
01 Programación CNC Torno - UNEFA · PDF fileLas coordenadas de trabajo en Torno son X...
69
Apuntes de C.N.C. 01 Programación CNC Torno Guillermo Casado Este documento puede quedar obsoleto una vez impreso Revisón: R4
Transcript of 01 Programación CNC Torno - UNEFA · PDF fileLas coordenadas de trabajo en Torno son X...

Apuntes de C.N.C.
01 Programación CNC Torno
Guillermo Casado
Este documento puede quedar obsoleto una vez impreso Revisón: R4

Índice de contenidos
1.- Programación en CNC Torno............................................................................................................32.- Funciones G.....................................................................................................................................9
2.1.- Funciones G preparatorias:.....................................................................................................112.1.1.- Tipos de coordenadas....................................................................................................112.1.2.- Características tecnológicas:.........................................................................................162.1.3.- Desplazamientos:...........................................................................................................182.1.4.- Trayectorias:...................................................................................................................232.1.5.- Funciones G complementarias:......................................................................................332.1.6.- Mecanizado:...................................................................................................................372.1.7.- Códigos de forma F:.......................................................................................................40
2.2.- Funciones M auxiliares:..........................................................................................................432.3.- Ciclos de mecanizado:............................................................................................................44
2.3.1.- Ciclo de torneado de tramos rectos G81-G82:..............................................................452.3.2.- Ciclo de taladrado G83:.................................................................................................492.3.3.- Ciclo de torneado de tramos curvos G84-G85:..............................................................512.3.4.- Ciclos de Ranurado: G88-G89:.......................................................................................552.3.5.- Roscado G86-G67:.........................................................................................................582.3.6.- Seguir un perfil G66:......................................................................................................612.3.7.- Mecanizado de un perfil G68-G69:................................................................................65
3.- Ejercicios:......................................................................................................................................69
2 de 69
1.- Programación en CNC Torno.
El control numérico (CN) nos permite automatizar las máquinas herramientas, al ser estas dirigidas por comandos programados (lenguaje de programación) mediante un control.
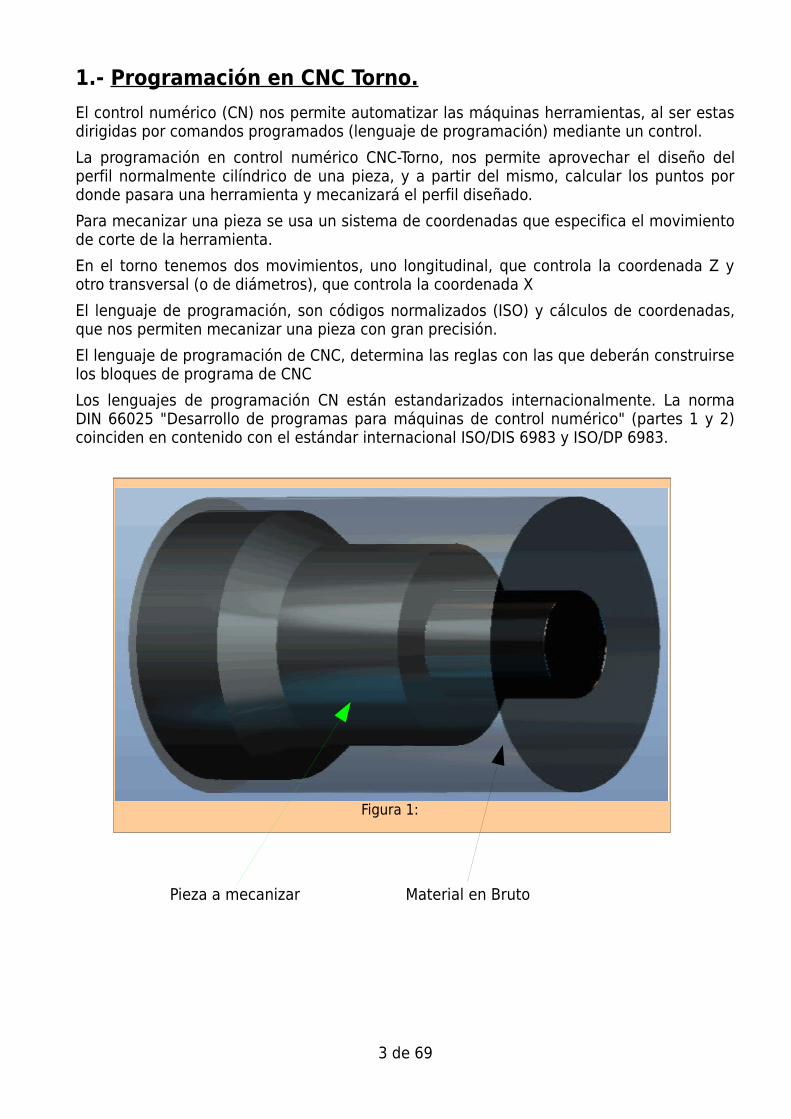
La programación en control numérico CNC-Torno, nos permite aprovechar el diseño del perfil normalmente cilíndrico de una pieza, y a partir del mismo, calcular los puntos por donde pasara una herramienta y mecanizará el perfil diseñado.
Para mecanizar una pieza se usa un sistema de coordenadas que especifica el movimiento de corte de la herramienta.
En el torno tenemos dos movimientos, uno longitudinal, que controla la coordenada Z y otro transversal (o de diámetros), que controla la coordenada X
El lenguaje de programación, son códigos normalizados (ISO) y cálculos de coordenadas, que nos permiten mecanizar una pieza con gran precisión.
El lenguaje de programación de CNC, determina las reglas con las que deberán construirse los bloques de programa de CNC
Los lenguajes de programación CN están estandarizados internacionalmente. La norma DIN 66025 "Desarrollo de programas para máquinas de control numérico" (partes 1 y 2) coinciden en contenido con el estándar internacional ISO/DIS 6983 y ISO/DP 6983.
Pieza a mecanizar Material en Bruto
3 de 69
Figura 1:

Cuando mecanizamos manualmente una pieza, utilizamos una serie de elementos y parámetros:
Cuando mecanizamos una pieza en CNC, utilizamos un lenguaje de programación que da signos y valores a los elementos y parámetros usados en el mecanizado manual.
1.- La herramienta Letra T seguida de un numero un punto y el corrector que asume: T1.1
2.- Las revoluciones Letra S (los valores de S los determinan las funciones G96 y G97)Con G96: S100 (mts/min)Con G97: S2000 (rev/mm)
3.- El avance de acercamiento y alejamiento rápido y descontrolado
La función G0
4.- El avance controlado del mecanizando Letra F (los valores de F los determinan las funciones G94 y G96): Con G94: F0.1 (mm/min)Con G95: F100 (mm/rev)
5.- La profundidad de pasada La determina el parámetro P5 en los ciclos: P5=K1.5
6.- Las medidas y formas del diseño Funciones G, Ciclos y movimientos.
7.- Recorridos o trayectorias:En el carro transversal: DiámetrosEn el carro principal: Longitudes
Trayectorias:Diámetros: eje XLongitudes: eje Z
Programación:
Un programa de CNC está compuesto por los siguientes elementos:
1. Por bloques llamados N, y puede haber tantos como sea necesario.
2. Los bloques se numerarán ordenadamente de uno en uno o mejor de 10 en 10, de forma que si en algún momento deseamos intercalar 9 bloques más, lo podamos hacer.
3. Por funciones G, que nos sirven para determinar como y de que forma mecanizamos.
4. Por la letra F, que nos permite determinar el avance en el mecanizado: F0.1
5. Por la letra S, que nos permite determinar las revoluciones en el mecanizado: S2000
6. Por la letra T, que nos elige la herramienta con la que vamos a mecanizar: T0.10
7. Por funciones M, que nos dan las condiciones del mecanizado.
Ejercicio a programar:
4 de 69

Las coordenadas de trabajo en Torno son X y Z,
X son diámetros y Z longitudes.
Mecanizar una pieza como la de la Figura 2, de una sola pasada es imposible, pero simularemos los recorridos para aprender las diferentes funciones G.
Sera en los ciclos donde se mecanizaremos en condiciones reales.
Estructura de un programa:
Programa de CN con los datos de la Figura 2 y los puntos de incio, retirada y final de la Figura 3
Punto 1Punto 2Punto 3Punto 4Punto 5Punto 6Punto 7Punto 8Punto 9Punto 10Punto 11
Bloque 1Bloque 2Bloque 3Bloque 4Bloque 5Bloque 6Bloque 7Bloque 8Bloque 9Bloque 10Bloque 11Bloque 12
N10 G0 G90 G95 G97 X0 Z60 F0.1 S2000 T0.10 M03N20 X0 Z2N30 G1 X0 Z0N40 X16 Z0.N50 X16 Z-15N60 X30 Z-15 N70 X30 Z-30N80 X40 Z-35N90 X40 Z-45 N100 G0 X50 Z-45N110 Z60N120 M30
El G95 y el G97 no hace falta ponerlos porque los asume el Control por defecto.
Si deseamos colocar otros valores de F y S hemos de programar el bloque:
5 de 69
Figura 2:

N10 G0 G90 G94 G96 X0 Z60 F100 S200 T0.10 M03Los valores en color, no haría falta ponerlos, son posiciones en la que ya esta la herramienta.
Los bloques los podíamos definir de la siguiente manera:
Primer bloque:
N10 G0 G90 G95 G97 X0 Z50 F0.1 S2000 T0.10 M03 Avance rápido (G0) en
absolutas (G90) a un punto Xy Z y Características Tecnológicas (CT)
Segundo bloque:
N20 X0 Z2 De acercamiento rápido en absolutas a unos 2 mm de mas en Z
del punto de inicio a recorrer.
Tercer bloque:
N30 G1 X0 Z0 Inicio del recorrido, mediante seguimiento de un perfil, con
avance F0.1 (avanve de 0,1 mm por vuelta)
Bloques intermedios: Mecanizado de recorridos desde el N40 al N90, con avance
F0.1
Últimos bloques:
N100 G0 X45 Retirada en G0 en X.
N110 Z50 Retirada en G0 en Z.
N120 M30 Final del programa y vuelta al inicio.
Puntos de recorridos o trayectorias:
Cambios Tecnológicos y de herramienta:
Cambio de valores Tecnológicos (F o S): en el bloque que se requiera:
N100 F1.5 S300
6 de 69
Figura 3:

Cambio de Herramienta:
Se realizara fuera de la pieza colocada en el plato de garras y llevando el cambio a un lugar que evite una posible colisión o choque con pieza o plato de garras.
Usamos la herramienta T2.2 y deseamos cambiarla por la T4.4, haremos lo siguiente:
N70 X40 Z-50 Bloque en el estamos.
N80 G0 X50 Retirada en G0 en X.
N90 Z60 Retirada en G0 en Z.
N100 T4.4 En Z60, osea fuera de la pieza y sin peligro de colisión, realizamos el cambio de la herramienta.
La numeración de los bloques, están hechos de forma aleatoria.
Herramientas y mecanizado:
Es muy importante tener claro, como vamos a mecanizar el perfil del diseño. Cuantas operaciones vamos a realizar, como las vamos a mecanizar y que herramienta corresponde a cada una de ellas.
Herramientas.
Cada herramienta normalmente va ligada a un tipo de mecanizado.
Hay una herramienta patrón, T0.10, a partir de ella, todas la demás se referencian para ir al mismo valor en X y Z., de forma que aunque cambiemos de herramienta, irán al valor X o Z que determine el programa
Nombre:
T0.10
Primer número: número de la herramienta.
Segundo número: Número del corrector que asumirá.
Mecanizado de exteriores:
Cilindrar/Refrentar
Perfilar
Ranurar
Roscar
De punto redondo
Mecanizado de interiores:
Cilindrar/Refrentar, Perfilar, Ranurar, Roscar, De punto redondo
7 de 69
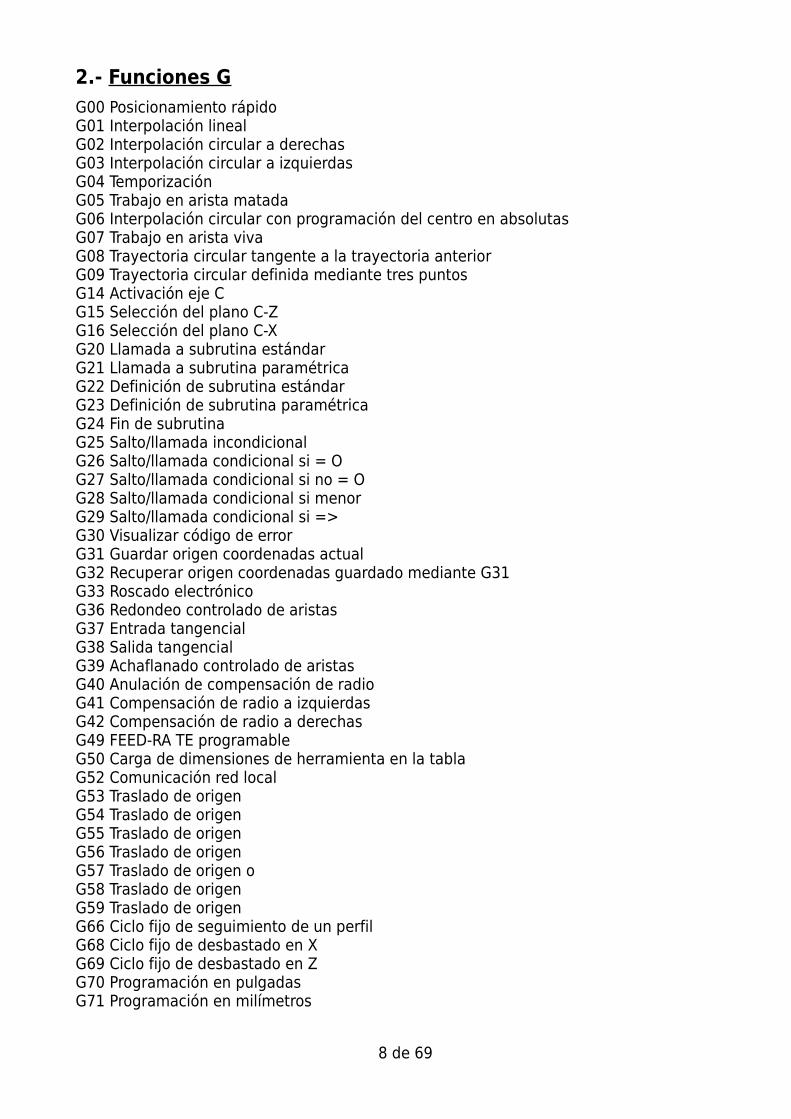
2.- Funciones G G00 Posicionamiento rápidoG01 Interpolación linealG02 Interpolación circular a derechasG03 Interpolación circular a izquierdasG04 TemporizaciónG05 Trabajo en arista matadaG06 Interpolación circular con programación del centro en absolutasG07 Trabajo en arista vivaG08 Trayectoria circular tangente a la trayectoria anteriorG09 Trayectoria circular definida mediante tres puntosG14 Activación eje CG15 Selección del plano C-ZG16 Selección del plano C-XG20 Llamada a subrutina estándarG21 Llamada a subrutina paramétricaG22 Definición de subrutina estándarG23 Definición de subrutina paramétricaG24 Fin de subrutinaG25 Salto/llamada incondicionalG26 Salto/llamada condicional si = OG27 Salto/llamada condicional si no = OG28 Salto/llamada condicional si menorG29 Salto/llamada condicional si =>G30 Visualizar código de errorG31 Guardar origen coordenadas actualG32 Recuperar origen coordenadas guardado mediante G31G33 Roscado electrónicoG36 Redondeo controlado de aristasG37 Entrada tangencialG38 Salida tangencialG39 Achaflanado controlado de aristasG40 Anulación de compensación de radioG41 Compensación de radio a izquierdasG42 Compensación de radio a derechasG49 FEED-RA TE programableG50 Carga de dimensiones de herramienta en la tablaG52 Comunicación red localG53 Traslado de origenG54 Traslado de origenG55 Traslado de origenG56 Traslado de origenG57 Traslado de origen oG58 Traslado de origenG59 Traslado de origenG66 Ciclo fijo de seguimiento de un perfilG68 Ciclo fijo de desbastado en XG69 Ciclo fijo de desbastado en ZG70 Programación en pulgadasG71 Programación en milímetros
8 de 69

G72 Factor de escalaG74 Búsqueda automática de referencia-máquinaG75 Trabajo con palpadorG75N2 Ciclos fijos de palpadorG76 Creación automática de bloquesG81 Ciclo fijo de torneado rectoG82 Ciclo fijo de refrentado rectoG83 Ciclo fijo de taladroG84 Ciclo fijo de torneado curvoG85 Ciclo fijo de refrentado curvoG86 Ciclo fijo de roscado en ZG87 Ciclo fijo de roscado en XG88 Ciclo fijo de ranurado en XG89 Ciclo fijo de ranurado en ZG90 Programación de cotas absolutasG91 Programación de cotas incrementalesG92 Preselección de cotasG93 Preselección de origen de coordenadas polaresG94 Velocidad de avance F en mm/minutoG95 Velocidad de avance F en mm/revoluciónG96 Velocidad S en mts/min. Velocidad de corte constanteG97 Velocidad S en rev/min
9 de 69

2.1.- Funciones G preparatorias:
2.1.1.- Tipos de coordenadas G90:
Programación en coordenadas Absolutas.
Es aquella que toma como referencia el origen (0,0) de las coordenadas.
Esta función es Modal y es anulada por la función: G91
Tras el encendido o después de un reset, emergencia, un M02 o un M30, el CN asume el G90.
Esta función es incompatible con G91.
Ejercicio
Formato de trabajo:
Programa de la Figura 4
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X0 Z2 Acercamiento en G0 y absolutas al punto de partida.
N30 G1 X0 Z0 Ir mecanizando en absolutas al P-1.
N40 X24 ZO Ir mecanizando en absolutas al P-2.
N50 X24 Z-15 Ir mecanizando en absolutas al P-3
N60 X40 Z-15 Ir mecanizando en absolutas al P-4
N70 X40 Z-30 Ir mecanizando en absolutas al P-5
N80 G0 X50 Retirada en G0 en X.
N90 Z60 Retirada en G0 en Z.
N100 M30 Final del programa y vuelta al inicio.
10 de 69
Figura 4:

G91:
Programación en coordenadas Incrementales.
Es aquella que toma como referencia las coordenadas del punto anterior.
Esta función es Modal y es anulada por la función: G90
Esta función es incompatible con G90.
Formato de trabajo:
Programa de la Figura 4
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X0 Z2 Acercamiento en G0 y absolutas al punto de partida.
N30 G1 X0 Z0 Ir mecanizando en absolutas al P-1.
N40 G91 X24 ZO Ir mecanizando en incrementales al P-2.
N50 X0 Z-15 Ir mecanizando en incrementales al P-3
N60 X16 Z0 Ir mecanizando en incrementales al P-4
N70 X0 Z-15 Ir mecanizando en incrementales al P-5
N80 G0 G90 X50 Retirada en X con G0 y absolutas.
N90 Z60 Retirada en Z con G0 y absolutas.
N100 M30 Final del programa y vuelta al inicio.
G93:
Coordenadas polares o preselección del Origen polar.
Es establecer un nuevo origen denominado polar.
El origen polar lo determinarán los valores de las letras: I y K.
Esta función NO es Modal
11 de 69
Figura 5: Práctica Nº1 G90 y Nº 2 G91
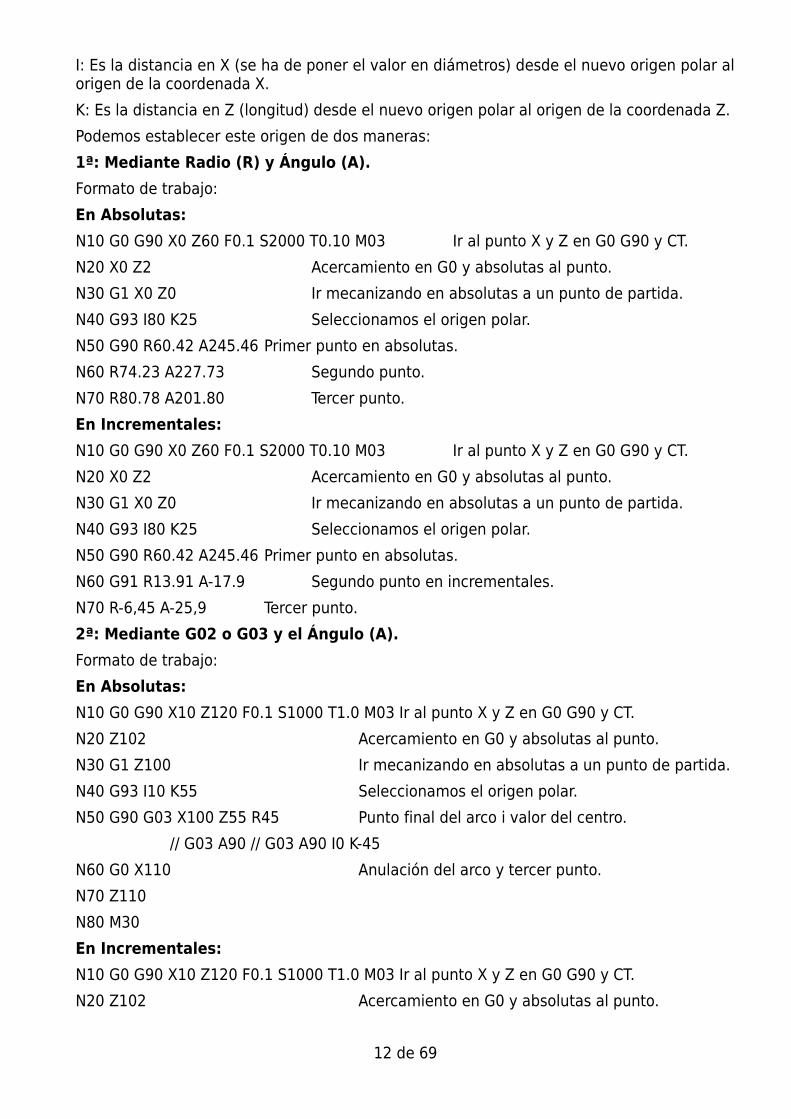
I: Es la distancia en X (se ha de poner el valor en diámetros) desde el nuevo origen polar al origen de la coordenada X.
K: Es la distancia en Z (longitud) desde el nuevo origen polar al origen de la coordenada Z.
Podemos establecer este origen de dos maneras:
1ª: Mediante Radio (R) y Ángulo (A).
Formato de trabajo:
En Absolutas:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X0 Z2 Acercamiento en G0 y absolutas al punto.
N30 G1 X0 Z0 Ir mecanizando en absolutas a un punto de partida.
N40 G93 I80 K25 Seleccionamos el origen polar.
N50 G90 R60.42 A245.46 Primer punto en absolutas.
N60 R74.23 A227.73 Segundo punto.
N70 R80.78 A201.80 Tercer punto.
En Incrementales:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X0 Z2 Acercamiento en G0 y absolutas al punto.
N30 G1 X0 Z0 Ir mecanizando en absolutas a un punto de partida.
N40 G93 I80 K25 Seleccionamos el origen polar.
N50 G90 R60.42 A245.46 Primer punto en absolutas.
N60 G91 R13.91 A-17.9 Segundo punto en incrementales.
N70 R-6,45 A-25,9 Tercer punto.
2ª: Mediante G02 o G03 y el Ángulo (A).
Formato de trabajo:
En Absolutas:
N10 G0 G90 X10 Z120 F0.1 S1000 T1.0 M03 Ir al punto X y Z en G0 G90 y CT.
N20 Z102 Acercamiento en G0 y absolutas al punto.
N30 G1 Z100 Ir mecanizando en absolutas a un punto de partida.
N40 G93 I10 K55 Seleccionamos el origen polar.
N50 G90 G03 X100 Z55 R45 Punto final del arco i valor del centro.
// G03 A90 // G03 A90 I0 K-45
N60 G0 X110 Anulación del arco y tercer punto.
N70 Z110
N80 M30
En Incrementales:
N10 G0 G90 X10 Z120 F0.1 S1000 T1.0 M03 Ir al punto X y Z en G0 G90 y CT.
N20 Z102 Acercamiento en G0 y absolutas al punto.
12 de 69
N30 G1 Z100 Ir mecanizando en absolutas a un punto de partida.
N40 G93 I10 K55 Seleccionamos el origen polar.
N50 G91 G03 X45 Z-45 R45 Seleccionamos el origen polar.
// G03 A90 // G03 A90 I0 K-45
N60 G0 G90 X110 Anulación del arco y tercer punto.
N70 Z110
N80 M30
Longitudes Radiales: Valores Angulares
1: 48,720
2: 61,329
3: 65,027
4: 87,658
5: 84,024
6: 90,550
7: 120,415
239,55º
223,22º
209,48º
201,71º
193,77º
186,34º
184,76º
13 de 69
Figura 6: Practica Nº 3 G93
2.1.2.- Características tecnológicas: G94:
Avance (F) en mm/min.
La función G94 nos define un avance en el mecanizado en mm por minuto.
Esta función es Modal y es anulada por la función: G95
Se mantiene activa hasta realizar un reset, una emergencia, o programar un G95, un M02, o un M30.
Cuando en un bloque cualquiera se programe una G94 habrá de programarse la velocidad de avance en el mismo bloque.
Podemos colocarla en el primer bloque o en el bloque de mecanizado que creamos necesario.
Formato de trabajo:
N10 G0 G90 G94 Z0 Z60 F80 S2000 T0.10 M03 M41
G95:
Avance (F) en mm/rev.
La función G95 nos define un avance en el mecanizado en mm por revolución.
Esta función es Modal y es anulada por la función: G94
Al realizar un reset, una emergencia, después de programar, un M02, o un M30, y al encendido, el CN asume la función G95.
Si esta función no se pone en el programa de CNC, el el control la asume por defecto.
Formato de trabajo:
Podemos colocarla en el primer bloque o en el bloque de mecanizado que creamos necesario.
N10 G0 G90 G95 Z0 Z60 F0.1 S2000 T0.10 M03 M41
G96:
Velocidad (S) en mts./min.
La función G96 nos define una Velocidad de corte en metros por minuto.
Velocidad de corte constante (VC).
Esta función nos marca un tipo de revoluciones en el cabezal del Torno.
Esta función es Modal y es anulada por la función: G97
Esta permanecerá activa hasta programar un G97, o un M02, o un M30, o un reset o emergencia.
Cuando se programe una G96 habrá de programarse la velocidad del cabezal en el mismo bloque, además de la gama de velocidades del mismo (M41, M42, M43 y M44).
Podemos colocarla en el primer bloque o en el bloque de mecanizado que creamos necesario.
Formato de trabajo:
N10 G0 G90 G96 X0 Z60 F0,1 S200 T0.10 M03 M41
14 de 69
G97:
Velocidad (S) en rev./min.
La función G97 nos define una velocidad de giro del en revoluciones por minuto.
Esta función nos marca un tipo de revoluciones en el cabezal del Torno.
Esta función es Modal y es anulada por la función: G96.
Si esta función no se pone el el control la asume por defecto.
Esta permanecerá activa hasta programar un G96 y será asumida por el CN al encendido o después de un M02, o un M30 o un reset o emergencia.
Cuando se programe una G97 habrá de programarse la velocidad del cabezal en el mismo bloque, además de la gama de velocidades del mismo (M41, M42, M43 y M44).
Podemos colocarla en el primer bloque o en el bloque de mecanizado que creamos necesario.
Formato de trabajo:
N10 G0 G90 G97 X0 Z60 F0.1 S 2000 T0.10 M03 M41
15 de 69

2.1.3.- Desplazamientos: G00:
Movimiento en rápido.
Este movimiento se realizará de punto a punto sin mecanizar a toda la potencia de avance de los motores, Movimiento incontrolado.
Esta función es Modal.
El G00 puede programarse como G0.
G0 es incompatible con G1 i anula G02 i G03.
El G00 no anula la última F programada, cuando se programe un G01, G02, G03, se recupera dicha F.
El G00 congela la compensación de radio.
El G00 es incompatible con el G01, G02, G03, G33.
Formato de trabajo:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
G01:
Movimiento de Interpolación lineal, con trayectoria recta de mecanizado y en avance de trabajo.
Esta función es Modal y es anulada por la función:
El G01 se puede programar como G1.
El G01 es incompatible con el G00 y anula G02, G03, G33.
Formato de trabajo:
N10 G90 G01 X50 Z100.
G02 y G03:
Interpolaciones circulares, o construcción de arcos.
G02: Interpolación circular a derechas, Sentido horario.
G03: Interpolación circular a izquierdas, Sentido antihorario.
Estas funciones son Modales y anuladas por: G00, G01 y G33, ademas G2 anula a G3 y viceversa, son incompatibles.
Cualquier Ciclo fijo o las funciones G74 y G75 las anulan.
Estas se pueden programar como G2 y G3.
Formato de trabajo:
Tenemos tres formas de programar estas funciones:
1ª: En coordenadas Cartesianas:
G03
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X0 Z2 Acercamiento en G0 al punto de partida
N30 G1 X0 Z0 Punto de partida de arco en G1.
N40 G03 X40 Z-20 I0 K-20 Punto final y valor del arco
16 de 69

N50 G1 X50 Anulación del arco.
G02
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X0 Z2 Acercamiento en G0 al punto de partida.
N30 G1 X0 Z0 Punto de partida de arco en G1.
N40 G02 X40 Z-20 I20 K0 Punto final y valor del arco.
N50 G1 X50 Anulación del arco.
X y Z son el valor del punto final del arco.
I: Es la distancia desde el punto de partida al centro del arco según el eje X.
K: Es la distancia desde el punto de partida al centro del arco según el eje Z.
Una vez terminado el recorrido en arco, se ha de anular el G02 o G03, mediante un G0 o un G1
2ª: En coordenadas Polares:
G03
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X0 Z2 Acercamiento en G0 al punto de partida
N30 G1 X0 Z0 Punto de partida de arco en G1.
N40 G03 A90 I0 K-20 Punto final y valor del arco.
N50 G1 X50 Anulación del arco.
G02
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X0 Z2 Acercamiento en G0 al punto de partida
N30 G1 X0 Z0 Punto de partida de arco en G1.
N40 G02 A180 I20 K0. Punto final y valor del arco.
N50 G1 X50 Anulación del arco.
A: Es el ángulo con respecto al centro polar del arco y su punto final.
I y K los mismos valores que en la 1ª forma.
Una vez terminado el recorrido en arco, se ha de anular el G02 o G03, mediante un G0 o un G1
3ª: Con programación del Radio:
G03
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X30 Z72 Acercamiento en G0 al punto de partida
N30 G1 X30 Z70 Punto de partida de arco en G1.
N40 G03 X40 Z65 R5 Punto final y valor del arco.
N50 G1 X50 Anulación del arco.
17 de 69
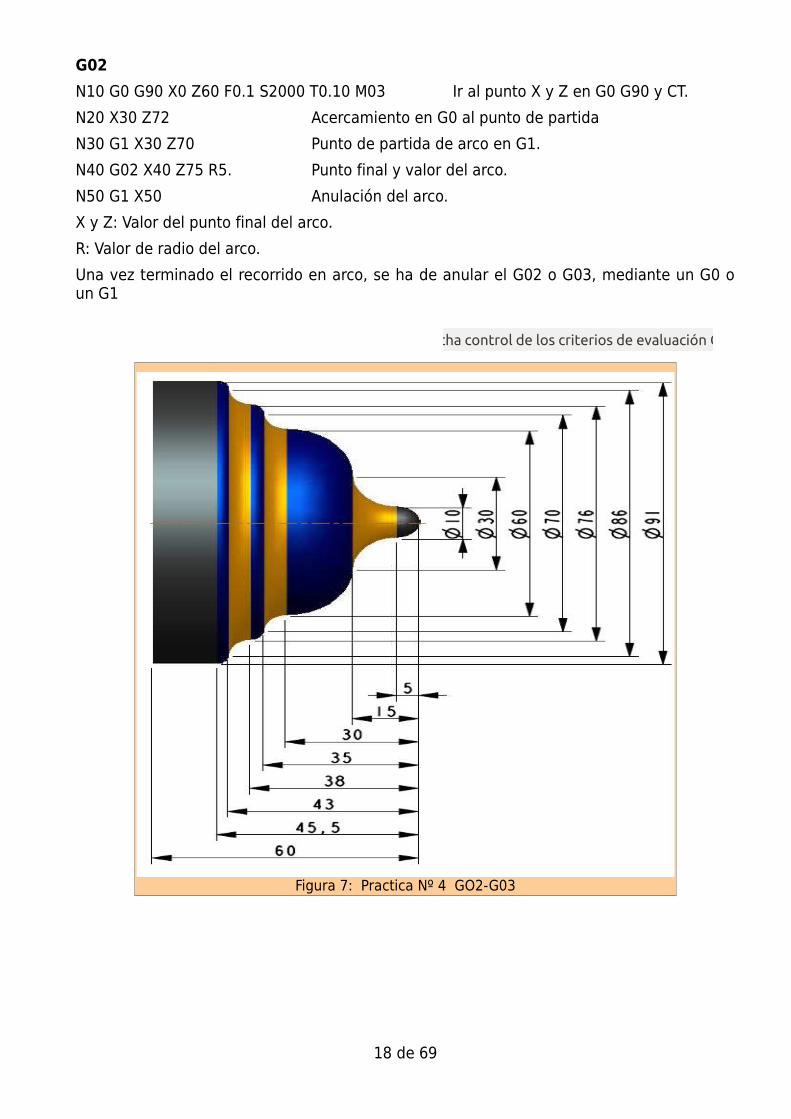
G02
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X30 Z72 Acercamiento en G0 al punto de partida
N30 G1 X30 Z70 Punto de partida de arco en G1.
N40 G02 X40 Z75 R5. Punto final y valor del arco.
N50 G1 X50 Anulación del arco.
X y Z: Valor del punto final del arco.
R: Valor de radio del arco.
Una vez terminado el recorrido en arco, se ha de anular el G02 o G03, mediante un G0 o un G1
18 de 69
Figura 7: Practica Nº 4 GO2-G03
Ficha control de los criterios de evaluación CA
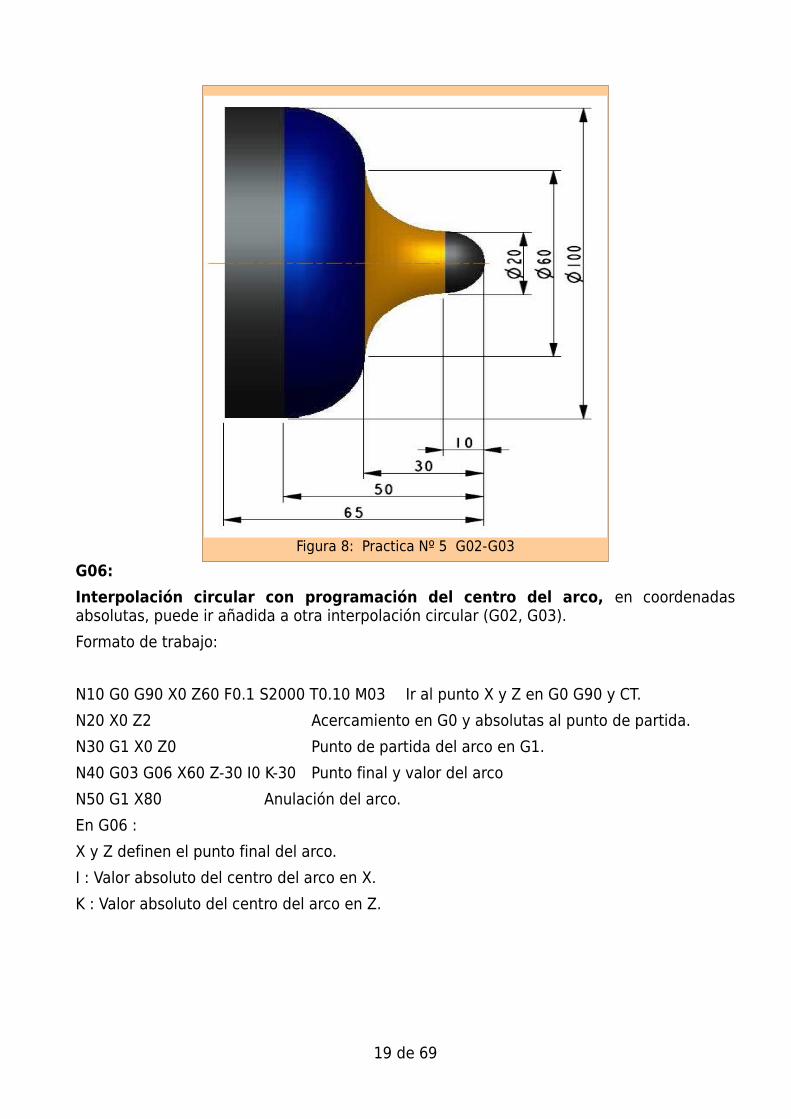
G06:
Interpolación circular con programación del centro del arco, en coordenadas absolutas, puede ir añadida a otra interpolación circular (G02, G03).
Formato de trabajo:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X0 Z2 Acercamiento en G0 y absolutas al punto de partida.
N30 G1 X0 Z0 Punto de partida del arco en G1.
N40 G03 G06 X60 Z-30 I0 K-30 Punto final y valor del arco
N50 G1 X80 Anulación del arco.
En G06 :
X y Z definen el punto final del arco.
I : Valor absoluto del centro del arco en X.
K : Valor absoluto del centro del arco en Z.
19 de 69
Figura 8: Practica Nº 5 G02-G03
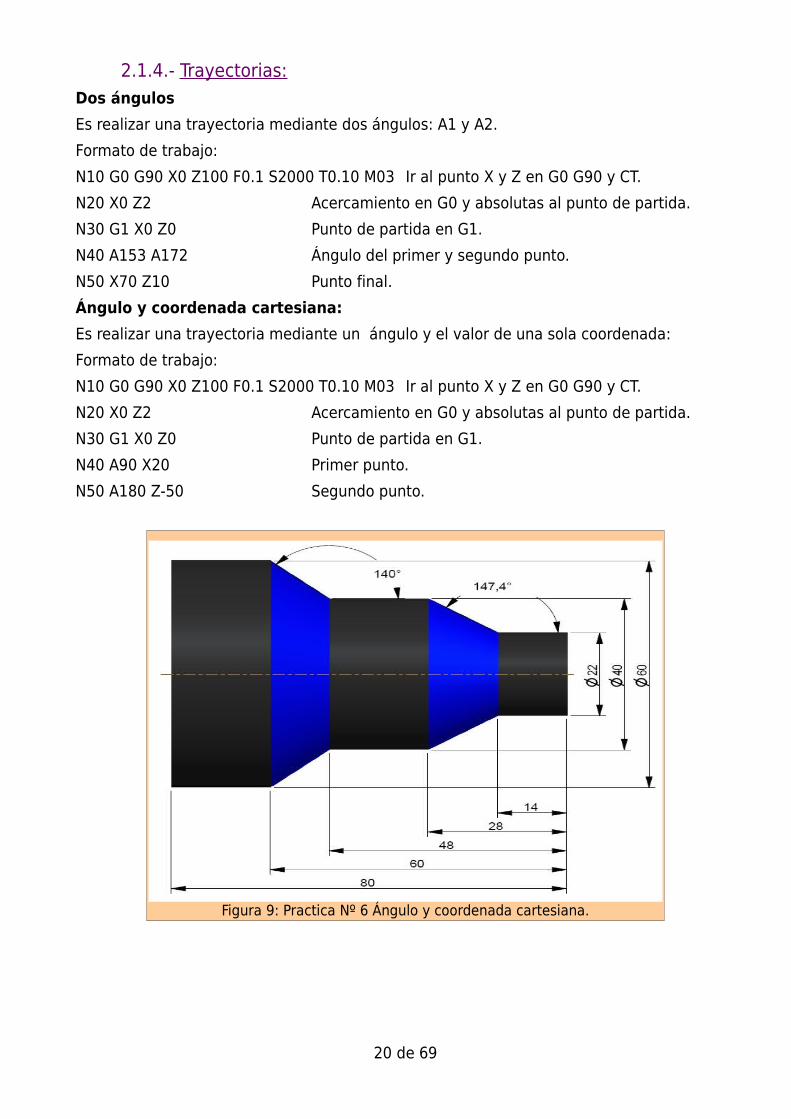
2.1.4.- Trayectorias: Dos ángulos
Es realizar una trayectoria mediante dos ángulos: A1 y A2.
Formato de trabajo:
N10 G0 G90 X0 Z100 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X0 Z2 Acercamiento en G0 y absolutas al punto de partida.
N30 G1 X0 Z0 Punto de partida en G1.
N40 A153 A172 Ángulo del primer y segundo punto.
N50 X70 Z10 Punto final.
Ángulo y coordenada cartesiana:
Es realizar una trayectoria mediante un ángulo y el valor de una sola coordenada:
Formato de trabajo:
N10 G0 G90 X0 Z100 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X0 Z2 Acercamiento en G0 y absolutas al punto de partida.
N30 G1 X0 Z0 Punto de partida en G1.
N40 A90 X20 Primer punto.
N50 A180 Z-50 Segundo punto.
20 de 69
Figura 9: Practica Nº 6 Ángulo y coordenada cartesiana.

G05:
Arista matada.
Se redondea el vértice entre dos recorridos.
Los movimientos del bloque siguiente se ejecutan antes que la máquina haya llegado a la posición final del bloque anterior.
Esta función es Modal y es anulada por la función: G07
G05 se puede programar como G5 y es incompatible con G07.
Formato de trabajo:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90.
N20 X0 Z2 Acercamiento en G0 y absolutas al punto de partida.
N30 G1 X0 Z0 Posición de partida en G1.
N40 G05 X10 Z0 Primer recorrido y vértice en arista matada.
N50 X10 Z-20 Segundo recorrido.
G07:
Arista viva.
No se redondea el vértice entre dos recorridos.
No se ejecutara ningún bloque hasta que no se haya alcanzado la posición exacta del bloque.
Esta función es Modal y es anulada por la función: G05
El perfil real y el teórico coinciden.
Esta función es incompatible con G05.
Esta permanecerá activa hasta programar un G05 y será asumida por el CN, al encendido, después de un M02, M30, un reset o emergencia.
Formato de trabajo:
N10 G0 G90 X0 Z100 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X0 Z2 Acercamiento en G0 y absolutas al punto de partida.
N30 G1 X0 Z0 Posición de partida en G1.
N40 G05 X10 Z0 Primer recorrido y vértice en aristas viva.
N50 X10 Z-20 Segundo recorrido.
21 de 69

G08:
Trayectoria circular tangente a la trayectoria anterior.
Se construye una trayectoria tangente a la anterior, recta o curva y solo sustituye a G02 o G03, en bloque programada.
Esta función NO es modal.
Lo hacemos sin programar las cotas (I,K) del centro.
Formato de trabajo:
Tenemos dos formas de programar esta función:
1ª: En coordenadas CARTESIANAS:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X0 Z2 Acercamiento en G0 y absolutas al punto de partida.
N30 G01 X0 Z0 Punto de partida en G1.
N40 G08 X20 Z-10 Primer arco tangente a la recta.
N50 G08 X60 Z-30 Segundo arco tangente al anterior.
N60 X110 Z50 Punto fina y recorrido recto.
X: Valor del punto final del arco en X.
Z: Valor del punto final del arco en Z.
22 de 69
Figura 10: Practica Nº 7 G05 //G07.

2ª: En coordenadas POLARES:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X0 Z2 Acercamiento en G0 y absolutas al punto de partida.
N30 G01 X0 Z0 Punto de partida en G1.
N40 G08 R10 A90 Primer arco tangente a la recta.
N50 G08 R20 A180 Segundo arco tangente al anterior.
N60 X110 Z50 Punto fina y recorrido recto.
R: Valor del radio del punto final del arco.(Origen polar).
A: Valor del ángulo del punto final.(Origen polar).
23 de 69
Figura 11: Practica Nº 8 G08.

G09:
Trayectoria circular definida mediante tres puntos.
Se construye una trayectoria definida por tres puntos: inicial, cualquier punto intermedio conocido y final.
Esta función No es modal
Formato de trabajo.
Tenemos dos formas de programar esta función:
1ª: En coordenadas CARTESIANAS:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X-5 Z0 Acercamiento en G0 y absolutas al punto de partida.
N30 G01 X0 Z0 Punto de partida en G1.
N40 G09 X40 Z-20 I21 K-2,71 Punto final en X y Z y punto intermedio en I y K.
N50 G09 X110 Z-55 I78,82 K-51,34 Punto final en X y Z y punto intermedio en I y K.
N60 G1 X110 Z-60 Anular arco, ir al punto X y Z
X: Valor del punto final del arco en X.
Z: Valor del punto final del arco en Z.
I: Valor del punto intermedio en X en diámetros.
K: Valor del punto intermedio en Z.
2ª: En coordenadas POLARES:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90.
N20 X-5 Z0 Acercamiento en G0 y absolutas al punto de partida.
N30 G01 X0 Z0 Punto de partida en G1.
N40 G09 R15 A90 I15 K-15 Punto final en R y A y punto intermedio en I y K.
N50 Z-50
R: Valor del radio del punto final del arco.(Origen polar).
A: Valor del ángulo del punto final.(Origen polar).
I: Valor del punto intermedio del arco en X en diámetros.
K: Valor del punto intermedio del arco en Z.
24 de 69

25 de 69
Figura 12: Practica Nº 9 G09:
Ficha control de los criterios de evaluación CA

G36:
Redondeo controlado de Aristas.
Es construir un redondeo en el vértice de dos recorridos con un radio determinado.
Esta función No es modal.
Se ha de programar en el bloque cuyo final sea redondeado.
Formato de trabajo entre dos rectas:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X0 Z2 Acercamiento en G0 y absolutas al punto de partida.
N30 G1 X0 Z0 Punto de partida en G1.
N40 G36 R5 X40 Z0 Primer recorrido y punto de redondeo.
N50 X40 Z-10 Segundo recorrido y punto final.
Formato de trabajo entre dos arcos:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X0 Z2 Acercamiento en G0 y absolutas al punto de partida.
N40 G1 X0 Z0 Punto de partida en G1.
N50 GO2 G36 R5 X40 Z-20 I20 K0 Primer arco y determinación del redondeo
N50 GO2 X0 Z-40 I0 K-20 Segundo arco y final del redondeo.
N60 G1 Z-50 Anulación del arco y punto final
26 de 69
Figura 13:

G37:
Entrada tangencial.
27 de 69
Figura 14: Practica Nº 10 G36.
Figura 15: Practica Nº 11 G36.

Es hacer que la hta entre tangencial mente en el punto de inicio del mecanizado.
Esta función NO es modal.
Se programa cuando se desee hacer una entrada tangencial.
En el bloque que se programe G37, hay que programar el radio que se añade a la trayectoria, y solo en movimientos rectilíneos.
Formato de trabajo:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X0 Z10 Acercamiento en G0 y absolutas al punto de partida.
N30 G1 G37 R3 X0 Z0 Punto para la entrada tangencial.
N40 X20 Z0 Punto final.
G38:
Salida tangencial, al final del mecanizado.
Esta función NO es modal
Se programa cuando se desee hacer una salida tangencial.
En el bloque que se programe G38, hay que programar el radio que se añade a la trayectoria, y es necesario que el movimiento siguiente sea rectilíneo.
Formato de trabajo:
N40 X40 Z30 Punto de partida.
N60 G38 R5 X20 Z30 Punto de tangencia.
N50 X20 Z50 Punto final para la salida tangencial.
G39:
Achaflanado entre dos recorridos rectilíneos
28 de 69
Figura 16: Practica Nº 12 G37
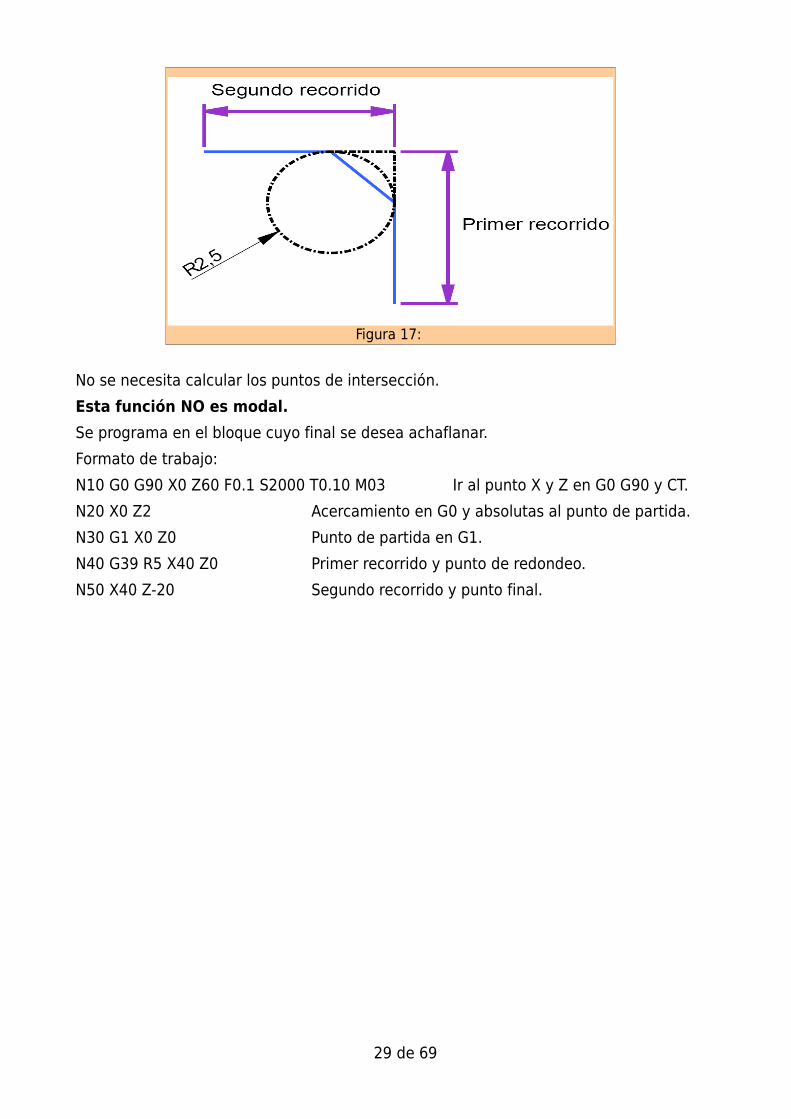
No se necesita calcular los puntos de intersección.
Esta función NO es modal.
Se programa en el bloque cuyo final se desea achaflanar.
Formato de trabajo:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X0 Z2 Acercamiento en G0 y absolutas al punto de partida.
N30 G1 X0 Z0 Punto de partida en G1.
N40 G39 R5 X40 Z0 Primer recorrido y punto de redondeo.
N50 X40 Z-20 Segundo recorrido y punto final.
29 de 69
Figura 17:
2.1.5.- Funciones G complementarias:
G04:
Temporización:
Formato de trabajo:
Esta función NO es modal.
Esta función se puede programar como G4.
N20 G04 K2.6
K: Es la Temporización en segundos (2.6)
G25:
Saltos o llamadas incondicionales; mediante esta función podemos saltar o movernos en los bloques elegidos.
Esta función NO es modal.
En este bloque no se puede programar más información.
Formato de trabajo:
1ª: Salto al bloque elegido.
N50 G0 X100 Z50 Punto de partida.
N60 G25 N80 Salto al bloque 80.
N70 X50
N80 Z30
N90 G01 X20
30 de 69
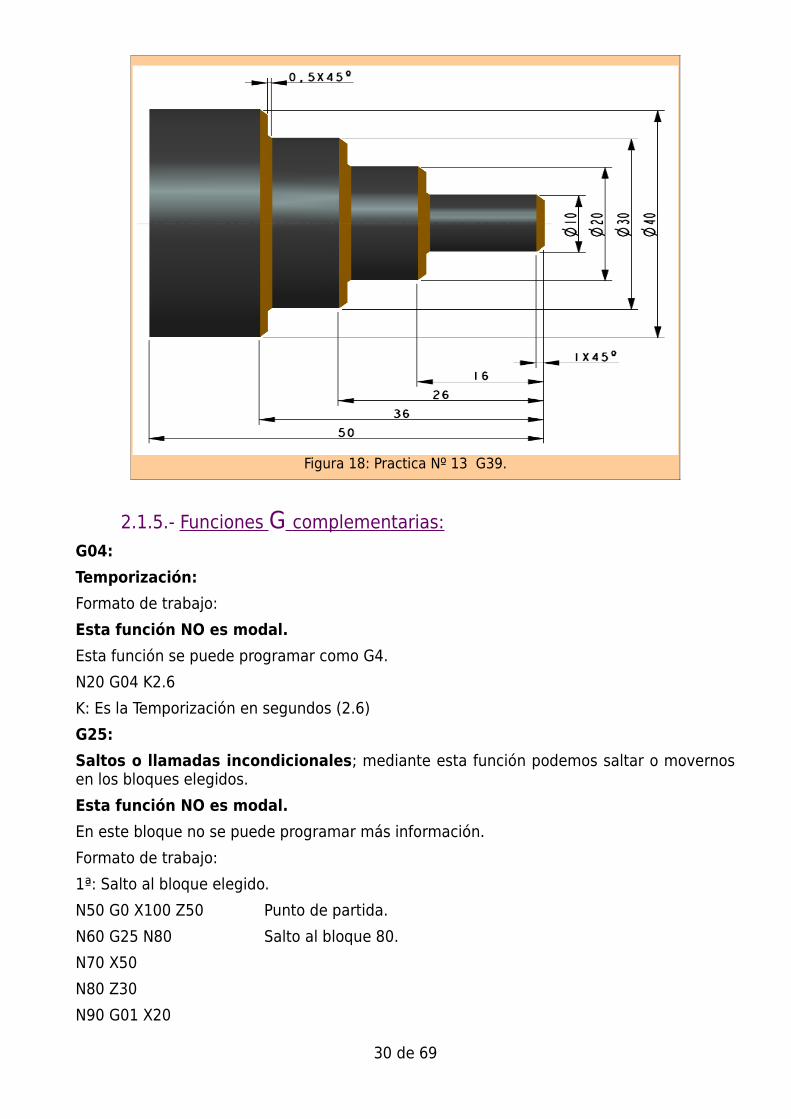
Figura 18: Practica Nº 13 G39.

2ª: Salto, selección de bloques y Nº de repeticiones.
N50 G0 X100 Z50 Punto de partida.
N60 G25 N70.90.5 Salto al bloque 70 lectura hasta 90 y ejecutarlo 5 veces.
N70 X50
N80 Z30
N90 G01 X20
G31:
Guardar origen de coordenadas actual, ósea, con el que se está trabajando.
G32:
Recuperar origen de coordenadas guardado con G31.
G40, G41, G42:
G40: Anulación de la compensación de radio.
G41: Compensación de radio a Izquierdas, ósea, la hta. queda a la izquierda de la pieza según el sentido del mecanizado.
G42: Compensación de radio a Derechas, ósea, la hta. queda a la derecha de la pieza según el sentido del mecanizado.
Estas funciones son Modales
Los valores de compensación son los establecidos en la tabla de Htas del CN: R: radio de la Hta. I: valor que se suma o resta al Radio.
G41 y G42 son anuladas por G40, G74, G81, un reset o una emergencia.
Hay que seleccionar primero el plano de trabajo (G17,G18,G19).
Con estas funciones el CN va leyendo cuatro bloques por delante del que se esta ejecutando, para calcular la trayectoria.
Formato de trabajo:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 G01 G41 X40 Z80 Inicio de la compensación a Izq.
N30 Z70 Recorrido.
N40 X90 Recorrido.
N50 Z30 Recorrido.
N60 X40 Recorrido.
N70 G40 Anulación de la compensación.
N80 G00 Z20 M30 Retirada en rápido y vuelta al inicio.
Verificar en los manuales máquina las diferentes variantes de la compensación:
G47, G48:
G47: Tratamiento como bloque único.
G48: Anulación del tratamiento de bloque único.
31 de 69

Estas funciones son Modales
Con G47 en CN entiende que todos los bloques que vienen a continuación los ha de tratar como si fuesen solo un bloque, ósea que si estamos mecanizando bloque a bloque, al leer G47, los siguientes bloques los ejecutara como ciclo continuo hasta el
bloque con el G48.
Con G47 los valores F y S serán los programados, no se podrán variar.
Tras el encendido, un reset, una emergencia o programar M02, y M30 el CN asume G48.
G49:
% Velocidad de avance:
Esta función nos permite indicar al programa el % de velocidad de avance F al cual deseamos trabajar.
Esta función es modal.
Se anula programando G49 K0 o simplemente G49, o con M02, M30, un reset o una emergencia.
Esta función ha de ir sola en un bloque.
El valor de K ira de ir 1% a un 120%.
Formato de trabajo:
N40 G49 K50 Nos indica un 50%
G50:
Carga de las dimensiones de Hta. en tabla.
Formato de trabajo:
Tenemos dos formas:
1ª: Carga de todas la dimensiones de una hta:
N20 G50 T2.2 R I L K
T2.2: Hta. Elegida con corrector 2.
R: Valores de radio.
I: Corrección de desgaste.
L: Longitud de la Hta.
K: Corrección de desgaste.
2ª: Modificar incrementalmente los valores de I y de K:
N20 G50 T2.2 I K.
El valor de compensación de radio, es la suma de los valores de R y I.
El valor de compensación de longitud, es la suma de los valores de L y K.
En el bloque que se programe G50 no se puede programar ninguna otra función.
Del G53 al G59:
Traslados de origen:
Es tomar un origen (X0, Z0) en una pieza colocada en la maquina, para un mecanizado
32 de 69

concreto.
Los valores los tomados a partir de la pieza y los almacenados en la maquina.
Los orígenes guardados mediante estas funciones los podemos recuperar cuando nos interese.
Estas funciones son Modales
Formato de trabajo:
Para cargar estos valores tenemos dos formas:
1ª: Carga absoluta:
N50 G5 (del 3 al 9) V W X Y Z
V: Valor de traslado en el eje V.
W: Valor de traslado en el eje W.
X: Valor de traslado en el eje X.
Y: Valor de traslado en el eje Y.
Z: Valor de traslado en el eje Z.
2ª: Carga de valores Incrementales:
N50 G5 (del 3 al 9) V W X Y Z
L: Valor de suma o resta en el eje V.
H: Valor de suma o resta en el eje W.
I: Valor de suma o resta en el eje X.
J: Valor de suma o resta en el eje Y.
K: Valor de suma o resta en el eje Z.
Si queremos trabajar con un origen establecido del G53 al G59, hemos de colocar en el primer bloque:
N10 G54
N20 G00 G17 G90 X0 Y0 Z0 F100 S500 T2.2 M03 M41
G70, G71:
G70: Programación en pulgadas.
G71: Programación en milímetros.
Estas funciones son MODALES e incompatibles.
Al encendido, al programar M02 y M30 el CN asume G71.
G72:
Factor de escala para ampliar o reducir el tamaño de una pieza.
G74:
Búsqueda de la referencia máquina.
Con lo cual los ejes se desplazan a buscar esta referencia.
Formato de trabajo:
Hay dos formas de realizar esta función:
33 de 69

1ª: Búsqueda de esta referencia en todos los ejes:
N10 G74 X Y Z W V
2ª: Búsqueda de esta referencia en un eje:
N10 G74 X
En ambos aparecerá en la pantalla y una vez alcanzado el punto de referencia máquina el valor de esta distancia al último cero pieza programado.
G92:
Preselección de cotas.
2.1.6.- Mecanizado: G33:
Roscado electrónico.
Si el cabezal está dotado de un captador rotativo.
Esta función es Modal y permanecerá activa hasta programar un reset, emergencia, un G00, G01, G02, G03, M02 y M30.
El avance (F) no se puede variar con el FEED RATE.
Formato de trabajo:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 G90 G33 Z 100 K5 La hta. se moverá hasta Z 100 roscando a paso 5 mm.
N30 M19 El cabezal gira lentamente hasta que la hta. se coloca en
posición de ser retirada.
N40 G00 X3 Suponemos que la hta. queda paralela al eje X, por ello la hta.
se retira en rápido 3 mm. para librar el retroceso.
N50 Z30 La hta. retrocede en rápido a Z30 (30 mm. encima de la pieza.
N60 X0 Z10 MO3 Arranque del cabezal y posición en rápido a X0 Y0 Z10.
Activación del eje C G14, G15 G16.
G14: Activación del eje C.
G15: Mecanización en la superficie de la pieza Plano C Z.
G16: Mecanización en la superficie frontal de la pieza Plano C X.
G14/ G15/ G16 Se han de programar solas en un bloque.
G14/ G15 /G16 Anula las funciones G95 y G96.
G15 /G16 Anula la compensación de radio G41/ G42
G15 /G16 Estando activadas no permite programar ninguna hta.
G15 /G16 Para programar estas funciones, ha de estar activada la función G14.
G15 /G16 La anulación de estas funciones se consigue programando un G14
Activada la función G14, para pasar al modo normal de torneado programaremos M03 o M04.
34 de 69

El desplazamiento del eje C se programará en grados y su velocidad en grados/minutos.
Formato de trabajo:
N10 G14 Activación del eje C
N20 G0 G90 X0 Z4 Desplazamiento
N30 Z-5 Desplazamiento.
Programación de la herramienta:
Seleccionamos la Herramienta (Hta.) mediante la letra T, seguida de número punto número:
T 2.2
Número ala izquierda del punto decimal:
Indica el número de la herramienta.
Número a la derecha del punto decimal:
Valor del corrector elegido.
El valor de ambos números puede estar comprendido entre 0 y 99.
Tabla de correctores de herramientas en CNC máquina.
X: Longitud de la Herramienta según el eje X.
Z: Longitud de la Herramienta según el eje Z.
F: Código de forma.
R: Radio de la herramienta.
I: Corrección de la longitud según el eje X (desgaste), Valor en Diámetros.
K: Corrección de la longitud según el eje Z (desgaste).
35 de 69

2.1.7.- Códigos de forma F:
F1 F7
F2 F6
F3 F5
36 de 69
Figura 20:
Figura 21:
Figura 19:
C
P
Codigo: 1
Z +
X +
Codigo:
P Z +
C
X +
7
X +
Z +
Codigo: 2
C
P
Codigo: 6
Z +
C
P
X +
5
X +
Z + Z +
X +
Codigo:
CP
Codigo: 3
C
P

F4 F4
F5 F5
F6 F2
37 de 69
Figura 24:
Figura 23:
Figura 22:
X +
Z +
Codigo:
CP
4
CP Z +
X +
Codigo: 4
P
C
Codigo:
Z +
X +
5
P
C Z +
Codigo:
X +
3
6
Z +
X +
Codigo:
C
P
C
P
X +
Z +
Codigo: 2

F7 F1
F8 F8
38 de 69
Figura 25:
Figura 26:
7
X +
Z +
Codigo:
C
P
C
P
X +
Z +
Codigo: 1
8
Z +
X +
Codigo:
CP P
C
Z +
8
X +
Codigo:

2.2.- Funciones M auxiliares:Estas funciones se programan mediante el código o la función M.
M00:
Interrupción del programa momentáneamente, para reanudar, pulsar Marcha.
M01:
Parada opcional, Puede estar activada o no.
M02:
Final del programa y Reset.
M03:
Arranque del cabezal a derechas, sentido Horario.
M04:
Arranque del cabezal a izquierdas, sentido Antihorario.
M05:
Parada del cabezal.
M08:
Activar refrigerante.
M09:
Desactivar refrigerante.
M10:
Abrir puerta.
M11:
Cerrar puerta.
M17:
Abrir plato de garras.
M18:
Cerrar plato de garras.
M19.
Posicionamiento del cabezal.
M30:
Final del programa y vuelta al inicio o primer bloque.
39 de 69

2.3.- Ciclos de mecanizado: Podíamos decir que un ciclo, son unos recorridos en mecanizado estándar o semi definidos, con el cual podemos realizar de forma cómoda y automáticamente bastantes procesos en la construcción de una pieza. Este mecanizado, esta determinado por parámetros que podemos acomodar a las necesidades de cada proceso.
Las lineas horizontales paralelas de color, representarían los recorridos de la Hta.
Características de los ciclos:
1ª: La zona de mecanizado de los ciclos (excepto en el G86 y G88), se realiza, mediante recorridos constantes en el perímetro (Figura 27).
Perimetro o zona de mecanizado:
esta zona esa delimitada por el punto de partida (PP) y su proyección vertical hacia Z 0, de este Z0, hasta su encuentro con el punto 1, (o A o B de algunos ciclos, o el punto inicial de otros) seguimos los puntos del perfil (2,3,4 etc.), y desde el punto 4 en vertical hasta el encuentro de la proyección horizontal izquierda del PP.
2ª: El PP ha de estar situado unos 2 mm en exceso tanto en X como en Z de la zona a mecanizar.
3ª: Una vez finalizado el mecanizado del ciclo la herramienta se coloca en el PP
4ª: Si al P9 le damos valor 0, no se realiza la pasada de acabado y por tanto la herramienta al finalizar el ciclo, se coloca en el punto F, si el P9, tiene valor de avance, se realiza la pasada de acabado y por tanto la herramienta se coloca en el PP
5ª: Anulación del ciclo:
Si se define otro ciclo fijo, este sustituye y anula al que estuviese activo.
Todos son anulados por un M02,M30, un reset o emergencia.
6ª: Dentro de una subrutina estándar o paramétrica se pueden dar ciclos fijos.
Desde un bloque bajo la influencia de un ciclo fijo, pueden llamarse a subrutinas sin que se anule el ciclo.
7ª. La ejecución de un ciclo no altera la definición de las funciones G ni los sentidos de giro del cabezal.
40 de 69
Figura 27:
8ª. Un ciclo fijo, anula la compensación de radio.
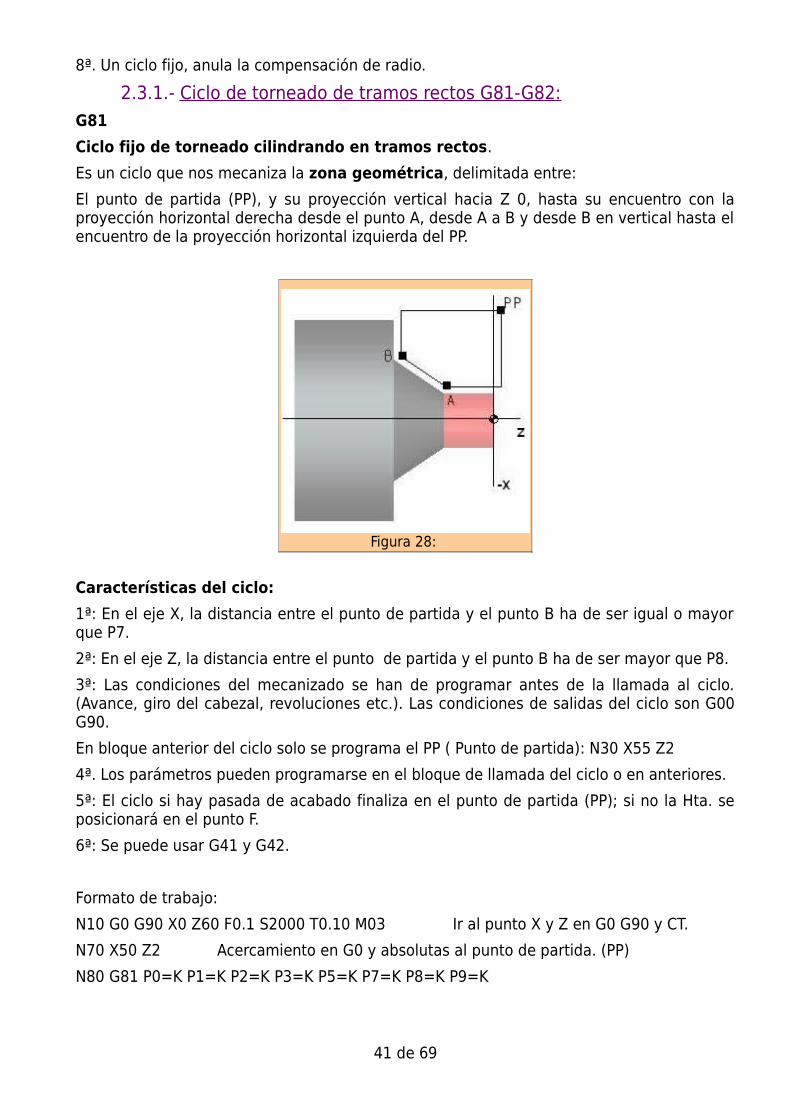
2.3.1.- Ciclo de torneado de tramos rectos G81-G82: G81
Ciclo fijo de torneado cilindrando en tramos rectos.
Es un ciclo que nos mecaniza la zona geométrica, delimitada entre:
El punto de partida (PP), y su proyección vertical hacia Z 0, hasta su encuentro con la proyección horizontal derecha desde el punto A, desde A a B y desde B en vertical hasta el encuentro de la proyección horizontal izquierda del PP.
Características del ciclo:
1ª: En el eje X, la distancia entre el punto de partida y el punto B ha de ser igual o mayor que P7.
2ª: En el eje Z, la distancia entre el punto de partida y el punto B ha de ser mayor que P8.
3ª: Las condiciones del mecanizado se han de programar antes de la llamada al ciclo. (Avance, giro del cabezal, revoluciones etc.). Las condiciones de salidas del ciclo son G00 G90.
En bloque anterior del ciclo solo se programa el PP ( Punto de partida): N30 X55 Z2
4ª. Los parámetros pueden programarse en el bloque de llamada del ciclo o en anteriores.
5ª: El ciclo si hay pasada de acabado finaliza en el punto de partida (PP); si no la Hta. se posicionará en el punto F.
6ª: Se puede usar G41 y G42.
Formato de trabajo:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N70 X50 Z2 Acercamiento en G0 y absolutas al punto de partida. (PP)
N80 G81 P0=K P1=K P2=K P3=K P5=K P7=K P8=K P9=K
41 de 69
Figura 28:

Parámetros:
G81 P0=K P1=K P2=K P3=K P5=K P7=K P8=K P9=K
P0= K:(Valor de X en el punto inicial A del perfil.)
P1= K:(Valor de Z en el punto inicial A del perfil.)
P2= K:(Valor de X en el punto inicial B del perfil.)
P3= K:(Valor de Z en el punto inicial B del perfil.)
P5= K:(Valor de la pasada de mecanizado, depende del valor de P12, este paso será en X o en Z.)
P7= K:(Valor del sobre espesor a dejar en el eje X para el acabado.)
P8= K:(Valor del sobre espesor a dejar en el eje Z para el acabado.)
P9= K:(Valor del Avance F en la pasada de acabado, Si se pone K0, no hay pasada de acabado.
42 de 69
Figura 29:
Figura 30: Practica Nº 14 G81.
PP
A
B
P7 en X.P8 en Z.
B
A
12
3
CG81
0
P7
P8
F
82
Ciclo fijo de torneado refrentando en tramos rectos.
Es un ciclo que nos mecaniza el espacio comprendido en las proyección y encuentro desde el punto de partida en –X y +Z y la proyección de los puntos A en +X y B en +Z.
Características del ciclo:
1ª: En el eje Z, la distancia entre el punto de partida y el punto B ha de ser igual o mayor que P8.
2ª: En el eje X, la distancia entre el punto de partida y el punto B ha de ser mayor que P7.
3ª: Las condiciones del mecanizado se han de programar antes de la llamada al ciclo. (Avance, giro del cabezal, revoluciones etc.). Las condiciones de salidas del ciclo son G00 G90.
En bloque anterior del ciclo solo se programa el PP ( Punto de partida): N30 X55 Z2
4ª. Los parámetros pueden programarse en el bloque de llamada del ciclo o en anteriores.
5ª: El ciclo si hay pasada de acabado finaliza en el punto de partida (PP); si no la Hta. se posicionará en el punto F.
6ª: Se puede usar G41 y G42.
Formato de trabajo:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N70 X50 Z2 Acercamiento en G0 y absolutas al punto de partida. (PP)
N80 G82 P0=K P1=K P2=K P3=K P5=K P7=K P8=K P9=K Ciclo de torneado en tramos rectos.
Parámetros:
G82 P0=K P1=K P2=K P3=K P5=K P7=K P8=K P9=K
P0= K:(Valor de X en el punto inicial A del perfil.)
P1= K:(Valor de Z en el punto inicial A del perfil.)
P2= K:(Valor de X en el punto inicial B del perfil.)
P3= K:(Valor de Z en el punto inicial B del perfil.)
P5= K:(Valor de la pasada de mecanizado, depende del valor de P12, este paso será en
X o en Z.)
P7= K:(Valor del sobre espesor a dejar en el eje X para el acabado.)
P8= K:(Valor del sobre espesor a dejar en el eje Z para el acabado.)
P9= K:(Valor del Avance F en la pasada de acabado, Si se pone K0, no hay pasada de acabado.
43 de 69

2.3.2.- Ciclo de taladrado G83: G83
Ciclo fijo de Taladrado
Es un ciclo que nos permite mecanizar taladros.
Características del ciclo:
1ª: La hta. se posiciona a una distancia igual a P6 de la pieza.
2ª: La hta. Taladra una primera profundidad igual a P5.
3ª: La hta. Taladra una segunda profundidad igual a P5.
4ª: Retroceso en G00 de la hta. una distancia igual a P16.
5ª: Avance en G00 de la hta. hasta situarse una distancia igual a P17, del fondo del taladrado anterior.
6ª: Se repite todo el proceso hasta llegar a la profundidad definida por P4.
7ª: Las condiciones de salida del ciclo son G00. G07, G40, G90.
8ª: El ciclo comienza con un acercamiento al punto A' y termina en el mismo punto A'
Formato de trabajo:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X0 Z2 Acercamiento en G0 y absolutas al punto de partida. (PP)
N30 G83 P0=K P1=K P4=K P5=K P6=K P15=K P16=K P17=K Ciclo de torneado en tramos curvos.
Parámetros:
G83 P0=K P1=K P4=K P5=K P6=K P15=K P16=K P17=K
P0= K:(Valor de X en el punto a realizar el taladro.)
P1= K:(Valor de Z en el punto a realizar el taladro.)
P4= K:(Profundidad del agujero.)
P5= K:(Valor de la pasada.)
44 de 69
Figura 31:
PP
P7 en X.P8 en Z.
B
A
1
2 3
0 CG82
A
P7
P8
B
F

P6= K:(Distancia de seguridad, nos dice a que distancia se acerca la broca al inicio del taladrado.)
P15= K:(Temporización en el fondo, en segundos.)
P16= K:(Valor incremental positivo de la distancia de retroceso en G00 que realiza la broca después de cada pasada si es 0, el retroceso se realiza hasta el punto de acercamiento.)
P17=K:(Valor de la distancia entre el fondo taladrado y el punto donde se acercará la broca en G00 para seguir taladrando.)
45 de 69
Figura 32:
Figura 33: Practica Nº 15 G83.
P5
P4
P16
CG83
P16G0
G1
G1
G0
G1 G0
G0 P16
G0
A A'
G1
P17
P17
P17
P6
2.3.3.- Ciclo de torneado de tramos curvos G84-G85: G84
Ciclo fijo de torneado de tramos curvos:
Es un ciclo que nos permite mecanizar cilindrando, una zona donde encontramos un tramo curvo.
Características del ciclo:
1ª: En el eje X, la distancia entre el punto de partida y el punto B ha de ser igual o mayor que P7.
2ª: En el eje Z, la distancia entre el punto de partida y el punto B ha de ser mayor que P8.
3ª: Las condiciones del mecanizado se han de programar antes de la llamada al ciclo. (Avance, giro del cabezal, revoluciones etc.). Las condiciones de salidas del ciclo son G00 G90.
En bloque anterior del ciclo solo se programa el PP ( Punto de partida): N30 X55 Z2
4ª. Los parámetros pueden programarse en el bloque de llamada del ciclo o en anteriores.
5ª: El ciclo si hay pasada de acabado finaliza en el punto de partida (PP); si no la Hta. se posicionará en el punto F.
6ª: Se puede usar G41 y G42.
Formato de trabajo:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N70 X50 Z2 Acercamiento en G0 y absolutas al punto de partida. (PP)
N80 G84 P0=K P1=K P2=K P3=K P5=K P7=K P8=K P9=K P18=K P19=K Ciclo de torneado en tramos curvos.
Parámetros:
G84 P0=K P1=K P2=K P3=K P5=K P7=K P8=K P9=K P18=K P19=K
P0= K:(Valor de X en el punto inicial A del perfil.)
P1= K:(Valor de Z en el punto inicial A del perfil.)
P2= K:(Valor de X en el punto inicial B del perfil.)
P3= K:(Valor de Z en el punto inicial B del perfil.)
P5= K:(Valor de la pasada de mecanizado.)
P7= K:(Valor del sobre espesor a dejar en el eje X para el acabado.)
P8= K:(Valor del sobre espesor a dejar en el eje Z para el acabado.)
P9= K:(Valor del Avance F en la pasada de acabado, Si se pone K0, no hay pasada de acabado.
P18= K:( Valor I de la distancia del punto A al centro del arco según el eje X. I: en radios.)
P19= K:( Valor K de la distancia del punto A al centro del arco según el eje Z. K: en radios.)
46 de 69
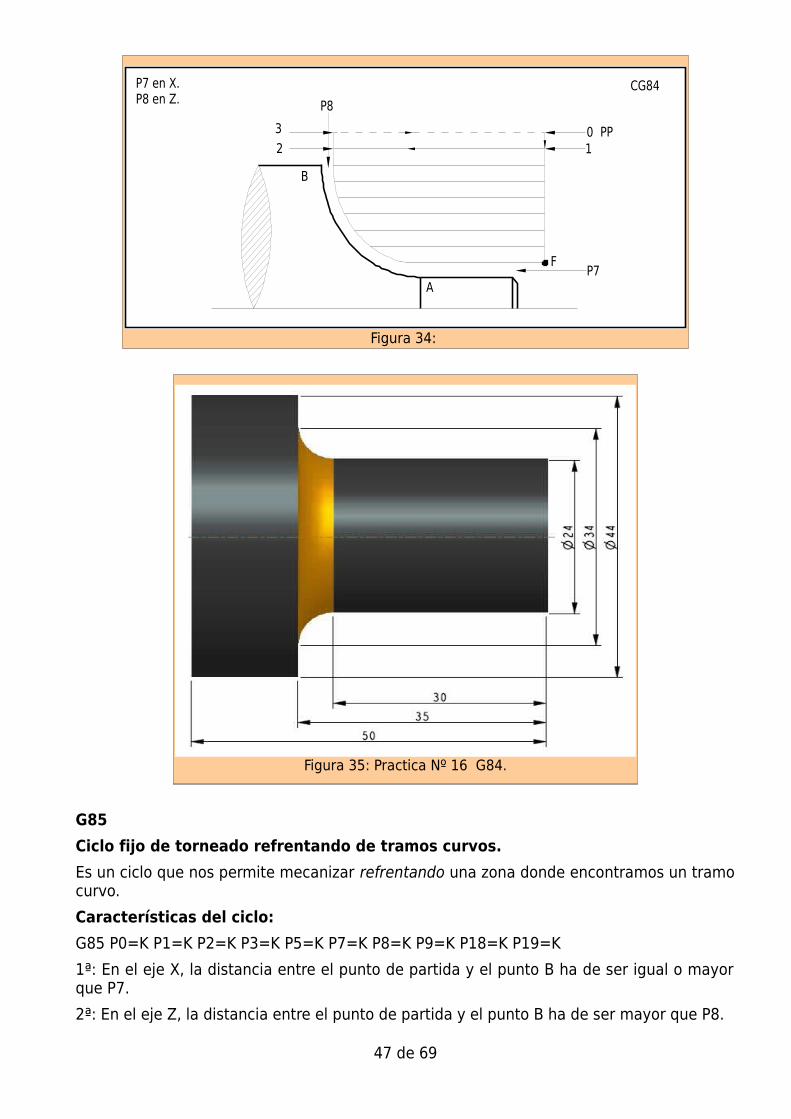
G85
Ciclo fijo de torneado refrentando de tramos curvos.
Es un ciclo que nos permite mecanizar refrentando una zona donde encontramos un tramo curvo.
Características del ciclo:
G85 P0=K P1=K P2=K P3=K P5=K P7=K P8=K P9=K P18=K P19=K
1ª: En el eje X, la distancia entre el punto de partida y el punto B ha de ser igual o mayor que P7.
2ª: En el eje Z, la distancia entre el punto de partida y el punto B ha de ser mayor que P8.
47 de 69
Figura 34:
Figura 35: Practica Nº 16 G84.
PP
A
B
P7 en X.P8 en Z.
12
3 0
CG84
P7
P8
F

3ª: Las condiciones del mecanizado se han de programar antes de la llamada al ciclo. (Avance, giro del cabezal, revoluciones etc.). Las condiciones de salidas del ciclo son G00 G90.
En bloque anterior del ciclo solo se programa el PP ( Punto de partida): N30 X55 Z2
4ª. Los parámetros pueden programarse en el bloque de llamada del ciclo o en anteriores.
5ª: El ciclo si hay pasada de acabado finaliza en el punto de partida (PP); si no la Hta. se posicionará en el punto F.
6ª: Se puede usar G41 y G42.
Formato de trabajo:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N70 X50 Z2 Acercamiento en G0 y absolutas al punto de partida. (PP)
N80 G85 P0=K P1=K P2=K P3=K P5=K P7=K P8=K P9=K P18=K P19=K Ciclo de refrentado en tramos curvos.
Parámetros:
G85 P0=K P1=K P2=K P3=K P5=K P7=K P8=K P9=K P18=K P19=K
P0= K:(Valor de X en el punto inicial A del perfil.)
P1= K:(Valor de Z en el punto inicial A del perfil.)
P2= K:(Valor de X en el punto inicial B del perfil.)
P3= K:(Valor de Z en el punto inicial B del perfil.)
P5= K:(Valor de la pasada de mecanizado.)
P7= K:(Valor del sobre espesor a dejar en el eje X para el acabado.)
P8= K:(Valor del sobre espesor a dejar en el eje Z para el acabado.)
P9= K:(Valor del Avance F en la pasada de acabado, Si se pone K0, no hay pasada de acabado.
P18= K:( Valor I de la distancia del punto A al centro del arco según el eje X. I: en radios.)
P19= K:( Valor K de la distancia del punto A al centro del arco según el eje Z. K: en radios.)
48 de 69
Figura 36:
A
B
P7 en X.P8 en Z.
23P7
P8 CG8510 PP
F

49 de 69
Figura 37: Practica Nº 17 G85.

2.3.4.- Ciclos de Ranurado: G88-G89: G88
Ciclo fijo de ranurado en el eje X
Es un ciclo que nos permite construir una ranura en el eje X, normalmente esta ranura son salidas de rosca.
Características del ciclo:
1ª: Las condiciones del mecanizado se han de programar antes de la llamada al ciclo. (Avance, giro del cabezal, revoluciones etc.).
2ª. Las condiciones de salidas del ciclo son G00,G40,G90..
3ª. El ciclo se inicia con un acercamiento en GOO al punto de partida y termina en el.
En bloque anterior del ciclo solo se programa el PP ( Punto de partida): N30 X55 Z2
El punto de partida PP ha de estar por encima del valor en X del P6. Si el P6= K2,osea le damos 2mm, son 4 mm en diámetro, si el diámetro del que partimos para hacer la ranura es por ejemplo de 20, 20 + 4 del P6= 24, el PP ha de estar por encima de 24, lo normal es dar al P6 un valor de 1 mm.
Formato de trabajo:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N70 X50 Z2 Acercamiento en G0 y absolutas al punto de partida. (PP)
N80 G88 P0=K P1=K P2=K P3=K P5=K P15=K Ciclo de ranurado longitudinal.
Parámetros:
G88 P0=K P1=K P2=K P3=K P5=K P6=K P15=K
P0= K:(Valor de X en el punto inicial A del perfil.)
P1= K:(Valor de Z en el punto inicial A del perfil.)
P2= K:(Valor de X en el punto inicial B del perfil.)
P3= K:(Valor de Z en el punto inicial B del perfil.)
P5= K:(Anchura de la cuchilla.)
P6= K:(Distancia de seguridad en radios. Valor al que retrocederá en G0 la Hta.)
P15= K:( Temporización en el fondo.)
50 de 69

51 de 69
Figura 38:
Figura 39: Practica Nº 17 G88.
Ficha control de los criterios de evaluación CA

G89
Ciclo fijo de ranurado en el eje Z.
Es un ciclo que nos permite construir una ranura en el eje Z, normalmente esta ranura es un mecanizado especial.
Características del ciclo:
1ª: Las condiciones del mecanizado se han de programar antes de la llamada al ciclo. (Avance, giro del cabezal, revoluciones etc.).
2ª. Las condiciones de salidas del ciclo son G00,G40,G90..
3ª. El ciclo se inicia con un acercamiento en GOO al punto de partida y termina en el. bloque anterior del ciclo solo se programa el PP ( Punto de partida): “N30 X55 Z2”
El punto de partida PP ha de estar por encima del valor en Z del P6. Si al P6= K2 le damos 2 y el punto A tiene 0 en Z, el punto de partida PP, ha de estar en Z 3.
Formato de trabajo:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X50 Z2 Acercamiento en G0 y absolutas al punto de partida. (PP)
N30 G89 P0=K P1=K P2=K P3=K P5=K P15=K Ciclo ranurado frontal.
Parámetros:
G89 P0=K P1=K P2=K P3=K P5=K P6=K P15=K
P0= K:(Valor de X en el punto inicial A del perfil.)
P1= K:(Valor de Z en el punto inicial A del perfil.)
52 de 69
Figura 40: Practica Nº 18 G88.

P2= K:(Valor de X en el punto inicial B del perfil.)
P3= K:(Valor de Z en el punto inicial B del perfil.)
P5= K:(Anchura de la cuchilla.)
P6= K:(Distancia de seguridad en radios. Valor al que retrocederá en G0 la Hta.)
P15= K:( Temporización en el fondo.)
2.3.5.- Roscado G86-G67: G86
Ciclo fijo de roscado longitudinal
Este ciclo nos permite construir una rosca longitudinal, normalmente cilíndrica, pero se puede hacer cónica.
Características del ciclo:
1ª: Las condiciones del mecanizado se han de programar antes de la llamada al ciclo. (Avance, giro del cabezal, revoluciones etc.).
2ª. Las condiciones de salidas del ciclo son G00, G07,G40,G90 y G97.
3ª. Los parámetros pueden programarse en el bloque de llamada del ciclo o en anteriores.
4ª. El ciclo se inicia con un acercamiento en GOO al punto de partida (PP) y termina en el bloque anterior del ciclo, osea en el PP ( Punto de Partida).
5ª. La velocidad de avance no puede modificarse.
6ª. Variando los valores en X podemos hacer una rosca inclinada.
7ª. Antes del ciclo se ha de programar la herramienta su velocidad y su avance. El avance ha de ser igual al paso.
Formato de trabajo:
N10 G0 G90 X0 Z60 F1.5 S200 T4.4 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X50 Z2 Acercamiento en G0 y absolutas al punto de partida. (PP)
N30 G86 P0=K P1=K P2=K P3=K P4=K P5=K P6=K P7=K P10=K P11=K P12=K Ciclo de roscado longitudinal.
53 de 69
Figura 41:
CG89
P5
P6
P15
PPA
B

Parámetros:
G86 P0=K P1=K P2=K P3=K P4=K P5=K P6=K P7=K P10=K P11=K P12=K
P0= K:(Valor de X en el punto inicial A del perfil.)
P1= K:(Valor de Z en el punto inicial A del perfil.)
P2= K:(Valor de X en el punto inicial B del perfil.)
P3= K:(Valor de Z en el punto inicial B del perfil.)
P4= K:(Profundidad de la rosca en radios, con valor positivo para roscas exteriores y negativo para las roscas interiores.
P5= K:(Valor de la primera pasada de mecanizado, en radios.)
P6= K:(Distancia de seguridad en radios. Valor al que retrocederá en G0 la Hta. desde la superficie de la rosca, en cada pasada.)
P7= K:(Valor de la pasada de acabado en radios.)
P10= K:(Paso de la rosca en Z.)
P11= K:(Salida de la rosca en cada pasada. si es cero retrocede verticalmente, si tiene un valor positivo, retrocede cónicamente.)
P12= K:(Ángulo de la punta.)
54 de 69
Figura 42:

G87
Ciclo fijo de roscado frontal
Este ciclo nos permite construir una rosca frontal.
Características del ciclo:
1ª: Las condiciones del mecanizado se han de programar antes de la llamada al ciclo. (Avance, giro del cabezal, revoluciones etc.).
2ª. Las condiciones de salidas del ciclo son G00, G07,G40,G90 y G97.
3ª. Los parámetros pueden programarse en el bloque de llamada del ciclo o en anteriores.
4ª. El ciclo se inicia con un acercamiento en GOO al punto de partida y termina en el.
En bloque anterior del ciclo solo se programa el PP ( Punto de partida): N30 X55 Z2
5ª. La velocidad de avance no puede modificarse.
Formato de trabajo:
N10 G0 G90 X0 Z60 F1.5 S200 T4.4 M03 Ir al punto X y Z en G0 G90 y CT.
N70 X50 Z2 Acercamiento en G0 y absolutas al punto de partida. (PP)
55 de 69
Figura 43: Practica Nº 19 G86.
Ficha control de los criterios de evaluación CA

N80 G87 P0=K P1=K P2=K P3=K P4=K P5=K P6=K P7=K P10=K P11=K P12=K Ciclo de roscado frontal.
Parámetros:
G87 P0=K P1=K P2=K P3=K P4=K P5=K P6=K P7=K P10=K P11=K P12=K
P0= K:(Valor de X en el punto inicial A del perfil.)
P1= K:(Valor de Z en el punto inicial A del perfil.)
P2= K:(Valor de X en el punto inicial B del perfil.)
P3= K:(Valor de Z en el punto inicial B del perfil.)
P4= K:(Profundidad de la rosca en radios, con valor positivo para roscas exteriores y negativo para las roscas interiores.
P5= K:(Valor de la primera pasada de mecanizado, en radios.)
P6= K:(Distancia de seguridad en radios. Valor al que retrocederá en G0 la Hta. desde la superficie de la rosca, en cada pasada.)
P7= K:(Valor de la pasada de acabado en radios.)
P10= K:(Paso de la rosca en Z.)
P11= K:(Salida de la rosca en cada pasada. si es cero retrocede verticalmente, si tiene un valor positivo, retrocede cónicamente.)
P12= K:(Ángulo de la punta.)
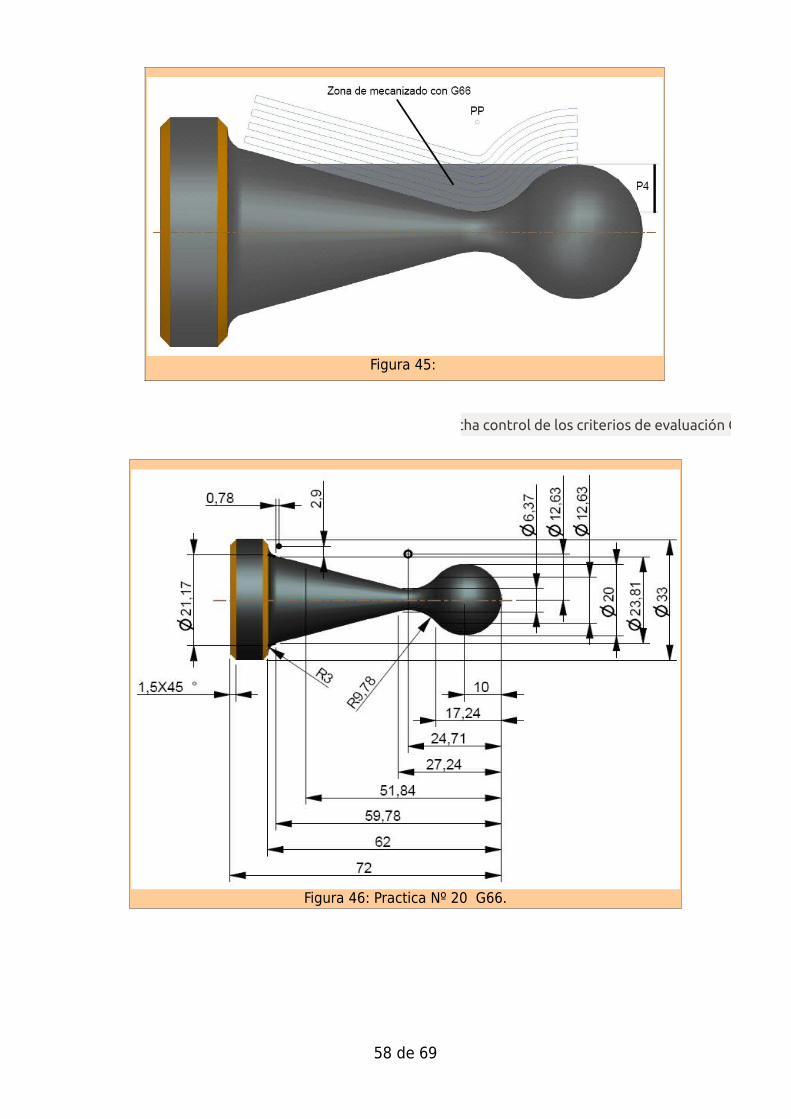
2.3.6.- Seguir un perfil G66: G66 Ciclo fijo de seguimiento de un perfil
Este ciclo nos permite mecanizar un perfil especial, mediante recorridos equidistantes (P5, pasada).
Características del ciclo:
1ª: No se ha de programar el punto inicial A por estar definido por P0 y P1.
2ª: Las condiciones del mecanizado se han de programar antes de la llamada al ciclo. (Avance, giro del cabezal, revoluciones etc.).
3ª: Los parámetros se pueden programar en el bloque de llamada del ciclo o en anteriores.
4ª: Las condiciones de salidas del ciclo son G00 G90. En bloque anterior del ciclo solo se programa el PP ( Punto de partida).
5ª: El perfil estará formado por rectas, arcos, chaflanes, redondeos, entradas o salidas tangenciales.
6ª: Se puede programar en absolutas o en increméntales.
7ª: Dentro del ciclo no se puede programar ninguna T.
8ª: Los movimientos de aproximación y alejamientos se hacen en G00 y los demás en el avance F programado.
9ª: El ciclo finaliza en la posición que estaba la Hta. Inicialmente (PP).
10ª: Se puede usar G41 y G42.
56 de 69

11ª: La coordenada X del punto desde el que se llama al ciclo, debe ser diferente a P0, y la de Z diferente a P1.
12ª. Los tramos curvos pueden programarse con las funciones G36 y G39.
13ª. En cada bloque programar los dos valores X y Z.
Formato de trabajo:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N70 X50 Z2 Acercamiento en G0 y absolutas al punto de partida. (PP)
N80 G66 P0=K P1=K P4=K P5=K P7=K PO8=K P9=K P12=K P13=K P14=K Ciclo de perfilado.
Parámetros:
G66 P0=K P1=K P4=K P5=K P7=K P8=K P9=K P12=K P13=K P14=K
P0= K:(Valor de X en el punto inicial A del perfil.)
P1= K:(Valor de Z en el punto inicial A del perfil.)
P4= K:(Valor del sobrante de material, perfil en bruto, perfil real.)
P5= K:(Valor de la pasada de mecanizado, depende del valor de P12, este paso será en X o en Z)
P7= K:(Valor de la pasada de acabado en X.
P8= K:(Valor de la pasada de acabado en Z.
P9= K:(Valor del Avance F en la pasada de acabado, Si se pone K0, no hay pasada de acabado.
P12= K:(Valor del ángulo de la cuchilla, si es igual o menor de 45º, P4 se tomará como sobrante en X y P5 como paso en X, si es mayor que 45º, P4 se tomará como sobrante en Z y P5 con paso en Z.
P13= K:(Número del primer bloque que define el perfil.)
P14= K:(Número del último bloque que define el perfil.)
57 de 69
Figura 44:
CG66
>45<45
Posici�n de la Herramienta.
58 de 69
Figura 46: Practica Nº 20 G66.
Figura 45:
Ficha control de los criterios de evaluación CA

2.3.7.- Mecanizado de un perfil G68-G69: G68
Ciclo fijo de desbastado en el eje X.
Es un ciclo que nos permite mecanizar cilindrando el perfil en el eje X de una pieza.
Características del ciclo:
1ª: La distancia desde el punto de partida 0 (PP) al punto final B, según el eje X ha de ser igual o mayor que P7.
2ª: La distancia desde el punto de partida 0 (PP) al punto inicial A, según el eje Z ha de ser mayor que P8.
3ª: No se ha de programar el punto inicial A por estar definido por P0 y P1.
4ª: Las condiciones del mecanizado se han de programar antes de la llamada al ciclo. (Avance, giro del cabezal, revoluciones etc.).
En bloque anterior del ciclo solo se programa el PP ( Punto de partida).
5ª. Los parámetros pueden programarse en el bloque de llamada del ciclo o en anteriores.
6ª: El perfil estará formado por tramos rectos o curvos.
7ª. Todos los bloques se programarán en coordenadas cartesianas absolutas y con las cotas de los dos ejes X Z. Los tramos curvos, han de programarse las coordenadas I y K del centro. G02/G03 XZIK.
8ª: El ciclo finaliza en la posición que estaba la Hta. inicialmente.
9ª: Se puede usar G41 y G42.
10ª: Las condiciones de salidas del ciclo son G00 G90.
Formato de trabajo:
59 de 69
Figura 47:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N20 X50 Z2 Acercamiento en G0 y absolutas al punto de partida. (PP)
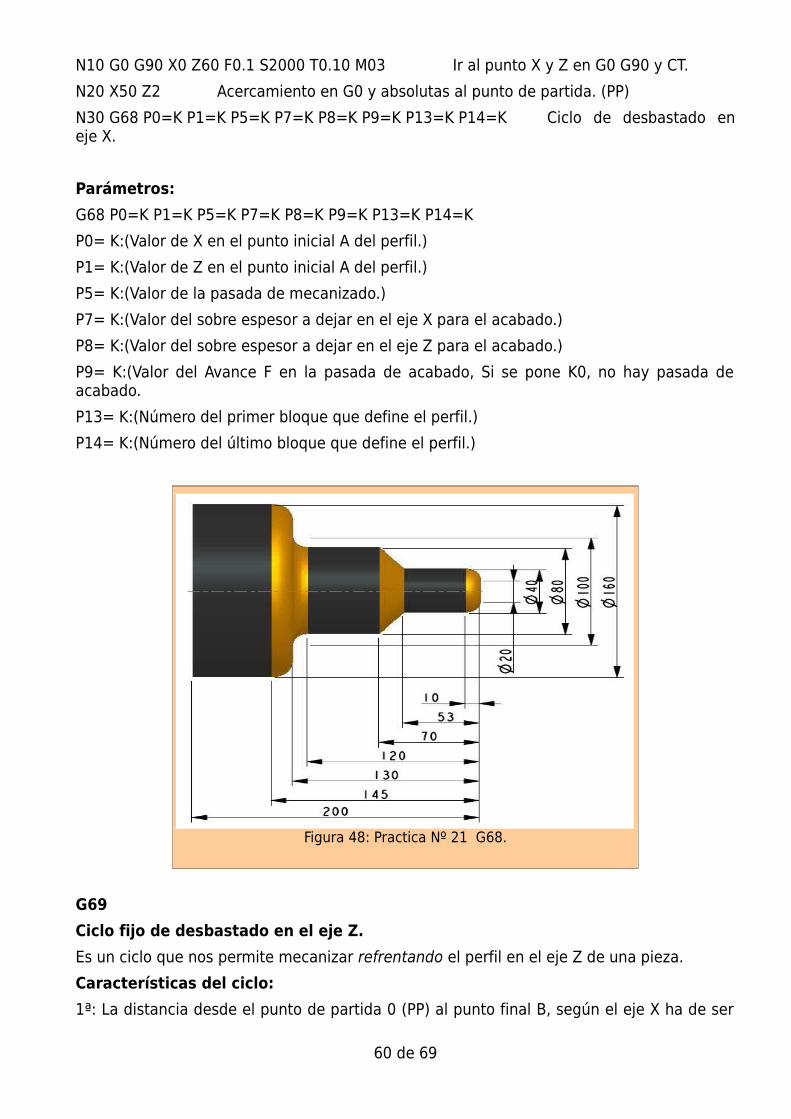
N30 G68 P0=K P1=K P5=K P7=K P8=K P9=K P13=K P14=K Ciclo de desbastado en eje X.
Parámetros:
G68 P0=K P1=K P5=K P7=K P8=K P9=K P13=K P14=K
P0= K:(Valor de X en el punto inicial A del perfil.)
P1= K:(Valor de Z en el punto inicial A del perfil.)
P5= K:(Valor de la pasada de mecanizado.)
P7= K:(Valor del sobre espesor a dejar en el eje X para el acabado.)
P8= K:(Valor del sobre espesor a dejar en el eje Z para el acabado.)
P9= K:(Valor del Avance F en la pasada de acabado, Si se pone K0, no hay pasada de acabado.
P13= K:(Número del primer bloque que define el perfil.)
P14= K:(Número del último bloque que define el perfil.)
G69
Ciclo fijo de desbastado en el eje Z.
Es un ciclo que nos permite mecanizar refrentando el perfil en el eje Z de una pieza.
Características del ciclo:
1ª: La distancia desde el punto de partida 0 (PP) al punto final B, según el eje X ha de ser
60 de 69
Figura 48: Practica Nº 21 G68.

igual o mayor que P7.
2ª: La distancia desde el punto de partida 0 (PP) al punto inicial A, según el eje Z ha de ser mayor que P8.
3ª: No se ha de programar el punto inicial A por estar definido por P0 y P1.
4ª: Las condiciones del mecanizado se han de programar antes de la llamada al ciclo. (Avance, giro del cabezal, revoluciones etc.).
En bloque anterior del ciclo solo se programa el PP ( Punto de partida).
5ª. Los parámetros pueden programarse en el bloque de llamada del ciclo o en anteriores.
6ª: El perfil estará formado por tramos rectos o curvos.
7ª. Todos los bloques se programarán en coordenadas cartesianas absolutas y con las cotas de los dos ejes X Z. Los tramos curvos, han de programarse las coordenadas I y K del centro. G02/G03 XZIK.
8ª: El ciclo finaliza en la posición que estaba la Hta. inicialmente.
9ª: Se puede usar G41 y G42.
10ª: Las condiciones de salidas del ciclo son G00 G90.
Formato de trabajo:
N10 G0 G90 X0 Z60 F0.1 S2000 T0.10 M03 Ir al punto X y Z en G0 G90 y CT.
N70 X50 Z2 Acercamiento en G0 y absolutas al punto de partida. (PP)
N80 G69 P0=K P1=K P5=K P7=K P8=K P9=K P13=K P14=K Ciclo de desbastado en eje Z.
Parámetros:
G69 P0=K P1=K P5=K P7=K P8=K P9=K P13=K P14=K
P0= K:(Valor de X en el punto inicial A del perfil.)
P1= K:(Valor de Z en el punto inicial A del perfil.)
P5= K:(Valor de la pasada de mecanizado.)
P7= K:(Valor del sobre espesor a dejar en el eje X para el acabado.)
P8= K:(Valor del sobre espesor a dejar en el eje Z para el acabado.)
P9= K:(Valor del Avance F en la pasada de acabado, Si se pone K0, no hay pasada de acabado.
P13= K:(Número del primer bloque que define el perfil.)
P14= K:(Número del último bloque que define el perfil.)
61 de 69

62 de 69
Figura 49:
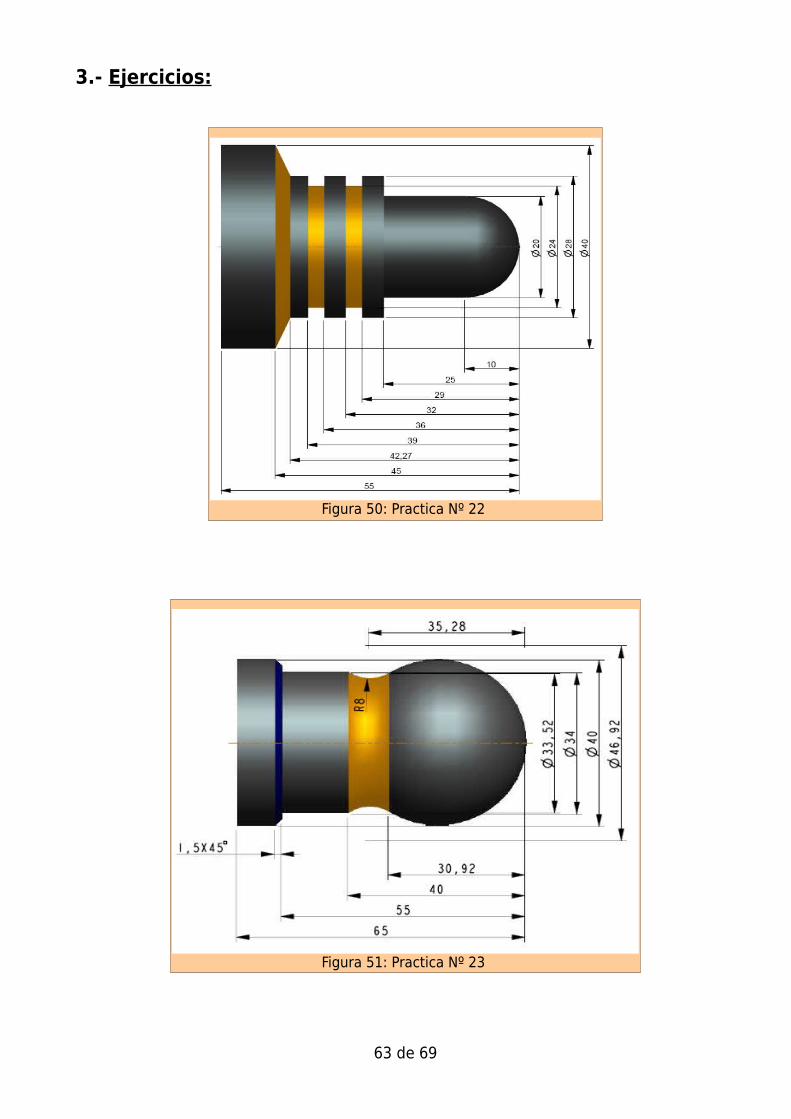
3.- Ejercicios:
63 de 69
Figura 50: Practica Nº 22
Figura 51: Practica Nº 23

64 de 69
Figura 52: Practica Nº 24
Figura 53: Practica Nº 25
Ficha control de los criterios de evaluación CA
65 de 69
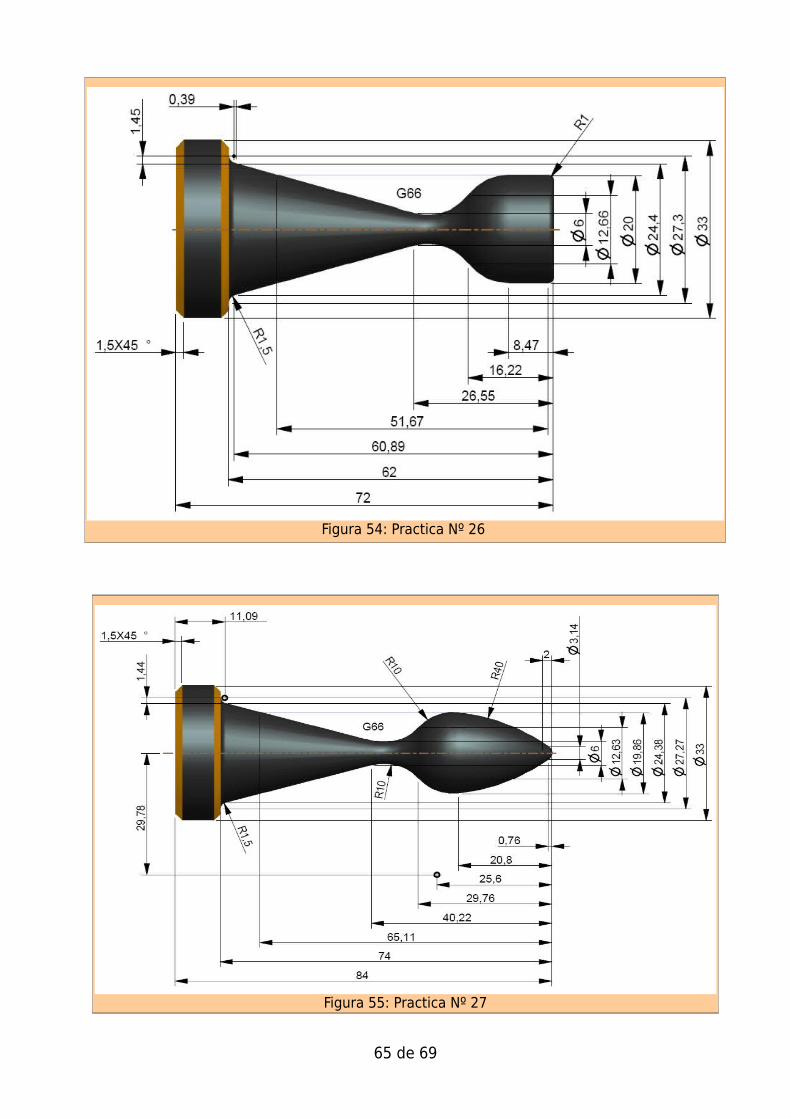
Figura 54: Practica Nº 26
Figura 55: Practica Nº 27
66 de 69
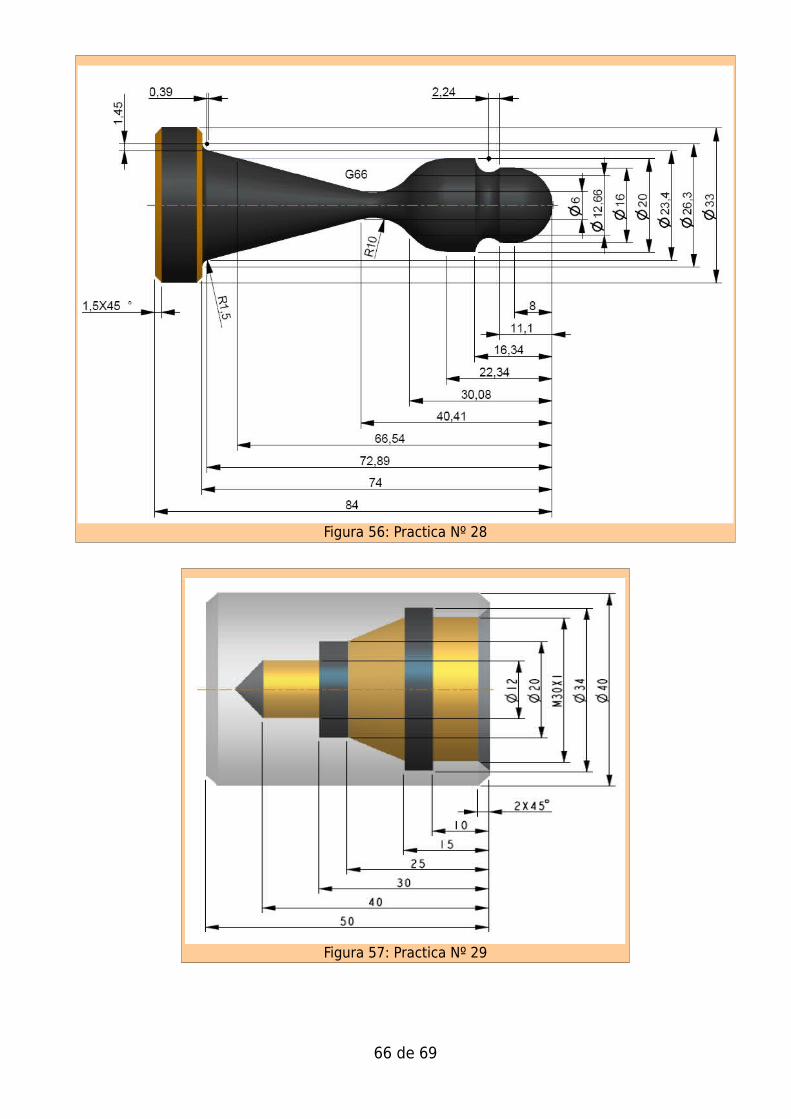
Figura 56: Practica Nº 28
Figura 57: Practica Nº 29

67 de 69
Figura 58: Practica Nº 30
68 de 69
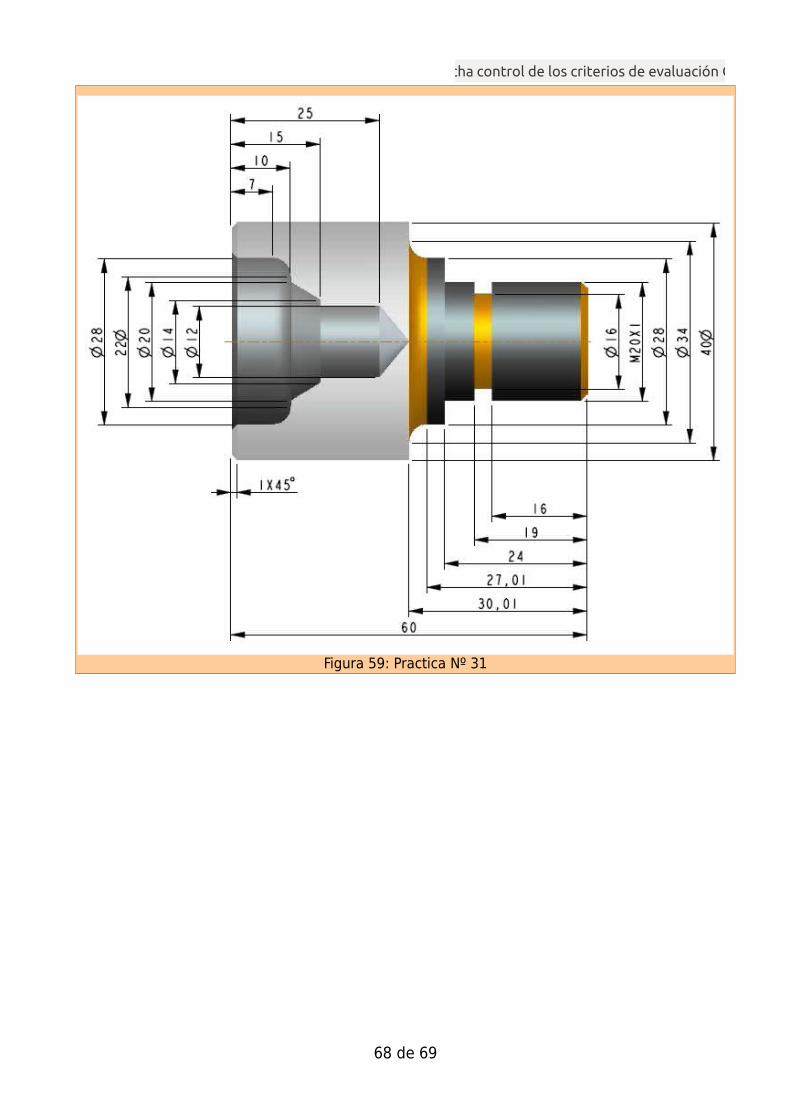
Figura 59: Practica Nº 31
Ficha control de los criterios de evaluación CA

69 de 69
Figura 60: Practica Nº 32
![ANEXO III - Declaración responsable modelo · 2020-06-17 · W ] À ] Y Y Y Y Y Y Y Y Y Y Y X K P v ] Ì } o v ] z z z z z z z z z z z z z z z z z z z z z U v À } o À ] ... Microsoft](https://static.fdocuments.ec/doc/165x107/5f4d5d5ca719f03fe841b7e3/anexo-iii-declaracifn-responsable-2020-06-17-w-y-y-y-y-y-y-y-y-y-y.jpg)











![Proyecto educativo nov 2019€¦ · W } Ç } µ ] À } z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z X X/ XW X W } ( } d ] v } ' o À v Ë1',&(](https://static.fdocuments.ec/doc/165x107/5eac3c62a92bf42a5f512496/proyecto-educativo-nov-2019-w-z-z-z-z-z-z-z-z-z-z-z-z-z-z-z-z-z.jpg)





