición y el número de sustituyentes presentes en el benzotiofeno, tuvieron
ambos una fuerte influencia en la reactividad total y el grado de desulfurización.
En el caso de los dibenzotiofenos, el trabajo de Houalla (1980), mostró que la sustitución en
el anillo en posiciones tales como la 2 y 3, redujeron un poco la reactividad. Ha sido
propuesto que la inhibición estérica de la adsorción en la superficie del catalizador es la
mayor causa de la reducción de la reactividad.
Para moléculas tales como el 4,6-dimetildibenzotiofeno (4,6-DMDBT), se mostró claramente
que los grupos metil interfieren con las interacciones molécula-catalizador, ya que los átomos
de azufre se adsorben principalmente a través de un punto de adhesión y el sistema
dibenzotiofeno es casi perpendicular a la superficie del catalizador. (Mochida y col., 1994).
Las velocidades de reacción para el proceso de HDS varían para diferentes contenidos de
compuestos de azufre como es mostrado en el Esquema 4.

CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN
27
Esquema 4: Esquema mostrando el efecto del tamaño molecular en la reactividad de las
moléculas organo sulfuradas (Kemsley, 2003).
En él se observa, que conforme el tamaño aumenta, la reactividad de las moléculas decrece y
llegan a ser más difíciles de remover usando reacciones de hidrodesulfuración
(Kemsley, 2003).
La HDS es altamente eficiente en la remoción de tioles, sulfuros y disulfuros, pero es menos
efectiva para algunos Heterociclos de Azufre Aromático Policíclicos (HAAPs), especialmente
los que contienen grupos funcionales que más esconden al átomo de azufre (por ejemplo el
4,6-dimetildibenzotiofeno). Esto es un gran problema ya que de acuerdo al Esquema 4, los
compuestos de azufre que permanecen en los combustibles de transportación son
principalmente benzotiofenos, dibenzotiofenos y sus derivados alquilados.
Esto quiere decir, que el parámetro que va marcando la pauta para que las reacciones de HDS
sean más efectivas es la especiación de los compuestos de azufre en el corte a tratar.

CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN
28
II.6 Descripción del proceso convencional de hidrodesulfuración de gasolinas
Donde:
C-1: Tanque de Carga
C-2: Reactor de Hidrodesulfuración
C-3: Tanque Separador de Alta Presión
C-4: Tanque de Succión
C-5: Tanque Separador de Baja Presión
C-6: Torre Debutanizadora
C-7: Acumulador de Reflujo
E-1: Precalentadores de Carga
E-2: Banco de enfriadores
E-3: Condensador del Domo
F-1: Calentador a Fuego Directo
F-2: Calentador a Fuego Directo
G-1: Bombas de Carga
G-2: Bomba de Carga
G-3: Bomba de Reflujo
G-4: Bomba de Reflujo
K-1: Compresor
Esquema 5: Diagrama de Flujo del Proceso de la Hidrodesulfuración convencional de gasolinas.

CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN
29
Para la descripción de la Unidad Hidrodesulfuradora de Gasolinas se consideran las secciones
de: Preparación de Carga, Reacción, Estabilización y Fraccionamiento (Esquema 5).
(Instituto Mexicano del Petróleo, 1994).
Cabe mencionar que esta descripción aplica para aquellas plantas hidrodesulfuradoras que
operan entre 24 y 28 kg/cm2 de presión manométrica, aún cuando existen plantas que operan a
presiones de 40 a 50 kg/cm2 manométricas, como es el caso de la unidad UPH-600 de la
Refinería de Cd. Madero, Tamaulipas (PEMEX, 2008).
II.6.1 Sección de preparación de carga
La alimentación de gasolina proveniente del Tanque de Almacenamiento y/o de la planta de
Destilación Atmosférica a las condiciones de 35-40 ºC y 4-7 kg/cm2, pasa por los filtros de
carga a fin de eliminar los sólidos presentes en esta corriente.
La gasolina llega al Tanque de Carga C1, a las condiciones de 35-40 ºC y 25-30 kg/cm2, en
donde por una pierna de extracción se elimina el agua que pudiera ser arrastrada junto con la
corriente de carga. La carga se envía a precalentamiento en los Intercambiadores de Calor E1,
a través de las bombas de carga G1, que operan a una presión de descarga de 35-40 kg/cm2,
en los cuales el efluente del Reactor cede parte de su carga térmica, para de esta forma
incrementar la temperatura de la carga desde 40-50 ºC, hasta 270-285 ºC, con lo cual se
vaporiza parcialmente. Antes de entrar a los intercambiadores de Calor E1, a la corriente
proveniente del C1, se le une otra corriente de gas rico en hidrógeno a 85-90 ºC, y
35-40 kg/cm2; esta última corriente está formada por una mezcla de las corrientes de
hidrógeno de recirculación procedente del Compresor K1 y del hidrógeno fresco de
reposición, el cual normalmente es proporcionado por la Planta Reformadora de naftas a
60-65 ºC y 35-40 kg/cm2, la cual se inyecta en la línea de descarga del Compresor K1.
La carga vaporizada en un 60-70%, entra posteriormente al Calentador a Fuego Directo F1
donde recibe la carga térmica necesaria para alcanzar la temperatura de reacción en el
Reactor C2, saliendo a una presión de 25-30 kg/cm2.

CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN
30
II.6.2 Sección de reacción
La mezcla de gasolina e hidrógeno que sale del Calentador a Fuego Directo F1, entra al
Reactor de Hidrodesulfuración C2, donde se llevan a cabo todas las reacciones de
hidrotratamiento, a temperaturas que se encuentran en el intervalo de 290-325 ºC.
El Reactor C2, cuenta con un indicador de presión diferencial para conocer la caída de presión
a través del lecho catalítico, el cual entre otros factores es una medida de la resistencia al flujo
por acumulación excesiva del material extraño en la parte superior del Reactor.
Puesto que las reacciones de hidrodesulfuración son exotérmicas existe un incremento en la
temperatura del Reactor, que es función del tipo de carga y de la concentración de
contaminantes presentes. Es recomendable alimentar la carga al reactor a la mínima
temperatura a la cual se obtenga el grado de hidrodesulfuración requerido. Esto con la
finalidad de que en caso de que los productos no cumplan con la especificación del contenido
de azufre, las condiciones de reacción se puedan incrementar.
El efluente del Reactor C2 sale a 305-330 ºC y 25-30 kg/cm2, para posteriormente pasar a los
Precalentadores de Carga E1 y por un banco de enfriadores E2, después de los cuales alcanza
una temperatura de 40-45 ºC, para posteriormente llegar al Tanque de Separación de Alta
Presión C3. De este tanque la fase líquida ligera se envía al Tanque separador de Baja Presión
C5, para después pasar a la Torre Debutanizadora C6, de la Sección de Estabilización. En este
mismo recipiente se separa el agua a través de una pierna de extracción. La fase gaseosa rica
en hidrógeno obtenida en el domo del C3, se envía al Tanque de Succión C4, y pasa al
Compresor de Recirculación de hidrógeno K1, de donde se recircula a la línea de
alimentación de carga a la planta.
II. 6.3 Sección de Estabilización
La finalidad de esta sección es la separación de hidrocarburos ligeros del efluente del Reactor
C2, por medio de una Torre Debutanizadora C6, y una Torre Fraccionadora C8.

CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN
31
La fase líquida proveniente del Tanque de Separación de Alta Presión C3, a una temperatura
de 40-45 ºC y una presión de 20-25 kg/cm2, se precalienta por medio de bancos de
cambiadores de calor hasta una temperatura de 140-145 ºC, para después alimentarse al
Tanque Separador de Baja Presión C5, que alimenta a la Torre Debutanizadora C6. En este
recipiente también se reciben los líquidos procedentes del fondo del Tanque de Succión C4, el
C5 opera a una presión de 5-10 kg/cm2, y a una temperatura de 140-145 ºC.
Debido a la disminución de Presión, se efectúa la separación de hidrocarburos ligeros e
hidrógeno en la fase gaseosa, e hidrocarburos pesados en la fase líquida. La fase líquida sirve
de alimentación a la Torre Debutanizadora C6, por medio de la bomba de carga G2. La fase
gaseosa se enfría y condensa en el enfriador de gas amargo y se recibe a 35-40 ºC en un
segundo separador que opera a 5-10 kg/cm2, y cuya función es recuperar los hidrocarburos de
la fase gaseosa del primer separador y dejar libre el gas amargo que se envía a la sección de
tratamiento con Dietilamina (DEA).
Los hidrocarburos líquidos provenientes de los separadores se alimentan a la Torre
Debutanizadora C6, la cual opera a 90-95 ºC y 15-20 kg/cm2, en el Domo y a 235-245 ºC y
15-20 kg/cm2, en el Fondo.
Los vapores del Domo de la Torre C6 se condensan en el Condensador del Domo E3,
recibiéndose en el Acumulador de Reflujo C7, a una temperatura de 50-55 ºC y una presión
de 15-20 kg/cm2. La presión de este recipiente y por ende del Domo de la Torre, se controla
mediante el envío de hidrocarburos ligeros y ácido sulfhídrico (H2S) hacia la sección de
tratamiento con DEA. La fase líquida de este acumulador se divide en dos corrientes: una se
utiliza como reflujo a la Torre C6 para control de temperatura en el Domo, a través de la
Bomba de Reflujo G3. La otra parte se envía, previo enfriamiento, en el enfriador de destilado
líquido de la Torre Debutanizadora, como producto GLP a tratamiento a la sección de DEA.
El Tanque Acumulador de Reflujo C7, tiene una línea de purga para recuperar el agua
amarga, separada de la nafta desulfurada. El drenado de agua de esta línea de purga se realiza
de forma manual, y se envía de forma intermitente al cabezal de aguas amargas.

CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN
32
El producto de Fondos de la Torre Debutanizadora C6, se envía por diferencia de presión y a
control de nivel, hacia la Torre Fraccionadora C8, en donde se separa el isohexano y
compuestos más ligeros, de la corriente que será la carga a la Planta Reformadora, la cual
debe estar constituida principalmente por hexanos y compuestos más pesados.
Una parte líquida de los fondos de la Torre Debutanizadora C6, se recircula mediante la
bomba G4, recuperando su carga térmica en el Calentador a Fuego Directo F2, antes de entrar
a la Torre.
II.7 Variables de operación del proceso de hidrodesulfuración
Las condiciones de operación del proceso de hidrodesulfuración dependen del tipo de carga a
tratar, pero debe considerarse como regla general, que la severidad de tratamiento debe
incrementarse cuando aumenta la temperatura media de destilación de la carga, ya que
también se incrementa la concentración de compuestos de azufre difíciles de remover (Ver
Tabla 5).
Tabla 5: Características físico-químicas de varias fracciones del petróleo.
Tipo de Carga TIE/TFE (ºC)
Gravedad específica 20/4 ºC
Azufre (% peso)
Gasolina 37/195 0.708 0.03-0.13
Turbosina 155/270 0.780 0.2-0.4
Kerosina 160/320 0.790 0.5-0.8
Diesel 180/380 0.840 0.9-1.6
Aceite Cíclico Ligero (ACL) 220/380 0.950 2.4-2.6
Gasóleo de Vacío 240/530 0.890 2.0-2.3
NOTA: TIE: Temperatura Inicial de Ebullición. TFE: Temperatura Final de Ebullición. Fuente: Instituto Mexicano del Petróleo, 1994.
En general, las condiciones menos severas se aplican a las naftas, seguida por los destilados
intermedios y las más severas para las fracciones pesadas.

CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN
33
Las variables de operación de mayor importancia, que influyen considerablemente en el buen
funcionamiento tanto del catalizador como de la planta son:
Temperatura.
Presión.
Espacio-Velocidad (LHSV).
Relación H2/HC.
Efecto de la Temperatura
La severidad del tratamiento se incrementa directamente con la temperatura, debido al
aumento en las velocidades de reacción, incrementando el depósito de carbón sobre la
superficie del catalizador y acortando el tiempo de vida del mismo.
La temperatura debe mantenerse lo más baja posible pero manteniendo el nivel de actividad
requerido, y así poder mantener la cantidad de carbón al mínimo y retardar la desactivación
del catalizador. Sin embargo, la temperatura debe incrementar progresivamente para
compensar la pérdida de actividad por agotamiento del catalizador.
A temperaturas inferiores a 280 ºC, las velocidades de reacción tienden a disminuir, y arriba
de 410 ºC ocurren reacciones indeseables, generando un excesivo depósito de carbón sobre el
catalizador (Sanchezllanes Machuca, M. T., 1996).
La formación de olefinas se incrementa con la temperatura. Por tal motivo, para compuestos
cuya especificación de contenido de azufre es de 0.2 ppm o menor, se ha tratado de alcanzar
aumentando la severidad del hidrotratamiento, a fin de disminuir aún más la concentración de
azufre en el efluente del reactor, sin embargo, el efecto es el contrario, ya que el contenido de
azufre en el producto se incrementa, debido al aumento en la concentración de olefinas, las
cuales se recombinan con el ácido sulfhídrico del gas de recirculación para formar
mercaptanos. Por ejemplo (Instituto Mexicano del Petróleo, 1994):
Buteno + H2S Butil-mercaptano

CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN
34
Efecto de la Presión
El efecto de la presión está directamente relacionado con el efecto de la composición del gas
de recirculación y la relación H2/HC.
Al aumentar la presión se incrementa hasta cierto grado la remoción de azufre, nitrógeno,
oxígeno, la conversión de aromáticos y la saturación de olefinas, además, se tendrá un efecto
favorable para la disminución del depósito de carbón en el catalizador gracias a la alta presión
parcial del hidrógeno, esencial para llevar a cabo las reacciones de HDS.
La elección de la presión de operación depende principalmente del tipo de carga y de la
pureza de la corriente de hidrógeno.
En términos generales, conforme el rango de ebullición de la carga se incrementa, los
compuestos de azufre se tornan más complejos y se requiere de presiones más altas para
hacerlas reaccionar.
Debido a que la presión parcial del hidrógeno es el factor decisivo y no la presión total del
reactor, la pureza del hidrógeno es determinante sobre la presión final elegida.
En la Tabla 6, se observa la variación de la presión parcial de hidrógeno con respecto a la
presión total para diferentes tipos de cargas.
Tabla 6: Variaciones de la presión parcial de H2 con respecto a la presión total de operación.
Carga Presión total
(kg/cm2)
Presión parcial de H2
(kg/cm2)
Nafta 15-25 6-9
Diesel 34-69 25-44
Residuo de Vacío 118-172 98-147
Fuente: Instituto Mexicano del Petróleo, 1994

CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN
35
Efecto del Espacio-Velocidad (LHSV)
La relación espacio-velocidad indica el volumen por hora de carga por volumen de catalizador
en el reactor y es un índice de la severidad de la operación.
Metros cúbicos de carga/hr LHSV = = hr-1
Metros cúbicos de catalizador
Cuando se manejan fracciones ligeras se tienen tiempos de residencias menores, comparados
con los necesarios para fracciones pesadas. Valores típicos de espacio-velocidad para
operaciones severas están en el intervalo 3-6 hr-1, y para severidades aún mayores entre
0.8-2 hr-1 (Instituto Mexicano del Petróleo, 1994).
Como el volumen de catalizador es fijo, el espacio-velocidad puede variar únicamente por
cambios en la velocidad de alimentación de la carga. Una disminución de la velocidad de
alimentación, permitirá una reducción de la temperatura en el reactor; un incremento en el
flujo de alimentación requerirá un aumento en la temperatura del reactor para obtener la
misma calidad del producto.
Al disminuir el espacio-velocidad y manteniendo las demás variables constantes, se
incrementa el grado de hidrotratamiento hasta un cierto límite, debido al aumento del tiempo
de residencia en el reactor. Sin embargo, al operar a un espacio-velocidad bajo se dificulta el
control de la temperatura de reacción debido al carácter exotérmico de las reacciones, y se
favorece el depósito de carbón.
Al aumentar únicamente el espacio-velocidad trae como consecuencia una disminución en el
grado de hidrotratamiento y por lo tanto, en la intensidad de las reacciones catalíticas, de esta
forma el consumo de hidrógeno disminuye (Ver Figura 14).
Efecto de la relación H2/HC
Ésta relación se define por el número de moles de hidrógeno dividido entre el número de
moles de hidrocarburo.

CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN
36
Se ha observado que a un mayor valor de relación se obtiene un menor depósito de carbón
sobre el catalizador, aumentando con ello la vida de éste, hasta un cierto límite; dado por las
condiciones de operación y contaminantes de las carga.
La presión parcial de hidrógeno aumenta la velocidad de reacción, sobre todo cuando las
cargas contienen compuestos pesados de azufre que incrementan el consumo de hidrógeno.
En algunos diseños de reactores de hidrodesulfuración se puede usar la inyección de
hidrógeno a lo largo del reactor para compensar el consumo del mismo y mantener la relación
H2/HC en un nivel constante, además de usarse como medio de enfriamiento (quench).
De la cantidad total de hidrógeno introducida a la sección de reacción, se consume una
pequeña parte, que es la requerida para las reacciones de hidrogenación; la mayor cantidad
pasa a través del reactor sin cambio y permite una presión parcial de hidrógeno alta (Instituto
Mexicano del Petróleo, 1994).
En la Figura 14, se muestra gráficamente el efecto de las variables de operación sobre la
remoción de azufre en el proceso de hidrodesulfuración.

CAPÍTULO II: EL PROCESO DE HIDRODESULFURACIÓN
37
Figura 14: Efecto de las variables del proceso de hidrodesulfuración (Instituto Mexicano del
Petróleo, 1994).

CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
38
CAPÍTULO III
TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
Existen muchas compañías a nivel mundial que se especializan y ofrecen servicios en el
ámbito tecnológico de hidrodesulfuración de gasolinas. Obviamente, las tecnologías entre
cada compañía presentan variaciones como son: las condiciones de operación (presión y
temperatura), tipo y composición del catalizador, especificaciones de productos, cargas de
alimentación, etc.
Estas diferencias se discuten más adelante. A continuación se describen las diferentes
tecnologías para la eliminación de azufre.
III.1 Tecnologías para eliminación de azufre
Hay diversas rutas tecnológicas para la hidrodesulfuración de fracciones del petróleo. Algunas
requieren el rompimiento de enlaces para formar otros compuestos y otras del uso de agentes
de extracción. Con base a estos lineamientos es posible hacer una clasificación de acuerdo al
tipo de transformación de los compuestos de azufre (Figura 15).
Por reacciones de los compuestos de S: Por separación de los compuestos de S:
Extracción con solventes
HDS convencional
Oxidación
Adsorción Reactiva
Biodesulfuración
Por combinación:
Reacción + Separación
Destilación Reactiva
Figura 15: Clasificación de las Tecnologías de HDS (Babich y Moulijn, 2003).
HDS

CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
39
En las tecnologías basadas en la reacción de los compuestos de azufre, se producen nuevos
compuestos que posteriormente son separados, los hidrocarburos se recuperan o permanecen
en el proceso, se conocen las siguientes tecnologías: HDS convencional, Oxidación,
Adsorción Reactiva y Biodesulfuración (Babich y Moulijn, 2003).
En las tecnologías basadas en la separación de compuestos de azufre se requiere de un agente
de separación, este se agrega a las fracciones de petróleo alterando la volatilidad relativa de
cada compuesto y facilitando así la separación de los compuestos de azufre, el agente de
separación debe ser recuperable y reutilizable debido a su costo, la tecnología más
representativa es la extracción con solventes (Babich y Moulijn, 2003).
En las tecnologías basadas en la combinación reacción - separación en un solo equipo se le
denomina Destilación Reactiva.
A continuación se describen cada uno de estos procesos:
a) HDS convencional
En esta tecnología las fracciones del petróleo se hacen reaccionar con Hidrógeno (H2) en
presencia de un catalizador Ni-Co/Al2O3 o Co-Mo/Al2O3. Se obtiene como resultado de la
reacción, hidrocarburos no azufrados y ácido sulfhídrico (H2S).
El nivel de desulfuración depende de varios factores, entre ellos la naturaleza de la fracción de
petróleo crudo a tratar (composición y tipos de compuestos de azufre presentes), de la
selectividad y actividad del tipo de catalizador utilizado (concentración de sitios activos,
propiedades del soporte, etc.), de las condiciones de reacción (P, T, HC/H2 , etc.) y del diseño
del proceso. Es importante señalar que el H2S debe ser continuamente removido por que es un
inhibidor de las reacciones de HDS y envenena el catalizador (Shafí y Hutchings, 2000).
RSH + H2 RH + H2S
Esquema 6: Reacción de HDS convencional de fracciones de HC’s.

CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
40
b) Oxidación
Esta tecnología se basa en la oxidación de los compuestos de azufre para producir sulfonas, se
requiere un sistema de recirculación para recuperar el agente oxidante, no requiere el
consumo de H2 y no se altera la composición del combustible procesado (Esquema 7).
Esquema 7: Reacción de Oxidación de los compuestos de azufre (Avidan y Cullen, 2001).
c) Adsorción Reactiva
En este tipo de tecnología la fracción del petróleo se pone en contacto con un adsorbente en
presencia de H2, como resultado el azufre presente en las moléculas de los compuestos se
enlaza al adsorbente y se recupera la parte orgánica de la molécula.
Esquema 8: Reacción por Adsorción Reactiva (Meir y col., 2001).
d) Extracción con Solventes
Esta tecnología se basa en las diferencias de solubilidades entre los compuestos de azufre y
los hidrocarburos en un solvente. Los compuestos de azufre son más solubles en el solvente,
el cual debe reunir diversas características:

CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
41
Un punto de ebullición diferente a la de los compuestos de azufre. Esto permite
recuperarlo mediante destilación.
Un costo relativamente bajo para asegurar la factibilidad económica del proceso.
Para este proceso se reporta que no se altera la estructura química de los compuestos de
azufre, el solvente es más bien una mezcla de solventes, por ejemplo, acetona-metanol
(Babich y Moulijn, 2003).
HC’s / S + Solvente Solvente / S + HC’s
Esquema 9: Representación del fenómeno de extracción con solvente.
e) Destilación Reactiva
La combinación de destilación y reacción en un mismo equipo se conoce como Destilación
Reactiva (DR). También es llamado Destilación catalítica, actualmente muchos procesos
están siendo investigados por el potencial de esta integración (Taylor y Krishna, 2000;
Sundmacher y Kienle, 2003).
CDTECH es el mayor proveedor de esta tecnología, la primera aplicación de este tipo de
proceso fue en 1980 (diseño de una torre de metil acetato). Este tipo de tecnología tiene más
de 100 tipos de aplicaciones reportadas por la compañía (Harmsen, G. J., 2007).
Esquema 10: Representación esquemática del proceso de destilación reactiva.
RSR’ H2S
MM CAT
H2 RH+R’H (vapor)
000000000000000000
MM: Malla metálica CAT: Catalizador

CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
42
f) Biodesulfuración8
La desulfuración microbiana o biodesulfuración (BDS) es una alternativa en que se aprovecha
la ventaja de la especificidad de las enzimas y los bajos costos de las biotransformaciones,
que se llevan a cabo a condiciones muy suaves de presión y temperatura, para la eliminación
selectiva del azufre en los combustibles fósiles, lo cual resulta en un ahorro energético y un
mayor potencial de eliminación del azufre.
La desulfuración biológica (BDS) de combustibles es otra tecnología alternativa a la HDS que
se conoce desde 1930. La investigación desarrollada en BDS y biodesnitrogenación (BDN) en
la década de los años 70 y 80 no interesó a la industria petrolera ya que se obtuvieron
combustibles de bajo índice de octano debido a la degradación de los hidrocarburos por vía
anaeróbica o aeróbica. Estos microorganismos no pueden utilizarse en el procesamiento del
petróleo pero son importantes para la biorremediación de suelos y acuíferos.
La vía microbiana selectiva de eliminación de azufre (vía 4S) de los compuestos del petróleo
fue descubierta en 1978 y abrió nuevas oportunidades para la biotecnología en la producción
de combustibles limpios debido a que no afectó significativamente el valor calórico.
La industria petrolera no mostró interés en su momento debido a la mayor flexibilidad de las
normas ambientales, las altas reservas de crudo ligero y la buena rentabilidad de los procesos
convencionales. No obstante, la década de los años 90 marcó un escenario diferente que
incentivó la Investigación y Desarrollo Tecnológico (I y DT) en BDS en universidades e
industrias.
Los hechos fundamentales de estos años fueron: el endurecimiento de la normativa ambiental
en EE.UU. y Europa, el incremento de la demanda de combustibles, la disminución paulatina
de las reservas de crudo ligero y la explotación de yacimientos de petróleo pesado y tierras
bituminosas ricas en azufre y nitrógeno.
8 Información tomada de la publicación: La biotecnología actual y su impacto en la industria de la refinación del petróleo. Aburto J. y col., Biotecnología Aplicada 2003; Vol.20, No.1, 57-65.

CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
43
Notables avances en BDS fueron alcanzados en esta última década y extensivamente
revisados en la literatura. Se descubrieron nuevas cepas específicas de microorganismos que
degradan el azufre, por ejemplo, Brevibacterium, Pseudomonas, Gordona, Rhodococcu,
basadas en una vía desulfurizante 4S consistente en dos monoxigenasas FMNH2-
dependientes, una Desulfinasa y una Flavin reductasa NADH-dependiente. Los operones que
codifican para estas enzimas y para una Flavin reductasa de Paenibacillus polymyxa fueron
aislados, caracterizados, clonados, mutados, sobre expresados y recombinados.
Un estudio financiado por el Japan Cooperation Center Petroleum (JCCP) utilizó restos
celulares de una cepa termófila de Mycobacterium phlei WU-F1 para catalizar la oxidación
completa de 149 ppm de DBT (26 ppm de azufre) en 90 min a 50 ºC. No obstante, la
aplicación industrial de la BDS requiere tratar destilados intermedios con un contenido de
azufre entre 200 a 500 ppm, es decir, hasta dos órdenes de magnitud mayor a los descritos
anteriormente.
Los principales retos son la baja velocidad de reacción, la cantidad de agua empleada, la
amplia gama de substratos azufrados y la inhibición celular por substratos o metabolitos.
Un proceso industrial basado en la BDS requiere menos energía y genera una cantidad de CO2
del orden del 20 al 27%, menor comparado con la convencional HDS como lo demostró un
estudio realizado por Enchira Biotechnology Corp (EBC, antes Energy BioSystems).
Industrias como Arctic Slope Regional Corp. y Total Raffinage Distribution S.A., realizaron
ensayos en planta piloto de biodesulfuración de diesel desde fines de los años 90.
Actualmente, la integración de estas pruebas pilotos a escala industrial no están aún
terminadas ni cuantificadas (Montiel, C. y col., 2009).
Otros centros de investigación tales como el Petroleum Energy Center of Japan (PECJ) junto
con el King Abdulaziz City for Science and Technology (KACST, Arabia Saudita), varios
laboratorios nacionales de EE.UU., y el IMP también realizaron esfuerzos en el desarrollo de
un proceso de BDS. El escalamiento, la disponibilidad de equipo y la remodelación de
refinerías existentes representaron problemas adicionales a la implementación de los procesos
biológicos en refinería.

CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
44
Sin embargo, Paques Bio Systems BV and Shell International Oil Products utilizaron y
comercializan actualmente un proceso de endulzamiento de gas por medio de una bacteria del
género Thiobacillus para eliminar el ácido sulfhídrico, lo que representa un buen ejemplo de
la capacidad de los procesos biológicos en la industria petrolera.
Con los procesos de biodesulfuración actuales es posible que la forma de trabajar más
rentable sea empleando procesos mixtos en los que se someta al petróleo a un tratamiento
previo de HDS que reduzca los niveles de azufre hasta 200-300 ppm y un posterior
tratamiento de BDS que disminuya este contenido hasta 30 ppm o menos, y que sólo debe
actuar sobre un reducido número de compuestos de azufre.
Se han obtenidos avances importantes en el rubro de la biodesulfuración del petróleo, pero
aún quedan muchos temas pendientes en cuanto a integración de estas biotecnologías a los
sistemas de procesamientos actuales en el mundo de la refinación del petróleo. Temas como,
la integración potencial de ambas tecnologías, el factor económico, la operación continua del
proceso, disponibilidad de la materia prima de las biotecnologías, y el escepticismo de los
países productores y consumidores del crudo.
III.2 Análisis de tecnologías actuales de HDS para gasolinas FCC
En ésta sección se presentan e ilustran las tecnologías actuales del proceso de
hidrodesulfuración de gasolinas FCC de las principales compañías petroleras a nivel
mundial. Específicamente se presentan las tecnologías de 8 compañías enfocadas en el
tratamiento de cargas provenientes de la unidad FCC.
Cabe aclarar que, la selección de éstas 8 compañías fue en base a la experiencia industrial y a
los resultados obtenidos de las plantas comercializadas e instaladas a nivel mundial, referente
a cada una de sus tecnologías actuales.
Para cada tipo de tecnología se describe su aplicación, funcionamiento, la alimentación, se
reportan datos de operación del proceso, además del factor económico. El orden de
presentación de las diversas tecnologías no infiere en la importancia de las mismas.

CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
45
Licenciador: GTC Technology Inc.
Aplicación: El proceso GT-BTXPlus está enfocado para que la hidrodesulfuración de las
corrientes de gasolinas de la planta FCC sea beneficiosa, ya que no presenta pérdida de
octanos y decrece el consumo de hidrógeno mediante el uso de un solvente patentado por la
compañía en un sistema de destilación extractiva.
Esquema 11: Diagrama de Flujo del Proceso GT-BTXPlus (Hydrocarbon Processing, 2008).
Descripción: La corriente de gasolina FCC, con punto de ebullición final arriba de 210 ºC, es
alimentado a la unidad GT-BTXPlus, con extractos de azufre y de aromáticos de la corriente
de hidrocarburos. Los componentes de azufre y de aromáticos son procesados en un
hidrotratador convencional para convertir el azufre en H2S. Puesto que la porción de gasolina
inicialmente tratada es reducida en volumen y libre de olefinas, el consumo de hidrógeno y
los costos de operación son enormemente reducidos. En contraste con la mayoría de los
esquemas de procesos de hidrodesulfuración convencional de gasolina que utilizan unidades
de hidrotratamiento y de lavado cáustico para eliminar el azufre, en donde esos métodos
inevitablemente resultan en saturación de olefinas, pérdidas de octanaje y pérdidas de
rendimiento.

CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
46
El proceso GT-BTXPlus tiene estas ventajas:
Separación y eliminación de especies de azufre en gasolina FCC, con el objeto de
tener 20 ppm de azufre en el pool de gasolinas.
Preserva más del 90% de las olefinas de la iniciación del hidrotratamiento en las
unidades de hidrodesulfuración; y además, evita significantes pérdidas de octanos y
reduce el consumo de hidrógeno.
Pocos componentes son enviados a la unidad de hidrodesulfuración;
consecuentemente, una unidad pequeña de hidrodesulfuración es requerida y hay poca
pérdida de rendimiento.
Pueden obtenerse altas purezas en los productos a través de extractos ricos de
aromáticos, después del hidrotratamiento.
Corrientes de rafinado ricas en olefinas pueden ser reciclados a la unidad de FCC para
incrementar la producción de olefinas ligeras.
La gasolina FCC es alimentada a la Columna de Destilación Extractiva (CDE). En una
operación vapor-líquido, el solvente extrae los compuestos de azufre dentro del fondo de la
columna junto con los componentes aromáticos, mientras desecha las olefinas y los no
aromáticos a través del domo como rafinado. Casi todos los no aromáticos, incluyendo las
olefinas, son separadas efectivamente en la corriente de rafinado. La corriente de refinado
puede pasar opcionalmente por un lavado cáustico, antes de pasar al pool de gasolinas, o a la
unidad de dearomatización.
El solvente rico en compuestos de azufre y de aromáticos, es enviado a la Columna de
Recuperación de Solvente (CRS), donde los hidrocarburos y las especies de azufre son
separados, y el solvente pobre es recuperado en el fondo de la columna. Los productos del
domo de la columna pueden ser sometidos a hidrotratamiento convencional y usarlos como
gasolina desulfurada, o direccionarlos a las plantas de producción de aromáticos. El solvente
pobre de los fondos de la CRS es tratado y reciclado hacia la CDE.
Factor económico: Costo estimado de instalación de 1,000 USD / BPD de alimentación y
costo estimado de producción de 0.50 USD / bbl de alimentación para desulfurización y
dearomatización.

CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
47
Licenciador: ConocoPhillips.
Aplicación: Convierte corrientes de gasolina con alto azufre a gasolina con bajo contenido de
azufre, mientras minimiza pérdidas de octano, pérdidas de rendimiento, y costos de operación
usando la tecnología S Zorb para remover el azufre.
Esquema 12: Diagrama de Flujo del Proceso S Zorb (Hydrocarbon Processing, 2008).
Descripción: La gasolina proveniente de la unidad de FCC se mezcla con una pequeña
corriente de hidrógeno y es calentada. La gasolina vaporizada es inyectada al Reactor de lecho
fluidizado (1), donde el adsorbente patentado por la compañía, remueve el azufre de la
alimentación. Una zona especial en el reactor remueve el sorbente suspendido del vapor, el
cual sale del reactor para ser enfriado.
El adsorbente (catalizador) es retirado continuamente del reactor y transferido a la sección del
Regenerador (2), donde el azufre es removido como SO2, y enviado a la unidad de
recuperación de azufre. El sorbente purificado es reacondicionado y retornado al reactor.

CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
48
El rango de circulación del adsorbente es controlado y ayuda a mantener la concentración de
azufre deseada en el producto.
A continuación se presentan las condiciones generales de operación del proceso S Zorb. Así
como los resultados que se pueden obtener con la aplicación de este proceso a partir de unas
consideraciones y especificaciones de la carga.
Condiciones típicas de operación:
Temperatura (ºC)……………..400-441
Presión (kg/cm2)…………………7-35
Velocidad-Espacio (LHSV)……......4-8
Pureza del Hidrógeno (%)………..70-99
Empleo total de H2 (ft3/bbl)……...40-60
Premisas para caso de estudio:
25,000 BPD de alimentación
775 ppm de azufre en la alimentación
25 ppm de azufre en el producto (97% de remoción)
Sin pérdidas de rendimiento
Resultados:
C5 + Rendimiento, Volumen % de alimentación………….…>100
Rendimiento de productos ligeros, %peso de alimentación….<0.1
Pérdida de (R+M)/2 ………………………………………….<0.3
Costos de operación, centavos de dólar/gal *……………….…0.9 incluye utilidades, 4% por año, mantenimiento y costos del adsorbente.

CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
49
Licenciador: Axens
Aplicación: El proceso Prime-G+ permite la hidrodesulfuración ultra profunda de la gasolina
FCC, con mínimas pérdidas de octano.
Esquema 13: Diagrama de Flujo del Proceso Prime-G+ (Hydrocarbon Processing, 2008).
Descripción: Los fondos de la debutanizadora de FCC son alimentados directamente al
primer reactor, en el cual, bajo condiciones moderadas, las diolefinas son hidrogenadas
selectivamente y los mercaptanos son convertidos en especies de azufre más pesadas.
La corriente de hidrogenación selectiva del efluente del reactor es generalmente separada
para producir un CNL (Corte de Nafta Ligera) y un CNP (Corte de Nafta Pesada).
La corriente de CNL está libre de mercaptanos y con bajo azufre y concentración de
diolefinas, esta corriente puede ser procesada posteriormente en unidades de eterificación o de
alquilación. La corriente de CNP entra a la sección principal del proceso Prime-G+, el cual

CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
50
consta de un sistema de reactor de catalizador dual, este sistema permite una
hidrodesulfuración profunda con un rango limitado de saturación de olefinas y pérdida de no
aromáticos, para producir gasolina de ultra bajo azufre.
El proceso presenta flexibilidad y ventajas frente a otros co-procesos en el sentido que puede
tratar otras corrientes de nafta como de la unidad de coque, corrientes vaporizadas de nafta de
craqueo, etc., y no únicamente nafta de la unidad de FCC.
A continuación, se presentan los resultados que se pueden obtener con la aplicación de este
proceso, especificando las condiciones generales de la carga. Así como, la inversión que se
requiere para su implementación.
Resultados industriales:
Rango de gasolina FCC Producto del proceso
40ºC-220ºC Alimentación Prime-G+
Azufre (ppm) 2,100 50*
(RON+MON)/2 87.5 86.5
Δ (RON+MON)/2 1.0
% HDS 97.6
Factor económico: Inversión de 600-800 USD / BPD
* ≤ 30 ppm de azufre en el pool de gasolina después del mezclado. Especificaciones de azufre en el pool de gasolinas de ≤ 10 ppm se obtuvieron con el proceso Prime-G+ en dos unidades en Alemania.

CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
51
Licenciador: Exxon Mobil Research and Engineering Co.
Aplicación: El proceso OCTGAIN 220 reduce el contenido de azufre en la gasolina hasta
menos de 10 ppm mediante hidrodesulfuración seguido de procesos de craqueo e
isomerización para recuperar el octano perdido.
Esquema 14: Diagrama de Flujo del Proceso OCTGAIN 220 (Hydrocarbon Processing,
2008).
Descripción: El esquema básico del flujo del proceso OCTGAIN 220 es similar a la de una
hidrotratadora de nafta convencional. La mezcla de la alimentación y del hidrógeno
recirculado es precalentado en intercambiadores de calor de tipo carga/fondos, para
posteriormente ser introducido por el domo del reactor.
En la primera sección del reactor (arriba) se encuentra una cama de catalizador (el catalizador
es propiedad de la compañía), en el cual el azufre de la alimentación es convertido a H2S con
casi una completa saturación de olefinas. En la segunda cama (abajo), rellenado con un

CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
52
catalizador diferente (el catalizador es propiedad de la compañía), el octanaje es recuperado
mediante reacciones de desintegración e isomerización. El efluente del reactor es enfriado, y
el producto líquido es separado del gas de recirculación a través de separadores de alta y baja
temperatura.
El vapor de los separadores es combinado con gas de composición, este gas es comprimido y
recirculado en el proceso. El líquido de los separadores es enviado al separador de productos,
en donde la corriente de ligeros es recuperada por el domo y la nafta desulfurizada por el
fondo del separador. El nivel de azufre en el producto puede ser tan bajo como de 5 ppm.
El proceso OCTGAIN 220 puede ser reajustado dentro de las unidades de hidrotratamiento
existentes en las refinerías. El diseño y la operación del proceso permiten el nivel deseado de
recuperación de octanaje y de los rendimientos.
Exxon Mobil Research and Engineering Co. tiene una alianza con Kellogg Brown & Root
(KBR) para proveer esta tecnología a las refinerías.
Rendimientos: El rendimiento depende de la carga de olefinas y el nivel deseado de
octanaje.
Instalaciones: Tienen experiencia comercial con dos unidades en operación.

CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
53
Licenciador: Exxon Mobil Research and Engineering Co.
Aplicación: El proceso SCANfining reduce el contenido de azufre en la gasolina FCC hasta
10 ppm mediante hidrotratamiento selectivo para maximizar la retención de octano.
Esquema 15: Diagrama de Flujo del Proceso SCANfining (Hydrocarbon Processing, 2008).
Descripción: La alimentación es mezclada con el hidrógeno de recirculación, después entra al
reactor de pretratamiento para la saturación de las olefinas, previo calentamiento con el
efluente del reactor. Enseguida, la mezcla de hidrocarburo/hidrógeno es precalentada
nuevamente para ingresar al reactor de HDS, el cual está cargado con el catalizador RT-225
(propiedad de la compañía).
En el reactor de HDS, el azufre es convertido a H2S bajo condiciones que favorecen
enormemente la hidrodesulfuración mientras se minimiza la saturación de olefinas.

CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
54
El efluente del reactor es enfriado y enviado a un separador. Aquí, la parte gaseosa que son
residuos de amina son recirculados al reactor nuevamente mediante la corriente de hidrógeno
fresco. La parte líquida pasa a un estabilizador de producto, la gasolina desulfurizada se
obtiene del fondo del estabilizador, y se envía a almacenamiento.
Para cargas con alto contenido de azufre y que se requieran productos de muy bajo contenido
de azufre, las variaciones en el diseño del proceso presentan disponibilidad para minimizar la
pérdida de octano y el consumo de hidrógeno.
La carga puede ser el amplio intervalo de ebullición de la gasolina FCC, fracciones medianas
y/o pesadas.
Para cargas con alto contenido de azufre y/o productos con bajo contenido de azufre, con
bajos niveles de variación de mercaptanos en el producto se puede acoplar el proceso
SCANfining II, este proceso esta enfocado hacia mejores selectividades de
hidrodesulfuración, o adición de un proceso ZEROMER, para conversión de mercaptanos, o
de un proceso EXOMER, para extracción de mercaptanos.
Rendimientos: C5+ y producto líquido casi del 100% en volumen.
Instalaciones: 32 unidades bajo diseño, construcción y operación.

CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
55
Licenciador: Refining Hydrocarbon Technologies LLC.
Aplicación: El proceso RHT-HDS puede utilizarse para la hidrodesulfuración de cortes de
gasolinas de la unidad de FCC.
Esquema 16: Diagrama de Flujo del Proceso RHT-HDS (Hydrocarbon Processing, 2008).
Descripción: El esquema de procesamiento para cortes de nafta mediana y pesada de FCC,
para gasóleo pesado y diesel es similar a los esquemas convencionales. La gasolina
proveniente de la unidad de FCC es mezclada con una corriente de hidrógeno, y la mezcla es
calentada a temperatura moderada. La carga es enviada a un reactor de hidrogenación
selectiva para remover las diolefinas y evitar la formación de gomas de polímeros y coque en
el catalizador de hidrodesulfuración. El reactor opera en modo de reacción de dos fases o de
una sola fase. El efluente del reactor es enviado a un separador, donde el corte de nafta ligero
(CNL) es retirado por el domo, el corte de nafta pesada (CNP) es retirado por el fondo, y el

CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
56
corte de nafta mediana (CNM) es retirado por en medio del separador. El CNL esta casi libre
de azufre y contiene de 3 a 5 ppm de mercaptanos u otros compuestos de azufre.
El CNP que sale por el fondo del separador es mezclado con hidrógeno, requerido para la
hidrodesulfuración, la mezcla es calentada hasta la temperatura de hidrodesulfuración en el
calentador. La hidrodesulfuración ocurre en la zona catalizada a altas temperaturas para
soportar los intervalos altos de hidrodesulfuración del CNP, el cual contiene los compuestos
con los más altos niveles de azufre y los más refractarios.
El CNM también es mezclado con hidrógeno y calentado a la temperatura del reactor,
posteriormente es enviado al reactor de hidrodesulfuración, la carga entra a la altura media del
reactor. El parámetro espacio-velocidad para el CNP y el CNM depende de la concentración
total de azufre en ambas corrientes y del contenido de azufre en las diferentes especies. Otra
consideración para la cantidad de catalizador esta basado en las especificaciones de productos
requeridos. El efluente del reactor es enviado al estabilizador, donde el azufre residual es
retirado de los productos del CNM y del CNP, y sale como producto de fondo del
estabilizador.
Los catalizadores usados para el primer reactor para las hidrogenaciones selectivas son
de Pt/Pd, Pd, Ni, Ni//W, o Ni/Mo dependiendo de la carga y de las condiciones de operación
seleccionadas. Los catalizadores requeridos para la hidrodesulfuración incluyen Co/Mo, Ni/W
o Ni/Mo.
El proceso RHT-HDS no usa otros procesos internamente. Adicionalmente, sí la capacidad
debe ser incrementada en un futuro para situaciones que involucren procesos internos, esto
ocasionaría un taponamiento o saturación, y se requeriría un tren adicional completo, lo cual
es muy caro.
Propiedades del producto: El producto contiene menos de 10 ppm de azufre.
Factor económico: Capital de inversión (ISBL), USD / bbl 980
Utilidades y catalizador, USD / bbl 1.26

CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
57
Licenciador: CDTECH
Aplicación: Los procesos CDhydro y CDHDS son utilizados para desulfurizar selectivamente
corrientes de gasolinas de la unidad de FCC con mínimas pérdidas de octano.
Esquema 17: Diagrama de Flujo de los procesos CDhydro y CDHDS (Hydrocarbon
Processing, 2008).
Descripción: Los cortes de nafta ligeros, medianos y pesados (CNL, CNM, CNP) son
tratados por separado, bajo condiciones óptimas para cada uno de los cortes.
El amplio intervalo de la reducción de azufre de la gasolina de FCC inicia con el
fraccionamiento del corte de nafta ligero (CNL) por el domo de la columna CDhydro. Las
especies de mercaptanos reaccionan cuantitativamente con el exceso de diolefinas para
producir compuestos de azufre más pesados, y las diolefinas restantes son parcialmente

CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
58
saturadas con olefinas mediante reacción con hidrógeno. Los fondos de la columna CDhydro,
que contiene los mercaptanos reaccionados, son alimentados a la columna CDHDS, donde el
CNM y el CNP son desulfurizados catalíticamente en dos zonas separadas. Las condiciones
de hidrodesulfuración son optimizadas para cada fracción para lograr la reducción de azufre
deseado con mínima saturación de olefinas. Las olefinas son concentradas en la parte alta de
la columna, donde las condiciones son moderadas, mientras que el azufre es concentrado en el
fondo, donde las condiciones propician niveles muy altos de hidrodesulfuración.
No ocurren reacciones de desintegración a las condiciones moderadas, y las pérdidas de
rendimiento son fácilmente minimizadas con la recuperación del gas de venteo. Las tres
corrientes de productos son estabilizadas juntas o por separado, según como se desee,
resultando en corrientes de producto apropiados para su subsiguiente uso.
Las dos columnas están integradas con calor para minimizar los requerimientos de energía. La
reformación típica del hidrógeno es usado en ambas columnas sin compresión del gas de
composición. La reducción de azufre logrado permitirá que el mezclado de gasolina cumpla
con las regulaciones actuales y futuras.
La destilación catalítica esencialmente elimina el catalizador sucio porque el fraccionamiento
remueve los precursores del coque pesado de la zona del catalizador, antes que el coque pueda
formarse y obstruir los poros del catalizador. Además la vida del catalizador en la destilación
catalítica se incrementa significativamente, superior a la vida típica en los reactores de lecho
fijo.
Productos: Gasolina FCC de ultra bajo azufre (UBA) con máxima retención de olefinas y
octanos.
Factor económico: El costo de capital estimado ISBL para una unidad CDhydro/CDHDS de
50,000 BPD con 95% de desulfurización es de 40 MMUSD.
Instalación: Hay 38 unidades CDhydro/CDHDS de desulfurización licenciadas
comercialmente para tratamiento de gasolina de FCC. El total de la capacidad instalada
excede los 1.3 MMBPD.

CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
59
Licenciador: UOP en cooperación con PDVSA-INTEPEV
Aplicación: El proceso SelectFining es una tecnología para desulfurización de gasolina
desarrollada para producir gasolina de ultra bajo azufre (UBA) mediante la remoción del más
del 99% del azufre presente en la nafta olefínica, mientras:
Minimiza la pérdida de octano.
Maximiza el rendimiento líquido.
Minimiza el consumo de hidrógeno.
Elimina la recombinación del azufre.
El proceso SelectFining provee a las refinerías una solución simple y flexible para satisfacer
las especificaciones actuales y futuras del contenido de azufre en la gasolina.
Esquema 18: Diagrama de Flujo del Proceso SelectFining (Hydrocarbon Processing, 2008).
Descripción: El proceso SelectFining puede hidrotratar el rango total de ebullición de la nafta
olefínica, o cuando se usa en conjunto con una nafta dividida o alguna fracción del intervalo
total de ebullición de la nafta. Esta flexibilidad permite que la carga de la unidad SelectFining
sea optimizada en base a ciertos factores específicos de las refinerías como la especificación

CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
60
final de azufre en la gasolina, la disponibilidad de los componentes del mezclado de gasolina,
y los tipos y cantidades de olefinas y especies de azufre presentes en la carga.
La configuración de una unidad SelectFining de una sola etapa procesando el intervalo total
de ebullición de la nafta olefínica es muy similar a una hidrotratadora convencional. Las
condiciones de operación del proceso SelectFining son similares a los del hidrotratamiento
convencional, permitiendo a los refinadores implementar esta tecnología en rehúso del equipo
ineficiente de hidrotratamiento existente en sus unidades.
Puesto que el intervalo total de ebullición de la nafta olefínica puede contener diolefinas
altamente reactivas (las cuales pueden polimerizarse y obstruir el equipamiento y las camas de
catalizadores), la unidad SelectFining puede incluir un reactor separado para la estabilización
de las diolefinas.
La nafta que entra es mezclada con una pequeña corriente calentada rica en hidrógeno y gas
reciclado y es dirigido hacia este reactor. La nafta estabilizada es entonces calentada a las
condiciones finales de reacción y procesada en el reactor principal de la unidad, utilizando un
catalizador desarrollado por la compañía. El efluente del reactor principal es lavado, enfriado
y separado en fracciones liquidas y gaseosas. Los gases recuperados son arrastrados (para
remover H2S) y reciclados al reactor de sección de la unidad, mientras que los líquidos
recuperados son debutanizados, y enviados al mezclado de gasolinas.
A la vez que las reacciones principales que ocurren en un hidrotratador involucran conversión
de azufre y componentes de nitrógeno. También se llevan a cabo otras reacciones, incluyendo
la saturación de olefinas. Desafortunadamente, debido a que las olefinas tienen más altos
octanos que sus contrapartes parafínicas, las reacciones de saturación reducen los octanos de
la carga.
El catalizador S 200 propiedad de UOP fue desarrollado para el proceso SelectFining y
permite efectivamente el hidrotratamiento de la nafta olefínica mientras minimiza la
saturación de olefinas. El catalizador S 200 emplea un soporte de alúmina amorfo (con acidez
optimizado) y un metal no noble para lograr la combinación óptima de desulfurización, la
retención de olefinas, y estabilidad en la operación.

CAPÍTULO III: TECNOLOGÍAS DEL PROCESO DE HIDRODESULFURACIÓN DE GASOLINAS
61
Factor económico: Cuando se produce un producto de 50 ppm (aproximadamente el 98% de
desulfurización), la retención de olefinas adicional proveída por la unidad SelectFining de una
sola etapa corresponde a 2.5 (R+M)/2 octanos de ventaja en relación a los hidrotratamientos
convencionales. Esta ventaja incrementa a 3.5 (R+M)/2 cuando se usa la unidad SelectFining
de dos etapas.
Basados en un valor de octano de 0.50 USD / octano-bbl, costo de hidrógeno de
6 USD / 1,000 SCFB y 20,000 BPD de nafta continua, el resultado del costo del
procesamiento puede abarcar de 8 a 12 MMUSD / año, dependiendo del tipo de esquema del
proceso SelectFining seleccionado.
La primera unidad comercial de una sola etapa del proceso SelectFining, con capacidad de
procesamiento de 32,000 BPD, fue instalada para refinar en la Costa del Golfo de EUA en el
año 2006, y desde entonces sigue operando continuamente.

CAPÍTULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR
62
CAPÍTULO IV
ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR
En el Esquema 19 se presenta el diagrama de proceso actual y futuro de la refinación del
petróleo crudo y sus derivados. (IX Congreso Anual, 2006). Las partes resaltadas indican las
nuevas unidades que se integrarían al sistema de procesos de la refinería convencional, cabe
mencionar que este tipo de sistema de refinación llamado de “fondo de barril” o también
denominado de alta complejidad; es el que se está implementando en las grandes empresas
paraestatales y privadas de refinación a nivel mundial, además este sistema es con el que
opera la refinería de Deer Park en Estados Unidos.
Esquema 19: Esquema de procesamiento con reducción de fondo de barril (IX Congreso
Anual, 2006).
Este tipo de sistema ofrece la gran ventaja de poder procesar crudos pesados al 100% con
insignificantes pérdidas de volumen y altos rendimientos en los productos finales (IX
Congreso Anual, 2006).

CAPÍTULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR
63
Antes de abordar la situación actual de la problemática que se presenta en el SNR con los
esquemas convencionales de procesamiento con que cuenta, se debe de conocer como se
encuentran operando y produciendo las refinerías del SNR.
Es importante conocer la capacidad de procesamiento del diseño de cada una de las refinerías
del país, y esto se puede observar en la Tabla 7.
Tabla 7: Capacidad de diseño de procesamiento de crudo del Sistema Nacional de Refinación.
Refinería
(localización)
Capacidad de
diseño (MBPD)
Zona que abastece
(combustibles)
Refinería de Cadereyta 275 Norte del país
Refinería de Madero 190 Centro y Golfo
Refinería de Minatitlán(1) 185 Sur y península de Yucatán
Refinería de Salamanca 245 Centro y Oeste del país
Refinería de Salina Cruz 330 Litoral del Pacífico
Refinería de Tula 315 Ciudad de México
T o t a l(2) 1, 540
Fuente: Base de Datos Institucional PEMEX.
NOTAS:
(1) No está contemplada el aumento de la capacidad de procesamiento de diseño de 185 MBPD a 320
MBPD, contemplada por la reconfiguración, ya que en 2009, aún no estaba terminada.
(2) La capacidad total instalada de procesamiento de crudo contemplando la reconfiguración de la
refinería de Minatitlán será de 1, 675 MBPD, para cuando el nuevo tren de refinación opere al 100%.
Pero, en la realidad eso no ocurre, las refinerías del SNR no operan al 100% de su capacidad
máxima.
En la Tabla 8, se puede ver la capacidad de procesamiento de crudo del Sistema Nacional de
Refinación en el 2009 y su distribución hacia las diferentes refinerías del país.

CAPÍTULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR
64
Tabla 8: Procesamiento de crudo en el Sistema Nacional de Refinación (MBPD).
Año
Refinería
2008
2009 Variación
(%)
Cadereyta 208.3 217.2 4.3
Madero 152.1 151.8 -0.2
Minatitlán 161.6 167.1 3.4
Salamanca 192.5 192.1 -0.2
Salina Cruz 279.4 277.2 -0.8
Tula 267.2 289.5 8.4
T o t a l 1261.0 1294.9 2.7
Fuente: Anuario Estadístico PEMEX, 2010.
Y graficando estos datos podemos observar la participación porcentual que tuvieron cada una
de las refinerías en el procesamiento total de crudo en el SNR. (Ver Figura 16).
Comparando los datos de la Tablas 7 y 8, se deduce que el SNR opera aproximadamente al
84% de su capacidad de diseño.
Ahora bien, otro dato importante que se observa en la Figura 16, es que, la refinería de Tula
es la que procesa la mayor cantidad de crudo (22.40%) en todo el SNR, rebasando a la
refinería de Salina Cruz (21.40%), que según datos de la Tabla 7, es la que tiene mayor
capacidad de diseño.
Esta cuestión se puede explicar de manera lógica si se toma en cuenta que la Refinería de Tula
es la que abastece a la Ciudad de México y a la Zona Metropolitana, y que el abasto de
combustibles en esta zona es prioridad, por lo tanto es una de las regiones en donde se deben
de comercializar más combustibles de ultra bajo azufre (UBA), y por eso se requiere de
mayor cantidad de crudo ligero en la carga y así no tener problemas para cumplir con las
especificaciones de la norma.

CAPÍTULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR
65
PARTICIPACIÓN DEL PROCESO DE CRUDO POR REFINERÍA EN 2009
Cadereyta 16,80%
Madero 11,70%
Minatitlán 12,90%Salamanca
14,80%
Salina Cruz 21,40%
Tula 22,40%
Figura 16: Participación del proceso de crudo por refinería en 2009 (Anuario Estadístico
PEMEX, 2010).
Antes de analizar los esquemas de las refinerías convencionales y de “fondo de barril”, se
debe de conocer que tipo de carga están procesando las refinerías en el país, específicamente,
la cantidad de crudo pesado en la alimentación. Y esto se observa en la Figura 17.
En ella, se puede corroborar lo dicho anteriormente sobre la situación de la refinería de Tula,
que procesa mayor porcentaje de crudo, y de hecho es la refinería que procesa más crudo
ligero (207.5 MBPD) en todo el SNR.
Esta Figura es muy importante, ya que en ella se presentan los datos de la distribución del tipo
de crudo en la carga para el procesamiento en cada una de las refinerías del país.

CAPÍTULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR
66
Figura 17: Procesamiento de tipo de crudo en el Sistema Nacional de Refinación en 2009.
Fuente: Base de Datos Institucional PEMEX.
Los resultados que arroja la Figura 17 son:
Ninguna de las refinerías del SNR procesa el 100% de crudos pesados.
La capacidad de procesamiento de crudos pesados del SNR es de 481 MBPD.
Las refinerías de Cadereyta, Madero y Salina Cruz, son las que procesan mayor
cantidad de crudo pesado, entre las tres cubren aproximadamente el 64.60% del
procesamiento total de crudos pesados del SNR.
Las refinerías del país necesitan ser reconfiguradas para poder procesar mayor
porcentaje de crudos pesados y extrapesados, y así, obtener mayores rendimientos en
cuanto a la producción de petrolíferos.
217.2 MBPD de crudo 151.8 MBPD de crudo 101 MBPD pesado 117 MBPD pesado 116.2 MBPD ligero 34.8 MBPD ligero 167.1 MBPD de crudo 192.1 MBPD de crudo 55 MBPD pesado 45 MBPD pesado 112.1 MBPD ligero 139 MBPD ligero 7 MBPD superligero 1.1 MBPD reconstituido(1) 277.2 MBPD de crudo 289.5 MBPD de crudo 87 MBPD pesado 76 MBPD pesado 154 MBPD ligero 213 MBPD ligero 1 MBPD superligero 0.5 MBPD superligero 35.2 MBPD reconstituido (1) El crudo reconstituido es una mezcla de crudos Istmo, Maya, Olmeca y algunos crudos regionales.
Refinería de Cadereyta
Refinería de Madero
Refinería de Minatitlán
Refinería de Salamanca
Refinería de Salina Cruz
Refinería de Tula

CAPÍTULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR
67
Dentro de los planes de reconfiguración deben de estar considerados los procesos de
fondo de barril, como lo es la coquización retardada o reductora de viscosidad.
Ahora, analizando la configuración de una refinería convencional y una de alta complejidad
(Ver Esquema 19), se puede observar que el esquema básico de un proceso de refinación
convencional se mantiene y solo se van adaptando nuevas unidades de procesos a los ya
existentes. Además se puede ver que esas nuevas unidades están posicionadas alrededor de la
unidad de FCC. ¿Por qué es de esta manera o que papel juega la unidad FCC en la integración
de estos nuevos tipos de esquemas de procesamiento?.
Las naftas de la unidad de desintegración catalítica (FCC) de una refinería son el principal
componente del inventario de este combustible (30-40% en volumen) (Figura 18) y, por lo
tanto, no sólo representan la principal contribución del octanaje (92 unidades) de la mezcla de
gasolinas comerciales, sino también son la principal fuente de azufre total con una
participación entre 90 y 98% en peso (Sanchezllanez Machuca, M. T., y col., 2005). Esto
último hace a las gasolinas de FCC la parte medular para disminuir el contenido de azufre en
las gasolinas comerciales y, al mismo tiempo, tener medidas contingentes para no afectar al
octano de la misma gasolina (Figura 19).
INTEGRACIÓN DE LA MEZCLA DE GASOLINAS PARA FORMULAR LA GASOLINA COMERCIAL EN MÉXICO (% Vol.)
FCC 36%
Reformación 39%
Isomerización 8%
Alquilación 8%
TAME 7%
MTBE 2%
Figura 18: Integración de la mezcla de gasolinas para formular la gasolina comercial.

CAPÍTULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR
68
APORTACIÓN DE AZUFRE EN EL MEZCLADO DE GASOLINAS
Nafta de FCC 93%
Nafta de Coquizadora 3% Otros 4%
Figura 19: Aportación de azufre en el mezclado de gasolinas.
Entonces, de acuerdo a estos datos, se puede notar la problemática que tiene actualmente el
SNR, ya que el proceso convencional de hidrodesulfuración de gasolinas, no puede procesar
grandes volúmenes de carga provenientes de la unidad FCC.
Esto es debido, a las restricciones del diseño original de las plantas convencionales de
hidrodesulfuración de gasolinas. Además, las regulaciones ambientales en esos años no eran
muy estrictas, debido a que no se le daba mucha importancia a la cuestión ambiental; por lo
tanto, con el diseño original de las plantas convencionales comercializadas en esa época, se
podían cumplir con las estipulaciones del contenido total de azufre en el mezclado de
gasolinas.
Debido a esto, entonces hay que conocer y comprender las propiedades y características de la
gasolina de FCC.
A continuación se muestran las concentraciones de azufre, olefinas, aromáticos y número de
octano (RON), que son las más susceptibles de ser modificados por los procesos de
postratamiento, y su efecto en el número de octano de cada una de las corrientes. En la
Figura 20, se resumen las características más importantes de la gasolina catalítica.

CAPÍTULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR
69
Figura 20: Principales variables de estudio de la gasolina catalítica (pruebas realizadas en
nivel laboratorio por el Instituto Mexicano del Petróleo, IMP en 2005).
Es importante identificar que la mayor cantidad de azufre se localiza desde la temperatura de
ebullición del 60 % en volumen, hasta la temperatura final de ebullición (TFE), en donde se
localiza casi el 87% en peso del total del azufre contenido en la gasolina de FCC
(Sanchezllanes Machuca, M. T., y col., 2005).
Sin embargo, la distribución de olefinas cambia sustancialmente, ya que la mayor
concentración de las mismas se encuentra entre la temperatura inicial de ebullición (TIE) y el
40% en volumen, en donde se localizan casi el 90% del volumen de las olefinas; y desde el
50% a la temperatura final de ebullición (TFE), sólo se localiza el restante 10% de las
olefinas. Cabe mencionar que una disminución en el octano es la saturación de las olefinas;
por lo tanto, es necesario identificar en donde se localizan las olefinas presentes en la gasolina
catalítica y evitar el contacto con el hidrógeno, ya que este corte comprendido entre la TIE y

CAPÍTULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR
70
el 40% en volumen es altamente susceptible de disminuir el octano presente en la gasolina a
niveles inferiores de 60 unidades de octano (Sanchezllanes Machuca, M. T., y col., 2005).
El índice de octano (RON) nos muestra principalmente las contribuciones generadas por las
olefinas en el inicio de la gasolina catalítica (TIE-30% en volumen); posteriormente se
incrementa por la participación de los aromáticos que tienen mayor concentración y, por lo
tanto, se mantiene el octano en cada una de las fracciones de la gasolina catalítica. Es
necesario definir que el octano generado por las olefinas tiene mayor concentración y, por lo
tanto, es más fácil de remover con catalizadores no selectivos a las olefinas y, como ya se
mencionó, el efecto en los aromáticos no tiene un impacto considerable en esta corriente
(Sanchezllanes Machuca, M. T., y col., 2005), (Figura 21).
PÉRDIDA DE OCTANO POR LA DISMINUCIÓN DE AZUFRE EN LA GASOLINA FCC (con 3,773 ppm peso)
-1,6
-1,4-1,2
-0,9-0,8 -0,75
-1,8-1,6-1,4-1,2
-1-0,8-0,6-0,4-0,2
020 40 60 80 100
Azufre total, ppm
Pérd
ida
de o
ctan
o
Figura 21: Pérdida de octano por la disminución de azufre en la gasolina catalítica (datos
experimentales con catalizador comercial selectivo, realizadas por el IMP en 2005).
El comportamiento general que tienen estos parámetros conforme al corte de nafta de FCC
que se este tratando se muestra en la Figura 22. Este corte de nafta que se muestra, es una
nafta de FCC sin hidrodesulfuración.

CAPÍTULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR
71
Figura 22: Efecto y comportamiento general de los parámetros de las gasolinas de FCC
(Korpelshoek, M. and Rock, K., 2009).
Nocca (2000) identifica tres cortes de nafta de FCC más comunes, esto es:
Nafta desintegrada ligera, que comprende los compuestos de carbono comprendidos
entre C5-C6.
Nafta desintegrada media, integrada por los átomos de carbono comprendidos
entre C6-204 ºC; y
Nafta desintegrada pesada, integrada por la fracción de 204-232 ºC.
Lo que sucede con la nafta desintegrada pesada es exactamente lo contrario, es decir, este
corte tiene un alto contenido de azufre y bajos contenidos de olefinas. Debido a lo anterior, es
este corte el que precisa de una hidrodesulfuración profunda para lograr las especificaciones
de gasolinas de bajo contenido de azufre, pero debe tenerse en mente que si se saturan las
olefinas se abate el octanaje del combustible y eso no es conveniente para ningún tipo de
gasolina.

CAPÍTULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR
72
La formación de sustancias poliméricas resinosas, de composición compleja, denominadas
usualmente como "gomas", genera problemas de estabilidad en las gasolinas, condicionando
fuertemente la posibilidad de su almacenamiento durante períodos prolongados, o
produciendo problemas en el funcionamiento de motores.
La desintegración catalítica de hidrocarburos (FCC), principal contribuyente al mezclado de
gasolinas, genera cortes con alta tendencia a la formación de gomas. Diversos factores del
proceso (tipo de carga, catalizador y condiciones operativas), influyen sobre la formación de
gomas.
La oxidación por aire de las olefinas presentes en la gasolina, es la causa primaria de la
formación de gomas. Si bien no existen muchas publicaciones en relación a esta temática, las
olefinas cíclicas y ramificadas, en particular, han sido consideradas como las principales
formadoras de gomas. También, por su muy alta reactividad, los compuestos diolefínicos
conjugados tienen un rol potenciador de estas reacciones.
Entonces, al momento de seleccionar alguna tecnología para la HDS de gasolinas de FCC,
uno de los criterios fundamentales para su elección debe ser la manera en que se saturan o
retienen las olefinas en el proceso, y conocer las especificaciones de las mismas en los
productos. Ya que, el fenómeno de las olefinas representa un grave problema para los
licenciadores de las tecnologías ya que si no se saturan y se preservan al final de los
productos, posteriormente puede causar muchos problemas por la formación de gomas
durante su almacenamiento o problemas en los motores automotrices durante su utilización.
Como se observa en la Tabla 9 (nafta de FCC proveniente de un crudo mexicano), el corte
completo de nafta catalítica contiene principalmente tiofenos y sólo una pequeña cantidad de
mercaptanos. Los tiofenos, benzotiofenos y dibenzotiofenos no pueden removerse fácilmente
usando tratamientos cáusticos y deben ser desulfurados con hidrógeno sobre un catalizador
altamente selectivo, pues son muy refractarios a la desulfuración.
Obviamente que las propiedades serán distintas dependiendo del tipo de crudo de donde
provenga la nafta.

CAPÍTULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR
73
Tabla 9: Propiedades de las naftas de FCC (datos experimentales con muestra de Tula).
Fuente: Sanchezllanes Machuca, M. T. y col., 2005.
Componente Nafta
ligera
Nafta
pesada
Nafta
total
Gravedad específica 0.7923 0.8714 0.7434
Olefinas, % vol. 37 0.41 35.81
RON/MON, ASTM D-2699/D-2700 89/75.3 87.6/76.5 90.6/78.2
TIE/TFE (D86) ºC C1-179 172-223 C1-221
Distribución de azufre, ppm-peso (ASTM D-2287)
Etil mercaptano 88 0 98
Dimetil sulfuro 76 0 89
Iso-propil mercaptano 145 0 118
Ter-butil mercaptano 189 0 149
Metil-etil sulfuro 198 0 159
n-Propil mercaptano 202 0 189
Tiofeno 84 0 259
Iso-Butil mercaptano 82 0 312
n-Butil mercaptano 36 26 426
Dimetil Disulfuro 8 32 186
2-Metil tiofeno 6 42 192
3-Metil tiofeno 4 86 186
Tetrahidrotiofeno 5 125 192
1-Pentil mercaptano 6 225 172
C2-Tiofeno 4 328 142
C1-Tetrahidrotiofeno 2 524 198
Hexil mercaptano 3 625 208
C3-Tiofeno 1 586 158
C2-Tetrahidrotiofeno 0 456 98
C3-Tetrahidrotiofeno 0 425 84
C4-Tetrahidrotiofeno 0 365 86
C4-Tiofeno 0 324 32
C5-Tiofeno 0 365 24
Benzotiofenos y otros 0 386 16
Azufre total, ppm-peso 1139 4920 3773

CAPÍTULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR
74
Tanto la hidrodesulfuración como la saturación de olefinas son reacciones controladas por la
cinética, por lo que la selectividad del catalizador, así como las condiciones de operación,
definirán las velocidades de reacción relativas de ambas reacciones.
En la Tabla 10, se provee un resumen de las propiedades de varias muestras de naftas
comerciales de FCC, representando un amplio intervalo de la calidad de la alimentación y la
severidad de operación de la corriente de FCC. La estructura molecular de la nafta de FCC, de
acuerdo al análisis GC-PIONA, y los tipos y cantidades de azufre contenidos en la nafta de
FCC, pueden variar significativamente.
Una inspección más detallada de la Tabla 10, indica que la distribución del azufre en la nafta
de FCC no es uniforme. Por el contrario, en la Figura 23, se observa que, la mayoría del
azufre está contenido en la fracción pesada de la nafta. Por lo tanto, los tipos de compuestos
de azufre y su distribución en la nafta de FCC, varía con el intervalo de ebullición.
La fracción ligera de la nafta contiene predominantemente azufre del tipo mercaptánico,
mientras que la fracción intermedia contiene primariamente azufre del tipo tiofénico, y la
fracción pesada de la nafta contiene mayoritariamente compuestos de azufre del tipo
benzotiofénico.
Figura 23: Composición de azufre y olefinas en la gasolina FCC (Meyers, Robert A., 2004).

CAPÍTULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR
75
Tabla 10: Propiedades de naftas comerciales de FCC.
Muestras de Gasolina FCC
A B C D E F G H
ºAPI 57.0 42.4 58.0 49.6 57.6 58.1 54.3 53.6
Intervalo de ebullición, D2887
PIE, ºC 3.5 53 1.7 49 -2 10 5 13
50%, ºC 111 142 111.1 129 104 107 123 110
PFE, ºC 231 247 241 206 246 244 247 251
PIONA, % peso
n-Parafinas 3.1 2.2 4.9 3.2 7.0 4.5 3.5 5.5
Iso-parafinas 22.1 12.5 21.0 19.4 31.1 24.2 21.8 17.4
Olefinas 33.8 15.4 33.0 26.3 19.3 30.1 30.3 28.5
Naftenos 10.4 10.6 8.0 10.4 9.5 7.8 6.5 7.6
Aromáticos 26.8 56.7 32.0 39.7 31.2 32.1 34.4 38.9
C12 + no aromáticos 3.8 2.6 1.1 1.0 1.9 1.3 3.5 2.1
100.0 100.0 100.0 100.0 100.0 100.0 100.0 100.0
Tipos de azufre, ppm, D5623
Mercaptanos 0 1 57 17 29 84 30 257
Tiofenos 31 12 29 73 51 64 71 61
Tiofenos substituidos 305 331 217 885 468 599 701 3498
Benzotiofenos 61 43 128 43 223 251 463 30
Benzotiofenos substituidos 82 147 312 40 654 628 1559 244
Sulfuros, Disulfuros 2 0 2 7 3 4 2 30
Otro azufre 8 0 0 39 0 36 242 235
Azufre total 489 534 745 1104 1428 1666 3068 4355
Fuente: Meyers, Robert A., 2004. NOTA: A, B, C, D, E, F, G y H son muestras de diferentes gasolinas catalíticas producidas en los EUA.
Entonces, una vez ya conocidas y entendidas las propiedades de la gasolina catalítica (FCC),
analicemos las posibilidades o alternativas que se pueden implementar respecto a la
integración de las unidades FCC e Hidrodesulfuradoras de Gasolinas, para poder alcanzar los
niveles de contenido de azufre en el mezclado de gasolinas de las refinerías del SNR.

CAPÍTULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR
76
De acuerdo al Esquema 19, las configuraciones de las refinerías, así como los tipos de
operación de la unidad FCC, varían considerablemente y, en función de lo anterior, se pueden
clasificar de manera muy amplia dos alternativas principales para alcanzar los estrictos
estándares de azufre, arriba mencionados, en las gasolinas de FCC:
a) Hidrotratamiento de gasóleos de carga a unidad FCC o pretratamiento
b) Desulfuración de la gasolina de FCC o postratamiento.
Cabe mencionar que estas alternativas o posibilidades están basadas únicamente en el
esquema de procesamiento general de las plantas. Gráficamente se observa:
IV.1 Caso a) Hidrotratamiento de gasóleos de carga a unidad FCC ó pretratamiento
El esquema de procesamiento para este caso, se presenta en el Esquema 20. Aquí, las
corrientes de Gasóleo Pesado Primario (GPP), proveniente de la Planta Atmosférica y los
Gasóleos de Vacíos (GOV´s), proveniente de la Planta de Vacío, entran a una unidad de HDS
antes de pasar a la unidad de FCC.
Esquema 20: Esquema de procesamiento de la HDS de gasóleos de carga a la unidad FCC o
pretatamiento (IX Congreso Anual, 2006).

CAPÍTULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR
77
Ésta opción ofrece varias ventajas, por ejemplo, la desulfuración de un gasóleo de vacío de
2.5% a 0.15% de azufre, conlleva los siguientes beneficios:
Incremento en el rendimiento de gasolina de FCC (7-9% en volumen), a una
temperatura de salida constante.
Importante disminución del número de reemplazos del catalizador de FCC.
Disminución del contenido de azufre en el aceite cíclico ligero (ACL) de 3 a 0.2%.
Disminución en el contenido de azufre en la gasolina de 1200 ppm a 500 ppm.
Disminución de la producción de coque de FCC (0.6-0.7% peso).
Disminución en el nivel de SOx del regenerador de FCC (en un factor de 10).
El hidrotratamiento o HDS de cargas a FCC también puede usarse para manejar cargas
refractarias o difíciles, como los residuos atmosféricos o de vacío, lo cual requiere de
condiciones de operación muy severas y más altos consumos de hidrógeno. Por lo regular, el
pretratamiento requiere de la instalación de una planta de hidrógeno y una planta de azufre.
Sin embargo, debe mencionarse que los resultados de estudios económicos han demostrado
que cuando hay restricciones presupuestarias, como en el caso actual de México, la
configuración óptima para obtener una Tasa Interna de Retorno (TIR) atractiva, requiere que,
junto con el hidrotratamiento de la carga, se considere la expansión de la planta combinada de
la refinería, lo cual representa una limitante económica muy importante para su
implementación, o, en su caso, incluir algún proceso de coquización retardada; con estos
cambios, el pretratamiento de gasóleos de carga a catalíticas puede tener un costo de 450
millones de dólares, integrando la planta de hidrógeno y la planta de azufre.
Entonces, el esquema de procesamiento incluyendo una coquización retardada se presenta en
el Esquema 21.
Existe esa limitante económica de la que se mencionaba arriba; porque el procesamiento de
las salidas de la planta atmosférica y de la planta de vacío son residuos pesados; y requieren
de condiciones extremas de operación para desulfurarse y obtener buenos rendimientos
volumétricos, o, en su caso contrario, la integración de una planta de coquización retardada, lo
que generaría un aumento en el volumen de producción de la gasolina a partir de residuales,

CAPÍTULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR
78
además de la generación de coque. La problemática que presentaría la integración de ésta
planta, es la restricción económica en cuanto a la inversión del capital, el cual es elevado.
Esquema 21: Integración de una planta de coquización retardada al sistema de procesamiento
del crudo (IX Congreso Anual, 2006).
IV.2 Caso b) Hidrodesulfuración de la gasolina de FCC ó postratamiento
Se sabe que el postratamiento de la nafta de FCC es la opción que ofrece los menores costos
de inversión, e incluso de operación, para alcanzar los estándares de TIER II Fase III para las
gasolinas de una refinería, por lo que es la opción que eligen la mayoría de las refinerías en
EEUU y Europa (Sanchezllanes Machuca, M. T., y col., 2005).
En el Esquema 22, se ilustra el proceso para esta opción, el diagrama de flujo de proceso es
prácticamente igual al caso anterior, sólo que las corrientes de salidas de las plantas
atmosféricas y de vacío no sufren ningún tipo de tratamiento antes de ingresar a la unidad de
FCC.

CAPÍTULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR
79
Esquema 22: Esquema de procesamiento de la HDS de la gasolina FCC o postratamiento (IX
Congreso Anual, 2006).
IV.3 Evolución de las tecnologías de HDS para gasolinas FCC
Hasta 1997, la única tecnología comercial para controlar el contenido de azufre del intervalo
total de la nafta de FCC era la llamada HDS convencional, que suele ser costosa debido,
principalmente, a que es un proceso no selectivo. En el proceso de remoción de azufre,
también se lleva a cabo la saturación de las olefinas presentes en la nafta de FCC, lo cual
conlleva, como ya se había mencionado, a la pérdida de octano (que puede llegar a disminuir
hasta 10 unidades de octano).
Considerando un costo promedio para alcanzar el estándar TIER II Fase III para las gasolinas,
se estima en 0.05 dólares americanos por galón de gasolina. Aplicando el anterior costo
promedio al Sistema Nacional de Refinación de México, se obtuvieron los costos anualizados
que se muestran en la Tabla 11 si se implementaran tratamientos de HDS convencional para
desulfurar las gasolinas catalíticas.

CAPÍTULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR
80
Para finales de 2000, se estimó que para ciertos procesos comerciales emergentes y en fase
inicial de demostración comercial (según la clasificación de la Tabla 12), los costos para
alcanzar la especificación de TIER II para gasolinas era de 0.025 dólares americanos por
galón, que es la mitad de los costos de los procesos de hidrotratamientos convencionales; sin
embargo, éstos últimos seguían siendo los procesos con mayor experiencia comercial.
Es interesante señalar que para 2009, el costo se había logrado rebajar a 0.02 dólares
americanos por galón. Esto es, en nueve años, varios de los procesos clasificados como
comerciales y en fase de demostración comercial hasta 1999-2000 ya habían acumulado
experiencia comercial considerable y otros habían logrado mejoras importantes, de tal forma
que ofrecían características tecnológicas muy superiores a las que tenían en 1997 e incluso en
2000, como son:
Mínimas pérdidas de octano (-1 unidad).
Pérdidas volumétricas insignificantes (rendimientos superiores al 99% en volumen).
Bajos consumos de H2 (<100 scf/Bbl).
Baja inversión de capital y bajo costos de operación.
Flexibilidad para desulfurar otras corrientes (coquizadora y H-Oil).
Capacidad para producir de manera económica gasolinas de FCC tipo UBA
(≤ 10 ppm peso).
En función de los bajos costos, debido principalmente a la alta competitividad de los
licenciadores, se puede definir que actualmente el costo de la tecnología de postratamiento es
accesible a cualquier mercado mundial; es más, para México, éstos sistemas de
postratamiento ya son atractivos, principalmente por los costos reducidos en las inversiones
comparados con las plantas de pretratamiento de gasóleos, con costos superiores a los
500 millones de dólares americanos por unidad.
Para el total de las refinerías en México, se tendría un costo aproximado de inversión de
179.340 MMUSD para realizar el total de la inversión en plantas de postratamiento, más las
inversiones asociadas a servicios auxiliares, tratamientos de amina y lo relacionado con la
integración que incluye las tuberías y racks principales para las interconexiones de las
unidades catalíticas con las nuevas plantas de postratamiento.

CAPÍTULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR
81
Tabla 11: Costo promedio anual para lograr especificación TIER II en las gasolinas de FCC
de México, usando HDT convencional.
Refinería Unidades
FCC
Capacidad
FCC (BPD)
Gasolina de
FCC (BPD)1
Inversión TIER II
(MMUS/año)2
35, 000 19, 000 Cadereyta, N.L 2
15, 000 9, 000 58.800
35, 000 19, 000 Madero, Tamps. 2
30, 500 17, 000 75.600
30, 000 16, 500 Minatitlán, Ver. 2
42, 000 23, 000 82.950
Salamanca, Gto. 1 40, 000 22, 000 46.200
40, 000 22, 000 Salina Cruz, Oax. 2
40, 000 22, 000 92.400
40, 000 22, 000 Tula, Hgo. 2 40, 000 22, 000
92.400
(1) Considerando la capacidad de producción total de gasolina de FCC como 60% vol. de la capacidad de la unidad FCC. (2) Considerando un factor de servicio de 0.904 (330 días/año).
Tabla 12: Evolución de las tecnologías para HDS profunda para obtener gasolinas de UBA
(1997-2005).
Estatus Licenciador Proceso Tecnología
CDTech CDHydro HDT selectivo
ExxonMobile SCANfinning HDT selectivo(1)
IFP Prime-G+ HDT selectivo(1)
Instalaciones comerciales con
tiempos de corrida de dos o
más años ExxonMobile OCTAGAIN 125
HDT selectivo más
recuperación de octano(2)
CDTech CDHydro/CDHDS HDT selectivo(1)
ExxonMobile OCTAGAIN 125 HDT selectivo más
recuperación de octano(2)
Fase inicial de demostración
comercial con suficientes datos
de planta piloto para
escalamiento UOP ISAL HDT selectivo más
recuperación de octano(2)
Black & Veatch IRVAD Adsorción
En desarrollo (concepto nuevo) Conoco Phillips S Zorb G
HDT selectivo más
adsorción3
(1) Desulfuración sin saturación de olefinas. (2) Desulfuración con saturación de olefinas más recuperación del octano con isomerización. (3) Adsorción con sólidos, sin saturación de olefinas, pérdida de octano mínima.

CAPÍTULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR
82
Al considerar las inversiones realizadas en unidades de postratamiento de gasolina catalítica,
sería factible poder destinar cantidades adicionales a la producción de azufre de bajo
contenido de azufre y lograr las especificaciones planteadas por los Estados Unidos de
15 ppm en peso de azufre, y así poder tener la integración completa de todas las unidades de
proceso que permitan disponer de gasolinas y diesel para satisfacer las demandas ecológicas
solicitadas para introducir automóviles con tecnología TIER II Fase III y lograr disminuir las
emisiones tóxicas al medio ambiente en casi cero emisiones. (Tabla 13).
Tabla 13: Comparación del costo promedio anual para lograr especificación TIER II Fase III
en las gasolinas de México con postratamiento (1).
Refinería
Inversión total
en 1998
(MMUSD/año)(2)(3)
Inversión total
en 2000
(MMUSD/año)(2)(4)
Inversión total
en 2009
(MMUSD/año)(2)(5)
Cadereyta, N.L 58.800 29.400 23.520
Madero, Tamps. 75.600 37.800 30.240
Minatitlán, Ver. 82.950 41.475 33.180
Salamanca, Gto. 46.200 23.100 18.480
Salina Cruz, Oax. 92.400 46.200 36.960
Tula, Hgo. 92.400 46.000 36.960
Total 448.350 224.175 179.340
NOTAS:
(1) Considerando la capacidad de producción total de gasolina de FCC como 60% vol. de la capacidad de la unidad FCC.
(2) Considerando un factor de servicio de 0.904 (330 días/año).
(3) Costo de HDT = 0.050
(4) Costo de HDT = 0.025
(5) Costo de HDT = 0.020
Se observa que el costo promedio anualizado usando las tecnologías más recientes (2009)
para la desulfuración de gasolinas catalíticas es del 40% del total de la inversión requerida
para los años anteriores al 2000 con tecnología convencional. Los costos totales anualizados
de la desulfuración de la gasolina catalítica de todo México ascienden a 179.340 MMUSD, lo
cual representaría un incremento, al costo de producción de la gasolina, de 0.95 USD / bbl,
asumiendo 330 días de operación por año y que las gasolinas catalíticas constituyen el 40% en
volumen del total de los inventarios de la gasolina comercial conocida como “magna
oxigenada”, “Premium oxigenada” y “magna resto del país” y “Premium resto del país”.

CAPÍTULO IV: ANÁLISIS DE LAS TECNOLOGÍAS DE HDS PARA GASOLINAS FCC EN EL SNR
83
Para esto es necesario revisar cada una de las tecnologías, tanto técnica como
económicamente, y también analizar la experiencia, proyectos en ejecución y resultados
comprobables obtenidos por cada licenciador, para establecer un cierto nivel de confianza en
la tecnología ofrecida por cada tecnólogo, y verificar las unidades de octano que pueden
perderse por el empleo de cada una de las tecnologías y definir la estrategia necesaria para
incrementar el octano de las unidades reformadoras o de las unidades de MTBE o TAME, así
como las relacionadas con el proceso de alquilación e isomerización de naftas ligeras.

DISCUSIÓN DE RESULTADOS
84
DISCUSIÓN DE RESULTADOS
Los retos y oportunidades más importantes para Petróleos Mexicanos están asociados a las
limitaciones de la infraestructura actual y al crecimiento de la demanda de petrolíferos en
general. Las características actuales de los crudos mexicanos han creado desafíos para las
refinerías debido a que éstas fueron diseñadas para procesar crudos distintos a los actuales
(Ver Tabla 14).
Tabla 14: Características actuales de la producción de los crudos mexicanos.
Características Olmeca Istmo Maya Ku-Maloob-Zaap
Gravedad, ºAPI 38.0 33.1 22.1 12.2
Viscosidad @ 25ºC, cSt 4 9 155 20, 751
Azufre, %peso 0.98 1.43 3.60 5.01
Carbón Ramsbottom, % peso 1.82 4.07 10.46 15.60
NaCl, kg/1000 bbl N.D. 7.21 133 9.25
Asfaltenos, % peso 1.06 3.84 13.46 21.21
Níquel, ppm 0.77 9.70 56.70 88.40
Vanadio, ppm 4.96 44.0 271.4 412.1
Costo relativo, % 124 117 100 N.D.
NOTA: N.D. = No Definido. Fuente: Diagnóstico: Situación de PEMEX. Secretaría de Energía 2008.
El crecimiento del consumo de gasolinas a tasas mayores a las de la economía y muy
superiores al comportamiento histórico, ha generado un desbalance entre la oferta interna y la
demanda (Figura 24). De acuerdo a los datos reportados en la Tabla 15, México importó
aproximadamente 320,900 BPD de gasolinas durante el 2009, para poder satisfacer la
demanda nacional. Esto quiere decir, que las importaciones representaron el 40.50% de la
demanda nacional de gasolinas durante el 2009.
Además, se puede observar que la producción de gasolinas de ultra bajo azufre (UBA)
correspondió solo al 10.32% aproximadamente del total de la demanda nacional.

DISCUSIÓN DE RESULTADOS
85
CONSUMO E IMPORTACIONES DE GASOLINAS EN MÉXICO
322342305263
217170156167162140
793
533 552 566 601637 672
719761 793
0
100
200
300
400
500
600
700
800
900
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009
AÑO
MB
PD
IMPORTACIONES CONSUMO
Figura 24: Consumo e importaciones de gasolinas en México.
NOTA: Las cifras pueden no coincidir debido al redondeo.
Fuente: Elaboración propia, con base al Anuario Estadístico PEMEX, 2010.
Es por esto, que los dos elementos requieren, en el corto plazo, de fortalecer la infraestructura
existente de producción, almacenamiento y distribución de PEMEX Refinación, así como
adicionar capacidad de transporte al sistema para hacer frente a los altos niveles de
importaciones de combustibles que se requieren.
Tabla 15: Producción y demanda de gasolinas en México en 2009 (MBPD).
Fuente: Elaboración propia, con base al Anuario Estadístico PEMEX, 2010.
Tipo Producción Demanda
Nova/Base 3.0 --
Magna 364.0
Magna UBA 81.8 727.7
PEMEX Premium 22.7 64.1
Otras 0.1 0.1
Total 471.5 792.4
Importaciones 320.9

DISCUSIÓN DE RESULTADOS
86
Debido a estas circunstancias, es necesario la implementación de los procesos de conversión
de residuales y reconfiguraciones en el Sistema Nacional de Refinación, para poder aumentar
el porcentaje de procesamiento de crudos pesados y extrapesados, y en consecuencia mayor
producción de petrolíferos para poder abatir un poco las importaciones de gasolinas y de
petrolíferos en general.
La complejidad en la configuración de una refinería está relacionada básicamente con los
tipos de plantas de que dispone para la transformación del crudo:
La configuración Hydroskiming (HSK) considera plantas de destilación combinada y
reformación catalítica; incluye también unidades de hidrotratamiento para gasolina y
diesel.
La configuración FCC se caracteriza por disponer de plantas de destilación primaria,
reformación catalítica, alquilación y desintegración catalítica.
Una configuración compleja, tiene como base la configuración FCC más una planta
de fondo de barril, que transforma los residuales incrementando la producción de
gasóleos que se transformarán en gasolinas y diesel, lo cual reditúa en un mayor
rendimiento de destilados.
Además, de lo comentado anteriormente, otra situación crítica que da sustento a la
implementación de una configuración compleja es la de los rendimientos obtenidos de los
crudos pesados (maya) y el extrapesado (Ku-Maloob-Zaap) (Ver Figura 25).
Con los datos presentados en la Figura 25, se puede acentuar aún más la necesidad de la
configuración de un proceso de alta complejidad para el SNR, ya que a mayor consumo de
crudos pesados, corresponde mayor generación de residuales.

DISCUSIÓN DE RESULTADOS
87
13
28
43
19
21
27
38
18
35
25
30
13
48
24
23
9
0%
20%
40%
60%
80%
100%
Volu
men
Olmeca Istmo Maya Ku-Maloob-Zaap
RENDIMIENTOS DE LOS DIFERENTES CRUDOS MEXICANOS
Residuo de vacío Diesel Gasolina Gas Licuado del Petróleo
Figura 25: Rendimientos de los diferentes crudos mexicanos.
Fuente: Diagnóstico: Situación de PEMEX. Secretaría de Energía, 2008.
Con base a un estudio de consultoría de ingeniería de procesos elaborado por KBC Advanced
Technologies para PEMEX Refinación en marzo de 2007. Se llevó a cabo un análisis
cualitativo de estas tecnologías de alta complejidad de acuerdo con los siguientes criterios:
Tecnología probada - Aceptada y de uso común en la industria de refinación.
Rendimientos – Rendimiento volumétrico de productos deseados.
Confiabilidad – Facilidad de operación.
Costo – costos de capital y costos de operación.
Y con base a esos análisis se puede deducir que la mejor alternativa es una configuración
compleja con coquización retardada, ya que permite destruir los residuales de crudos pesados,
su tecnología está ampliamente probada a escala industrial, es confiable y de menor costo
relativo.

DISCUSIÓN DE RESULTADOS
88
En la Figura 26, se observa una diferencia de hasta ocho dólares por barril en el margen de
refinación al procesar el mismo tipo de crudo en configuraciones diferentes.
La configuración de coquización es más rentable que la de desintegración catalítica (FCC),
aún en los casos en que se procesan crudos medios o se incorporan proyectos de cogeneración
con residuales. A medida que se procesen crudos más pesados en una coquizadora, se
incrementa la inversión y la rentabilidad.
MARGEN VARIABLE DE LOS DIFERENTES TIPOS DE CONFIGURACIONES DE LAS REFINERÍAS (USD/bbl)
3,2
11,7
7,1
10,2
0
2
4
6
8
10
12
14
Configuración FCC Coquización Retardada
USD
Maya Istmo
Figura 26: Margen variable de los diferentes tipos de configuraciones de las refinerías
(USD/bbl).
Por lo tanto, las reconfiguraciones permiten elevar el margen variable de la refinería, lo que
eleva la rentabilidad de la misma. Como se aprecia a continuación, refinerías que han sido
reconfiguradas respecto a las que no han sido, se observan diferencias de desempeño muy
importantes (Figura 27).
Aunque los márgenes de refinación son positivos, existe un potencial importante de captura
de valor asociado al cierre de brechas operativas y a la incorporación de infraestructura de alta
conversión (reconfiguraciones). La participación de PEMEX desde 1993, en la refinería de

DISCUSIÓN DE RESULTADOS
89
Deer Park ha permitido identificar algunas de estas brechas para incrementar los márgenes
(Figura 28).
MÁRGENES VARIABLES DE REFINACIÓN, 2007
2,80 3,30
6,03 6,165,18
0,70
6,70
11,03 10,4511,84
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
2000 2004 2005 2006 2007
AÑO
USD/
bbl
Salamanca, Tula, Minatitlán, Salina Cruz Cadereyta, Madero
Figura 27: Márgenes Variables de Refinación, 2007.
COMPARACIÓN DE LOS MÁRGENES VARIABLES DEL SNR VERSUS DEER PARK, 2007
14,2413,20
9,81
2,19
7,145,50 5,37
7,03
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
16,00
Deer Park
Cadereyta
Madero
Minatitl
ánSala
manca
Salina
Cruz Tula SNR
USD
/bbl
Figura 28: Comparación de los márgenes variables del SNR versus Deer Park, 2007.

DISCUSIÓN DE RESULTADOS
90
En la Figura 29, se observa un esquema simplificado de la integración del sistema de coquización retardada a una configuración de refinación de
tipo compleja y la capacidad de las diferentes plantas.
Figura 29: Representación simplificada de la integración de un sistema de coquización retardada en una refinería de configuración compleja.
Nota: 1) Incluye plantas de hidrógeno y de azufre.

DISCUSIÓN DE RESULTADOS
91
En cuanto a las tecnologías del proceso de HDS para gasolinas FCC podemos decir que las
nuevas tecnologías para la HDS de gasolinas FCC caen en dos categorías generales:
Las que involucran hidrogenación
Las que involucran adsorción.
La primera categoría tiene tres tipos de tecnologías:
La primera suprime la pérdida de octano durante la hidrodesulfurización mediante la
isomerización de hidrocarburos saturados (el proceso OCTGAIN).
El segundo mantiene el octano, la hidrodesulfurización se lleva a cabo sin la
hidrogenación (los procesos SCANfining y Prime-G+).
El tercer tipo elimina de los productos de reacción los compuestos de azufre y las
olefinas del sistema, a través de la destilación, desulfuración selectiva, mientras
suprime la hidrogenación de olefinas (el proceso CDHydro/CDHDS).
La segunda categoría contempla los procesos que usan un lecho fluidizado para la adsorción
(el proceso S Zorb).
Después de haber estudiado y descrito cada uno de los procesos tecnológicos presentados, se
resume la información más importante de cada una de ellas en la Tabla 16. En ella, se
presentan los principales parámetros, características y factores de cada una de las tecnologías
descritas anteriormente.
Además, en la Tabla 17 se presenta una comparación sobre la evaluación de la viabilidad
económica de cada una de las tecnologías.

DISCUSIÓN DE RESULTADOS
92
Tabla 16: Comparación de las principales tecnologías de HDS para gasolinas FCC.
Licenciador Nombre de la
tecnología
Tipo de
proceso Ventajas Desventajas
GTC Technology Inc. GT-BTXPlus Destilación
Extractiva
Sin pérdidas de octano
consumo reducido de H2
producto de 20 ppm de S
Toda la carga proveniente de FCC es
alimentada en una sola corriente hacia
esta unidad
Poca experiencia de compañía en
instalación de las unidades
Conoco Phillips S Zorb Adsorción
Reactiva
Capacidad de 35, 000 BPD
0 % pérdidas de rendimiento
0.3 pérdida de octano
97 % de remoción de S
producto de 25 ppm de S
Toda la carga proveniente de FCC es
alimentada en una sola corriente hacia
esta unidad
Axens Prime-G+
Sistema dual
de
catalizadores
Flexibilidad del proceso para tratar
otras corrientes 97 % de remoción de S
División de la corriente de entrada a la
unidad
1 unidad de pérdida de octano
Producto de 50 ppm de S
Exxon Mobil Research and
Engineering Co. OCTGAIN 220
HDS
convencional
0.1 de pérdida de octano
Remoción del 99.8 %
Producto de 5-10 ppm de S
El rendimiento depende de la carga de
olefinas
Requiere unidades de craqueo e
isomerización para recuperar el octano
Pocas unidades instaladas a nivel
mundial

DISCUSIÓN DE RESULTADOS
93
Tabla 16: Continuación.
Exxon Mobil Research and
Engineering Co. SCANfining
HDS de
convencional
Impide la saturación de hidrógeno
Pérdida de rendimiento muy pequeña
Pérdida de octano <1
Producto de 10 ppm de S
Requiere de unidades de proceso
ZEROMER, o en su caso un proceso
EXOMER
Refining Hydrocarbon
Technologies LLC. RHT-HDS
HDS
convencional
No usa otros procesos internamente
Producto de <10 ppm de S
Poca flexibilidad de expansión de la
planta
Pocas unidades instaladas a nivel
mundial
CDTECH CDhydro y
CDHDS
Destilación
Reactiva
Productos: gasolina de UBA con
máxima retención de olefinas y octanos
Capacidad de procesamiento de 50, 000
BPD
95 % de HDS
División de la corriente de entrada a la
unidad
UOP-PDVSA-INTEVEP SelectFining HDS
convencional
Mínima pérdida de octano
minimiza el consumo de H2
Producto de 50 ppm de S
Se requieren de dos etapas para obtener
buenos rendimientos

DISCUSIÓN DE RESULTADOS
94
Tabla 17: Evaluación de la viabilidad económica de las diferentes tecnologías de HDS para
gasolina FCC.
Proceso Licenciador
Costo Estimado
de Instalación
C.E.I (USD/BPD
alimentación)
Costo
Estimado de
Operación
C.E.O
(USD/bbl)
Inversión
Requerida
(MMUSD)
GT-BTXPlus GTC Technology Inc. 1000 0.50 50
S Zorb Conoco Phillips 800-900 0.28 40 a 45.71
Prime-G+ Axens 600-800 0.70 30 a 40
OCTGAIN EMRE Co. 800-900 NE 40
SCANfining EMRE Co. 800-900 NE 35
RHT-HDS RHT LLC. 980 1 49
CDhydro/CDHDS CDTECH 800 1.22 40
SelectFining UOP/PDVSA-INTEVEP 250 0.30 20 a 30 / año
NOTA: Para el cálculo de la inversión requerida se tomo como base una capacidad de procesamiento de 50, 000 BPD para una unidad.
Comparando los datos presentados en las Tablas 16 y 17, y considerando los tipos de
esquemas de procesamiento de las diferentes tecnologías, podemos asumir que las tecnologías
S Zorb (de la compañía Conoco Phillips) y CDHydro/CDHDS (de la compañía CDTECH)
son las mejores opciones a considerar para su inmediata implementación.
Las ventajas que ofrecen éstas tecnologías son enormes, no sólo en cuanto a las características
del proceso en sí, si no también en cuanto a la inversión requerida.
El proceso S Zorb requiere una inversión de 40 a 45.71 MMUSD, y contemplando gastos de
operación de 0.28 USD / bbl (0.9 Cents. / galón) para una unidad de 50,000 BPD. Este
proceso ofrece una de los menores costos de inversión y los costos estimados de operación
más bajos.
Ésta cantidad es atractiva considerando los beneficios que ofrece, y que cumpliría
satisfactoriamente con las normas ambientales mexicanas e internacionales actuales.
En la Tabla 18 se pueden ver los datos de diseño de esta tecnología.

DISCUSIÓN DE RESULTADOS
95
Tabla 18: Condiciones generales de operación del proceso S Zorb para gasolinas FCC.
Ahora, en la Tabla 19, se presenta el alcance que se puede obtener con la aplicación de ésta
tecnología, específicamente, se muestran dos casos de estudio, como principal variante, la
concentración de azufre de alimentación a la unidad S Zorb.
Tabla 19: Ejemplos de casos de estudio mostrando el funcionamiento del proceso S Zorb
cuando procesa el intervalo total de ebullición de las naftas de FCC.
* Incluye utilidades de 4% / año por mantenimiento y costos del adsorbente.
Temperatura del reactor 343 - 413 ºC
Presión del reactor 7.0 - 21.1 kg/cm2
Espacio-Velocidad 4-10 LHSV
Pureza del hidrógeno >50%
Propiedades de la alimentación Caso 1 Caso 2
Capacidad de la unidad, BPD 35, 000 35, 000
Azufre, ppm 300 1, 500
Propiedades de los productos
Azufre, ppm 10 10
Volumen de rendimiento >99.9% >99.9%
Cambio en RVP Ninguno Ninguno
Pérdida (R+M)/2 <0.3 <1.0
Utilidades
Consumo de H2, ft3/bbl 25 70
Combustible, BTU/bbl 33, 000 33, 000
Electricidad, KW/bbl 0.8 1.1
Agua de enfriamiento, gal/bbl 115 115
Vapor, lb/bbl 12 12
Nitrógeno, ft3/bbl 4 16
Economía
Costo de capital de inversión 1,100 USD/bbl 1,200 USD/bbl
Costos de operación* 0.9 Cents. USD/galón 1.2 Cents. USD/galón

DISCUSIÓN DE RESULTADOS
96
La tecnología S Zorb es de reciente comercialización que ofrece una solución de menor costo
para una remoción más efectiva del azufre en la gasolina proveniente de la unidad FCC.
En lugar de añadir H2, ésta tecnología usa procesos químicos de adsorción para remover el
azufre del combustible. Estos procesos de adsorción operan a una temperatura y presión
mucho más baja que la hidrogenación y por lo tanto requieren menores consumos de energía.
Esto reduce los costos de operación y tiene el potencial de bajar también los costos de capital
de inversión.
El adsorbente remueve selectivamente el azufre de las moléculas de hidrocarburo, trabajando
alternativamente en el reactor y el regenerador para su uso continuo. El adsorbente opera en el
lecho fluidizado del reactor y, bajo ciertas condiciones, las unidades de hidrotratamiento
pueden convertirse en unidades de adsorción. El tiempo de las corridas de la unidad S Zorb
está acoplado a la unidad de FCC a fin de mantener los ciclos de producción continua de la
refinería.
La pérdida de octanaje con la tecnología S Zorb depende de la reducción de azufre que se
desea alcanzar, así como el nivel de azufre en los fluidos de abastecimiento. Se requieren
condiciones de operación más severas para disminuir los límites del azufre, y causar en
consecuencia una mayor pérdida de octanaje. La producción de combustible con menos de 10
ppm de azufre con abastecimiento de 220 ppm resulta en una pérdida de aproximadamente 0.2
octano; y con un abastecimiento de 1,435 ppm de azufre, la pérdida de octano se incrementa a
1.2 aproximadamente.
Conoco Phillips estima que los menores requerimientos de H2 de este proceso pueden
disminuir los gastos de operación por hasta 2 MMUSD/año en una unidad de 35,000 BPD.
El adsorbente del proceso S Zorb es único en su género, ya que, no solo remueve el azufre de
las corrientes que contienen sulfuro de hidrógeno, sino que también, reaccionan con
compuestos de hidrocarburos que contienen azufre, formando un hidrocarburo que no
contiene azufre.

DISCUSIÓN DE RESULTADOS
97
Tres reacciones ocurren durante el proceso químico de la adsorción. Primero, las moléculas de
hidrocarburos que contienen azufre son sometidas a hidrogenólisis, retirando el azufre de la
molécula de hidrocarburo. Segundo, el azufre retirado es depositado en el adsorbente.
Simultáneamente, con las reacciones de remoción de azufre, algunas de las moléculas de
hidrocarburos insaturadas son hidrogenadas y saturadas (Esquema 23).
A diferencia de las tecnologías de hidrotratamiento, la hidrogenación de las moléculas que no
contienen azufre por el adsorbente S Zorb es mínima, lo cual permite una retención del
número de octano de la corriente de alimentación.
CnH2n + H2 + Adsorbente CnH2n+2 + Adsorbente
CnH2n+2S + Adsorbente CnH2n+2 + S + Adsorbente
Adsorbente + S Adsorbente-S
Esquema 23: Reacciones que se llevan acabo en el proceso de adsorción.
En la Figura 30, se puede ver que el proceso S Zorb es la que tiene la mejor curva de la
conversión de azufre versus conversión de olefinas, a niveles altos de HDS (cercanos al
100%), este proceso es el que presenta la menor conversión de olefinas comparado con el
proceso convencional y las otras tecnologías, y es una de las principales ventajas del proceso,
ya que al saturarse una pequeña porción de las olefinas, el numero de octano de la
alimentación prácticamente se mantiene constante o varía muy poco.

DISCUSIÓN DE RESULTADOS
98
Figura 30: Comparación de la retención de olefinas del proceso S Zorb versus otras
tecnologías.
Y lo que respecta a la tecnología CDHydro/CDHDS de la compañía CDTECH se observa en
las Tablas 16 y 17, que es otra de las mejores opciones para la elección de su proceso, ya que
los 40 MMUSD de inversión que se requieren para su implementación resulta muy atractiva
considerando los magníficos beneficios que se obtienen a través de ella, como son las 10 ppm
de contenido de azufre obtenido en su producto y la caída en una sola unidad del octanaje de
la alimentación, además de otros factores que se analizan a continuación:
La característica principal de la tecnología CDHydro/CDHDS de la compañía CDTECH es
que el proceso combina la destilación con reacciones catalíticas para el tratamiento selectivo
de varios cortes de gasolinas con el grado de severidad óptima, el cual asegura la máxima
retención de octano, mientras produce gasolina de bajo azufre y a bajos costos.
El medio en el que se lleva a cabo la destilación catalítica en el proceso minimiza el
ensuciamiento del catalizador y resulta en una vida del catalizador extremadamente larga
mientras mantiene la alta actividad y selectividad.

DISCUSIÓN DE RESULTADOS
99
Además, la columna CDHDS contiene catalizadores de hidrodesulfurización incrustados en
un empaque estructurado para la destilación. Éste arreglo facilita la destilación y la
hidrodesulfurización simultáneamente.
El diseño conceptual de una columna de destilación reactiva se observa en el Esquema 24.
En la Tabla 20, se presentan las condiciones generales para una unidad completa del proceso
CDHydro/CDHDS.
En ella, podemos observar claramente la eficiencia y rentabilidad del proceso, ya que la
concentración alta de azufre en la alimentación es reducida a tan solo 10 ppm de azufre.
Tabla 20: Condiciones generales para un caso de estudio del proceso CDHydro/CDHDS.
Propiedades de la alimentación CDHydro CDHDS
Capacidad de la unidad, BPD 22, 000 3, 000
Azufre, ppm 1, 471 9, 089
Propiedades de los productos
Azufre, ppm 10 10
Volumen de rendimiento >99.9% >99.9%
Cambio en RVP Ninguno Ninguno
Pérdida (R+M)/2 <1.0
Utilidades
Consumo de H2, Nm3/h 6, 412
Combustible, Mkcal/h 29.0
Electricidad, KW 1, 902
Agua de enfriamiento, m3/h 316
Vapor, kg/h 8, 116
Economía
Costo de capital de inversión 800-900 USD/bbl
Costos de operación 1,2 USD/bbl

DISCUSIÓN DE RESULTADOS
100
Otra de las características importantes que hace diferente a ésta tecnología sobre las otras es la
del tiempo de vida del catalizador. Veamos detenidamente este caso:
Sí la unidad de HDS de gasolinas está fuera de operación por unos cuantos días para
recuperar la actividad del catalizador. ¿Qué pasa con la unidad FCC?
Desde que la unidad FCC se convirtió también en la más grande generadora de dinero en la
refinería, tampoco es deseable que se encuentre fuera de servicio. Sí esto sucediera, además,
sería necesario tener temporalmente instalados almacenadores intermediarios en la zona de
tanques de almacenamiento para recibir la corriente de gasolina a desulfurar, mientras la
unidad HDS se encuentre fuera de operación. (Ver Figura 31).
Esquema 24: Diseño conceptual de una columna de destilación reactiva.

DISCUSIÓN DE RESULTADOS
101
Cuando la unidad HDS de gasolinas arranque, otras bombas de alimentación adicionales se
requerirían para transferir la corriente de gasolina almacenada en la zona de tanques a la
unidad HDS, en donde se mezclaría con la corriente de gasolina de la producción normal. Eso
significa que la unidad de HDS requerirá de la construcción de otra zona para la capacidad
extra para mantener la producción normal y la adicional que se genere cuando la unidad este
en mantenimiento. También la implementación de un tanque extra, bombas y todo el
incremento en la capacidad, incrementa también el costo del capital de inversión. Otra
solución potencial a este problema es vender la gasolina de alto contenido de azufre en los
distintos mercados a precios lamentables.
B=BOMBAS
Figura 31: Requerimientos de una unidad convencional cuando se encuentra fuera de
operación.
En un esfuerzo por mejorar la rentabilidad de una refinería, los refinadores han investigado
alternativas para extender el tiempo de operación entre mayores ciclos del catalizador.
Avances en el diseño y técnicas de mantenimiento de la unidad FCC han logrado que ciclos
completos de operación de cinco años sean algo estándar en algunas refinerías y que sean una
meta en otras. En resumen, algunas investigaciones sobre la reducción de azufre de la
GASOLINA SIN TRATAMIENTO DE FCC ALMACENADA
B
B
UNIDAD FCC UNIDAD DE REDUCCIÓN DE S
CAPACIDAD EXTRA REQUERIDA

DISCUSIÓN DE RESULTADOS
102
gasolina de FCC han indicado un requerimiento de cinco años de operación continua como un
criterio de selección para dicha unidad de HDS.
Analizando un ejemplo de la actividad de un catalizador comercial: En la Figura 32, se
presenta la actividad de un catalizador para una unidad HDS de lecho fijo que trata cortes de
naftas medianos. Ésta unidad en particular tiene un reactor para la hidrogenación de las
diolefinas corriente arriba del reactor de HDS para poder maximizar el ciclo de la actividad
del catalizador de HDS. Al inicio de la corrida (IC), la actividad catalítica es representada por
un catalizador nuevo. En la Figura 32, FC indica la actividad catalítica mínima requerida para
el fin de la corrida. En ésta unidad la actividad catalítica ha caído aproximadamente a la mitad
del nivel del FC después de 15 meses de operación. Esto indica que la unidad podría y debería
requerir estar fuera de operación para tratar el catalizador antes de los 5 años.
Figura 32: Actividad de un catalizador comercial para HDS de gasolina FCC.

DISCUSIÓN DE RESULTADOS
103
Sí este reactor estuviera procesando una corriente de alimentación que incluyera corte de nafta
pesado, se esperaría que la temperatura de operación incrementará para poder desulfurizar los
compuestos de azufres más pesados. A estas altas temperaturas, es muy probable que la
velocidad de la oligomerización podría incrementarse y que el ciclo completo del catalizador
podría ser aún más corto.
Analizando las ventajas que ofrece la compañía CDTECH en cuanto a la actividad de su
catalizador. En la Figura 33, se compara la historia de la actividad del catalizador del proceso
CDHDS contra los datos comerciales del proceso convencional presentados previamente. A
15 meses de operación, se observa que el catalizador CDHDS ha usado solamente el 15 % de
su actividad potencial. Haciendo la extrapolación de la curva de actividad se proyecta un ciclo
largo de alrededor de 5 años.
Figura 33: Comparación de la actividad del catalizador CDHDS contra un catalizador
comercial.

DISCUSIÓN DE RESULTADOS
104
Esta velocidad lenta de la pérdida de la actividad del catalizador demuestra como la
destilación catalítica minimiza el impacto del taponamiento del catalizador en la vida de la
misma. Como resultado de esto, no es necesario parar la unidad para la regeneración del
catalizador a la mitad del ciclo de la unidad FCC.
Esto significa, que considerables costos de capital son salvados mediante la eliminación del
almacenamiento temporáneo de la gasolina de FCC y la zona de bombeo. Los costos de
operación también se mantienen bajo debido a que la pérdida de octano se mantiene bajo a lo
largo del ciclo de FCC, a diferencia de los reactores convencionales de lecho fijo.
Por último, se debe mencionar que de acuerdo a los resultados presentados en cuanto a las
inversiones del pretratamiento y postratamiento de la corriente de FCC, las implementaciones
de cualquiera de las dos tecnologías elegidas (S Zorb ó CDHydro/CDHDS) en el SNR, no
representaría un gran inconveniente, ya que PEMEX es la segunda empresa petrolera a nivel
mundial con más ganancias en sus operaciones, antes de pagar intereses, impuestos,
depreciaciones, etc.
59,355,3
49,3
38,334,9
27,1 24,520,1
12,1
0
10
20
30
40
50
60
70
Exxon
Mob
il
PEMEX BP
RD Shell
Total
Chevron
Texac
oCono
co Phil
lips
Petrob
ras
Statoil
MM
MUS
D
Figura 34: Utilidades1 de las principales empresas petroleras integradas en 2005.
1 Antes de intereses, impuestos, depreciación y amortización.
Fuente: Bloomberg y PEMEX, 2006

DISCUSIÓN DE RESULTADOS
105
En 2009, las utilidades de PEMEX fueron de 80, 643 MMUSD (Anuario Estadístico
PEMEX, 2010).
Entonces, estas cifras indican que en el SNR se pueden llevar a cabo las reconfiguraciones de
las refinerías restantes del país, pero ¿Por qué no sucede así?
En la Tabla 21, se puede apreciar el estado de resultados financieros de PEMEX antes y
después de pagar impuestos.
Tabla 21: Estado de resultados financieros de PEMEX en 2009(1).
Concepto MMUSD
Ventas totales 80, 643
En el país 44, 125
De exportación 36, 126
Ingresos por servicios 392
Costo de ventas 41, 518
Rendimiento bruto 39, 125
Gastos generales 7, 437
Rendimiento de operación 31, 688
Otros ingresos 2, 981
Rendimiento antes de impuestos, derechos y aprovechamientos
33, 441
Impuestos, derechos y aprovechamientos 40, 445
Rendimiento Neto -7, 004
Fuente: Elaboración propia con base al Anuario Estadístico PEMEX, 2010.
NOTA: (1) Para fines de referencia, las conversiones cambiarias de pesos a dólares de los EE.UU. se han realizado al tipo de cambio de 2009, de 13.5154 pesos = 1.00 USD.
Estos datos reflejan la brutal carga impositiva y confiscatoria que se aplica a PEMEX, que no
tiene comparación en ningún otro país y en ninguna otra empresa petrolera. En 2009, PEMEX
pagó impuestos por 40, 445 MMUSD. Dicho de otra manera, en ese año la empresa tuvo que
pedir prestado para cubrir sus impuestos.

DISCUSIÓN DE RESULTADOS
106
Ésta carga impositiva y confiscatoria de los ingresos de PEMEX, proviene del régimen fiscal
aplicado a la empresa, y que tiene sustento y sus orígenes en la propia constitución política de
los Estados Unidos Mexicanos.
Las actividades de Petróleos Mexicanos y de los Organismos Subsidiarios están reguladas por
la Constitución Política de los Estados Unidos Mexicanos, la Ley Reglamentaria del Artículo
27 Constitucional en el Ramo del Petróleo y por la Ley de Petróleos Mexicanos, vigente a
partir del 29 de noviembre de 2008, que establece que el estado realizará las actividades que
le corresponden en exclusiva en el área estratégica del petróleo, demás hidrocarburos y la
petroquímica básica por conducto de Petróleos Mexicanos y sus Organismos Subsidiarios de
acuerdo con la ley reglamentaria y sus reglamentos y por medio de la cual se confirieron a
Petróleos Mexicanos (Corporativo) la conducción central y la dirección estratégica.
En la práctica, PEMEX entrega casi la totalidad de sus ingresos al fisco, por concepto de
derecho sobre hidrocarburos, éste es la suma de un conjunto de gravámenes –derecho sobre la
explotación de petróleo, derecho extraordinario sobre la extracción de petróleo, derecho
adicional sobre la extracción de petróleo, impuesto a los rendimientos petroleros e impuesto
especial sobre producción y servicios –que forman la red fiscal de PEMEX.
Del total de las utilidades, la inversión total programable de capital por parte del gobierno
federal (solo considera inversión física) fue de 18, 637 MMUSD. Esto quiere decir que, para
PEMEX sólo se invirtió el 23.12% de las utilidades que generó.
Como se observa en la Tabla 22, para PEMEX Refinación solo se invirtieron
1, 371 MMUSD.
Esto muestra que, la intención del gobierno federal es que PEMEX no invierta en
infraestructura de refinación y sí en cuanto a la producción de petróleo crudo. Ya que al
producir más crudo, y al no contar con la infraestructura necesaria, las exportaciones de esos
excedentes generarán más ingresos que irán a parar a las arcas del gobierno federal.

DISCUSIÓN DE RESULTADOS
107
Tabla 22: Inversión en capital por parte de PEMEX, en 2009(1).
Subsidiaria MMUSD (%) Inversión requerida para la
construcción de nuevas refinerías (%)
PEMEX Exploración y Producción 16, 781 (90.04) 1, 371 (7.36)
PEMEX Refinación 1, 371 (7.36) 16, 781 (90.04)
PEMEX Gas y Petroquímica Básica 292 (1.57) 292 (1.57)
PEMEX Petroquímica 152 (0.81) 152 (0.81)
Corporativo de PEMEX 41 (0.22) 41 (0.22)
T o t a l 18, 637 (100) 18, 637 (100)
Fuente: Elaboración propia con base al Anuario Estadístico PEMEX, 2010. NOTA: (1) Cifras en flujo de efectivo. La inversión programable considera inversión física.
Con la asignación de 1, 371 MMUSD por parte del gobierno federal a PEMEX Refinación se
podrían llevar a cabo la implementación de las plantas de postratamiento de gasolinas FCC,
mediante cualquiera de las dos tecnologías seleccionadas anteriormente.
Sin embargo, para la reconfiguración total del SNR, se requeriría triplicar el monto de la
inversión asignada. Y más aún, para la construcción de nuevas refinerías por parte del SNR,
esos montos de inversión asignados deberían de estar redirigidos, es decir, la inversión que se
le asigna a PEP, pasaría a PEMEX Refinación.
Pareciera que es una consideración vaga, pero sería una solución real a la problemática del
rezago de tecnología en el SNR y a las importaciones de gasolinas, y sin salirse del
presupuesto designado por parte del gobierno federal hacia PEMEX. La inconveniencia para
el gobierno si adoptara esta postura, es la disminución de las recaudaciones que obtiene con
las exportaciones de crudo, ya que al considerar este escenario, la producción de crudo para
exportación no sería tan prioritaria como lo es con el régimen actual.
Se observa claramente que PEMEX es y seguirá siendo redituable, siempre y cuando se
realicen las inversiones requeridas para cada subsidiaria de la paraestatal.

DISCUSIÓN DE RESULTADOS
108
Pareciera que la tendencia natural que debe de tomar PEMEX es la de abastecer el mercado
interno de petrolíferos en general, ya que las importaciones de gasolinas en el 2009,
representaron gastos de 9, 322.8 MMUSD (Anuario Estadístico PEMEX, 2010).
Por lo tanto, sí la inversión para la nueva refinería de Tula será aproximadamente de
8, 171 MMUSD (Anuario Estadístico PEMEX, 2010). ¿Por qué no invertir en la construcción
de nuevas refinerías en el país para poder abatir las importaciones de gasolinas y de
petrolíferos en general y en un futuro no muy lejano ser autosuficientes en el abasto de
combustibles?
Se finaliza con la observación de que esta situación debe aplicarse inmediatamente para estar
prevenidos en un futuro, adelantarse o tener una visión más amplia en cuanto a la
implementación de nuevas tecnologías para el futuro, no hay que esperar a que el tiempo nos
gane, hay que actuar y trabajar para ello.
Todo esto se vuelve imprescindible aún más cuando se observan las antigüedades de las
refinerías del SNR (Tabla 23).
Tabla 23: Antigüedades de las refinerías del SNR.
Refinería Localización Año de inauguración
"Ing. Héctor R. Lara Sosa" Cadereyta, Nuevo León. 18 de marzo de 1979
"Francisco I. Madero"(1) Ciudad Madero, Tamaulipas. 1960(2)
"Gral. Lázaro Cárdenas del Río" Minatitlán, Veracruz. 22 de febrero de 1956
"Ing. Antonio M. Amor" Salamanca, Guanajuato. 30 de julio de 1950
"Ing. Antonio Dovalí Jaime" Salina Cruz, Oaxaca. 24 de agosto de 1979
"Miguel Hidalgo" Tula, Hidalgo. 18 de marzo de 1976
NOTA:
(1): Originalmente fue inaugurada por la compañía “El Águila” el 15 de Julio de 1915 con el nombre de “Doña Cecilia” , y con la Expropiación Petrolera en 1938, pasa a ser de PEMEX bajo el nombre que tiene actualmente.
(2) Año en que entraron en operación las nuevas plantas de proceso.
FUENTE: Secretaría de Energía. Subsecretaría de Hidrocarburos. “Historia de la Refinación en México”.

CONCLUSIONES Y RECOMENDACIONES
109
CONCLUSIONES
Las normas ambientales a nivel internacional, serán cada vez más estrictas en cuanto a las
regulaciones del nivel de emisiones permitidos por parte de los vehículos automotrices y la
tendencia observada de estas normatividades; apuntan a que en un futuro no muy lejano el
contenido de azufre en las gasolinas mexicanas será de 0 ppm o muy cercanas a él, ya que el
diseño de los motores actuales y futuros requerirán forzosamente de este tipo de combustibles
denominados limpios para su óptimo desempeño.
En México, Petróleos Mexicanos está trabajando intensivamente para poder cumplir con éstas
especificaciones establecidas por parte de las autoridades ambientales. Para cumplir con la
NOM-086-SEMARNAT-SENER-SCFI-2005 “Especificaciones de los combustibles
fósiles para la protección ambiental”.
Con la información generada a través de éste trabajo; podemos concluir que el impacto que
tendrá la llegada de los crudos pesados y extrapesados en los procesos medulares de la
refinación del petróleo crudo es altamente negativo y contrastante para los sistemas actuales
de procesamiento con que cuenta PEMEX Refinación.
Ya que los sistemas de procesamiento fueron diseñados e implementados hace más de
30 años, sabiendo que las últimas refinerías (Cadereyta y Salina Cruz) fueron construídas en
1979, y en ese entonces las características de los crudos eran distintos y actualmente esas
características son más drásticas y por ende menos favorables para su procesamiento.
Es por ello que las grandes compañías petroleras a nivel mundial tanto paraestatales como
privadas, estén en la búsqueda o desarrollo de nuevos procesos o tecnologías para hacer frente
a esta problemática de los crudos pesados y extrapesados, combinada con las restricciones
ambientales.

CONCLUSIONES Y RECOMENDACIONES
110
Las conclusiones que se llegan en éste trabajo son, que:
Existen refinerías a nivel mundial (por ejemplo la de Deer Pak en EUA) que procesan
100% de crudos pesados como carga, pero que no procesan ni siquiera el 20% del
total de la carga con crudos extrapesados.
La única opción “downstream” posible para lograr el procesamiento del 100% de
crudos pesados como carga a las refinerías es la implementación de algún tipo de
tecnología de “fondo de barril”.
En México, ninguna de las refinerías del SNR, procesan 100% de crudos pesados
como carga.
La tecnología de fondo de barril más adecuada y apropiada para el SNR es el de
coquización retardada.
En cuanto a la disyuntiva que se presentó en este trabajo sobre la viabilidad técnica
como económica del pre o postratamiento de la gasolina de FCC, se encontró que la
mejor opción de procesamiento para la gasolina de FCC, es el postratamiento de ésta
corriente, podemos concluir que es la mejor opción económicamente hablando, ya que
la inversión del costo de capital es mucho menor que la opción del pretratamiento de
la carga a la unidad FCC.
Entonces, siguiendo ésta línea, después de haber analizado cada una de las tecnologías
ofertadas a nivel mundial, podemos concluir que los procesos S Zorb de la compañía
Conoco Phillips y CDHydro/CDHDS de la compañía CDTECH son las opciones más
viables de todas las ofertadas para su pronta consideración e implementación.
Ya que el proceso S Zorb requiere una inversión de 40 a 45.71 MMUSD, y
contemplando gastos de operación de 0,28 USD / bbl (0.9 Cents. USD / galón) para
una unidad de 50, 000 BPD. Ésta cantidad es atractiva considerando los beneficios que
ofrece, y que cumpliría satisfactoriamente con las normas ambientales mexicanas e
internacionales actuales, ya que mediante ésta tecnología se pueden obtener gasolinas

CONCLUSIONES Y RECOMENDACIONES
111
con hasta 10 ppm de contenido de azufre, cuando la norma ambiental actual marca 30
ppm de azufre.
En lo que respecta a las unidades CDhydro y CDHDS, pueden operar con corrientes
de FCC a lo largo de un ciclo completo de hasta 6 años sin requerir algún paro de
planta, regeneración o reemplazo del catalizador. Los procesos típicos de reactor de
lecho fijo requerirán de un paro parcial de la unidad de FCC para regenerar o
reemplazar el catalizador, requiriendo altos costos de capital para carga,
almacenamiento, bombeo y capacidad adicional de carga.
El costo de capital estimado ISBL para una unidad CDhydro/CDHDS de 50, 000 BPD
con 95% de desulfurización es de 40 MMUSD, y con la obtención de gasolinas de
hasta 10 ppm de contenido de azufre.
Con la implementación de cualquiera de éstas dos tecnologías se cumplirían
satisfactoriamente con lo establecido en la NOM-086-SEMARNAT-SENER-SCFI-
2005. Y que habría que estudiar particularmente cada caso de las seis refinerías del
país para poder decidir cual sería la mejor opción tecnológica para ella, dependiendo
de las necesidades y características de operación de cada una de ellas.
Se pueden realizar las reconfiguraciones del SNR y la construcción de nuevas
refinerías para abatir las importaciones de petrolíferos en general, con base a las
ganancias que genera PEMEX.
RECOMENDACIONES
Cabe hacer notar que una recomendación que surge en la finalización de este trabajo es el
estudio de la implementación de un proceso integral de HDS en el Sistema Nacional de
Refinación (SNR) de Petróleos Mexicanos. Este proceso integral contemplaría la HDS
“upstream” del crudo, la HDS de la carga de Gasóleos de Vacío a la planta de FCC, el
postratamiento de los productos de la unidad FCC y la incorporación de una tecnología de
fondo de barril con estas medidas se conseguiría como producto un combustible limpio, con

CONCLUSIONES Y RECOMENDACIONES
112
prácticamente 0 ppm de contenido de azufre, y con la enorme ventaja de tratar crudos 100%
pesados con mezclas de crudos extrapesados, como El Ku-Maloob-Zaap.
El gran inconveniente que presenta esta consideración es el enorme costo de inversión
requerido, pero observando las tendencias ambientales a nivel mundial y las utilidades que
genera PEMEX, podemos decir que esta inconveniencia económica es solamente una cortina
de humo generada por el gobierno (ellos mismos tienen la solución en sus manos), ya que en
algún momento se requerirá erradicar el problema del azufre en la gasolina a fondo y que éste
es el único camino posible para poder lograrlo.
Se recomienda, analizar la problemática que presenta la gran cantidad de azufre recuperado en
las refinerías mediante la implementación de estos nuevos procesos tecnológicos, es muy
recomendable revisar tecnológicamente a las unidades recuperadoras de azufre (URA) de las
refinerías, así como las tecnologías de tratamiento de gas de cola del SNR.
En caso de no realizarse estas modificaciones en el SNR a mediano plazo, se tendría que:
Incrementar la importación de gasolinas y otros derivados petrolíferos como el diesel y la turbosina.
Continuar con la dependencia tecnológica de otros países desarrollados.
Aceptar los precios internacionales de los petrolíferos por no contar con la infraestructura para el autoabasto nacional.
Llegar a tener una infraestructura de refinación y sistemas obsoletos.

REFERENCIAS BIBLIOGRÁFICAS
113
REFERENCIAS BIBLIOGRÁFICAS
Aburto, J., Rojas Avelizapa, N. G. y Quintero Ramírez, R. La biotecnología actual y su impacto en la industria de la refinación del petróleo. Biotecnología Aplicada 2003; Vol.20, No.1, 57-65.
Ali, S.A. Thermodynamics of Hydrotreating Reactions, in Proceedings of the Fourth
International Conference on Chemistry in Industry, Manama, Bahrain, October 30–November 01, 2000.
Anuario de British Petroleum: BP Statistical Review of World Energy, June 2010.
Anuario Estadístico PEMEX, 2010.
Avidan, A. y Cullen, M. SULPHCO-desulfurization via selective oxidation – pilot
plant results and comercialization plants, NPRA Annual Meeting, 2001, AM-01-55. Babich, I. V. and Moulijn, J. A. Science and Technology of Novel Processes for Deep
Desulfurization of Oil Refinery Streams: a review, FUEL, 82, 2003, 607-631. Brennan James, A., Garwood, W. E., and Myers Harold, C. “Catalytic process
for upgrading cracked gasolines”. US.,3,759,821.(Cl.208-93), Sept. 18, 1973. Appl.129,212, Mar. 29,1971.5p.
Cameron Charles, Meeting Destillate Needs: a 2020 Scenario, Hart’s Fuel Conference,
March 2006. Carrillo Villa, M. A., Flores Sánchez P., Bravo Medina, M. A. “Modelo de Predicción
de Rendimientos y Propiedades de Productos en Unidades Hidrodesulfuradoras Catalíticas”. Revista de IMP, XIX(1), (1987).
Collins Nick, A., Teitman Gerald, J., Durand Paul, P., Hilbert Timothy, L., and
Trewella Jeffrey, C. “Procedimiento para la mejora de la calidad de hidrocarburos”. ES.,2 22 589.(Cl.C10G 69/08), Marzo 8, 2000
Conaway C: The Petroleum Industry: A Nontechnical Guide. Tulsa: Pennwell
Publishing Co., 1999. Czogalla, C. D., Boberg, F. (1983) Sulfur compounds in fossil fuels I. Sulfur Reports.
3, 121-167 Díaz, Gabriela y Fuentes, Sergio. Catalizadores ¿La piedra filosofal del siglo XX?
3ra. Edición. Fondo de Cultura Económica, 2003. 93p. Energy Information Administration. International Energy Outlook 2004, April 2010.
Energy Information Administration. World Consumption of Primary Energy by
Selected Country Groups. 1992-2001.

REFERENCIAS BIBLIOGRÁFICAS
114
Eru, V., Rásina, M. & Rudin, M., Química y Tecnología del Petróleo y del Gas. Mir Moscú, 1988. 454p.
García Padron, Antonio y Mora Cartaza, Luís. Moderna Tecnología del Petróleo.
Reverté, 1993. 734p. Garfias y Ayala, Francisco Javier y Gutiérrez Díaz, Luís. Gasolinas Oxigenadas.
México, Fondo de Cultura Económica, 2003. 182 p. Gary, James H. & Handwerk, Glenn E., Refino de Petróleo: Tecnología y Economía.
Reverté, 1980. 392p. Gibson Kirk, R., Hughes Thomas, R., and Jacobson, R. L. Reduction of sulfur from
hydrocarbon feed stock containing Olefinic component. U.S.,4,049,542. (Cl.208/213;208/216R), Sept.20,1977. Appl.05/729,244,Oct.4,1976.7p.
Gil García, Gregorio. Energías del Siglo XXI: De las energías fósiles a las
alternativas. Mundi-Presa, 2008. 758p Givens, E.N., Venuto, P.B. (1970) Hydrogenolysis of benzo[b]thiophenes and related
intermediates over cobalt molybdena catalysts. Preprints of papers-American Chemical Society, Division of Fuel Chemistry 14, 135-164.
Harmsen, G. J. / Chemical Engineering and Processing 46 (2007) 774–780.
Houalla, M. (1980) Hydrodesulfurization of methyl-substituted dibenzothiophenes
catalysed by sulfided Co-Mo-Gamma Al2O3. Journal of catalysis. 61, 523-527. Instituto Mexicano del Petróleo. “Manual de Operación de Catalizadores IMP-DSD
para Hidrotratamiento”, (1994). Joback, K.G. Sc.D. Thesis, Massachusetts Institute of Technology, June 1984.
Kemsley, J. (2003) Targeting sulfur in fuels for 2006. Chemical & Engineering News.
81, 40-41. Korsten, Hans and Hoffmann, Ulrich, “Three-Phase Reactor Model for Hydrotreating
in Pilot Trickle-Bed Reactors”, AIChE Journal. Vol.42, No.5, 1996 Korpelshoek, M. and Rock, K. “How clean is your fuel?”. HydrocarbonEngineering.
July 2009. Kropp, K. G. and Fedorak, P. M. "A review of the occurrence, toxicity and
biodegradation of condensed thiophenes found in petroleum." Canadian Journal of Microbiology 44 (1998): 605-622.
Mary June Germenis, Nov. (1994). “Refining Processes ’94”. Hydrocarbon
Processing. 73 (11): 87-148.

REFERENCIAS BIBLIOGRÁFICAS
115
Maxwell Ian, E., Muller, F., Khouw, Frank. H., Khor, k., and Lucien, J. “Process for upgrading a sulfur-containing feedstock”. U.S.,5,143,596.(Cl.208/209),Sept. 1,1992. Appl.07/617,844.Nov. 23,1990.9p.
Meier, P. F., Reed, L. E., and Greenwood, G. J. Hydrocarbon Engng, 2001, 1-26.
Meyers, Robert A. Handbook of Petroleum Refining Processes. 3rd. ed. Estados
Unidos, McGraw-Hill, 2004. 1540p. Mochida, I., Ma, X., Sakanishi, K. (1994) Hydrodesulfurization reactivities of various
sulfur compounds in diesel fuel. Industrial & Engineering Chemistry Research 33, 218-222.
Montiel, C., Quintero, R. and Aburto, J. Petroleum biotechnology: Technology trends
for the future. African Journal of Biotechnology. Vol. 8 (12), pp. 2653-2666, 2009. Nocca, J., Cosyns, J., Debuisschert, Q. & Didillon, B. “The domino interaction of
refinery processes for gasoline quality attainment”. NPRA, San Antonio, 26-28 March, (2000).
Norma Oficial Mexicana NOM-086-SEMARNAT-SENER-SCFI-2005
“Especificaciones de los combustibles fósiles para la protección ambiental”. Diario Oficial de la Federación. 30 de Enero de 2006.
Orkin, B. A. and Cherry Hill, N. J. Method for reducing the sulfur level of gasoline
product.U.S.,3,957,625.(Cl.208/211;208/212;208/218),May.18,1976.Appl.547,892, Feb.7,1975.6p.
PEMEX Exploración y Producción, Análisis de la cartera 2006. 5.2.B Escenario
Presupuestal, Abril 6, 2005. Portal de PEMEX Sección: Cantarell.
http://www.pemex.com Última Modificación: 18/07/2008 a las 17:49 por Luís Mario Galland Ortiz. Consultado el 26 de Febrero de 2009. Prada Silvy, Ricardo. La Industria Petrolera y sus Estrategias Claves de
Competitividad. Oil & Gas Journal, Septiembre/Octubre 2003, Vol. 9, Número 5. Puig Lara, Luís. Director General de Consultores Empresariales. Retos urgentes en
refinación. Energía a debate, Noviembre-Diciembre 2008. Rall, H.T., Thompson, C.J., Coleman, H.J., and Hopkins, R.L. (1972) Sulfur
compounds in crude oil. U.S Bureau of Mines Bulletin. 659 Rideal, E. K. (1951).”Presidential adrress. Concepts in Catalysis. The contributions of
Paul Sabatier and Max Bodenstein”. Journal Chemistry Society: 1640-1647.

REFERENCIAS BIBLIOGRÁFICAS
116
Rodríguez Otal, L. M. “El hidrotratamiento y la Reformación de Naftas ante el reto Ecológico”. Primera Semana Internacional de Reformación Catalítica e Hidrotratamiento. (1994).
Sanchezllanes Machuca, M. T., Martínez G., M. P., Pérez G., A. L., Salazar S., D., y
Leyva N., M. A. Estado del Arte. Evolución y Tendencias de la Tecnología de Hidrodesulfuración de Naftas y Destilados Intermedios. Instituto Mexicano del Petróleo/PEMEX-Refinación, Presentado en el XXXVI Convención Nacional del IMIQ. 1996.
Sanchezllanes Machuca, M. T., Pérez Arellano, A. y Texta Mena, J. A. Desulfuración
de Gasolinas Catalíticas en Refinerías. ISSN 0210-2064, Nº. 430, 2005, pags. 81-87. Shafí, R. and Hutchings, J. G., Hydrodesulfuration of hindered dibenzothiophenes: an
overview, Catalysis Today, 59, 2000, 423-442. Special Report, Nov. (2002). “Refining Processes 2002”. Hydrocarbon Processing. 81
(11): 85-148. Special Report, Feb. (2004). “Refining Processes 2004”. Hydrocarbon Processing. 89
(11): 87-323. Special Report, Sept. (2006). “Refining Processes 2006”. Hydrocarbon Processing. 97
(09): 85-196. Special Report, Sept. (2008). “Refining Processes Handbook 2008”. Hydrocarbon
Processing. 105 (09): 87-383. Speight, James G. Handbook of Petroleum Product Analysis. Estados Unidos, John
Wiley & Sons, Inc., 2002. 389p. Sundmacher, K. and Kienle, A., Reactive distillation: Status and future directions,
Willey-VCH, 2003. Taylor, R. and Krishna, R., Modeling of a Reactive distillation , Chem. Eng. Sci., 55,
2000,5183-5229. Vivic, D. A. and Jones, W. D., Hydrodesulfurization of thiophene and benzothiophene
to butane and ethylbenzene by a homogeneous iridium complex, Organometallics, 16, 1997, 1912-1919.
Whitehurst, D. D., Isoda, T., Mochida, I. (1998) Present state of the art and future
challenges in the hydrodesulfurization of polyaromatic sulfur compounds. Advances in catalysis, 42, 345-471.
IX Congreso Anual. Asociación Mexicana para la economía energética. Seguridad
Energética. “Seguridad de insumos para el transporte y la industria”. Ing. Francisco G. Toscano Martínez. Nov. 2006.