1.1.50-Simulación en toda la cadena de forja
28
SIMULACIÓN A LO LARGO DE TODA LA CADENA DE PROCESOS DE LA FORJA Industriever band Masivumformun g Fecha: 17/05/2013 Ref. : 1.1.50 SIMULACIÓN A LO LARGO DE TODA LA CADENA DE PROCESOS DE LA FORJA Industrieverband Masivumformung e. V. Un extracto de la publicación “Simulation of Forging Processes” document.doc Página 1 de 28
Transcript of 1.1.50-Simulación en toda la cadena de forja
SIMULACIÓN A LO LARGO DE TODA LA CADENA DE PROCESOS DE LA FORJA
Industrieverband Masivumformung
Fecha: 17/05/2013 Ref. : 1.1.50
SIMULACIÓN A LO LARGO DE TODA LA CADENA DE PROCESOS DE LA
FORJA
Industrieverband Masivumformung e. V.
Un extracto de la publicación
“Simulation of Forging Processes”
Abril-2013
document.doc Página 1 de 18

SIMULACIÓN A LO LARGO DE TODA LA CADENA DE PROCESOS DE LA FORJA
Industrieverband Masivumformung
Fecha: 17/05/2013 Ref. : 1.1.50
SIMULACIÓN A LO LARGO DE TODA LA CADENA DE PROCESOS DE LA FORJA
Industrieverband Masivumformung e. V
El acero es claramente el material más utilizado en la forja de piezas. La secuencia de procesos normalmente utilizada cuando se forja el acero incluye por lo general hasta 14 etapas individuales .El “nacimiento” de una pieza forjada tiene lugar en la acería, donde la aleación se funde y se procesa en lingotes o slabs de colada continua. Productos que serán transformados por extrusión, martilleo, laminación o estirado en semi-productos con forma de palanquillas, barras o alambre. En ciertos casos, la materia prima será descortezada para eliminar los defectos superficiales antes de su entrega al forjador. En el curso de esta secuencia de procesos, quedan definidas las características esenciales de los tacos a forjar, tales como composición química, pureza, segregación y estructura. Ello tendrá una considerable influencia en las propiedades de las piezas forjadas posteriormente.
En la forja, la cadena de procesos comienza con las etapas de: preparación del material, corte, y calentamiento. Otras etapas post-forja serían el mecanizado, el tratamiento térmico y los tratamientos de superficie. Dependiendo de la aplicación, una pieza forjada puede pasar a través de todas estas etapas o - especialmente en el caso del conformado en frío - sólo por alguna de ellas.
Actualmente, existe el Software de simulación necesario para muchos de estas etapas. Esto hace que sea posible modelar virtualmente todo el proceso y computerizar sus efectos. Los siguientes capítulos presentan el estado del arte actual, tomando como ejemplos casos de estudios específicos.
1.-SIMULACIÓN EN LA ACERÍA.
C. Ernst, J. - Klung S. et al. [DUH 1, ERNS 1, ERNS 2, KLUN 1, KLUN 2], describen el uso exitoso de diferentes herramientas de software para simular los procesos en una acería (desde el diseño de la composición química hasta la colada y la laminación.). Incluso antes de que se inicie la producción, el diseño de nuevas (o modificadas) aleaciones es asistido mediante programas específicos que simulan los estados de equilibrio termodinámico en la microestructura. En combinación con las bases de datos adecuadas, estos programas permiten, por ejemplo, calcular la cantidad y composición de las fases en equilibrio. El software también ayuda al analizar sistemáticamente los efectos de los elementos de aleación, por ejemplo, modelando la influencia de molibdeno en los tipos de carburo en un acero para forja en frío, figura1. Una ventaja adicional es el cálculo de los diagramas de fase que pueden ser utilizados para identificar los rangos de temperatura apropiadas para la forja en caliente o, para los procesos de tratamiento térmico.
document.doc Página 2 de 18

SIMULACIÓN A LO LARGO DE TODA LA CADENA DE PROCESOS DE LA FORJA
Industrieverband Masivumformung
Fecha: 17/05/2013 Ref. : 1.1.50
Figura 1.- Computación de la influencia del molibdeno en el diagrama de fases
Figura.2.- Diferentes modelos geométricos para la computación de los procesos de
transformación que rigen la difusión en los aceros.
Otra área de aplicación para los programas de simulación es el modelado de las transformaciones controladas por la difusión en los aceros, figura..2. De particular importancia en este contexto es la representación de los procesos de disolución y precipitación en los aceros inoxidables, computerizados para determinar los tiempos de mantenimiento a Tª, temperaturas de mantenimiento, y tamaño de las partículas. Varios modelos geométricos están disponibles para este propósito. En la práctica, estos programas han demostrado ser muy útiles en el análisis de la disolución de los carburos en los aceros para trabajo en caliente, donde los cálculos han ayudado a optimizar las temperaturas y los tiempos de mantenimiento necesarios para el recocido de homogeneización.
Se usa software de simulación por FEM para la simulación de los procesos de colada y solidificación en las acerías, así como durante el conformado en caliente de los aceros recientemente desarrollados. Esto es particularmente importante para aceros de alta aleación (y por tanto, aceros más propensos a la segregación) ya que las macro-segregaciones, porosidades y cavidades internas, tienen un impacto significativo en las etapas posteriores de elaboración del acero. Representando este proceso de segregación es posible, por ejemplo, analizar el comportamiento de la segregación localizado de elementos de aleación individuales (Figura .3) y optimizarlo mediante la adopción de las medidas adecuadas.
El siguiente paso es simular el proceso de conformado utilizando otro programa, figura..4. Durante este conformado virtual, se llevan a cabo un análisis del material y del producto con el fin de describir la temperatura, la distribución de tensiones y el fibrado, así como el grado de deformación. El programa permite predecir el flujo de material, así como el análisis de la velocidad y el desplazamiento con el fin de ayudar a identificar las fuentes de errores y defectos. Para las nuevas calidades de aceros a desarrollar, esta simulación ayuda a establecer las pasadas de laminación así como los tratamientos intermedios, pre y post, necesarios adaptados al nuevo material.
document.doc Página 3 de 18

SIMULACIÓN A LO LARGO DE TODA LA CADENA DE PROCESOS DE LA FORJA
Industrieverband Masivumformung
Fecha: 17/05/2013 Ref. : 1.1.50
Figura 3.- Simulación de la segregación del carbono durante la colada de un lingote
Figura.4.- Comparación de la geometría de un perfil laminado con la forma calculada
por simulación.
El objetivo, cuando se utilizan estos programas, es complementar el enfoque experimental tradicional en el desarrollo de nuevos proyectos con el uso de herramientas de simulación para el cálculo de la colada, la laminación y los tratamientos térmicos, así como la elaboración en su caso de bases de datos de materiales centradas en el acero. Otro objetivo es mejorar la eficiencia en el desarrollo del proceso. Un uso optimizado de los recursos humanos y las instalaciones de ensayo disponibles, ayuda a reducir el tiempo de respuesta ante las necesidades del cliente y los plazos del proyecto, al tiempo que se reducen los costos. La mayoría del software, base de datos y recursos humanos necesarios para aplicar este concepto están ya disponibles o en desarrollo. Adicionalmente, el partenariado externo con centros de I+D, universidades y socios industriales permite acceder a programas especiales y capacidades de computación adicionales. Con la ayuda externa de expertos y su know-how en tecnología de simulación, ha sido posible resolver incluso problemas de materiales inusuales y muy especiales. En este contexto, la transferencia de tecnología a los propios ingenieros de la empresa de cara a la actualización continua de conocimientos tiene también una importancia vital.
Figura 5.- La integración de los software de simulación de la fusión del acero con el de conformado, posibilita el seguimiento de las porosidades originadas
document.doc Página 4 de 18

SIMULACIÓN A LO LARGO DE TODA LA CADENA DE PROCESOS DE LA FORJA
Industrieverband Masivumformung
Fecha: 17/05/2013 Ref. : 1.1.50
durante la colada de un lingote de 1,6Tn en las operaciones de laminación posteriores.
C. Fourment publica el éxito al integrar la simulación del proceso de colada de un lingote con la descripción del posterior proceso de conformado. Este éxito representa un importante avance al unificar dos, hasta ahora, mundos de software independientes: la simulación de los procesos en estado líquido y la representación del comportamiento de los materiales durante el conformado en estado sólido. En el futuro, ello hará posible utilizar los defectos que aparecen en el lingote o en la colada continua durante la fusión del acero (fig..5), tales como agujeros o segregaciones, como parámetros de entrada para la simulación de los procesos de conformado posteriores. Esto significa que ahora podrá representarse matemáticamente toda la cadena del proceso de fabricación, hasta la pieza final forjada. Actualmente, está en curso un trabajo para afinar esta integración entre softwares de simulación y complementarlo con la predicción de características físicas adicionales.
2.- PREPARACIÓN DEL MATERIAL.
La Forja a menudo implica un tratamiento térmico y un tratamiento superficial en sucesión directa, como requisito previo para poder aplicar muchas de las tecnologías de forja. El tratamiento térmico antes, o entre, procesos de forja facilita la forjabilidad así como la reducción de las tensiones en el taco. Bajo altas tensiones normales y ensanchamientos de superficie significativos (por ejemplo, durante la extrusión en frío del acero), se mejoran las condiciones superficiales en el taco aplicando un recubrimiento inorgánico o metálicos y luego, aplicando el lubricante. Cuando se deforman materiales metálicos, los tratamientos superficiales y la lubricación sirven básicamente a tres fines: por un lado, evitar el contacto metálico entre el taco y el utillaje (con la soldadura en frío asociada). Por otro lado, minimizar las pérdidas por fricción - y los requisitos asociados con respecto a demanda de fuerzas y energías -, lo que a su vez ayuda mejorar la forjabilidad de la pieza [LANG 2].Un tercer efecto importante es la refrigeración de los utillajes, con el fin de disipar el calor inducido.
Otros métodos de preparación destinados a mejorar el estado superficial en el sector de la forja son el estirado y el descortezado. El estirado se aplica cuando se usa alambre como material de partida y su objetivo principal es mejorar la homogeneidad geométrica (por ejemplo, redondez) en el perfil. El descortezado se aplica para eliminar las impurezas superficiales, defectos en la superficie o faltas de homogeneidad en la capa superficial, lo que contribuye a generar una mayor calidad en los semiproductos.
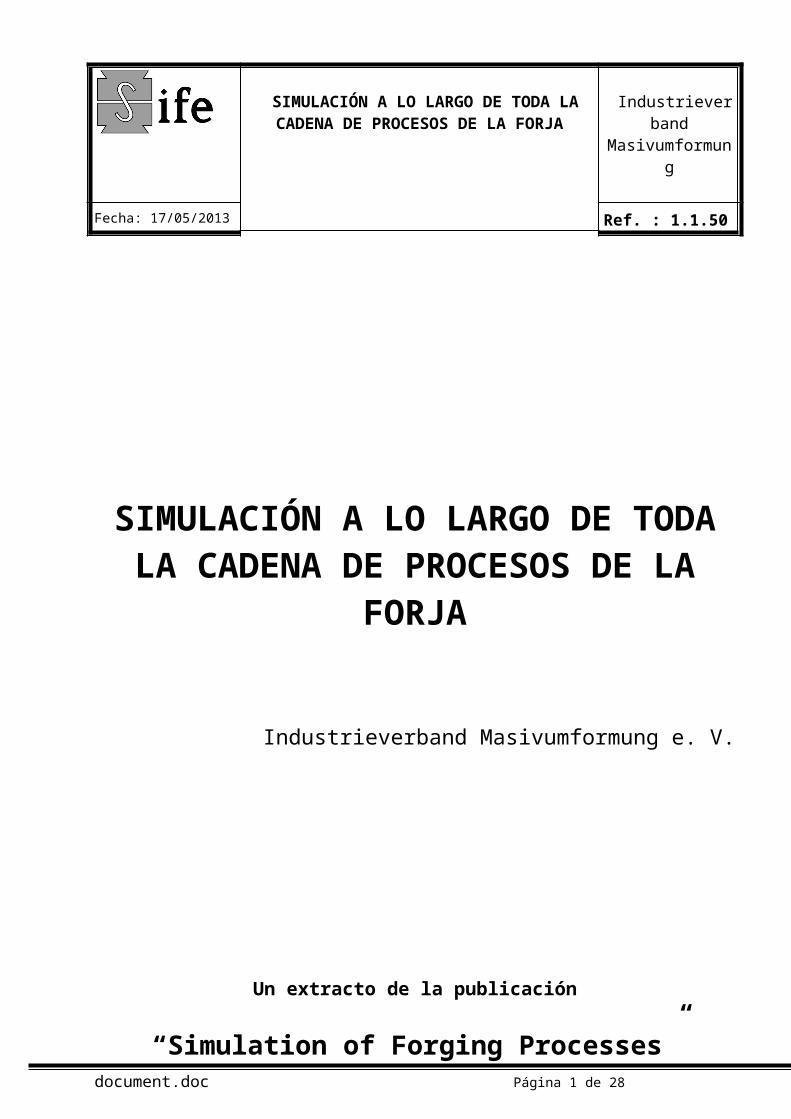
De acuerdo con G. Adam et al. [ADAM 1], aunque la simulación es una técnica bien establecida para los procesos de preparación, en la Forja tiende a ser utilizada en un contexto académico (como para el shot peening) o, en ciertos casos muy especiales en los que puede esperarse una influencia directa de los parámetros en las etapas posteriores (por ejemplo, en el caso del estirado). Raramente las empresas de forja simulan los procesos de estirado para modelizar el efecto del endurecimiento superficial durante esta operación. Con frecuencia, ya están disponibles en la bibliografía modelos FEM de secciones de alambre trefilado, como base para la evaluación del impacto de este efecto en los procesos posteriores, figura.6.
document.doc Página 5 de 18

SIMULACIÓN A LO LARGO DE TODA LA CADENA DE PROCESOS DE LA FORJA
Industrieverband Masivumformung
Fecha: 17/05/2013 Ref. : 1.1.50
3.- EL CORTE
En los procesos de forja se utilizan perfiles con secciones redondas, planas o rectangulares como material de partida. El corte en tacos se realiza por sierra o cizalla. Si el diseño del proceso no es perfecto, el cizallado de los tacos (por medio de una cuchilla plana o redonda) puede resultar defectuoso, afectando a la distribución de masas en el taco, figura. 7. Durante la forja esto puede traducirse en un llenado irregular (rebaba excesiva) o incompleto de la huella. Es más, los defectos de corte aumentan el desgaste de las matrices. Al hablar de estos defectos, debemos distinguir entre defectos de cizallamiento, defectos de geometría y defectos de volumen.
Figura 7.- Parámetros analizados por simulación FEM con el fin de reducir los ensayos y pruebas en taller
Los defectos geométricos abarcan las marcas causadas por la presión de los bordes de la cuchilla y la deformación axial del taco completo. Los defectos de cizallado incluyen las rebabas de corte, así como los puntos de ruptura y angulosidades en S que dan a la superficie de corte una topología áspera e irregular. Esto último tiene su importancia en la forja de precisión cuando, tras la forja, acaban en una zona de la pieza que no va a ser mecanizada pero que debe cumplir una alta exigencia en cuanto a calidad superficial. . Los defectos de volumen son debidos a un ajuste
document.doc Página 6 de 18
Figura.6: Distribución de la tensión efectiva en un alambre después de un estirado

SIMULACIÓN A LO LARGO DE TODA LA CADENA DE PROCESOS DE LA FORJA
Industrieverband Masivumformung
Fecha: 17/05/2013 Ref. : 1.1.50
incorrecto del tope de la cizalla y provocan faltas o excesos de llenado en la huella. El ajuste correcto del proceso de corte exige un amplio conocimiento operacional y, normalmente, adaptado a los requisitos de cada producto.
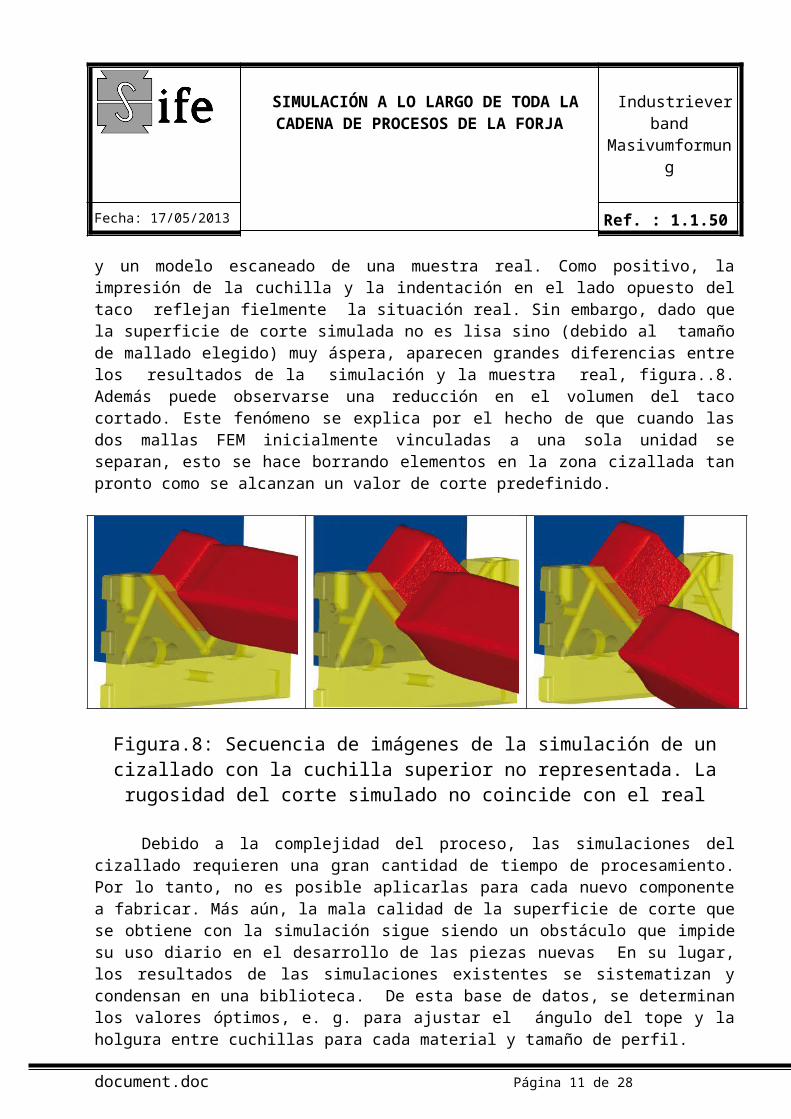
P. Guel-López [GUEL 1] y T. Feldhaus [FELD 2] informan sobre la investigación realizada mediante simulación para estudiar los efectos ocasionados por el cizallado. Para la simulación del corte se tienen en cuenta parámetros como la separación entre cuchillas, material del taco, temperatura, fuerza de alimentación y ángulo del tope, además de la geometría de las cuchillas. Para evaluar el resultado, se hace una comparación entre la topología calculada y un modelo escaneado de una muestra real. Como positivo, la impresión de la cuchilla y la indentación en el lado opuesto del taco reflejan fielmente la situación real. Sin embargo, dado que la superficie de corte simulada no es lisa sino (debido al tamaño de mallado elegido) muy áspera, aparecen grandes diferencias entre los resultados de la simulación y la muestra real, figura..8. Además puede observarse una reducción en el volumen del taco cortado. Este fenómeno se explica por el hecho de que cuando las dos mallas FEM inicialmente vinculadas a una sola unidad se separan, esto se hace borrando elementos en la zona cizallada tan pronto como se alcanzan un valor de corte predefinido.
Figura.8: Secuencia de imágenes de la simulación de un cizallado con la cuchilla superior no representada. La rugosidad del corte simulado no coincide con el real
Debido a la complejidad del proceso, las simulaciones del cizallado requieren una gran cantidad de tiempo de procesamiento. Por lo tanto, no es posible aplicarlas para cada nuevo componente a fabricar. Más aún, la mala calidad de la superficie de corte que se obtiene con la simulación sigue siendo un obstáculo que impide su uso diario en el desarrollo de las piezas nuevas En su lugar, los resultados de las simulaciones existentes se sistematizan y condensan en una biblioteca. De esta base de datos, se determinan los valores óptimos, e. g. para ajustar el ángulo del tope y la holgura entre cuchillas para cada material y tamaño de perfil.
Futuros avances en el campo de la modelización de los procesos de cizallado serían muy bien acogidos, sobre todo porque la geometría de la cara de corte y su influencia en el conformado son de gran importancia para predecir los resultados en las piezas forjadas
4.- CALENTAMIENTO
document.doc Página 7 de 18

SIMULACIÓN A LO LARGO DE TODA LA CADENA DE PROCESOS DE LA FORJA
Industrieverband Masivumformung
Fecha: 17/05/2013 Ref. : 1.1.50
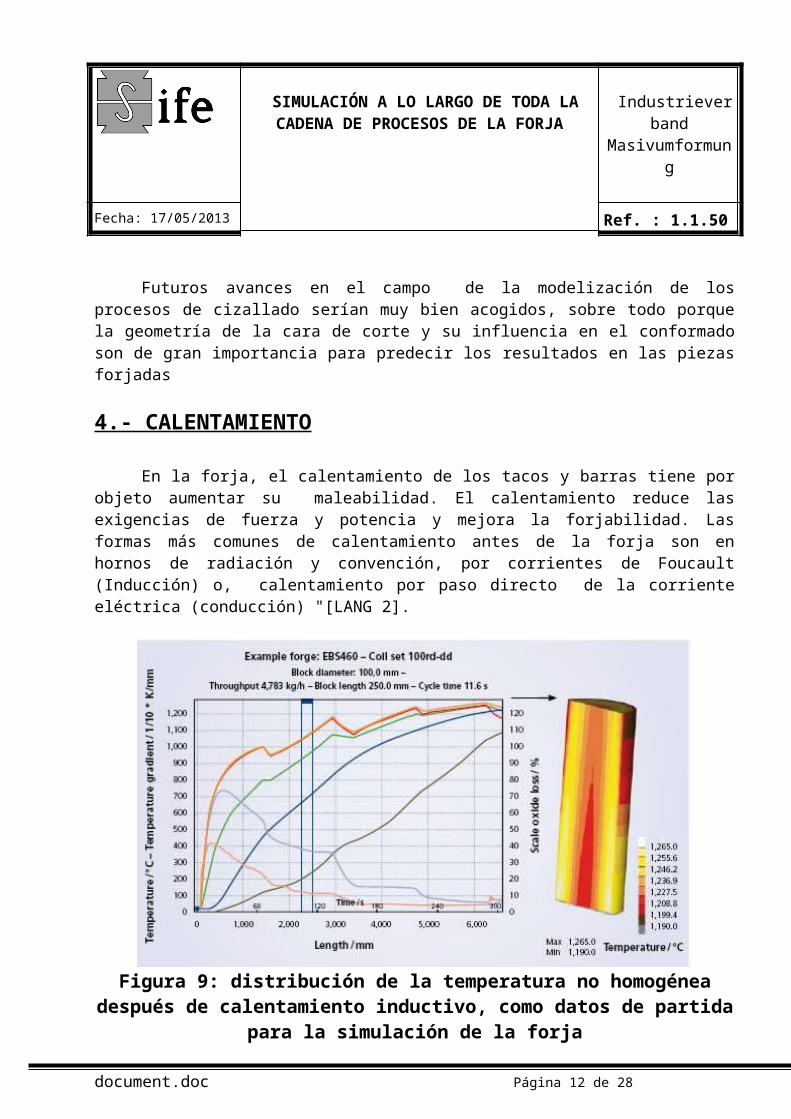
En la forja, el calentamiento de los tacos y barras tiene por objeto aumentar su maleabilidad. El calentamiento reduce las exigencias de fuerza y potencia y mejora la forjabilidad. Las formas más comunes de calentamiento antes de la forja son en hornos de radiación y convención, por corrientes de Foucault (Inducción) o, calentamiento por paso directo de la corriente eléctrica (conducción) "[LANG 2].
Figura 9: distribución de la temperatura no homogénea después de calentamiento inductivo, como datos de partida para la simulación de la forja
En la simulación del proceso de forja, se tienen en cuenta las características de fluencia (alteradas por el calentamiento) asignando a los materiales curvas dependientes de la temperatura. Para un ajuste realista de la distribución de temperaturas en los tacos tras el calentamiento por inducción, y con el fin de obtener resultados precisos, los forjadores prefieren adoptar los siguientes enfoques: a) comenzar de la primera etapa de conformado con una temperatura homogénea, ligeramente reducida. B) partir del horno de inducción con una distribución de Tª no homogénea, dando un margen para el retardo del transporte (simulación del retraso térmico) hasta la primera etapa de conformado, ver figura 9. A menudo se utilizan para este último enfoque los resultados de los métodos de cálculo analíticos utilizados por los fabricantes de equipos o, los valores obtenidos por métodos de medición (p. ej. utilizando termopares y / o pirómetros) como bases de datos. Para ir mas lejos en la evaluación de las diferentes estrategias de calentamiento, los fabricantes de software (en cooperación con los fabricantes de hornos) han ido recientemente implementando interfases en sus programas, que posibilitan la adopción de las anteriormente mencionadas curvas tiempo/ temperatura. Es el futuro, esto significa que será posible analizar también las transformaciones y / o comportamiento de disolución (por ejemplo, carburos en el caso de un 100Cr6) durante el proceso de calentamiento e, incluirlos en la simulación del proceso de forja posterior. Por otra parte, cabe destacar que no es siempre absolutamente necesario tratar de simular el calentamiento completo de todo el taco o perfil. En algunos casos, según Wohlmuth et al. [WOHL 1], analizar el calentamiento localizado específico en ciertas zonas puede resultar
document.doc Página 8 de 18
SIMULACIÓN A LO LARGO DE TODA LA CADENA DE PROCESOS DE LA FORJA
Industrieverband Masivumformung
Fecha: 17/05/2013 Ref. : 1.1.50
suficiente, no sólo para la gestión de procesos, sino también para conseguir localmente características diferentes en los componentes forjados,
5 FORJA
5.1 Diseñar secuencias de forja
En el contexto de la intensificación de la competencia global, el diseño de las cadenas de procesos optimizados, técnica y económicamente, está ganando en importancia. Además, los clientes esperan cada vez más que se les entreguen componentes sofisticados, mecanizados y acabados, con propiedades garantizadas. Para hacer frente a estas demandas cada vez más y mas empresas de forja están utilizando herramientas informáticas para el diseño y la coordinación virtuales de las etapas del proceso. En el siguiente párrafo, J. y H. Heizmann - W. Raedt [Heiz 1] informan sobre las posibilidades de utilizar la simulación FEM en esta etapa del desarrollo.
Tras haber determinado el material, la tecnología de forja y la temperatura de calentamiento, el punto de partida para posteriores consideraciones consiste en definir una orientación del fibrado que mejor se adapte a las condiciones de carga en servicio. En este contexto, se introduce el fenómeno de la "estructura fibrosa" en las piezas forjadas. Se refiere al hecho de que durante los procesos de transformación continua y laminación de los lingotes y slabs en barras para la forja, las segregaciones se estiran y se vuelven fibrosas. Los estudios muestran que esta estructura fibrosa tiene una considerable influencia en la durabilidad de las piezas forjadas. Por ejemplo, los componentes donde la orientación del fibrado coincide con la dirección principal de la solicitación aplicada presentan una resistencia dinámica significativamente mayor que aquellos en los que la el fibrado transcurre transversalmente. Los sistemas de simulación modernos son capaces de tener en cuenta este aspecto cuando se modeliza el proceso de conformado. Por lo tanto, ya en la etapa de simulación el forjador puede hacerse una idea de cómo quedará el fibrado en la pieza, antes de llevar a cabo el proceso de forja, figura 10. Durante el diseño del proceso en línea con las condiciones de carga este conocimiento influye de nuevo sobre las consideraciones con respecto al impacto de las subsiguiente etapas del proceso (por ejemplo, si las superficies tienen que ir mecanizadas).
document.doc Página 9 de 18

SIMULACIÓN A LO LARGO DE TODA LA CADENA DE PROCESOS DE LA FORJA
Industrieverband Masivumformung
Fecha: 17/05/2013 Ref. : 1.1.50
Figura 10.- Fibrado en la pieza durante la forja con taco en vertical (izquierda) y en horizontal.
Otros puntos a considerar son el llenado correcto de la huella en la matriz, y la prevención fiable de los defectos de forja. También en este caso, la simulación ayuda a detectar cualquier comportamiento desfavorable o insuficiente del llenado en la huella y compensarlo, por ejemplo mediante ajustes en las etapas previas de producción Del mismo modo, los programas FEM comercialmente disponibles ayudan a predecir defectos de forja (tales como la formación de pliegues) y evaluar la idoneidad de las acciones correctivas. Las mejoras en la eficiencia del hardware y del software alcanzadas en estos últimos años han contribuido enormemente a la identificación temprana de las áreas potencialmente problemáticas.
Una ventaja importante que ofrece la simulación es el apoyo que presta en la reducción del uso de la materia prima. Con una tendencia de los precios “commodity” al alza, las medidas correctoras tendentes a reducir el peso del material de partida durante la optimización de los procesos, se convierten en un factor clave.
5.2.- Análisis de los defectos relacionados con los utillajes.
S. Binder [BIND 1] describe el éxito de un programa de simulación al determinar las causas de las variaciones dimensionales en una brida. Con esta pieza de forja en caliente, la primera serie de producción de prototipos reveló importantes variaciones de espesor, en especial en la zona central. En algunos puntos se superaba la tolerancia especificada en hasta un milímetro. En la búsqueda de las causas se decidió primero comprobar la geometría de la matriz en la sala de mediciones. Sin embargo, se vio que las desviaciones de las dos semimatrices respecto de la geometría especificada eran de tan solo unas centésimas de milímetro. El examen de los efectos térmicos sobre la contracción tampoco reveló ninguna diferencia significativa.
document.doc Página 10 de 18
SIMULACIÓN A LO LARGO DE TODA LA CADENA DE PROCESOS DE LA FORJA
Industrieverband Masivumformung
Fecha: 17/05/2013 Ref. : 1.1.50
Figura 11.- Sólo con la ayuda de la simulación se hace evidente que las deformaciones son el resultado de la
recuperación elástica.
Figura 12.- La causa principal del problema era el núcleo en la matriz superior, que se comprimía hasta 1 mm. durante la forja
Como siguiente paso, se llevó a cabo una simulación centrada no sólo en el análisis de los flujos de material, sino incluyendo también las solicitaciones en el utillaje, figura 11, ya que se sospechaba de un posible efecto de distorsión de las matrices. Con la ayuda de esta simulación avanzada, se encontró rápidamente que el proceso de forja daba lugar a deformaciones en el utillaje causadas por los clásicos mecanismos de recuperación elástica. En este caso particular, esto no sólo suponía el doblado de una semimatriz, sino la compresión del núcleo de la matriz superior, fig. 12, hasta en 1 mm durante el proceso de forja. No era una deformación plástica permanente, sino que se trataba de una reacción elástica, con los utillajes volviendo a su forma original después de cada golpe. Una vez que supo la causa, la simulación ayudó a introducir las correcciones apropiadas en la geometría de la matriz. Tras las pruebas con las matrices corregidas los resultados han sido positivos, el proyecto está listo para el lanzamiento de la producción en serie.
5.3 Rebabado / punzonado y acuñado / calibrado
El informe de Britzger el al se centra en la motivación para realizar cálculos en las etapas de proceso de rebabado / punzonado y, acuñado /calibrado. En los procesos de forja en caliente estas operaciones se realizan por lo general inmediatamente después de la última etapa principal de conformado. El rebabado se distingue del punzonado en que la eliminación del exceso de material a eliminar (rebaba) se lleva a cabo más allá de la geometría activa de la pieza. Para hacerlo, se fuerza mediante un punzón al componente a través de una hembra cortante Por el contrario, el punzonado consiste en eliminar el exceso de material (pepita) en desde el interior de la pieza utilizando un punzón de corte.
La simulación del rebabado/ punzonado está ya incluida en el repertorio estándar de la simulación de forja. Básicamente, desde el punto de vista de la simulación se aplican las mismas condiciones de contorno que en los procesos de "separación", o corte, descritos en el apartado 3. Sin embargo la diferencia fundamental es que la simulación de estas operaciones es, relativamente, mas compleja. El rebabado / punzonado es más importante que el corte, ya que de estas operaciones finales pueden resultar una deformación no deseada de las piezas. Esto a su vez puede dar lugar a desviaciones de tolerancias obligando a un post-procesamiento no deseado o incluso, provocando defectos geométricos imposibles de corregir. En estos casos, la simulación permite al diseñador
document.doc Página 11 de 18
SIMULACIÓN A LO LARGO DE TODA LA CADENA DE PROCESOS DE LA FORJA
Industrieverband Masivumformung
Fecha: 17/05/2013 Ref. : 1.1.50
reducir los problemas típicos de estos procesos ya en la fase de diseño. Además, la simulación ayuda a comprender mejor como actúan los utillajes. El costo adicional se justifica por una representación más precisa de la cadena de procesos y todas sus etapas sucesivas. La mayor precisión y detalle sirven también para generar geometrías precisas y / o perfiles reales de temperatura que pueden utilizarse como datos de entrada para operaciones posteriores. Este caso se da, por ejemplo, cuando el análisis del proceso de forja es seguido por un análisis del tratamiento térmico, figura. 13.
Temperatura ºC
Figura 13.- Simulación del proceso de rebabado como punto de partida para la computarización posterior del tratamiento térmico.
Cuando acuñamos o calibramos, hay que hacer una distinción fundamental entre hacerlo a temperatura de forja (en caliente), o a temperatura ambiente ( en frío). El calibrado en caliente normalmente se realiza con el fin de reducir la dispersión de medidas o para mejorar la precisión en forma u ubicación y por lo general, no tiene un impacto duradero en la distribución de tensiones en la pieza. El calibrado en frío tiende a ser realizado en superficies concretas, con el objetivo de aumentar la precisión dimensional, la calidad superficial y/ o la precisión de forma y ubicación. Debido a la aplicación localizada de fuerzas de conformado, el calibrado suele implicar altas tensiones y deformaciones en los utillajes.
La simulación de las operaciones de acuñado / calibrado tiene como fin obtener información importante acerca de las interacciones entre pieza y diseño de utillaje. Por una parte la simulación del calibrado ayuda a garantizar la precisión de la geometría final en la pieza, consiguiendo detalles geométricos muy finos. Por otro, la simulación permite al forjador una significativa mejora en el rendimiento en servicio de los utillajes de acuñado/ calibrado. Finalmente, la simulación hace que sea mucho más fácil estimar el endurecimiento por deformación necesario cuando se trata de conseguir una mayor resistencia en la superficie del componente.
4.6.- MECANIZANDO LAS PIEZAS FORJADAS.
Los factores de influencia sobre la maquinabilidad de las piezas forjadas son múltiples. Empezando por la colada, se extienden a través de la composición química y el proceso de conformado hasta el tratamiento térmico. La evaluación de la maquinabilidad de los materiales está
document.doc Página 12 de 18
SIMULACIÓN A LO LARGO DE TODA LA CADENA DE PROCESOS DE LA FORJA
Industrieverband Masivumformung
Fecha: 17/05/2013 Ref. : 1.1.50
a menudo basada en criterios de "desgaste de la herramienta", "fuerzas de corte"," forma de la viruta” y " calidad superficial. "
Las empresas del sector de la forja no realizan, por lo genera, estudios de simulación sobre el impacto de los problemas relacionados con la forma de las virutas, que son muy difíciles de influenciar. En su lugar, se realizan evaluaciones sobre una base práctica (por ejemplo, evaluación de los llamados "rompe virutas"). No obstante, si que se realizan simulaciones sobre los diferentes sistemas de sujeción y amarre de las piezas (Triesch a G. et al. [TRI 1].). Esto se hace normalmente evaluando la deformación de los componentes utilizando diferentes sistemas de sujeción y / o, fuerzas de amarre, figura 14.
Figura 14,- Influencia del sistema de sujeción durante el mecanizado en la deformación de una pieza de forja delicada,
Las piezas forjadas se distinguen-entre otras- por sus excelentes propiedades dinámicas. En este punto, además de la buena resistencia de los componentes y su orientación del fibrado, son también de particular importancia las tensiones residuales internas o en la superficie de la pieza después del mecanizado. De nuevo, con la simulación puede evaluarse el éxito de las diferentes medidas alternativas. Así por ejemplo, puede evaluarse cualitativamente el efecto de los diferentes perfiles de temperatura durante la forja y de las operaciones de mecanizado, sobre los resultados del tratamiento térmico.
7.- EL TRATAMIENTO TÉRMICO
En los últimos años se han logrado avances considerables con respecto a la comprensión de las interacciones entre las condiciones del contorno y las características de los materiales, en el campo del tratamiento térmico. Simultáneamente, el software comercial de simulación ha ido adoptando estos conocimientos (Heeß K. et al. [HEES 1]. Estos avances abren la posibilidad de realizar evaluaciones iniciales para la gestión de procesos en la simulación de los tratamientos. Parámetros de entrada realistas ofrecen un potencial considerable en el campo de la optimización. La simulación actual es válida para indicar tendencias, realizar estudios paramétricos y análisis de impacto, así como para mejorar significativamente la comprensión de los procesos interrelacionados que suceden durante el tratamiento térmico. A este propósito se deben determinar matemáticamente los campos temporal y espacial de temperaturas, las transformaciones estructurales, las deformaciones y tensiones, así como las interacciones que ocurren en estos
document.doc Página 13 de 18

SIMULACIÓN A LO LARGO DE TODA LA CADENA DE PROCESOS DE LA FORJA
Industrieverband Masivumformung
Fecha: 17/05/2013 Ref. : 1.1.50
procesos, con el fin de proceder a la simulación numérica, como se ilustra esquemáticamente en la figura. 15, basada en el ejemplo del temple de piezas forjadas.
7.1.- Temple y revenido
O. Oehler [Oehl 1] informó sobre el uso de la simulación en el contexto de identificar deficiencias durante el diseño de un proceso de temple y revenido. Aquí se prestó particular atención a la etapa del proceso de "temple". Con esto en mente, se estudió el comportamiento de una pieza forjada en frío durante el temple en aceite ya que aparecían muchas piezas con grietas de temple. La evaluación de los resultados de la simulación reveló una velocidad de enfriamiento excesiva en su sección transversal más delgada, cuya temperatura cae localmente por debajo de la temperatura de inicio de la martensita. Esto resultó en una fuerte transformación martensítica de la microestructura en esta zona - mientras que el resto del componente era marcadamente austenítico. Como resultado del cambio de volumen causado por la transformación de la austenita en martensita, puede observarse un esfuerzo de tracción (> 260 MPa) en la unión de esta sección con la sección transversal adyacente, mucho más grande, figura16. Estas tensiones se consideran críticas, especialmente por que se producen a temperaturas de aproximadamente 340 ° C (temperatura de inicio de la martensita "Ms"). Los gradientes de tensión generados en esta zona crítica se mitigaron ajustando geométricamente la transición entre las dos secciones transversales, dando como resultado una sustancial reducción del índice de rechazo. Los hallazgos de este estudio podrán incluirse en el diseño de piezas similares.
document.doc Página 14 de 18
Figura 4.15.- Datos de entrada y salida, así como las interacciones parciales durante la simulación del tratamiento térmico.

SIMULACIÓN A LO LARGO DE TODA LA CADENA DE PROCESOS DE LA FORJA
Industrieverband Masivumformung
Fecha: 17/05/2013 Ref. : 1.1.50
Figura 16.- Localización del fallo (a), distribución de temperaturas (b), porcentaje de martensita (c), tensión normal (d) tensión efectiva (e) durante el
temple7.2 .- Cementación
Oehler [OEHL 2], M. Herrmann y M. Fiderer [HERR 1] describen una aplicación específica de simulación en la cementación (fabricación de cubos de entrada para transmisiones de doble embrague). En este caso, la atención se centró en el dentado de forja de precisión, como elemento más importante del componente. El problema era que tras este tratamiento las piezas mostraban una desviación respecto a la geometría prevista de alrededor de 25 micras en toda la longitud de engrane. En un primer intento, no se pudo dar con la solución, a pesar de varias pruebas prácticas con distintas variantes del tratamiento térmico. Con las investigaciones posteriores por simulación, el análisis se centró en obtener una mejor comprensión del proceso. A continuación, se
document.doc Página 15 de 18

SIMULACIÓN A LO LARGO DE TODA LA CADENA DE PROCESOS DE LA FORJA
Industrieverband Masivumformung
Fecha: 17/05/2013 Ref. : 1.1.50
generaron nuevos enfoques de soluciones sobre esta base. Para conseguir una representación virtual de lo que estaba pasando en el componente, se vincularon la simulación de la forja del metal y la simulación del tratamiento térmico. La característica esencial de esta operación consiste en traspasar las tensiones residuales derivadas de la etapa del proceso de "creación del dentado por presión " y caracterizar el grado de deformación después de alcanzar la temperatura de austenización. Por último, vale la pena mencionar que, en el campo de los tratamientos térmicos, se utiliza a menudo la dureza del componente para evaluar la calidad de los resultados de la simulación: en este caso, se halló una buena coincidencia entre el perfil de la dureza realmente medido y la curva visualizado por la simulación, figura 17.
Figura 17.- Comparación entre la profundidad de la cementación (CHD) calculada por la simulación (diagrama inferior) y los resultados reales
(diagrama superior)7.3. -Temple por inducción
El temple por inducción de un cigüeñal ha sido investigado por D. Cardinaux et al. En la práctica, la intención es lograr un gradiente predefinido de las características mecánicas en la pieza por medio de un calentamiento inductivo local con el subsiguiente temple en agua. Esto endurece la superficie del componente en las áreas deseadas y a una profundidad predefinida. Los resultados mejoran las características en servicio, en términos de resistencia a la fatiga y al desgaste.
document.doc Página 16 de 18

SIMULACIÓN A LO LARGO DE TODA LA CADENA DE PROCESOS DE LA FORJA
Industrieverband Masivumformung
Fecha: 17/05/2013 Ref. : 1.1.50
El proceso se modeliza en dos etapas. La primera etapa implica el calentamiento por inducción del componente hasta la completa austenización de las áreas deseadas. La segunda etapa se refiere proceso de temple.
Para desarrollar un modelo de elementos finitos que describa el temple localizado, deben tenerse en cuenta numerosos procesos físicos acoplados en los campos del electromagnetismo, la conducción térmica, características mecánicas y los procesos metalúrgicos.
Después de haber creado los modelos matemáticos adecuados, se definieron la discretización espacial y la integración de tiempos. Se utilizaron tetraedros lineales para computerizar la transferencia térmica, las transformaciones metalúrgicas y elementos Nedelec para describir los procesos electromagnéticos. En la figura 18 se muestran los resultados calculados para un cigüeñal de automóvil.
Figura 18.- Calentamiento inductivo de un cigüeñal utilizando dos bobinas (naranja) y cálculo de la distribución de temperatura simulada después de 15 s
en el interior (a) y en superficie (b)
8.- POSTRATAMIENTOS DE SUPERFICIE
Normalmente se tratan las superficies de las piezas forjadas para limpiarlas. Se realizan también otros tratamientos para aumentar la resistencia a la fatiga o proteger las superficies. Cuando se limpia una superficie se elimina la capa de óxido formada en el curso de las operaciones de conformado en caliente o del tratamiento térmico. Esto se hace generalmente por granallado, pulido en tambor o, decapado. La resistencia a la fatiga de los componentes solicitados a carga
document.doc Página 17 de 18

SIMULACIÓN A LO LARGO DE TODA LA CADENA DE PROCESOS DE LA FORJA
Industrieverband Masivumformung
Fecha: 17/05/2013 Ref. : 1.1.50
dinámica está influenciada no sólo por el diseño, materiales y tratamiento térmico sino y en particular, por el estado de su superficie - especialmente porque las mayores solicitaciones se dan en la superficie de la pieza. Se puede conseguir una mejora significativa de las características dinámicas mediante procesos de tratamiento térmico (nitruración), así como mediante procesos que resultan en el endurecimiento de las superficies (laminado de endurecimiento y shot-peening). Se puede lograr protección contra la alteración química de una superficie metálica limpia (oxidación) - y con algunas restricciones también contra daños mecánicos - por medio de recubrimientos electrolíticos y deposiciones químicas.
El efecto del endurecimiento por laminación con rodillos se basa en la creación de tensiones de compresión en la superficie. Por ejemplo, la vida de servicio de las piezas de chasis puede mejorarse mucho mas por laminado de los radios de transición, de lo que sería posible aumentando el límite elástico. El efecto del shot peening es una capa superficial delgada endurecida por trabajo, con tensiones residuales de compresión inducidas. El impacto de los diversos parámetros para la aplicación de estos mecanismos de mejora de la resistencia es frecuentemente estudiado mediante simulación, figura19. Durante el laminado por ejemplo, se va modificando la presión de contacto del rodillo de laminación o la distancia entre pasadas, hasta dar con la solución óptima
document.doc Página 18 de 18
Figura 19.- Influencia del diámetro y la velocidad de impacto de las partículas de granalla en la distribución de tensiones superficiales.





![Simulación de eventos discretos de la cadena … · Simulación de eventos discretos de la cadena logística ... ProModel, Arena, Extend y SLAM [3]. Ingeniare. Revista chilena de](https://static.fdocuments.ec/doc/165x107/5bc2f0e209d3f248318b64b1/simulacion-de-eventos-discretos-de-la-cadena-simulacion-de-eventos-discretos.jpg)