
10 Trabajo Estandarizado
23
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac 1 III. Trabaja Estandarizado III. Trabaja Estandarizado Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac 2 Trabajo Estandarizado Trabajo Estandarizado Objetivos del Curso : • Entender los fundamentos, documentos de soporte y el sistema del trabajo estandarizado. • Como los fundamentos del Trabajo Estandarizado empiezan con las actividades del día a día. •Entrenamiento y retención del conocimiento •Producir con Calidad •Trabajo en proceso estándar •Volumen (Takt Time) •Seguridad •Identificar y eliminar desperdicio.
-
Upload
llemo-romano -
Category
Documents
-
view
143 -
download
3
description
Herramienta para hacer productos de calidad
Transcript of 10 Trabajo Estandarizado
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
1
III. Trabaja EstandarizadoIII. Trabaja Estandarizado
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
2
Trabajo EstandarizadoTrabajo Estandarizado
Objetivos del Curso :• Entender los fundamentos, documentos de soporte y
el sistema del trabajo estandarizado.• Como los fundamentos del Trabajo Estandarizado
empiezan con las actividades del día a día.
•Entrenamiento y retención del conocimiento
•Producir con Calidad
•Trabajo en proceso estándar
•Volumen (Takt Time)
•Seguridad
•Identificar y eliminar desperdicio.
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
3
¿¿QuQuéé Trabajo Estandarizado?Trabajo Estandarizado?
•Es una herramienta para hacer productos de calidad
•Centrado en los movimientos de las personas
•Resalta los métodos de trabajo eficientes y seguros
•Ayuda a identificar y eliminar el desperdicio.
•Es un método estándar, claro para todos.
•Es la separación del las operaciones en pasos o elementos lógicos.
•Es la base para Kaizen (Estandarización es el primer paso ).
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
4
7 Clases de Desperdicios.7 Clases de Desperdicios.
Sobreproducción.
Espera
Transporte
Sobre Procesamiento
Inventario
Movimiento
Corrección
- Mayor cantidad, más rápido o antes.
- Esperando a que la maquina termine o por partes
- Transportando material innecesariamente.
- Haciendo más de lo que el cliente requiere
- Cualquier cantidad más de la que se necesita para mantener el proceso funcionando- Causado por una mala planeación del trabajo o Layout
- Cualquier corrección es desperdicio.
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
5
Sobreproducción.
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
6Espera
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
7
Transporte
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
8
Sobre Procesamiento
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
9
Inventario
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
10
Movimiento
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
11Corrección
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
12
SobreproducciSobreproduccióónn
•La Sobreproducción es el más grande de los desperdicios
Mayor cantidad, más rápido o antes.
¿Por qué? – Porque no solo la sobreproducción es un desperdicio en si mismo, sino porque este crea otros tipos de desperdicios.
~ Movimiento
~ Transporte
~ Inventario
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
13
• Requerimiento de Mano de obra y equipo extra.
• Materiales y partes extra.
• Energía extra requerida
• Contenedores extra• Montacargas,
cushmans y tortugas extras para mover material
• Espacio de almacenamiento y bodegas necesarias.
• Gente que trabaje en los Almacenes
• Costo financiero de los inventarios
• Problemas escondidos, áreas para Kaizen que no se ven.
SobreproducciSobreproduccióónnMayor cantidad, más rápido o antes.
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
14
¿¿QuQuéé Hace a un Sistema de Trabajo Hace a un Sistema de Trabajo Estandarizado?Estandarizado?
•Grafica de Trabajo Estandarizado
•Hoja de Elementos de Trabajo (HET)
•YAMAZUMI BOARD ( Tablero de Balanceo en Línea )
Es un método que permite a los grupos de trabajo: documentar un estándar del desempeño de sus tareas, basado en los movimientos de las personas, y una forma de mejora continua al identificar y eliminar los desperdicios.
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
15
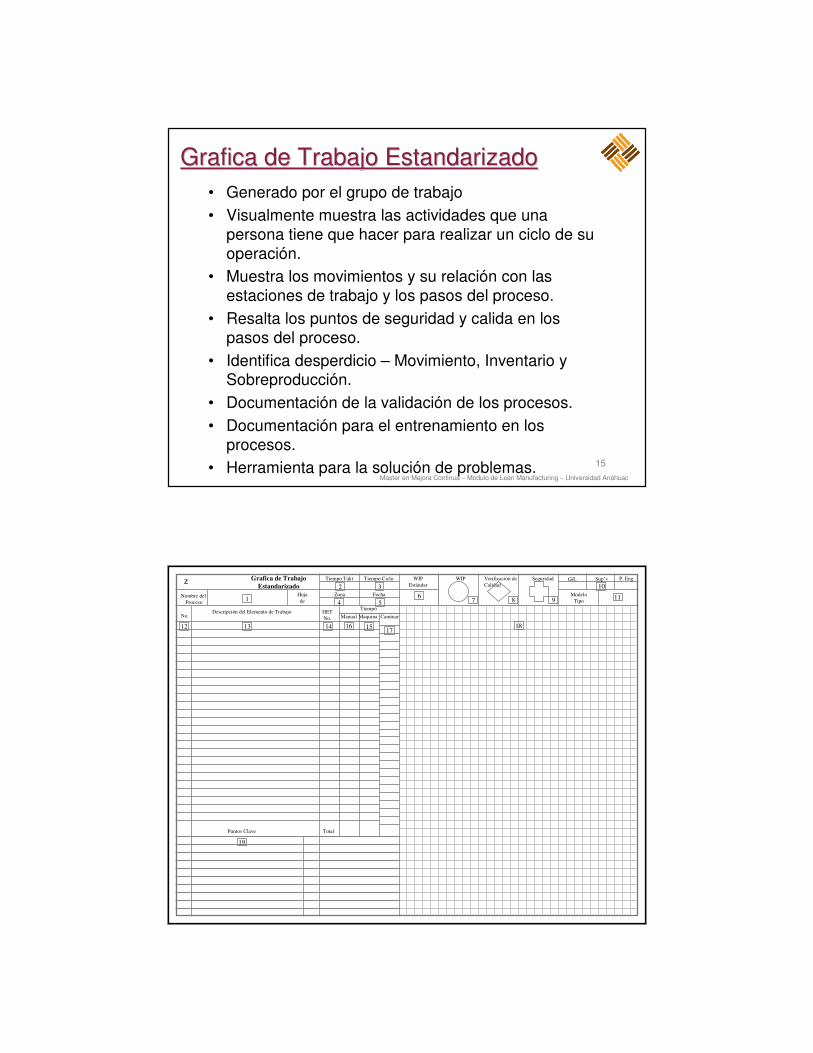
Grafica de Trabajo EstandarizadoGrafica de Trabajo Estandarizado• Generado por el grupo de trabajo• Visualmente muestra las actividades que una
persona tiene que hacer para realizar un ciclo de su operación.
• Muestra los movimientos y su relación con las estaciones de trabajo y los pasos del proceso.
• Resalta los puntos de seguridad y calida en los pasos del proceso.
• Identifica desperdicio – Movimiento, Inventario y Sobreproducción.
• Documentación de la validación de los procesos.• Documentación para el entrenamiento en los
procesos.• Herramienta para la solución de problemas.
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
16
WIP
Estándar
WIP Verificación de
Calidad
Seguridad G/L Sup’v P. Eng.
Modelo
Tipo
Tiempo Takt Tiempo Ciclo
Zona FechaHoja
deNombre del
Proceso
No.Descripción del Elemento de Trabajo
Grafica de Trabajo
Estandarizado
HET
No.
Tiempo
Manual Maquina Caminar
TotalPuntos Clave
z
1
2 3
4 56
7 8 9
10
11
12 13 14 16 1517
18
19
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
17
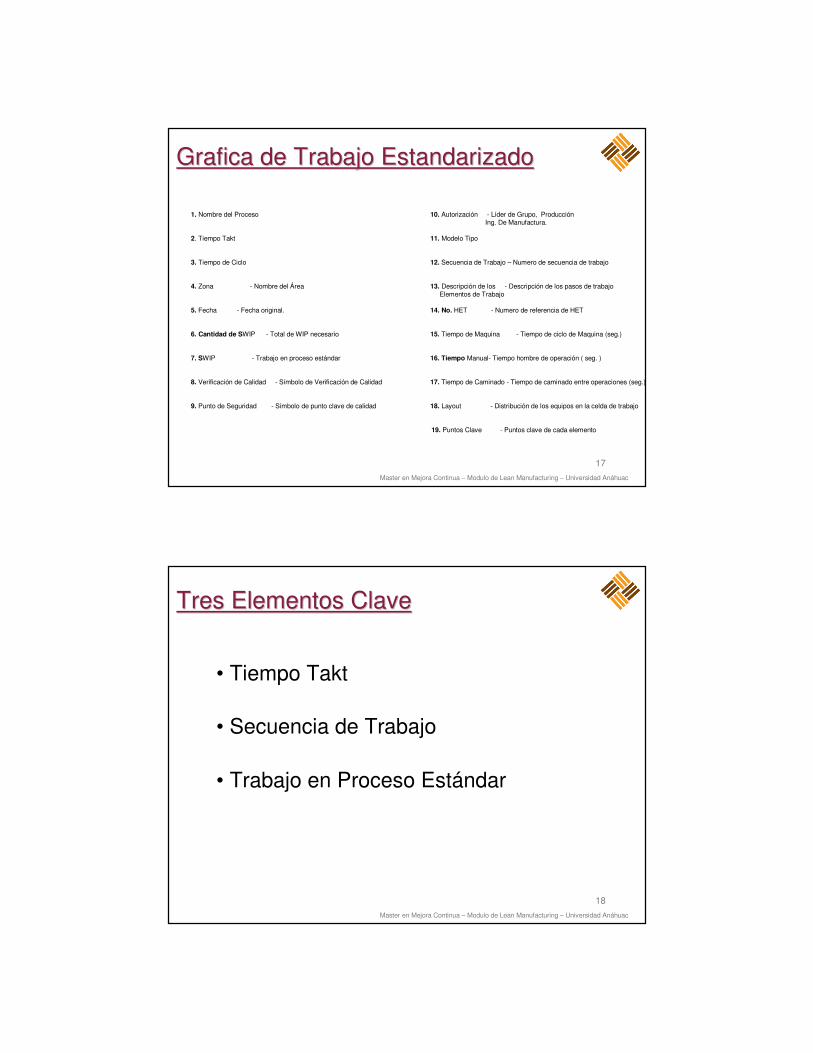
Grafica de Trabajo EstandarizadoGrafica de Trabajo Estandarizado
1. Nombre del Proceso
2. Tiempo Takt
3. Tiempo de Ciclo
4. Zona - Nombre del Área
5. Fecha - Fecha original.
6. Cantidad de SWIP - Total de WIP necesario
7. SWIP - Trabajo en proceso estándar
8. Verificación de Calidad - Símbolo de Verificación de Calidad
9. Punto de Seguridad - Símbolo de punto clave de calidad
10. Autorización - Líder de Grupo, ProducciónIng. De Manufactura.
11. Modelo Tipo
12. Secuencia de Trabajo – Numero de secuencia de trabajo
13. Descripción de los - Descripción de los pasos de trabajoElementos de Trabajo
14. No. HET - Numero de referencia de HET
15. Tiempo de Maquina - Tiempo de ciclo de Maquina (seg.)
16. Tiempo Manual- Tiempo hombre de operación ( seg. )
17. Tiempo de Caminado - Tiempo de caminado entre operaciones (seg.)
18. Layout - Distribución de los equipos en la celda de trabajo
19. Puntos Clave - Puntos clave de cada elemento
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
18
Tres Elementos ClaveTres Elementos Clave
• Tiempo Takt
• Secuencia de Trabajo
• Trabajo en Proceso Estándar
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
19
Tiempo TaktTiempo Takt
El Tiempo Takt es el tiempo en el que un vehiculo o una parte se tiene que fabricar, éste se convierte en el tiempo en el cual cada persona debe terminar sus actividades.
Componentes
• Tiempo Disponible
• Volumen Requerido
• Tiempo Operativo
• Velocidad de operación
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
20
Tiempo TaktTiempo Takt
• Tiempo Disponible
Día de Trabajo en minutos menos paros y descansos programados
•Volumen Requerido
Numero de vehículos requeridos en un periodo
• Velocidad de Operación / Rango de Operación
100% menos ineficiencia permitida (Típicamente 5% )
• Tiempo Operacional
Tiempo Disponible X Velocidad de operación
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
21
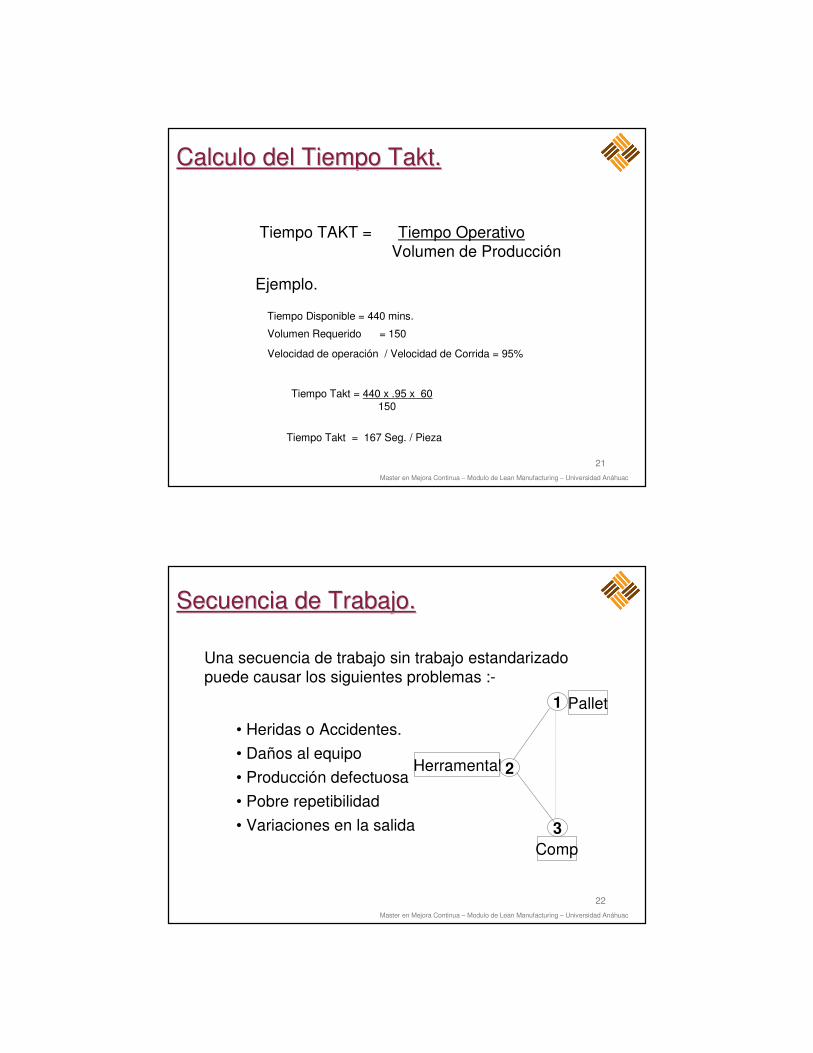
Calculo del Tiempo Takt.Calculo del Tiempo Takt.
Tiempo TAKT = Tiempo OperativoVolumen de Producción
Ejemplo.
Tiempo Disponible = 440 mins.
Volumen Requerido = 150
Velocidad de operación / Velocidad de Corrida = 95%
Tiempo Takt = 440 x .95 x 60150
Tiempo Takt = 167 Seg. / Pieza
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
22
Secuencia de Trabajo.Secuencia de Trabajo.
Una secuencia de trabajo sin trabajo estandarizado puede causar los siguientes problemas :-
• Heridas o Accidentes.
• Daños al equipo
• Producción defectuosa
• Pobre repetibilidad
• Variaciones en la salida
Herramental
Pallet
3
2
1
Comp
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
23
Trabajo en Proceso EstTrabajo en Proceso Estáándar ndar (SWIP).(SWIP).
SWIP. Se refiere al numero mínimo de partes terminadas para poder terminar la secuencia de trabajo sin interrupciones
•Si el operador esta designado a operar las piezas que salen de una maquina, hay una tendencia a la sobreproducción.este se debe a que el trabajo es realizado en base a la capacidad de producción de la maquina.
• Cuando el método de producción esta basado en un Tiempo Takt, y no en la capacidad de la maquina, la necesidad de tener grandes cantidades de producto terminado es eliminada.
• El monto del trabajo en proceso estándar (SWIP) debe ser determinado por la secuencia de trabajo y por el layout de la celda
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
24
Hoja de Elementos de TrabajoHoja de Elementos de Trabajo
• Generada por un Grupo de Trabajo.• Detalle de los Elementos de cada paso del proceso
– Una HET puede estar en mas de una GTE (Grafica de Trabajo estandarizado)
• Explica como cada paso del proceso es hecho.– Razones y puntos clave (Seguridad o Calidad)
• Usa ayudas visuales para explicar algunos pasos del trabajo.
• Documentos detallados de mejora / Contramedidas.• Aspectos Clave
– Paso de Trabajo– Puntos clave y razones– Ayudas visuales explicatorias
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
25
Herramientas de Trabajo Herramientas de Trabajo EstandarizadoEstandarizado
Grafica de Trabajo Estandarizado
HET
YAMAZUMIDetalle de cada paso del proceso
Detalle de los elementos de cada paso del proceso
Una Herramienta visual para el balanceo del proceso
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
26
El Rol del LEl Rol del Lííder.der.
•Determinar el trabajo Estandarizado
•Mantenimiento del Trabajo Estandarizado
•Promover la Mejora Continua
•Encargarse de las preocupaciones
Superintendente , Supervisor , Ingeniero, y Líder de Grupo.
•Entrenar de acuerdo a Trabajo Estandarizado
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
27
WIP
Estándar
WIP Verificación de
Calidad
Seguridad G/L Sup’v P. Eng.
Modelo
Tipo
Tiempo Takt Tiempo Ciclo
Zona FechaHoja
deNombre del
Proceso
No.Descripción del Elemento de Trabajo
Grafica de Trabajo
Estandarizado
HET
No.
Tiempo
Manual Maquina Caminar
TotalPuntos Clave
z
68 9
Línea
Automática Mesa DeSellado
Herramental
De
Soldadura
X -
Co
mpo
nente
X -
Co
mpo
nente
Paneles
Man
eral
AT
Partes del
Proceso Anterior
Herramental de
Soldadura
Paneles de
Proveedor
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
28
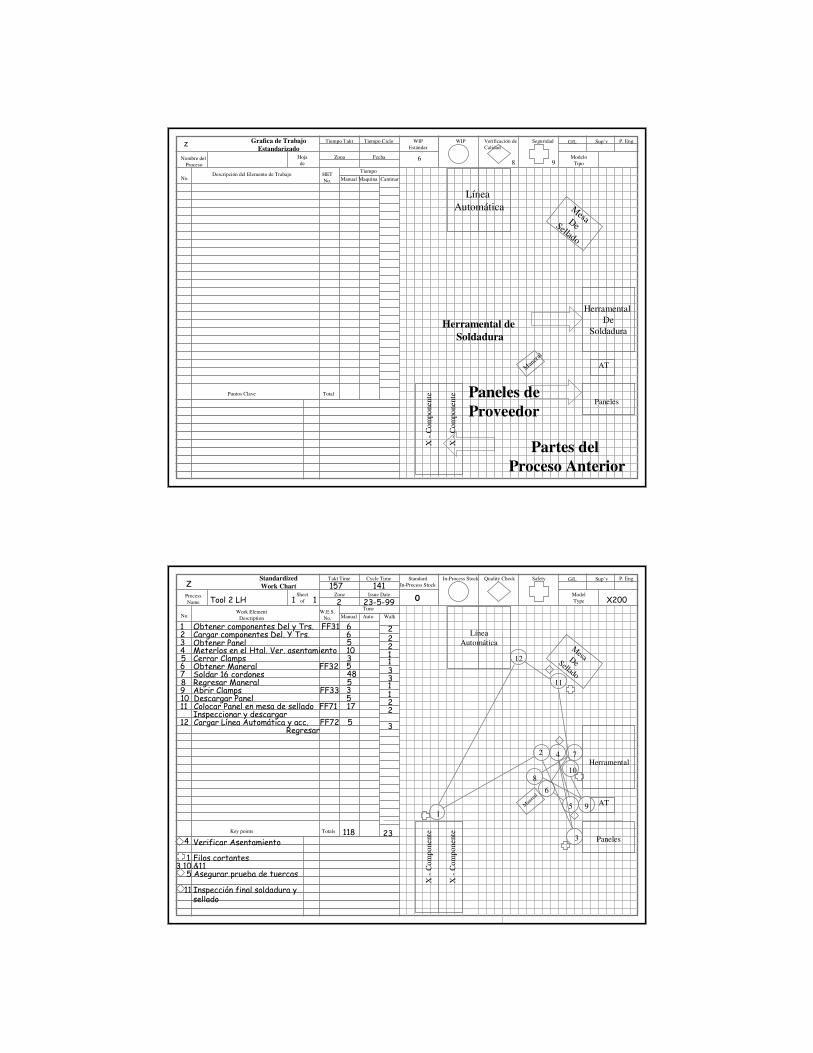
Standard
In-Process Stock
In-Process Stock Quality Check Safety G/L Sup’v P. Eng.
Model
Type
Takt Time Cycle Time
Zone Issue DateSheet
ofProcess
Name
No.Work Element
Description
Standardized
Work Chart
W.E.S.
No.
Time
Manual Auto Walk
TotalsKey points
z
Línea
AutomáticaM
esa DeSellado
X -
Co
mpo
nente
X -
Co
mpo
nente
Paneles
Man
eral
AT
2
3
4
5
6
7
8
9
10
11
12
Herramental
0
157 141
Tool 2 LH 1 1 2 23-5-99 X200
2 Cargar componentes Del. Y Trs.3 Obtener Panel4 Meterlos en el Htal. Ver. asentamiento5 Cerrar Clamps6 Obtener Maneral FF327 Soldar 16 cordones8 Regresar Maneral9 Abrir Clamps FF3310 Descargar Panel11 Colocar Panel en mesa de sellado
Inspeccionar y descargar12 Cargar Línea Automática y acc.
FF71
FF72Regresar
Verificar Asentamiento
Asegurar prueba de tuercas
Inspección final soldadura ysellado
3.10.&11
4
5
11
2
Filos cortantes1
1
1 Obtener componentes Del y Trs. FF31 66 25 210 13 15
34835 1
3 15 217 2
5 3
118 23
.
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
29
Tablero de YamazumiTablero de Yamazumi
Enfoques:
El Tablero de Yamazumi (o Tablero de Balanceo de Línea) es una Herramienta, es usado por cada uno y de paso, administrar el estado de los procesos.
Este es un indicador visual del estado de la línea.
Este provee una manera fácil y eficiente de la asignación del balanceo de trabajo
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
30
Caso de la CafeterCaso de la Cafeterííaa
Simulación de balance de línea
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
31
¿¿QuQuéé hace a un Sistema de Trabajo hace a un Sistema de Trabajo Estandarizado?Estandarizado?
�Grafica de trabajo estandarizado
�Tablero YAMAZUMI (Tablero de Balanceo de Línea)
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
32
¿¿QuQuéé es una Operacies una Operacióón Estn Estáándar?ndar?
Definición:
Una operación estándar esta centrada en los movimientos de la persona, resaltando la eficiencia, métodos de trabajo seguros que eliminan desperdicio, mientra aseguran el uso adecuado
de equipos y herramientas.
No hay mejora si no hay estándar
El principio de toda mejora es saber exactamente en donde estas.
Masaaki Imai
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
33
Entrenable
Repetible
Mejorable
Medible
Controlable
Observable
Principios de la AdministraciPrincipios de la Administracióónn
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
34
Ambiente seguro de trabajo
Hacerlo bien a la primera todas las veces
Proveer un claro estándar de trabajo
Base para la identificación de desperdicio / Kaizen
Buenas a la primera
BeneficiosBeneficios
Fácil de entrenar y auditar
Análisis de causa raíz
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
35
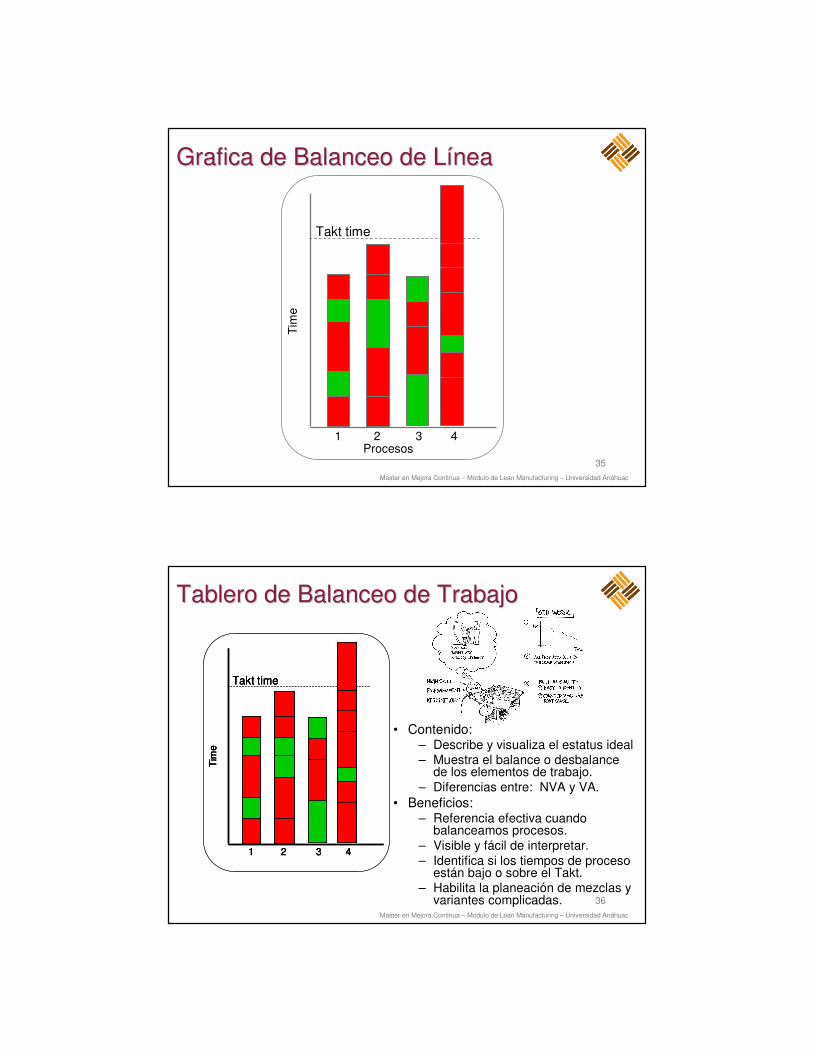
Grafica de Balanceo de LGrafica de Balanceo de Lííneanea
Procesos
Takt time
Tim
e
1 2 3 4
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
36
Tablero de Balanceo de TrabajoTablero de Balanceo de Trabajo
Takt time
Tim
e
1 2 3 4
Takt time
Tim
e
1 2 3 4
Takt time
Tim
e
1 2 3 4
• Contenido:– Describe y visualiza el estatus ideal– Muestra el balance o desbalance
de los elementos de trabajo.– Diferencias entre: NVA y VA.
• Beneficios:– Referencia efectiva cuando
balanceamos procesos.– Visible y fácil de interpretar.– Identifica si los tiempos de proceso
están bajo o sobre el Takt.– Habilita la planeación de mezclas y
variantes complicadas.
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
37
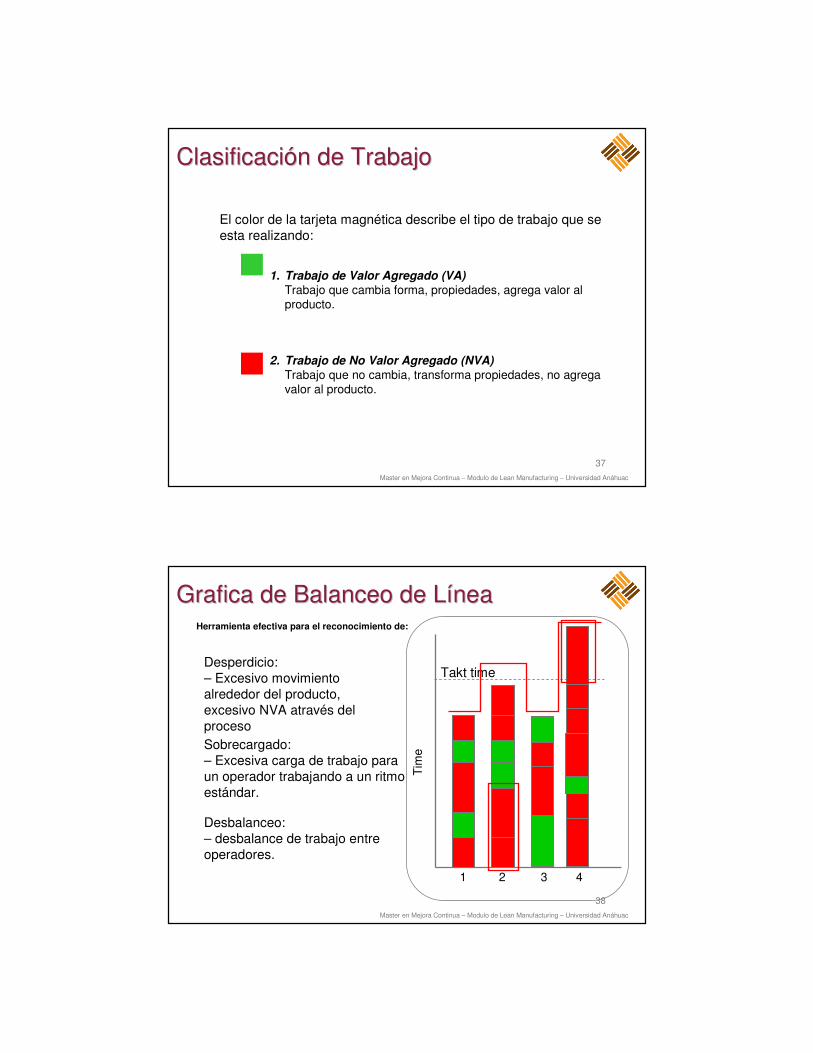
ClasificaciClasificacióón de Trabajon de Trabajo
El color de la tarjeta magnética describe el tipo de trabajo que se esta realizando:
1. Trabajo de Valor Agregado (VA)Trabajo que cambia forma, propiedades, agrega valor al producto.
2. Trabajo de No Valor Agregado (NVA)Trabajo que no cambia, transforma propiedades, no agrega valor al producto.
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
38
Herramienta efectiva para el reconocimiento de:
Grafica de Balanceo de LGrafica de Balanceo de Lííneanea
Desperdicio:– Excesivo movimiento alrededor del producto, excesivo NVA através del procesoSobrecargado:– Excesiva carga de trabajo para un operador trabajando a un ritmo estándar.
Desbalanceo:– desbalance de trabajo entre operadores.
Takt time
Tim
e
1 2 3 4

Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
39
Caso de la CafeterCaso de la Cafeterííaa
Refrigerador
Café
Árbol de Tazas
CalentadorDe Agua
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
40
HETNoNo Descripción del Trabajo
PasoTiempo
VA
Cam
i nar
TOTAL:
Caso de la CafeterCaso de la Cafeterííaa
ÁÁÁÁrbol de rbol de rbol de rbol de TazasTazasTazasTazas
CafCafCafCaféééé
RefrigeradorRefrigeradorRefrigeradorRefrigerador
Calentador Calentador Calentador Calentador De AguaDe AguaDe AguaDe Agua
NVA
4
Poner leche en la taza
4 6C03
3
Tomar la leche del refri.
3 6
5
Regresar leche5 6
1
1 Tomar taza C01 2
2 Colocar taza
Poner café en la taza
2
4C02
Obtener Cuchara 8
2
7Poner taza en mesa7 3
5
2
2
3
2
2
2164 2716
Regresar
5
Poner agua a la taza 6C046 6
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
41
El Pulso de un Sistema de Manufactura Lean
Tiempo TaktTiempo Takt
• Determinado por la demanda actual del cliente.
• Sincroniza la velocidad de producción desde el proceso final al proceso inicial.
Caso de la CafeterCaso de la Cafeterííaa
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
42
Ejem.380 Tazas de Café
70 seg.
Tiempo Disponible de ProducciónCantidad Requerida
Tiempo Takt =
=
440mins X 60s380
=
Caso de la CafeterCaso de la Cafeterííaa
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
43
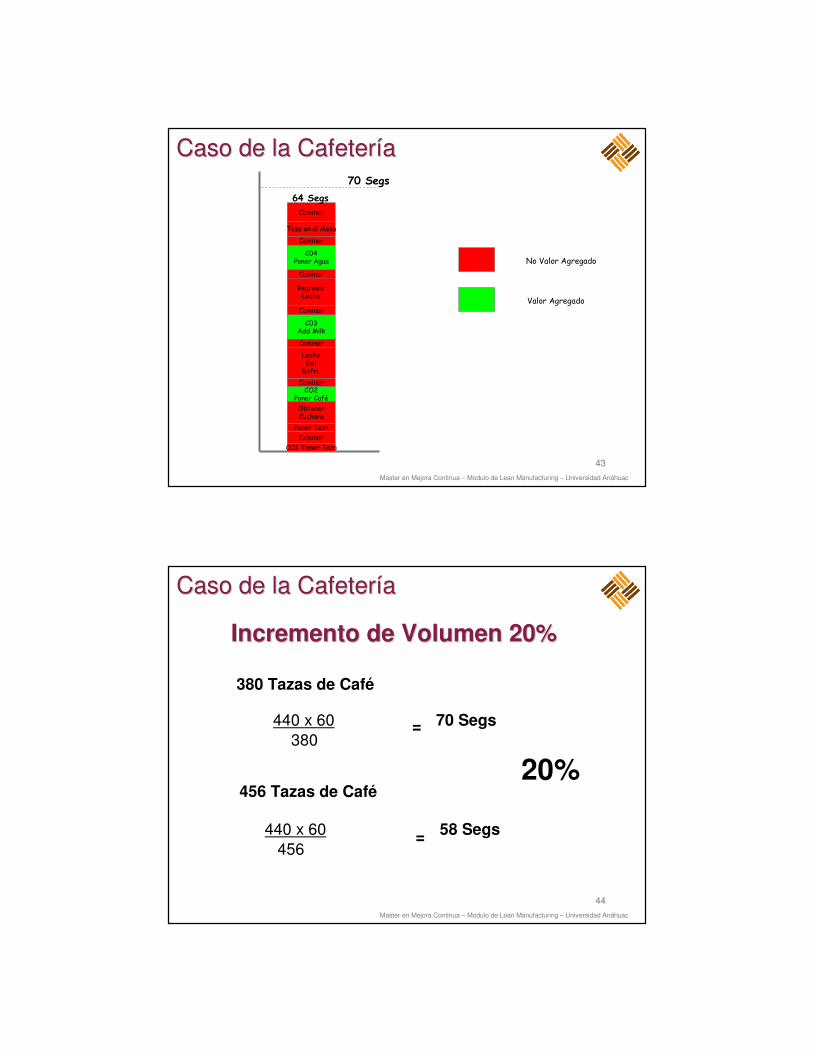
70 Segs
No Valor Agregado
Valor Agregado
Poner Taza
CO2Poner Café
Caminar
CO1 Tomar Taza
Caminar
Obtener Cuchara
Leche DelRefri.
Caminar
C03Add Milk
Caminar
Regresar Leche
Caminar
C04Poner Agua
Caminar
Taza en al Mesa
Caminar
64 Segs
Caso de la CafeterCaso de la Cafeterííaa
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
44
380 Tazas de Café
456 Tazas de Café
440 x 60380
= 70 Segs
440 x 60456
= 58 Segs
20%
Incremento de Volumen 20%Incremento de Volumen 20%
Caso de la CafeterCaso de la Cafeterííaa
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
45
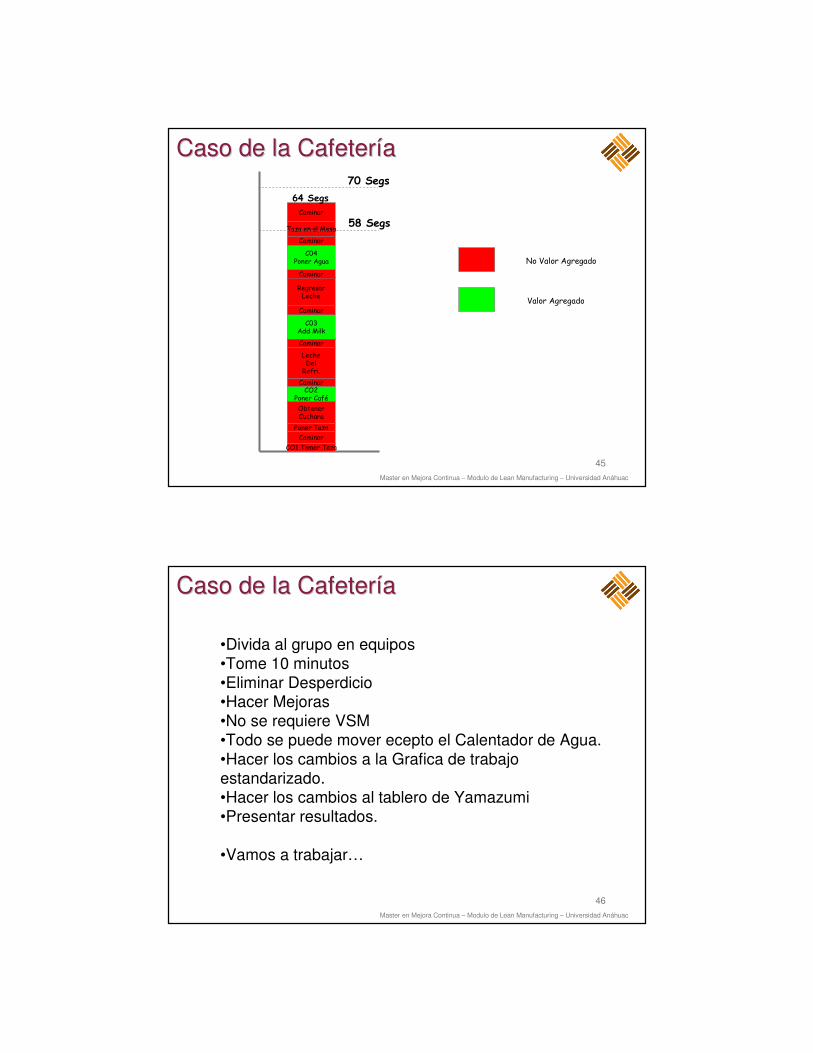
70 Segs
No Valor Agregado
Valor Agregado
Poner Taza
CO2Poner Café
Caminar
CO1 Tomar Taza
Caminar
Obtener Cuchara
Leche DelRefri.
Caminar
C03Add Milk
Caminar
Regresar Leche
Caminar
C04Poner Agua
Caminar
Taza en al Mesa
Caminar
64 Segs
Caso de la CafeterCaso de la Cafeterííaa
58 Segs
Master en Mejora Continua – Modulo de Lean Manufacturing – Universidad Anáhuac
46
•Divida al grupo en equipos•Tome 10 minutos•Eliminar Desperdicio•Hacer Mejoras•No se requiere VSM•Todo se puede mover ecepto el Calentador de Agua.•Hacer los cambios a la Grafica de trabajo estandarizado.•Hacer los cambios al tablero de Yamazumi•Presentar resultados.
•Vamos a trabajar…
Caso de la CafeterCaso de la Cafeterííaa


















